2016年全国大学生西门子杯工业自动化挑战赛
ITEM6工业网络赛项(试)
赛题
工业通信网络连接现场设备、控制器、人机界面(HMI )、监控系统及企业管理系统,是工业生产系统中信息的传输通道,是生产系统稳定安全运行的重要基础。工业网络赛项题目以西门子实际项目为背景,要求根据所提供的工厂描述和技术需求,完成工程设计方案及现场实施、调试任务,培养工业通信网络的需求分析能力、设计能力、实施能力和调试能力。
一、工厂描述
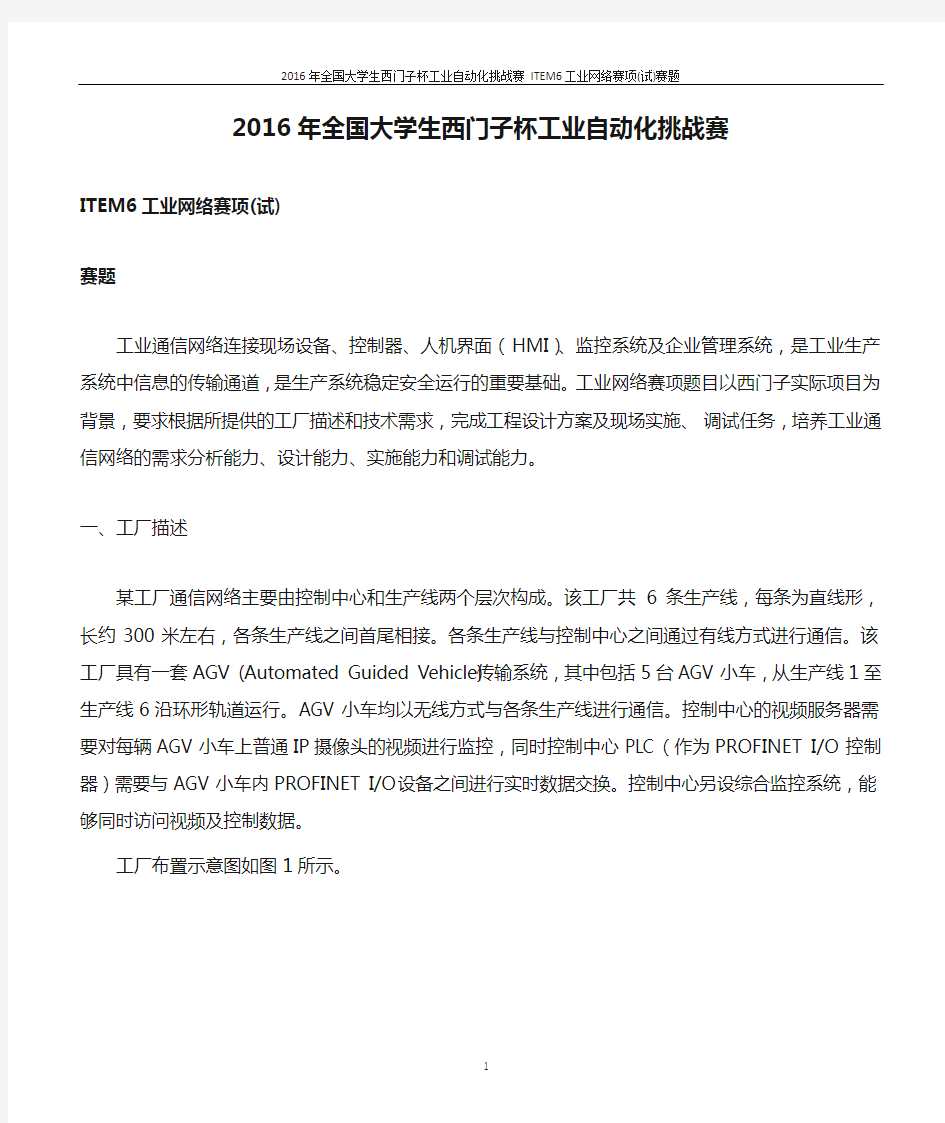
某工厂通信网络主要由控制中心和生产线两个层次构成。该工厂共6条生产线,每条为直线形,长约300米左右,各条生产线之间首尾相接。各条生产线与控制中心之间通过有线方式进行通信。该工厂具有一套AGV (Automated Guided Vehicle)传输系统,其中包括5台AGV 小车,从生产线1至生产线6沿环形轨道运行。AGV 小车均以无线方式与各条生产线进行通信。控制中心的视频服务器需要对每辆AGV 小车上普通IP 摄像头的视频进行监控,同时控制中心PLC (作为PROFINET I/O 控制器)需要与AGV 小车内PROFINET I/O 设备之间进行实时数据交换。控制中心另设综合监控系统,能够同时访问视频及控制数据。
工厂布置示意图如图1所示。 PN IO 视频服务器控制中心
综合
200米
300米300米300米300米300米300米20米
(AGV
图1 工厂布置示意图
工厂网络可划分为,汇聚层网络(包含控制中心、生产线主交换机)、接入层网络(用以连接无线接入点AP设备)、无线覆盖接入网络与移动AGV小车内终端网络,网络层次结构如图2所示,
图2 工厂网络层次结构简图
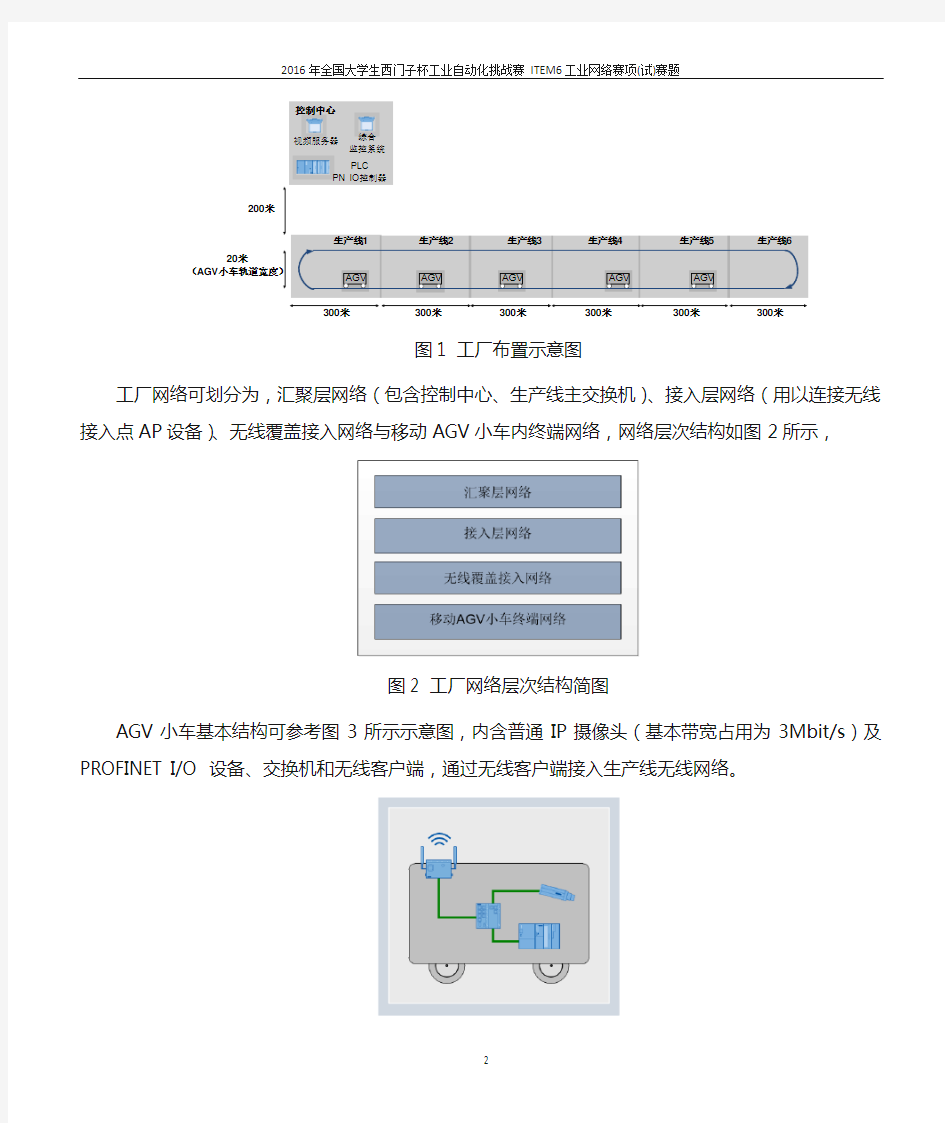
AGV小车基本结构可参考图3所示示意图,内含普通IP摄像头(基本带宽占用为3Mbit/s)及PROFINET I/O 设备、交换机和无线客户端,通过无线客户端接入生产线无线网络。
图3 AGV小车基本结构示意图
二、上机设备配置
●西门子交换机:SCALANCE XM408-8C;
●西门子无线模块(无线接入点AP及客户端):SCALANCE W761、SCALANCE W721;
●西门子PLC S7-1200,作为PROFINET I/O 控制器;
●西门子PLC S7-1200,作为PROFINET I/O 设备;
●IP摄像头;
●视频服务器和综合监控系统可采用普通计算机。
三、初赛要求
以一个实际的工业网络工程项目为背景,大赛组委会作为甲方发布工业网络工程项目的工厂描述(如上第一部分叙述)和技术需求,各参赛队伍以乙方身份,根据甲方需求,完成工程方案设计。初赛主要考察参赛选手的工业通信网络需求分析能力和设计能力。初赛仅进行方案评审,没有现场操作环节。
(一)工业网络工程项目的技术需求:
●控制中心包括网络交换机、PLC、视频服务器和综合监控系统;
●有线网络中交换机可区分为汇聚层交换机和接入层交换机;
●控制中心靠近首个生产线起点处,距离200米;
●有线网络中,须至少在控制中心及每个生产线起点处设置汇聚层工业交换机,除控制中心内汇聚
层交换机采用3层交换机外,其他汇聚层交换机全部采用二层交换机;
●每个无线AP或无线客户端均具备一个RJ45接口,无线AP直接接入接入层交换机;
●生产线内每隔100米布置一个工业无线AP,采用全向天线;
●无线传输采用符合IEEE802.11n协议的工业无线局域网技术,在AGV小车运行轨迹全线完成无线网
络覆盖,以达到在全线范围内,实时无缝的视频和数据传递,保证AGV小车高速移动(不高于30公里/小时)情况下的无缝切换。
●AGV小车内安装工业无线客户端,可选择2.4/5GHz;
●小车内PROFINET I/O 设备与控制中心PROFINET I/O 控制器通过PROFINET I/O实时通信,数据实时
刷新时间为256毫秒;
●需考虑从最底层(AGV小车内)将视频信号与控制数据子网隔离;
●考虑整体系统的IP规划(包括所有终端IP地址和网络设备代理IP地址);
●汇聚层全部采用1000Mbit/s多模光纤通信,接入层与汇聚层之间选择100Mbit/s多模光纤通信;
●在现有设备的基础之上,充分考虑网络的冗余度。汇聚层交换机间的冗余协议采用HRP或MRP,
接入层交换机的冗余协议自行选择。
(二)参赛选手在理解甲方需求的基础上,完成工程方案设计,工程方案设计主要内容包括:
(1)系统分析(厂区布局分析、通信需求分析等);
(2)网络结构设计(设计网络结构图并说明设计理由);
(3)系统设备选型(交换机、无线接入点、无线客户端、控制器等的选型,说明所选设备与网络功能实现的对应关系);
(4)工程实施方案(网络结构实施方案、网络功能实现步骤、通信验证方法等)。
注意:
(1)无需考虑S7-1200的相关编程,大赛组委会技术人员提供调试好可正常通信的PROFINET I/O 控制器及PROFINET I/O设备。
(2)无需考虑生产线的具体生产流程;
(3)无需设计和制造AGV小车,无需实现AGV小车自动行驶功能,只需考虑在满足技术要求的前提下将移动AGV小车内的视频信号与控制数据传输到控制中心。
四、决赛要求
决赛由设计环节、上机比赛与方案答辩三部分组成(具体内容参见《2016年全国大学生西门子杯工业自动化挑战赛ITEM6工业网络赛项(试)竞赛规则》)。
1. 设计环节
设计环节是一个小型网络的设计题,要求每位参赛队员根据题目要求进行通信需求分析和网络设计,以验证每位参赛队员均具有工业网络分析和设计能力。
2. 上机比赛
参赛队伍需依照初赛设计方案,根据决赛现场实际情况,实现满足甲方要求的所有功能。
上机比赛主要包括以下几部分内容:
(1)制作工业以太网线,完成硬件连接;
(2)对交换机、无线模块等进行配置;
(3)系统调试,完成设计方案中各项功能;
在完成网络实施和调试后,即可向裁判示意申请进行评分。评分过程的操作由边裁执行。边裁根据《评分表》逐一验证调试后的网络功能,每通过一个任务的验证(如通过了环形冗余功能的验证),便得到对应的分数。
3. 方案答辩
上机比赛环节完成后,根据各队设计环节与上机比赛环节的加权总成绩,从高到低选取一部分优秀的队伍进入答辩环节。评审专家依据方案设计与答辩现场陈述情况对参赛队进行评判,最终确定答辩环节得分。
五、其他
1. 赛题无标准答案,鼓励各参赛队在满足赛题基本要求的前提下创新。
2. 各参赛队对赛题有技术疑问时,在不影响公开、公正、公平原则的基础上,大赛组委会秘书处负责解释。
3. 正式比赛过程中,如发现并确认赛题存在技术问题时,可经专家组讨论后予以适当的弥补措施。
(OA自动化)西门子TXP 自动化系统介绍-as620
西门子TXP自动化系统 ——AP介绍 一、TXP系统概述 ●OM650----操作与监视系统 ●ES680-----工程系统 ●DS670-----诊断系统 ●AS620-----自动化系统 ●SINETH1-----通讯系统 二、AS620自动化系统概述 1、作用与任务 AS620系统完成工业过程的自动化任务。AS620从过程获取测量的数值和状态,进 行开环和闭环控制功能,传递产生的操作变量数值,校正数值及其对过程的命令。 其他子系统利用AS620子系统作为过程的接口。AS620传递来自OM650操作员通 讯和显示系统的命令至过程,从过程读出OM650、ES680或DS670系统所需要的 信息,并传递这个信息到OM650。 2、分类 ●AS620B: FUM-B变型:在一中央结构中,FUM模件(功能模件)被用于连接过程的探测器 和执行机构。
SIM-B变型:BIM模块(信号模块)使分散结构可以配置,用总线连接SIM 模块和 中央系统组件。 ●AS620F:用于保护和控制任务的故障安全型态。 APF:故障安全自动化处理器 1)FUM-F用故障安全APF自动化处理器组态,并与FUM-F模块有关2)SIM-F用AG-F可编程序逻辑控制器组态,并与SIM-F模块有关AG-F:故障安全可编程序控制器 ●AS620T ●辅助系统 3、AS620的过程控制系统图 ●现场层:包含探测器和执行机构 ●单个控制:是自动化与过程的接口,FUM和SIM模块完成模拟和二进制信号调节 并驱动控制器 ●分组控制:自动化处理器组成分组控制。处理开环控制和保护任务,并形成所有 AS620应用中央组件。 控制系统概况图 三、AS620自动化系统的设计 1、AP自动化处理器 ●概述
企业工业控制网络安全技术探讨及实现1 韩晓波 (中国石化齐鲁分公司信息技术部,山东淄博,255400) 摘要:由于工业控制系统由于运行环境和平台的相对独立,其安全性被人们所忽视。随着企业信息化发展,管理和控制网络更加深入的融合,平台也愈加开放。新一代的病毒入侵生产控制系统已经成为企业平稳生产运营的重大安全隐患,为保障基于企业网络业务的持续性、稳定性,需要在管理和控制网络采取相应的安全防护措施,建立有针对性的安全防护体系。 关键词:工业控制系统网络安全 Tofino技术区域管道 中图分类号TH89 文献标志码 B 文章编号 1000-3932(2012)04-0498-06 2010年10月,来自伊朗的一个关于工业网络病毒Stuxnet(计算机蠕虫病毒)的报告引起了全球的注意,该病毒通过Windows操作系统中此前不为人知的漏洞感染计算机,并通过网络、移动介质以及西门子项目文件等方式进行传播。Stuxnet病毒是专门设计来攻击伊朗重要工业设施的,包括备受国际关注的布什尔核电站,它在入侵系统之后会寻找广泛用于工控系统的软件,并通过对软件重新编程实施攻击,病毒能控制关键过程并开启一连串执行程序,最终导致的后果难以预估。Stuxnet是目前首个针对工控系统展开攻击的计算机病毒,已经对伊朗国内工业控制系统产生极大影响,Stuxnet可以说是计算机病毒界革命性创新,给工业控制系统网络安全带来新警示-“工业病毒”时代已经来临。 随着信息技术的不断推广应用,诸如内部控制系统(DCS及PLC等),国内、外化工领域逐步推广应用的各种安全控制系统(紧急停车系统ESD、停车联锁/仪表系统SIS、仪表保护系统IPS及故障安全控制系统FSC等)[1]以及基础应用类系统(一些定制系统)与外界不再隔离。越来越多的案例表明,工厂信息网络、移动存储介质、因特网以及其它因素导致的网络安全问题正逐渐在控制系统和基础应用类系统中扩散,直接影响了生产控制的稳定与安全。这将是我们石油炼化连续性生产企业面临的重大安全课题。随着石油化工及电力等行业进入规模化生产,生产装置积聚的能量越来月大,可能造成的重大工业事故使人们前所未有地重视工业生产中的安全问题 [2,3]。 1 企业控制网络安全现状
西门子自动化控制系统在汽车生产线中的应用 王文忠西门子自动化与驱动集团 一、项目简介 北京奔驰-戴姆勒?克莱斯勒汽车有限公司(简称BBDC)位于北京经济技术开发区,于2005年8月8日正式成立。其前身北京吉普汽车有限公司创立于1983年5月5日,是中国汽车行业第一家中外整车合资企业。BBDC是一家具有世界汽车制造业领先技术与制造水平,融汽车研发、制造、销售和售后服务为一体的现代化企业,其生产厂房占地3200亩。第一期建设工程30万平方米,具备年产10万辆汽车的生产能力,最终将达到年产30万辆汽车的目标。BBDC生产梅赛德斯-奔驰、克莱斯勒、Jeep、三菱等众多国际知名品牌的轿车和越野车,并为中国军队定点生产,拥有完全自主知识产权的第二代军用轻型越野车。 BBDC生产线自动控制系统是国内首家使用Integra标准的项目,该标准的实施极大的提高了工作的效率和优化了工作流程。它共分为5个子系统,按照工业流程分为:调整打磨系统、漆前缓存系统、漆后缓存系统、总装系统和门线系统。其中调整打磨系统是将冲压焊装系统生产的车身进行打磨,保证车面的光滑,为喷漆车间的喷漆做好准备。为了协调不同生产线的更好的生产,提高生产效率,在进入喷漆车间前,必须对不同车型的车身进行统一的管理,漆前缓存就是对车身进行有效的存储、运送的控制系统,如图1所示。为了实现同样的目的,在车身从喷漆车间出来后,也需要漆后缓存系统对车身的协调管理。然后车身就被送往总装系统,进行车内饰、底盘以及发动机的安装,如图2所示。同时车身的车门被摘取进行门内饰的安装,在车身到达门线系统时,车门又被重新安装。最后你将看到如图3所示的漂亮的汽车下线。 图1 漆前缓存生产线
2016年西门子杯全国大学生工业自动化挑战赛 ITEM3运动控制赛项样题 一、赛项介绍 运动控制赛项主要面向自动化、机电一体化、装备制造等专业方向的参赛选手,着重于参赛选手运动控制系统方面能力的培养。本赛项通过实际使用运动控制设备完成规定控制任务并结合现场答辩的方式,来着重考察参赛选手对运动控制系统理论知识的掌握程度和灵活运用的能力,以及对于典型运动控制系统实际调试的熟练程度。 本赛项所采用的运动控制器为实际生产中广泛采用的西门子SIMA TIC 315T控制器,驱动部分则采用了通用性强、性能出众的SINAMICS S120系列驱动产品。这两者的结合使用,可轻松满足运动控制系统对响应速度、定位精度、同步精度等方面内容的要求。 本赛项分为初赛和决赛两个环节。其中,初赛环节采用完成不同规定任务的方式进行比赛,该环节着重考查参赛选手运动控制系统的基本调试能力。决赛环节控制对象为一经过抽象后的实际生产设备,控制方案需要参赛选手根据控制要求自行设计,该环节要求选手不仅仅具备驱动器的调试能力,还需要具备一定的方案设计和控制程序编写能力。决赛环节还设置了笔试环节和方案答辩环节,在这两个环节中,会对参赛选手的运动及控制理论基础知识及其系统分析和程序设计的思路进行考查,从而更好的反映出参赛选手的综合素质。 二、运动控制系统描述 1. 设备组成 运动控制系统主要由电气箱(运动控制器、控制单元、整流单元、电机模块、变压器、手操盒等)与被控对象(伺服电机、减速箱、同心圆盘对象包、物料卷绕对象包)组成。 2. 设备清单 2.1 控制系统设备清单:
2.2调试软件及硬件: STEP 7 V5.5可编程控制器调试软件 S7-Technology V4.2 T系列可编程控制器调试软件 STARTER运动控制器调试软件 WinCC Advacnced v13或更高版本人机界面组态软件 调试用计算机、通讯电缆与测量仪器 2.3 对象模型清单: 带刻度圆盘大、小各一个 圆盘用同步带两根 铝质安装背板 物料卷绕对象包 3. 对象模型描述 对象模型- 同心圆盘 共一大一小两个圆盘,各由一部电机驱动。盘面带有刻度指示。大、小圆盘均由伺服电机驱动。
第一章概述 1.1 自动化控制系统的发展 1.2 全集成自动化 1.3 SIMATIC NET工业通信网络 第二章MPI通信 2.1 MPI概述 2.2 MPI网络 2.3 设置MPI 2.3.1 设备MPI参数 2.3.2 PC侧的MPI通信卡的类型 2.3.3 利用电话网程编程 2.4 PLC-PLC之间通过MPI通信 2.4.1 全局数据包通信方式只适用于S7300/400之间通信2.4.2 无组态连接通信方式 双边编程通讯方式:适用于S7300/400之间通信单边编程通讯方式:适用于S7300/400之间通信2.4.3 组态连接通信方式 2.5 S7PLC与HMI产品之间的MPI通信 2.5.1 PLC与TP/OP通信 2.5.2 S7PLC与监控软件WinCC的MPI通信 2.5.3 WinCC和PLC之间的远程通信 第三章PROFIBUS通信 3.1 PROFIBUS介绍 3.1.1 PROFIBUS的协议结构和类型 3.1.2 PROFIBUS总线和总线终端器 3.2 PROFIBUS总线的拓扑结构 3.2.1 PROFIBUS电气接口网络 3.2.2 PROFIBUS光纤接口网络 3.2.3 其他PROFIBUS接口网络 3.3 PROFIBUS总线设置和属性 3.4 PROFIBUS的应用 3.5 PROFIBUS诊断 3.6 PROFIBUS连接从站设备的应用 3.7 FDL通信方式 3.8 FMS通信方式 3.9 PROFIBUS-S7通信 第4章工业以太网通信 4.1以太网简介 4.1.1 以太网的诞生 4.1.2 以太网的发展历史 4.1.3 以太网技术 4.2 工业以太网 4.2.1 与传统以太网的比较 4.2.2 以太网应用于工业自动化中的关键问题及发展方向
2018年“西门子杯”中国智能制造挑战赛(原全国大学生工业自动化挑战赛)连续过程设计开发赛项初赛对象工艺说明 2018年“西门子杯”中国智能制造挑战赛 (原全国大学生工业自动化挑战赛) 连续过程设计开发赛项初赛 对象工艺说明 2018年反应器对象增加了循环物料的回收工艺,特针对这部分工艺做进一步说明: 1、闪蒸罐罐顶部的阀门PV1102为抽真空阀,它的作用是在闪蒸罐未闪蒸前,提前通过真空泵P104与此阀门,将闪蒸罐内的压力降低到大气压下,如20-40kpa,然后就可以关闭。 2、闪蒸罐顶部额阀门PV1101是用来回收闪蒸产生的A物料,当闪蒸罐开始闪蒸时,通过调节P104与此阀门,将闪蒸产生的以A物料为主的气相引入到冷凝器(此时冷凝器的冷却水应该打开),然后变成液相进入到冷凝罐,待冷凝罐建立液位后,通过循环泵打到混合罐内。 3、因为PV1102与PV1101的作用与投用时间完全不同,因此不要同时打开这两个阀门。 4、整个系统有一定的设计工艺与稳态要求,开车时,切记阀门开度大起大落,如一开始就把所有阀门开到最大,应当缓缓调节,慢慢提高负荷。 5、综上,这部分的开车流程建议如下: (1)在开车开始阶段,提前通过真空泵P104与阀门PV1102,将闪蒸罐内的压力降低到大气压下,如20-40kpa,然后就可以关闭。 (2)反应器进料,慢慢反应,温度上升,上升到一定温度(或反应器液位到一定高度),将反应器底部物料打入闪蒸罐,此时,可能还未闪蒸,随着温度的升高,开始闪蒸(表现为闪蒸罐的压力开始增大)。 (3)当闪蒸罐开始闪蒸时,通过调节P104与阀门PV1101,将闪蒸产生的以A物料为主的气相引入到冷凝器(此时冷凝器的冷却水应该打开),然后变成液相进入到冷凝罐,待冷凝罐建立液位后,通过循环泵打到混合罐内。(4)一旦出现冷凝罐压力太大(往往是因为进入的物料没有冷凝或者冷凝不够,呈现气相),可以通过打开冷凝罐排气阀排气,回到常压后,再关闭。
1,自动控制系统的发展及其体系结构 模拟仪表控制系统(分散的) 直接数字控制系统(集中的) 集散控制系统(分散控制,集中管理) 现场总线控制系统 2,DCS的结构:分散过程控制装置部分;集中操作和管理系统部分;通信部分 特点:分散控制,集中管理 3,现场总线的基本概念 现场总线定义为应用在生产现场,在微机化测量控制设备之间实现双向、串行、通信系统,也被称为开放式,数字式,多点通信的底层控制网络。 国际ISEC61158对现场总线的定义:安装在制造或过程区域的现场装置与控制室内的自动控制装置之间的数字式,串行,多点通信的数据总线称为现场总线。 4,在现场总线控制系统中,总先设备分为:变送器,传感器,执行器,驱动器,控制器,控制监控器,网络互联设备,其他现场总线设备。 5现场总线控制系统的技术特点:系统的开放性;互可操作性与互用性;现场设备的智能化与功能的自治化;系统结构的高度分散性;对现场环境的适应性。6·IEC61158第二版现场总线标准类型:IEC61158TS; ControlNet Tm;profibus Tm p-Net; FF HSE ; SwiftNet Tm WorldFIP Interbus 7·通信系统的组成:信息源;(发送、接收)设备;信息接受者;传输介质 8·数据编码的编码方式:数字编码、模拟编码 9·通信网络的拓扑结构机器优缺点:(1)星型结构:缺点:可靠性低 (2)环形结构:优点:键路控制简化缺点:节点数量较多时会影响通信速度,另外,环是封闭的不便于扩展。 (3)总线型结构:优点:结构简单,便于扩展缺点:通信距离短。 10·传输介质:双绞线、同轴电缆、光缆11·ISO/OSI模型将各种协议分为七层:物理层、键路层、网络层、传输层、会话层、表示层、应用层。 12·RS-232与RS485的区别: RS-232:她规定数据信号按照负逻辑进行工作,采用全双工工作方式。25针的接口插件,最高的传输速率为s,最大传输距离为15m,主要用于只有一个发送器和接收器的通信线路,采用MAX232芯 RS-485:它可以在一条通信线路上接多个发送器和接收器,(最多可接受32个),9针D型插头连接器,半双工工作方式,最大传输速率为10mbps,最大传输距离为
2015年全国大学生西门子杯工业自动化挑战赛设计开发型 赛项总决赛赛题 2015年全国大学生西门子杯工业自动化挑战赛 设计开发型赛项总决赛赛题 一、被控对象描述 1. 工艺流程 所选被控对象为过程工业常见的反应器系统,属于连续反应过程。反应过程为反应物A、反应物B以及催化剂C发生反应,生成产物D。反应属于放热反应,由热水加热(夹套)诱发,由冷却水(蛇管)进行冷却。其工艺流程图(示意图)如下: FV1203 FI1203物料B HS1101 FI1104物料C FV1201FV1104 反应器FI1201PI1201物料ATI1201 FV1105HS1102 AI1201FI1105LI1201冷却水冷却水 FI1202FV1202 产物D 该连续反应系统以反应物A、反应物B以及催化剂C,在反应温度70.0?下进行反应,反应的产物为D。 反应设备包括:反应器,反应器耐压约1.5MPa。为了安全,要求反应器在系统开、停车全过程中压力不超过1.2 MPa。
反应过程主要有三股连续进料。第一股是反应物A,FI1201为进料流量, FV1201是进料阀;第二股是反应物B,FI1203为进料流量,FV1203是进料阀;第三股为催化剂C,FI1104为进料流量,FV1104为进 1 2015年全国大学生西门子杯工业自动化挑战赛设计开发型赛项总决赛赛题料阀门;HS1101为搅拌开关;HS1102为热水加热开关,热水用来诱发反应。 反应器内主产物D重量百分比浓度在图中指示为AI1201,反应温度为 TI1201,液位为LI1201。压力为PI1201。反应器出口流量为FI1202,由出口阀FV1202控制其流量。反应器出口为混合液,由产物D与未反应的A、B、C组成。反应器冷却水入口流量为FI1105,由阀FV1105控制流量。 2. 开车步骤 1( 初始化检查,系统处于开车前状态,确认所有阀门处于关闭状态。 2(开FV1203,开始B进料,液位上升。 3(液位上升到50%左右,开FV1201,开始A进料。 4(当液位上升到60%,打开阀门FV1202。 5. 打开搅拌开关HS1101。 6. 打开热水加热开关HS1102,诱发反应。 7. 打开催化剂阀门FV1104。 8. 当温度TI1201达到40?时,关闭热水加热开关。 9. 如果温度继续上升则反应诱发成功,调节冷却水进料反应器温度缓慢上升,直到到达70?。 10. 反应器正常运行时,确保反应器温度、压力、液位、产品组份和出口流量均维持在工艺要求范围内。同时,确保反应器处在安全、稳定的生产工况。 二、控制任务
西门子TXP自动化系统 ——AP介绍 一、TXP系统概述 ●OM650----操作与监视系统 ●ES680-----工程系统 ●DS670-----诊断系统 ●AS620-----自动化系统 ●SINET H1-----通讯系统 二、AS620自动化系统概述 1、作用与任务 AS620系统完成工业过程的自动化任务。AS620从过程获取测量的数值和状态,进 行开环和闭环控制功能,传递产生的操作变量数值,校正数值及其对过程的命令。 其他子系统利用AS620子系统作为过程的接口。AS620传递来自OM650操作员通 讯和显示系统的命令至过程,从过程读出OM650、ES680或DS670系统所需要的 信息,并传递这个信息到OM650。 2、分类 ●AS620B: FUM-B变型:在一中央结构中,FUM模件(功能模件)被用于连接过程的探测器 和执行机构。 SIM-B变型:BIM模块(信号模块)使分散结构可以配置,用总线连接SIM模块和 中央系统组件。 ●AS620F:用于保护和控制任务的故障安全型态。 APF:故障安全自动化处理器 1)F UM-F用故障安全APF自动化处理器组态,并与FUM-F模块有关 2)S IM-F用AG-F可编程序逻辑控制器组态,并与SIM-F模块有关AG-F:故障安全可编程序控制器 ●AS620T ●辅助系统 3、A S620的过程控制系统图 ●现场层:包含探测器和执行机构 ●单个控制:是自动化与过程的接口,FUM和SIM模块完成模拟和二进制信号调节 并驱动控制器 ●分组控制:自动化处理器组成分组控制。处理开环控制和保护任务,并形成所有 AS620应用中央组件。
西门子的工业4.0 1 简介 在各种有序运行的机器旁边,几名身着蓝色工装的工作人员在电脑前不慌不忙的操作,脚下洁净的地面给人一种错觉——这里像是一间文职人员的办公室。生产线上,各种元器件在传感器的配合下自动前行,有的右拐,有的前行一段时间右拐,才证实这里确是生产车间。 2013年9月11日,西门子位于成都高新区的工业自动化产品成都生产研发基地(SEWC)正式投产。该项目总建筑面积35300平方米,是全球最先进的电子工厂之一,也是西门子在德国之外建立的首家“数字化企业”。 SEWC以突出的数字化、自动化、绿色化、虚拟化等特征定义了现代工业生产的可持续发展,是“数字化企业”中的典范。作为西门子工业自动化全球生产及研发体系中最新建成的一座“数字化企业”,SEWC实现了从产品设计到制造过程的高度数字化。同时,西门子为中国工业用户量身打造的“Simatic IPC 3000 SMART”,也作为首款由SEWC研发和制造的工业计算机于当日实现量产。SEWC还将陆续生产西门子SIMATIC品牌的多款工业自动化产品。 SEWC生产车间主要为上下两层。一层为物流层,偌大的空间中,除了传送带,只有一名工人操纵者一辆小车缓缓驶过。这一层最多只需要6~8名员工,从原材料的进入到送检、按需分送、不同工序加工、到成品打包,垃圾包装运送等一系列流程,都将在传送带上自动完成。所有的材料,一直到生产完成,遍布生产线的传感器都能通过条码记录下各种数据,绝不可能出现差错,也不可能出现物品掉落的情况。就算断点也会有数据的备份而不会导致生产过程出现任何的紊乱。车间的二层为制造车间,从物流层传上来的原材料将在这里通过各种程序成为产品。每个班次只需要20~30名工作人员就能完成各项工作。 2定义工业4.0 西门子工业已经从事了160余年的制造,同为制造企业,西门子也遭遇了制造企业不可避免的挑战。西门子认为,制造业存在三大需求——提高生产效率、缩短产品上市时间、增加制造的灵活性。然而在传统的制造条件下,要同时满足这三大需求并不容易,企业通常得牺牲灵活性来提升生产效率和缩短产品上市时间。如,iPhone产品由于企业缺少制造能力,只能一次推出一款产品,降低生产的灵活性;而三星自身具备制造能力,能在短期内不断推出各类产品参与竞争。
西门子工业网络通信指南 作者: 崔坚 价格: 49 元 书号: ISBN 7-111-15177-1 出版社: 机械工业出版社 出版日期: 2006 年7 月 --------------------------------------------------------------------------------------------------------------------- 内容简介 本书从网络通信的实际应用出发,以MPI、PROFIBUS 和工业以太网等多种常用的通信协议为脉络,基于西门子工业控制产品和系统,以清晰易懂的理论、丰富详实的通信实例并结合多年实践经验,全面地介绍了西门子工业自动化系统基于各种协议的通信方式及其具体应用。. 本书分为上下两册,分另对MPI 和PROFIBUS 协议的通信方式进行了详细的介绍,第一章为网络通信概述,概述了网络通信的各种形式,第二章,第三章分别以MPI 和PROFIBUS 协议为主,详述了相关网络协议,网络组件及各种通信方式的组态,编程和故障诊断方法,每种方式均配以具体实例加以说明。 书中每个通信实例互为独立单元、深入浅出、条理清晰、内容完整,并配有大量的例图与程序,深入细致地阐述了通信协议的各个方面,便于读者学习和掌握。随书附带的光盘提供了书中所有的应有的实例,程序源代码以及技术文档等。 本书适合广大工业产品用户、系统工程师、现场工程技术人员、大专院校相关专业师生、以及工程设计人员借鉴和参考。 ---------------------------------------------------------------------------------------------------------------------- 目录 序 前言 第1 章概述 1.1 自动化控制系统的发展 1.2 全集成自动化 1.3 SIMATIC NET 工业通信网络 第2 章 MPI 通信 2.1 MPI 概述 2.2 MPI 网络 2.3 设置MPI 2.4 PLC-PLC 之间通过MPI 通信 2.5 S7PLC 与HMI 产品之间的MPI 通信 第3 章 PROFIBUS 通信 3.1 PROFIBUS 介绍
1.SIMOTION工业以太网网络介质 西门子工业以太网网络通常使用的物理传输介质为屏蔽双绞线(FC TP)、工业屏蔽双绞线(ITP)和光纤。 1.1 屏蔽双绞线(Fast Connection Twist Pair) FC TP快速连接双绞线用于将DTE快速连接到工业以太网上,配合西门子FC TP RJ45接头使用,连接方式如图1所示: 图1:FC TP电缆与TP RJ45接头 将双绞线按照TP RJ45接头标示的颜色插入连接孔中,快捷、方便地将DTE设备连接到工业以太网上。使用FC双绞线从DTE到交换机最长通信距离为100米(DTE到DTE)。也可以使用普通RJ45接头,为了保证数据传输的可靠性,在无干扰情况下最长通信距离为5米。 RJ-45连接有两种连接方式,交叉连接(如图2所示)和直通连接(如图3所示)。交叉连接用于网卡之间的连接或集线器之间的连接;直通线用于网卡与集线器之间或网卡与交换机之间的连接。Siemens交换机由于采用了自适应技术,可以自动检测线序,故通过交换机可以选择任意一种电缆进行连接。 图2 交叉线连接
图3 直通线连接 SIMOTION 带有RJ45接头,建议使用西门子FC TP和FC TP RJ45接头。 1.2 工业屏蔽双绞线(Industrial Twisted Pair) 屏蔽双绞线如图4所示,它有白/蓝和白/橙两对双绞屏蔽线。外部包有屏蔽层和绝缘层,用于连接有ITP 端口的以太网设备。通过ITP电缆连接的两个设备的最远距离为100米。 图4 ITP电缆结构图 连接ITP电缆的连接头有两种,即9 针或15 针的Sub-D 接头,如图所示5、6:
目录 SIMA TIC S7-300F安全系统应用总结........................................- 1 - 1 故障安全系统概述 ............................................................................................. - 1 - 1.1 什么是故障安全自动化系统 ..................................................................... - 1 - 1.2 西门子安全集成的概念 ............................................................................ - 1 - 1.3 SIMA TIC S7 中的故障安全系统 ................................................................ - 1 - 1.3.1 SIMA TIC S7 自动化系统提供两种故障安全系统.............................. - 1 - 1.3.2 可实现的安全要求.......................................................................... - 2 - 1.3.3 S7 Distributed Safety 和S7 F/FH Systems 中的安全功能原理 ........... - 2 - 2 S7 Distributed Safety组件 ................................................................................. - 2 - 2.1 系统结构 ................................................................................................. - 2 - 3 分布式系统的组态和编程................................................................................... - 4 - 3.1 综述 ........................................................................................................ - 4 - 3.2 硬件组态步骤 .......................................................................................... - 5 - 3.2.1 组态硬件........................................................................................ - 5 - 3.2.2组态CPU ........................................................................................ - 5 - 3.2.3 组态F-IO ...................................................................................... - 7 - 3.2.4 保存编译...................................................................................... - 11 - 3.2.4 F-I/O DB 变量 .............................................................................. - 11 - 3.2.5程序结构....................................................................................... - 13 - 3.2.6创建Failsafe Runtime Group .......................................................... - 14 - 3.2.7 编译下载Failsafe 程序 ................................................................ - 14 - 4 应用中问题处理............................................................................................. - 1 5 -
一、引言 上海大众汽车有限公司引进的德国SCHULER 6000KN大型自动化冲压线主要用来生产PASSA T轿车4门2盖等中型冲压件,平均冲次可达6.7次/分钟。SCHULER冲压线主要由6个压机单元和6个机械化单元组成,压机单元主要用来进行料片冲压,机械化单元主要采用吸盘方式进行料片拆垛、压机之间料片传送等任务。 SCHULER自动化压机线的控制设备采用先进的西门子控制设备,整个自动化控制网络分为两级,第一级为基础自动化网络,它主要包括现场层SIEMENS 可编程控制器SIMA TIC H1网络和操作员工作站WINCC网络;第二级为服务器控制管理层网络。 SCHULER压机线的整个工业控制网络系统较为复杂,由环形拓扑结构、星形拓扑结构、总线形拓扑结构三种拓扑结构类型的工业控制网络组合而成。 二、基础自动化网络 2.1 现场层网络 SCHULER 压机线现场层控制采用PLC和PROFIBUS现场总线控制。每个压机单元和机械化单元各采用独立的PLC控制,PLC采用西门子S5-115U可编程控制器,整条压机线共使用了12个PLC进行控制。 2.1.1 PLC H1 网络 服务器与现场层PLC通讯采用SIMA TIC H1以太网络,CSMA/CD协议,光缆介质,通信速率为10Mbps,环形拓扑结构。每单元PLC都配置有CP1430通讯模块,通过相应的OLM(光电转换模块)上网通讯,服务器内置CP1413通讯模块通过第一单元OLM模块与PLC H1网通讯。在此服务器起到参数的上传/下送作用,它与PLC之间的数据交换通过DDF(动态数据交换)来进行。 使用光纤网不仅满足了高速大容量的数据交换,也大大增强了抗外界电磁场干扰以及抗泄漏的性能,环形结构的好处是一旦光纤网链路发生断裂,仍可保持通信;此外,它完全与电位无关地运行,不必花费昂贵的等电位连接费用,且大大增强了网络的可靠性。 2.1.2 PROFIBUS 总线 PLC与现场设备的通迅采用西门子公司的PROFIBUS-DP现场总线,PROFIBUS-DP总线是一种全分布式现场总线型现场控制网络,它通过ET200分布式输入/输出系统与现场设备之间实现双向串行多节点数字通信。单个分散的现场设备通过PROFIBUS总线连接成可以相互沟通信息、共同完成控制任务的网络系统和控制系统,形成控制功能彻底下放到现场的全分布网络集成式新型控制系统,它大大简化了现场布线并节省了安装费用。 ET200分布式输入/输出系统采用主栈和从栈结构, 主栈在总线上向从栈发送数据并向从栈索取数据, 从栈只有当主栈发出请求时才能与主栈进行数据交换。
西门子工业以太网通讯网络仿真 1 序言工业以太网提供了针对制造业控制网络的数据传输的以太网标准。该技术基于工业标准,利用了交换以太网结构,有很高的网络安全性、可操作 性和实效性,最大限度地满足了用户和生产厂商的需求。工业以太网以其特有 的低成本、高实效、高扩展性及高智能的魅力,吸引着越来越多的制造业厂商。 2 工业以太网的特点工业以太网是专为工业应用专门设计的,它遵循国际标准ieee802.3(ethernet)的开。放形式,多供应商的高性能的区域和网络单元。工业以太网一般用于对时间要求不太严格、需要传送大量数据的通信场合。将以 太网高速传送技术引入到工业控制领域,使得企业内部互联网、外部互联网和 国际互联网提供的技术和广泛的应用已经进入生产和过程自动化中。这种应用推动了自动化技术和互联网技术的结合。 以太网的市场占有率已经超过80%,在当今局域网中首屈一指。以太网有如下特点:◆可以采用冗余的网络拓扑结构,可靠性高; ◆通过交换技术可以提供实际上没有限制的通信性能; ◆灵活性好,现有设备可以不收影响地扩张; ◆在不但发展过程中有良好的向下兼容性; ◆易于实现管理信息系统和工业控制网络的联网,即管理控制网络的一体化。 以太网支持的广域开放型网络模型,可以采用多种传输媒体。西门子公司在 工业以太网领域有着非常丰富的经验和领先的解决方案。其中simatic net 工业以太网基于经过现场验证的技术,符合ieee802.3 标准并提供10mbit/s 以及100mbit/s 快速以太网技术。经过多年的实践,simatic net 工业以太网的应用已多于400000 个节点,偏布世界各地,用于严酷的工业环境,并包括有高强度
1.S I M O T I O N工业以太网网络介质西门子工业以太网网络通常使用的物理传输介质为屏蔽双绞线(FCTP)、工业屏蔽双绞线(ITP)和光纤。 1.1屏蔽双绞线(FastConnectionTwistPair) FCTP快速连接双绞线用于将DTE快速连接到工业以太网上,配合西门子FCTPRJ45接头使用,连接方式如图1所示: 图1:FCTP电缆与TPRJ45接头 将双绞线按照TPRJ45接头标示的颜色插入连接孔中,快捷、方便地将DTE设备连接到工业以太网上。使用FC双绞线从DTE到交换机最长通信距离为100米(DTE到DTE)。也可以使用普通RJ45接头,为了保证数据传输的可靠性,在无干扰情况下最长通信距离为5米。 RJ-45连接有两种连接方式,交叉连接(如图2所示)和直通连接(如图3所示)。交叉连接用于网卡之间的连接或集线器之间的连接;直通线用于网卡与集线器之间或网卡与交换机之间的连接。Siemens交换机由于采用了自适应技术,可以自动检测线序,故通过交换机可以选择任意一种电缆进行连接。 图2交叉线连接
图3直通线连接 SIMOTION带有RJ45接头,建议使用西门子FCTP和FCTPRJ45接头。 1.2工业屏蔽双绞线(IndustrialTwistedPair) 屏蔽双绞线如图4所示,它有白/蓝和白/橙两对双绞屏蔽线。外部包有屏蔽层和绝缘层,用于连接有ITP 端口的以太网设备。通过ITP电缆连接的两个设备的最远距离为100米。 图4ITP电缆结构图 连接ITP电缆的连接头有两种,即9针或15针的Sub-D接头,如图所示5、6:
????? 图5Sub-D9针接头????????????????????????????????????????????????图6Sub-D15针接头 使用Sub-D接头进行连接的网络连接牢固,不易松动。其连线方法及9/15接头的转换可以查阅西门子手册。同样ITP电缆也会有交叉连接的情况,可以直接定购ITPXP标准电缆。 SIMOTION只有RJ45以太网接口,通常不使用工业双绞线ITP。 1.3光纤 按光在光纤中的传输模式不同,光纤可分为单模光纤和多模光纤。 多模光纤:中心玻璃芯较粗(50或62.5μm),可传多种模式的光。但其模间色散较大,这就限制了传输数字信号的频率,而且随距离的增加会更加严重。例如:600MB/KM的光纤在2KM时则只有300MB的带宽了。因此,多模光纤传输的距离就比较近,一般只有几公里。 单模光纤:中心玻璃芯较细(芯径一般为9或10μm),只能传一种模式的光。因此,其模间色散很小,适用于远程通讯,但其色度色散起主要作用,这样单模光纤对光源的谱宽和稳定性有较高的要求,即谱宽要窄,稳定性要好。 光纤技术只允许点对点的连接,即一个发送装置只对应一个接收装置。因而两个站点之间需要有发送和接收两根光纤进行连接。所有SIMATICNET标准的光缆都是两根光纤。光纤的连接头有很多种如图7所示:
西门子PROFINET工业通信指南 作者: (德)Raimond Pigan; Mark Metter 著 汤亚锋译 价格: 49.00 书号: 9787115167347 出版社: 人民邮电出版社 出版日期: 2007 年11月 ---------------------------------------------------------------------------------------------------------------------- 内容简介 本书以西门子SIMATIC产品为基础,系统地阐述了PROFINET的原理和实现方法。本书主要内容包括:从接触器到PROFINET的发展过程;以太网的基本原理和协议,实时通信的实现,PROFINET IO的概念以及组态、诊断的方法,基于组件的自动化PROFINET CBA,SIMATIC S7的PROFINET用户程序接口,PROFINET设备以及组网的方法,PROFINET网络安全的实现。. 本书适合自动化领域的工程技术人员使用,也可作为高等院校自动化和电气工程等专业师生的参考用书。 ---------------------------------------------------------------------------------------------------------------------- 目录 第1章从接触器到开放标准 1 1.1 SIMATIC的成功史 1 1.2 工业以太网的发展历程 3 1.3 PROFINET 5 1.3.1 PROFINET IO 6 1.3.2 PROFINET CBA 6 1.3.3 实时通信 7 1.3.4 现场总线集成 7 1.3.5 网络安全 7 1.3.6 PROFINET运动控制 8 1.3.7 PROFINET故障安全 8 第2章以太网基础与协议 10 2.1 以太网的基本结构 10 2.2 以太网标准帧 11 2.3 以太网地址或MAC地址 12 2.4 用于以太网的功能 12 2.4.1 自动协商 12 2.4.2 自感应——自动识别数据率 13 2.4.3 MDI/MDI-X自动交叉 13
西门子全集成自动化(TIA )及Profibus 通讯在吉林化纤长丝原液项目中的应用 water 注册: 2006-6-9 13:37:13 可用积分: 801 全部积分: 804 等级:☆☆ 【摘 要 】 SIMATIC PCS7是西门子公司推出的一套满足现场使用要求的现代化DCS 控制系统。本文以吉林化纤长丝原液项目为实例,浅谈关于使用PCS7 V6.0实现全集成自动化的系统配制方案。举例介绍如何将在此项目中应用到的支持Profibus 通讯协议的西门子及第三方设备连接到DCS 系统当中,并使用 PCS7 V6.0对其进行监视和控制。 【 关 键 词 】 全集成自动化 Profibus 通讯 SIMATIC PDM Web Navigator 一、 项目简介 1、 吉林化纤股份公司简介: 吉林化纤集团有限责任公司始建于1960年,是从事化纤生产、商业贸易、建筑安装于一体的大型企业,是中国500强脊梁企业之一。公司主导产品包括粘胶短纤维、粘胶长丝、腈纶纤维、化纤浆粕在内的四大系列180多个品种,总生产能力26.3万吨,其中年产粘胶短纤维5.5万吨,粘胶长丝2.2万吨,腈纶纤维13.6万吨,化纤浆粕5万吨。 2、 工艺简介: 制造粘胶的基本原料是桨粕。浆粕的基本成分是纤维素。纤维素是不溶于水,也不溶于碱溶液的固体物质。要使纤维素变成粘胶,必须先经过浸渍碱化,把纤维素变成碱纤维,再使碱纤维与二硫化碳作用而变成纤维素黄酸钠,纤维素黄酸钠用稀碱溶液溶解,就可以得到粘胶。这就是粘胶制造的基本原理。 为了使产品质量保持均匀、稳定,首先把一定量的不同批号的浆粕混合均匀,这在生产中称为混粕。 将浆粕用20%左右的烧碱溶液浸泡,进行碱化得到的碱纤维,在生产中称为浸渍。然后,放掉多余的碱液,并从碱纤维中压出,生产中称为压榨。 用粉碎设备将块状的碱纤维粉碎成较细小的碱纤维素颗粒,在生产中称为粉碎。 将粉碎成细小、松散颗粒的碱纤维素,在空气中放置,经过一定的时间,使碱纤维素分子发生氧化降解,并降低纤维素的聚合度。这个过程叫做老化,在生产中称为老成。 在老成后的碱纤维素中,加入二硫化碳,进行黄化反应,制成纤维素黄酸钠,在生产中称为黄化。然后加入稀碱溶液和软水,使纤维素黄酸钠溶解而制成粘胶,生产中称为溶解。为了使各批粘胶的质量比较均匀,还要把批次相近的粘胶进行混合,生产中称为混合。 混合后的粘胶要经过过滤和脱泡,以便除去粘胶中未溶解的物质颗粒
西门子TXP 自动化系统 ——AP 介绍 TXP 系统概述 OM650---- 操作与监视系统 ES680 工程系统 DS670 诊断系统 AS620 ---- 自动化系统 SINET H1 通讯系统 AS620 自动化系统概述 1、作用与任务 AS620 系统完成工业过程的自动化任务。AS620 从过程获取测量的数值和状态,进行开环和闭 环控制功能,传递产生的操作变量数值,校正数值及其对过程的命令。其他子系统利用AS620 子系统作为过程的接口。AS620 传递来自OM650 操作员通讯和显示系统的命令至过程,从过程 读出OM650 、ES680 或DS670 系统所需要的信息,并传递这个信息到OM650 。 2、分类AS620B :FUM-B 变型:在一中央结构中,FUM 模件(功能模件)被用于连接过程的探测器和 执行机构。 SIM-B 变型:BIM 模块(信号模块)使分散结构可以配置,用总线连接SIM 模块和中央系统组 件。 AS620F :用于保护和控制任务的故障安全型态。 APF :故障安全自动化处理器 1)FUM-F 用故障安全APF 自动化处理器组态,并与FUM-F 模块有关 2 )SIM-F 用AG-F 可编程序逻辑控制器组态,并与SIM-F 模块有关AG-F :故障安全可 编程序控制器 AS620T 辅助系统 3、AS620 的过程控制系统图现场层:包含探测器和执行机构单个控制:是自动化与过程的接口,FUM 和SIM 模块完成模拟和二进制信号调节并驱动控制器分组控制:自动化处理器组成分组控制。 处理开环控制和保护任务,并形成所有AS620 应用中央组件。