常用焊接标注示例见表 B.1。
附录B
(资料性附录) 标注示例
表B.1焊接标注示例
表B.1(续)焊接标注示例
序号 焊接标注示例
说明
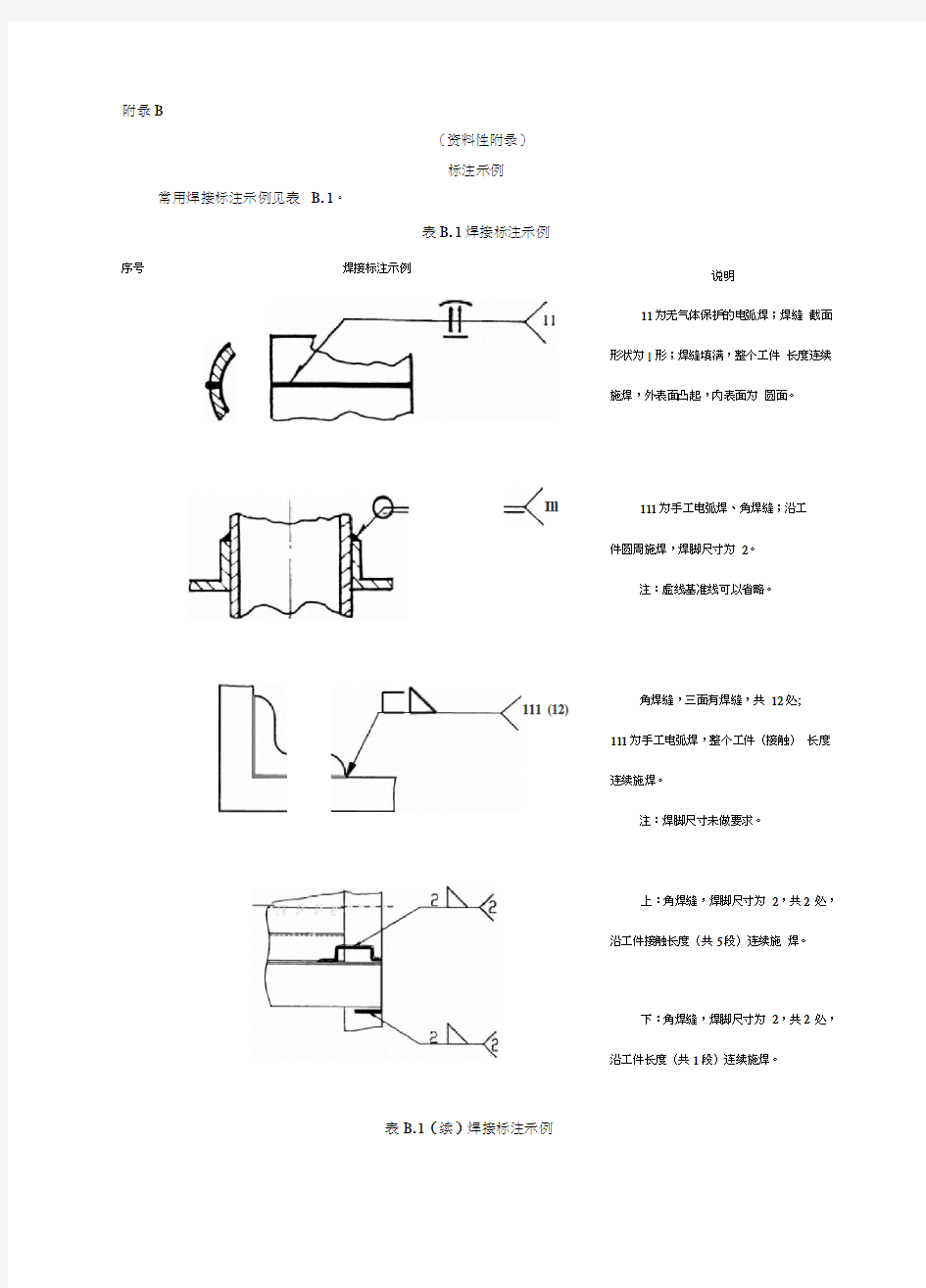
11为无气体保护的电弧焊;焊缝 截面形状为I 形;焊缝填满,整个工件 长度连续施焊,外表面凸起,内表面为 圆面。
Ill
111为手工电弧焊、角焊缝;沿工
件圆周施焊,焊脚尺寸为 2。
注:虚线基准线可以省略。
111 (12)
角焊缝,三面有焊缝,共 12处;
111为手工电弧焊,整个工件(接触) 长度
连续施焊。
注:焊脚尺寸未做要求。
上:角焊缝,焊脚尺寸为 2,共2 处,
沿工件接触长度(共5段)连续施 焊。
下:角焊缝,焊脚尺寸为 2,共2 处,
沿工件长度(共1段)连续施焊。
焊接标注示例说明
9
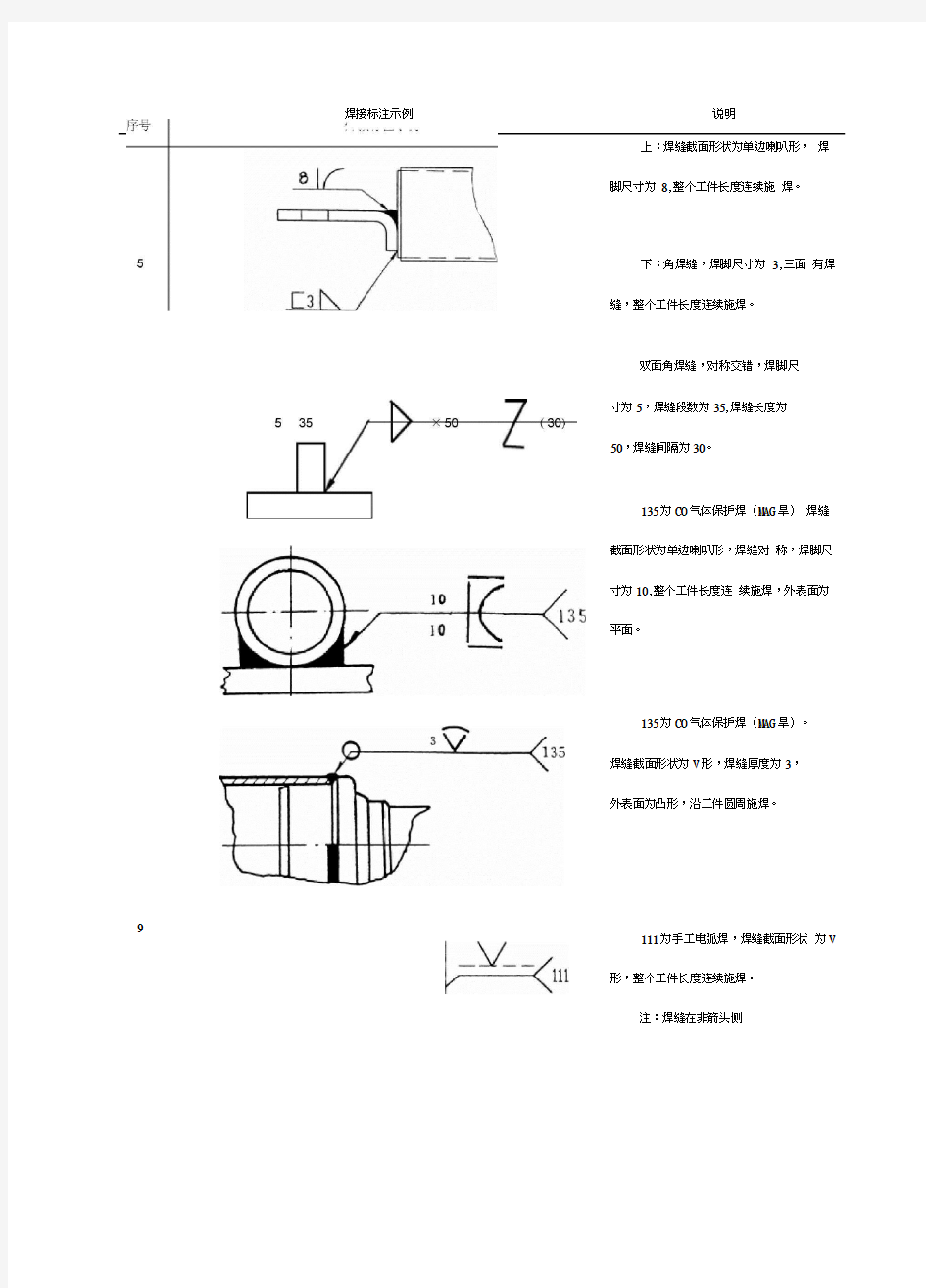
上:焊缝截面形状为单边喇叭形,焊脚尺寸为8,整个工件长度连续施焊。
下:角焊缝,焊脚尺寸为3,三面有焊缝,整个工件长度连续施焊。
双面角焊缝,对称交错,焊脚尺
寸为5,焊缝段数为35,焊缝长度为
50,焊缝间隔为30。
135为CO气体保护焊(MAG旱)焊缝截面形状为单边喇叭形,焊缝对称,焊脚尺寸为10,整个工件长度连续施焊,外表面为平面。
135为CO气体保护焊(MAG旱)。
焊缝截面形状为V形,焊缝厚度为3,
外表面为凸形,沿工件圆周施焊。
111为手工电弧焊,焊缝截面形状为V 形,整个工件长度连续施焊。
注:焊缝在非箭头侧
13表B.1(续)焊接标注示例
序号焊接标注示例说明
焊缝截面形状为圆柱形塞焊,塞焊直径
为5,沿①d圆周均布4个。
11
21为电阻点焊,焊点中心在两工件的接触面上,焊点直径为6,每排12 个焊点,共4排(左右各两排),左右对称(沿汽车前进方向),焊点均布。
12
点焊缝,焊点中心偏离两工件接触面位置(基本符号位置与偏离方向一
致)。点焊直径为5,共8点,点距、行距均为35。
注:点焊缝符号已明确焊接方法,
可不标注焊接方法代号。
21为电阻点焊(在不至于引起误解时,可省略尾部标注);焊点中心在两工件的接触面上;焊点直径为5,共4点,沿①d 圆周均布。
18表B.1(续)焊接标注示例
点焊缝,焊点直径为8,共5点,
点距40、行距20。
注:点距、行距尺寸,在图中若
标注明确就不必在焊接标注中给岀。
序号焊接标注示例说明
14
¥E
[4
。
40 1 20 1
)J X
/ O 1
J r
t 1 -
4
15
电阻点焊,焊点直径6,每处2 个焊点,
共3处。
16
17
缝焊缝,221为搭接缝焊(即滚
焊),焊缝中心在搭接接触面上,焊缝宽
为6,在整个工件长度上连续施焊。
缝焊缝,焊缝中心向搭接面外偏
离,焊缝宽为6,在整个工件长度上连续
施焊。
注:虚线基准线可以省略。
23为凸焊,焊缝横截面形状为I
形,对称焊缝,沿圆周施焊、焊透,共2
处。
24为闪光对焊,焊缝截面形状为I
形,对称焊缝,外表面为圆柱面,共2处。
角焊缝,焊脚尺寸为2,沿工件
圆周施焊。钎焊方法由工艺决定。
注:基准线下方标注是焊料牌号。
左:角焊缝,焊脚尺寸为5,焊缝
长250,共4处。
注:虚线基准线可以省略。
右:单边V形焊缝,两面对称,
焊缝厚度为5,焊缝长250
20
〈
畀42为摩擦缝,焊缝截面形状为I
形,对称焊缝,外表面为圆柱面。
序号
表B.1(续)焊接标注示例
焊接标注示例说明
19
23
24
表B.1(完)焊接标注示例
一、焊接图纸符号标注图解示例 ★焊接符号标注实例及方法 在焊接结构图样上,焊接方法可按国家标准GB5185-85的规定用阿拉伯效字表示,标注在指引线的尾部。常用焊接方法代号见表3-9所示。如果是组合焊接方法,可用“/”分开,左侧表示正面(或盖面)的焊接方法,右侧表示背面(或打底)焊接方法。例如V形焊缝先采用钨极氢弧焊打底,后用手工电弧焊盖面,则表示为141/111。 焊缝符号和焊接方法代号标注示例见图3-21所示。该图表示V形坡口对接焊缝,背面封底焊,正面焊缝表面齐平,焊接方法为打底焊用手工钨极氮弧焊,盖面焊和封底焊用手工电弧焊。 二、焊接符号表示方法
1钢结构焊接符号含义大全 钢结构焊接符号也是依据GB324一1988《焊缝代号》来绘制。钢结构一般属于建筑学科,属于建筑行业。因此在钢结构焊接符号的标注中经常伴随有建筑符号、型钢符号、螺栓符号及铆钉符号等。 2钢结构焊缝符号表示的方法及有关规定: (1)焊缝的引出线是由箭头和两条基准线组成。其中一条为实线,另一条为虚线,线型均为细线。 (2)基准线的虚线可以画在基准线实线的上侧,也可画在下侧,基准线一般应与图样的标题栏平行,仅在特殊条件下才与标题栏垂直。 (3)若焊缝处在接头的箭头侧,则基本符号标注在基准线的实线侧;若焊缝处在接头的非箭头侧,则基本符号标注在基准线的虚线侧。 (4)当为双面对称焊缝时。基准线可不加虚线。 (5)箭头线相对焊缝的位置一般无特殊要求,但在标注单边形焊缝时箭头线要指向带有坡口一侧的工件。 (6)基本符号、补充符号与基准线相交或相切,与基准线重合的线段,用粗实线表示。 (7)焊缝的基本符号、辅助符号和补充符号(尾部符号除外)一律为粗实线,尺寸数字原则上亦为粗实线,尾部符号为细实线,尾部符号主要是标注焊接工艺、方法等内容。 (8)在同一图形上,当焊缝形式、断面尺寸和辅助要求均相同时,可只选择一处标注焊缝的符号和尺寸。并加注“相同焊缝的符号”,相同焊缝符号为3/4圆弧,画在引出线的转折处。 在同一图形上,有数种相同焊缝时,可将焊缝分类编号,标注在尾部符号内,分类编号采用A,B,C......在同一类焊缝中可选择一处标注代号。
CAD焊接图纸符号标注图解示例 焊接符号是一种工程语言,能简单、明了地在图纸上说明焊缝的形状、几何尺寸和焊接方法。下面小编就为大家介绍焊接图纸符号标注图解示例,一起来看看吧。 焊接符号是一种工程语言,能简单、明了地在图纸上说明焊缝的形状、几何尺寸和焊接方法。下面小编就为大家介绍焊接图纸符号标注图解示例,一起来看看吧。 一、焊接图纸符号标注图解示例 焊接符号标注实例及方法 在焊接结构图样上,焊接方法可按国家标准GB5185-85的规定用阿拉伯效字表示,标注在指引线的尾部。常用焊接方法代号见表3-9所示。如果是组合焊接方法,可用“/”分开,左侧表示正面(或盖面)的焊接方法,右侧表示背面(或打底)焊接方法。例如V形焊缝先采用钨极氢弧焊打底,后用手工电弧焊盖面,则表示为141/111。 焊缝符号和焊接方法代号标注示例见图3-21所示。该图表示V形坡口对接焊缝,背面封底焊,正面焊缝表面齐平,焊接方法为打底焊用手工钨极氮弧焊,盖面焊和封底焊用手工电弧焊。 二、焊接符号表示方法 钢结构焊接符号含义大全
钢结构焊接符号也是依据GB324一1988《焊缝代号》来绘制。钢结构一般属于建筑学科,属于建筑行业。因此在钢结构焊接符号的标注中经常伴随有建筑符号、型钢符号、螺栓符号及铆钉符号等。 钢结构焊缝符号表示的方法及有关规定: 1、焊缝的引出线是由箭头和两条基准线组成。其中一条为实线,另一条为虚线,线型均为细线。 2、基准线的虚线可以画在基准线实线的上侧,也可画在下侧,基准线一般应与图样的标题栏平行,仅在特殊条件下才与标题栏垂直。 3、若焊缝处在接头的箭头侧,则基本符号标注在基准线的实线侧;若焊缝处在接头的非箭头侧,则基本符号标注在基准线的虚线侧。 4、当为双面对称焊缝时。基准线可不加虚线。 5、箭头线相对焊缝的位置一般无特殊要求,但在标注单边形焊缝时箭头线要指向带有坡口一侧的工件。 6、基本符号、补充符号与基准线相交或相切,与基准线重合的线段,用粗实线表示。 7、焊缝的基本符号、辅助符号和补充符号(尾部符号除外)一律为粗实线,尺寸数字原则上亦为粗实线,尾部符号为细实线,尾部符号主要是标注焊接工艺、方法等内容。 8、在同一图形上,当焊缝形式、断面尺寸和辅助要求均相同时,可只选择一处标注焊缝的符号和尺寸。并加注“相同焊缝的符号”,相同焊缝符号为3/4圆弧,画在引出线的转折处。
常用焊缝符号及其标注方法 基本符号就是表示焊缝横截面形状得符号,常用基本符号见表1。 表1 常用基本符号 序号名称示意图符号 1 角焊缝 2 点焊缝 3 Ⅰ形焊缝 4 V形焊缝 5单边V形焊缝 6 带钝边V形焊缝
7 缝焊缝 序号名称示意图符号 8 塞焊缝或槽焊缝 9 封底焊缝 10 喇叭形焊缝 11 单边喇叭形焊缝 4、1、2在焊接标注时,焊缝得基本符号必须标注。 4、1、3 对于需要开坡口得焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画 出焊缝坡口得断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规
定,应由工艺人员在工艺文件中予以明确。 4、2 辅助符号 4、2、1 辅助符号就是表示焊缝表面形状特征得符号,见表2。 表2 辅助符号 序号名称示意图符号标注示例说明 1平面符号平面V形对接焊缝一般通过加工保证 2 凹面符号凹面角焊缝 3 凸面符号凸面V形对接焊缝 4、2、2 对焊缝得表面无要求时,则不标注辅助符号。 4、3 补充符号 4、3、1 补充符号就是为了补充说明焊缝得某些特征而采用得符号,见表3。 4、3、2 当焊缝具有表3所列特征时,则必须标注相应得补充符号。 表3 补充符号 序号名称示意图符号标注示例说明 1 带垫板符号 V形对接焊缝,底面有垫板 2三面焊缝符号 工件三面施角焊缝,焊接方法为手工电弧焊 3 周围焊缝符号沿工件周围施角焊 缝 4 尾部符号(同上述三面焊缝符号) 标注焊接方法及处数N等说明 4、4 尺寸符号
4、4、1 常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值。 表4 焊缝尺寸符号 序号名称示意图符号标注示例说明 1 焊脚尺寸K 角焊缝 焊脚尺寸为K 2 焊缝宽度 焊缝厚度 c S Ⅰ形焊缝 焊缝宽为c 焊缝厚为S 3 熔核直径 d 塞焊缝 熔核直径d 点焊缝 焊点直径d 4焊缝间距 e 角焊缝 焊脚尺寸为K 焊缝长度为l 焊缝间距为e 焊缝段(点)数n 5焊缝长度l 6焊缝段(点)数n 7 相同焊缝处数 d 角焊缝 焊脚尺寸为K相同焊缝处数为N 4、4、2 确定焊缝位置得尺寸不在焊缝符号中给出,而就是将其标注在图样上。 4.4.3塞焊缝、槽焊缝带有斜边时,应该标注孔底部得尺寸。 5焊接符号在图样上得表示及其标注
常用焊接符号表示法 1 范围 本标准规定了焊接符号的表示方法。 本标准适用于金属熔化焊及电阻焊。 2 规范性引用文件 GB/T 5185 金属焊接及钎焊方法在图样上的表示代号 GB/T 12212 技术制图 焊缝符号的尺寸、比例及简化表示法 3 基本要求 3.1 焊接符号应明确表示所要说明的焊缝,不应增加过多的注解。 焊缝的表示方法包括焊缝图示法和焊缝符号标注法。一般应采用焊缝符号标注法,如果仅采用焊缝符号标注法无法表达清楚或采用图示法比标注法简单明了时,可采用图示法。 3.2 焊缝符号由基本符号与指引线组成,必要时可以加上辅助符号、补充符号、焊缝尺寸符号。 图形符号的比例、尺寸和在图样上的表示方法按GB/T 12212的规定; GB/T 12212中常用的图示方法见附录C(规范性附录)。 3.3 当专业标准规定焊缝尺寸、焊接工艺时,焊缝符号中应表示这些内容。焊接方法在图样上标注时,按附录B(规范性附录)的规定。 要求焊后加工的,如铲平、磨平、切削加工等,应在技术要求中标明。 4 符号 4.1基本符号 基本符号是表示焊缝横截面形状的符号,见表1。
4.2 辅助符号 4.2.1辅助符号是表示焊缝表面形状特征的符号,见表2。
4.2.2辅助符号应用示例见表3。
4.3补充符号 补充符号是补充说明焊缝的某些特征而采用的符号,补充符号见表4。 焊接工艺方法符号见GB/T 5185。 5 符号在图样上的位置 5.1 基本要求 完整的焊缝表示方法包括:基本符号、辅助符号、补充符号、指引线、尺寸符号和数据。 指引线包括:箭头指引线(箭头线)、基准线(一条实线基准线,一条虚线基准线),见图1。
C焊接图纸符号标注图 解示例 Document serial number【NL89WT-NY98YT-NC8CB-NNUUT-NUT108】
CAD焊接图纸符号标注图解示例 焊接符号是一种工程语言,能简单、明了地在图纸上说明焊缝的形状、几何尺寸和焊接方法。下面小编就为大家介绍焊接图纸符号标注图解示例,一起来看看吧。 焊接符号是一种工程语言,能简单、明了地在图纸上说明焊缝的形状、几何尺寸和焊接方法。下面小编就为大家介绍焊接图纸符号标注图解示例,一起来看看吧。 一、焊接图纸符号标注图解示例 焊接符号标注实例及方法 在焊接结构图样上,焊接方法可按国家标准GB5185-85的规定用阿拉伯效字表示,标注在指引线的尾部。常用焊接方法代号见表3-9所示。如果是组合焊接方法,可用“/”分开,左侧表示正面(或盖面)的焊接方法,右侧表示背面(或打底)焊接方法。例如V形焊缝先采用钨极氢弧焊打底,后用手工电弧焊盖面,则表示为141/111。 焊缝符号和焊接方法代号标注示例见图3-21所示。该图表示V形坡口对接焊缝,背面封底焊,正面焊缝表面齐平,焊接方法为打底焊用手工钨极氮弧焊,盖面焊和封底焊用手工电弧焊。 二、焊接符号表示方法 钢结构焊接符号含义大全 钢结构焊接符号也是依据GB324一1988《焊缝代号》来绘制。钢结构一般属于建筑学科,属于建筑行业。因此在钢结构焊接符号的标注中经常伴随有建筑符号、型钢符号、螺栓符号及铆钉符号等。 钢结构焊缝符号表示的方法及有关规定: 1、焊缝的引出线是由箭头和两条基准线组成。其中一条为实线,另一条为虚线,线型均为细线。 2、基准线的虚线可以画在基准线实线的上侧,也可画在下侧,基准线一般应与图样的标题栏平行,仅在特殊条件下才与标题栏垂直。 3、若焊缝处在接头的箭头侧,则基本符号标注在基准线的实线侧;若焊缝处在接头的非箭头侧,则基本符号标注在基准线的虚线侧。 4、当为双面对称焊缝时。基准线可不加虚线。 5、箭头线相对焊缝的位置一般无特殊要求,但在标注单边形焊缝时箭头线要指向带有坡口一侧的工件。 6、基本符号、补充符号与基准线相交或相切,与基准线重合的线段,用粗实线表示。
常用的焊接符号图解 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 焊缝符号是工程语言的一种,用于在图样上标注焊缝形式、焊缝尺寸和焊接方法等。焊缝符号是进行焊接施工的主要依据。从事焊接工作的人,要熟悉常用焊缝符号的标注方法及其含义。 焊缝符号一般由基本符号与指引线组成。必要时还可以加上辅助符号、补充符号和焊缝尺寸符号。当然,在表示焊缝时,也可以采用机械制图的方法来详细表示。 焊缝标注示例见下图。图中所示的焊缝符号中有:基本符号(图中数字8后面的符号)、补充符号(图中的一面黑旗)、指引线以及焊缝尺寸符号。 基本符号是表示焊缝截面形状的符号。比如I形焊缝、V形焊缝、带钝边V形焊缝、角焊缝、封底焊缝等,具体符号见下表。本例表示焊缝是一角焊缝。
辅助符号是表示焊缝表面形状特征的符号。辅助符号有三种,分别表示焊缝表面平齐、焊缝表面凹陷、焊缝表面凸起。一般情况下,不需要确切地说明焊缝的表面形状,所以辅助符号经常不标。有时为了补充说明焊缝的某些特征,需要其它符号来表示。比如要表示焊缝环绕工件周围,用一圆圈表示;要表示焊接时焊缝底部带有垫板,可以用一矩形来表示等,这些都属于补充符号。本例中的黑旗称为现场符号,表示此处焊缝在现场或工地上进行焊接。补充符号应用示例见下表。
但是为了完整地表示焊缝,除了以上符号以外,还应包括指引线、一些尺寸符号及数据。 指引线一般由带有箭头的指引线和两条基准线(一条为实线,另一条为虚线)两部分组成,如上图a所示。如果焊缝在接头的箭头侧,则将基本符号标在基准线的实线侧,如图b所示;如果焊缝在接头的非箭头侧,则将基本符号标在基准线的虚线侧,如图c所示;标注对称焊缝及双面焊缝时, 可不加虚线,如图d所示。
《焊接接头和焊接符号》培训资料 一、焊接接头 焊接接头共有五种形式,对接,角接,T形,搭接和端接接头。如图4.2所示,这五种基本接头形式都有一定的焊缝和焊缝符号与之对应。根据不同的接头设计,每种接头形式又形成各种不同的焊缝,并且这些焊缝与每种接头形式很接近。接头设计确定了其形状,尺寸和结构。 形成一个接头的每个工件叫焊接件(或焊件),并分为三类,对接焊件,非对接焊件,铰接焊件。 焊缝的形式是用接头的几何形状来表示的。接头的几何形状就是焊前的截面尺寸及形状。从截面方向上看一接头时,每个焊件的端部形状常常与其焊缝形式及符号相似。
焊接接头部件 接头型式确定后,有必要描述所要求的接头设计。所以,焊接及检验人员应具备相当的能力来识别对于一给定接头的几何形状的各个特征。与这些特征有关的术语包括:接头根部、坡口面、根部钝边、根部棱边、根部间隙、单边、单边角度、坡口角度、坡口半径 焊缝类型 如图4.2所示,每种接头类型都有各种不同的焊缝。以AWS A2.4“焊接,钎焊及无损探伤检验的标准符号”作为参考,共有九类焊缝及与其相关的焊缝符号,每一类焊缝中有各种相应的焊缝形式。这九类焊缝包括: 坡口焊缝;角焊缝;塞焊及槽焊;螺拄焊;点焊或凸焊;缝焊;封底焊及背面焊;堆焊; 端接焊缝。 焊接设计人员可根据需要,选取最适合的接头形状和焊缝类别。选取时,可考虑以下因素: 易焊的接头;成熟的焊接工艺;适当的结构设计;焊接成本
二、焊缝符号和焊接符号 标准:国家标准GB 324;美国标准AWS A2.4。 表1 焊缝的基本符号:是表示焊缝横截面形状特征的符号。
①不完全熔化的焊缝用I形焊缝表示,并加注焊缝有效厚度。表2 焊缝的辅助符号:焊缝的辅助符号是表示焊缝表面形状特征的符号
焊接图纸符号标注图解示例0 焊接符号是一种工程语言,能简单、明了地在图纸上说明焊缝的形状、几何尺寸和焊接方法。 焊接符号标注中的指引线 指引线是表示指引焊缝位置的符号。由带箭头的指引线和两条基准线(一条为实线,另一条为虚线)组成。指引线指向有关焊缝处,基准线一般应为水平线。焊缝符号及尺寸标注在基准线上,必要时基准线末端加一尾部,作其它说明用(如焊接方法等),如图3-18所
示。 焊接符号标注方法 完整的焊缝表示方法应包括上述基本符号、辅助符号、补充符号,以及指引线、一些尺寸符号和数据等。标注箭头线时,可指向焊缝或不指向焊缝,如图3-19所示。 基准线的虚线可在基准线的实线上侧或下侧,当焊缝在接头的箭头侧,则基本符号标在基准线的实线侧,如果焊缝在接头非箭头侧,则将基本符号标在基准线的虚线侧。标注对称焊缝或双面埠缝可不加虚线,如图3-20所示。
焊缝尺寸符号及数据的标注原则如下: 1.在基本特号左边标注:钝边高度p,坡口高度H,焊角高度K,焊缝余高h,熔透深度s,根部半径R,焊缝宽度C,焊角直径d。 2.在基本符号右边标注:焊缝长度l,焊缝间隙e,相同焊缝数量n。 3。在基本特号上边标注:坡口角度a,根部间隙b。 焊接符号标注实例及方法 在焊接结构图样上,焊接方法可按国家标准GB5185-85的规定用阿拉伯效字表示,标注在指引线的尾部。常用焊接方法代号见表3-9所示。如果是组合焊接方法,可用“/”分开,左侧表示正面(或盖面)的焊接方法,右侧表示背面(或打底)焊接方法。例如V形焊缝先采用钨极氢弧焊打底,后用手工电弧焊盖面,则表示为141/111。 焊缝符号和焊接方法代号标注示例见图3-21所示。该图表示V形坡口对接焊缝,背面封底焊,正面焊缝表面齐平,焊接方法为打底焊用手工钨极氮弧焊,盖面焊和封底焊用手工电弧焊。
焊接图纸符号标注图解示例 焊接符号是一种工程语言,能简单、明了地在图纸上说明焊缝的形状、几何尺寸和焊接方法。下面小编就为大家介绍焊接图纸符号标注图解示例,一起来看看吧。 一、焊接图纸符号标注图解示例 ★焊接符号标注实例及方法 在焊接结构图样上,焊接方法可按国家标准GB5185-85的规定用阿拉伯效字表示,标注在指引线的尾部。常用焊接方法代号见表3-9所示。如果是组合焊接方法,可用“/”分开,左侧表示正面(或盖面)的焊接方法,右侧表示背面(或打底)焊接方法。例如V形焊缝先采用钨极氢弧焊打底,后用手工电弧焊盖面,则表示为141/111。
焊缝符号和焊接方法代号标注示例见图3-21所示。该图表示V形坡口对接焊缝,背面封底焊,正面焊缝表面齐平,焊接方法为打底焊用手工钨极氮弧焊,盖面焊和封底焊用手工电弧焊。
二、焊接符号表示方法 1钢结构焊接符号含义大全 钢结构焊接符号也是依据GB324一1988《焊缝代号》来绘制。钢结构一般属于建筑学科,属于建筑行业。因此在钢结构焊接符号的标注中经常伴随有建筑符号、型钢符号、螺栓符号及铆钉符号等。 2钢结构焊缝符号表示的方法及有关规定: (1)焊缝的引出线是由箭头和两条基准线组成。其中一条为实线,另一条为虚线,线型均为细线。 (2)基准线的虚线可以画在基准线实线的上侧,也可画在下侧,基准线一般应与图样的标题栏平行,仅在特殊条件下才与标题栏垂直。 (3)若焊缝处在接头的箭头侧,则基本符号标注在基准线的实线侧;若焊缝处在接头的非箭头侧,则基本符号标注在基准线的虚线侧。 (4)当为双面对称焊缝时。基准线可不加虚线。
(5)箭头线相对焊缝的位置一般无特殊要求,但在标注单边形焊缝时箭头线要指向带有坡口一侧的工件。 (6)基本符号、补充符号与基准线相交或相切,与基准线重合的线段,用粗实线表示。 (7)焊缝的基本符号、辅助符号和补充符号(尾部符号除外)一律为粗实线,尺寸数字原则上亦为粗实线,尾部符号为细实线,尾部符号主要是标注焊接工艺、方法等内容。 (8)在同一图形上,当焊缝形式、断面尺寸和辅助要求均相同时,可只选择一处标注焊缝的符号和尺寸。并加注“相同焊缝的符号”,相同焊缝符号为3/4圆弧,画在引出线的转折处。 在同一图形上,有数种相同焊缝时,可将焊缝分类编号,标注在尾部符号内,分类编号采用A,B,C......在同一类焊缝中可选择一处标注代号。 (9)熔透角焊缝的符号应按图1-38方式标注。熔透角焊缝的符号为涂黑的圆圈,画在引出线的转折处。
焊接符号标注及表示方法—详版 什么是焊接符号 焊接符号是一种工程语言,能简单、明了地在图纸上说明焊缝的形状、几何尺寸和焊接方法。我国的焊接符号是由国家标准GB324规定的。 焊接符号有什么作用 焊接符号是把在图样上用技术制图方法所表示的焊缝的基本形式和尺寸采用一些符号来 表示的方法。焊接符号可以表示出: (1)所焊焊缝的位置。 (2)焊缝横截面形状(坡口形状)及坡口尺寸。 (3)焊缝表面形状特征。 (4)表示焊缝某些特征或其他要求。 焊缝形式及坡口尺寸在图纸上是怎样表示的 焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。 焊接符号由哪几部分组成 焊接符号一般是由基本符号和指引线组成,必要时还可以加上辅助符号、补充符号和焊缝尺寸符号。 焊缝形式及坡口尺寸在图纸上是怎样表示的 焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。 表示焊缝的基本符号有哪些 焊缝基本符号是表示焊缝截面形状的符号,它采用近似于焊缝横剖面形状的符号来表示。GB324-1988中规定了13种焊缝形式的符号,见表2-2。
点击下载焊接符号说明大全(excel表格详细讲解) 焊接加工符号的国家标准有哪些 焊接符号的国家标准主要有两个: (1) GB324一2008《焊缝代号》。 (2) GB985-1988《手工电弧焊焊接接头的基本形式与尺寸》。 表示焊缝的辅助符号有哪些 辅助符号表示焊缝表面形状特征的符号,见表2-3。不需要确切地说明焊缝的表面形状时,可以不用辅助符号。 表示焊缝的补充符号有哪些
常用焊缝符号及其标注方法 基本符号是表示焊缝横截面形状的符号,常用基本符号见表1。 表1 常用基本符号 序号名称示意图符号 1 角焊缝 2 点焊缝 3 Ⅰ形焊缝 4 V形焊缝 5 单边V形焊缝 6 带钝边V形焊缝
7 缝焊缝 序号名称示意图符号 8 塞焊缝或槽焊缝 9 封底焊缝 10 喇叭形焊缝 11 单边喇叭形焊缝 4.1.2 在焊接标注时,焊缝的基本符号必须标注。 4.1.3 对于需要开坡口的焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出 焊缝坡口的断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规
定,应由工艺人员在工艺文件中予以明确。 4.2 辅助符号 4.2.1 辅助符号是表示焊缝表面形状特征的符号,见表2。 表2 辅助符号 序号名称示意图符号标注示例说明 1 平面符号平面V形对接焊缝一般通过加工保证 2 凹面符号凹面角焊缝 3 凸面符号凸面V形对接焊缝 4.2.2 对焊缝的表面无要求时,则不标注辅助符号。 4.3 补充符号 4.3.1 补充符号是为了补充说明焊缝的某些特征而采用的符号,见表3。 4.3.2 当焊缝具有表3所列特征时,则必须标注相应的补充符号。 表3 补充符号 序号名称示意图符号标注示例说明 1 带垫板符号 V形对接焊缝,底面有垫板 2 三面焊缝符号 工件三面施角焊缝,焊接方法为手工电弧焊 3 周围焊缝符号沿工件周围施角焊 缝
4 尾部符号(同上述三面焊缝符号)标注焊接方法及处数N等说明 4.4 尺寸符号 4.4.1 常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值。 表4 焊缝尺寸符号 序号名称示意图符号标注示例说明 1 焊脚尺寸K 角焊缝 焊脚尺寸为K 2 焊缝宽度 焊缝厚度c S Ⅰ形焊缝 焊缝宽为c 焊缝厚为S 3 熔核直径 d 塞焊缝 熔核直径d 点焊缝 焊点直径d 4 焊缝间距 e 角焊缝 焊脚尺寸为K 焊缝长度为l 焊缝间距为e 焊缝段(点)数n 5 焊缝长度l 6 焊缝段(点)数n
精心整理 《焊接接头和焊接符号》培训资料 一、焊接接头 焊接接头共有五种形式,对接,角接,T形,搭接和端接接头。如图4.2所示,这五种基本接头形式都有一定的焊缝和焊缝符号与之对应。根据不同的接头设计,每种接头形式又形成各种不同的焊缝,并且这些焊缝与每种接头形式很接近。接头设计确定了其形状,尺寸和结构。 形成一个接头的每个工件叫焊接件(或焊件),并分为三类,对接焊件,非对接焊件,铰接焊件。 焊缝的形式是用接头的几何形状来表示的。接头的几何形状就是焊前的截面尺寸及形状。从截面方向上看一接头时,每个焊件的端部形状常常与其焊缝形式及符号相似。
焊接接头部件 接头型式确定后,有必要描述所要求的接头设计。所以,焊接及检验人员应具备相当的能力来识别对于一给定接头的几何形状的各个特征。与这些特征有关的术语包括: 接头根部、坡口面、根部钝边、根部棱边、根部间隙、单边、单边角度、坡口角度、坡口半径 焊缝类型 如图4.2所示,每种接头类型都有各种不同的焊缝。以AWSA2.4“焊接,钎焊及无损探伤检验的标准符号”作为参考,共有九类焊缝及与其相关的焊缝符号,每一类焊缝中有各种相应的焊缝形式。这九类焊缝包括:坡口焊缝;角焊缝;塞焊及槽焊;螺拄焊;点焊或凸焊;缝焊;封底焊及背面焊;堆焊;端接焊缝。 焊接设计人员可根据需要,选取最适合的接头形状和焊缝类别。选取时,可考虑以下因素: 易焊的接头;成熟的焊接工艺;适当的结构设计;焊接成本 二、焊缝符号和焊接符号 表1
①不完全熔化的焊缝用I形焊缝表示,并加注焊缝有效厚度。 3 焊缝的补充符号是为了补充说明焊缝的某些特征而采用的符号,见表4。 4焊缝尺寸符号 基本符号必要时可附带有尺寸符号及数据,这些尺寸符号见表5。 5指引线及说明(见表6) 6焊缝符号标注的原则和方法(见表7) 7常见金属焊接方法代号(见表8) 8焊缝符号标注示例(见表9)
建筑钢结构设计图中的焊接
表中所示说明如下: 1. 凡是符号中未注焊缝尺寸要求的,如序号1的角焊缝和序号4的双面坡口焊缝,表示要求焊缝与母材等强。省去了对坡口尺寸或焊脚要求的标注。反之符号中标有数字的焊缝就表示要按数字的要求进行,不代表等强与否,如序号2、3、6。 在此需要指出的是现在对等强焊缝有个误区,即认为要与母材等强,焊缝必须是熔透焊。本文中对角焊缝和部分熔透焊所说的等强,主要是指它的有效焊缝厚度等于或大于母材板厚。强度指标包括抗拉、抗弯和冲击功等,对于等强的角焊缝或部分熔透焊缝有些性能是大于全熔透焊缝的,因熔透焊焊缝接头的应力集中性较大,它的抗弯和某些抗裂性还不如角焊缝和部分熔透焊缝。 2. 带钝边的坡口焊缝按传统的理解不是全熔透焊缝,但在实际上现在随着碳弧气刨的使用增多,和坡口间隙的调整,越来越多的全熔透焊缝都采用带钝边的坡口焊缝。特别是T形接头,利用钝边有许多优点,一是定位准确,收缩变形小,二是在加强首道打底焊熔透性前提下,钝边大了,熔敷金属量减少,带来生产效率提高,变形减少等一系列好处。 但在现在的图纸中往往是把全坡口的焊缝才认定为全熔透焊缝,而带钝边的坡口焊都往往按部分熔透焊对待,有的也按全熔透焊,但在尾部加编号,另用图解说明。 由于在现有的国标中没有对符号的熔透与否有具体说明,只在GB/T50105-2001《建筑结构制图标准》中对熔透角焊缝有一个标注符号。但笔者认为该符号并不值得推广,因为把一个实心圆放在引出线的折转处,至少它直接影响了周围焊与相同焊标记的表示。 所以随着图纸中熔透焊要求的增多,有必要对一些符号中加上熔透焊的表记。为了方便符号的使用,使它更直接,省事,好记,认为符号尾部的编号标注宜尽可能的不用或少用,符号要简易好懂。所以对不易区别的全熔透焊缝在符号的横的基准线上,在上下坡口的中间部位以涂黑的圆圈为标记。见表中序号15、16、20、21。 3. 对背面带衬垫的全熔透焊缝,由于国标中未有该方式的符号表示,所以编制了序号14、24、25的图形表示。 4. 序号17、19、26、27,表示的是背面封底焊,该图形基本是按GB/T324-2008《焊缝符号表示法》中表A.3 补充符号的标注示例中序号1的图形。 5. 序号17、18、19表示的是全熔透焊,虽是单面带钝边的坡口,但焊缝符号上没有数字,表示为等强焊缝,所以可以按全熔透来定义,且如中心位置也标上涂黑的圆圈,就影响了背面焊缝形状的表示了。而序号15、16由于是板中部的钝边,标注涂黑的圆圈更能醒目和直观是全熔透焊。 6. 序号232、23是背面带垫板的全熔透焊,不管它是否带纯边,见到带垫板的应是全熔透的是无疑的。 7. 序号28为电渣焊,因国标中没有,是补充。有的图纸中以类同塞焊的形状表示,但它容易和塞焊符号混淆。所以以在基准线取中的方框来表示较好。 8. U形坡口是厚板焊接的理想坡口,是今后的发展方向,所以也列在其中,便于以后使用。 9. 其它焊接符号,辅助符号仍按国家标准中的规定实行。 设计详图中的焊接符号标注是广大钢结构设计人员很费精力的工作,有一套简捷、直观、好记、合理、先进的焊接符号是我国钢结构事业发展的需要。本文所表示的一些符号,旨在为推动我国焊缝符号标准的进步起一个抛砖引玉的作用。大家都来参与其修改与完善,争取我国焊接符号标准的早日换版,为我国钢结构事业的进步而努力。
附录B (资料性附录) 标注示例 常用焊接标注示例见表B.1。 表B.1焊接标注示例 表B.1(续)焊接标注示例
535×50
表B.1(续) 焊接标注示例 序号 焊接标注示例 说明 10 焊缝截面形状为圆柱形塞焊,塞 焊直径为5,沿Фd 圆周均布4个。 11 21为电阻点焊,焊点中心在两工件的接触面上,焊点直径为6,每排12 个焊点,共4排(左右各两排),左右对称(沿汽车前进方向),焊点均布。 12 点焊缝,焊点中心偏离两工件接触面位置(基本符号位置与偏离方向一致)。点焊直径为5,共8点,点距、 行距均为35。 注:点焊缝符号已明确焊接方法,可不标注焊接方法代号。 13 21为电阻点焊(在不至于引起误解时,可省略尾部标注);焊点中心在 两工件的接触面上;焊点直径为5,共4点,沿Фd 圆周均布。
表B.1(续)焊接标注示例 序号焊接标注示例说明 14 点焊缝,焊点直径为8,共5点,点距40、行距20。 注:点距、行距尺寸,在图中若标注明确就不必在焊接标注中给出。 15 电阻点焊,焊点直径6,每处2 个焊点,共3处。 16 缝焊缝,221为搭接缝焊(即滚焊),焊缝中心在搭接接触面上,焊缝宽为6,在整个工件长度上连续施焊。 17 缝焊缝,焊缝中心向搭接面外偏离,焊缝宽为6,在整个工件长度上连续施焊。 注:虚线基准线可以省略。 18 23为凸焊,焊缝横截面形状为Ⅰ形,对称焊缝,沿圆周施焊、焊透,共2处。
序号焊接标注示例说明 19 24为闪光对焊,焊缝截面形状为Ⅰ形,对称焊缝,外表面为圆柱面,共2处。 20 42为摩擦缝,焊缝截面形状为Ⅰ 形,对称焊缝,外表面为圆柱面。 21 781为螺柱电弧焊,焊缝截面形状为直角三角形,焊脚尺寸为4,表面为凹形,沿工件圆周施焊。 22 782为螺柱电阻焊,焊缝截面形 状为Ⅰ形。 23 角焊缝,焊脚尺寸为2,沿工件圆周施焊。钎焊方法由工艺决定。 注:基准线下方标注是焊料牌号。 24 左:角焊缝,焊脚尺寸为5,焊缝长250,共4处。 注:虚线基准线可以省略。 右:单边V形焊缝,两面对称,焊缝厚度为5,焊缝长250。
如对您有帮助,请购买打赏,谢谢您! 浩辰CAD教程:工程图纸焊接符号标注技巧实例 在机械设计加工和制造中焊接件是经常会用到的,而且焊接的工艺在不同条件和材料中也是大不相同,焊接的质量对机械零件的使用性能有着密切的关系,在图纸设计中就要求明确的标注好焊接的焊缝和技术要求等。 正文: 在机械设计加工和制造中焊接件是经常会用到的,而且焊接的工艺在不同条件和材料中也是大不相同,焊接的质量对机械零件的使用性能有着密切的关系,在图纸设计中就要求明确的标注好焊接的焊缝和技术要求等。在浩辰CAD机械2012中把GB标准的【焊接符号】标注做成了单独的模块,不但提高了标注的精确度,还减轻了广大设计师的标注繁琐度。 利用浩辰CAD2012标注焊接符号,不但参数全面,而且快捷方便。 一、焊接件通用技术要求(JB/ZQ400.3-86) 1.焊接结构件的长度尺寸公差见1-245c 尺寸和形位公差数值.plb,适用于焊接零件和焊接组件的长度尺寸。焊接件的直线度.平面度和平行度公差见 1-245c 尺寸和形位公差数.plb,焊接结构件的尺寸公差与形位公差等级选用见1-245b 尺寸和形位公差等级.plb 2.标注和未标注角度的偏差见1-246a 角度偏差.plb,角度偏差的公称尺寸以短边为基准边,其长度从图样标明的准点算起.。 3.喷丸处理的焊接件,为了防止钢丸钻入焊缝,必须焊接内焊缝,并尽量避免内室和内腔.如果结构上必须有内室和内腔,则必须进行酸洗,以便达到表面除锈质量等级Be(见JB/ZQ4000.10-86附录A). 对此图样需作标注。 4.由平炉钢制造的低碳钢结构件,可在任何温度下进行焊接.但为了避免焊接过程产生裂纹及脆性断裂,厚度较大的焊接件,焊削必须根据工艺要求,进行预热和缓冷. 板厚超过30mm的重要焊接结构,焊后应立即消除内应力,消除内应力采用550-600℃回火,或200℃局部低温回火。 5.普通低合金结构钢制造的焊接件,必须按照焊接零件的碳当量和合金元素含量、零件的厚度、钢结构件的用途和要求进行焊前预热和焊后处理,见表1 . 表1: 在气温较低、焊接件厚度较大的情况下焊接的普通低合金结构,应按表2的规定预热. 表2 : 6.有密闭内腔的焊接件,在热处理之前,应在中间隔板上适当的位置加工Φ10mm孔,使其空腔与外界相通.需在外壁上钻孔的,在热处理后要重新堵上。 7.焊缝射线探伤应符合GB3323-82的规定.要进行力学性能试验的焊接,应在图样或订货技术要求中注明.焊缝的力学性能试验种类、试样尺寸按GB2649-81-GB2656-81的规定,试样板焊后与工件经过相同的热处理,并事选经过外观无损探伤检查。 8.焊件要进行密封性检验和耐压试验时,应按本标准要求进行.对耐压试验有要求时,应在图样或订货要求中注明试验压力和试压时间。 在图纸上快速绘制焊接符号: 利用浩辰CAD机械2012能够快速的绘制焊接符号,使用方法如下: 在菜单中选择浩辰机械—符号标注—焊接符号,弹出下图对话框: 在这里浩辰CAD软件提供了各类型详细的标注内容,可根据需要添加,方便快捷。
常用焊接标注示例见表 B.1。 附录B (资料性附录) 标注示例 表B.1焊接标注示例 表B.1(续)焊接标注示例 序号 焊接标注示例 说明 11为无气体保护的电弧焊;焊缝 截面形状为I 形;焊缝填满,整个工件 长度连续施焊,外表面凸起,内表面为 圆面。 Ill 111为手工电弧焊、角焊缝;沿工 件圆周施焊,焊脚尺寸为 2。 注:虚线基准线可以省略。 111 (12) 角焊缝,三面有焊缝,共 12处; 111为手工电弧焊,整个工件(接触) 长度 连续施焊。 注:焊脚尺寸未做要求。 上:角焊缝,焊脚尺寸为 2,共2 处, 沿工件接触长度(共5段)连续施 焊。 下:角焊缝,焊脚尺寸为 2,共2 处, 沿工件长度(共1段)连续施焊。
焊接标注示例说明 9 上:焊缝截面形状为单边喇叭形,焊脚尺寸为8,整个工件长度连续施焊。 下:角焊缝,焊脚尺寸为3,三面有焊缝,整个工件长度连续施焊。 双面角焊缝,对称交错,焊脚尺 寸为5,焊缝段数为35,焊缝长度为 50,焊缝间隔为30。 135为CO气体保护焊(MAG旱)焊缝截面形状为单边喇叭形,焊缝对称,焊脚尺寸为10,整个工件长度连续施焊,外表面为平面。 135为CO气体保护焊(MAG旱)。 焊缝截面形状为V形,焊缝厚度为3, 外表面为凸形,沿工件圆周施焊。 111为手工电弧焊,焊缝截面形状为V 形,整个工件长度连续施焊。 注:焊缝在非箭头侧
13表B.1(续)焊接标注示例 序号焊接标注示例说明 焊缝截面形状为圆柱形塞焊,塞焊直径 为5,沿①d圆周均布4个。 11 21为电阻点焊,焊点中心在两工件的接触面上,焊点直径为6,每排12 个焊点,共4排(左右各两排),左右对称(沿汽车前进方向),焊点均布。 12 点焊缝,焊点中心偏离两工件接触面位置(基本符号位置与偏离方向一 致)。点焊直径为5,共8点,点距、行距均为35。 注:点焊缝符号已明确焊接方法, 可不标注焊接方法代号。 21为电阻点焊(在不至于引起误解时,可省略尾部标注);焊点中心在两工件的接触面上;焊点直径为5,共4点,沿①d 圆周均布。
4 焊缝符号 4.1 基本符号 4.1.1 基本符号是表示焊缝横截面形状的符号,常用基本符号见表1。 表1 常用基本符号
表1(完)常用基本符号 4.1.2 在焊接标注时,焊缝的基本符号必须标注。 4.1.3 对于需要开坡口的焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出焊缝坡口的断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规定,应由工艺人员在工艺文件中予以明确。 4.2 辅助符号 4.2.1 辅助符号是表示焊缝表面形状特征的符号,见表2。
表2 辅助符号 4.2.2 对焊缝的表面无要求时,则不标注辅助符号。 4.3 补充符号 4.3.1 补充符号是为了补充说明焊缝的某些特征而采用的符号,见表3。 4.3.2 当焊缝具有表3所列特征时,则必须标注相应的补充符号。 表3 补充符号 示意图标注示例 (同上述三面焊缝符号) 4.4 尺寸符号 4.4.1 常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值。 表4 焊缝尺寸符号
4.4.2 确定焊缝位置的尺寸不在焊缝符号中给出,而是将其标注在图样上。 4.4.3塞焊缝、槽焊缝带有斜边时,应该标注孔底部的尺寸。
5 焊接符号在图样上的表示及其标注 完整的焊接标注除了上述基本符号、辅助符号、补充符号、尺寸符号及数据以外,还包括指引线及必要的说明。 5.1 指引线 指引线一般由带有箭头的指引线(箭头线)和两条基准线(一条为细实线,另一条为虚线)组成,两条基准线间隔为2b(b为视图轮廓线宽度),见图1。基准线一般应与图样的底边相平行,但在特殊条件下亦可与底边相垂直。 细实线基准线虚线基准线(可省略) 图1 指引线 5.1.1 箭头线和焊缝的关系 a)焊缝在箭头侧:如图2(a)所示,即箭头线指在焊缝上; b)焊缝在非箭头侧:如图2(b)所示,即箭头线指在焊缝的背面。 图2 带单角焊缝的T型接头 5.1.2箭头线的位置 a)箭头线相对焊缝的位置一般无特殊要求,但是在标注形焊缝时,箭头线应指向带有坡口一侧的工件,见图3。 b)必要时,允许箭头线弯折一次,见图4。