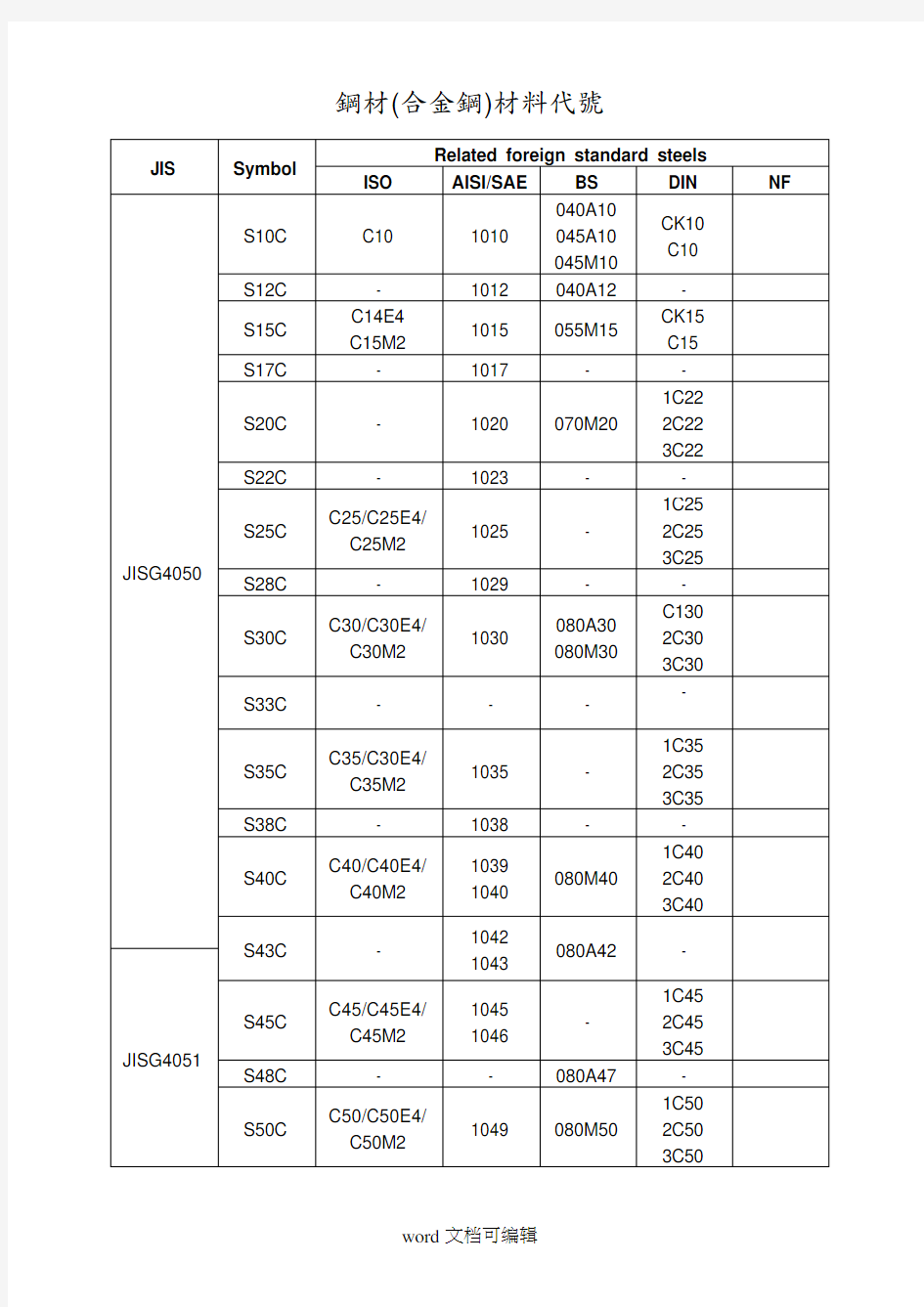

鋼材(合金鋼)材料代號
机械加工中常用材料与表面处理 本人虽是机械专业本科毕业,但是对于机械原理和机械设计的基本知识仅仅是知道点,而机械加工的很多基本知识连知道点都不敢说。其主要原因还是自己上课时没有好好学习,加之在学校的时候用得少,就造成一无所知了。直到工作后,才陆陆续续的画了一些的图纸,但是碰到加工方面的问题总是使自己很窘迫,因为没搞清楚或不知道而做出来废品给企业和社会造成的损失和浪费就更加惭愧了。因此查找了一些互联网上的资料,结合自己少许的经验,归纳了一些常用的机械加工中常用材料和表面处理的基本知识。一是更进一步了解这些知识点的同时加深印象;二是今后方便查看(书本早已卖掉换钱了);三来如有需要者看到了,或者帮到了他们,就甚是欣慰了。 1.材料 材料大类上可以分为金属材料和非金属材料,金属材料一般都是合金,分类和命名也是根据合金中某种成分的含量进行划分的;非金属材料多为塑料,做结构时相对金属用得少,但是某些特殊的地方用起来优点很多。 1.1 钢和铸铁 钢和铸铁可以说都是铁碳合金,以含碳量2.11%为分界。钢又分为碳素钢和合金钢(为了获得某些特殊性能而加入一些合金元素),下面的表是一个关于钢的大概分类 表格1 钢 钢(含碳量 <2.11%) 名称与牌号用途说明 碳素钢(碳钢):含碳量小于2.11%并含有少量硅、锰、硫、磷杂质的铁碳合金含碳量越高,钢的硬度越大,韧性越小碳素结构钢:Q195, Q215,Q235,Q255, Q275,Q345。这些牌号 表示屈服强度 Q235、Q255可用于螺栓、螺 母、拉杆、连杆及建筑、桥梁结 构件; Q275用于强度较高转轴、心轴、 齿轮等; Q345用于船舶、桥梁、车辆、大 型钢结构。 Q235(以前叫A3钢) 属工程用钢,主要用作结 构件,如角钢,槽钢、工 字钢和钢板等,高压输电 线路的杆塔很多都是 Q235镀锌的,而埃菲尔 铁塔是锻铁组成的。 优质碳素结构钢:08、 10、20、35、40、45、 50。这些牌号的表示含碳 量(万分之几) 08钢,含碳量低,塑性好,主要 用于制造冷冲压零件; 10、20钢,常用于制造冲压件和 焊接件; 35、40、45、50钢属中碳钢,经 热处理后可获得良好的综合力学 性能,主要用制造齿轮、套筒、 轴类零件等。 45钢属机械用钢,塑性 较高,强度低,易加工, 一般都是表面处理提高强 度硬度后用作机械零件
钢铁表面主要表面处理标准 GB8923-88 中国国家标准 ISO8501-1:1988 国际标准化组织标准 SIS055900-1967 瑞典标准 SSPC-SP2,3,5,6,7和10 美国钢结构涂装协会表面处理标准 BS4232 英国标准 DIN55928 德国标准 JSRA SPSS 日本造船研究协会标准国标GB8923-88 对除锈等级描述: 喷射或抛射除锈以字母“Sa”表示。本标准订有四个除锈等级: Sa1 轻度的喷射或抛射除锈 钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮,铁锈和油漆涂层等附着物。Sa2 彻底的喷射或抛射除锈 钢材表面应无可见的油脂和污垢,并且氧化皮,铁锈和油漆涂层等附着物已基本清除,其残留物应该是附着牢固的。 Sa2.5 非常彻底的喷射或抛射除锈 钢材表面应无可见的油脂,污垢,氧化皮,铁锈和油漆涂层等附着物,任何残留的痕迹应仅是点状或条纹状的轻微色斑。 Sa3 钢材表面外观洁净的喷射或抛射除锈 钢材表面应无可见的油脂,污垢,氧化皮,铁锈和油漆涂层等附着物,该表面应显示均匀的金属色泽。 手工和动力工具除锈以字母“St”表示。本标准订有二个除锈等级: St2 彻底的手工和动力工具除锈 钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物。 St3 非常彻底的手工和动力工具除锈 钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物。除锈应比St2更为彻底,底材显露部分的表面应具有金属光泽。
我国的除锈标准与相当的国外除锈标准对照表: 注:SSPC中的Sp6比Sa2.5 略为严格,Sp2为人工钢丝刷除锈,Sp3为动力除锈。 表面粗糙度及其评定 喷砂、抛丸、手工和动力除锈,其目的除达到前述一定的表面清洁度外,还会对钢铁表面造成一定的微观不平整度,即表面粗糙度。对于涂漆前钢铁表面的粗糙度通常以一些主要的波峰和波谷间的高度值来表示。钢铁表面粗糙度对漆膜的附着力,防腐蚀性能和保护寿命有很大影响。钢铁表面合适的粗糙度有利于漆膜保护性能的提高,粗糙度太小,不利于漆膜的附着力的提高,粗糙度太大,如漆膜用量一定时,则会造成漆膜厚度分布的不均匀,特别是在波峰处的漆膜厚度不足而低于设计要求,引起早期的锈蚀,此外,粗糙度过大,还常在较深的波谷凹坑内截留住气泡,将成为漆膜起泡的根源。 对于常用涂料,合适的粗糙度范围以39—75um为宜。
代号 工艺规范 HB HRC Z 840~860℃ 空冷≤229—组织均匀化消除应力 T215820~840℃ 水冷200~230—T235550~630℃ 回火220~250—T265820~840℃ 水冷—T265530~570℃ 回火—C42820~840℃ 水冷—C42 350~400℃ 回火—C48820~840℃ 水冷—C48240~280℃ 回火—G42860~900℃高频、水冷—G42340~370℃ 回火—G48860~900℃高频、水冷—G48220~250℃ 回火—G54860~900℃高频水冷—G54100~200℃ 回火—H48860~900℃高频水冷—H48250~300℃ 回火—Y62 950~980℃ 油冷——H62160~180℃ 回火——Y58950~980℃ 油冷——H58200~270℃ 回火—— Th 850~870℃ 保温—Th 720~750℃ 等温炉冷—C48 1030~1050℃ 油冷——C48570~590℃ 回火——Y62980~1030℃ 油冷——H62160~180℃ 回火——Y58980~1030℃ 油冷——H58200~270℃ 回火—— Th 700~790℃ 保温—Th 680~700℃等温炉冷—冷处理在淬火后 1小时内冷却到70℃——提高硬度(HRC+1)稳定尺寸C56 840~860℃ 油冷 — 常 用 金 属 材 料 热 处 理 提高硬度和耐磨性 表面耐磨,芯部韧性好,变形小 表面耐磨,芯部韧性好 降低硬度,细化组织 57~59细化组织,降低硬度热处理目的 钢号 54~59 CrWMn 207~255 Cr12CrMoV 207~255 46~5161~6346~5157~5946~5161~6346~5152~5740~45提高性能,改善组织 45 热 处 理 硬 度250~280 40~45 Cr12
常用合金钢(知识扩展)一.合金钢分类与编号二.低合金结构钢Q345、Q420 三. 机器零件用钢40Cr、65Mn、60Mn2Si、20Cr、20CrMnTi、GCr15 四.合金工具钢9SiCr、CrWMn、W18Cr4V、Cr124Cr5MoSiV 五.特殊性能钢1Cr13、9Cr18、1Cr17、1Cr18Ni9Ti、ZGMn13 合金钢分类 1.按合金元素含量多少分类:按合金元素含量多少分类:按合金元素含量多少分类低合金钢(合金总量低于5 %)中合金钢(合金总量为5 %~10 %)高合金钢(合金总量高于10 %)2.按用途分类:按用途分类:按用途分类合金结构钢低合金结构钢(也称普通低合金钢) 合金渗碳钢、合金调质钢、合金弹簧钢滚珠轴承钢合金工具钢合金刃具钢(含低合金刃具钢、高速钢) 合金模具钢(含冷模具钢、热模具钢) 量具用钢特殊性能钢不锈钢、耐热钢、耐磨钢合金钢编号首部用数字标明碳质量分数: 结构钢以万分之一为单位的数字(两位数), 工具钢和特殊性能钢以千分之一为单位的数字(一位数)来表示碳质量分数,而工具钢的碳质量分数超过1%时,碳质量分数不标出。在表明碳质量分数数字之后,用元素的化学符号表明钢中主要合金元素,质量分数由其后面的数字标明:平均质量分数少于 1.5%时不标数, 平均质量分数为 1.5%~2.49%、 2.5%~3.49%……时,相应地标以2、3……。专用钢用其用途的汉语拼音字首来标明. 如GCr15表示碳质量分数约1.0%、铬质量分数约 1.5%(特例)的滚珠轴承钢. Y40Mn,表示碳质量分数为0.4%、锰质量分数少于 1.5%的易切削钢. 普通低合金钢Q345 用途主要用于制造桥梁,船舶,车辆,锅炉,压力容器,输油输气管道,大型钢结构等.在热轧空冷状态下使用,组织为细晶粒的F+P,不再热处理. 化学成分wt% C Mn Si V Nb Ti 0.015 0.18 ~ 1.0 ~0.55 0.02 0.20 1.6 ~0.15 ~0.06 厚度mm <16 16~35 35~50 σs MPa ≥345 ≥325 ≥295 σb MPa 470~630 0.02 ~0.2 机械性能δ5 % Akv(20℃) J 34 21~22 GB/T1591-1994 Q345包括旧钢号12MnV ,14MnNb ,16Mn ,18Nb ,16MnCu Q420 普通低合金钢在正火状态下使用,组织为F+S 化学成分wt% V Nb Ti 0.02 ~0.2 0.015 ~0.06 0.02 ~0.2 δ5 % C ≤0.20 厚度mm <16 Mn Si Cr ≤0.40 Ni ≤0.70 1.0 ~0.55 1.7 34 18~19 16~35 GB/T1591-1994 ≥380 35~50 Q345包括旧钢号15MnVN ,14MnVTiRE 机械性能σs MPa σb MPa ≥420 520~680 ≥400 Akv(20℃) J 合金调质钢(低淬透性) 40Cr 热处理毛坯尺寸<25mm 用途:用于制造汽车、拖拉机、机床和其它机器上的各种重要零件,如机床齿轮、主轴、汽车发动机曲轴、连杆、螺栓、进气阀主要化学成分wt% C Mn Si Cr Mo 机械性能(≥)退火态H B 淬火℃回火℃σb σs δ5 ψ Akv % % J MP MP a a 0.37 0.5 0.17 0.8 0.07 850 520 980 785 9 45 47 2 0 油水~~~~~0.44 0.8 0.37 1.1 0.12 7 油(GB/T3077-1999)合金弹簧钢钢号C 65Mn 60Mn2Si 主要成分w % Mn Si Cr 热处理淬火℃回火℃机械性能σs MPa σb MPa δ10 ψ % % 65Mn 0.62 ~0.70 60Si2 0.56 Mn ~0.64 0.90 ~1.20 0.60 ~0.90 0.17 ~0.37 1.50 ~2.00 ≤ 830 540 0.25 油800 1000 8 30 ≤ 870 480 1200 1300 5 0.35 油GB/T1222-1985 25 65Mn 60Mn2Si钢应用举例:截面≤25mm的弹簧,例如车箱缓冲卷簧合金渗碳钢(低淬透性合金渗碳钢低淬透性) 20Cr 低淬透性用途:可制造汽车、拖拉机中的变速齿轮,内燃机上的凸轮轴、活塞销等机器零件.能同时承受强烈的摩擦磨损,较大的交变载荷,特别是冲击载荷机械性能(≥)主要化学成分wt% 热处理℃C Mn Si Cr 渗预淬回σb σs δ ψ Akv 5 碳备火火MP M J % % a P 处 a 理0.17 0.5 0.20 0.7 9 ~~~~3 0.24 0.8 0.40 1.0 0 8 8 0 水油780 2 0 ~820 0 水, 油8 3 5 5 4 0 毛坯尺寸m m 10 4 47 <0 1 5 GB/T3077-1999 合金渗碳钢(中淬透性合金渗碳钢中淬透性) 中淬透性20CrMnTi 主要化学成分wt% C Mn Si Cr Ti 毛渗预淬回σb σs δ ψ Ak 坯尺v 碳备火火MP MP % % 2 0 寸处℃m a a 理J m 9 3 0 8 8 0 油7 2 7 0 0 0 油1 85 1 4 55 < 0 0 0 5 15 8 GB/T3077-1999 0 热处理℃机械性能(≥)0.17 0.80 0.1 1.0 7~~~~0.23 1.10 0.3 1.3 7 0.04 ~0.10 滚珠轴承钢GCr15 用途:制造滚动轴承的滚动体(滚珠、滚柱、滚针),内外套圈等. 或制造精密量具、冷冲模、机床丝杠等耐磨件. 淬回
https://www.doczj.com/doc/f318007344.html,/hjcl/cl_tg1.htm 使用说明简明表低合金结构钢焊 说明: 低合金结构钢焊条指抗拉强度级以上,用作结构焊接的低合金高强度钢焊条。 选用焊条通常根据钢材化学成分、力学性能、抗裂性能等方面的要求,同时对焊接结构形状、工作条件、受力情况等进行全面考虑,必要时采取一定的工艺措施,保证焊接质量。 1、一般根据钢材强度等级来选相应的焊条,同时考虑焊接结构尺寸、形状、坡口、工作条件、受力情况、综合分析选用需要的焊条和工艺措施。 2、对焊缝冷却速度快,使强度增高,焊缝易产生裂纹的情况,可选用比母材强度低一级的焊条。 3、遇厚板多层焊或焊后正火处理等情况,须防止焊缝强度过低现象出现。 4、对同一强度等级的酸性焊条或碱性焊条的选用,主要考虑工件结构形状、钢板厚度、工作条件等,一般要求塑性好、冲击韧性高、抗裂能力强,要选用碱性(低氢)焊条。 5、对于碳钢与低合金钢或低合金钢与低合金钢之间的异种钢焊接,一般选用与强度等级较低的钢材相对应的焊条。 6、对中碳钢的焊接,由于钢材含碳量较高,增大了焊接裂纹倾向,可选用低氢焊条。并采取预热和缓冷措施。 7、铸钢的焊接,铸钢含碳量很高,且厚度大,形状复杂,极易产生焊接裂纹,当铸钢中合金元素含量较多时更为突出,一般选用低氢焊条,一定采取预热 J506R J507R J506RH J507RH J507Ni J507FeNi J507NiTiB J507NiTiAl J555J556 J556RH J557 J606J606RH J607J607RH J707J707Ni J707RH J757 J757Ni J807 J857J857Cr J907Cr J107 J107Cr
钢管牌号材料对照 中国GB 日本JIS 美国ASTM 德国 钢种 牌号 牌号 标准号钢号 钢号 材料号 标准号 (Q235) GGP STPY41 G3452G3457 (A53钢种 F) A283-D (St33) 1.0033 DIN1626 STPG38 G3454A135-A A53-A (St37) 1.0110 DIN1626 STPG38 G3456A106-A St37-2 1.0112 DIN17175 STS38 G3455 St35.8 St35.4 1.0305 1.0309 DIN1629/4 STB30 G3461 A179-C A214-C St35.8 1.0305 DIN17175 STB33 G3461A192 A226 St35.8 1.0305 DIN17175 10 STB35 G3461 St35.8 1.0305 DIN17175 STPG42 G3454A315-B A53-B (St42) St42-2 1.0130 1.0132 DIN1626 STPT42 G3456A106-B St45-8 1.0405 DIN17175 STB42 G3461A106-B St45-8 1.0405 DIN17175 碳素 钢管 20 STS42 G3455 A178-C A210-A-1 St45-4 1.0309 DIN1629/4 16Mn STS49 STPT49 G3455G3456A210-C St52.4 St52 1.0832 1.0831 DIN1629/4 DIN1629/3 低合金 钢管 15MnV STBL39 G3464 16Mn STPL39 G3460A333-1.6 15MnV STBL39 G3464A334-1.6 TT St35N 1.0356 SEW680 09Mn2V A333-7.9 A334-7.9 TT St35N 1.0356 SEW680 (06A1NbCuN) STPL46 STBL G3460G3464A333-3.4 A334-3.4 10Ni14 1.5637 SEW680 低温 钢管 (20Mn23A1) A333-8 A334-8 X8Ni9 1.5662 SEW680 16Mo STPA12 STBA12、13 G3458 G3462 A335-P1、A369-FP1A250-T1、A209-T1 15Mo3 1.5414 DIN17175 12CrMo STBA20 G3462 A335-P2、A369-FP2 A213-T2 15CrMo STPA22 STBA22 G3458G3462 A335-P12、A369-FP12A213-T12 13CrMo44 1.7335 DIN17175 耐热 钢管 12Cr1MoV STPA23 G3458 A335-P11、A369-FP12
金属表面处理工艺有哪些_常见金属表面处理方法有哪些 金属表面在各种热处理、机械加工、运输的过程中,不可避免地会产生腐蚀、随着油污和杂质等,产生氧化现象,这就需要进行表面处理。 金属表面处理有很多种,按照其特性的不同可分为溶剂清洗、机械处理和化学处理三大类。根据不同氧化程度的金属表面,应采用不同的处理方式。如对于较薄的氧化层可采用溶剂清洗、机械处理和化学处理,或者直接采用化学处理,对于严重氧化的金属表面,由于氧化层较厚,如果直接采用溶剂清洗和化学处理,不但处理不彻底,还会浪费大量的清洗剂和化学剂,最好先采用机械处理。 溶剂清洗是对使用溶剂对金属表面进行清洗的一种处理方法,该方法可以有效去除工件表面的油污、杂质和氧化层,使工件表面获得清洁。经溶剂清洗后的金属表面具有高度活性,更容易受到灰尘、湿气的污染,所以处理后的工件还要进行喷涂、喷涂等表面处理,提高工件的抗腐蚀能力。 金属的表面处理有哪些? 不锈钢:电镀、抛光、拉丝、电泳、PVD、蚀刻、彩色钝化 铝合金:阳极氧化、电镀、蚀刻 镁合金:电镀、钝化皮膜 钛合金:电镀、阳极氧化 锌合金:电镀、钝化 铸铝:电镀、阳极氧化 钢铁:钝化、磷化 电镀 镀层金属或其他不溶性材料做阳极,待镀的工件做阴极,镀层金属的阳离子在待镀工件表面被还原形成镀层。为排除其它阳离子的干扰,且使镀层均匀、牢固,需用含镀层金属阳离子的溶液做电镀液,以保持镀层金属阳离子的浓度不变。电镀的目的是在基材上镀上金属镀层,改变基材表面性质或尺寸。电镀能增强金属的抗腐蚀性(镀层金属多采用耐腐蚀的金属)、增加硬度、防止磨耗、提高导电性、润滑性、耐热性、和表面美观。 电泳 电泳是电泳涂料在阴阳两极,施加于电压作用下,带电荷涂料离子移动到阴极,并与阴极表面所产生之碱性作用形成不溶解物,沉积于工件表面。 电泳表面处理工艺的特点: 电泳漆膜具有涂层丰满、均匀、平整、光滑的优点,电泳漆膜的硬度、附着力、耐腐、冲击性能、渗透性能明显优于其它涂装工艺。电泳工艺优于其他涂装工艺。 镀锌 镀锌是指在金属、合金或者其它材料的表面镀一层锌以起美观、防锈等作用的表面处理技术。现在主要采用的方法是热镀锌。 电镀与电泳的区别 电镀就是利用电解原理在某些金属表面上镀上一薄层其它金属或合金的过程。
材料的表面处理 第一节概述 材料的种类很多,它们的组成、结构、性质及表面状态更是千差万别。由于不同产品对于其表面处理的效果和功能的要求不同,因此,材料表面处理所涉及的技术问题、工艺问题等也是十分广泛的,并与多种学科相关。本章仅从工业设计的特点出发,介绍几种表面处理工艺。 一、表面处理的功效 造型材料的种类很多,其中金属材料、木质材料和塑料则是最为常用的基本设计材料。从工业设计的特点出发,金属材料的强度高,加工性能较好,其加工表面具有金属光泽,表面较平滑;木材质轻,较易加工,其表面具有天然的木质纹理;塑料的来源丰富,品种很多,成型较方便,且价廉,质轻,透明性和着色性较好,是一种新颖的优良材料。这些材料,以及用它们制造成的产品,若不给以一定的表面处理,则在各种使用环境下,材料或制件的表面会受到空气、水分、日光、盐雾、霉菌和其他腐蚀性介质等的侵蚀,由于腐蚀、腐朽和老化作用,会引起材料或制件失光、变色、粉化及开裂等,从而出现破坏的后果。表面处理的功效就在于一方面保护产品,即保护材质本身赋予产品表面的光泽、色彩和肌理等而呈现出的外观美,并提高产品的耐用性,确保产品的安全性,由此有效地利用了材料资源;另一方面是根据设计的意图,给产品表面附加上更丰富的色彩、光泽和肌理等变化,使产品表面更有节奏感。此外,随着表面处理技术的发展,还可实现提高材料表面的硬度,并可赋予材料表面导电、憎水和润滑等特殊功效。 二、表面处理和加饰 从工业设计出发,表面处理的目的首先是美化产品的外观,也即按产品设计的要求调整其表面的色彩、亮度和肌理等。因此,材料本身具有的外观不符合设计要求时,必须采用适当的表面处理方法进行调整,以达到满足产品设计的要求。 三、表面加工 使金属材料加工成平滑、光亮、美观和具有凹凸模样的表面状态的过程称为表面加工,也即使金属材料表面恢复其本身具有的色泽、亮度和表面肌理特征而进行的处理,表面加工作为电镀和涂装的前处理也是重要的。 1.切削 切削是利用刀具对金属表面层进行加工的方法与铸造、锻造、压力加工等相比较,虽有切屑产生和材料废弃,但一般可迅速加工出高精度表面的产品。 2.研磨
合金钢的分类和牌号教学设计说课 哈尔滨市第十八职业中学 李玉玲
《合金钢的分类和牌号》教学设计说课 [课题]合金钢的分类和牌号(中国劳动社会保障出版社金属材料与热处理第四版第7章第2节) [课型]新授课 [教学模式]引导学生自主学习 [教学目标] ·知识目标 掌握合金钢的分类和合金钢的牌号。 ·技能目标 让学生自主或以合作交流的方式,研究合金钢在生产和生活中的应用,培养其自主学习及知识迁移能力,以促进学习者问题解决能力的伸展。·情感目标 激发学生学习金属材料的兴趣;培养学生积极独立思考的意识。 [教学重点] 合金钢的分类和牌号。 [教学方法] 通过任务驱动法来引导学生自主学习。 [教学手段] 讲述、教具、生活中的实例。 [课时安排]
[课前准备] 提前预备一些教具。 [讲授过程] (一)复习: 1、上节课我们学习碳素钢和合金钢,二者有何相同点和不同点。(学生思考并做出回答……) 2、碳素钢的分类方法有哪些?(学生思考并做出回答……) (二)导入:碳素钢的冶炼、加工简单,价格便宜,但有一些重要零件若选用碳素钢,就达不到性能要求。因此,人们在机械制造业中广泛使用合金钢。(明确研究方向,激发探究欲望) (任务一:合金钢按用途分类)结合碳素钢按用途分类用类比的方法或小组讨论完成合金钢的分类。培养学生整理知识的能力。每一种钢的用途不同。 教师提出问题: (1)桥梁上的钢筋使用碳素结构钢好还是使用合金钢结构钢好(扩大学生知识面) (2)碳素工具钢是用来制造刀具、量具、模具。合金工具钢是否也用来制造刀具、量具、模具? (3)特殊性能钢具有某种特殊物理、化学性能的钢。在日常生活中你们接触过特殊性能钢? 通过层层设疑,引领学生不断思考,积极探究,让学生感受知识发生发展的过程,从而培养生学习兴趣,增强学生的探究意识。
工程材料中合金钢汇总 精美排版
————————————————————————————————作者:————————————————————————————————日期: 2
工程材料中合金钢部分总结 机13 白生文2011010462 钢种牌号性能含碳量合金元素及作用热处理工艺最终组织用途 低合金高强度结构钢Q345, Q420 高强度,高韧 性,良好的冷成 型性能和焊接 性能,低的冷脆 性转变温度,良 好的耐蚀性 <0.20% Mn:固溶强化;降低 奥氏体分解温度,细 化F和P;使S点左 移,使P相对增多。 提高强度和韧度。 Nb,Ti,V:形成细的碳 氮化合物,防止奥氏 体长大,细化铁素体; 冷却时弥散析出,弥 散强化。 热轧空冷铁素体和索氏体大型结构,桥梁,船舶,车辆, 锅炉等 合金渗碳钢20CrMnTi 表面渗碳层硬 度较高,心部强 韧性较好,良好 的热处理工艺 性能 0.10%~ 0.25% Cr,Ni,Mn:Cr提 高淬透性,提高表面 渗碳层耐磨性;Ni提 高心部韧性。 Ti,V,W,Mo:形 成稳定碳化物,防止 A长大;提高渗碳层 硬度和耐磨性 渗碳+淬火+ 低温回火 表层:回火马氏体+合金 渗碳体+残余奥氏体 心部:回火马氏体+屈氏 体+少量铁素体 受冲击载荷、交变载荷。如变 速齿轮、内燃机凸轮轴、活塞 销等 合金调45CrNiMo 强韧塑综合性0.25%~ Cr,Ni,Mn,Si,B:提高淬火+高温回回火索氏体汽车、拖拉机、机床上的受力 3
质钢能较好0.50% 淬透性 W,Mo:防止二类回 火脆性(油冷回火) 火较复杂的齿轮、轴、连杆等 非调制机械结构钢F45MnVS 替代调质钢,减 少工艺难度 0.32~0.5 2,0.09~0 .16 V细化晶粒,弥散强 化;Mn细化P,使P 增加;B得粒状T 热轧空冷(正 火) 索氏体+铁素体注:微合金化,控制轧制,控 制冷却 钢种牌号性能含碳量合金元素及作用热处理工艺最终组织用途 合金弹簧钢60Si2Mn 高的弹性极限, 高的屈强比; 高的疲劳强度; 足够的塑韧性。 中高碳 0.50%~ 0.70% Si,Mn:提高淬透性 和屈强比 Cr,W,V:不宜过 热,不易脱碳,冲击 强度和高温强度提 高。 1、热成形: 淬火+中温回 火(喷丸强 化) 2、冷成性 (具体见书) 回火屈氏体弹簧,弹性元件 滚珠轴承钢GCr15 高接触疲劳强 度;高硬度和耐 磨性;足够的韧 性和淬透性 高碳 0.95%~ 1.10% Cr:提高淬透性和耐 磨性,提高接触疲劳 强度 Si,Mn:提高淬透性 V:形成碳化物,防止 过热(A长大) 球化退火+淬 火+低温回火 冷处理: -60~-80度。 时效处理: 120~130度 回火马氏体+粒状碳化 物+残余奥氏体 注:严格控制夹杂物, 解除疲劳起源于夹杂物 滚珠、轴承、滚针、内外套圆、 精密量具、丝杠、冷冲模 低合金刃具钢9SiCr CrWMn 高硬度和耐磨 性; 足够的韧性和 塑性; 高碳 0.9%~ 1.1% Cr,Mn,Si提高淬 透性;Si提高回火稳 定性;W,V提高硬 度和耐磨性,细化晶 粒,防止过热 球化退火+淬 火+低温回火 回火马氏体+碳化物+少 量残余奥氏体 低速刃具,丝锥、板牙、量块 等 高速钢W18Cr4V 高热硬性; 高硬度和耐磨高碳 0.7%~ Cr提高淬透性,提高 抗氧化抗脱碳能力; 球化退火: 870~880 回火马氏体+碳化物+少 量残余奥氏体 各种刀具,高速切割的刀具 4
结构钢(低合金高强度结构钢、渗碳钢、调质钢、弹簧钢、滚动轴承钢、高锰耐磨钢) 一、低合金高强度结构钢 1、性能要求⑴高强度及足够韧性。⑵良好的焊接性能。⑶良好的耐蚀性及低的韧脆转变温度。 2、成分特点(1)低碳:≤0.2%C. ⑵合金元素:主要是Mn,还有少量V、Ti、Nb等。① Mn的作用是强化铁素体;增加珠光体的量。 ② V、Ti、Nb等起细化晶粒和弥散强化作用。③另外加Cu、P可提高耐蚀性;加RE可提高韧性、疲劳极限,降低冷脆转变温度。 3、热处理:大多数热轧空冷后使用。少数可用正火+高温回火处理。 4、使用状态下组织:F+P 5、用途: Q345钢(16Mn)综合性能好,用于船舶、桥梁、车辆等大型钢结构。 Q390钢含V、Ti、Nb,强度高,用于中等压力的压力容器。 Q460钢含Mo、B,正火组织为贝氏体,强度高,用于石化中温高压容器 二、渗碳钢 1、性能要求⑴表面具有高硬度、高耐磨性,心部具有足够的韧性和强度,即表硬里韧。⑵良好的热处理性能,如淬透性和渗碳能力。 2、成分特点(1)低碳:0.1~0.25%C ⑵合金元素作用①提高淬透性:Cr、Mn、Ni、B ②强化铁素体:Cr、Mn、Ni③细化晶粒 W、Mo、Ti、V 3、热处理特点渗碳件的加工工艺路线为:下料→锻造→正火→机加工→渗碳→淬火+低温回火;正火目的为调整硬度,便于切削加工;淬 火温度一般为Ac1+30-50℃。 4、使用状态下组织心部:M回+F 表层:M回+颗粒状碳化物+A’(少量); 5、常用钢号及用途低淬透性钢:20、20Cr 用于受力小的耐磨件,如柴油机的活塞销、凸轮轴等。中淬透性钢:20CrMnTi。用于中等 载荷的耐磨件,如变速箱齿轮。高淬透性钢:18Cr2Ni4WA.用于大载荷的耐磨件,如柴油机曲轴。 三、调质钢 1、性能要求⑴良好的综合力学性能. ⑵良好的淬透性。 2、成分特点⑴中碳:0.3~0.5%C ⑵合金元素作用:①提高淬透性: Mn、Si、Cr、Ni、B②强化铁素体: Mn、Si、Cr、Ni③细化晶粒: Ti、V④防止第二类回火脆性: W、Mo 3、热处理及组织特点调质件的加工工艺路线为:下料→锻造→退火→粗加工→调质→精加工→(表面淬火+低温回火)→装配;调质目的: 获得良好综合力学性能①为表面淬火作组织准备;②获得最终心部组织.表面: M回;心部:S回使用状态下的组织为:S回,为提高表面耐磨性,调质后可进行表面淬火或氮化。 4、常用钢号及用途①低淬透性钢:D0油<30~40mm, 常用 4 5、40Cr, 用于制造较小的齿轮、轴、螺栓等。②中淬透性钢: D0油≈40~60mm, 常用40CrNi,用于制造大中型零件。③高淬透性钢:D0油>60mm, 常用40CrNiMo, 用于制造大截面重载荷零件,如曲轴等。 四、弹簧钢 1、性能要求:弹簧是利用弹性变形储存能量或缓和冲击的零件。⑴高屈服强度(σs),σs/σb;高的σ-1;足够的韧性⑵高的淬透性。 2、成分特点⑴中高碳:碳素弹簧钢为0.6~0.9%C,合金弹簧钢为0.45~0.7%C ⑵合金元素作用:①提高淬透性、强化铁素体:Mn、Si、 Cr②提高σs/σb:Si③细化晶粒:V 3、热处理及组织特点⑴冷成型弹簧:冷拔→冷成型→定型处理(250~300℃)。用于<φ10mm弹簧。⑵热成型弹簧:热成型→淬火+中温 回火使用状态下的组织:T回用于大截面弹簧(>φ10mm) 4、常用钢号及用途(1Si、Mn弹簧钢,如65Mn、60Si2Mn,用于制造较大截面弹簧。(2Cr、V弹簧钢,如50CrV,用于大截面、大载荷、 耐热的弹簧。 五、滚动轴承钢 1、性能要求⑴高而均匀的硬度和耐磨性。⑵高的R m和接触疲劳强度。⑶足够的韧性、淬透性和耐蚀性. 2、成分特点⑴高碳:0.95~1.10%C ⑵合金元素:以Cr为主,加入Mn、Si。 Cr、Mn、Si的主要作用是提高淬透性,Cr还提高耐磨性(形 成合金渗碳体)和耐蚀性。当>1.65%Cr时,会因A’增加而使硬度和稳定性下降。 3、热处理和组织特点滚动轴承钢是过共析钢。⑴热处理:球化退火+淬火+低温回火⑵组织: M回+颗粒状碳化物+A’(少量) 淬火后 进行冷处理(-60 ~ -80℃), 可以减少A’、稳定尺寸. 4、常用钢号及用途应用最广的是GCr15,大量用于大中型轴承;大型轴承用GCr15SiMn。这类钢还可用于制造模具、量具等. 六、高锰耐磨钢(是指在冲击载荷作用下发生冲击硬化的高锰钢,只有ZGMn13一个钢号) 1、成分特点⑴高碳:1.0~1.3%C 以保持高耐磨性。⑵高锰:11~14%Mn 以保证形成奥氏体组织. 2、热处理及组织(1铸态组织为奥氏体+碳化物, 性能硬而脆.(2热处理采用水韧处理。即将钢加热到1100℃,使碳化物溶入奥氏体,并进 行水淬。(3室温组织为过饱和单相奥氏体。 3、使用及用途(1水韧处理后,韧性高,硬度低.使用时必须伴随着压力和冲击作用。(2在压力及冲击作用下,表面奥氏体迅速加工硬化, 形成马氏体并析出碳化物,使表面硬度提高到HB500~550,获得高耐磨性。而心部仍为奥氏体组织,具有高耐冲击能力。(3高锰钢广泛用于既要求耐磨又要求耐冲击的零件。如拖拉机的履带板、球磨机衬板、破碎机牙板、挖掘机铲齿和铁路辙岔等. 合金工具钢(按用途分为:刃具钢、模具钢、量具钢) 一、刃具钢:用来制造各种切削刀具的钢种。 ㈠性能要求1、高硬度 (≥HRC60),主要取决于含碳量。 2、高耐磨性靠高硬度和析出细小均匀硬碳化物来达到。3、高热硬性即高温下保持高硬度的能力。4、足够的韧性以防止脆断和崩刃。 ㈡低合金工具钢由碳素工具钢基础上加入少量合金元素(≤3~5)形成。
机械加工常见表面处理的种类基本原理和用途 表面处理工艺:静电喷涂、烤漆、镀锌、镀铬、镀镍、镀钛、镀金、镀银、铝阳极、浸渗、喷油、喷砂、DLC处理、铁氟龙处理、染黑、冷电镀 静电喷涂:静电喷涂是利用高压静电电场使带负电的涂料微粒沿着电场相反的方向定向运动,并将涂料微粒吸附在工件表面的一种喷涂方法。静电喷涂设备由喷枪、喷杯以及静电喷涂高压电源等组成。 静电喷涂的作用 1、一次涂装可以得到较厚的涂层,例如涂覆100~300μm的涂层,用一般普通的溶剂涂料,约需涂覆4~6次,而用粉末涂料则一次就可以达到该厚度。涂层的耐腐性能很好。 2、粉末涂料不含溶剂,无三废公害,改善了劳动卫生条件。 3、采用粉末静电喷涂等新工艺,效率高,适用于自动流水线涂装,粉末利用率高,可回收使用。 4、除热固性的环氧、聚酯、丙烯酸外,尚有大量的热塑性耐脂可作为粉末涂料,如聚乙烯、聚丙烯、聚苯乙烯、氟化聚醚、尼龙、聚碳酸脂以及各类含氟树脂等。 粉末涂料开始用于防护和电气缘方面,随着科技的发展,目前已广泛使用于汽车工业、电气绝缘、耐腐蚀化学泵、阀门、汽缸、管道、屋外钢制构件、钢制家具、铸件等表面的涂装。我国自六十年代开始粉末涂装的实验研究,并在生产上得到应用。发展到目前已广泛得到使用。 烤漆:在基材上打上底漆、面漆,每上一遍漆,都送入无尘衡温烤房,烘烤。 镀锌:是指在金属、合金或者其它材料的表面镀一层锌以起美观、防锈等作用的表面处理技术。颜色有很多种,一般常见的有蓝白色、银白色等。 镀铬:在金属制品表面镀上一层致密的氧化铬薄膜,可以使得金属制品更加坚固耐用。镀铬有两种的,一种是装饰铬,一种是硬铬。镀硬铬一般采用比较多的是常在高温条件下使用的机械,如:模具等,镀装饰铬顾名思义,主要目的就是为了表面光亮、外形美观、防锈等等。
astm钢管标准 更多钢管知识:https://www.doczj.com/doc/f318007344.html, A34/A34M-96 磁性材料的抽样和采购试验的标准惯例 A340-99a 有关磁性试验用符号和定义的术语 A341/A341M-00 用直流磁导计和冲击试验法测定材料的直流磁性能的试验方法 A342/A342M-99 磁铁材料导磁率的试验方法 A343-97 在电力频率下用瓦特计-安培计-伏特计法(100-1000赫兹)和25 厘米艾普斯亭(EPSTEIN) 机架测定材料的交流电磁性能的试验方法 A345-98 磁设备用平轧电炉钢 A348/A348M-00 用瓦特计--安培计--伏特计法(100-10000赫兹)和25厘米艾普斯亭框测定材料的交流磁性能的试验方法 A350/A350M-00c 要求进行缺口韧性试验的管道部件用碳素钢与低合金钢锻件技术规范 A351/A351M-00 容压零件用奥氏体及奥氏体铁素体铸铁的技术规范 A352/A352M-93(1998) 低温受压零件用铁素体和马氏体钢铸件规格 A353/A353M-93(1999) 压力容器用经二次正火及回火处理的含9%镍的合金钢板 A354-01 淬火与回火合金钢螺栓,双头螺栓及其他外螺纹紧固件规格 A355-89(2000) 渗氮用合金钢棒 A356/A356M-98e1 蒸汽轮机用厚壁碳素钢、低合金钢和不锈钢铸件 A358/A358M-01 高温用电熔焊奥氏体铬镍合金钢管 A36/A36M-00a 碳素结构钢技术规范 A363-98 地面架空线用镀锌钢丝绳 A367-60(1999) 铸铁的激冷试验方法 A368-95a(2000) 不锈钢和耐热钢丝绳的标准 A369/A369M-01 高温用锻制和镗孔碳素钢管和铁素体合金钢管 A370-97a 钢制品机械测试的标准试验方法和定义 A372/A372M-99 薄壁压力容器用碳素钢及合金钢锻件 A376/A376M-01 高温中心站用无缝奥氏钢管 A377-99 球墨铸铁压力管规范索引 A380-99e1 不锈钢零件、设备和系统的清洗和除垢 A381-96 高压输送用金属弧焊钢管 A384-76(1996) 防止钢组件热浸镀锌时翘曲和扭曲用安全保护 A385-00 提供高质量镀锌覆层(热浸) A3-01 低、中、高碳素钢鱼尾(连接)板 A387/A387M-99e1 压力容器用铬钼合金钢板 A388/A388M-95(2000)e1 重型钢锻件超声波检测 A389/A389M-93(1998) 适合高温受压部件用经特殊热处理的合金钢铸件规格 A390-95(2001) 饲养家禽用镀锌钢丝栏栅网(六角形和直线形) A391/A391M-98 80号合金钢链条 A392-96 镀锌钢丝链环栏栅网 A394-00 传动塔架用镀锌和裸露钢螺栓 A395/A395M-99 高温用铁素体球墨铸铁受压铸件 A400-69(2000) 钢棒的成分及机械性能选择指南 A401/A401M-98 铬硅合金钢丝
合金结构钢牌号对照 Alloy Steel Material Comparision 中国 美国 德国 日本 法国 英国 GB1591 GB/T1591 ASTM DIN JIS NF BS 09MnV 09MnNb 09Mn2 12Mn Q295 13Mn6 12MF4 18Nb 09MnCuPTi 10MnSiCu Q345 12MnV 14MnNb 16Mn SA299Gr.1、Gr.2A SA455Ty.1、Ty.2 SA414Gr.G 17Mn4 19Mn5 19Mn6 SPV32 A52C1 A52C2 A52CR1 A52CR2 1633GR.L 16MnRE 10MnPNbRE Q345 15MnV A255Gr.A A255Gr.B 15MnV 15MnTi 16MnNb Q390 14MnVTiRE Q420 中国 美国 德国 日本 法国 英国 国际 GB3077 AISI DIN JIS NF BS ISO 20Mn2 1320 1221 20Mn5 SMn21 20M5 150M19 30Mn2 1330 30Mn5 SMn24 32M5 150M28 35Mn2 1335 36Mn5 SMn1 35M5 150M36 40Mn2 1340 1341 SMn2 40M5 45Mn2 1345 46Mn7 SMn3 45M5 50Mn2 1052 50Mn7 55M5 20MnV 20MnV6 30Mn2MoW 27SiMn 27MnSi5 35SiMn 37MnSi5 38MS5 42SiMn 38MnSi4 46MnSi4 38MS5 20SiMn2MoV 25SiMn2MoV 37SiMn2MoV 40B 14B35 35B2 45B 50B46H 45B2 50B 14B50 I A N J I N P R O F O U N D M E T A L M A T E R I A L C O .,L T D .
金属件常用表面处理方法 自行车常用的表面处理方式分类 1.涂装,包含电泳涂装、静电涂装、手工涂装、静电粉末涂装及流化床粉末涂装等; 2.电镀,常用的有普通镀锌(台资企业叫UCP,有蓝锌与白锌)、彩色镀锌、镀铬(又叫CP,有亮面与雾面之分); 3. 化学镀,主要用于塑料件,先在工件表面化学镀一层铜或镍,然后再进行后续的电镀,最后一层大多为镀铬; 4. 阳极氧化、电解着色或染色,主要是针对有色金属之铝合金,以及现在新兴起的镁合金,处理后表面形成一层致密的氧化膜,可以是金属本色,也可以染成不同的颜色,由于具有坚硬耐磨,耐腐蚀性优良的特点,一般外边不在涂装油漆或粉末; 5. 抛光、磨花、拉丝,也是针对铝合金的一种处理方式,通过机械(手工或震动抛光)或化学的(三酸或两酸化学抛光或电化学抛光)处理方式,使得铝合金表面微观变得平整,达到不同级别的平滑光亮效果,然后喷透明漆,或继续在抛光的工件表面磨花或拉丝等处理后改变外观效果再进行涂装; 6. 防锈磷化与发黑处理,不具有装饰性,目的就是为了提高工件的防锈性能,主要用在花鼓、轴承的处理; 7. 达克罗处理,又叫达克锈处理或锌铬膜,即片状锌基铬盐防护涂层,是国际上金属表面处理的一种高新技术,一种防锈性能很好的涂装方式,达克罗不用电沉积方法而将工件直接浸入达克罗处理液中,或用刷涂、静电喷涂法使处理液粘附于工件表面,然后经烧结而成的含锌、铝及铬元素的无机转化膜。主要用在小零件的防锈处理上,如螺丝螺帽等,也可应用在链条、支撑、泥除脚、车首竖杆、货架、停车架 ED电著处理意思金属表面电着色 一般来说,电镀的成膜物质是金属,电泳的成膜物质是树脂. 非金属(如塑料)可以电泳,但要求先电镀,再电泳,因为塑料的耐温较低,对电泳漆的选择就要多注意了 BED电泳, -----电泳的成膜物质是树脂
美国钢管ASTM标准技术标准大全 序号品种标准号标题 1 ASTM ASTM A 268/A268M-2003 通用无缝和焊接铁素体与马氏体不锈钢管标推规范 2 ASTM ASTM A 269a—2002 普通设备用无缝和焊接奥氏体不锈钢管标准规范 3 ASTM ASTM A 270a—2003 卫生设施用无缝和焊接奥氏体不锈钢管的标准规范 4 ASTM ASTM A 312/A312M—2003 无缝和焊接奥氏体不锈钢管用标准规范 5 ASTM ASTM A 632—2001 通用无缝和焊接奥氏体不锈钢管(小直径)标准规范 6 ASTM ASTM A 733—2001 焊接及无缝碳素钢和奥氏体不锈钢管接头标准规范 7 ASTM ASTM A 771/A771M—1995 液态金属冷却反应堆堆芯部件用奥氏体和马氏体无缝不锈钢管的标准规范 8 ASTM ASTM A 778—2001 焊接未退火的奥氏体不锈钢管形制品标准规范 9 ASTM ASTM A 790/A790Ma一2002 无缝与焊接铁素体/奥氏体不锈钢管标准规范 10 ASTM ASTM A 813/A813M—2001 单或双焊接奥氏体不锈钢管标准规范 11 ASTM ASTM A 814/A814M—2001 冷加工焊接奥氏体不锈钢管标准规范 12 ASTM ASTM A 815/A815Ma—2001 锻制铁素体、铁素体/奥氏体和马氏体不锈钢管配件标准规范 13 ASTM ASTM A 872A872M—2002 腐蚀环境用离心铸造铁素体/奥氏体不锈钢管标准规范 14 ASTM ASTM A 928/A928M—2000 铁素体/奥氏体(二联)不锈钢管加填料金属焊接的标准规范 15 ASTM ASTM A 943/A943M—2001 喷模制无缝奥氏体不锈钢管的标准规范 16 ASTM ASTM A 949/A949M—2001 喷模制无缝铁素体/奥氏体不锈钢管标准规范 17 ASTM ASTM A 999/A999M—2001 合金钢及不锈钢管一般要求的标准规范 18 ASTM ASTM A 1016/A1016Ma—2002 铁素体合金钢管、奥氏体合金钢管和不锈钢管一般要求的标准规范 19 ASTM ANSI/ASTM A 53M-2002 黑色和热浸镀锌焊接及无缝钢管的标准规范 20 ASTM ANSI/ASTM106A-2002 高温设备用无缝碳素钢管的标准规范 21 ASTM ASTM A134-1996 电熔(电弧)焊钢管(NPS为16英寸和16英寸以上)的标准规范 22 ASTM ASTM A135-2001 电阻焊钢管标准规范 23 ASTM ASTM A139—2000 电熔(电弧)焊钢管(4英寸以上的)标准规范 24 ASTM ASTM A179/A 179M-1990 热交换器和冷凝器用无缝冷拉低碳钢管标准规范 25 ASTM ASTM A209/A 209M-2003 锅炉和过热器用无缝碳钼合金钢管标准规范 26 ASTM ASTM A 214/A214M-1996 热交换器与冷凝器用电阻焊接碳素钢管的标准规范 27 ASTM ASTM A 252-1998 焊接和无缝钢管桩的标准规范 28 ASTM ASTM A 254-1997 铜焊钢管规格的标准规范