塑料齿轮的设计和制造介绍
一塑胶齿轮优缺点和应用
相对金属齿轮,塑料齿轮具有质量轻、工作噪音小、耐磨损、无须润滑、能够成型较复杂的形状、大批量生产成本低等优点。但由于塑料本身具有收缩、吸水,相对金属强度也比较弱,对工作环境要求高,对温度较敏感等特性。因而,塑料齿轮同时就有精度低、寿命短、使用环境要求高等缺点。随着新材料的应用及制造技术的进展,塑料齿轮的精度越来越高,寿命也越来越长,并广泛应用于仪器、仪表、玩具、汽车、打印机等行业。
二塑料齿轮的模具制造方法
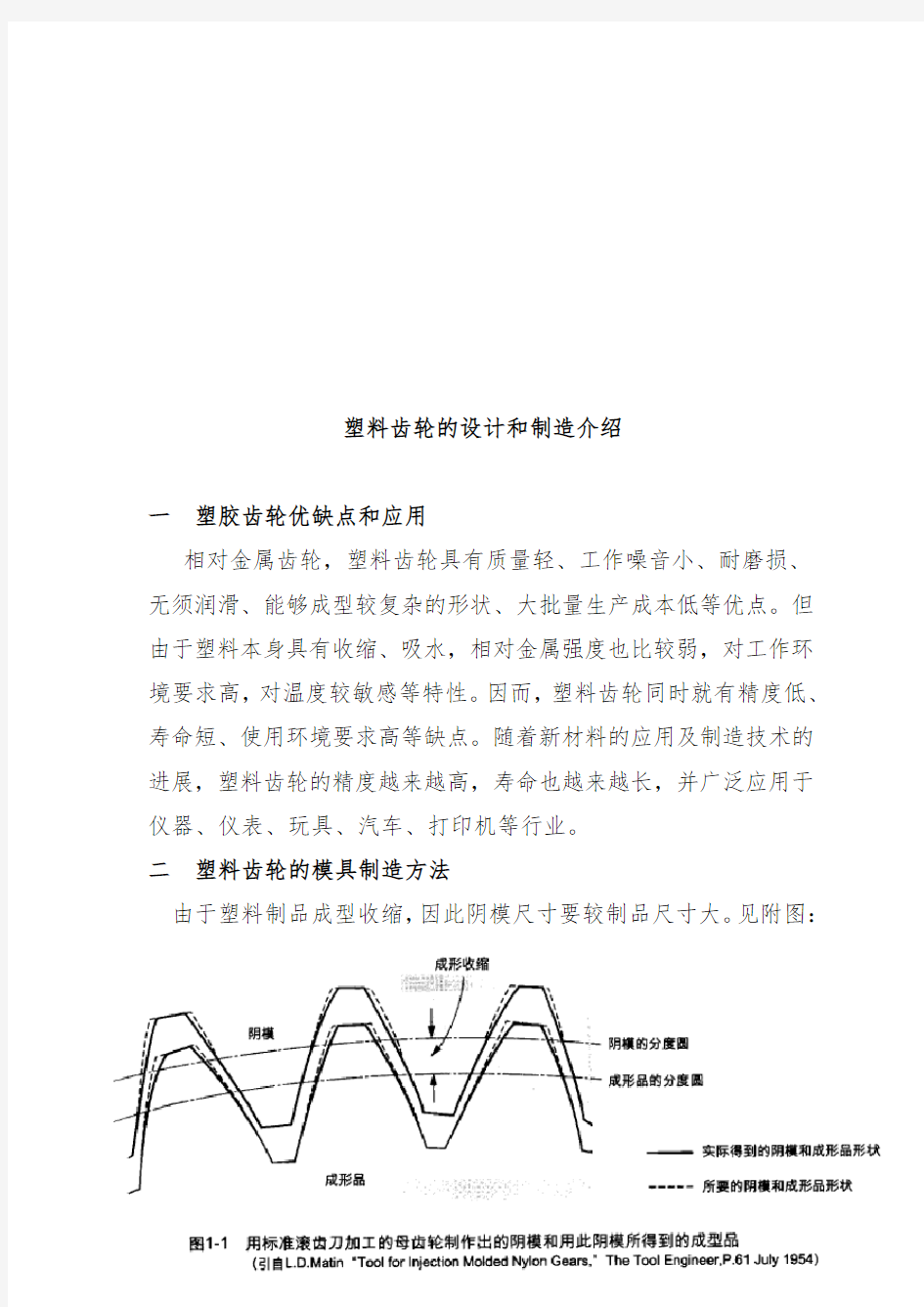
由于塑料制品成型收缩,因此阴模尺寸要较制品尺寸大。见附图:
因而标准的齿轮制品意味着不标准的阴模尺寸。这就对阴模的制造提出了严格的要求。以下是常用的两种阴模制造方法
1.先制作一母齿轮,然后通过铸造、电火花加工、电铸等方法制作母齿轮。如:涡轮、涡杆、锥齿轮。
2.不需母齿轮,直接线切割制作阴模。常用于正齿轮,斜齿轮。2.1母齿轮的制作方法
前面所提,母模要比制品大,因此标准制品齿轮就必须由专门母齿轮制作专门的阴模。专门的母齿轮就需专门的切齿刀来加工。通常方法:
(1)专门模数的切齿刀具
(2)加上成型收缩率的余量用专门压力角的切齿道具
(3)加上成型收缩率的余量用标准切齿刀具
(4)不需添加余量用标准切齿刀具
以下是各种方法的详细介绍
(1)专门模数的切齿刀具
制作一个专门模数的切齿刀具,其压力角为标准压力角。在制作那个切齿刀具时必须考虑到成型收缩率以及后面要讲到的阴模制作
法所规定的修正值,然后用那个专门刀具来加工母齿轮。
假设要制作下面的成型齿轮时
Z=30 m=1 d=m*Z=30mm 假设成型收缩率与依照阴模制作法所得到的修正值之和为2%。则要求母齿轮的各参数为 Z=30 m=1.02 d=m*z=30.6mm
依照那个方法制作出来的齿轮能得到比较正确的齿形。但时刻长,成本较高。
(2) 加上成型收缩率的余量用专门压力角的切齿道具
加上成型收缩率的余量用标准的切齿刀具来制作母齿轮时会造成齿形的偏移,用节点上的压力角的变化来表示的话如下公式所示。 Cosa1=d1cosa2/d2
a1: 加工齿轮模型用的切齿刀具的压力角
d1: 差不多考虑了收缩率的分度圆直径(母齿轮的分度圆直径) d1=d2/(1-s/100) s:为收缩率
a2:标准齿轮的压力角(一般为20度或者为14.5度)
d2:标准齿轮的分度圆直径(制品的分度圆直径)
因此
cosa1=cosa2/(1-s/100)
现有一个压力角为20度的制品齿轮,成型收缩率和所要的切齿刀具的压力角之间的关系如下:
(3)加上、成型收缩率的余量用标准切齿刀具
加上一个相当于成型收缩率的余量用与成型齿轮相同的模数、压力角的标准切齿刀具制作母齿轮,这时制作出的母齿轮其压力角常常比标准的大。然而由于使用的是标准工具,与(1)、(2)相比在交货期及成本方面比较有利。如不存在压力角的偏移问题时,那个方法比较简单常常被采纳。除周节误差、压力角误差外,其它方面与(1)、(2)等方法没有多大的差不。
(4)不需添加余量用标准切齿刀具
由于模型齿轮的分度圆直径中不含有成型收缩率,因此,成型齿轮的分度圆的直径等于风度圆直径减去成型收缩率。假如所用材料成型收缩率专门小的话,以及分度圆本身专门小,侧此方法特不使用。
2.2齿轮模具阴模制作方法
(1)铍铜合金铸造法
在运用铍铜合金只制作法时,从铸造性、硬度、强度等方面考虑一般采纳含铍量为2.5~2.75%的铍铜合金。
由于铸造时的收缩率为0.2~0.3%因此制作母模时需考虑到里面去。
为了便于脱模,模具上必须有1~2%的脱模斜度。
(2)电火花加工
以母齿轮做电极用电火花加工法来制作阴模时,母齿轮制作除了要考虑制品收缩性,还要把放电间隙考虑到里面去。一般要进行粗放电加工和细放电加工,而粗公和精公需做在同一轴棒上。在放电加工时,电极垂直度须充分校正。电极材料能够为:Tcu CuW BsBm 。
母齿轮的精度直接阻碍加工出来的型腔精度。在决定电火花加工间隙时必须考虑制品收缩率在内。一般来讲,底部型的加工间隙为0.05~0.12mm,穿孔型的加工间隙为0.03~0.06mm。另侧壁锥度大约为0.2/100。
(3)线切割加工
以铜丝或钨丝来加工阴模,加工时须把材料的成型收缩率考虑到里面去。一般采纳慢走丝切割,加工间隙一般为0.02~0.05mm。可加工斜齿轮和正齿轮
(4)电铸法加工
将母模放入电解液中,使金属成积到母模上至所需要厚度。母模的精度将决定电铸模的精度,电铸加工一般时刻比较长。沉积离子一般为镍离子。具体选择哪种方法,取决于制品精度,模具成本和加工时刻。按精度等级分:铸造<电火花<线切割<电铸2.3水口的选择和型腔数量的确定
水口的位置和数量直接阻碍到制品的精度和同心度。一般来讲采纳多针点式水口,3-6个平均分布在同一圆周上。齿轮外俓越大相对取量越多。直径小于8mm的也会选单一水口。收口的大小与制品的厚度有关,尽可能采纳大些的点水口。另,中心针的固定和分度圆的同心度也是相当重要的。型腔数量取决于制品的精度要求。最多不能超过4穴,每增加一穴,精度减少5%。另外,模具材料的选择和水路及排气的设计亦会阻碍制品精度。
齿轮参数单一齿距误差相临齿距误差累积齿距误差法向齿距误差齿形误
差
表1-2 PA66直齿圆柱齿轮注塑成型精度
注:*记号误差大是受压力角误差的阻碍
A:加上成型收缩率的余量,用压力角为14.5?的标准刀具制作母齿轮,然后采纳电火花加工法来制作阴模。
B:将成型收缩率可能在内的专门模数刀具来制作母齿轮,然后采纳电火花加工法来制作阴模。
C:采纳线切割法制作阴模。
D:用将成型收缩率及铍铜的成型收缩率可能在内的专门模数工具刀制作母齿轮,然后采纳铍铜合金铸造法制作阴模。
E:加上成型收缩率的余量,用压力角为20?的标准刀具制作母齿轮
阻碍齿轮精度的要紧因素有;
阴模精度,注塑工艺,模具及制品结构。
当我们决定了制品的精度要求时,在找模具厂时要考核模具厂是否具备相当的制模设备和注塑设备及检测设备,以及技术能力。四塑料齿轮副的结构设计方法
齿料齿轮多应用于小功率周密传动系统中,其传递的力矩相对较小,结构特不紧凑。鉴于常用塑胶齿轮多为渐开线小模数(m<1)圆柱塑料齿轮,故本文以渐开线小模数齿轮为研究对象,要紧从几何参数的选择、齿轮结构设计和力学校核三方面介绍塑料齿轮副的参数设计的差不多方法。
4.1齿轮参数设计
4 .11模数
模数是轮齿抗弯曲能力的重要标志,塑料齿轮模数的选择同样需要考虑强度因素。由于塑料齿轮多用于小功率周密传动系统中,故而能够采纳“结构定模数”的指导思想选择模数。模数的选择能够采纳一下以下公式计算: m=2a/(z1+z2)
m 为模数,单位为mm; a为设计中心距,单位为mm; z1,z2为啮合齿轮副的齿轮齿数齿数。
4.12齿数
模塑法加工塑料齿轮,不存在刀具和齿轮的成型加工运动,因此也就可不能产生金属齿轮加工中的“根切”现象。在保证齿轮啮和轮不发生啮和干涉的前提下,若仅考虑满足连续传动的条件,则对标准圆柱塑料齿轮(a=20度,ha=1)的最少齿数能够取到3 . 4.13 压力角
压力角是作用线与节线相交所成的锐角,它放应了齿轮副的压力作用方向。压力角可取 20?、14.5?、15?、17.5?、22.5?、25?、和30?等。需要指出是增大压力角对减小齿轮最少齿数有利。但减小传动中的公差不利。因此,压力角的选择不能任意扩大和降低。在国家标准中一般规定
a=20?在塑料齿轮设计时,推举使用a=20?另外,能够依照实际应用情况选择其它压力角值,一般为增大重合度较低噪音客选择小的压力角,为提高承载能力提高轮齿强度客选用大的压力角。
4.14变位系数
渐开线齿轮传动的可分性是变位的理论依据。齿轮变位要紧考虑四个因素:1.改善齿根强度,2.是调整装配中心距,3.是利于修正齿形干涉 4.调整滑动虑实之接近或想等。另变位系数的选择时要考虑与模数相结合,防止因变位系数过大导致齿形变形过大。一般来讲变位系数的选取。范围是:、-m/2~m/2 。原则是:小齿轮选正变位系数,大齿轮选负变位系数,两者之和最好位正。
4.15齿顶高系数
在塑料齿轮设计时,齿顶高系数能够依照使用状况选择长齿制(ha>1),正常齿制(ha=1)和短齿制(ha<1)。长齿制利于提高齿轮副的重合度,降低噪音,提高承载能力;短齿制则重在提高齿根的弯曲强度。
4.16顶隙系数
顶隙的要紧作用是利于滑动油的流淌,并幸免两齿之间的碰撞。在金属小模数齿轮设计中规定顶隙系数为c=0.25。由于塑料齿轮多工作在无润滑的环境中,而且某些齿轮具有自润滑性能,故顶隙的
选择依照实际情况进行选择,推举顶隙系数的选择范围是:c=0.1~0.35 . 大模数选择小顶隙系数。小模数选择大顶隙系数。
4.17传动质量指标验证
传动质量指标只要包括重和度和滑动率。在塑料齿轮副设计时,由于塑料是一种弹性体材料,它组合了固体的弹性和液体的黏性特征,在承载运动时,齿型变形受加载方式、温度、湿度的阻碍较大,故而,推举重合度适当取大一些,而滑动率数值比较接近即可。
4.18轮公差选取原则
目前,国内对塑料齿轮精度还没有成文的标准能够参考。在设计过程中,对齿轮公差(不含齿形检测公差)的选择多以经验为主。下面我们以表格的形式给出齿轮常用公差的选取原则,如表1所示。
表1塑料齿轮公差选取原则
注:(1)表中1~3的尺寸公差可参考JIS等相关的齿形精度标准;(1)啮合齿轮副中心距公差选取的要紧目的是:在保证齿轮正确啮合的前提下便于齿轮的装配。此公差选取的经验公司为:ámin=a+0.05m,á为啮合齿轮副的实际中心距;a为啮合齿轮副的理论中心距;m为齿轮副模数。
4.2齿轮结构设计
塑料齿轮本质上是一塑胶结构件,只是其要紧功能用于动力与运动的传递。因此,塑料齿轮结构必须遵循传动零件设计和塑料结构件结构设计两个方面的规律进行综合设计。依照结构功能不同,塑料齿轮能够分为传动和辅助结构两大部分。其中,传动部分是指轮齿,辅助部分包括轮橼,腹板,轮和加强筋四本份。塑料齿轮结构如图4所示。
塑料结构图图4
4.21轮齿设计
轮齿是实现传动的重要工作部分,是整个齿轮的核心。轮齿设计应该注意两个方面:一是齿形修正,二是平衡齿厚。
4.2齿形修正
塑料齿轮采纳模塑法家工时,齿形成型依靠模具型腔的形状来保证。由于型腔多采纳线切割方式加工,因此不存在金属齿轮加工中的根切现象。但没有根切并不意味着齿形可不能产生干涉,因此要保证塑料齿轮拥有良好的啮合齿廓就必须进行齿形的修正。这也是轮齿设计必须重视的问题。
4.23平衡齿厚
当两个齿轮啮合时,由于两个齿轮齿数不等而模数和压力角相等,导致计算出来的两个齿轮齿根部分宽度相差特大。如此在齿轮副承载运动时,齿根宽度较小的小齿轮成为该齿轮副的强度最弱处。为幸免这一现象,我们能够通过调整变为系数和齿形修正等方法使两个齿轮的齿根宽度比较接近或相等。若采纳调整变位系数来调整平衡齿厚,则能够让小齿轮正变位,大齿轮负变位来实现。这种平衡齿厚的塑料齿形在PGT塑料齿形中是常见的。
4.24辅助结构设计
塑料齿轮辅助结构部分设计的指导原则是:在保证齿轮整体强度的前提下,力求整体结构壁厚均匀,以利于注塑生产。为便于结构设计,我们选取齿轮齿厚作为标称壁厚(T),辅助结构的壁厚都以标准壁厚为基准进行选择。辅助结构的壁厚选择经验公司如表2所示。
表2塑料齿轮辅助结构壁厚设计
另外,塑料齿轮不同结构过渡处圆角的取值也应考虑壁厚是否均匀的问题。对过渡处倒圆角时能够能够依照实际经验取值。一般:壁厚为t
则内圆角R1=0.5t; 外圆角R2=1.5t。
4.25齿轮力学设计
齿轮力学设计要紧是指对齿轮力学指标的校核计算。塑料齿轮要紧有表面磨损、热失效和轮齿过载折断三种失效形式,由于塑料为粘弹性材料,温度对塑料的强度等力学性能具有专门大阻碍,故而温度在塑料齿轮失效阻碍因素中占主导地位,因此塑料齿轮力学设计要紧考虑两个方面的因素:一是温度,二是强度。
4.3温度估算
塑料齿轮工作中热量产生要紧来源有两个:一是摩擦生热,二是滞后能耗生热。对塑料齿轮工作时的轮齿温度计算能够采纳,Henri Yelle 提出的无了润滑状态轮齿温度计算公司:T=Ta+kwxvy, T 为轮齿温度,Ta为周围环境温度,k、x、y 为材料相关系数,w、v代表切向力和节圆线速度。该方向是在综合考虑速度、载荷和周围环境的阻碍下给出的,能够用来估算塑料齿轮工作时齿轮的工作温度。显然,该方法计算出的温度值偏大,但对设计而言是能够采纳的。
4.4强度校核
由于塑料与金属材料本质上存在较大的差异,因此完全搬金属齿轮的强度校核方法来校核塑料齿轮是不可取的。目前,对塑料齿轮强度校核的方法还为形成统一成熟的理论方法。在此,本文仅列出直齿圆柱齿轮的校核公式,以供大伙儿设计参考。公式如下:
《机械设计课程设计》 简明指导手册 ================== 一、进度安排 二、传动装置的总体设计(第一周 周2) ● 由于是专用减速器,计算各轴的功率、转矩时,按所需功率计算,不是按照电机的额定 功率计算。 ● 电机的转速按满载转速计算。 ● 电动机为Y 系列,转速选1000rpm ,1500,3000rpm 。 ● 传动方案:V 带+二级展开式圆柱齿轮减速器 ● 带传动传动比:2~3比较合适,总传动比大时取大值 ● 两级齿轮传动比分配:高速级传动比i1与低速级传动比i2应满足:21)35.1~3.1(i i ● 计算结果制成P19表2-6形式,交给指导教师检查。
三、传动零件的设计计算(第一周3) ● 齿轮传动的设计计算参考课本。 ● 小带轮半径不大于电机中心高。 ● 在高速级齿轮传动设计完毕后,应根据实际传动比来调整低速级齿轮传动的传动比,确 保总传动比误差不超过3%~5%。 ● 由于功率较小,为了方便绘图,齿轮传动一律采用软齿面斜齿轮传动。 ● 软齿面齿轮传动按齿面接触强度设计,校核齿轮的弯曲强度即可。 ● 齿轮传动不需要变位。 ● 要求中心距圆整,为了绘图方便,要求两级齿轮传动中心距之和一般不大于280。 ● 为了避免中间轴大齿轮与低速轴干涉,应保证中间轴大齿轮直径比低速轴大齿轮直径小 20毫米以上。 ● 为了便于中间轴大齿轮甩油润滑,中间轴大齿轮的直径与低速轴大齿轮直径的差值不能 超过50~60mm 。具体参看P30表4-2。 ● 采用斜齿轮,螺旋角范围:8~20°。 ● 为了使中间轴上齿轮轴向力相互抵消一部分,两齿轮的螺旋角方向应相同。 ● 齿轮计算时,螺旋角应精确到秒,分度圆直径、齿顶圆直径等应精确到0.001mm 。 ● 齿轮的模数不小于2mm 。 ● 带传动的关键数据(i ,d1,d2,a ,型号,根数(不大于5),带轮宽度)和两对齿轮传 动的参数填入P22表3-1(有关变位部分删除),交给指导教师检查。 四、减速器箱体关键尺寸的确定(第一周4) ● 仔细阅读第4章减速器结构,根据齿轮有关参数,填写表4-1。 ● 注意:表中83025.0≥+=a δ 表示如果83025.0<+=a δ就取:8=δmm 。 ● 注意,螺纹应选标准直径系列,不同的螺栓对应不同的扳手空间。 五、装配草图第一阶段(第一周5~第二周1): 1) 严格按照《课程设计》顺序画图和计算。 2) 仔细阅读《课程设计》第5章。准备一张大的白纸(做草图用)。 3) 参照P34的步骤,按1:1比例绘制二级圆柱齿轮减速器装配草图(图5-2),相关尺寸严 格按要求选取。其中:)12~8(212+++≥C C l δ太大,可取:)5~3(212+++=C C l δ。 4) 由于齿轮速度较低,轴承的润滑一律采用脂润滑,3?按图5-3b 选取。 5) δ>?2 6) 按纯扭转强度估算轴的最小直径,直径应满足《课程设计》P112表14-28要求,长度仅
SHANDONG UNIVERSITY OF TECHNOLOGY 课程设计说明书 脚套注塑模 学院 机械工程学院 专业 材料成型及控制工程 班级 材料0902班 姓名及学号 许文然 0911012106 2012年1月
摘要 (3) 第一章齿轮的设计 (4) 1.1注塑材料的选择 1.2齿轮的设计 第二章模具设计 (7) 2.1模架与注塑机的选择 第三章成型零件设计 (10) 第四章浇注系统设计 (14) 第五章顶杆设计 (16) 第六章冷却系统设计 (16) 第七章模具装配图 (19)
摘要 本文运用三维绘图软件UG NX进行塑料齿轮的模具设计,实现计算机辅助设计(CAD)。 首先,根据零件大小确定排样、模架类型,确定初步的成型工艺;然后运用使用UG NX 来生成模具的型腔,并装配模架,实现由计算机来辅助设计模具。 这样的设计方法可以保证产品质量和性能,同时也验证模具制造时的注意和工艺,缩短了模具制造周期和成本。 关键词:UG NX,注塑,齿轮 随着人类社会的进步,材料的使用也发生着变化。从石器时代开始,人类就在寻找更新、更好的材料,制作不同的器物和工具。到目前为止,人类所使用的材料可以分为四大类:木材、水泥、钢铁和塑料[1]。 塑料,作为高分子聚合物,它的性能和应用可以说是无穷无尽,同时,塑料的生产成本比金属要低,使得塑料制品在一些领域逐渐代替金属材料,在农业、包装、运输、电气、化工、建筑、航空航天、仪表以及日用品都离不开塑料。 塑料制品的获得方法有很多,与金属材料相比,塑料制品不仅可以通过机械加工获得,还可以通过成型加工直接获得,而不同的材料就需要用不同的成型工艺和加工方法。部分塑料产品必须依靠模具来成型,例如手机、电脑的外壳,饮料瓶等等。因此,模具的设计直接与塑料制品的复杂程度、美观程度、结构工艺性相关。同时,制品的设计必须考虑模具设计的问题,从而避免制品出现缺陷。 本文所要分析的塑料齿轮就是塑料制品代替金属制品的一个例子。
河南质量工程职业学院 毕业设计(论文) 题目传动齿轮工艺设计 系别机电工程系 专业机电一体化技术 班级2011机电3班 学生姓名杨艺楠 学号0308110322 指导教师王西建 定稿日期2014 年 4 月 10 日
河南质量工程职业学院 毕业设计(论文)任务书 班级 设备三 班 学生姓名杨艺楠指导教师王西建设计(论文)题目传动齿轮工艺设计 主要 研究内容 传动齿轮,它是齿轮的一个主要一种,其功用是传递运动和运动方向,以适应传动机构运动的需要。 主要技术指标或研究目标 同轴孔φ35H7,φ49H7和同轴外圆φ92.55k7, φ66的同轴度、径向圆跳 动公差等级为8~9级,表面粗糙度为R a ≤1.6μm.。加工时最好在一次装夹下将两孔或两外圆同时加工。 (2)与基准孔有垂直度要求的端面,其端面圆跳动公差等级为7级,表面 粗糙度为R a ≤3.2μm。工艺过程安排时应注意保证其位置精度。 (3)距中心平面74.5mm的两侧面,表面粗糙度为R a ≤6.3μm。 (4)φ35孔的尺寸精度要保证,孔轴线的同轴度共差等级为9级及两孔公 共轴线对基准孔(A 1 -A 2 )位置度公差值为0.06μm,应予以重视。 基本要求 由各加工方法的经济精度及一般机床所能达到的精度可知,该零件没有很难加工的表面,各表面的技术要求采用常规加工工艺均可达到。但是在加工过程中应注意齿轮端面的加工 主要参考资料及文献[1] 吴雄彪.机械制造技术课程设计.杭州:浙江大学出版社,2005 [2] 苏建修.机械制造基础.北京:机械工业出版社,2001 [3]许德珠.工程材料.北京:高等教育出版社,2001 [4] 东北重型机械学院、洛阳工学院、第一汽车制造厂职工大学编.机床夹具设计手册.上海:上海科学技术出版社,1990 [5] 艾兴,肖诗纲.切削用量简明手册.北京:机械工业出版社,1993
齿轮锻造工艺设计说明书(Gear forging process design manual)Gear forging process design manual Abstract: the purpose of forging blank molding, and control of its internal organizational performance reached the desired geometry, size and quality of forgings, steel and non-ferrous metal and alloy has the most plastic in different degrees, can be plastic molding process in cold or hot. The forging of gears adopts the free forging process. This paper mainly introduces the free forging process of gears. Free forging is the use of pressure or impact force is the metal between the upper and lower iron deformation between plastic deformation, so as to obtain the shape and size of the required method. The determination of free forging becomes the key to free forging. This article focuses on the process of free forging of gears. Keywords: free forging, gear processing, plastic deformation, process flow. Catalog I. introduction............................................... ............. One Two. Overall design plan................................................ One Three. Specific design methods and steps.................................... Three
摘要 齿轮轴零件的主要作用是支撑回转零件、实现回转运动并传递转矩和动力。齿轮轴具备传动效率高、结构紧凑和使用寿命长等一系列优点,是通用机械特别是工程机械传动中的重要零件之一。齿轮轴加工材料、热处理方式、机械加工工艺过程的优化,将对提高齿轮轴的加工质量及寿命有着重要借鉴意义。 本设计首先分析了齿轮轴零件的作用和零件的材料,之后把加工传动齿轮轴所用的材料和生产类型确定下来。然后确定毛坯的种类,绘制铸件零件图。接下来设计零件的加工工艺性,包括零件表面的加工方法及热处理方法等。最后进行工艺规程设计,选定加工所用的机床,刀具,夹具等。齿轮轴零件的机械综合性能要求较高,一般选择锻件作为毛坯。合理安排工艺路线,划分加工阶段对保证零件加工质量至关重要. 关键词: 齿轮轴;工艺分析;工艺规程设计
Abstract The main function of the gear shaft is to support rotating parts, achieve rotary mo tion and transfer torque and power. Gear shaft has a series of advantages, such as high transmission efficiency, compact structure, long service life and so on. It is one of the important parts in the general machinery, particularly the engineering machinery tran smission. The optimization of the gear shaft’s machining materials, thermal treatmen t method and machining process will have great significance on the machining quality of the gear shaft and the service life. The first design of the gear shaft parts and parts of the material, then fix the processing gear shaft of the materials used and the type of production. And then determine the blank type, drawing casting parts diagram. The processing of the next design of parts, including the components surface processing method and heat treatment method. Finally, technological process design ,selection of the machine tool, cutting tool, fixture etc…Comprehensive mechanical performance requirements higher gear shaft parts, as general forging blank. Reasonable arrangements for the process, dividing the processing stage is very important to ensure the machining quality of parts. Keywords gear shaft; process analysis; process planning design
齿 轮 锻 造 工 艺 设 计 说 明 书 姓名:xxx 学号:xxxxxxxx 班级:xxxxxxx 日期;xxxxxxx
齿轮锻造工艺设计说明书 摘要:锻造生产的目的是坯料成型、及控制其内部组织性能达到所需的几何形状,尺寸以及品质的锻件,钢和大多数非铁金属及合金具有不同程度的塑性,均可在冷态或热态下进行塑性加工成型。齿轮的锻造采用的是自由锻工艺。本文主要介绍的是齿轮的自由锻工艺。自由锻是利用压力或冲击力是金属在上下抵铁之间产生塑性变形,从而获得所需锻件形状及尺寸的方法。确定自由锻的工艺成为了自由锻加工的关键。本文着重介绍的就是齿轮的自由锻的工艺流程。 关键词:自由锻、齿轮加工、塑性变形、工艺流程。
目录 一.绪论 (1) 二.总体设计方案 (1) 三.具体的设计方法与步骤 (3) 3.1绘制锻件图 (3) 3.2确定变形工艺 (3) 3.2.1镦粗 (3) 3.2.2冲孔 (4) 3.2.3扩孔 (4) 3.2.4修整锻件 (4) 3.3计算坯料质量和尺寸 (4) 3.4选定设备及规范 (5) 四.工艺流程(工艺卡) (6) 五.结论 (7) 六.致谢 (7) 七.参考文献 (8)
一、绪论 锻造的目的是使坯料成形及控制其内部组织性能达到所需的几何形状,尺寸以及品质的锻件。锻造的基本工艺有自由锻、模锻、板料冲压等,其中自由锻和模锻是热塑性成型,而板料冲压是冷塑性成形,两者的基本原理相同。 锻造件占得比例说明了一个国家生产水平、生产率、材料利用率、生产成本及产品品质在国际竞争中的地位。在新中国成立之前,锻造基本上是手工作坊式的延续,生产效率低,劳动强度大。然而在改革开放之后我国的锻造工艺水平得到了迅猛的发展,从而带动了诸如汽车工业的跨越式发展。但我们还应该清醒的看到我们的锻造工艺水平与欧美发达国家还有一定差距,这更加促使我们努力发展新技术,赶超国际先进水平。 齿轮是现代工业大量使用的零件,本文就是讨论齿轮的自由锻生产。自由锻能进行的工序很多,可分为基本工序、辅助工序、及精整工序三大类。它的基本工序是使金属产生一定程度的塑性变形以达到所需的形状和尺寸的工艺过程,如镦粗,拔长、冲孔、弯曲、切割、扭转及错移等工序。 二、总体设计方案 1.绘制锻件图 根据零件图的基本图样,结合自由锻工艺特点考虑余块、锻件余量和锻造公差等因素绘制而成。 2.计算坯料质量及尺寸 (1)坯料质量的计算 根据锻件的形状和尺寸,可先计算锻件的质量,再考虑加热时的氧化损失,冲孔时冲掉的芯料以及切头的损失,可先计算锻件所用的坯料的质量,其计算公式为 m坯=m锻+m烧+m头+m芯 (2)坯料尺寸确定 皮料尺寸与所用第一个基本工序有关,由于齿轮是饼块类或空心类锻件,用镦粗工序锻造时,为了避免镦弯,应使坯料高度h不超过直径D的2.5倍,即坯
塑料齿轮的工艺设计 :王金露,闫春兴,猛,梅锐东 课题组的分工或贡献:王金露:说明书的撰写 梅锐东:PPT的制作 闫春兴:查阅资料 猛:查阅资料 课程名称:塑料齿轮的注塑成型工艺 指导老师:贾建波 日期:2016年七月
目录 一、摘要 (1) 二、引言 (1) 三、正文 (1) 3.1材料及参数的选择 (3) 3.2工艺方案选择及制定 (4) 3.3成形规律的分析 (5) 四、结论 (7) 五、参考文献 (7)
一:摘要 本次报告主要研究的是利用注塑成型工艺制造塑料齿轮,本文主要介绍塑料成型工艺中塑料齿轮的工艺设计、工艺方案选择及制定、成形规律的初步分析、成型力的初步计算。并简单涉及了压延成型的原理、成型工艺和特点。通过设置不同的浇口数量、模具温度和注射温度,分析了注塑压力、熔接痕分布、气穴分布和熔体温度分布情况,确定了最佳的浇口数量、位置以及相应的塑料齿轮成型的工艺参数,以减少注塑缺陷,提高制品质量。 二:引言 此次我们小组进行的三级项目针对塑料齿轮进行工艺设计,通过该项目的实施,使我们加深对注塑成型的工艺设计及工艺流程的容及要求的理解,在掌握塑料成型原理及工艺的基础上,使我们具备独立进行工艺设计的能力,提高综合应用已有知识解决问题的能力,更好地培养我们的专业技术能力和综合素质。使我们对于塑料成型课程的容有了更加扎实,深刻的理解,同时对于注塑模型有了更多的知识储备 三:正文 注射成型亦成为注射模塑或者注塑模塑,是使得热塑性或者热固性模塑料先在料筒中均匀塑化,而后由柱塞或移动螺杆推挤到闭合模具型腔中的成型方法,它的主要特点是能在较短的时间一次成型出形状复杂,尺寸精度高和带有金属嵌件的制品,而且生产率高,适应性强,易于实现自动化,因而被广泛用于塑料制品当中。
《机械制造技术》研究性教学报告车床传动轴机械加工工艺过程设计 车床主轴箱齿轮机械加工工艺过程设计 单位 学院 专业 班级 姓名 学号
车床传动轴机械加工工艺过程设计 1.问题提出: 零件的几何精度直接影响零件的使用性能,而机械加工工艺过程制定的是否合理将直接影响零件的加工精度。针对车床传动轴,应用所学的机械制造基础知识进行一次加机械工工艺过程设计的综合性工程应用训练。 2.专题研究的目的: (1)掌握零件主要部分技术要求的分析方法; (2)掌握零件材料的选择方法和确定毛坯的制备方法及工艺; (3)掌握工艺分析方法; (4)掌握定位基准的选择方法; (5)掌握制定出合理的零件加工顺序的原则和方法; (6)掌握制定出合理的零件加工路线的方法。 3.研究内容: 图1所示为车床的传动轴,轴上开有键槽用来安装齿轮以传递运动和动力,两端是安装滚动轴承的支承轴颈。完成该传动轴零件的机械加工工艺过程设计。 工艺设计的具体内容包括: (1)进行零件主要部分的技术要求分析研究; (2)确定传动轴的材料、毛坯的制备方法及工艺、热处理工艺; (3)进行加工工艺分析; (4)确定定位基准; (6)制定传动轴的加工顺序; (7)制定传动轴的加工路线; 4.设计过程: (1)进行零件主要部分的技术要求分析研究; 4.1.1 该轴需要的精度比较高,故采用粗加工品尼高,半精加工,精加工三个阶段。所以采用粗车、数控车、铣车、磨销,其中数车是加工关键。 4.1.2钢轴的毛坯多数用轧制圆钢和锻件,锻件的内部组织均匀,强度比较好,
重要的轴、大尺寸或阶梯尺寸变化较大的轴,应采用锻制毛坯,对直径较小的轴,可直接用圆钢加工。由于碳钢比合金钢价廉,对应力集中的敏感性较低,同时也可以用热处理的办法提高耐磨性和抗疲劳强度 4.1.3 本零件是传动轴,传动过程中只传递转矩而不承受弯矩,可以通过热处理方法提高轴的耐磨性和抗疲劳强度。此传动轴的形状简单,属于对称零件,同时阶梯轴很少,而且各段直径相差不太大。 4.1.4 为便于装配,轴端应有倒角。轴肩高度不能妨碍零件的拆卸。对于阶梯轴一般设计成两端小中间大的形状,以便于零件从两端装拆。 4.1.5 传动轴上的各个键槽开在同一母线的位置上,便于加工。键槽和齿轮通过与键配合,实现动力的传递。 4.1.6 Φ17圆柱表面为支撑轴颈与滚动轴承相配合,对其要求圆柱度公差则可控制横剖面和轴剖面内的各种形状误差。 4.1.7 Φ24圆柱面要与齿轮配合,为保证其平稳性和减少噪音,对其表面有径向全跳动的要求。 4.1.8 Φ24和Φ32轴段处的轴肩用于定位,防止其端面圆跳动产生偏心。 4.1.9 轴上键槽有对称度要求,一般来说键槽都有对成度公差。 4.1.10 传动过程中只传递转矩而不承受弯矩,可以通过热处理方法提高轴的耐磨性和抗疲劳强度。 (2)确定传动轴的材料、毛坯的制备方法及工艺、热处理工艺; 4.2.1 应选用机械制造用钢,考虑到轴的选材经常用调制钢,具有良好的综合力学性能。故选用市场上最常见的45钢。 4.2.2 由于此车床传动轴是一般的阶梯轴,并且各阶梯的直径相差小,则可以直接以热轧圆柱棒料做毛坯。 4.2.3 热处理:调制处理(加热至Ac3+30~50度淬火,500~650度高温回火),之后在进行表面淬火,低温回火。 (3)进行加工工艺分析; 4.3.1 与轴承配合处上下偏差均为正值。键槽无上偏差、下偏差为负。与齿轮配
小齿轮锻造工艺设 计说明书 课程设计题目:小齿轮
目录 锻造工艺说明书 (1) 一.前言 (3) 二.设计步骤 (3) 1.审查零件图 (3) 2.绘制锻件图 (4) 3参数选择 (5) 3.1工艺参数 (5) 3.2选择数据 (5) 3.3确定方法 (5) 3.4数据处理 (6) 4.锻造工艺 (6) 5.修整锻件 (8) 三.锻造工艺流程卡(见附表) (10) 四.总结 (10) 五、参考文献: (11) 附件: (13)
一.前言 锻造生产的目的是坯料成型、及控制其内部组织性能达到所需的几何形状,尺寸以及品质的锻件,钢和大多数非铁金属及合金具有不同程度的塑性,均可在冷态或热态下进行塑性加工成型。本次锻造工艺设计课程设计的是小齿轮,相对于同组同学的设计任务,小齿轮的设计工序内容会比较少,所以我会有更多的时间去完善细节设计,争取做到无瑕疵设计。该齿轮所选材料为40MnB。锻造过程中需要将坯料加热到其再结晶温度之上。钢的开始再结晶温度约为727℃,但普遍采用800℃作为划分线,高于800℃的是热锻;在300~800℃之间称为温锻或半热锻。该齿轮生产采用单件小批量生产方式,故对其采用自由锻工艺。自由锻造是利用冲击力或压力使金属在上下砧面间各个方向自由变形,不受任何限制而获得所需形状及尺寸和一定机械性能的锻件的一种加工方法。自由锻造的基本工序包括镦粗、拔长、冲孔、切割、弯曲、扭转、错移及锻接等。制定自由锻的工艺规程包括绘制锻件图、确定变形工步,计算坯料质量和尺寸,选定设备和工具,确定锻造温度和加热范围和加热、冷却及修整处理的方法和规范。最终完成齿轮设计。 二.设计步骤 1.审查零件图 当收到零件图时,要根据设计要求检查零件图是否存在不合适之处,相对的技术要求能否满足加工要求。如果存在不合适之处在和老师交流后,作以正确更改。 此小齿轮零件图没有标明齿根高系数,所以不能确定齿根圆半径,通过观察
本科毕业设计论文 题目发动机齿轮工艺及夹具设计 全篇交流QQ;747933699
摘要 齿轮制造技术是获得优质齿轮的关键。齿轮加工的工艺,因齿轮结构形状、精度等级、生产条件可采用不同的方案,概括起来有齿坯加工、齿形加工、热处理和热处理后精加工四个阶段。齿坯加工必须保证加工基准面精度。热处理直接决定轮齿的内在质量,齿形加工和热处理后的精加工是制造的关键。也计,通过对发动机传动齿轮的结构分析、工作环境分析及对传动齿轮进行工艺性分析、定位基准的选择、刀、量具的选择、设备的选择、拟订工艺路线,制定加工工艺规程等工作后,编制了一套完整的齿轮加工工艺规程。 在齿轮轮齿的加工工序中,此次设计对轮齿先采用滚齿的加工方法,再采用剃齿的加工方法来确保齿部精度达到要求,并在剃齿加工工序中设计了一套专用的剃齿夹具进一步确保齿部精度合格。 关键 全篇交流QQ;747933699 词:齿轮,工艺规程,夹具
目录 第一章概论 ....................................... 错误!未定义书签。 1.1研究背景和意义 .............................. 错误!未定义书签。 1.2研究的内容及重点 (1) 第二章齿轮的工艺分析与刀具的选择................ 错误!未定义书签。 2.1传动齿轮分析 ................................ 错误!未定义书签。 2.1.1传动齿轮的重要性及特点................. 错误!未定义书签。 2.1.2 零件的结构及参数分析 .................. 错误!未定义书签。 2.1.3材料与热处理........................... 错误!未定义书签。 2.1.4 精度分析 (2) 2.2 毛坯的选择 (2) 2.3零件的加工方法 (2) 2.4刀具的选择 .................................. 错误!未定义书签。第三章工艺规程设计................................ 错误!未定义书签。 3.1工艺安排 .................................... 错误!未定义书签。 3.2定位基准的选择 .............................. 错误!未定义书签。 3.3工艺路线的设计 .............................. 错误!未定义书签。 3.4 工艺尺寸的计算.............................. 错误!未定义书签。第四章夹具的设计 .................................. 错误!未定义书签。 4.1确定工件的定位方案 .......................... 错误!未定义书签。 4.2选择定位原件 ................................ 错误!未定义书签。 4.3分析计算定位误差及夹具的精度计算 ............ 错误!未定义书签。 4.4夹具的使用说明 .............................. 错误!未定义书签。第五章总结 ........................................ 错误!未定义书签。参考资料 ........................................... 错误!未定义书签。致谢 ............................................... 错误!未定义书签。毕业设计小结 ....................................... 错误!未定义书签。 全篇交流QQ;747933699
塑料齿轮的设计和制造介绍 一塑胶齿轮优缺点和应用 相对金属齿轮,塑料齿轮具有质量轻、工作噪音小、耐磨损、无须润滑、可以成型较复杂的形状、大批量生产成本低等优点。但由于塑料本身具有收缩、吸水,相对金属强度也比较弱,对工作环境要求高,对温度较敏感等特性。因而,塑料齿轮同时就有精度低、寿命短、使用环境要求高等缺点。随着新材料的应用及制造技术的发展,塑料齿轮的精度越来越高,寿命也越来越长,并广泛应用于仪器、仪表、玩具、汽车、打印机等行业。 二塑料齿轮的模具制造方法 由于塑料制品成型收缩,因此阴模尺寸要较制品尺寸大。见附图: 因而规范的齿轮制品意味着不规范的阴模尺寸。这就对阴模的制造提出了严格的要求。以下是常用的两种阴模制造方法
1.先制作一母齿轮,然后通过铸造、电火花加工、电铸等方法制作母齿轮。如:涡轮、涡杆、锥齿轮。 2.不需母齿轮,直接线切割制作阴模。常用于正齿轮,斜齿轮。 2.1母齿轮的制作方法 前面所提,母模要比制品大,因此规范制品齿轮就必须由特殊母齿轮制作特殊的阴模。特殊的母齿轮就需特殊的切齿刀来加工。 通常方法: (1)特殊模数的切齿刀具 (2)加上成型收缩率的余量用特殊压力角的切齿道具 (3)加上成型收缩率的余量用规范切齿刀具 (4)不需添加余量用规范切齿刀具 以下是各种方法的详细介绍 (1)特殊模数的切齿刀具 制作一个特殊模数的切齿刀具,其压力角为规范压力角。在制作这个切齿刀具时必须考虑到成型收缩率以及后面要讲到的阴模制作法所规定的修正值,然后用这个特殊刀具来加工母齿轮。 假设要制作下面的成型齿轮时 Z=30 m=1 d=m*Z=30mm 假设成型收缩率与根据阴模制作法所得到的修正值之和为2%。则要求母齿轮的各参数为 Z=30 m=1.02 d=m*z=30.6mm 根据这个方法制作出来的齿轮能得到比较正确的齿形。但时间长,成本较高。 (2)加上成型收缩率的余量用特殊压力角的切齿道具 加上成型收缩率的余量用规范的切齿刀具来制作母齿轮时会造成齿形的偏移,用节点上的压力角的变化来表示的话如下公式所示。 Cosa1=d1cosa2/d2 a1: 加工齿轮模型用的切齿刀具的压力角 d1: 已经考虑了收缩率的分度圆直径(母齿轮的分度圆直径) d1=d2/(1-s/100) s:为收缩率
塑料齿轮的加工方法 一塑胶齿轮优缺点和应用 相对金属齿轮,塑料齿轮具有质量轻、工作噪音小、耐磨损、无须润滑、可以成型较复杂的形状、大批量生产成本低等优点。但由于塑料本身具有收缩、吸水,相对金属强度也比较弱,对工作环境要求高,对温度较敏感等特性。因而,塑料齿轮同时就有精度低、寿命短、使用环境要求高等缺点。随着新材料的应用及制造技术的发展,塑料齿轮的精度越来越高,寿命也越来越长,并广泛应用于仪器、仪表、玩具、汽车、打印机等行业。 二塑料齿轮的模具制造方法 由于塑料制品成型收缩,因此阴模尺寸要较制品尺寸大。见附图: 因而标准的齿轮制品意味着不标准的阴模尺寸。这就对阴模的制造提出了严格的要求。以下是常用的两种阴模制造方法 1.先制作一母齿轮,然后通过铸造、电火花加工、电铸等方法制作母齿轮。如:涡轮、涡杆、锥齿轮。 2.不需母齿轮,直接线切割制作阴模。常用于正齿轮,斜齿轮。 2.1母齿轮的制作方法 前面所提,母模要比制品大,因此标准制品齿轮就必须由特殊母齿
轮制作特殊的阴模。特殊的母齿轮就需特殊的切齿刀来加工。 通常方法: (1)特殊模数的切齿刀具 (2)加上成型收缩率的余量用特殊压力角的切齿道具 (3)加上成型收缩率的余量用标准切齿刀具 (4)不需添加余量用标准切齿刀具 以下是各种方法的详细介绍 (1)特殊模数的切齿刀具 制作一个特殊模数的切齿刀具,其压力角为标准压力角。在制作这个切齿刀具时必须考虑到成型收缩率以及后面要讲到的阴模制作法所规定的修正值,然后用这个特殊刀具来加工母齿轮。 假设要制作下面的成型齿轮时 Z=30 m=1 d=m*Z=30mm 假设成型收缩率与根据阴模制作法所得到的修正值之和为2%。则要求母齿轮的各参数为 Z=30 m=1.02 d=m*z=30.6mm 根据这个方法制作出来的齿轮能得到比较正确的齿形。但时间长,成本较高。 (2)加上成型收缩率的余量用特殊压力角的切齿道具 加上成型收缩率的余量用标准的切齿刀具来制作母齿轮时会造成齿形的偏移,用节点上的压力角的变化来表示的话如下公式所示。 Cosa1=d1cosa2/d2 a1: 加工齿轮模型用的切齿刀具的压力角 d1: 已经考虑了收缩率的分度圆直径(母齿轮的分度圆直径) d1=d2/(1-s/100) s:为收缩率 a2:标准齿轮的压力角(一般为20度或者为14.5度) d2:标准齿轮的分度圆直径(制品的分度圆直径) 所以 cosa1=cosa2/(1-s/100)
课程设计说明书 齿轮锻造工艺设计 院系名称工学院 专业名称机械设计制造及其自动化学生姓名 学生班级 学生学号 指导教师刘刘万福 2010年 6 月 8 日
摘要:本次课程设计说明了齿轮的锻造工艺,同时论述了齿轮零件的锻造工艺设计是一个涉及诸多综合性因素的问题,它与所选的制造机械零件材料的性能、制造的工艺过程、生产的现场条件、生产批量及经济性等因素有密不可分的关系。只有了解了锻造的工艺要求和热处理的规范,以及选择合适的设备,才能完成齿轮的锻造。
目录 一.绘制锻件图................................................. - 1 - 1.确定锻件形状.............................................. - 1 - 2.确定加工余量.............................................. - 1 - 3.确定锻造公差.............................................. - 1 - 4.绘制锻件图................................................ - 2 - 二.确定锻造工艺............................................... - 3 - 1.锻件分类及工序............................................ - 3 - 2.制定变形工艺方案.......................................... - 3 - 3.确定合适的锻比............................................ - 4 - 三.确定毛坯的质量和尺寸....................................... - 5 - 1.毛坯质量计算.............................................. - 5 - 2.毛坯尺寸确定.............................................. - 6 - 四.选定锻造设备及吨位......................................... - 7 - 1.查表选定法................................................ - 7 - 五.确定锻造温度及规范......................................... - 8 - 1.确定锻造温度范围.......................................... - 8 - 2.确定加热规范及火次........................................ - 8 - 3.确定冷却方法.............................................. - 9 - 4.确定冷却规范.............................................. - 9 - 5.确定热处理规范............................................ - 9 - 六.设计总结.................................................. - 10 - 致谢......................................................... - 11 - 参考文献..................................................... - 12 - 工艺卡....................................................... - 13 -
我們目前選用的是POM. 齿轮材料综合考虑使用性能、工艺性能和经济性,选用聚甲醛(又称POM),该材料具有优异的综合性能,强度、刚性高,抗冲击,疲劳、蠕变性能较好,自润滑性能优良,摩擦系数小且耐摩性好,吸水小,产品尺寸稳定,适用于制造各种齿轮、传动零件或减摩零件等。 注射过程中的温度主要足指熔胶温度和模具温度,因为两者都对整个注射过程有重要影响。要同时有最高的充填速度,又能保持塑件的特性,就需要有适当的熔胶温度。模温越高,填模速度越快。模温控制塑料的充填速度、成品冷却时间和成品的结晶度。实际生产中聚甲醛塑料合理的喷嘴温度和料筒见表1。 模具温度对齿轮成型周期及成品质量(如应力、系数率、尺寸公左、机械性能等)有决定性影响的参数,对POM材料而言,成型齿轮的模温控制范围为90度C~ ========================================================= 我公司用POM或PA,好看了N多外公司图纸,好象只有上面两种,有时加点玻纤(GF)增加强度,最好找一家较好的注塑厂 ========================================================= POM材料的收縮範圍較大.成型難度很大.尺寸精度不容易達到. ========================================================= 我们公司的塑料齿轮一般都是选用POM或PA6+30GF两种. ========================================================= 我们公司目前使用的塑料齿轮主要是POM,请注意是纯料没有加玻纤的,因为我们使用过POM 加玻纤或者加碳纤在注塑后缩水变形比较大,我们使用的是杜邦的材料(500P);但是请注意塑料齿轮的结构设计对产品质量影响很大;但是如果想需要强度高的话,除了结构改进外也需要选择材料,你可以选择韦尔曼的材料或者选择PEEK做塑料齿轮,当然成本就不一样了. ========================================================= 还有用尼龙做的,我看日本khk的很多都是尼龙的
常州信息学院 毕业设计 齿轮轴的加工工艺 学生姓名:李文涛 指导教师:高飞 所系与专业机电工程系数控技术 班级数控104 所在学期2010—2013学年 学号1004033446 2013年3 月27 日 摘要 本设计是关于输出齿轮轴加工工艺规程的设计,总体介绍所追踪的典型零件的加工流程,包括毛坯-初检-粗加工-精加工等步骤;所加工零部件的形状、结构、尺寸及重要配合参数,并完成工件的三维造型。数控机床程序编制过程主要包括:
分析零件图纸、工艺处理、数学处理、编写零件程序、程序校验。确定零部件的加工方法和步骤,包括使用设备、装夹方法、工装夹具、加工方位、刀具选择、加工参数选择等。 关键词:零件、工艺、数空加工程序 目录 摘要 (1) 前言 (3) 第一章:零件图分析 (4) 1、零件图分析 (4) 2 零件在生活中的作用: (5) 第二章:毛坯的选择 (6) 二(1)设计毛坯图 (6) 二(2)确定毛坯 (6) 第三章加工过程 (8) 三(1)1.刀具选择: (8) (1)2.切削用量的选择 (8) 三(2)齿轮的加工过程 (9) 根据图示数据计算齿轮参数: (9) 三(3)基准的概念和分类 (10) 1. 设计基准 (10) 2. 工艺基准 (10) 3. 定位基准的选择 (11) 4.粗基准的选择 (11) 5.精基准的选择 (11) 三(4)加工工艺路线 (12) 1 加工阶段的划分 (12) 2 各加工阶段的主要任务 (12) 3 加工顺序的安排 (12) 4 数控车床加工与普通车床加工的区别 (13) 5 拟定加工工艺路线方案 (13) 6. 数控编程的过程 (14) (1) 分析零件图纸 (14) (2 )确定工艺过程 (14) (3)数值计算 (14) (4)编写程序单 (15) (5)制备控制介质 (15) (6)程序调试和检验 (15) 7. 程序编制方法 (15) 8. 编制程序 (15) 制作完成效果图 (18)
齿轮锻造工艺说明书 WTD standardization office【WTD 5AB- WTDK 08- WTD 2C】
编号课程设计说明书 题目齿轮零件锻造工艺及模具设计 二级学院材料科学与工程学院 专业材料成形及控制工程 班级 学生姓名廖本洪 指导教师夏华 时间 19-20周
目录 绪论2 4 4 4 5 8 8 9 9 设备吨位的确定0 选择飞边槽0 1 2 2 2 2 2 3 6 16 7 7 8 8 8 8 确定模具材料及热处理的要求 (18)
1 10 1 绪论 锻造是一种借助工具或模具在冲击或压力作用下加工机械零件或零件毛坯的方法。与其它加工方法相比,锻造加工生产率高;锻件的形状,尺寸稳定性好,并具有最佳的综合力学性能。锻件的最大优势是韧性高,纤维组织合理,件与件之间性能变化小;锻件的内部质量与加工历史有关,不会被任何一种金属加工工艺超过。 锻造生产根据使用工具和生产工艺的不同而分为自由锻、模锻和特种锻造。 自由锻造:一般是指借助简单工具,如锤,砧,型砧,摔子,冲子,垫铁等对铸锭或棒材进行镦粗,拔长,弯曲,冲孔,扩孔等方式生产零件毛坯。加工余量大,生产效率低;锻件力学性能和表面质量受生产操作工人的影响大,不易保证。这种锻造方法只适合单件及极小批量或大锻件的生产;不过,模锻的制坯工步有时也采用自由锻。 特种锻造:有些零件采用专用设备可以大幅度提高生产率,锻件的各种要求也可以得到很好的保证,特种锻造有一定的局限性,特种锻造机械只能生产某一类型的产品,因此适合于生产批量大的零部件。 模锻:模锻是指将坯料放入上下模块儿的模膛间,借助锻锤锤头,压力机滑块或液压机活动横梁向下的冲击或压力成形为锻件。锻模的上下模块分别紧固在锤头和底座上。模锻件余量小,只需少量的机械加工(有的甚至不加
塑料齿轮强度校核方法 马瑞伍,余毅,张光彦 (深圳市创晶辉精密塑胶模具有限公司,广东省深圳市518000) 【摘要】随着动力传递型塑料齿轮应用领域的不断拓展,如何评估或校核塑料齿轮的强度成为设计者不得不考虑的难题。由于塑料材料种类繁多,且不同种类的塑料性能指标差异很大,所以迄今为止有关塑料齿轮的强度算法还未形成统一的标准。目前,具有代表性的塑料齿轮强度算法主要四种:①尼曼&温特尔法;②VDI 2545标准法;③KISSsoft软件基于VDI 2545标准修正法;④宝理“Duracon”法。由于第②种算法已经废止,第③种算法主要以软件形式发布,因此本文将主要介绍第①和第④种算法,以期能为塑料齿轮的设计起到一定的借鉴意义。 【关键词】塑料齿轮强度设计 1引言 在国内,塑料齿轮起步于20世纪70年代。在发展初期,塑料齿轮主要应用集中在水电气三表的计数器、定时器、石英闹钟、电动玩具等小型产品中。这时期的塑料齿轮的多为直径一般不大于25mm,传递功率一般不超过0.2KW的直齿轮。换言之,早期的塑料齿轮主要用于小空间内的运动传递,属于运动传递型齿轮。随着注塑模具技术与注塑装备及注塑工艺水平的不断提高,模塑成型尺寸更大、强度更高的塑料齿轮成为可能。现在,塑料齿轮传递动力可达 1.5KW,直径已超过150mm。动力型塑料齿轮已经成为众多产品动力传递系统的重要组成部分。虽然动力型塑料齿轮的应用越来越广泛,但相应的塑料齿轮强度计算理论或标准却比较匮乏。目前,塑料齿轮的强度计算多以金属齿轮的强度计算方法为参考,通过修正或修改某些系数来计算或评估塑料齿轮的强度是否满足使用要求,然后再通过实验方法验证强度是否满足使用要求。下面,本文将介绍具有代表性的塑料齿轮强度的计算方法或观点,以期能够为塑料齿轮的强度设计提供借鉴。2塑料齿轮强度计算方法 从查阅到的相关文献资料看,塑料齿轮的强度计算方法基本上沿用了金属齿轮的强度校核理论及计算公式。这些计算方法主要是根据材料的差异对金属齿轮的强度校核公式中的某些系数进行简化或修正。比较有代表性的塑料齿轮强度计算方法主要有四种: ①尼曼&温特尔法:该算法在尼曼&温特尔的世界名著《机械零件》第2卷第22.4节中做了明确的论 述。 ②VDI 2545标准法:该算法是VDI于1981年发布的一份指导标准。该标准仅提供了三种基础材料 POM、PA12和PA66的相关数据用于评估塑料齿轮的强度。该算法在强度计算时未考虑温度对塑料强度的影响。 ③KISSsoft软件基于VDI 2545标准修正法:该算法是KISSsoft公司基于VDI 2545标准而提出的塑料 齿轮强度的一种修正算法。该方法主要是修正VDI 2545标准中强度受温度变化的影响关系。同时,该公司与各大主流塑料材料供应商合作,提供了POM、PA12、PA66、PEEK四种主要塑齿材料的性能数据,并采用软件形式发布,为塑料齿轮设计者评估塑料齿轮的强度提供了软件工具。 ④宝理“Duracon”法:该算法是日本宝理公司发布的一种针对共聚聚甲醛(POM)材料的塑料齿轮 强度评估算法。 鉴于第②种算法已经废止,第③种算法主要以软件形式发布,因此本文将主要介绍第①、④两种算法。 2.1尼曼&温特尔法 尼曼&温特尔在其名著《机械零件》一书中指出:塑料齿轮可能出现和钢齿轮相同的破坏形式:点蚀、