《冷冲压工艺及模具设计》
课程设计
班级:
姓名:
学号:
总课时数:周
指导教师:
成绩:
课题四:接线片冲压模设计与制造
同学,请你根据图示制件,完成下列课程设计任务:
一、设计课题
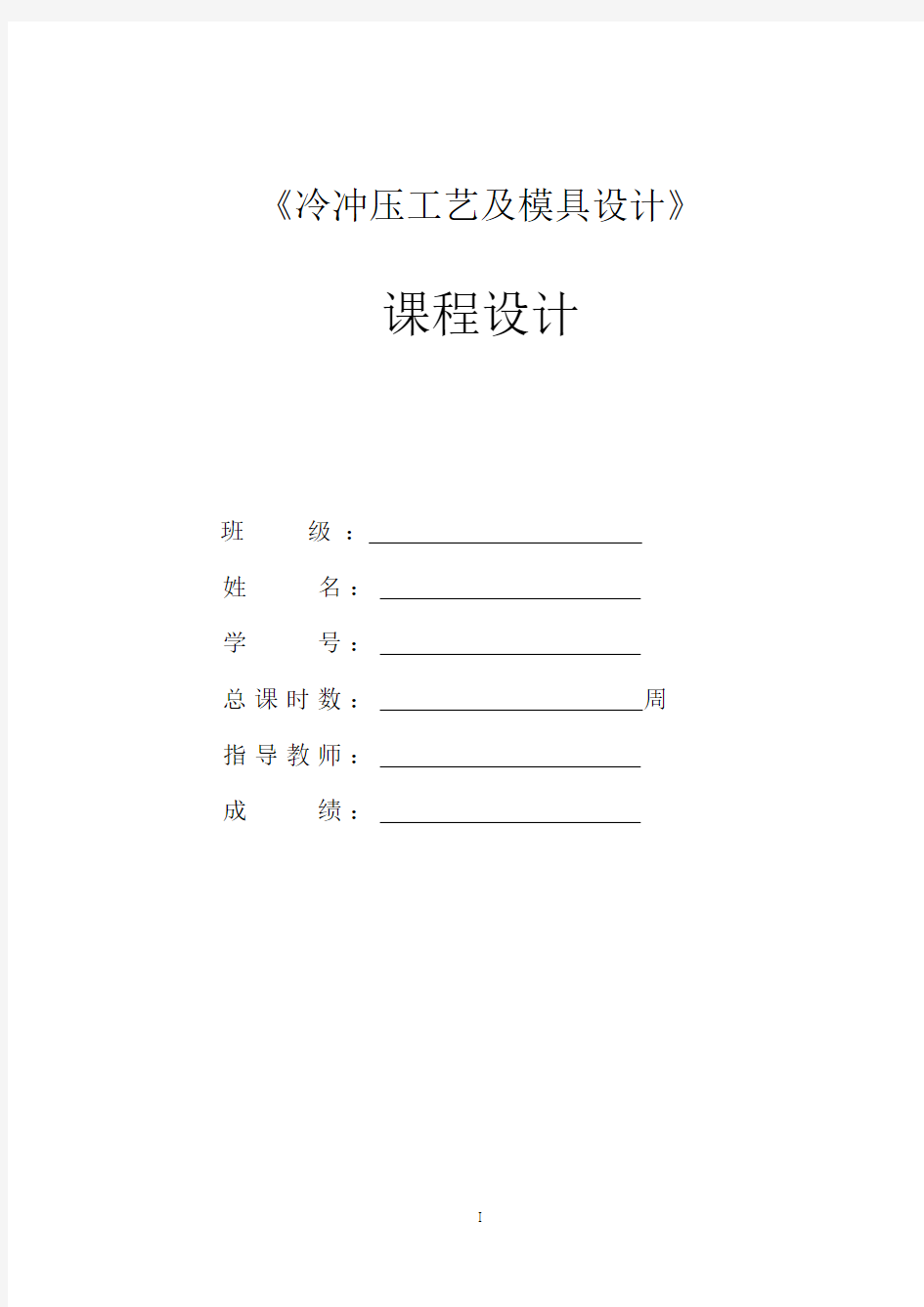
某电子厂生产的接线片零件如图所示,材料为H62软,料厚0.5mm,中批量生产。确定其冲压工艺方案,填写冲压工艺卡,画出模具结构装配图,绘出除模架和紧固件等以外的所有零件图,并制订模具工作零件的加工工艺。
二、设计内容
设计内容包括冲压工艺性分析,工艺方案制定,排样图的设计,总的冲压力计算及压力中心计算,刃口尺寸计算,弹簧、橡皮的计算和选用,凸模、凹模或凸凹模结构设计以及其它冲模零件的结构设计,绘制模具装配图和工作零件图,编写设计说明书,填写冲压工艺卡和工作零件机械加工工艺过程卡。
三、设计工作量(仅供参考)
冲压工艺卡1份
模具装配图1张(A1纸绘制)
工作零件图所有非标准件(1:1绘制)
工作零件机械加工工艺过程卡模具的凸模、凹模、凸凹模等
设计说明书1份(约25页)
四、冷冲模课程设计的要求
1.冷冲模装配图
用以说明冲模结构、工作原理、组成冲模的全部零件及其相互位置和装配关系。
图上应标注必要的尺寸,如模具闭合尺寸、模架外形尺寸、模柄直径等,不标注配合尺寸、形位公差。
按机械制图国家标准填写好标题栏和零件明细表,包括件号、名称、数量、材料、热处理、标准零件代号及规格、备注等内容。模具图中的所有零件都应详细填写在明细表中。
装配图中的技术要求内容包括:凸、凹模间隙、模具闭合高度、模具的特殊要求、其它等。
2.冲模零件图
要求绘制除模架和紧固件以外的所有零件图,零件图的绘制和标注应符合机械制图国家标准的规定,要注明全部尺寸、公差配合、形位公差、表面粗糙度、材料、热处理要求及其它技术要求。
3.冲压工艺卡
以工序为单位,说明整个冲压加工工艺过程的工艺文件。它包括:制件的材料、规格、质量;制件简图或工序简图;制件的主要尺寸;各工序所需的设备和工装等。
4.工作零件机械加工工艺过程卡工作零件机械加工工艺过程卡指凸模、凹模或凸凹模的机械加工工艺过程,包括该零件的整个工艺路线,各工序名称、工序内容等。
5.设计说明书
设计者除了用工艺文件和图样表达自己的设计结果外,还必须编写设计说明书,用以阐明自己的设计观点、方案的优劣、依据和过程。其主要内容有:
(1)目录;
(2)设计任务书及产品图;
(3)制件的工艺性分析;
(4)冲压工艺方案的制定及分析比较;
(5)填写工艺卡片;
(6)模具结构形式的论证及确定;
(7)排样图设计及材料利用率计算;
(8)工序压力计算及压力中心确定;
(9)冲压设备的选择及校核;
(10)模具零件的选用、设计及必要的计算;
(11)模具工作零件刃口尺寸及公差的计算;
(12)其它需要说明的问题;
(13)主要参考文献目录。
说明书中应附必要的简图,所选参数及所用公式应注明出处,并说明式中各符号的意义和单位。说明书最后应附有参考文献目录,包括书刊名称、作者、出版社、出版年份。在说明书中引用所列参考资料时,只需在方括号里注明其序号及页数,如:见文献[8]P118。
6.图纸可以手绘或CAD绘制,CAD绘制者必须交纸质图及电子文档。
接线片冲压模的设计说明书目录
一、冲压工艺性分析 (1)
二、冲裁工艺方案的确定 (1)
1.方案种类 (1)
2.方案的比较 (2)
3.方案的确定 (2)
三、模具结构形式的确定 (2)
四、设计工艺计算 (3)
1.排样设计与计算 (3)
2.冲裁压力的计算 (6)
3.压力机公称压力的确定 (7)
4.冲裁压力中心的确定 (8)
5.工作零件刃口尺寸的计算 (9)
6.卸料弹簧的设计 (10)
五、模具总体结构设计 (12)
1.模具类形的选择 (12)
2.定位方式的选择 (12)
3.卸料、出件方式的选择 (12)
4.导柱、导套位置的确定 (12)
六、主要零部件的设计 (12)
1.工作零件的结构设计 (12)
2.定位零件的设计 (13)
3.卸料部件的设计 (14)
4.模架及其他零部件的设计 (14)
七.模具总装图 (17)
八.冲压设备的选取 (18)
九.填定冲压工艺卡: (19)
十.模具零件加工工艺 (20)
十一.结束语 (21)
主要参考文献 (22)
接线片冲压模的设计
该工件包括落料、冲孔两个基本工序,可有以下三种工艺方案:
方案一:先落料,后冲孔。采用单工序模生产。
方案二:采用冲孔--落料同时进行的复合模生产。
方案三:冲孔--落料级进冲压。采用级进模生产。
2.方案的比较
方案一:模具结构简单,制造方便,但需要两台设备,两副模具,成本相对较高,生产效率低,且更重要的是在第一道工序完成后,进入第二道工序必然会增大误差,使工件精度、质量大打折扣。故而不选此方案。
方案二:只需要一副模具,工件的精度及生产效率都能满足生产要求,模轮廓尺寸较小,但模具结构较复杂,且强度和刚度相对于级进模来讲较低,操作安全性不如级进模。
方案三:级进模是一种多工位、效率高的一种加工方法,也只需要一副模具,工件的精度及生产效率都能满足生产要求。但级进模轮廓尺寸较大,制造复杂,成本较高,一般适用于大批量,小型冲压件。因本工件尺寸轮廓较小,采用此方案,模具的强度和刚度比复合模高,操作也比复合模安全。
3.方案的确定
综上所述,本设计选用方案三,采用级进模生产。
三、模具结构形式的确定
级进模冲压,必须解决条料的准确定位问题,才有可能保证工件的质量。根据定位零件的特征,典型级进模结构有挡料销和导正销定位级进模和侧刃定距级进模,本设计选用侧刃定距级进模,条料送进导向由导料板来完成。为保证工件的平整,卸料采用弹压卸料装置,为使操作方便,工件拟采用下出件方式。模架宜选用级进模常用模架对角导柱模架。
四、设计工艺计算
1.排样设计与计算
(1)排样方法的确定
为保证工件的质量,提高模具寿命,拟采用有废料排样。为提高材料利用率,根据工件的结构特征,宜采用直对排的方式。
(2)确定搭边值
查文献[1]P63表3-13 ,取最小搭边值:工件间 a 1 =1.5mm ,侧面a =1.8mm
考虑到工件的尺寸比较大,在冲压过程中需在两边设置压边装置,且为了方便计算,实际取:
工件间:a 1 = 2mm 侧 面:a =1.8mm
(3)确定条料送进步距
经计算,条料送进步距S 等于20 (4)确定条料宽度
根据文献[1]P64表3—14得条料宽度
01max 0)5.1(?-?-++=nb L B α
式中 m ax L ——条料宽度方向冲裁件的最大尺寸mm
α——侧搭边值
n ——侧刃数,此处取2
1b ——侧刃冲切的料边宽度mm ,查文献[1]P65表3—17, 取1b =5.1
?——条料宽度偏差,查文献[1]P64表3—15,取5.0=?
代入上式得
05.005.0)5.128.15.167(--?+?+=B 0
5.073-=
(5)画出排样图
根据以上资料画出排样图,如图2:
图3 -
3602arcsin
360
=∠a arcsin 9
=5.190
X=
39
2
2
-=26
落料冲裁长度L 落 :39
(22)2(32284360L R R ππ≈-
???+?-+?+落
39
(2 3.1492 3.149)67.2117.6
360≈??-???+≈
冲孔冲裁周长L 孔:L 孔=πd =3.14×8=25.12 侧刃冲裁长度L 侧:L 侧=S+b 1=20+1.5=21.5
用一般平刃冲裁时,其冲裁力根据文献[1]P66公式3—13得 冲裁力 τ
KLt F =
式中 F ——冲裁力 ,N ; K ——安全系数,K=1.3; t ——材料的厚度,mm ;
0τ——材料的抗剪强度MPa , (查文献[1]P322附表1,取300MPa ) L ——冲裁的周边长度 代入上式可得
第1章绪论 1.1冲压工艺介绍 冲压是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。 冲压工艺有如下特点 1.用简单的机械设备能生产出其他加工方法难以加工的复杂形状的制件。 2.制件的精度高,互换性好,一般不再需要大量的机械加工就能获得强度高、刚性好、质量轻的零件。 3.同切削加工相比较能节约金属资源,并可以利用廉价的板材。 4.生产效率高,每分钟能够生产多件产品,制件成本低廉。 5.有利于实现机械自动化,减轻工人的劳动强度和改善劳动条件。 冲压件在工业生产中具有不可替代的作用,据统计全世界的钢材中,有60~70%是板材,其中大部分是经过冲压制成成品。汽车的车身、底盘、油箱、散热器片,锅炉的汽包、容器的壳体、电机、电器的铁芯硅钢片等都是冲压加工的。仪器仪表、家用电器、自行车、办公机械、生活器皿等产品中,也有大量冲压件。 1.2 冲压的基本工序及模具 由于冲压加工的零件种类繁多,各类零件的形状、尺寸和精度要求又各不相同,因而生产中采用的冲压工艺方法也是多种多样的。概括起来,可分为分离工序和成形工序两大类;分离工序是指使坯料沿一定的轮廓线分离而获得一定形状、尺寸和断面质量的冲压(俗称冲裁件)的工序;成形工序是指使坯料在不破裂的条件下产生塑性变形而获得一定形状和尺寸的冲压件的工序。 上述两类工序,按基本变形方式不同又可分为冲裁、弯曲、拉深和成形四种基本工序,每种基本工序还包含有多种单一工序。 在实际生产中,当冲压件的生产批量较大、尺寸较少而公差要求较小时,若用分散的单一工序来冲压是不经济甚至难于达到要求。这时在工艺上多采用集中的方案,即把两种或两种以上的单一工序集中在一副模具内完成,称为组合的方法不同,又可将其分为复合、级进和复合—级进三种组合方式。 复合冲压是指在压力机的一次工作行程中,在模具的同一工位上同时完成两
毕业设计(论文) 题目[毕业论文标题(字数不超过24字)] 姓名[姓名] 学号[学号] 专业班级[专业班级] 所在学院计算学院 指导教师(职称)[指导教师(职称)] 二○○八年五月十日
[单击此处添加毕业论文中文题目] ——[单击此处添加中文副标题] 【摘要】[单击此处添加中文摘要] 【关键词】[单击此处添加中文关键词] ,[单击此处添加中文关键词] ,[单击此处添加中文关键词] ,[单击此处添加中文关键词] ,[单击此处添加中文关键词] 以下是说明文字,正式成文后请删除。 1、模板的使用 (1)请不要删除任何具有格式的模版文字! (2)按照提示直接单击或者单击后执行“选择性粘贴”-“无格式文本”就可以添加相应的内容! 2、在论文的总体结构和关键点控制中应注意的问题 (1)毕业论文的题目与章节标题之间的关系要前后呼应!论文的题目应该体现在章节标题中,避免章节的题目比整个论文的题目还要大的情况出现。 (2)摘要的书写和关键词选择要到位。读者通过阅读摘要就能了解论文主要做了哪些方面的工作,有哪些方面的创新成果等。避免出现大篇幅讲研究的意义等现象出现。 (3)关键词必须与论文的题目和摘要密切联系,论文的题目和关键词应该体现在摘要中。 导师在进行毕业设计(论文)指导时,应该更多的从总的方面来把握,尤其要在论文题目、章节标题、摘要、关键词、绪论、结论等总的结构方面及关键性控制点对学生多加指导。 3、毕业设计(论文)题目
应简短、明确、有概括性,用极为精练的文字把论文的主题或总体内容表达出来,能反映论文内容、专业特点和学科范畴,且涵盖的内容不宜过大。字数一般不超过24字,必要时可加副标题,副标题字数一般不要超过题目。 4、论文摘要 摘要反映毕业设计(论文)的主要信息,以浓缩的形式概括研究课题的目的、内容、方法、成果和结论,具有独立性和完整性。中文摘要一般为300字左右,不含公式、图表、注释。论文摘要应采用第三人称的写法,力求文字精悍简练。 摘要通常包括: (1)毕业设计(论文)所研究问题的意义(通常一句话概括)。 (2)毕业设计(论文)所研究的问题(通常一两句话概括)。 (3)论文中有新意的部分(观点、方法、材料、结论等)的明确概括。 (4)结果的意义。 5、关键词 关键词是供检索用的主题词条,应采用能覆盖毕业设计(论文)主要内容的通用技术词条(参照相应的技术术语标准)。关键词一般为3~5个。
本文给出了职业技术学院物联网专业毕业设计论文的写作规和排版格式要求。文中格式可作为编排论文的格式模板,供学生参考使用。 摘要容说明: 论文摘要是论文的缩影,文字要简练、明确。容要包括目的、方法、结果和结论。摘要的编写应遵循下列原则:1)摘要应具有独立性和自含性,即不阅读论文的全文,就能获得必要的信息。摘要是论文的缩影,是论文的主要容、见解、结论简短明了的缩写。2)摘要中要有数据、有结论,是一片完整的短文,可以独立使用,可以引用。3)摘要容应尽可能包括原论文的主要信息,供读者确定有无必要阅读全文,也供文摘汇编等二次文献采用。4)要用文字表达,不要附图和照片,除了实在无变通办法可用以外,摘要中不用图、表、化学结构式、非公知公用的符号和术语,不要使用表格、公式、上下标以及其他特殊符号,单位制一律换算成国际标准计量单位制,除特别情况外,数字一律用阿拉伯数码。 摘要格式说明: 标题“摘要”手动设置成字体:黑体,居中,小三号,段后6磅,段前0磅。 摘要容:宋体,小四号,1.5倍行距。每段落首行缩进2个汉字;两端分散对齐。 篇幅以一页为限,字数为600字左右。一般不超过1000字。 摘要正文后,列出3-5个关键词。关键词请尽量用《汉语主题词表》等词表提供的规词。 关键词与摘要之间空一行。关键词间用逗号间隔,末尾不加标点,3-5个,黑体,小四,加粗。 关键词:写作规,排版格式,毕业论文
目录 1.2 论文页眉页脚的编排 (3) 1.3 论文正文格式 (4) 1.4 章节标题格式 (4) 1.5 各章之间的分隔符设置 (4) 1.6 正文中的编号 (5) 2 图表及公式的格式说明 (6) 2.1 图的格式说明 (6) 2.1.1 图的格式示例 (6) 2.1.2 图的格式描述 (6) 2.2 表的格式说明 (7) 2.2.1 表的格式示例 (7) 2.2.2 表的格式描述 (8) 2.3 公式的格式说明 (9) 2.3.1 公式的格式示例 (9) 2.3.2 公式的格式描述 (9) 2.4 参考文献的格式说明 (9) 2.4.1 参考文献在正文中引用的示例 (9) 2.4.2 参考文献在正文中引用的书写格式 (9) 2.4.3 参考文献的书写格式 (10) 2.4.4 参考文献的书写格式示例 (10) 2.5 量和单位的使用 (10) 2.5.1 使用方法 (10) 2.5.2 中华人民国法定计量单位 (10) 2.6 规表达注意事项 (13) 2.6.1 名词术语 (13) 2.6.2 数字 (13) 2.6.3 外文字母 (13) 2.6.4 量和单位 (14) 2.6.5 标点符号 (14) 3 打印说明 (15)
冲压模具毕业设计说明书 1 绪论 1.1 概述 冲压成形作为现代工业中一种十分重要的加工方法,用以生产各种板料零件,具有很多独特的优势,其成形件具有自重轻、刚度大、强度高、互换性好、成本低、生产过程便于实现机械自动化及生产效率高等优点,是一种其它加工方法所不能相比和不可替代的先进制造技术,在制造业中具有很强的竞争力,被广泛应用于汽车、能源、机械、信息、航空航天、国防工业和日常生活的生产之中。 在吸收了力学、数学、金属材料学、机械科学以及控制、计算机技术等方面的知识后,已经形成了冲压学科的成形基本理论。以冲压产品为龙头,以模具为中心,结合现代先进技术的应用,在产品的巨大市场需求刺激和推动下,冲压成形技术在国民经济发展、实现现代化和提高人民生活水平方面发挥着越来越重要的作用。 1.2 冲压技术的进步 进几十年来,冲压技术有了飞速的发展,它不仅表现在许多新工艺与新技术在生产的广泛应用上,如:旋压成形、软模具成形、高能率成形等,更重要的是人们对冲压技术的认识与掌握的程度有了质的飞跃[1]。 现代冲压生产是一种大规模继续作业的制造方式,由于高新技术的参与和介入,冲压生产方式由初期的手工操作逐步进化为集成制造(图1-1)。生产过程逐步实现机械化、自动化、并且正在向智能化、集成化的方向发展。实现自动化冲压作业,体现安全、高效、节材等优 冲压自动化生产的实现使冲压制造的概念有了本质的飞跃。结合现代技术信息系统和现代化管理信息系统的成果,由这三方面组合又形成现代冲压新的生产模式—计算机集成制造系统CIMS(Computer Integrated Manufacturing System)。把产品概念形成、设计、开发、生产、销售、售后服务全过程通过计算机等技术融为一体,将会给冲压制造业带来更好的经济效益,使现代冲压技术水平提高到一个新的高度。 1.3 模具的发展与现状 模具是工业生产中的基础工艺装备,是一种高附加值的高技术密集型产品,也是高新技术产业的重要领域,其技术水平的高低已成为衡量一个国家制造水平的重要标志。随着国民经济总量和工业产品技术的不断发展,各行各业对模具的需求量越来越大,技术要求也越来越高。目前我国模具工业的发展步伐日益加快,“十一五期间”产品发展重点主要应表现在 [2]:
本 科 毕 业 设 计(论文) 题 ——副标题 学生姓名:张 三 学 号:10080000 专业班级:计算机科学与技术10-5班 指导教师:李 四 20 年 6月20日
——副标题 要 数据结构算法设计和演示(C++)树和查找是在面向对象思想和技术的指导下,采用面向对象的编程语言(C++)和面向对象的编程工具(Borland C++ Builder 6.0)开发出来的小型应用程序。它的功能主要是将数据结构中链表、栈、队列、树、查找、图和排序部分的典型算法和数据结构用面向对象的方法封装成类,并通过类的对外接口和对象之间的消息传递来实现这些算法,同时利用解、辅助教学和自我学习的作用。 关键词
The design and implementation of the linear form ——副标题 Abstract 外文摘要要求用英文书写,内容应与“中文摘要”对应。使用第三人称。 “Abstract” 字体:Times New Roman,居中,三号,加粗,1.5倍行距,段前、段后0.5行间距,勾选网格对齐选项。 “Abstract”上方是论文的英文题目,字体:Times New Roman,居中,小二,加粗,1.5倍行距,间距:段前、段后0.5行间距,勾选网格对齐选项。 Abstract正文选用设置成每段落首行缩进2字符,字体:Times New Roman,字号:小四,1.5倍行距,间距:间距:段前后0.5行间距,勾选网格对齐选项。 Keywords与Abstract之间空一行,首行缩进2字符。Keywords与中文“关键词”一致,加粗。词间用分号间隔,末尾不加标点,3-5个,Times New Roman,小四。如需换行,则新行与第一个关键词首字母对齐。 Keywords:Write Criterion;Typeset Format;Graduation Project (Thesis)
你如果认识从前的我,也许会原谅现在的我。 1 绪论 1.1 概述 冲压成形作为现代工业中一种十分重要的加工方法 用以生产各种板料零件 具有很多独特的优势 其成形件具有自重轻、刚度大、强度高、互换性好、成本低、生产过程便于实现机械自动化及生产效率高等优点 是一种其它加工方法所不能相比和不可替代的先进制造技术 在制造业中具有很强的竞争力 被广泛应用于汽车、能源、机械、信息、航空航天、国防工业和日常生活的生产之中 在吸收了力学、数学、金属材料学、机械科学以及控制、计算机技术等方面的知识后 已经形成了冲压学科的成形基本理论 以冲压产品为龙头 以模具为中心 结合现代先进技术的应用 在产品的巨大市场需求刺激和推动下 冲压成形技术在国民经济发展、实现现代化和提高人民生活水平方面发挥着越来越重要的作用 1.2 冲压技术的进步 进几十年来 冲压技术有了飞速的发展 它不仅表现在许多新工艺与新技术在生产的广泛应用上 如:旋压成形、软模具成形、高能率成形等 更重要的是人们对冲压技术的认识与掌握的程度有了质的飞跃[1] 现代冲压生产是一种大规模继续作业的制造方式 由于高新技术的参与和介入 冲压生产方式由初期的手工操作逐步进化为集成制造(图1-1) 生产过程逐步实现机械化、自动化、并且正在向智能化、集成化的方向发展 实现自动化冲压作业 体现安全、高效、节材等优点 已经是冲压生产的发展方向
图1-1 冲压作业方式的进化 冲压自动化生产的实现使冲压制造的概念有了本质的飞跃 结合现代技术信息系统和现代化管理信息系统的成果 由这三方面组合又形成现代冲压新的生产模式-计算机集成制造系统CIMS(Computer Integrated Manufacturing System) 把产品概念形成、设计、开发、生产、销售、售后服务全过程通过计算机等技术融为一体 将会给冲压制造业带来更好的经济效益 使现代冲压技术水平提高到一个新的高度 1.3 模具的发展与现状 模具是工业生产中的基础工艺装备 是一种高附加值的高技术密集型产品 也是高新技术产业的重要领域 其技术水平的高低已成为衡量一个国家制造水平的重要标志 随着国民经济总量和工业产品技术的不断发展 各行各业对模具的需求量越来越大 技术要求也越来越高 目前我国模具工业的发展步伐日益加快 "十一五期间"产品发展重点主要应表现在 [2]: (1)汽车覆盖件模; (2)精密冲模; (3)大型及精密塑料模; (4)主要模具标准件; (5)其它高技术含量的模具 目前我国模具年生产总量虽然已位居世界第三 其中 冲压模占模具总量的40%以上[2] 但在整个模具设计制造水平和标准化程度上 与德国、美国、日本等发达国家相比还存在相当大的差距 以大型覆盖件冲模为代表 我国已能生产部分轿车覆盖件模具 轿车覆盖件模具设计和制造难度大 质量和精度要求高 代表覆盖件模具的水平 在设计制造方法、手段上已基本达到了国际水平 模具结构功能方面也接近国际水平 在轿车模具国产化进程中前进了一大步 但在制造质量、精度、制造周期和成本方面 以国外相比还存在一定的差距 标志冲模技术先进水平的多工位级进模和多功能模具 是我国重点发展的精密模具品种 在制造精度、使用寿命、模具结构和功能上 与国外多工位级进模和多功能模具相比 存在一定差距[2-3]
本科生毕业论文(设计)Undergraduate Graduation Thesis(Design) 题目Title: 院系 School (Department): 专业 Major: 学生姓名 Student Name: 学号 Student No.: 指导教师(职称) Supervisor(Title): 时间:年月日 Date: Month Day Year
说明 1. 毕业论文(设计)的写作格式要求请参照《中山大学本科生毕业论文 的有关规定》和《中山大学本科生毕业论文(设计)写作与印制规范》。 2. 除完成毕业论文(设计)外,还须填写三份表格: (1)表一毕业论文(设计)开题报告; (2)表二毕业论文(设计)过程检查情况记录表; (3)表三毕业论文(设计)答辩情况登记表。 3. 上述表格均可从教务部主页的“下载中心”处下载,如表格篇幅不够, 可另附纸。每份毕业论文(设计)定稿装订时应随同附上这三份表格。4. 封三是毕业论文(设计)成绩评定的主要依据,请认真填写。 Instruction 1. Please refer to ‘The Guidelines to Undergraduate Graduation Thesis (Design) at Sun Yat-sen University’and ‘The Writing and Printing Format of Undergraduate Graduation Thesis(Design) at Sun Yat-sen University’for anything about the thesis format. 2. Three forms should be filled up before the submission of the thesis (design): (1)Form 1: Research Proposal of Graduation Thesis. (2)Form 2: Process Check-up Form. (3)Form 3: Thesis Defense Performance Form. 3. All the above forms could be downloaded on the website of the Office of Education Administration. If there is not enough space in the form, please add extra sheets. Each thesis (design) should be submitted together with the three forms. 4. The form on the inside back cover is the grading sheet. Please fill it up before submission.
【从这里键入摘要内容。字体和格式均不需要修改。页面格式已经设置完毕(小四号宋体,每段开头空二格)。】扼要概括论文主要设计了什么内容,如何设计的,设计效果如何。语言精练、明确,语句流畅;英文摘要须与中文摘要内容相对应;中文摘要约400-500个汉字,英文摘要约300-450个实词;关键词要反映毕业设计说明书(论文)的主要内容,数量一般为4-6个。 设计类论文的摘要:应有类似的文字:(1)本设计的依据和意义的简要描述 (2)采用什么方法(面向对象的方法或软件工程的方法)进行需求分析、总体设计,详细设计、实现了哪些重要的功能。(3)(如果有这部分内容的话)设计过程中对什么问题进行了研究,提出了什么新的思路或者方法(4)系统设计或者研究达到了什么目标。 研究类论文的摘要: (1)本课题的依据和意义的简要描述(2)对哪些算法或者方法进行了哪些研究(3)提出了什么新的思路或者方法,或者对什么方法提出了改进思想(4)经过什么测试验证,证明了新的方法的可行性,或4)研究达到了什么目标。 4,关键词5,关键词6 页眉设置:河南科技大学本科毕业设计论文 页码设置:前言之前部分用Ⅰ,Ⅱ,Ⅲ,…编号 从前言开始用阿拉伯数字1,2,3…编号,前言为第1页
【从这里键入英文摘要内容, 使用Times New Roman 字体,小四号小写,每段开头留四个字符空格】 WORDS :5,关键6
言 章一级标题一 (2) 第1章二级标题一 (2) 第1章二级标题二 (3) §1.2.1 第1章三级标题一 (3) §1.2.2 第1章三级标题二 (3) 章一级标题二 (5) 第2章二级标题一 (5) §2.1.1 第2章三级标题一 (5) §2.1.2 第2章三级标题二 (5) §2.1.3 第2章三级标题三 (6) 第2章二级标题二 (6) 章一级标题三 (7) 第3章二级标题一 (7) §3.1.1 第3章三级标题一 (7) §3.1.2 第3章三级标题二 (7) 第3章二级标题二 (7) 第4章一级标题四 (8) §4.1 第4章二级标题一 (8) §4.1.1 第4章三级标题一 (8) §4.1.2 第4章三级标题二 (8) §4.2 第4章二级标题二 (8) 第5章一级标题五 (9) §5.1 第5章二级标题一 (9) §5.2 第5章二级标题二 (9) §5.3 第5章二级标题三 (9) §5.3.1 第5章三级标题一 (9)
你如果认识从前的我,也许会原谅现在的我。 1 绪论 1.1 概述 冲压成形作为现代工业中一种十分重要的加工方法 用以生产各种板料零件 具有很多独特的优势 其成形件具有自重轻、刚度大、强度高、互换性好、成本低、生产过程便于实现机械自动化及生产效率高等优点 是一种其它加工方法所不能相比和不可替代的先进制造技术 在制造业中具有很强的竞争力 被广泛应用于汽车、能源、机械、信息、航空航天、国防工业和日常生活的生产之中 在吸收了力学、数学、金属材料学、机械科学以及控制、计算机技术等方面的知识后 已经形成了冲压学科的成形基本理论 以冲压产品为龙头 以模具为中心 结合现代先进技术的应用
在产品的巨大市场需求刺激和推动下 冲压成形技术在国民经济发展、实现现代化和提高人民生活水平方面发挥着越来越重要的作用 1.2 冲压技术的进步 进几十年来 冲压技术有了飞速的发展 它不仅表现在许多新工艺与新技术在生产的广泛应用上 如:旋压成形、软模具成形、高能率成形等 更重要的是人们对冲压技术的认识与掌握的程度有了质的飞跃[1] 现代冲压生产是一种大规模继续作业的制造方式 由于高新技术的参与和介入 冲压生产方式由初期的手工操作逐步进化为集成制造(图1-1) 生产过程逐步实现机械化、自动化、并且正在向智能化、集成化的方向发展 实现自动化冲压作业 体现安全、高效、节材等优点 已经是冲压生产的发展方向 图1-1 冲压作业方式的进化
冲压自动化生产的实现使冲压制造的概念有了本质的飞跃 结合现代技术信息系统和现代化管理信息系统的成果 由这三方面组合又形成现代冲压新的生产模式-计算机集成制造系统 CIMS(Computer Integrated Manufacturing System) 把产品概念形成、设计、开发、生产、销售、售后服务全过程通过计算机等技术融为一体 将会给冲压制造业带来更好的经济效益 使现代冲压技术水平提高到一个新的高度 1.3 模具的发展与现状 模具是工业生产中的基础工艺装备 是一种高附加值的高技术密集型产品 也是高新技术产业的重要领域 其技术水平的高低已成为衡量一个国家制造水平的重要标志 随着国民经济总量和工业产品技术的不断发展 各行各业对模具的需求量越来越大 技术要求也越来越高 目前我国模具工业的发展步伐日益加快 "十一五期间"产品发展重点主要应表现在 [2]:
新乡职业技术学院 毕业设计 题目:V型(1)冲压模具设计 系别:材料工程系 专业:模具设计与制造
内容摘要 介绍V型零件的弯曲工艺及其模具的设计,简单实用,使用方便可靠,首先根据工件图算工件的展开尺寸,在根据展开尺寸算该零件的压力中心,材料利用率,画排样图。根据零件的几何形状要求和尺寸的分析,釆用模冲压,这样有利于提高生产效率,模具设计和制造也相对于简单。当所有的参数计算完后,对磨具的装配方案,对主要零件的设计和裝配要求技术要求都进行了分析。在设计过程中除了设计说明书外,还包括模具的装配图,非标准零件的零件图,工件的加工工艺卡片,工艺规程卡片,非标准零件的加工工艺过程卡片。 关键词:弯曲工艺,冲压设计,参数计算
Abstract This text introductive V type parts bending process and the mold design, the usage convenience is dependable, first according to the work piece the diagram calculate the work piece to launch size, at according to launch the pressure center that the size calculates that spare parts, the material utilization,painting row kind diagram. According to spare parts of several the shape request with the analysis of the size, adoption compound the mold hurtle to press, so be advantageous to an exaltation production an efficiency, molding tool design and manufacturing also opposite in simple.When all parameter calculations are over after, requested the technique requests to the design and assemble of the main spare parts to all carry on analysis to the assemble project that whets to have.During the period of design in addition to designing manual, also include the assemble diagram of the molding tool, the spare parts diagram of the not- standard spare parts, the work piece processes the craft card, the craft rules distance card, the not- standard spare parts processes craft process card. Keyword: Bending process、hurtle to press、design
山东商业职业技术学院 会计学院 毕业设计初稿 毕业设计题目 姓名 班级 学号 联系电话 E-mail 指导教师 2013年月日
毕业设计纲要 参考标题:XXXX公司XXXX改进方案 摘要:对毕业设计内容概述,重点对实习企业、实习岗位的特点、存在问题及改进办法作200字左右的描述。 关键词:XXXX;XXXX;XXXX;XXXX(不超过4个) 一、实习企业简介 简要介绍你校外顶岗实习所在企业。 二、实习岗位描述 详细描述你校外顶岗实习岗位的特点和流程。 三、存在的问题 结合相关知识、法规和规范要求分析你所在实习企业存在的问题。 四、改进措施 对你校外顶岗实习企业存在的问题设计出改进办法。 参考文献:(请参照该格式写参考文献) [1] 张志建.严复思想研究[M].桂林:广西师范大学出版社,1989. [2] 伍蠡甫.西方文论选[C].上海:上海译文出版社,1979. [3] 李大伦.经济全球化的重要性[N].光明日报,1998-12-27,(3) [4] 郭英德.元明文学史观散论[J].北京师范大学学报(社会科学版),1995(3). [5] 刘伟.汉字不同视觉识别方式的理论和实证研究[D].北京:北京师范大学心理系,1998. [6] 白秀水,刘敢,任保平.西安金融、人才、技术三大要素市场培育与发展研究[R].西安:陕西师范大学西北经济发展研究中心,1998. (说明:参考文献(即引文出处)的类型以单字母方式标识:M——专著,C——论文集,N——报纸文章,J——期刊文章,D——学位论文,R——报告,S——标准,P——专利;对于不属于上述的文献类型,采用字母“Z”标识。参考文献一律置于文末。) 要求: 1.毕业设计字数控制在3000字左右。 2.顶岗实习岗位流程可采用图表加文字表述方式。 3.毕业设计正稿必须手写,必须在4月30日前交毕业设计指导教师。
沈阳大学毕业设计(论文)标准模板 本科毕业设计(论文)是表明作者在工程技术设计、科学研究中取得的成果,作为学生提出申请授予学士学位评审所用。学士学位设计(论文)应能表明作者确已较好地掌握了本门学科的基础理论、专门知识和基本技能,并具有从事科研教学工作或担负专门技术工作的初步能力,为使毕业设计(论文)更好地体现学生的基本理论、基本知识、基本技能和文化素质、品德素质、科学研究素质,规范我校毕业设计论文,特做如下规定:1.最终提交的毕业设计资料包括:毕业设计论文正本1份、副本1份,含有毕业设计论文的Word文档光盘(带有防压塑料保护盒)(不允许软盘),毕业设计论文手册,毕业实习考核表,其他成果(如设计图纸等)。 2.如毕业设计中涉及的计算机程序较小,可放在正文相应位置说明或作为附录放在正文的后面;如设计的程序较多,则可将程序清单(程序清单一般用5号字)单独装订成册作为附录提供。 3.毕业设计论文一律打印在A4纸上。 毕业设计论文要求全部打印,打印格式(字体、字号等)统一标准遵照下面模板:
(扉页)单独1页 虚拟仪器设计 ——虚拟医用生化分析仪 毕业论文题目(二号楷体居中) (如有副标题用三号楷体偏右) (如2人以上做1个课题时必须有副标题以体现专题部分) (本页要有页眉和页脚,但不要标注页码) 专业:计算机科学与技术(电子商务) (三号宋体,缩进在此位置,给出专业全称) 班级:2003级2班 (三号宋体,缩进在此位置,给出年级、班级) 姓名:广泛大 (三号宋体,缩进在此位置)
目录 (黑体三号居中) 引言(四号宋体左齐)6 1 虚拟仪器(四号宋体左齐) (1 后面没有点.,下同)6 1.1 测量仪器发展简介(小四号宋体左空2格对齐) 6 1.2 虚拟仪器的概念7 1.3 虚拟仪器的优势8 1.4 虚拟仪器的发展9 2 虚拟仪器的基本构成(四号宋体左齐)10 2.1 计算机(小四号宋体左空2格对齐)10 2.2 硬件10 2.3 应用软件14 3 虚拟医用生化分析仪器系统可行性分析15 3.1 仪器分析15 3.2仪器分析的特点16 3.3生化分析仪器发展趋势17 3.4现有生化分析系统的不足18 3.5虚拟医用生化分析仪器系统的技术方案的确定19 6 实验(或运行)结果与分析(此部分要作为论文重点)40 结论50 致谢(四号宋体左齐)53参考文献54附录1 DAQ卡技术数据58附录2 使用参数60附录3 源程序清单64 (注意:目录一般写至2级标题即“节”,如内容较多,也可写至3级即“目”;如写至3级标题,按小四号宋体左空4格对齐;摘要不要列入目录;目录页标题与页码之间可有“┄┄”,也可无“┄┄”;目录页也可直接由Word生成;目录及论文中的数字及英文均用times new roman) (目录页要有页眉和页脚,一般不排页码;如果排,目录页单排,且用希腊字母排,即目录页码如果标注按ⅠⅡⅢⅣⅤ等排页)
说明:在撰写论文时,分为硬件组、软件组,我在列提纲时,每一组提纲比较类似,但大家没必要局限于这个框架,可以根据自己的课题自由发挥。对于篇幅的要求,正文部分至少40页(不包括摘要提纲及附录部分)。对于上述两个小组,每一个小组有2-3位同学负责以后的论文初期格式审查、材料整理等辅助工作,硬件组(石耀东、杨园园)、软件组(李剑楠、郭杰、陈芳芳),每位同学一定要把毕设指导老师书写正确。最后希望大家认真完成论文撰写工作,给自己4年的本科学习画上一个圆满的句号;同时预祝大家顺利完成毕业答辩及以后工作顺利、前程似锦。 一、硬件组模板 超声波避障小车设计与实现(胡莉) 1. 绪论 1.1选题背景与意义 1.2国内外研究现状及发展动态 1.3 研究内容 2. 总体方案设计 2.1 方案选择 2.2 总体方案设计 3. 硬件设计 3.1 总体硬件设计 3.2 最小系统设计 3.3 驱动模块 3.4 检测模块 3.5 显示模块 4. 软件设计 4.1主程序设计 4.2 控制模块 4.3 显示模块 4.4。。。模块 5. 系统调试
5.1 调试总体思路 5.2 各模块调试 5.3 调试总结 6. 总结及展望 致谢 参考文献 附录 附录1:元器件清单 附录2:硬件电路图 附录3:程序 附录4:实物图片 智能婴儿车设计与实现(樊亚明)1. 绪论 1.1选题背景与意义 1.2国内外研究现状及发展动态 1.3 研究内容 2. 总体方案设计 2.1 方案选择 2.2 总体方案设计 3. 硬件设计 3.1 总体硬件设计 3.2 最小系统设计 3.3 。。。模块 3.4 。。。模块 3.5 。。。模块 4. 软件设计 4.1 主程序设计 4.2 。。。模块 4.3 。。。模块 4.4 。。。模块 5. 系统调试及结果 5.1 调试总体思路 5.2 各模块调试 5.3 调试总结 6. 总结及展望 致谢
【范例】 (1)题目:东风EQ-1090汽车储气简支架 (2)原始数据 数据如图7—1所示。大批量生产,材料为Q215,t=3mm。 图7-1零件图 (3)工艺分析 此工件既有冲孔,又有落料两个工序。材料为Q235、t=3mm的碳素钢,具有良好的冲压性能,适合冲裁,工件结构中等复杂,有一个直径φ44mm的圆孔,一个60mm×26mm、圆角半径为R6mm的长方形孔和两个直径13mm的椭圆孔。此工件满足冲裁的加工要求,孔与孔、孔与工件边缘之间的最小壁厚大于8mm。工件的尺寸落料按ITll级,冲孔按IT10级计算。尺寸精度一般,普通冲裁完全能满足要求。 (4)冲裁工艺方案的确定 ①方案种类该工件包括落料、冲孑L两个基本工序,可有以下三种工艺方案。 方案一:先冲孔,后落料。采用单工序模生产。 方案二:冲孔一落料级进冲压。采用级进模生产。 方案三:采用落料一冲孔同时进行的复合模生产。 ②方案的比较各方案的特点及比较如下。 方案一:模具结构简单,制造方便,但需要两道工序,两副模具,成本相对较高,生产效率低,且更重要的是在第一道工序完成后,进入第二道工序必然会增大误差,使工件精度、质量大打折扣,达不到所需的要求,难以满足生产需
要。故而不选此方案。 方案二:级进模是一种多工位、效率高的加工方法。但级进模轮廓尺寸较大,制造复杂,成本较高,一般适用于大批量、小型冲压件。而本工件尺寸轮廓较大,采用此方案,势必会增大模具尺寸,使加工难度提高,因而也排除此方案。 方案三:只需要一套模具,工件的精度及生产效率要求都能满足,模具轮廓尺寸较小、模具的制造成本不高。故本方案用先冲孔后落料的方法。 ③方案的确定综上所述,本套模具采用冲孔一落料复合模。 (5)模具结构形式的确定 复合模有两种结构形式,正装式复合模和倒装式复合模。分析该工件成形后脱模方便性,正装式复合模成形后工件留在下模,需向上推出工件,取件不方便。倒装式复合模成形后工件留在上模,只需在上模装一副推件装置,故采用倒装式复合模。 图7 2粗画排样图 (6)工艺尺寸计算 ①排样设计 a.排样方法的确定根据工件的形状。确定采用无废料排样的方法不可能做到,但能采用有废料和少废料的排样方法。经多次排样计算决定采用直对排法,初画排样图如图7 2所示。 b.确定搭边值查表,取最小搭边值:工件间a l =2.8,侧面a=3.2。 考虑到工件的尺寸比较大,在冲压过程中须在两边设置压边值,则应取。a=5;为了方便计算取al =3。 c. 确定条料步距步距:257.5mm,宽度:250+5+5=260mm . d.条料的利用率 21752052.35%257.5260 η?==? e.画出排样图根据以上资料画出排样图,如图7-3所示。
冲压模具毕业设计 1.绪论 1.1冲压的概念、特点及应用 冲压是利用安装在冲压设备(主要是压力机)上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件(俗称冲压或冲压件)的一种压力加工方法。冲压通常是在常温下对材料进行冷变形加工,且主要采用板料来加工成所需零件,所以也叫冷冲压或板料冲压。冲压是材料压力加工或塑性加工的主要方法之一,隶属于材料成型工程术。 冲压所使用的模具称为冲压模具,简称冲模。冲模是将材料(金属或非金属)批量加工成所需冲件的专用工具。冲模在冲压中至关重要,没有符合要求的冲模,批量冲压生产就难以进行; 没有先进的冲模,先进的冲压工艺就无法实现。冲压工艺与模具、冲压设备和冲压材料构成冲压加工的三要素,只有它们相互结合才能得出冲压件。 与机械加工及塑性加工的其它方法相比,冲压加工无论在技术方面还是经济方面都具有许多独特的优点。主要表现如下。 (1) 冲压加工的生产效率高,且操作方便,易于实现机械化与自动化。这是因为冲压是依靠冲模和冲压设备来完成加工,普通压力机的行程次数为每分钟可达几十次,高速压力要每分钟可达数百次甚至千次以上,而且每次冲压行程就可能得到一个冲件。 (2)冲压时由于模具保证了冲压件的尺寸与形状精度,且一般不破
坏冲压件的表面质量,而模具的寿命一般较长,所以冲压的质量稳定,互换性好,具有“一模一样”的特征。 (3)冲压可加工出尺寸范围较大、形状较复杂的零件,如小到钟表的秒表,大到汽车纵梁、覆盖件等,加上冲压时材料的冷变形硬化效应,冲压的强度和刚度均较高。 (4)冲压一般没有切屑碎料生成,材料的消耗较少,且不需其它加热设备,因而是一种省料,节能的加工方法,冲压件的成本较低。 但是,冲压加工所使用的模具一般具有专用性,有时一个复杂零件需要数套模具才能加工成形,且模具制造的精度高,技术要求高,是技术密集形产品。所以,只有在冲压件生产批量较大的情况下,冲压加工的优点才能充分体现,从而获得较好的经济效益。 冲压地、在现代工业生产中,尤其是大批量生产中应用十分广泛。相当多的工业部门越来越多地采用冲压法加工产品零部件,如汽车、农机、仪器、仪表、电子、航空、航天、家电及轻工等行业。在这些工业部门中,冲压件所占的比重都相当的大,少则60%以上,多则90%以上。不少过去用锻造=铸造和切削加工方法制造的零件,现在大多数也被质量轻、刚度好的冲压件所代替。因此可以说,如果生产中不谅采用冲压工艺,许多工业部门要提高生产效率和产品质量、降低生产成本、快速进行产品更新换代等都是难以实现的。 1.2 冲压的基本工序及模具 由于冲压加工的零件种类繁多,各类零件的形状、尺寸和精度要
毕业设计论文格式模板 一、毕业设计要求 1、毕业设计(论文)的基本任务是:培养学生综合运用所学知识和技能,分析解决工程实际问题的能力。 2、毕业设计应使学生受到综合训练,培养独立工作能力。如调查研究、查阅文献(中、外文资料)、理论分析、制订设计方案,工程设计、计算与绘图、实验研究与数据处理、计算机应用、技术经济分析、质量效益分析等能力,撰写论文或设计说明书。 3、毕业设计应重视开发学生的创造力。 4、毕业设计应培养学生正确的设计思想和树立严谨、科学的工作作风。 5、各专业应对毕业设计下达毕业设计(论文)任务书,内容包括:毕业设计任务(题目);毕业设计内容;完成毕业设计任务(设计时间、完成标准)的要求等。 二、毕业设计(论文)题目的选择 1、选题应符合本专业培养目标要求,体现本专业特色,力求与工作实际、科学研究及实验室建设相结合,题目应有综合性,有利于巩固、深化和扩充学生所学知识,有利于学生得到较全面的工程训练,有利于培养学生的独立工作能力和勇于创造的科学精神。 2、题目大小和难度适度,设计工作量要饱满,能在教学计划规定的时间内保质保量按时完成任务。
3、题目类型:理工类以“工程设计”为主;经管类可作“论文”,撰写开发研究报告等。 三、指导教师职责和要求 1、指导教师应由具有中级职称及中级以上职称的老师担任。为保证毕业设计质量,原则上每名教师指导本科毕业生人数不能超过5人,指导专科学生人数不能超过7人。 2、指导教师职责:认真拟定设计任务书、做好设计或实验的必要准备,指导查阅文献和收集、分析资料,指导编制设计工作计划及进程,审定设计总体方案,指导设计或实验,检查设计情况和进度,审阅毕业设计(论文),认真书写老师评语,力求真实全面反映设计(论文)水平。在指导过程中要教书育人、严格要求、培养学生独立工作的能力,积极引导学生发挥创造性。 3、指导教师应增加面授指导时间,每周不应少于8学时。要根据学生的基础和特点,启发引导,切忌包办代替或放任自流,要认真掌握进度,经常检查及协调。 四、对学生的要求 1、在设计工作中应坚持科学的态度,要有高度的责任感,刻苦钻研、努力创新、高质量地独立完成毕业设计。 2、尊重导师,虚心向导师和参与指导的工程技术人员学习。 3、加强组织纪律性,服从领导、遵守纪律,做好技术保密工作。
参考文献 [1] 编者. 书名 [M ]. ****译. 第二版. 出版城市: 出版社名称, 出版时间: 参考页码. [2] 主要责任者. 文献题名 [J ]. 刊名, 年, 卷(期): 起页码-止页码. [3] 析出文献主要责任者. 析出文献题名 [C ]//原文献主要责任者(任选). 原文献题名. 出版地: 出版者, 出版年. 起页码-止页码. [4] 主要责任者. 文献题名 [N ]. 报纸名, 出版日期(版次). [5] 标准编号, 标准名称 [S ]. [6] 专利所有者. 专利题名 [P ]. 专利国别: 专利号, 出版日期. [7] 主要责任者. 电子文献题名[电子文献及载体类型标识]. 发表或更新日期/引用日期.电子文献的出处或可获得地址. [8] 主要责任人. 文献题目名:原件日期 [B]. 收藏地: 收藏单位(收藏号): 起止页码. [9] 著者. 题(篇)[R ]. 出版地: 出版者, 出版年. 起页码-止页码. [10] 著者. 题(篇)[D ]. 出版地: 出版年. 起页码-止页码. [11] 主要责任者. 文献题名 [Z ]. 出版地: 出版者, 出版年. 特别提醒: ? 建议用NoteExpress1.4.1.100软件(https://www.doczj.com/doc/ef4518887.html,)采用相同的文献输出格式编排。 ? 文中引用的所有参考文献都必须是在期刊、论文集、专著、标准等正式发表的论文。必须按正 文中出现顺序列写所有的参考文献。文献总数量超过20篇,且至少有3~8篇英文文献。除英文以外的其他文字的参考文献需译为英文并在该文献的后面加“in …”以说明原文字。 ? 在作者超过3个时,用缩写,如“张叁, 李四, 王五, 等.”、“Zhang S, Li S, Wang W, et al.” ? 对于期刊论文、会议论文、档案类参考文献必须写出起止页码。 ? 对于专著类文献,必须给出参考页码,引用了几次写几次页码,且按顺序书写。设专著 共引用了三次,第一次引用是第34~37页,第二次引用是第67页,第三次引用是90~100,…,则页码为:34-37, 67, 90-100. 不满足此要求者不容许进入评阅和答辩环节。 ? 文献类别绝对不能丢,如[P]、[J]、[M]等。 ? 对于第一版专著,省略其版本信息。 ? 要特别注意标点符号,不能用中文符号,标点后加一空格。 国际、国家标准 专利 网上数据库用[DB/OL] 网上电子公告用[EB/OL] 光盘图书用 [M/CD] 网上期刊用 [J/OL] 档案 其它类别 报纸 专著 期刊 A4,纵向,页面设置上30mm ,下30mm ,左33mm ,右25mm ,页眉25mm 、页脚20mm 全文汉字用宋体(有特殊要求的地方另有说明),英文、数字、符号字体为Times New Roman 。 小四加粗,固定 行距20磅,左 对齐,段前18 磅,段后12磅, 位于页首。 五号字,固定行 距20磅,悬挂缩 进,左对齐。英 文文献要求和中 文文献相同。[7] 后空两格。按引 用文献的先后顺 序依次列写 会议论文 报告 学位论文