焊接过渡件的失效分析
- 格式:pdf
- 大小:1.08 MB
- 文档页数:3

镍片焊接不良失效分析摘要:本文通过对已脱落的PCB(PAD)表面、脱落的镍片表面、未使用的PCB(PAD)、镍片未脱落的焊点进行表面SEM观察、焊点剖面分析、EDS分析等查找并分析形成镍片脱落的原因。
OK焊点中焊锡与镍片之间的IMC层发现较多孔洞、分层现象,且IMC层厚度不均匀,存在过厚和过薄现象,导致焊接强度降低,出现镍片易剥离现象。
关键词:PCB,焊点强度,IMC粗大不均匀,孔洞,分层,润湿性1. 案例背景客户反映,镍片通过回流焊接后,出现使用小于12N的力就可以从PCB焊盘上将镍片剥离现象,制造工艺要求镍片剥离强度要大于15N。
2.分析方法简述A、样品外观照片:B、OK焊点镍片的最大剥离力测试表1.OK焊点镍片剥离最大力经过测试,OK焊点的最大剥离力均大于15N。
C、确定了试验方案后我们针对失效样品做了如下分析:1、NG焊盘表面、OK焊盘表面、PCB光板表面的SEM观察及EDS成分分析2、NG焊点与OK焊点的切片分析表2.OK焊点中焊锡与镍片IMC层厚度(um)D、同批次未焊接镍片的可焊性验证表3.同批次未焊接镍片的测试数据3.结论可能是由于镍片的润湿速度较快,回流焊的TOL时间过长,导致焊点IMC结构粗大、松散,且存在孔洞和分层现象,导致焊接强度偏低,严重的将导致镍片在小于12N的力下剥离,出现失效情况。
4. 参考标准GJB 548B-2005 微电子器件失效分析程序-方法5003GB/T16491-2008电子式万能试验机IPC-TM-650 2.1.1-2004手动微切片法GB/T 17359-2012微束分析能谱法定量分析GB/T 27788-2011 微束分析扫描电镜图像放大倍率校准导则J-STD-002C 元器件引线、端子、焊片、接线柱和导线的可焊性测试。

焊件失效分析(1)焊件失效分析焊接是现代制造业中常见的连接方法,广泛应用于汽车工业、航空航天、建筑等领域。
但是,在使用过程中,焊件失效是经常发生的情况。
下面从以下几个方面来分析焊件失效原因和解决方法。
1.焊接过程控制焊接过程的控制是焊件成败的关键。
焊接过程中的一些问题如氧气和湿气的侵入、杂质的混入等都会导致焊接质量下降,甚至造成焊件的失效。
因此,在焊接过程中需要采取适当的措施,如严格控制焊接温度、控制焊接速度、选择合适的焊接材料等,以确保焊接过程的质量。
2.设计的缺陷焊件失效的另一个原因是设计缺陷。
在焊件的设计过程中,如果设计存在问题,如焊缝长、焊接点过多等,则会导致焊件在使用过程中出现疲劳断裂的问题。
因此,需要在焊件设计的过程中,结合实际使用情况,合理设计焊件结构,以降低焊件失效的风险。
3.使用环境焊件的使用环境也是焊件失效的重要原因之一。
在恶劣的使用环境下,如高温、腐蚀等,焊件的质量容易下降,导致焊件失效。
因此,需要根据实际使用环境条件选择合适的焊接材料和焊接方法,以降低焊件失效的风险。
4.焊接强度焊接强度是指焊缝的承载能力,它对焊件的稳定性和耐久性有着直接的影响。
如果焊接强度过低,焊件就容易在使用过程中出现疲劳断裂的问题。
因此,在焊接过程中要控制好焊接强度,以确保焊件长时间的稳定性。
总体来说,焊件失效是多方面因素复合的结果,需要结合实际情况进行综合分析和处理。
要做好焊件失效分析,需要在焊接前的准备过程中,对焊接材料和焊接方法进行科学而严谨的挑选和控制,并在焊件设计阶段尽可能避免缺陷。
在焊接过程中,人工操作要规范严格,监控要及时,同时根据使用环境选择合适的防护措施。
这些措施可以为焊件的长期稳定运行提供保障。

半导体器件芯片焊接失效模式分析与解决探讨半导体器件芯片焊接失效模式分析与解决探讨芯片到封装体的焊接(粘贴)方法很多,可概括为金属合金焊接法(或称为低熔点焊接法)和树脂粘贴两大类。
它们连接芯片的机理大不相同,必须根据器件的种类和要求进行合理选择。
要获得理想的连接质量,还需要有针对性地分析各种焊接(粘贴)方法机理和特点,分析影响其可靠性的诸多因素,并在工艺中不断地加以改进。
本文对两大类半导体器件焊接(粘贴)方法的机理进行了简单阐述,对几种常用方法的特点和适用性进行了比较,并讨论了在半导体器件中应用最为广泛的金-硅合金焊接失效模式及其解决办法。
1、芯片焊接(粘贴)方法及机理芯片的焊接是指半导体芯片与载体(封装壳体或基片)形成牢固的、传导性或绝缘性连接的方法。
焊接层除了为器件提供机械连接和电连接外,还须为器件提供良好的散热通道。
其方法可分为树脂粘接法和金属合金焊接法。
树脂粘贴法是采用树脂粘合剂在芯片和封装体之间形成一层绝缘层或是在其中掺杂金属(如金或银)形成电和热的良导体。
粘合剂大多采用环氧树脂。
环氧树脂是稳定的线性聚合物,在加入固化剂后,环氧基打开形成羟基并交链,从而由线性聚合物交链成网状结构而固化成热固性塑料。
其过程由液体或粘稠液→凝胶化→固体。
固化的条件主要由固化剂种类的选择来决定。
而其中掺杂的金属含量决定了其导电、导热性能的好坏。
掺银环氧粘贴法是当前最流行的芯片粘贴方法之一,它所需的固化温度低,这可以避免热应力,但有银迁移的缺点。
近年来应用于中小功率晶体管的金导电胶优于银导电胶。
非导电性填料包括氧化铝、氧化铍和氧化镁,可以用来改善热导率。
树脂粘贴法因其操作过程中载体不须加热,设备简单,易于实现工艺自动化操作且经济实惠而得到广泛应用,尤其在集成电路和小功率器件中应用更为广泛。
树脂粘贴的器件热阻和电阻都很高。
树脂在高温下容易分解,有可能发生填料的析出,在粘贴面上只留下一层树脂使该处电阻增大。
因此它不适于要求在高温下工作或需低粘贴电阻的器件。

焊接构件失效的原因及预防措施焊接构件在各种⼤型设备中常见,往往作为底座的外壳、⽀撑底座、⼯作平台等结构出现。
焊接构件的使⽤寿命影响着整个设备的使⽤寿命,但往往在焊接位置出现裂纹等失效问题,现在就来分析⼀下焊接失效的原因以及预防措施。
⼀、铸-焊结构焊接失效的原因及危害通常意义上讲,焊接失效就是焊接接头由于各种因素,在⼀定条件下断裂(如:应⼒、温度、材质、焊接质量和实际使⽤⼯况条件等)。
接头⼀旦失效,就会使相互紧密联系成⼀体的构件局部分离、撕裂并扩展,造成焊接结构损坏,致使设备停机,影响正常⽣产。
焊接失效的基本条件:⼀是焊接结构设计不合理,如在局部或整体焊缝的布置与设计上存在问题;⼆是材料本⾝的缺陷,如板材化学成分偏析,铸钢件的组织存在缩松、⽓孔、裂纹等;三是焊接⼯艺的应⽤不合理,如焊接材料的选择、焊接⽅法的制定;四是构件所处的⼯作环境、⼯况条件差(如受到交变及冲击载荷),引起结构材料疲劳破坏。
针对接头失效进⾏分析,应从两个⽅⾯⼊⼿:⼀是产⽣的根源;⼆是其危害性。
1. 结构件焊接失效产⽣的根源通常情况下,材料本⾝的缺陷(如化学成分的不均匀性、局部微观裂纹),焊缝由于各种原因产⽣的冷热裂纹、未焊透、夹渣、⽓孔及咬边等,焊接过程中近缝区较⾼的残余应⼒(包括焊缝及热影响区相变的组织应⼒),以及焊接过程⾼温下的组织软化和冷却后产⽣的脆化等,都是造成接头失效的根源,也为接头的脆断或扩展提供了条件。
2. 结构件焊接失效的危害性井下⼯作⾯刮板输送机、转载机和破碎机,是采煤⼯作⾯的关键设备,⼯作⾯使⽤条件复杂。
由于刮板输送机除要完成运煤、清理浮煤外,还要作为采煤机运⾏的轨道和牵引⽀承、液压⽀架前沿的基点,担负着采煤⼯艺过程中的落、装、运、⽀、控等全部⼯序,井下设备的可靠性决定了⾼效采煤的经济性,所以设备质量的好坏、寿命长短、性能的优劣,直接影响着煤炭⽣产。
由于刮板输送机和转载机的使⽤特点,中部槽之间的联结强度和可靠性显得尤为重要,⽽其结构⼤多由铸钢件与普通低合⾦板Q345(16Mn)以及⾼强板和耐磨板(NM360)焊接⽽成,铸钢件以碳锰硅(C-Mn-Si)系列为主。

焊接失效分析报告1. 引言焊接是一种常用的连接金属的方法,但在实际应用中,焊接接头可能会发生失效。
焊接失效可能会导致结构强度降低、漏气、裂纹等问题,给工程项目带来严重的安全隐患。
本报告旨在对焊接失效进行分析,并提出相应的解决方案。
2. 焊接失效类型根据焊接接头失效的特征和原因,我们可以将焊接失效分为以下几种类型:2.1 强度失效强度失效是指焊接接头的强度无法达到设计要求,无法承受工作负荷而发生破坏。
强度失效可能由焊接过程中的缺陷、焊接材料的选择不当、焊接接头的设计错误等因素引起。
2.2 漏气失效漏气失效是指焊接接头在使用过程中发生气体泄漏。
漏气失效可能由焊接过程中的不完全熔合、气孔、裂纹等缺陷引起。
2.3 腐蚀失效腐蚀失效是指焊接接头由于与外界环境的接触而发生腐蚀,导致焊接接头的性能下降。
腐蚀失效可能由焊接材料的选择不当、焊接接头表面处理不当等原因引起。
3. 焊接失效分析方法为了准确分析焊接失效并找出根本原因,我们可以采用以下方法:3.1 目视检查首先,我们可以对焊接接头进行目视检查,寻找明显的焊接缺陷,如气孔、裂纹、未熔合等。
通过目视检查,可以初步判断焊接失效类型。
3.2 金相分析金相分析是一种常用的材料分析方法,可以通过制备金属样品,并利用显微镜观察组织结构、晶粒大小等信息,从而判断焊接接头是否存在组织缺陷。
3.3 断口分析断口分析是一种通过观察焊接接头破坏面形态来判断焊接失效原因的方法。
不同类型的焊接失效,其断口形态也有所不同。
通过断口分析,可以初步确定焊接失效的原因。
3.4 化学分析化学分析是一种通过对焊接接头进行成分分析来判断焊接失效原因的方法。
通过化学分析,可以检测焊接接头中的杂质含量,从而找出导致焊接失效的原因。
4. 焊接失效解决方案根据焊接失效分析结果,我们可以采取以下解决方案:4.1 强度失效解决方案对于强度失效,我们可以采取增加焊接接头的尺寸、增加焊接材料的强度等方式来提高焊接接头的强度。

焊接结构疲劳失效的原因及改善措施办法总结焊接结构疲劳失效是指在长时间的使用过程中,由于受到重复载荷的作用,焊接接头或部件出现疲劳裂纹,最终导致结构失效。
焊接结构疲劳失效的主要原因包括材料质量、焊缝设计不良、焊接工艺不合理等。
下面将就这些问题逐一进行分析,并提出相应的改善措施和办法。
首先,材料质量是影响焊接结构疲劳失效的一个重要因素。
若使用的材料强度较低,容易发生疲劳失效。
此外,若材料存在明显的内部缺陷、气孔、夹杂物等,也会直接影响材料的力学性能,导致焊接接头的强度和疲劳性能下降。
为了改善这一问题,应首先确保选用的材料质量可靠,在焊接前进行严格的材料检查,杜绝存在缺陷的材料使用。
其次,可以通过热处理等方式来提高材料的力学性能和疲劳强度。
其次,焊缝设计不良也是导致焊接结构疲劳失效的原因之一、一般来说,焊缝的形状和大小应根据受力情况进行合理的设计,以保证焊接接头的强度和疲劳寿命。
若焊缝设计不当,容易导致应力集中或者应力分布不均匀,使得焊接接头容易产生裂纹。
改善这一问题的措施包括:合理选择焊缝的形状和尺寸,尽量减少应力集中区的存在;采用多道焊接的方式,提高焊缝的强度和疲劳寿命;增加过渡部位的长度,减小应力集中的程度。
此外,焊接工艺不合理也是导致焊接结构疲劳失效的一个关键因素。
焊接工艺的合理性直接影响焊接接头的质量和疲劳强度。
若焊接参数选择不当,焊接过程中存在较大的热输入或者冷却速度过快等问题,容易导致焊接接头产生裂纹。
为了改善这一问题,应根据焊接接头的特点和使用条件,选择适当的焊接工艺参数。
同时,在焊接过程中,要严格执行焊接规程,保证焊接接头的质量和性能。
综上所述,改善焊接结构疲劳失效的措施和办法包括:选择优质的材料,确保材料的质量可靠;进行合理的焊缝设计,减少应力集中和应力分布不均匀的问题;合理选择焊接工艺参数,保证焊接接头的质量和疲劳强度。
此外,为了及时发现焊接结构的裂纹,可以采用无损检测技术进行定期检查,及时发现问题并采取相应的维修措施。


螺母凸焊失效分析报告开始写内容:本次螺母凸焊失效分析报告旨在分析螺母凸焊失效的原因,以及提出相应的解决方案。
以下将对失效案例进行详细描述,并进行分析。
失效案例描述:在某工程项目的装配过程中,发现一批已焊接螺母的零件出现了失效现象。
具体表现为,螺母与基板的凸焊处出现脱落和松动,导致装配中的结构不稳定。
这一失效现象严重影响了产品的使用寿命和性能。
失效分析:经过对失效零件的分析和试验,发现失效的主要原因是焊接工艺不当导致的焊点强度不足。
具体分析如下:1. 材料选择问题:初步分析表明,焊接螺母和基板所选用的材料并不匹配。
材料强度差异较大,导致焊点处的应力不均匀分布,易导致焊点脱落。
2. 焊接参数不合理:焊接过程中,焊接参数设置不合理,导致焊接温度过高或过低,影响焊点的强度和密封性。
此外,焊接时间过短也会导致焊点质量下降。
3. 焊接工艺不规范:焊接工艺操作不规范,如焊接机器的摆放不正确、焊接过程中的振动或冲击等,都可能导致焊点结构松动。
解决方案:为解决螺母凸焊失效问题,我们提出以下解决方案:1. 材料选择优化:重新评估螺母和基板的材料匹配性,选择相匹配的材料,以提高焊点的强度和耐久性。
2. 焊接参数优化:根据材料特性和焊接要求,调整焊接参数,确保适当的焊接温度、时间和压力,提高焊接质量。
3. 焊接工艺规范化:制定严格的焊接工艺规范,明确操作要求和流程。
同时,加强对焊接工艺的培训和监控,确保操作人员掌握正确的焊接技术。
结论:通过对螺母凸焊失效案例的分析,我们发现焊接工艺不当是导致螺母凸焊失效的主要原因。
为了提高产品的质量和性能,我们将采取上述解决方案,优化材料选择、焊接参数和焊接工艺,以确保焊点的强度和稳定性。
这将有助于预防类似失效事件的再次发生,提高产品的可靠性和安全性。

失效件分析报告模板1. 引言本报告旨在对失效件进行分析,并找出导致失效的主要原因和可能的解决方案。
失效件分析对于提高产品质量和性能,减少故障率具有重要意义。
本报告将对失效件的失效模式、失效原因进行分析,并提出可行的改进措施。
2. 失效件信息在本节中,首先列出失效件的详细信息,包括但不限于以下内容:- 失效件名称:[失效件名称]- 失效件型号:[失效件型号]- 失效件数量:[失效件数量]- 使用环境:[使用环境描述,例如温度、湿度、工作条件等]3. 失效模式分析在本节中,对失效件的失效模式进行分析和描述。
失效模式是指失效件在使用过程中出现的主要故障形式,常见的失效模式包括但不限于以下几种:1. 破裂失效2. 磨损失效3. 腐蚀失效4. 疲劳失效5. 温度过高失效6. 电压过高失效7. 电压过低失效根据实际情况,结合失效件的特点和使用环境,对失效件的失效模式进行综合分析和描述,以便更好地了解失效件出现故障的原因。
4. 失效原因分析在本节中,对失效件的失效原因进行深入分析。
失效原因是指导致失效件出现故障的主要原因,可能包括但不限于以下几种:1. 材料问题:材料质量不合格、材料选用不当等。
2. 制造工艺问题:制造过程中存在的问题,如焊接不良、装配不当等。
3. 设计问题:设计不合理、设计强度不足等。
4. 使用条件问题:使用环境过于恶劣、超负荷使用等。
对于每一种失效原因,展开详细的分析,包括失效原因的根本原因、对失效的影响程度以及可能导致失效的具体机制。
并且,根据分析结果提出相应的改进方案。
5. 改进措施基于对失效件失效原因的分析,本节将提出相应的改进措施,以解决失效件出现故障的问题。
改进措施应当具体、可行,并与失效件分析的结果相匹配。
根据不同的失效原因,改进措施可能包括但不限于以下几种:1. 优化材料选择:选择合适的材料,提高失效件的耐磨性、耐腐蚀性等性能。
2. 改进制造工艺:完善焊接工艺、装配工艺等,提高失效件的制造质量。

连接器焊接不良失效分析黄爱珍,陆玉凤(深圳长城开发科技股份有限公司,广东深圳518000)摘要:连接器焊接不良失效时有发生,针对连接器引脚空焊不良进行了深入的分析,详细地介绍了分析的过程和手段。
通过外观检查、wetting balance 、切片、SEM+EDS 、DSC 等分析手段,发现连接器引脚空焊不良的主要原因是FPC 软板变形。
同时,提出了有效的改善对策,以降低或避免此空焊不良的发生。
关键词:连接器;柔性电路板;空焊;润湿性;变形中图分类号:TM 503+.5文献标志码:A 文章编号:1672-5468(2019)S1-0063-07doi:10.3969/j.issn.1672-5468.2019.S1.012Failure Analysis of Connector Soldering DefectsHUANG Aizhen ,LU Yufeng(Shenzhen Kaifa Technology Co.,Ltd.,Shenzhen 518000,China )Abstract :Poor welding failure of connector occurs from time to time.The poor air-welding ofconnector pin is analyzed deeply ,and the process and means of analysis are introduced in detail.Through the analysis means of appearance inspection ,wetting balance ,slice ,SEM and DSC ,it is found that the main reason for the poor welding of connector pin is the deformation of FPC .At the same time ,some effective countermeasures are put forward so as to reduce or avoid the occurrence of poor air welding .Key words :connector ;FPC ;welding opening ;wettability ;deformation收稿日期:2019-04-16作者简介:黄爱珍(1986-),女,广东深圳人,深圳长城开发科技股份有限公司项目管理工程师,从事PCB&PCBA 焊接可靠性方面的研究工作。

分析报告样品名称:P C B A(手机主板)型号规格:C389检测类别:委托分析委托单位:××××通信有限公司中国赛宝实验室可靠性研究分析中心PCBA 分析报告合同号:FX044- 1014 第2页共 14 页分析报告所送样品包括三片 PCBA (手机主板)、四片相应的空白 PCB 以及工艺过程中使 用的CPU 器件和焊锡膏,PCBA (手机主板)的型号为C389,样品的外观照片见图1焊锡膏空白 PCBCPUFlashCPU 器件二 分析过程2.1 外观检查图 1 样品的外观照片用立体显 微 镜对空白 PC B 和 BGA 器 件 进 行 外观 检 测,发现 BGA 器件的焊 球大小均匀一 致,共面 性良好(见图 2 和 图 3);空白 PC B 焊 盘表面存在一些坑 洼点(见图 4 和图 5), 除 此 之外未 观 察 到 明 显的 异 常。
图 2 CPU 器件中 BGA 焊球的外观照片 图 3 CPU 器件中 BGA 焊球的局部外观照片坑洼点图 4 PCB板中CPU焊盘的外观照片图 5 PCB板中Flash的外观照片2.2 X-RAY检测为了对焊点的内部状况进行检测,采用 X 射线系统对焊点质量进行无损检测,(X-Ray 的照片见图 6 至图9),由照片可观察得出 BGA 焊点大小均匀一致,除发现焊点内部存在少量空洞外,未发现焊球错位,焊料熔融不完全以及桥连等明显焊接缺陷。
图 6 CPU焊点的X-ray典型照片图7 Flash焊点的X-ray典型照片图8倾斜后观察到的CP U焊点的X-ray照片图9倾斜后观察到的Flas h焊点的X-r ay照片空洞空洞图10部分CPU焊点的放大照片图11部分Flash焊点的放大照片2.3金相切片分析在样品上截取失效的BGA器件,用环氧树脂镶嵌后打磨抛光,用金相显微镜观察BGA器件焊点的金相切片,焊点的金相照片见图12~图25。

焊缝宏观分析报告引言焊接是一种常见的连接金属的方法。
作为连接金属的重要工艺,焊接的质量直接影响到焊接件的性能和使用寿命。
焊缝是焊接后形成的连接点,其质量是判断焊接质量的重要指标之一。
本报告旨在对焊接过程中的焊缝进行宏观分析,通过分析焊缝的形态、大小、变形等特征,评估焊接质量和性能。
焊缝形态分析焊缝形态是指焊缝在截面上的形状和结构特征。
常见的焊缝形态有直线形、弯曲形、锁口形和角焊缝等。
通过观察焊缝形态可以初步了解焊接过程中的熔融和凝固情况。
直线形焊缝直线形焊缝是最简单的一类焊缝形态。
其焊缝呈直线形状,截面宽度均匀,没有明显的偏差或变形。
直线形焊缝通常表明焊接过程中热输入和能量分布均匀,焊接过程稳定。
弯曲形焊缝弯曲形焊缝在截面上呈弯曲状,可能由于焊接过程中的外力作用或焊接材料的变形引起。
弯曲形焊缝需要进一步分析引起焊缝弯曲的原因,例如是否是由于焊接过程中的温度变化或应力集中引起的。
锁口形焊缝锁口形焊缝在截面上呈锁口状,呈现出凸起的形态。
锁口形焊缝通常是由熔融金属在凝固过程中的收缩引起的。
锁口形焊缝可能会降低焊接件的强度和密封性能,需要注意焊接参数的控制。
角焊缝角焊缝是在两个相交板材之间形成的焊缝。
角焊缝的有效截面尺寸通常是焊接过程中的重要参数之一,需要关注角焊缝的宽度和高度等尺寸特征。
角焊缝的尺寸对焊接质量和载荷传递能力有重要影响。
焊缝大小分析焊缝大小指的是焊缝在截面上的尺寸大小。
焊缝大小直接影响到焊接件的强度和密封性能,是焊接质量评估的重要指标。
焊缝宽度焊缝宽度是指焊缝在截面上的最大宽度。
焊缝宽度的大小受到焊接电流、焊接速度、焊接材料和焊接条件等因素的影响。
合理控制焊缝宽度可以保证焊接质量。
焊缝高度焊缝高度是指焊缝在截面上的最大高度。
焊缝高度会受到焊接电流和焊接速度的影响,过高的焊缝高度可能导致焊接过程中的热输入不均匀,影响焊接质量。
焊缝深度焊缝深度是指焊缝在板材厚度方向上的最大深度。
焊缝深度的大小对焊接质量和强度有重要影响。

某芯片焊接虚焊失效分析一、引言芯片焊接是指将芯片与PCB(Printed Circuit Board,印制电路板)进行连接,实现芯片与其他电子器件的通信与控制。
虚焊是一种焊接缺陷,指的是焊盘与芯片引脚之间的连接不牢固,导致电信号传输中存在异常。
本文将对芯片焊接虚焊失效进行分析,探讨其原因和可能的解决方法。
二、虚焊失效的原因1.温度控制不当:焊接过程中,温度是关键因素之一、若温度过高或过低,可能导致焊盘和芯片引脚之间的熔点不匹配,无法形成牢固的焊接连接。
2.焊接工艺不当:焊接时,焊料的品质和质量控制也是非常重要的。
若焊料选择不合适、使用不当,可能导致焊接不良,引发虚焊失效。
3.材料问题:芯片引脚和焊盘的材料选择也可能导致虚焊失效。
若材料的热胀冷缩系数不匹配,温度变化会引起焊接接触不良。
4.设计问题:焊盘和芯片引脚设计不合理或不匹配也可能导致焊接失效。
若焊盘设计过小或与芯片引脚间距不合理,会影响焊接质量。
三、虚焊失效的影响虚焊失效可能导致以下问题:1.电信号传输异常:焊接不牢固导致芯片与PCB之间的电信号传输可能出现异常,导致电子设备无法正常工作。
2.长期不稳定性:虚焊失效可能会导致电子设备在长期使用中出现不稳定的情况,例如突然断电、芯片失去响应等。
3.芯片损坏:虚焊失效会导致芯片与PCB之间的电气连接不良,可能引起电流过大、电压异常等情况,最终导致芯片损坏。
四、虚焊失效的解决方法1.温度控制:在焊接过程中,应确保温度控制在合适范围内,避免温度过高或过低。
可以通过调整焊接设备的参数或使用恰当的焊接工具和材料来实现。
2.焊接工艺改进:改进焊接工艺,确保焊料的品质和质量。
可在焊接前进行焊料试验,选择合适的焊料,并确保正常使用。
3.材料选择:选择与芯片引脚和焊盘热膨胀系数相匹配的材料,以减少由于温度变化引起的焊接失效。
4.设计优化:对焊盘和芯片引脚的设计进行优化,确保焊盘大小和间距合理,以提高焊接质量。
五、结论通过以上分析,可以得出芯片焊接虚焊失效的主要原因是温度控制不当、焊接工艺不当、材料问题和设计问题等。

45SMT失效分析技术SMT(Surface Mount Technology)是一种电子元件的组装技术,广泛应用于电子产品的制造中。
然而,在生产过程中,SMT元件有时会出现失效的情况。
本文将介绍SMT失效分析技术,包括常见的SMT失效类型和分析方法。
SMT失效类型可以分为以下几种:1.焊接失效:SMT元件在焊接过程中可能出现焊盘未焊接牢固、焊盘与元件引脚之间存在短路或者断路等问题。
2.电路连接失效:SMT元件之间的连接失效可能会导致电路不通或者通断不良的问题,例如元件引脚之间的焊接不良、印刷线路板(PCB)上的导线腐蚀等。
3.引脚损坏:SMT元件的引脚可能会弯曲、腐蚀或者断裂,导致引脚无法正确连接到焊盘上。
4.温度失效:在温度变化较大的环境下,SMT元件可能会受热膨胀或者收缩,导致失效。
针对这些SMT失效类型,可以采用以下分析方法进行失效分析:1.目视检查:通过目视检查可以发现一些明显的焊接缺陷,例如焊盘未焊接牢固、引脚弯曲或者腐蚀等。
这种方法适用于需要快速判断失效问题的情况。
2.X射线检测:X射线检测技术可以用于检查焊接质量,能够检测到焊点是否与引脚正常连接,是否存在短路或者断路等问题。
这种方法适用于复杂的电路板和小型元器件的检测。
3.红外热成像:红外热成像技术可以检测元件的温度分布,从而判断是否存在温度失效问题。
通过红外热成像可以发现过热或者发热不均的元件。
4.电性能测试:通过对SMT元件进行电性能测试,可以判断元件是否工作正常。
通过电性能测试可以检查元件引脚是否断开、短路或者接地等。
5.环境试验:在特定的环境条件下进行试验,例如高温、低温、高湿度等,观察SMT元件的性能是否受到影响。
环境试验可以模拟实际使用环境,从而确定失效原因。
综上所述,SMT失效分析技术有很多种,包括目视检查、X射线检测、红外热成像、电性能测试和环境试验等。
通过这些分析技术可以准确判断SMT失效类型,从而进行相应的修复和改善措施。

焊接结构的失效形式焊接结构的失效形式有:脆性失效、塑性失效、疲劳失效、应力腐蚀失效等。
下面就常见的几种失效的特征及断口特点作具体分析。
一脆性失效:1 脆性失效的特征:脆性断裂是焊接结构的一种最为严重的断裂失效。
通过脆性断裂失效都在实际应力低于结构设计应力下发生,断裂时无显著的塑性变形,具有突发破坏的性质,往往造成重大损失。
脆性断裂在工程结构中是一种非常危险的破坏形式。
其特点是裂纹扩展迅速,能量消耗远小于韧性断裂,而且很少发现可见的塑性变形,断裂之前没有明显的征兆,而是突然发生。
脆性断裂断口表面发亮,呈颗粒状,属于平直类型,是在平面应变状态下发生的。
同时,脆性断裂是在低应力条件下发生的,因而这种断裂往往带来恶性事故和巨大损失。
2 脆性断裂断口的宏观分析:脆性断裂断口在宏观上有小刻面和放射状或人字花样两种形式。
脆性断口穿晶结晶面为解理面,在宏观上呈无规则取向。
将脆性断口在强光下转动时,可见到闪闪发光的特征。
一般称这些表面发亮呈颗粒状的小平面为“小刻面”.即解理断口是由许多“小刻面”组成的。
因此,根据这个宏观形貌很容易判别解理断口;放射状或人字花样是脆性断口的另一个宏观形貌特征。
人字花样指向裂纹源,其反向即倒人字为裂纹扩展方向。
因此,可以根据人字花样的取向,很容易地判断裂纹扩展方向及裂纹源的位置。
另外,放射状花样的收敛处为裂纹源,其放射方向均为裂纹的扩展方向。
二塑性失效:1 塑性失效的特征:塑性断裂的特点是金属断裂时伴随有明显的塑性变形并消耗大量能量。
由于塑性断裂是在大量塑性变形后发生的,结构断裂后在受力方向上会留下较大的残余变形,在断口附近有肉眼可见的挠曲、变粗、缩颈等。
塑性变形常使容器直径增加和壁厚减薄。
在大多数材料中,拉伸塑性断口呈灰色纤维状,宏观上分为平直面和剪切面。
2垫性断裂断口的宏观分析:由于显微空洞的形成、长大和聚集,最后形成锯齿形纤维状断口。
这种断裂形式多属穿晶断裂,因此断口没有闪烁的金属光泽而是呈暗灰色。

焊接工艺不当导致元器件失效的原因分析范士海【摘要】通过对典型案例的介绍,分析了焊接工艺不当对元器件失效产生的影响。
通过对焊接工艺过程中各种影响因素的分析,以及对各种失效模式总结,阐述了焊接工艺不当(包括焊接前,元器件的预处理不当),造成元器件失效的失效原因与机理,在此基础上,提出了有针对性的改进措施。
%Through the introduction of typical FA cases, the influence of improper welding process to the components failure is analyzed. Through the analysis on the various influence factors during the welding process, and the summary of different failure modes, this paper expounds the failure reason and mechanism of electrical components affected by the improper welding process, and the improved methods is proposed.【期刊名称】《环境技术》【年(卷),期】2014(000)005【总页数】4页(P37-40)【关键词】焊接工艺;元器件;失效分析【作者】范士海【作者单位】航天科工防御技术研究试验中心,北京 100854【正文语种】中文【中图分类】TN605引言目前,大部分电子产品都是由若干印制电路板(PCB)组装件构成一个整机,或与其它光电组装件构成一个整体。
PCB组装件作为电子产品的基本组件,其完成过程是将元器件按设计要求,通过装联工艺(主要是焊接工艺),在PCB上实现互联,最后调试,成为合格产品。
合理设计印制线路板、规范的装联工艺和正确调试,是保证电子元器件使用可靠性的重要因素之一。
DFR-01
一、样品描述
所送检的PCBA样品经电性能测试发现其BGA部位可能有焊接不良(怀疑虚焊)存在,现需分析该问题是该PCBA在SMT制程中造成或是PCB 的(即上锡不良)原因。
委托单位提供了一件PCBA样品与所用的3件PCB 样品。
二、分析过程
1、显微分析
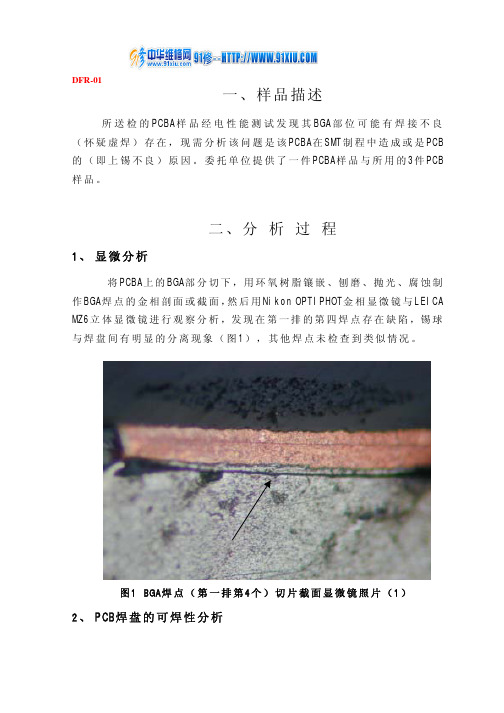
将PCBA上的BGA部分切下,用环氧树脂镶嵌、刨磨、抛光、腐蚀制作BGA焊点的金相剖面或截面,然后用Nikon OPTIPHOT金相显微镜与LEICA MZ6立体显微镜进行观察分析,发现在第一排的第四焊点存在缺陷,锡球与焊盘间有明显的分离现象(图1),其他焊点未检查到类似情况。
图1 BGA焊点(第一排第4个)切片截面显微镜照片(1)
2、PCB焊盘的可焊性分析
图2 BGA焊点缺陷部位放大的显微镜照片(2)
图3 PCB上的BGA焊接部位的润湿不良的焊盘(1)
图4 PCB上的润湿不良的焊盘(2)3、PCB表面状态分析
4、SEM以及EDX分析
图6 不良焊点截面的外观SEM分析照片。
图7 SEM照片中A部位的化学(元素)组成分析结果
图8 SEM照片中B部位的化学(元素)组成分析结果
图9 图5中不良焊盘的表面的化学(元素)组成分析结果
5、焊锡膏的润湿性分析
三、结论
经过以上分析,可以得出这样的结论:
1、送PCBA样品的BGA部位的第一排第4焊点存在不良缺陷,锡球焊点与
焊盘间有明显开路。
2、造成开路的原因为:该PCB的焊盘润湿性(可焊性)不良,焊盘表
面存在不明有机物,该有机物绝缘且阻焊,使BGA焊料球无法与焊盘在焊接时形成金属化层。

74焊接质量控制与管理焊接技术第42卷第5期2013年5月文章编号:1002-025X(2013)05-0074-03焊接过渡件的失效分析吴绍才(中沙(天津)石化有限公司,天津300271)摘要:介绍了某石化公司炉入口件的失效分析过程。
通过金相分析、X R D检验、扫描电镜和能谱仪对其进行检测分析,结果表明,过渡件在失效前后。
其组织并未发生变化,发生失效的原因是在高碳活度气氛下,碳化物从金属表面析出,并发生分解和碎化,破坏了材料的完整性。
此外,由于入口过渡件因为焊接导致厚度较薄,在力的作用下,过渡件将在薄壁处发#-/世l。
关键词:焊接过渡件;碳化物;失效;完整性;泄漏中图分类号:T G405文献标志码:BO背景某石化有限公司设备管理部在设备检修过程中发现2’炉E A l02F入I;1过渡件发生较大损坏.局部发生穿透现象。
将失效部分取下观察,其宏观照片如图1所示。
(I))图l入口过渡件失效部位∥炉E A l02F入口过渡件在正常生产状态下的工作环境为:工作介质为裂解气(主要是碳氢化合物,收稿日期:2012—10-15不含氧);操作温度为850oC,操作压力为0.0779 M Pa。
在烧焦状态下的工作环境为:工作介质为烧焦气,操作温度。
<890℃,操作压力与大气压相等。
系统不受外力作用,炉管有对其向下的力作用。
入口过渡件材质为16M03钢。
对泄漏的人口过渡件失效部位进行观察。
发现靠近端部区域沿壁厚方向减薄较大乃至穿透,减薄的部位呈红色。
初步判断是由于热腐蚀造成的损伤。
1试验过程将减薄泄漏部分切下小块试样分别进行测试研究。
试样在超声波搅动的丙酮和无水乙醇中清洗后,进行目视、金相分析、X R D检验和扫描电镜(包括能谱)分析。
1.1目视和宏观分析检查人口过渡件端部的位置沿壁厚方向有较大减薄,局部区域发生穿透。
对减薄部位的表面进行观察,其表面发红,热腐蚀的迹象明显(图l b)。
1.2金相分析将发生减薄部位的试样取下进行金相分析,其组织如图2所示。
从金相组织可知。
16M03钢的金相组织为铁素体基体上分布着珠光体带,同时还有少量未溶碳化物。
观察可知,16M03钢的组织与其失效前的是一样的。
毒搽琏害笔筵筵合物。
在正常服役条件下,碳氢化合物是人口过渡为了进一步探明人口过渡件端部的失效原因,又进行了减薄处内壁的腐蚀产物膜的扫描电镜分析和能谱分析,结果如图3和图4所示。
(b)图3过渡件壁厚减薄处内壁腐蚀产物膜的SEM照片能量/keV圈4内基庸蚀产物膜的E D S分析结果从图3可以看出,腐蚀产物膜在内壁沉积,颗粒均小于100斗m。
结合图4中的能谱分析结果可知,腐蚀产物膜的主要成分是F e,C和0组成的化件中的主要气体组成成分。
服役过程中碳会不断在内壁沉积。
根据G r abke提出的合金材料尘化机理。
在高碳活度气氛下。
碳在金属中溶解并达到过饱和,导致碳化物从金属表面析出,可产生大量石墨沉积,最终使碳化物发生分解和碎化,破坏材料完整性。
入口过渡件发生泄漏后。
由于服役温度较高。
部分露在表面的Fe会迅速与O结合.生成FeO的化合物,因此,能谱分析中能得到Fe,C和O的化合物。
1.4腐蚀产物膜表面的X R D分析试验为了进一步探明入口过渡件端部失效部位腐蚀产物膜的物相成分。
又进行了减薄处内壁的腐蚀产物的X R D分析,结果如图5所示。
020*********20/(。
)圈5内璧庸蚀产物膜的Ⅺm分析结果通过X R D的进一步验证,得到了一种产物:Fe20,。
没有检测到Fe,C化合物的主要原因就是试件失效以后,在高温下O迅速进入,与Fe发生反应后生成了一层很厚的氧化物,而X射线只能到达Fe:0,,不能检测到Fe和C的组分。
2结果和讨论通过对失效件的宏观和微观观察。
并结合工件的服役条件分析,破坏形式为高温渗碳腐蚀。
在高碳活度气氛下,碳在金属中溶解并达到过饱和,导致碳化物从金属表面析出,导致大量石墨沉积,最终使碳化物发生分解和碎化,破坏了材料完整性。
同时炉管对入口过渡件有向下的作用力,加上焊接加工过程使得过渡件断口厚度小于其他区域。
使得渗碳层减薄较严重的部位发生泄漏。
一巡慧杂辖76焊接质量控制与管理焊接技术第42卷第5期2013年5月3结论引起人口过渡件失效的基本原因是在高碳活度气氛下,碳化物从金属表面析出,最终碳化物发生分解和碎化,破坏了材料的完整性。
人口过渡件焊接接头附近厚度较薄,加上炉管力的作用,厚度较薄的部位就发生了泄漏失效破坏。
参考文献:[1]嵇罡,高泰瑞,T i du A,等.热喷涂FeA l涂层中纳米晶结构的X R D分析[J].金属学报,2005,41(10):l013—1019.[2]张家明,杨瑞鹏.7.63m焦炉推焦杆的设计分析[J].燃料与化工,2006,37(3):31,64.[3]郭红,陈林权,田伟达,等.100~300t大型转炉设备技术的进展[J].特殊钢,2008,29(5):38—40.[4]徐春梅.煤加压气化装置20M nM o与16M03钢的焊接[J].压力容器,2002,19(4):30—31.[5]崔忠圻.金属学与热处理:热加工专业用(上册)[M].北京:机械工业出版社.1980.[6]Ser ope K al pakj i an,St even R Schm i d.M a nuf a ct ur i ng pr oces ses f orE ngi ne er i ng M at er i a l s[M].Pr act i cal M e t al l ur g y and M at er i al s of In—dust r y.7t hE d[J].2007.[7]陈成,周昌玉,胡桂明,等.纯Fe与低合金钢尘化动力学方程的修正及应用[J].南京工业大学学报:自然科学版,2008,30(4):25—28,37.[8]陈成,周昌玉,胡桂明.低合金钢尘化演化模型的建立及应用[J].压力容器,2010,27(3):1-6.[9]A budi ab T.P r e par at i o n and char act e r i zat i on of m a gn et i c t ar get eddr agcont r ol l e d-r el ea se[J].Jour nal of C h r om a t o gr aphy,1998,795:2l l一217.[10]Y a ng C L,Li u HZ and G uan Y P.Pr epa r at i on of m a gne t i c pol y(m et hy l m e t hac r yl a t e-di vi nyl benz ene-gl y ci dy l m e t hac r yl at e)m i cr osp her e s by sp r ayi n g su spe nsi o n pol ym er i zat i on and t hei r us e f or pr ot ei n ad sor pt i on[J].Joum al ofM a gn e t i s m and M agne t i c M a t er i al s,2005(295):187-】92.I,”+。
+。
+。
+。
+。
+。
+”+。
+。
+。
+。
+。
+。
+。
+。
+。
+‘+。
+。
+。
+。
+。
+。
+。
+。
+。
+’+。
+。
+。
+’+。
+。
+。
+。
+。
+。
+。
+。
+。
+’+。
+。
+。
+。
+。
、t};欢迎订阅《焊接技术》;}t t t t《焊接技术》杂志是由天津市焊接研究所与中国工程建设焊接协会联合主办,国内外公开发行的介绍十{焊接技术发展新趋势、新设备、新工艺、新材料等内容的专业期刊。
继1993年之后,连续入选国家中文{ I核心期刊(已入编201l版《中文核心期刊要目总览》),并被选为金属学、金属工艺学科的核心期刊;;T t1996年荣获全国第二届优秀科技期刊三等奖;2000年荣获华北地区优秀期刊奖;自1995年至2009年,t {在天津市科技期刊评估评优中连续八届被评为一级期刊,连续七届荣获优秀期刊奖。
2001年进入中国期÷I刊方阵,被评为双效期刊。
2003年至今被科技部收录为“中国科技论文统计源期刊”(中国科技核心期l {刊)。
本刊还被“中国学术期刊(光盘版)”、“中国学术期刊综合评价数据库”、“万方数据一数字化期÷}刊群”《中国核心期刊(遴选)数据库》及科技部西南信息中心《中文科技期刊数据库》全文收录。
÷i《焊接技术》以为广大作者、读者、焊接Z-作者服务,促进焊接行业发展为办刊宗旨,以推动焊接;j行业技术进步,提高焊接人员素质为办刊方针。
j {本刊开设的主要栏目有:专题综述、试验与研究、工艺与新技术、焊接设备与材料、焊接质量控制十i与管理、焊工之友、全国焊接工程创优经验交流等。
;:《焊接技术》杂志由天津市邮政报刊发行局总发行,全国各地邮政局(所)均可订阅,邮发代号:j t6—43。
国际标准连续出版物号:I SSN1002--025X,国内统一连续出版物号:CN12--1070/T G。
t ;本刊定价8.00元/册,全年12期,邮局订阅96元整(全年),希广大读者每年10~12月到当地邮局{:订阅。
:t地址:天津市河北区南口路40号《焊接技术》编辑部邮编:300232t {电话:(022)27631854(编辑)(022)86562792(广告)E—m ai l:hj j s hl972@126.cor n;;阜t.+.+.+.+.+.+.+.+.+.+.+.+.+.+.+.+.+.+.+.+.+.+.+.+.+.+.+.+.+.+.+.+.+.+。
+.+.+.+.+.+.+。
+.+.+。
+。
+..■。