
机械加工自由公差 何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成 12级。取自其中8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、双向(±)二种。 在自由尺寸公差的注解中提示; ① 自由尺寸公差仅适用于机械加工表面。② 自由尺寸公差在工作图上不标注。 ③ 单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。 ④ 不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。即;IT01、IT0、IT1至IT18。IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条: ① 规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸, ② 图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。 ③ 未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+);轴用h(-);长度用(±)? IT(即Js或js)。必要时,可不分孔、轴或长度,均采用 ? IT(即Js或js)。 根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。 这些极限偏差适用于: 线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度; 角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); 机加工组装件的线性和角度尺寸。 这些极限偏差不适用于: ·已有其他一般公差标准规定的线性和角度尺寸;
自由公差的概念和公差表 (2009-08-31 10:43:24) 转载▼ 标签: 杂谈 何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成12级。取自其中8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、双向(±)二种。 在自由尺寸公差的注解中提示; ①自由尺寸公差仅适用于机械加工表面。 ②自由尺寸公差在工作图上不标注。 ③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。 ④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。即;IT01、IT0、IT1至IT18。IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条: ①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸, ②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。 ③未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+);轴用h(-);长度用(±)? IT(即Js或js)。必要时,可不分孔、轴或长度,均采用? IT(即Js或js)。 根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。 这些极限偏差适用于: 线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度; 角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); 机加工组装件的线性和角度尺寸。 这些极限偏差不适用于: ·已有其他一般公差标准规定的线性和角度尺寸; ·括号内的参考尺寸; ·矩形框格内的理论正确尺寸。 表1 线性尺寸的极限偏差数值 公差等级尺寸分段
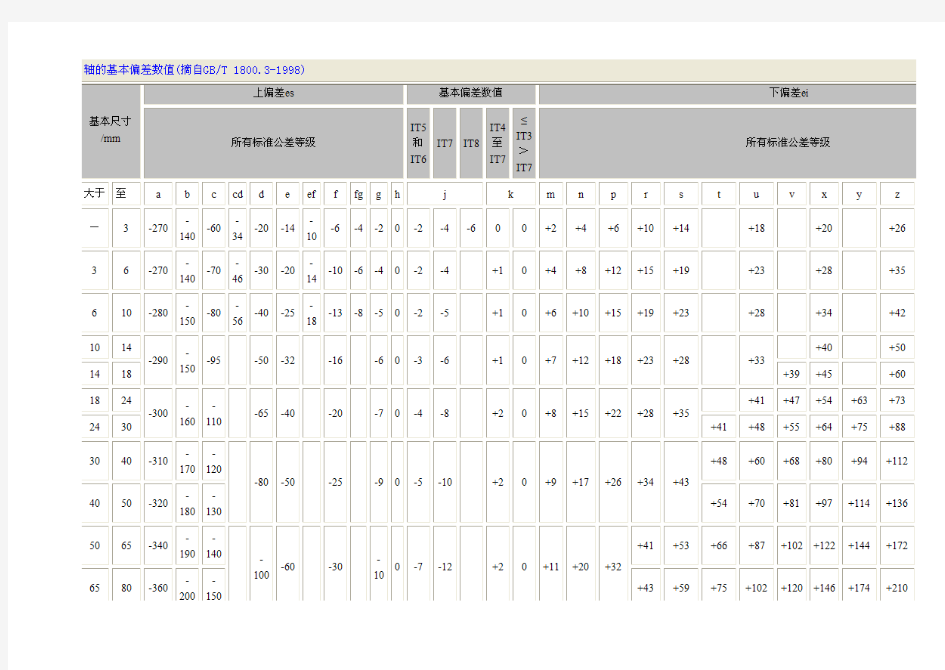
公差与配合1.基本偏差系列及配合种类
自由公差的概念及公差等级表 何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成 12级。取自其中8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、双向(±)二种。在自由尺寸公差的注解中提示; ①自由尺寸公差仅适用于机械加工表面。 ②自由尺寸公差在工作图上不标注。 ③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。即;IT01、IT0、IT1至IT18。IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条: ①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸, ②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。③未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+);轴用h(-);长度用(±)? IT(即Js或js)。必要时,可不分孔、轴或长度,均采用 ? IT (即Js或js)。 根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。 这些极限偏差适用于: 线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度; 角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); 机加工组装件的线性和角度尺寸。
自由公差的概念及公差等级表 何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成12级。取自其中8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、双向(±)二种。在自由尺寸公差的注解中提示; ①自由尺寸公差仅适用于机械加工表面。 ②自由尺寸公差在工作图上不标注。 ③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。即;IT01、IT0、IT1至IT18。IT 表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条: ①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸, ②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。③未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+);轴用h(-);长度用(±)IT(即Js或js)。必要时,可不分孔、轴或长度,均采用IT(即Js或js)。 根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。 这些极限偏差适用于: 线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); 机加工组装件的线性和角度尺寸。 这些极限偏差不适用于: ·已有其他一般公差标准规定的线性和角度尺寸; ·括号内的参考尺寸; ·矩形框格内的理论正确尺寸。
自由公差 何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成12级。取自其中 8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、 双向(±)二种。 在自由尺寸公差的注解中提示; ①自由尺寸公差仅适用于机械加工表面。 ②自由尺寸公差在工作图上不标注。 ③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽 长用(+)号,其余均用双向正负偏差(±)。 ④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设 计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。 即;IT01、IT0、IT1至IT18。IT表示标准公差,公差等级的代 号用阿拉伯数字表示,从IT01至IT18等级依次降低。 并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条; ①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加 工的尺寸, ②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技 术文件作出具体规定。 ③未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+); 轴用h(-);长度用(±)IT(即Js或js)。必要时,可不分孔、 轴或长度,均采用IT(即Js或js)。 线性尺寸的极限偏差数值 公差等级尺寸分段 1.线性尺寸的极限偏差数值(GB/T1804-2000)(mm) 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 精密f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 粗糙e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 最粗v -- ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 2.倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30 精密 f ±0.2 ±0.5 ±1 ±2
中华人民共和国国家标准一般公差
中华人民共和国国家标准 一般公差 未注公差的线性和角度尺寸的公差General tolerances Tolerances for linear and angular dimensions without individual tolerance indications GB/T 1804—2000 eqv ISO 2768-1:1989 代替 GB/T 1804-1992 GB/T 11335-1989 1 范围 本标准规定了未注出公差的线性和角度尺寸的一般公差的公差等级和极限偏差数值。 本标准适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸。非金属材料和其他工艺方法加工的尺寸可参照采用。 本标准仅适用于下列未注公差的尺寸: a)线性尺寸(例如外尺寸,内尺寸,阶梯尺寸,直径,半径,距离,倒圆半径和倒角高度); 1
b)角度尺寸,包括通常不注出角度值的角度尺寸,例如直角(90°);GB/T 1184提到的或等多边形的角度除外; c)机加工组装件的线性和角度尺寸。 本标准不适用于下列尺寸: a)其他一般公差标准涉及的线性和角度尺寸; b)括号内的参考尺寸; c)矩形框格内的理论正确尺寸。 2 引用标准 下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文.本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。 GB/T 1800.l—1997 极限与配合基础第l 部分:词汇 GB/T 1184—1996 形状和位置公差未注公差值(eqv ISO 2768-2:1989) GB/T 4249—1996 公差原则(eqv ISO 8015:1985) GB/T 6403.4—1986 零件倒圆与倒角 3 定义 2
. .. 标准公差表 根据国际标准,以下为基本尺寸0-500mm, 4-18级精度标准公差表。一般选用IT12线性 注:基本尺寸小于1mm 时, 无IT14至IT18。线性尺寸未注公差的公差表 根据国际标准,以下为线性尺寸未注公差的公差表。 这个未注公差适用于金属 切削加工的尺寸,也适用于 一般的冲压加工尺寸。这些 极限偏差适用于: 线性尺寸:例如外尺寸、内 尺寸、阶梯尺寸、直径、半 径、距离、倒圆半径和倒角 高度; 角度尺寸:包括通常不标出 角度值的角度尺寸,例如直 角(90°); 机加工组装件的线性和角 度尺寸。 这些极限偏差不适用于: 已有其他一般公差标准规定的线性和角度尺寸;括号内的参考尺寸;矩形框格内的理论正确尺寸。 角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。 基本尺寸 公差值 IT4 IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12 IT13 IT14 IT15 IT16 IT17 IT18 大于 到 μm mm - 3 3 4 6 10 14 2 5 40 60 0.10 0.14 0.25 0.40 0.60 1.0 1.4 3 6 4 5 8 12 18 30 48 75 0.12 0.18 0.30 0.48 0.75 1.2 1.8 6 10 4 6 9 15 22 36 58 90 0.15 0.22 0.36 0.58 0.90 1.5 2.2 10 18 5 8 11 18 2 7 43 70 110 0.1 8 0.27 0.43 0.70 1.10 1.8 2.7 18 30 6 9 13 21 33 52 84 130 0.21 0.33 0.52 0.84 1.30 2.1 3.3 30 50 7 11 16 25 39 62 100 160 0.25 0.39 0.62 1.00 1.60 2.5 3.9 50 80 8 13 19 30 46 74 120 190 0.30 0.46 0.74 1.20 1.90 3.0 4.6 80 120 10 15 22 35 54 87 140 220 0.35 0.54 0.87 1.40 2.20 3.5 5.4 120 180 12 18 25 40 63 100 160 250 0.40 0.63 1.00 1.60 2.50 4.0 6.3 180 250 14 20 29 46 72 115 185 290 0.46 0.72 1.15 1.85 2.90 4.6 7.2 250 315 16 23 32 52 81 130 210 320 0.52 0.81 1.30 2.10 3.20 5.2 8.1 315 400 18 25 36 57 89 140 230 360 0.57 0.89 1.40 2.30 3.60 5.7 8.9 400 500 20 27 40 63 97 155 250 400 0.63 0.97 1.55 2.50 4.00 6.3 9.7
一般公差 线性尺寸的未注公差 本标准等效采用国际标准ISO 2768-1:1989《一般公差——第1部分:未注出公差的线性和角度尺寸的公差》中未注出公差的线性尺寸的公差部分。 1 范围 本标准规定了线性尺寸的一般公差等级和极限偏差。 本标准适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸。非金属材料和其他工艺方法加工的尺寸可参照采用。 本标准规定的极限偏差适用于非配合尺寸。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款,凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡不注日期的引用文件,其最新版本适用于本标准。 GB/T 1804-92 一般公差线性尺寸的未注公差 GB6403.4-86 零件倒圆与倒角 3 术语 3.1 一般公差 一般公差系指在车间一般加工条件下可保证的公差。采用一般公差的尺寸,在该尺寸后不注出极限偏差。 4 线性尺寸的一般公差 4.1 线性尺寸的一般公差规定四个公差等级。线性尺寸的极限偏差数值表见表1;倒圆半径和倒角高度尺寸的极限偏差数值见表2。 4.2 规定图样上线性尺寸的未注公差,应考虑车间的一般加工精度,选取本标准规定的公差等级,由相应的技术文件或标准作出具体规定。 4.3 本公司图样上线性尺寸的未注公差,选取GB1804-m。 1
表1 线性尺寸的极限偏差数值 尺寸分段 公差等级 >1000~2000>2000~4000 >0.5~3 >3~6 >6~30 >30~120>120~400>400~1000 f(精密级) ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 - m(中等级) ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 c(粗糙级) ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 ±4 v(最粗级) - ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 ±8 表2 倒圆半径与倒角高度尺寸的极限偏差数值 尺寸分段 公差等级 0.5~3 >3~6 >6~30 >30 f(精密级) ±0.2 ±0.5 ±1 ±2 m(中等级) c(粗糙级) ±0.4 ±1 ±2 ±4 v(最粗级) 注:倒圆半径与倒角高度的含义参见GB6403.4。 5 线性尺寸的一般公差的表示方法 采用GB/T1804规定的一般公差,在图样上、技术文件或标准中用国家标准号和公差等级 符号表示。例如选用中等级时,表示为:GB/T1804-m 2
机械加工自由公差表 Company Document number:WUUT-WUUY-WBBGB-BWYTT-1982GT
1.线性尺寸的极限偏差数值(G B/T1804-2000)(m m) 2.倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm 3.角度尺寸的极限偏差数值(GB/T1804-2000) 4.未注形位公差按GB/T1184-K 直线度和平面度未注公差值(GB/T1184-1996)(mm)
垂直度未注公差值(GB/T1184-1996)(mm) 对称度未注公差值(GB/T1184-1996)(mm) 圆跳动的未注公差值(GB/T1184-1996)(mm) 3.表面粗糙度 零件的表面都应该注明粗糙度的等级。如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。 粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。 1)取样长度和评定长度的选用值(GB/T1031-1995)
2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm) 第1系列 , , , , , , , , , , , 25, 50, 100 第2系列 , , , , , , , , , , , , , , , , , , , , , , , 20, 32, 40, 63, 80 注:尽量选择第1系列 3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm) 第1系列 , , , , , , , , , , 25, 50, 100,200,400,800,1600, 第2系列 , , , , , , , , , , , , , , , , , , , 20, 32, 40, 63, 80,125,160,250,320,500,630
何谓自由尺寸公差 旧国标(HG)159-59中,在基准件公差上,把精度等级分成 12级。取自其中8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、双向(±)二种。 在自由尺寸公差的注解中提示; ①自由尺寸公差仅适用于机械加工表面。 ②自由尺寸公差在工作图上不标注。 ③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽 长用(+)号,其余均用双向正负偏差(±)。 ④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设 计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。 即;IT01、IT0、IT1至IT18。IT表示标准公差,公差等级的代 号用阿拉伯数字表示,从IT01至IT18等级依次降低。 并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条; ①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加 工的尺寸, ②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技 术文件作出具体规定。 ③未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+); 轴用h(-);长度用(±) IT(即Js或js)。必要时,可不分孔、 轴或长度,均采用 IT(即Js或js)。
线性尺寸的极限偏差数值 公差等级尺寸分段 0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 >20 00~4000 f(精密级) ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 - m(中等级) ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 c(粗糙级) ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 ±4 v(最粗级) - ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 ±8 表2倒圆半径与倒角高度尺寸的极限偏差数值 公差等级尺寸分段 0.5~3 >3~6 >6~30 >30 f(精密级) ±0.2 ±0.5 ±1 ±2 m(中等级) c(粗糙级) ±0.4 ±1 ±2 ±4 v(最粗级) 表3角度尺寸的极限偏差数值 公差等级长度分段 ≤10 >10~50 >50~120 >120~400 >400 f(精密级) ±1°±30' ±20' ±10' ±5' m(中等级) c(粗糙级) ±1°30' ±1°±30' ±15' ±10'
自由公差(国标) 虽然网络上又很多的关于自有公差的资料性文章,但是大多数都是比较片面,这里我将网络上的一些知识,结合自己平时的一些工作经历,将自有公差这一系列的资料加以整理,希望可以帮到更多的朋友。 何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成12级。取自其中8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、双向(±)二种。 在自由尺寸公差的注解中提示; ①自由尺寸公差仅适用于机械加工表面。 ②自由尺寸公差在工作图上不标注。 ③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽 长用(+)号,其余均用双向正负偏差(±)。 ④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设 计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。 即;IT01、IT0、IT1至IT18。IT表示标准公差,公差等级的代 号用阿拉伯数字表示,从IT01至IT18等级依次降低。 并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条; ①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加 工的尺寸, ②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技 术文件作出具体规定。 ③未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+); 轴用h(-);长度用(±)? IT(即Js或js)。必要时,可不分孔、 轴或长度,均采用? IT(即Js或js)。
线性尺寸的极限偏差数值 公差等级尺寸分段 1.线性尺寸的极限偏差数值(GB/T1804-2000)(mm) 2.倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm 3.角度尺寸的极限偏差数值(GB/T1804-2000) 4.未注形位公差按GB/T1184-K 4.1直线度和平面度未注公差值(GB/T1184-1996)(mm)
何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成 12级。取自其中8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、双向(±)二种。 在自由尺寸公差的注解中提示; ① 自由尺寸公差仅适用于机械加工表面。② 自由尺寸公差在工作图上不标注。 ③ 单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。 ④ 不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。即;IT01、IT0、IT1至IT18。IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条: ① 规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸, ② 图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。 ③ 未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+);轴用h(-);长度用(±)? IT(即Js或js)。必要时,可不分孔、轴或长度,均采用 ? IT(即Js或js)。 根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。 这些极限偏差适用于: 线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度; 角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); 机加工组装件的线性和角度尺寸。 这些极限偏差不适用于: ·已有其他一般公差标准规定的线性和角度尺寸; ·括号内的参考尺寸; ·矩形框格内的理论正确尺寸。 表1 线性尺寸的极限偏差数值
公差等级表 标准化管理处编码[BBX968T-XBB8968-NNJ668-MM9N]
公差与配合 1.基本偏差系列及配合种类 自由公差的概念及公差等级表 何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成 12级。取自其中8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、双向(±)二种。在自由尺寸公差的注解中提示; ①自由尺寸公差仅适用于机械加工表面。 ②自由尺寸公差在工作图上不标注。 ③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。即;IT01、IT0、IT1至IT18。IT 表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条: ①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸, ②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。③未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+);轴
用h(-);长度用(±) IT(即Js或js)。必要时,可不分孔、轴或长度,均采用 IT(即Js或js)。 根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。 这些极限偏差适用于: 线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); 机加工组装件的线性和角度尺寸。 这些极限偏差不适用于: ·已有其他一般公差标准规定的线性和角度尺寸; ·括号内的参考尺寸; ·矩形框格内的理论正确尺寸。 表1线性尺寸的极限偏差数值 公差等级 尺寸分段 ~3 >3~6 >6~30 >30~120 >120~400 >400~ 1000 >1000~ 2000 >2000~ 4000
最新的标准公差等级表 GB/T1804-2000 线形尺寸的极限偏差数值 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 >2000~4000 精密f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 粗糙c ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 ±4 最粗v ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 ±8 (GB/T1804-2000)倒圆半径和倒角高度尺寸的极限偏差数值 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30 精密f ±0.2 ±0.5 ±1 ±2 中等m 粗糙c ±0.4 ±1 ±2 ±4 最粗v 注:倒圆半径和倒角高度的含义参见GB/T6403.4 (GB/1804-2000)角度尺寸的极限偏差数值 公差等级长度分段 ~10 >10~50 >50~120 >120~400 >400 精密f ±1° ±30′ ±20′ ±10′ ±5′
中等m 粗糙c ±1°30′ ±1° ±30′ ±15′ ±10′ 最粗v ±3° ±2° ±1° ±30′ ±20′ (GB/T1184-1996)直线度和平面度的未注公差值 公差等级基本长度范围 ≤10 >10~30 >30~100 >100~300 >300~1000 >1000~3000 H 0.02 0.05 0.1 0.2 0.3 0.4 K 0.05 0.1 0.2 0.4 0.6 0.8 L 0.1 0.2 0.4 0.8 1.2 1.6 (GB/T1184-1996)垂直度未注公差值 公差等级基本长度范围 ≤100 >100~300 >300~1000 >1000~3000 H 0.2 0.3 0.4 0.5 K 0.4 0.6 0.8 1 L 0.6 1 1.5 2 (GB/T1184-1996)对称度未注公差值 公差等级基本长度范围 ≤100 >100~300 >300~1000 >1000~3000 H 0.5 K 0.6 0.8 1 L 0.6 1 1.5 2
齿轮各项公差和极限偏差的分组 (1) 精度等级 齿轮的各项公差和极限偏差分成三个组。 根据使用的要求不同,允许各公差组选用不同的精度等级,但在同一公差组,各项公差与极限偏差应保持相同的精度等级。参见齿轮传动精度等级选择 (2) 齿轮检验与公差根据齿轮副的使用要求和生产规模,在各公差组中选定检验组来检定和验收齿轮精度。(3) 齿轮副 的检验与公差齿轮副的要求包括齿轮副的切向综合误差ΔF ic′,齿轮副的一齿切向综合误差Δf ic′,齿轮副的接触班点位置和大小以及侧隙要求,如上述四方面要求均能满足,则此齿轮副即认为合格。(4) 齿轮侧隙齿轮副的侧隙要求,应根据工作条件用最大极限侧隙j nmax(或j tmax)与最小极限侧隙j nmin(或j tmin)来规定。中心距极限偏差(±f a)按“中心距极限偏差”表的规定。 齿厚极限偏差的上偏差E ss及下偏差E si从齿厚极限偏差表来选用。例如上偏差选用F(=-4f Pt),下偏差选用L(=-16f Pt),则齿厚极限偏差用代号FL表示。参看图“齿轮、齿轮副误差及侧隙的定义和代号”。若所选用的齿厚极限偏差超出齿厚极限偏差表所列14种代号时,允许自行规定。 (5) 齿轮各项公差的数值表 齿距累积公差F P及K个齿距累公差F PK齿向公差Fβ公法线长度变动公差F w 轴线平行度公差中心距极限偏差(±f a)齿厚极限偏差接触斑点 齿圈径向跳动公差F r径向综合公差F i″齿形公差F f齿距极限偏差(±f Pt) 基节极限偏差(±f Pb)一齿径向综合公差f i″齿坯尺寸和形状公差 齿坯基准面径向和端面跳动齿轮的表面粗糙度R a圆柱直齿轮分度圆上弦齿厚及弦齿高 (6) 图样标注 在齿轮零件图上应标注齿轮的精度等级和齿厚极限偏差的字母代号。标注示例 a) 齿轮三个公差组精度 同为7级,其齿厚上偏差为F,下偏差为L: b) 第Ⅰ公差组精度为7级,第Ⅱ、Ⅲ公 差组精度为6级,齿厚上偏差为G,齿厚下 偏差为M: c) 齿轮的三个公差组精度同为4级, 其齿厚上偏差为-330μm,下偏差为 -405μm: 齿轮传动精度等级的选用按机器类型选择按速度、加工、工作条件选择 注:本表不属GB10095-88,供参考
未注公差等级 根据国标GB/T 1804-2000<<一般公差未注公差的线性和角度尺寸的公差>> 线性尺寸,我司决定选用等级(m)为未注公差等级的加工尺寸与角度的公差。对未注公差的检验与控制要求,按GB/T1804-2000。 表1 线性尺寸的极限偏差数值mm
表2 倒圆半径和倒角高度尺寸的极限偏差数值mm
表3给出了角度尺寸的极限偏差数值,其值按角度短边长度确定.对圆锥角按圆锥素线长度确定。 表3 角度尺寸的极限偏差数值
未注尺寸公差按GB/T1804-m 线性尺寸的极限偏差数值(GB/T1804-2000)(mm) 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 精密 f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 中等 m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 粗糙 e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 最粗 v -- ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30 精密 f ±0.2 ±0.5 ±1 ±2
中等 m 粗糙 e ±0.4 ±1 ±2 ±4 最粗 v 角度尺寸的极限偏差数值(GB/T1804-2000) 公差等级基本尺寸分段 ~10 >10~50 >50~120 >120~400 >400 精密 f ±1o ±30′±20′±10′±5′ 中等 m 粗糙 e ±1o30′ ±1o ±30′±20′±10′ 最粗 v ±3o ±2o ±1o ±30′±20′ 未注形位公差按GB/T1184-K 直线度和平面度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围
Q 徐州徐工特种工程机械有限公司企业标准 QJ/XGT 0103-2003 一般公差 未注公差的极限偏差 2003-9-10发布2003-9-15实施 徐州徐工特种工程机械有限公司发布
QJ/XGT 0103-2003 前言 本标准制定了非配合尺寸未注公差的极限偏差。根据企业标准的实用性,本标准部分采用了行业标准JB/T 5936-1991《工程机械机械加工件通用技术条件》、JB/T 5943-1991《工程机械焊接件通用技术条件》以及JB/T 4381-1999《冲压剪切下料件未注公差尺寸的极限偏差》的内容。本标准包含一般公差的定义、未注公差尺寸的极限偏差值。 本标准由研究所与技术处提出。 本标准由总师办标准化室负责起草。 本标准主要起草人:马广荣。 审核:苏云山 批准:高晔
一般公差 未注公差的极限偏差 1 范围 本标准规定了产品图样中未注公差的等级和极限偏差。 本标准适用于金属切削加工和非金属切削加工中未注公差尺寸的极限偏差,金属板材的剪切、气割下料件的尺寸,也适用于冲压加工中未注公差尺寸的极限偏差。 2 引用标准 GB/T1804-2000 一般公差未注公差的线性和角度尺寸公差 GB/T1184-1996 形状和位置公差未注公差值 JB/T 4381-1999 冲压剪切下料件未注公差尺寸的极限偏差 JB/T 5936-1991 工程机械机械加工件通用技术条件 JB/T 5943-1991 工程机械焊接件通用技术条件 3 定义 一般公差是指在车间一般加工条件下可保证的公差。采用一般公差的尺寸,在该尺寸后不需注出极限偏差值。 4 金属切削加工件未注公差的极限偏差 4.1根据孔加、轴减、长度尺寸取双向公差的原则,金属切削加工件未注公差的极限偏差,孔径的内尺寸按H14级选取,轴径的外尺寸按h14级选取,长度尺寸按JS(js)14(±1/2 IT14)级选取,其数值见表1(IT14级标准公差)。 4.2盲孔钻孔深度未注公差的极限偏差不得超过下列规定: mm a.深≤50mm时,极限偏差为+3.0 b.深≥50mm时,极限偏差为+5.0 mm 5 剪切下料件未注公差的极限偏差 5.1剪切下料件未注公差的加工精度,按JB/T 4381-1999中B级的规定,用于12mm
国标自由公差 何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成12级。取自其中8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、双向(±)二种。 在自由尺寸公差的注解中提示; ①自由尺寸公差仅适用于机械加工表面。 ②自由尺寸公差在工作图上不标注。 ③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽 长用(+)号,其余均用双向正负偏差(±)。 ④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设 计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。 即;IT01、IT0、IT1至IT18。IT表示标准公差,公差等级的代 号用阿拉伯数字表示,从IT01至IT18等级依次降低。 并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条; ①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加 工的尺寸, ②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技 术文件作出具体规定。 ③未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+); 轴用h(-);长度用(±)? IT(即Js或js)。必要时,可不分孔、 轴或长度,均采用? IT(即Js或js)。 线性尺寸的极限偏差数值 公差等级尺寸分段 1.线性尺寸的极限偏差数值(GB/T1804-2000)(mm)
2.倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm 3.角度尺寸的极限偏差数值(GB/T1804-2000) 4.未注形位公差按GB/T1184-K 4.1直线度和平面度未注公差值(GB/T1184-1996)(mm) 4.2垂直度未注公差值(GB/T1184-1996)(mm) 4.3对称度未注公差值(GB/T1184-1996)(mm)
H9/d9 转动灵活,间隙很大的配合,液体摩擦情况尚好。用于温度变化大,高速或轴颈压力大的转动配合,如一般通用机械中的平键连接,柴油机活塞环与环槽宽度,空压机活塞与压杆,热工仪表中精度较低的孔与轴,滑动轴承及较松的皮带轮等的配合。 H8/f7中等间隙、液体摩擦良好的转动配合。适用于中等转速及中等轴颈压力的一般精度的传动,也可用于易于装配的长轴或多支承的中等精度的定位配合。如机床中轴向移动的齿轮与轴,木工机械中轴与衬套,蜗轮减速箱轴承端盖与孔,离合器活动爪与轴等的配合 H7/g6间隙很小,适用于有一定的相对运动,不要求自由转动,并且精度高的定位要求的配合,也适用于转动精度高,转速不高,以及转动时有冲击,要求一定的同轴度或紧密性的配合。如机床的主轴与轴承,机床的传动齿轮与轴,中等精度分度头主轴与轴套,矩形花键的定心直径,可换钻套与钻模板,柱塞燃油泵的轴承壳体与销轴,拖拉机连杆衬套与曲轴,压缩机十字头销轴与连杆衬套的配合。 H7/h6 间隙较小,最小间隙为零的间隙定位配合,较好的同轴度,一般多用于常拆卸,或在调整时需要移动或转动的联接处,工作时滑动慢,导向精度高。例如,机床变速箱的滑移齿轮和轴,离合器和轴、钻床摇臂和立柱,风动工具活塞与缸体,往复运动的精确导向的压缩机连杆孔和十字头,橡胶滚筒密封轴上滚动轴承座和筒体的配合。 H8/h7 配合间隙极小,最小间隙为零的间隙配合,适用于较高导向精度,零件之间滑移速度很小的结合,当结合表面较长,形状误差较大,或者在变载荷时,为防止冲击及歪斜,通常可代替H7/h6使用。如柱塞燃油泵的调节器壳体和定位衬套,立式电机和机座,一般电机和轴承,缝纫机大皮带轮和曲轴的配合。 H7/k6 精密定位配合,最广泛采用的一种过渡配合,得到过盈的概率为41.7~45%,当基本尺寸至3mm时,得到过盈的概率为37.5%,同轴度精度相当高,拆卸方便,用手锤轻打即可装卸,用在冲击负荷不大的地方,如扭矩和冲击较大时,应加辅助件紧固。用于机床不滑动齿轮和轴,中型电机轴端与联轴器或皮带轮,减速器蜗轮和轴,精密仪器中滚动轴承与轴的配合。 H9/h9 最小间隙为零的间隙定位配合,零件装卸自由,加辅助件键、销等,可传递扭矩,工作时一般无相对运动,同轴度要求低。如齿轮和轴,皮带轮和轴,离合器和轴,滑块和导向轴,剖分式滑动轴承壳与轴瓦的配合。 H7/n6过盈较大的高精度定位配合,得到过盈的概率为77.7~82.4%,基本尺寸至3mm时,过盈概率为62.5%,平均过盈比H7/m6、M7/h6、H8/n7以及N8/h7都大。绝大部分均为过盈,极少有间隙。可以承受很大的扭矩、振动和冲击负荷,但均需加辅助紧固件,同轴度高,配合紧密性优良,拆卸困难,常用于不拆卸的结合。例如,爪型离合器和轴,链轮轮缘和轮心,蜗轮青铜轮缘和轮心,破碎机等振动机械中齿轮和轴,柴油机泵座和泵缸,压缩机连杆衬套和曲轴衬套,电动机转子内径与支架的配合。 H7/p6过盈定位配合,相对平均过盈为0.00013~0.002,相对最小过盈小于0.00043。基本尺寸至3mm时为过渡配合,过盈概率为75%。小过盈量的过盈配合,用于定位精度高,要求保证部件刚性及对中性,而对内孔承受压力无特殊要求,不依靠配合过盈量传递摩擦负荷的场合。如增加辅助紧固件,则可传递扭矩。是一种轻压配合,采用压力机压入装配,用于拆卸的轻型静联接,变形较小,精度较高的部位。如冲击振动、重负荷的齿轮和轴,压缩机十字头销轴和连杆衬套,柴油机缸体上口和主轴承瓦,凸轮孔和凸轮轴,轴和轴承孔等的配合 H7/s6中型压入配合中较松的一种过盈配合,基本尺寸大于10mm时,相对平均过盈为0.0005~0.0018,相对最小过盈为0.0004~0.00075,适用于一般钢件或用于薄壁件的冷缩配合;用于铸件能得到较紧的配合;用于不加紧固件的固定连接,过盈变化比较小,因此适于结合精度要求高的部位。此种配合应用广泛。例如,空气钻外壳盖和套筒,柴油机气门导管和汽缸盖,燃油泵壳体和销轴等的配合
标准公差表
线性和角度尺寸未注公差 根据国际标准,以下为线性尺寸未注公差的公差表。 这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。这些极限偏差适用于: ?线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度; ?角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); ?机加工组装件的线性和角度尺寸。 这些极限偏差不适用于: ?已有其他一般公差标准规定的线性和角度尺寸; ?括号内的参考尺寸; ?矩形框格内的理论正确尺寸。
形状位置公差 零件在加工过程中,由于机床-夹具-刀具系统存在几何误差,以及加工中出现受力变形、热变形、振动和磨损等影响,使被加工零件的几何要素不可避免地产生误差。这些误差包括尺寸偏差、形状误差(包括宏观几何误差、波度和表面粗糙度)及位置误差。 形状公差 形状公差是指单一实际要素的形状所允许的变动全量。 形状公差用形状公差带表达。形状公差带包括公差带形状、方向、位置和大小等四要素。 形状公差项目有:直线度、平面度、圆度、圆柱度、线轮廓度、面轮廓度等6项。 位置公差 位置公差是指关联实际要素的位置对基准所允许的变动全量。 定向公差 定向公差是指关联实际要素对基准在方向上允许的变动全量。这类公差包括平行度、垂直度、倾斜度3项。 定位公差 定位公差是关联实际要素对基准在位置上允许的变动全量。这类公差包括同轴度、对称度、位置度3项。 跳动公差 跳动公差是以特定的检测方式为依据而给定的公差项目。跳动公差可分为圆跳动与全跳动。零件的形位公差共14项,其中形状公差6个,位置公差8个,列于下表。