
针织物烧毛工艺
武兴军
(泰州市印染机械厂,江苏泰州225315)
摘要:分析与比较圆筒形针织物烧毛机和圆筒平幅针织物烧毛机的设备结构和工艺流程,重点介绍了自行设计的复合形圆筒平幅针织物烧毛工艺的特性。
关键词:烧毛;工艺过程;设备;针织物
中图分类号:TS192.31 文献标识码:B 文章编号:1000-4017(2004)07-0033-02
Singeing process of knitted goods
WU Xing-jun
(Taizhou Printing and Dyeing Machinery Factory,Taizhou225315,China)
Abstract:Equipment tructure and technological proce of ingeing machine for tubular knit fabric and open_width knit fabric are analyzed and compared.The characteri tic of elf_made ingeing machine for tubular and open_width knitgood are depic_ ted in particular.
Key words: ingeing,technological proce ;equipment;knitgood
1 前言
针织物的染整加工可以圆筒或平幅形式进行。由于纺纱及织造时的摩擦,纤维不可能完全捻合到纱线中,在坯布染整加工过程中,会将分纤毛拉出布面,使茸毛增多。这不仅影响针织物的光洁度,还会给后道加工增添很多麻烦,如花衣毛落入染槽沾上辊筒,造成染色不匀;落入印花浆料中,造成拖浆、拖刀、花纹轮廓不清;也会使丝光和轧光光泽不良;如涤棉等化纤织物不去除布面茸毛,还会起毛起球,严重影响外观质量[3]。随着针织物品种及出口量的增加,要生产出符合顾客要求的高档针织印染布,必须先去除布面茸毛,为此研制了以针织物为主的相关烧毛工艺及其设备。
2 针织物烧毛工艺及设备
由于针织物由线圈相互套结组成,织物组织疏松,容易变形和伸长,不能经受较大的张力,因而针织物坯布的烧毛工艺与一般平幅机织物的烧毛工艺有所区别。根据不同的针织物形态,可将针织物烧毛机分为圆筒形针织物烧毛机和圆筒平幅(剖幅)针织物烧毛机。
2.1 圆筒形针织物烧毛
据有关文献报道[4],目前圆筒形针织物烧毛机国内还未见厂家生产,国外以英国的Parex-Mather圆筒针织物烧毛机较先进。其烧毛工艺路线为:圆筒形针
收稿日期:2003-09-01
作者简介:武兴军(1973-),男,江苏泰州人,工程师,主要从事印染机械设备技术开发。织坯布由两组环形导布器平幅进入环形撑架后,进入雪茄形圆筒扩张器将针织物扩张成圆筒形。在扩张器中心位置有6只或8只直线式火口组成的燃烧器,燃烧器燃烧的火焰围成一个圆形火焰区对准筒状针织物进行烧毛。烧毛后针织物通过橡毯扑打的方式灭火,经过刷毛辊刷去烧毛后的尘埃,再平幅落布。其结构特点是筒状针织物在烧毛位置被展开,使织物处于火焰的最佳位置,以获得最好的烧毛效果,并且能适应不同尺寸的筒状织物。操作者可从计算机中调出20个储存品种中的一个烧毛工艺参数,每只火口有一对燃烧片组成的燃烧器,能提供理想的烧毛效果,通过螺纹可快速调节燃烧器尾端,模仿所需形状、火焰宽度及高度,由操作者通过操作仪表盘调整,以使筒状织物达到一致的烧毛效果。其燃烧器结合体可适用于直径为650~1200mm的筒状针织物,并设置正确的启动程序及循环补偿系统,保证机器的安全性能。火口火焰一直受UV扫描仪监控,在燃气组件发生故障或电气装置失灵时,UV扫描仪发出信号关闭火口。尽管其烧毛结构先进,但存在着一些缺点。(1)因其燃烧器由多个火口组成,在2只火口的连接处火焰重合,易产生高温;(2)雪茄形圆筒扩张器是由6只或多只扇形撑架、调节丝杆、连杆、上下支持器等组成,扇形撑架上下两组滚轮组成的圆筒,实际上是近似圆筒的多边形形状,多边形顶点与燃烧器火口体距离最近,为高温区。以上两点使得筒状针织物烧毛并非十分均匀,从而影响烧毛质量。
这种圆筒形针织物烧毛机因其结构先进、自动化
33
针织物烧毛工艺印染(2004No.7)=================================================
程度高,所以价格昂贵,加之配件要进口,维修困难等方面的原因,目前国内使用该机器并不多。2.2 圆筒平幅针织物烧毛
圆筒平幅针织物烧毛机以日本山东铁工所制造为例,其工艺路线是:平幅进布架→环形撑架→火口→冷却辊筒→火口→冷却辊筒→刷毛→冷却辊筒→平幅落布。该机的主要结构特点:采用Sanjet 喷射式火口,通过混合器控制火焰,各种织物均可在适当温度下烧除茸毛,手感不会变硬,火口由不锈钢冲片组合而成,可防止变形,达到均匀烧毛效果,火口上方装有?570mm 冷却辊筒,以防止坯布发硬起皱。低张力加工织物,出布通过两只冷却辊筒使织物进一步冷却,平整落布。
目前,国内生产的烧毛机还是沿袭传统平幅织物烧毛方式,存在烧毛路线长、张力大等问题,但针织物坯布易变形,且不能经受较大的张力,烧毛后易出现手感变硬,剖幅布毛边易起皱,形成条花,烧毛效果不理想。
2.3 复合型圆筒平幅针织物烧毛
[1,2,5]我厂技术人员以日本山东铁工所制造工艺为基础,设计了圆筒形和平幅剖幅形针织物均可适用的复合型圆筒平幅针织烧毛机。其结构组成如下。
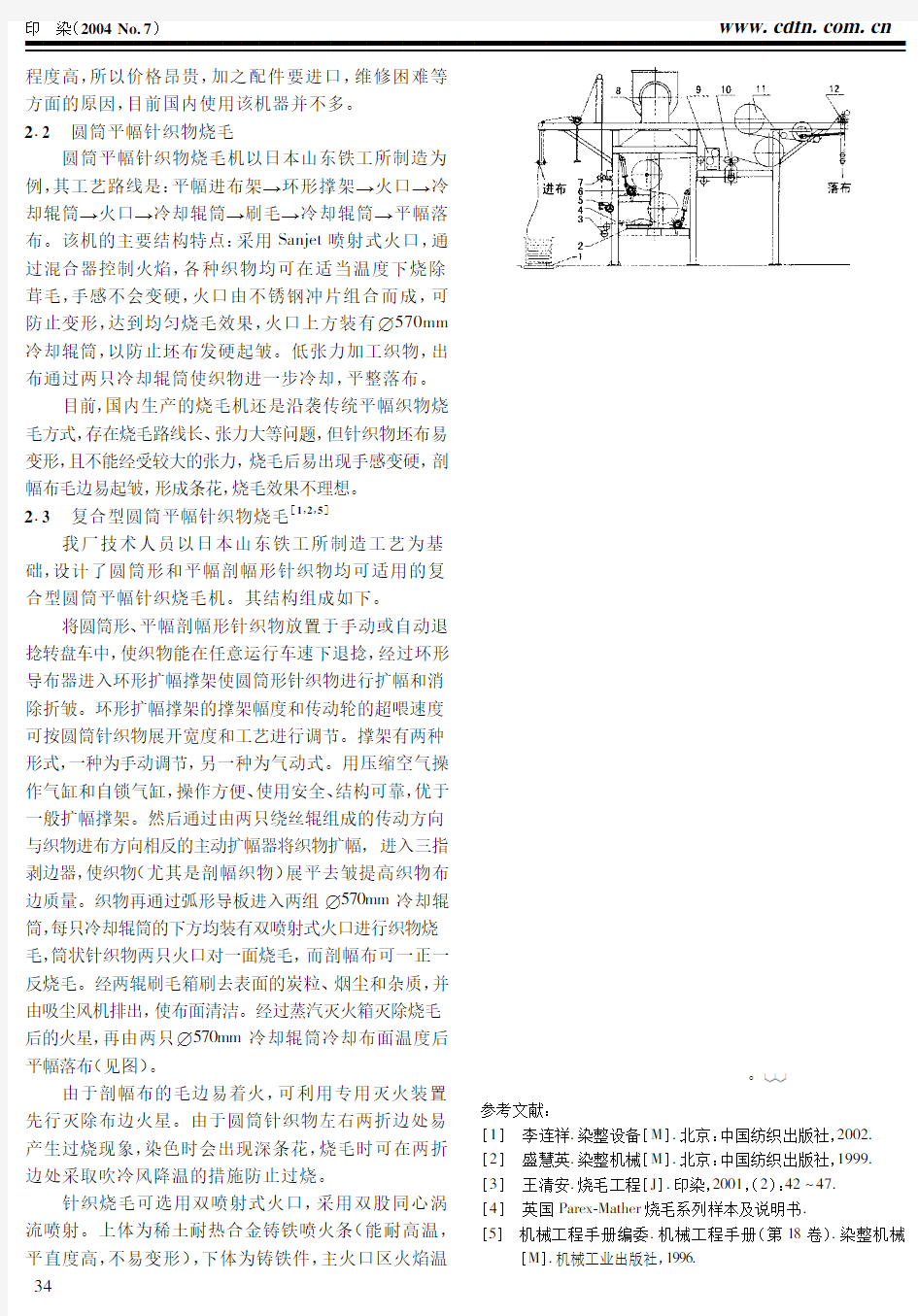
将圆筒形、平幅剖幅形针织物放置于手动或自动退捻转盘车中,使织物能在任意运行车速下退捻,经过环形导布器进入环形扩幅撑架使圆筒形针织物进行扩幅和消除折皱。环形扩幅撑架的撑架幅度和传动轮的超喂速度可按圆筒针织物展开宽度和工艺进行调节。撑架有两种形式,一种为手动调节,另一种为气动式。用压缩空气操作气缸和自锁气缸,操作方便、使用安全、结构可靠,优于一般扩幅撑架。然后通过由两只绕丝辊组成的传动方向与织物进布方向相反的主动扩幅器将织物扩幅,进入三指剥边器,使织物(尤其是剖幅织物)展平去皱提高织物布边质量。织物再通过弧形导板进入两组?570mm 冷却辊筒,每只冷却辊筒的下方均装有双喷射式火口进行织物烧毛,筒状针织物两只火口对一面烧毛,而剖幅布可一正一反烧毛。经两辊刷毛箱刷去表面的炭粒、烟尘和杂质,并由吸尘风机排出,使布面清洁。经过蒸汽灭火箱灭除烧毛后的火星,再由两只?570mm 冷却辊筒冷却布面温度后平幅落布(见图)。
由于剖幅布的毛边易着火,可利用专用灭火装置先行灭除布边火星。由于圆筒针织物左右两折边处易产生过烧现象,染色时会出现深条花,烧毛时可在两折边处采取吹冷风降温的措施防止过烧。
针织烧毛可选用双喷射式火口,采用双股同心涡
流喷射。上体为稀土耐热合金铸铁喷火条(能耐高温,平直度高,不易变形),下体为铸铁件,
主火口区火焰温|||
。
参考文献:
[1] 李连祥.染整设备[M ].北京:中国纺织出版社,2002.[2] 盛慧英.染整机械[M ].北京:中国纺织出版社,1999.[3] 王清安.烧毛工程[J ].印染,2001,(2):42~47.[4] 英国Parex-Mather 烧毛系列样本及说明书.
[5] 机械工程手册编委.机械工程手册(第18卷).染整机械[M ].机械工业出版社,1996.4
3印 染(2004No.7)
https://www.doczj.com/doc/f11290650.html,
=================================================
火烧工艺 天然石材表面加工方法现有多种,常用的有两种:一种是使用最普遍的机械研磨抛光,形成镜面;另一种是喷射高温火焰,剥落表面层,形成梨皮饰面。 两种方法主要适用于含有石英成分的结晶质石材,如花岗石、角闪石等。这类石材在快速喷射高温火焰下,构成表层的结晶部份瞬间膨胀剥落,较富有自然感。但是原在用火焰加工处理石材表面时,无专用火焰加工装置,而是借用通常火焰温度为300℃,喷射速度为1200m/s的火焰切石机或穿孔机,凭经验进行石材表面的火焰加工处理,难以控制好喷射的速度和火焰温度。然而要在上述极快的喷射速度和极高的火焰条件下,只加热石材表层十分困难,因为不光表层,辖内层也可能被高温加热而出现熔融、变质和变色,不仅达不到火焰加工的预期效果,还损害石材固有的自然色彩。 为了达到便于有效地加工石材表面的目的,关键在于控制好喷射速度和火焰温度,因此通过反复试验证明,对石材表面的喷射速度和火焰温度分别控制在400~1000m/sec和2000℃~2500℃范围内。 这种装置主要由铝质金属长简、供产生火焰喷射流的火口和兼燃烧室功能和喷口构成,在其后端装有喷嘴。由于火焰喷口处于超高温下,在周围没有水冷式环状冷却室。用由于构成的火焰加工装置对石材表面进行加工处理时,由压力容器调节至所需要压力,经供氧管供氧,用泵加压,经燃料供管供给燃料,如煤油,由压缩空气供管供给由压缩机加压的压缩空气,再在各供管顶部的喷嘴喷入火口混合点火,在喷口内燃烧,快速喷射高温火焰,使其保持一定斜度与所需处理的石材表面接触,进行表层剥落处理。 这时燃料(煤油)、氧和不活性气体(压缩空气中氮)的体积比调至允为1:1:1,形成喷射速度为400~1000m/s、温度为2000℃~2500℃的火焰。 斜身面对石材表面喷射火焰时,接触火焰的石材表层结晶瞬间热膨胀,晶格扩展,产生振动,由位于表层中的结晶剥落。因此通过适当速度平行移动加工装置或石材,可在石材整体表面形成微波凹凸,获得仿梨皮饰面。依据待处理的石材的矿物成分,在400~1000m/sec 喷射速度和2000℃~2500℃火焰温度条件下,适当选定喷射速度和火焰温度对石材表面进行加工处理,其剥落性良好,不热变质和变色。 用火焰加工装置在适宜的喷射速度和火焰温度条件下,极其便于有效加热石材表层,进行剥落处理,而且不会用高温而变质变色,能形成非常艳丽的仿梨皮面。由于只加热石材表层,不会对石材整体产生不良影响,不会出现热变形、裂纹、脆化等。 石材的火烧主要用于有晶体的石材,而且晶体的颗粒要小,国产的花岗岩大部分都可以火烧,比如:国产的603、602、杜鹃红、654等。 而进口的石材纹路比较大而夸张的就不能火烧,如:那不勒斯、波尔多红、印度金麻、波斯红麻等,晶体颗粒比较大的也不适合火烧,比如:安哥拉棕、大啡珠、啡钻等。 石材火烧后的效果颜色会比光面淡,而且火烧后的纹路与光面差别很大,或者根本看不出来是什么品种(可以用喷水看纹路),所以干挂石材如要用火烧面,最好选用国产石,原因很简单:1,进口花岗石比国产的贵;2:大部分主体颜色一样的石材,不管是进口的,还是国产的,烧出来的表面效果都差不多,所以选择进口石材最好是光面,做火烧或者荔枝面都有点浪费。 石材工艺处理面的选择最好是先看厂家提供的样板效果再作决定,多听听设计师和石材厂家的建议。 在越来越多的使用火烧面石材的同时,火烧面石材的不足越来越凸显,总结起来,火烧糙面石材存在如下几个方面的问题:
针织工艺培训教材 第一章针织学的基本概念及常识 1.针织织物 利用织针(Needle),将一根或几根由纬向喂入的纱线依次弯曲成一系列的线圈(Loop),再将此次生成的新线圈与前次生成的旧线圈相互串套(Looping),就构成针织织物(Knitting Fabric),纬编舌 针的成圈编织过程请参见上图. 2.线圈 线圈是由圈干1-2-3-4-5和延展线5-6-7组成(见右下图),其中圈干的直线部段1-2与4-5称为圈柱,弧线部段2-3-4称为针编弧,延展线5-6-7又称为沉降弧,由它来连接相邻的两只线圈 正面线圈和反面线圈 在工艺上,通常把显示线圈圈 柱的那一面作为工艺正面(或 为针织物正面),而显示出针 编弧和沉降弧的那一面作为 工艺的反面(针织物的反面). 3.基本线圈结构及其形成过程: 1)基本线圈结构:
成圈线圈、集圈线圈和浮线是构成所有针织物的最基本结构单元. 2)基本线圈的形成过程: 成圈线圈(Knitting Stitch) 织针在织完旧线圈后,上升到最高点,喂入纱线,针下降,形成新线圈。具体过程如下: a)织针刚完成前一个线圈的编织,新形成的线圈正处于针头内; b)织针上升到退圈位置,线圈把针舌打开而滑到针杆上; c)织针下降,新纱经导纱器进入针钩内; d)织针继续下降,旧线圈沿针杆上滑而关闭针舌; e)织针将新纱线从旧线圈中拉出一个新线圈。这个位置称为脱圈位置; f)织针处于脱圈位,准备下一个成圈过程。 集圈线圈(Tuck Stitch):见上图 a)织针刚完成前一个线圈的编织,新形成的线圈正处于针头内; b)织针上升到集圈位置。对比成圈过程,可以发现织针比退圈上升得低一些,线圈仍保留在针舌内,但 是也能钩到新纱线; c)织针下降,由于针舌下面没有线圈,无法关闭,新纱线和旧线圈仍处于针钩内,所以没有形成线圈;
化纤针织物染整工艺设计 09染一张国元 一、针织物的分类及其服用性能 (一)纬编针织物 1.原料:棉纱、低弹涤纶丝或异形涤纶丝、毛纱等。 2.组织:平针、变化平针、罗纹、双罗纹、提花、毛圈组织等。 3.织物特点 ◆优点:具有良好的弹性和延伸性,质地柔软,坚牢耐皱,毛型感较强,以合纤为原 料的易洗快干。 ◆缺点:织物不够挺括,单面织物易于脱散、卷边,化纤面料易起毛、起球、勾丝。 4.织物种类 (1)纬平针织物:布面光洁、纹路清晰、质地细密、手感滑爽,纵向具有较好的延伸性,横向比纵向延伸性大,吸湿性和透气性较好,但有脱散性、卷边现象,有时会纬斜。汗布就是纬平针织物。一般可制作内衣、外衣、手套、袜子等。 (2)毛圈针织物:手感松软。质地厚实、有良好的吸水性和保暖性。毛圈剪开可制成针织天鹅绒。制作服装、家庭用品及其他工业材料。 (3)双反面针织物:纵向和横向的弹性、延伸性接近,织物较厚实、无卷边现象,有顺逆编织方向脱散性的危险。适宜作婴儿服、童装、袜子、手套及各种运动衫、羊毛衫等。(4)罗纹针织物:布面匀整,纹路清晰,横向具有较大的弹性和延伸性,裁剪不会出现卷边现象,但有逆编织方向脱散的危险性。分为罗纹布和罗纹弹力布两类。罗纹布可用于产品的领口、袖口、裤口、下摆罗纹口。罗纹弹力布的原料有纯棉、纯化纤和混纺纱,纱线密度14~28tex,主要用于缝制夏季内衣。 (二)经编针织物 1.原料:涤纶、锦纶、丙纶等合纤长丝,也有用棉、毛、丝、麻、化纤及其混纺纱为原料。 2.组织:编链、经平、经缎、经斜组织等。 3.织物特点 ◆优点:纵向尺寸稳定性好,织物挺括,脱散性小,不会卷边,透气性好。 ◆缺点:横向延伸性、弹性和柔软性不如纬编针织物。 4.织物种类 (1)涤纶经编织物:薄型可用作衬衫、裙子面料;中厚型可作大衣、风衣、上装、套装、长裤面料。 (2)经编网眼织物:质地轻薄,弹性和透气性好,手感滑爽柔挺,主要用作夏季男女外衣、内衣、运动衣、蚊帐布、窗帘、汽车坐垫套等。 (3)经编起绒织物:外观似呢绒,绒面丰满,布身紧密厚实,手感柔软挺括,悬垂性好,织物易洗、快干、免烫,但易吸附灰尘。主要作为男女大衣、风衣、上衣、西裤等面料。(4)经编丝绒织物:表面绒毛浓密耸立、手感厚实丰满、柔软、富有弹性,保暖性好。主要作为冬季服装、童装面料。 (5)经编毛圈织物:手感丰满厚实,布身坚牢厚实,弹性、吸湿性、保暖性良好,毛圈结构稳定,服用性能良好。毛圈剪开,可制成经编天鹅绒。主要用作床单、装饰用品、睡衣裤、运动服、海滩服、毛巾等。
《染整工厂设计》作业 年产5000万米棉型织物印染厂的设计 姓名 班级 学号 XX大学纺织服装学院
摘要 本设计的课题是年产5000万米棉型织物染整工厂设计。本厂生产的主产品是棉及涤棉染色织物。棉混纺产品是棉发展的新形势,综合各自的优点使其具有更好的服用性能。本厂的产品主要是连续轧染、圆网印花为主,特别注重产品的防皱和柔软整理。基于工厂生产的要求,所选的设备大多是联合机,即达到一机多用的目的,又节约成本,节省占地面积。工艺流程的选择,车间设备的排布以主产品的工艺流程为依据。厂区内其他建筑物的排布按照厂址的风向和就近合理的原则。本设计不仅对生产工艺进行了深入的论证,还对设备选择,人员配备,厂房形式,厂区布置,污水处理等做了详细的说明。本设计还对概预算进行精细的计算,证明了其的可行性。 关键词:纯棉;涤棉;工艺;设计
目录 摘要........................................................................................................................................................II 第1章绪论. (1) 1.1 设计任务的调查及预测 (1) 1.1.1 发展前景及设计的指导思想。 (1) 1.1.2 产品的规模、产品方案制定的先进性和合理性。 (1) 1.1.3 指导思想 (2) 1.2 厂址选择 (2) 1.2.1 选择依据 (2) 1.2.2 自然条件 (2) 1.2.2 技术经济条件 (3) 第2章产品方案 (3) 2.1 产品方案确定的原则 (3) 2.2 原布品种和规格 (4) 2.3产品方案 (5) 2.4 成品质量指标 (6) 第3章工艺设计 (7) 3.1 工艺流程的选择原则 (7) 3.2 具体的工艺流程 (8) 3.3 主要工艺条件分析 (10) 3.3.1 前处理 (10) 3.3.2 染色 (12) 3.3.3 印花 (13) 3.3.4 后整理 (13) 第4章设备选型 (14) 4.1 设备选择 (14) 4.1.1 设备选择原则及特色 (14) 4.2 生产设备计算 (14) 结论 (18)
一.针织物原布染色的工艺流程:检验——翻布打印——缝头——烧毛——煮练—— 漂白——丝光——烘干——染色——拉幅——后整理——码剪——包装。二、印染的基本设备: 练漂设备(前处理):烧毛机(气体烧毛机、铜板烧毛机)、煮练机(平幅、绳状)、氧漂机、氯漂机、丝光机 染色设备:热熔染色机、卷染机、红外打底机、显色皂洗机。 印花设备:平网印花、圆网印花、滚筒印花、数码印花。 整装设备:定型机、拉幅机、磨毛机、压光机、预缩机、码剪机。 二.机织物原布染色的工艺流程:检验——翻布打印——缝头——烧毛——退浆— —煮练——漂白——丝光——烘干——染色——拉幅——后整理——码剪——包装。机织布的染色工艺流程和针织布的染色基本一样,但是机织布在纺织厂纺织过程,为了更容易纺织会进行上浆,所以在前处理过程中要进行退浆,而针织布不用 、印染的基本设备: 练漂设备(前处理):烧毛机(气体烧毛机、铜板烧毛机)、煮练机(平幅、绳状)、氧漂机、氯漂机、丝光机。 染色设备:冷轧机、烤烘机、滑动去承式离心机、预缩机、显色皂洗机、热网打底机、裉煮漂联合机、氧漂机、氯漂机、定型机。 印花设备:平网印花、圆网印花、滚筒印花、数码印花 1)全毛强缩绒: 100%羊毛缩绒整理 流程:准备(洗呢、脱水)-------缩呢-------洗呢------脱水-------烘干--------中检--------熟修-------起毛------刷毛-------剪毛-----刷毛--------压光------蒸呢-------成品检验-------染色(粗纺毛织物主要以匹染为主,主要在松式绳状染色机上进行) 2)毛涤单面拉毛布: 47%羊毛 53%涤纶拉毛整理 流程:前处理(烧毛、退浆、洗呢、脱水、烘干、中检、单面拉毛整理)-------染色(分散染料染涤纶,酸性染料染羊毛)------后整理 3)记忆棉:64%涤纶 36%棉常规整理 流程:原布准备------烧毛-----退浆-----精练----漂白------丝光------热定型-------复漂-------烘干落布------染色(分散染料染涤纶,活性染料染棉)-------后整理下面是关于记忆棉的一些简介: 慢回弹,又称太空记忆棉。是由美国太空总署(NASA)的下属企业美国康人(HEALTHMAN)公司所研发,之后近二十年的时间其应用仅限于医疗行业。九十年代初,瑞典FAGERDALA公司的科技转化为医用及民用的保健、时尚产品。这是一种能完全遵循身体轮廓的开放温感记忆粒子,这种开放的细胞组织结构允许空气在其中流动,并在任何你需要的地方给你完全没有反弹压力的支撑。1998年,因该产品在商业上的巨大成功及为民众健康作出的贡献,慢回弹技术与GPS(全球定位系统)一道被任命进入美国宇航局名人堂,以奖励作为两个航天技术已达到非常成功的商业应用。随着这一产品在西方发达国家的普及使用(平均每三个家庭就有一个在使用),这一技术也随之传播开来
针织服装的工艺流程: 纺纱→编织→验布→裁剪→缝制→整烫→检验 (一)纺纱 纺纱的目的就是使进厂的棉纱卷绕成一定结构与规格的卷装筒子,以适合针织生产之用。在纺纱过程中要消除纱线上存在的一些疵点,同时使纱线具有一定的均匀的张力,对纱线进行必要的辅助处理,如上蜡、上油等,以改善纱线的编织性能,提高生产效率与改善产品质量。 (二)编织 编织就是通过织机使纱线组织成线卷互相串套而成为织物的过程。这也就是针织服装与梭织服装的根本区别。编织方法可分为纬编与经编两大类,作为针织用衣的面料大都就是纬编织物。纬编就是将一根或数根纱线由纬向喂入针织机的工作针上,使纱线顺序地弯曲成圈,且加以串套而形成纬编针织物。用来编织这种针织物的机器称为纬编针织机。纬编对加工纱线的种类与线密度有较大的适应性,所生产的针织物的品种也甚为广泛。纬编针织物的品种繁多,既能织成各种组织的内外衣用坯布,又可编织成单件的成形与部分成形产品,同时纬编的工艺过程与机器结构比较简单,易于操作,机器的生产效率比较高,因此,纬编在针织工业中比重较大。纬编针织机的类型很多,一般都以针床数量,针床形式与用针类别等来区分。经编就是由一组或几组平行排列的纱线分别排列在织针上,同时沿纵向编织而成。用来编织这种针织物的机器称为经编针织机。一般经编织物的脱散性与延伸性比纬编织物小,其结构与外形的稳定性较好,它的用途也较广,除可生产衣用面料外,还可生产蚊帐、窗帘、花边装饰织物、医用织物等等,经编机同样也可以以针床、织针针型来进行区分。 (三)验布 由于坯布的质量直接关系到成品的质量与产量,因此裁剪前,必须根据裁剪用布配料单,核对匹数、尺寸、密度、批号、线密度就是否符合要求,在验布时对坯布按标准逐一进行检验,对影响成品质量的各类疵点,例如色花、漏针、破洞、油污等须做好标记及质量记录。 (四)裁剪 针织服装裁剪的主要工艺过程: 断料→借疵→划样→裁剪→捆扎。 借疵就是提高产品质量、节省用料的重要一环,断料过程中尽可能将坯布上的疵点借到裁耗部位或缝合处。针织面料按经向网目辅料裁剪,裁剪一般采用套裁方式,常用的有平套、互套、镶套、拼接套、剖缝套等。 针织面料在裁剪中应注意以下事项: (1)不要将有折叠痕迹处与有印花的边缘处使用在服装的明显部位。 (2)剪裁中不要使用锥孔标记,以免影响成衣的外观。 (五)缝制 我国针织工业现有缝制工艺及设备就是以中、高速平缝机(俗称“平车”)、中、高速包缝机(俗称“拷克车”)、绷缝车等缝纫机机型为主。由于针织织物就是由线圈串套组成,裁剪后的衣片边缘容易发生脱散,故应先将衣片边缘包缝(俗称“拷边”)后再用平缝机等缝制加工。平缝机与包缝机就是缝制针织时装的主要机种。在缝制过程中一般要注意掌握以下要点。 1.缝迹由于针织面料的织物具有纵向与横向的延伸性(即弹性)的特点及边缘线圈易脱散
烧毛工艺:烧毛车速:稀薄织物120-150m/min 厚密织物80-120m/min 织物品种:纯棉织物:透烧法 轻薄织物:切烧法 涤/棉织物:切烧法或对烧法 冷水辊:对冷水辊中通有的冷却水的温度必须进行适当控制,以便提高冷却效率,避免辊面上形成冷凝水滴。 烧毛质量评价 按照5级制标准进行评级,5级质量最好,一般要求4级以上 一般:门幅收缩应控制在2%以下 落布温度应控制在50℃以下 接触式烧毛机对于粗支厚密织物及低级棉织物的烧毛效果好,可以炭化和去除棉结(死棉),改善布面白芯。 Principle of alkali desizing(碱退浆) 1)在热碱液作用下浆料会发生溶胀,从凝胶状态变成溶胶状态而与纤维的粘着变松,容易洗落下来。 2)CMC、PA类的浆料在热碱液中的溶解性能较好,再经水洗可具有良好的退浆效率。特点:适用性强,可用于各种浆料的退浆;可使用丝光的废碱液,成本低;退浆率低,约50-70%;对大多数浆料没有化学降解作用 PV A上浆织物最好在烧毛和预定形前退浆。原因:PV A浆料水溶性很好,但经上浆烘燥成膜后,其水溶性大大下降。在高温作用下如果条件剧烈,可能会使PV A的羟基之间发生脱水反应,形成内醚;热处理也会使浆膜中高聚物有结晶化现象。这些都会造成PV A浆料浆膜的溶解度降低,而退浆前的烧毛或预定型都有可能使PV A发生脱水和结晶化,浆膜变硬而溶解度变差,造成退浆困难。 alkali desizing process(碱退浆工艺):轧碱→打卷堆置或汽蒸→水洗 平幅轧碱:轧碱(烧碱5~10g/L,温度70~80℃);打卷堆置(50~70℃,4~5h)或汽蒸(60min)水洗 Acid desizing(酸退浆) 优点:去除矿物盐,提高织物白度 缺点:退浆率不高;条件控制不当,易损伤纤维素纤维;对PV A和PA浆料无降解作用 工艺:碱(酶)退浆、湿进布浸轧稀硫酸溶液(硫酸浓度4~6g/L,温度40~50℃),再保温堆置45~60min(严格防止风干现象发生) Enzyme desizing(酶退浆) 淀粉酶的种类 α-淀粉酶(液化酶、糊精酶):切断淀粉大分子内部的α-1,4-甙键,形成糊精、麦芽糖、葡萄糖,具有很强的液化能力 β-淀粉酶(糖化酶):从淀粉大分子的非还原性末端顺次进行水解,形成麦芽糖;对支链淀粉中的α-1,6-甙键无水解作用 酶退浆工艺有轧堆法、浸渍法、轧蒸法和卷染(机)法。由四个加工步骤组成:预水洗、浸轧或浸渍酶退浆液、保温堆置和水洗后处理。 (1)预水洗(Prewashing):预水洗可加快浆膜的溶胀,使酶液较好地渗透到浆膜中去,同时可以洗除有害的防腐剂和酸性物质。因此α-淀粉酶退浆工艺是在烧毛后,可以先将原布在80~95℃进行水洗。为提高水洗的效果, 可在洗液中加入0.5g/L的非离子表面活性剂。
针织服装工艺流程 针织服装大都是以棉和化纤棉纱为原料,其特点是柔软、有弹性、透气、吸汗、穿着舒适,如运动服和内衣等。针织服装作为服装除了有和梭织服装的共性方面外,还具有其特性。工艺流程: 纺纱→编织→验布→裁剪→缝制→整烫→检验 (一)纺纱 纺纱的目的是使进厂的棉纱卷绕成一定结构与规格的卷装筒子,以适合针织生产之用。在纺纱过程中要消除纱线上存在的一些疵点,同时使纱线具有一定的均匀的张力,对纱线进行必要的辅助处理,如上蜡、上油等,以改善纱线的编织性能,提高生产效率和改善产品质量。 (二)编织 编织是通过织机使纱线组织成线卷互相串套而成为织物的过程。这也是针织服装和梭织服装的根本区别。 编织方法可分为纬编和经编两大类,作为针织用衣的面料大都是纬编织物。纬编是将一根或数根纱线由纬向喂入针织机的工作针上,使纱线顺序地弯曲成圈,且加以串套而形成纬编针织物。用来编织这种针织物的机器称为纬编针织机。纬编对加工纱线的种类和线密度有较大的适应性,所生产的针织物的品种也甚为广泛。纬编针织物的品种繁多,既能织成各种组织的内外衣用坯布,又可编织成单件的成形和部分成形产品,同时纬编的工艺过程和机器结构比较简单,易于操作,机器的生产效率比较高,因此,纬编在针织工业中比重较大。纬编针织机的类型很多,一般都以针床数量,针床形式和用针类别等来区分。经编是由一组或几组平行排列的纱线分别排列在织针上,同时沿纵向编织而成。用来编织这种针织物的机器称为经编针织机。一般经编织物的脱散性和延伸性比纬编织物小,其结构和外形的稳定性较好,它的用途也较广,除可生产衣用面料外,还可生产蚊帐、窗帘、花边装饰织物、医用织物等等,经编机同样也可以以针床、织针针型来进行区分。 (三)验布 由于坯布的质量直接关系到成品的质量和产量,因此裁剪前,必须根据裁剪用布配料单,核对匹数、尺寸、密度、批号、线密度是否符合要求,在验布时对坯布按标准逐一进行检验,对影响成品质量的各类疵点,例如色花、漏针、破洞、油污等须做好标记及质量记录。 (四)裁剪 针织服装裁剪的主要工艺过程:断料→借疵→划样→裁剪→捆扎。 借疵是提高产品质量、节省用料的重要一环,断料过程中尽可能将坯布上的疵点借到裁耗部位或缝合处。 针织面料按经向网目辅料裁剪,裁剪一般采用套裁方式,常用的有平套、互套、镶套、拼接套、剖缝套等。 针织面料在裁剪中应注意以下事项: (1)不要将有折叠痕迹处和有印花的边缘处使用在服装的明显部位。 (2)剪裁中不要使用锥孔标记,以免影响成衣的外观。 (五)缝制 我国针织工业现有缝制工艺及设备是以中、高速平缝机(俗称“平车”)、中、高速包缝机(俗
怎样识别织物 织物的手感是人们用来鉴别织物的品质质量的一项重要内容。具体地说,用手触摸织物的感觉在心理上的反应,由于织物的品种不同,质量高低也各有差异,织物的手感效果,也就有较大区别。手感有以下几个方面: ①织物身骨是否挺括和松弛;②织物表面的光滑与粗糙;③织物的柔软与坚硬;④织物的薄与厚;⑤织物的冷与暖;⑥织物对皮肤有刺激与无刺少激的感觉。例如: 手抚摸着真丝纺品有凉的感觉;纯毛织物有暖的感觉;手感细而平滑的确良棉织品多是高支纱织拷制成;手感粗糙的多为低支纱的织品。 另外,人们还可借助力的作用,用手拉伸,抓纹等动作,再通过眼的观察,手的感觉,可以判断织物的弹性、强度、抗皱性及纤维类别等。但总的来说,手感是选购面料和服装时最重要的手段。 纯棉梭织物 1、定义: 纯棉梭织物是以棉花为原料,通过织机,由经纬纱纵横沉浮相互交织而成的纺织品。 2、纯棉织物分为: ①本色xx: 普通布面、细布、粗布、帆布、斜纹坯布、原色布。 ②色布: 有硫化蓝布、硫化墨布、士林蓝布、士林灰布、色府绸、各色卡叽、各色华呢。 ③xx: 是印染上各种各样颜色和图案的布。如:
平纹印花布、印花斜纹布、印花哔叽、印花直贡。 ④色织布: 它是把纱或线先经过染色,后在机器上织成的布如条格布、被单布、绒布、线呢、装饰布等。 3、纯棉织品的特点: ①吸湿性: 棉纤维具有较好的吸湿性,在正常的情况下,纤维可向周围的大气中吸收水分,其含水率为8-10%,所以它接触人的皮肤,使人感到柔软而不僵硬。如果棉布湿度增大,周围温度较高,纤维中含的水分量会全部蒸发散去,使织物保持水平衡状态,使人感觉舒适。 ②保湿性: 由于棉纤维是热和电的不良导体,热传导系数极低,又因棉纤维本身具有多孔性,弹性高优点,纤维之间能积存大量空气,空气又是热和电的不良导体,所以,纯棉纤维纺织品具有良好的保湿性,穿着纯棉织品服装使人感觉到温暖。 ③耐热性: 纯棉织品耐热能良好,在摄氏110℃以下时,只会引起织物上水分蒸发,不会损伤纤维,所以纯棉织物在常温下,穿着使用,洗涤印染等对织品都无影响,由此对提高了纯棉织品耐洗耐穿服用性能。 ④耐碱性: 棉纤维对碱的抵抗能力较大,棉纤维在碱溶液中,纤维不发生破坏现象,该性能有利于服用后对污染的洗涤,消毒除杂质,同时也可以对纯棉纺织品进行染色、印花及各种工艺加工,以产生更多棉织新品种。 ⑤卫生性:
针织面料如何核算成本 针织面料成本=[(原料价格/织造损耗)+织工费]/印染损耗+印染工费+运费。 一般须要较强的专业知识----知道面料用什么原料,什么机器织 丰富的专业信息----知道面料原料,织工,印染工费 良好的人际关系----可以咨询相关市场信息。 例:圆筒28.5"620GM/YARD ,2*2 ,棉/氨纶罗纹。 用于衣领面料成本核算: 1)确定用34"15G罗纹机织造,JC32S*2+70D氨纶,氨纶1隔1吃上针。 2)70D氨纶---60元/KG,面料内含量2%。 JC32S--------24元/KG,纱损0.5% 织工费--------3元/KG,织损1.5% 染工费------12元/KG染中色圆定工费,染损8% 运费--------0.5元/KG 3)。成本价=[(24*0.98+60*0.02)/0.98+3]/0.92+8+0.5=39.2元/KG 考虑园筒,加氨纶,2*2,罗纹,门幅/克重/缩水率控制有一定难度风险,且近期棉价波动。加1~1.5元/KG风险费。 报价在45~48元/KG,视客户的付款方式/信用/订单量而论 续: 需要说明一下的是,这里的理论计算只适合定做的品种,特殊规格的面料。如果是常规品种,市场上面的价格一般比理论计算的价格要便宜,实际的价格有市场行情,在各大纺织网站基本上都可以查到,因为数量大,各个环节的加工费便宜,损耗小,还有一些偷工减料生产出来的就更便宜了,比如克重不到,经纬密度不到,纱支偏细,染色质量不好,用的纱线条干差、强力不好等等。
我把我公司后整理剂消耗以及成本的公式简单写一下: 以1公斤布为基础单位。用量为3%即0.03。75%的带液率即0.75。价格单位:元/公斤。以下为整理剂理论消耗量及价格,不包括损耗和工厂加工费用. “三防”产品后整理剂消耗量及成本: 1公斤布*0.03的用量*0.75的带液率*###元的价格=###克消耗量*###元=###元 “导湿排汗”产品以及其他后整理剂消耗量及成本公式类似. 注:1公斤布折算米数(每件衣服成本)请根据实际面料克重(每件衣服用布量)来计算。 以上公式为我公司后整理剂消耗成本计算方法,其他厂家其他后整理剂请按具体情况计算! 纬向缩率为35%,经向缩率为23%,一般是长车扎染 这个产品我接触过好几年了,也有用机缸染色的,我们在2004年的时候用机缸染色,结果出现门幅不一致,可能与坯布也有关系,我们现在都是用长车扎染,我所提到的经纬方向的缩率,也是一个大概数据,不同组织,不同规格,原料不一样,特别是氨纶的质量不一样,染色的工艺不一样,表现的缩率相差很大。 坯布在加工成成品时,不一定是全部收缩的,也有伸长的,象我们公司在做的布在漂泊或染浅颜色时(特别是在长车染色的情况下)都有不同程度的伸长,有一些棉布,特别是平纹的比较薄的面料如果用长车做是有伸长,那么这个染色缩率就为负数,这个公式照样实用。
前处理烧毛工艺 一、烧毛机的功用 纺织厂织好的织物,在坯布表面和经纬纱之间存在许多绒毛,在印染加工会产生好多 问题: 1、织物易吸尘沾污,影响光洁和美观。 2、染色时易沾在滚筒上,使色泽不易均匀。 3、绒毛落入染化料溶液或浆液中影响加工质量。 4、织物有绒毛存在,很难印制清晰的花纹,特别是精细的花纹。 5、绦棉混纺织物上存在绒毛,因穿着磨擦易起球等 由以上可见,对绦纶、维纶、腈纶等混纺织物,其烧毛更为重要。 二、烧毛机的种类: 根据烧毛的方法和采用的热源不同,分类如下: 1、热板烧毛机,按热板的形状和性质不同,可分为铜板烧毛机、圆筒烧毛机、电热板 烧毛机等。 2、气体烧毛机,按热源的不同,可分为煤气烧毛机、石油气烧毛机等;按火口的排列 形式不同,可分为立式烧毛机、卧式气烧毛机等。 三、工艺程序 (烘干)——刷毛——烧毛——灭火 (可惜无法附图) 四、注意事项 1)、为提高烧毛效率,织物在烧毛前进行均匀烘干,使含水率在5%以下,但如烘干不匀或烘干效果不好,会影响烧毛效果。 2)、除稀薄和提花织物外,在烧毛前应刷毛。
3)、刷毛辊要定期清洁,防止纱头等缠附表面,影响刷毛效果。 4)、织物入机,应不使左右歪斜、卷边、折皱,防止产生烧毛不匀疵病。 5)、使用气体烧毛机烧毛,应经常检查火焰色泽,遇火焰跳动摇晃或色泽不正常,说明空气和可燃性气体比例不当,应调节两者比例。 6)、经常检查出布质量,主要是织物烧毛效果;也要注意局部或连续性疵病,如烧毛不匀,破洞等。涤纶混纺布更应注意织物落布温度、手感和布幅收缩情况。如烧毛过度,一般会发生手感发硬,布幅收缩过大,断裂强度特别是撕破强度显著下降。 五、疵病现象产生原因克服方法 一)、烧毛不净 1.内焰与布距离过大,铜板或圆筒温度不够解决办法:调节内焰高度或提高铜板、圆筒温度 2. 车速过快解决办法:减慢车速 3.烘燥、刷毛装置未发挥作用 解决办法:清洁毛刷与金刚砂辊,调整与织物的接触面提高烘燥效果 (二)、烧毛过度(烧焦,涤纶变硬或熔化,或布幅收缩过多) 1. 烧毛时温度过高或织物稀薄,火口多解决办法:调节火焰温度,调整烧毛面次数 2.涤纶、维纶混纺布烧毛时,织物温度过高解决办法:加强火口间的吹风冷却 3. 车速太慢 解决办法:加快车速 (三)、烧毛不匀(烧毛条花或左右不匀) 1.火口阴塞或变形,铜板、圆筒表面不平解决办法:疏通火口或校正火口隙缝,或刨平火口两 侧铁板 2. 铜板、圆筒两端温度不一致解决办法:锉平铜板或车平圆筒 3. 布折皱 解决办法:改进操作调节进布张力导辊,保持吸边器灵活 (四)、烧毛破洞或豁边 1.拖纱、边纱、棉结等燃烧后及时熄灭 解决办法:缩短火口与灭火距离 2.火星落在布面上,未及时熄灭 解决办法:调换雾化喷头或提高气化温度,汽油气化不良,有油滴喷至布面 解决办法:
纬编针织物分析方法 常用工具是:照布镜、放大镜、分析针、直尺、方格纸、双头笔、涂改笔及颜色纸。 一:组织分析 1. 确定织物的正反面:指织物的工艺正面和反面。 2. 确定编织方向:一般纬编针织物均能逆编织方向脱散。 3. 循著一个线圈横列划于织物上,同时在一线圈丛行划圈,隔10个丛行或20个丛行间隔再划一个直线,以此作为拆散织物时数线圈,绘制编织图或意匠图的起始依据。 4. 切割织物,横向切割要与线圈横列平齐,纵向切割要离开左右丛向标志5-10MM处,以便于操作 5. 从划有基线的一边,逐根脱散,观察横列断面及每根纱线在每一个丛行(每支针)的编织形式,并在方格纸上或用编织图的方法依次将成圈、集圈、浮线按规定记号逐个记录,并在记录的横列数纵丛行数要为一个或几个完全组织。 6. 当织物中有不同色纱或不同原料的纱进行编织时,注意布样组织与色纱的配合关系,即下纱位。 A确定花高花宽,画出意匠图或编织图: 花宽----纵行-----针花高----横列-----路数 单面----意匠图或编织图双面----编织图 b 排针 c 画出三角图,并注明下纱位 d 确定机器类型,即单面或双面、上编织 二:原料分析:主要是分析纱线的组成、织物种类、纱线的细度、配色、线圈长度等。 1 分析纱线的组成:分析纱线是什么形态,如长丝、变形丝、短纤纱等: 2 鉴别纤维种类:分析纱线由什么纤维组成,是属纯纺织物、绲纺织物还是交织织物若是化学纤维,还要了解其是有光还是无光,并确定其截面形状 3 测试纱线的细度,有比较测定法与称重测定法。 4 配色:把拆下的纱线和色谱对照,确定色纱的颜色,然后记录织物的纱线颜色: 5 测定线圈长度,织物属基本组织或简单的花色组织时,要求出一个线圈的纱线长度,如果是提花复杂织物时,要求一个完全组织内不同色纱或不同原料的纱线长度。 测定线圈长度的基本方法,从实际织物中抽取纱线,测量5-10根100针线圈的长度,求出线圈长的算术平均值,测量时,在纱线上要附加一定的负荷(一般为纱线断裂的确20%-30%),以使纱线上剩留的线圈
机织工艺设计与计算 第一节概述 一、织物 1.织物的特征,用途和销售情况(列表按品种阐述) 2.织物技术组织规格表
3.所设计织物的上机图 包括织物组织图、穿筘图、穿综图及提综图,对上机特征(如正织、反织)给以必要的论证。 ①2/1左斜纹布身组织②2/1左斜纹布边组织
③府绸布身、布边采用相同组织 二、对原纱要求 1.采用93棉本色纱线标准,85涤棉本色纱线标准(GB403-78、GB3916-83标准已不用); 2.根据不同织机(喷气、剑杆等)提出不同要求。
按织物品种,选择原纱的品等指标和品级指标(列表),并申述其理由,(条干、棉杂、捻系数、捻向、品质指标对织物外观和内在质量的影响及与织造生产率的关系)采用喷气织机,由于喷气引纬属于消极式引纬,引纬气流对某些纬纱缺乏足够的控制能力,容易产生引纬疵点。喷气织造的高速度和经纱高张力特点(经纱高张力有利于梭口清晰)对经纱的原纱质量和前织准备工程的半制品质量有很高的要求。 织物的纱线特数越小,选择原纱的品质要好,高档织物用细号纱线,成纱质量要求高,应选择洁白、品质较好,强力较高,纤维较长,整齐度较高,杂疵点较少的原棉。一般高经密高纬密织物如防羽布采用精梳纱线。 精梳棉纱要求条干均匀,结杂质少,对纱线强力要求高。 捻向的选择,防羽布经纬纱均采用Z捻,有利于手感柔软,织物紧密,布面匀整;涤棉府绸经纱采用S捻,纬纱采用Z捻。经纬纱成垂直状态,使织物的纹路清晰,光泽良好。 捻系数的配置,经向偏高,纬向偏低,有利于织物的光泽和纹路的清晰。 品种(4)斜纹织物:捻度适中、强力较高,棉结少,条干均匀 品种(8)府绸织物:纱线强力高,强力不匀率低,棉结杂质小而少,条干均匀,毛羽少
涤粘长织物工艺设计 一、设计产品:涤/粘长织物规格: 二、工艺流程 (漂白布)—热定形—漂白—预缩——落布 原布准备—烧毛—退浆—(染色布)—热定形—水洗—染色—整理—落布(印花布)—热定形—印花—蒸化—水洗—烘干—整理—落布三、工艺说明: (—)练漂涤粘混纺织物含杂质不多,故一次双氧水漂白工艺即可达到煮练漂白的要求,纤维本身具有一定光泽,一般无需丝光。 (二)染色涤粘织物的染色与涤毛织物的染色大致相同,都可采用分散/活性染料一浴两步法染色,染色前要经过水洗烘干的过程来消除布边针铗印和内应力。(三)印花涤粘织物可采用涂料印花同时上染两种纤维,也可用染料印花两种不同染料分别上染两种纤维,涤粘织物的印花与涤毛织物基本类似。 (四)整理漂白布通过预缩整理防止收缩折皱,印染布则可采用树脂整理达到目的。 四、工艺流程、条件、处方以及加工设备设计 (—)漂白 工艺流程:原布准备—烧毛—退浆—热定形—漂白—预缩—落布 1、前处理过程(原布准备—烧毛—退浆)工艺条件同棉织物 退浆处方:烧碱6~8g/L 渗透剂3~4mL/L 堆置温度75~800C 堆置时间40~45min 漂白处方:H2O2(100%) 4~6g/L 水玻璃6~8g/L 温度室温 2、热定形 (1)热定型机理:1)在热定形过程中,施加一定张力使织物被拉伸到所需要的尺寸,由于分之间作用力阻碍了分子链段按纤维被拉伸的方向蠕动。 2)在拉伸的同时对织物进行加热,分子的链段热运动加剧,变得可以按外力方向进行重排。 3)应力松弛后在新的位置上能与邻近的分子链段建立新的关系(键的结合)。 4)冷却后,这种新的状态被固定下来. (2)工艺条件: 温度高于Tg 15~200C 张力适量施加
前处理烧毛工艺一、烧毛机的功用 纺织厂织好的织物,在坯布表面和经纬纱之间存在许多绒毛,在印染加工会产生好多问题: 1、织物易吸尘沾污,影响光洁和美观。 2、染色时易沾在滚筒上,使色泽不易均匀。 3、绒毛落入染化料溶液或浆液中影响加工质量。 4、织物有绒毛存在,很难印制清晰的花纹,特别是精细的花纹。 5、绦棉混纺织物上存在绒毛,因穿着磨擦易起球等 由以上可见,对绦纶、维纶、腈纶等混纺织物,其烧毛更为重要。 二、烧毛机的种类: 根据烧毛的方法和采用的热源不同,分类如下: 1、热板烧毛机,按热板的形状和性质不同,可分为铜板烧毛机、圆筒烧毛机、电热板烧毛机等。 2、气体烧毛机,按热源的不同,可分为煤气烧毛机、石油气烧毛机等;按火口的排列形式不同,可分为立式烧毛机、卧式气烧毛机等。 三、工艺程序 烘干)——刷毛——烧毛——灭火可惜无法附图) 四、注意事项 1)、为提高烧毛效率,织物在烧毛前进行均匀烘干,使含水率在 5%以下,但如烘干不 匀或烘干效果不好,会影响烧毛效果。 2)、除稀薄和提花织物外,在烧毛前应刷毛。 3)、刷毛辊要定期清洁,防止纱头等缠附表面,影响刷毛效果。 4)、织物入机,应不使左右歪斜、卷边、折皱,防止产生烧毛不匀疵病。 5)、使用气体烧毛机烧毛,应经常检查火焰色泽,遇火焰跳动摇晃或色泽不正常,说
明空气和可燃性气体比例不当,应调节两者比例。 6)、经常检查出布质量,主要是织物烧毛效果;也要注意局部或连续性疵病,如烧毛不匀,破洞等。涤纶混纺布更应注意织物落布温度、手感和布幅收缩情况。如烧毛过度,一般会发生手感发硬,布幅收缩过大,断裂强度特别是撕破强度显著下降。 五、疵病现象产生原因克服方法 一)、烧毛不净 1.内焰与布距离过大,铜板或圆筒温度不够 解决办法:调节内焰高度或提高铜板、圆筒温度 2. 车速过快 解决办法:减慢车速 3.烘燥、刷毛装置未发挥作用 解决办法:清洁毛刷与金刚砂辊,调整与织物的接触面提高烘燥效果 烧毛过度(烧焦,涤纶变硬或熔化,或布幅收缩过多) 1.烧毛时温度过高或织物稀薄,火口多 解决办法:调节火焰温度,调整烧毛面次数 2.涤纶、维纶混纺布烧毛时,织物温度过高解决办法:加强火口间的吹风冷却 3. 车速太慢 解决办法:加快车速 三)、烧毛不匀(烧毛条花或左右不匀) 1. 火口阴塞或变形,铜板、圆筒表面不平 解决办法:疏通火口或校正火口隙缝,或刨平火口两侧铁板 2.铜板、圆筒两端温度不一致 解决办法:锉平铜板或车平圆筒 3.布折皱 解决办法:改进操作调节进布张力导辊,保持吸边器灵活 四)、烧毛破洞或豁边 1. 拖纱、边纱、棉结等燃烧后及时熄灭
一:针织面料的成份分类: 针织面料具有质地柔软、吸湿透气、优良的弹性与延伸性及其可生产性。针织服饰穿着舒适、贴身和体、无拘紧感、能充分体现人体曲线。现代针织面料更加丰富多彩,已经进入多功能化和高档化的发展阶段,各种肌理效应、不同功能的新型针织面料开发出来,给针织品带来前所未有的感官效果和视觉效果。 1、醋酸纤维(Acetel)针织面料醋酸纤维具有真丝一样的独特性能,纤维光泽及颜色鲜艳,悬垂性及手感优良。用其生产的针织面料手感滑爽、穿着舒适、吸湿透气、质地轻、回潮率低、不易起球、抗静电。采用醋酸纤维编织的针织乔其纱、玉米花等面料,得到消费者的偏爱。 2、莫黛尔(Modal)纤维针织面料莫黛尔(Modal)纤维是一种新型环保性纤维,它集棉的舒适性、粘胶的悬垂性、涤纶的强度、真丝的手感于一体,而且具有经过多次洗涤以后,仍然保持其柔软和光亮的色泽。针织工艺仍然将纤维与针织本身柔软蓬松、高弹舒适等特点相结合,使二者的优越性能相得益彰。在针织圆纬机(大圆机)上,采用莫黛尔和氨纶裸丝交织的单、双面针织面料,柔软滑爽、富有弹性、悬垂飘然、光泽艳丽、吸湿透气,并具有丝绸般的手感,用该种面料设计的时尚服饰,能最大限度的体现人体曲线,雕塑出女性胴体的性感和魅力,是前卫时尚族青睐的高品位针织服饰。 3、强捻精梳纱针织面料强捻的精梳纱制成的凉爽麻型的针织面料不仅具有麻纱感,而且凉爽吸湿性好特别是真丝加捻,是一种比较理想的高档针织面料,除了具有真丝的优良性能外,面料手感更丰满,而且较硬挺有身骨,尺寸稳定性好,具有较好的抗绉性,是高档职业装、休闲装的理想面料。 4、Coolmax纤维针织面料具有四沟槽的Coolmax纤维,能将人体活动时所产生的汗水迅速排至服装表层蒸发,保持肌肤清爽,令活动倍感舒适。它有着良好的导湿性,与棉纤维交织的针织面料具有良好的导湿效果,广泛的用来缝制T恤衫、运动装等。 5、再生绿色纤维Lyocel针织面料再生绿色纤维Lyocell、天丝与氨纶裸丝交织的针织平针组织(汗布)、罗纹、双罗纹(棉毛)及其变化组织的面料,质地柔软、布面平整光滑、弹性好,产品风格飘逸,具有丝绸的外观,悬垂性、透气性和水洗稳定性良好,都是设计流行性紧身时装、休闲装、运动装的理想高档面料。 6、闪光针织面料具有闪光的效果,一直是服装设计师的宠爱。在针织圆纬机(大圆机)上,采用金丝和银丝原料与其他纺织原料交织,在面料的表面具有强烈的反光闪色效应或采用镀金方法,在针织面料上出现各种图案的闪光效应,而面料的反面平整、柔软舒适,是比较好的针织服装面料。用这种针织面料设计的紧身女时装及晚礼服,会透过闪光面料耀眼、浪漫的风格,展示出针织面料光彩照人、华贵亮丽的韵味,全方位的表现针织服饰的风采,为产品开发提供了广泛的前景。 二针织面料的纱支分类: 一、针织面料的纱支
针织布价格计算公式 一、〖基本公式〗 GM/㎡=G(gm)÷S(㎡) WIDTH=CUTS÷WPI OZ/YD=WIDTH×GM/㎡×0.00082 MAX REPTAT OF FEED=FEEDERS÷CPI GM/㎡=(CPI×WPI×50C)÷S/1×0.018367 S/1=840yds÷1lb=0.00059×L(mm)÷G(gm) 〖注〗 G——重量 S——面积 L——长度 GM/㎡——织物的平方米克重 CPI——织物在1英寸内的线圈横列数 WPI——织物在1英寸内的线圈纵行数 50C——50个线圈的总长(单位为mm) S/1——纱支数(英制) OZ/YD——每码织物的盎司重量 CUTS——机器的总针数 FEEDERS——机器的总路数(成圈系统数) 二、〖理论推导〗
1、纱支是用来描述纱线的密度(直径或细度),是重量与长度的比值,我们通常使用的纱支系统有英制(S/1),公制(Nm)和旦尼尔(D),其相互关系如下: S/1=0.591Nm S/1=5319D 如:150D≈35.46S/1 48Nm≈28.4S/1 一般来说,英支用于棉纱类(如COTTON、COTTON/WOOL、COTTON/POLY、COTTON/LINE);公支用于毛纱类(如100%WOOL、ACRYLIC/WOOL、ACRYIC);旦尼尔用于长丝类(如FILAMENTPOLY、FILAMENT NYLON、CYARL、SILK、LUREX)。 根据英支的定义,S/1=840YD÷LB,我们可以得出公式S/1=0.00059×L(mm)÷G(gm)来测出客户来样的纱支。 例如:我们测出12条长为172MM的棉纱的总重量为0.062gm,那么我们可以计算出其纱支为:12×172×0.00059÷0.062=19.6S/1-20S/1 2、GM/㎡即一平方米织物的重量总数,也是织成这块织物的每个线圈重量的总和,所以,如果我们知道织物一平方米中的线圈个数及每个线圈的重量,就可以计算出织物的平方米克重,即:线圈总数×单位线圈重量。由于我们知道织物的CPI和WPI,故可以计算出平方米的线圈总数,即:CPI×WPI×39.37×39.37。同样,根据纱支的定义及单位线圈的长度,或以计算出每个线圈的重量,即:
※1绪论※2-1原布准备※2-2烧毛 4 1.了解棉织物的染整加工过程 2.详细了解原布准备的内容 3.掌握烧毛的作用及原理 4.了解烧毛设备,掌握气体烧毛机及其烧毛工艺 重点:棉织物的染整加工过程及气体烧毛 难点:气体烧毛 提问讲授
※ 1绪论 一棉织物染整加工过程及内容 二染整工业的现状和发展前景 ※2-1原布准备 一原布检验 二翻布 三缝头 ※2-2烧毛 一烧毛的原因 二烧毛作用 三烧毛原理 四烧毛设备 (一) 气体烧毛机 (二) 铜板烧毛机 (三) 圆筒烧毛机 五烧毛效果的评定 1.简述棉织物的染整加工过程 2.写出烧毛的原因与原理 3.烧毛有哪些方式和设备 4.气体烧毛的工艺
第一课时 新课引入:工艺课程介绍 新课: ※1绪论 一棉织物染整加工过程及内容 1.前处理 坯布准备、烧毛、退浆、精练、漂白、开幅、轧水、烘干和丝光等2.染色 3.印花 4.整理 二染整工业的现状和发展前景 1.染技术和产品质量方面存在的主要问题: 1)生产消耗水量大,废水治理负荷重,能源和染化料浪费多,以致生产成本居高不下。 2)新型产品开发少,产品实用功能和消费要求之间存在差距 3)一些生产工艺和产品仍不符合环保要求。 2.染整行业的发展趋势: 1)绿色消费 2)开发新产品 3)印染产品水平的提高是一个系统工程,机械、化工等基础工业与其密切相关。 第二课时 ※2棉织物前处理 ※2-1原布准备 概述:原布准备包括:原布检验、翻布和缝头
一、原布检验 1、检验目的:为了保证印染产品质量,避免损失。 2、检验项目: 1)物理指标:长度、幅宽、密度、重量、强度等 2)外观疵点:缺经、断纬、油污渍、拖纱等 二、翻布 1、分批:根据客户订单,织物的情况和后加工要求而定。 2、分箱:每批布分成若干箱,人工翻布,布头拉出,便于缝接,每箱布配一份箱卡,注明批号、箱号、原布的品种等。 3、打印:离布头10-20cm处,打印章。 三、缝头 1、逐箱逐匹缝合 2、要求: 1)平直、边齐、坚牢、针脚均匀,不能有漏针或跳针,不能漏缝。 2)密度:10cm为30针左右。 3、方式: 1)平缝式 2)假缝式 3)环缝式 第三课时 ※ 2-2 烧毛 一、概述 1、烧毛的含义: