渣油沸腾床加氢处理技术进展
刘建锟杨涛贾丽胡长禄蒋立敬
(中国石化抚顺石油化工研究院,辽宁抚顺113001)
摘要本文介绍了渣油沸腾床加氢处理技术的进展,主要从发展历程,到几种沸腾床加氢处理技
术进行了介绍。
关键词渣油沸腾床加氢工艺催化剂
1沸腾床加氢处理技术发展概况
目前世界正面临着原油变重变劣的趋势,而人们对重质燃料油的需求量却逐步减少,对轻质油的需求量则大幅增加。因此炼油企业纷纷追求渣油的最大量转化。在目前环保要求日益严格的形势下,加氢工艺,尤其是渣油加氢工艺在炼油工业的地位和作用越来越重要,渣油加氢技术也得以快速发展。沸腾床渣油加氢技术具有原料适应性广,操作灵活等特点,是当前重油深加工的有效手段。
沸腾床加氢处理,是指渣油进料与氢气混合后,从反应器底部进入,在反应器中的催化剂颗粒借助于内外循环而处于沸腾状态。
沸腾床加氢裂化工艺最早由美国烃研究公司(HRI)和城市服务公司共同开发,该工艺名称为氢-油法(H-Oil)加氢裂化过程。第一套H-Oil加氢裂化装置于1963年在美国的查理湖炼油厂建成,设计年处理能力为30万吨,主要以生产低硫焦化原料为主。1969年在科威特国家石油公司舒埃巴炼油厂建成第二套沸腾床加氢裂化(H-Oil)装置,设计年处理能力为144万吨,经过80年代初期的改造后,该装置年处理能力已达到265万吨。
1970年在美国亨伯尔石油公司贝威炼厂建成第三套H-Oil装置,1972年在墨西哥石油公司萨拉门卡炼油厂建成第四套沸腾床加氢裂化装置。但是,由于种种原因,70年代建成的4套沸腾床加氢裂化(H-Oil)装置的开工情况一直不太顺利,特别是1973年罕伯尔贝威炼油厂H-OIL装置开工仅100天,就发生了反应器爆炸的严重事故,本次爆炸事故造成整个H-Oil装置全部毁坏。1974年对爆炸事故进行了详细的调查分析,调查研究结果表明反应器爆炸事故,原因出在工程问题上,而H-Oil工艺技术本身并无技术问题,仍然具有很大的发展潜力。
1975年城市服务公司改与Lummus公司合作,并将这一沸腾床加氢裂化过程更名为LC-Fining过程。而烃研究公司(HRI)和德士古(Texaco)合作,仍然将这一沸腾床加氢裂化过程称为H-Oil过程。1994年IFP 收购HRI的资产,2001年7月重组成立AXENS公司,成为H-Oil和T-Star技术许可的发放人。而LC-Fining工艺目前由Chevron公司发放专利许可证。
贝威炼厂H-Oil加氢裂化装置发生爆炸事故以后的近10年中,沸腾床渣油加氢裂化技术一直没有得到广泛的推广应用。70年代后期和80年代初期对在1973年以前建成的几套工业装置在技术上和工程上进行了10项重大改造,解决了长周期运转和提高加工量两大问题。到了80年代中期,?沸腾床加氢裂化工艺技术和工程技术都趋于成熟,特别是由于反应器内部构件的改进和第二代催化剂的出现,大大提高了反应系统的效率和操作苛刻度,而且产品质量也得到了很大的提高,先后建设了一大批工业装置。
全球第一套大型的LC-FINING装置为美国的属于AMOCO公司在Texas州的Texas city炼厂,1984年建成投产,设计年处理能力为330万吨减压渣油,通常30%~40%为墨西哥MAYA原油的减压渣油。
1988年8月加拿大SYNCRUDE炼厂建成第二套LC-Fining装置,设计处理能力为40000BPSD,加工Athabasca沥青(>566℃馏分占51%),处理量已达到45000BPSD,计划达到50000BPSD.未转化尾油作为该厂焦化装置的进料,提高了焦化产品的收率,减少了SO2的排放。第三套LC-Fining装置为意大利Mediternaea炼制公司设在Milazzo,Siciliy的Agip装置,该装置设计生产低硫燃料油,设计转化率为80%,1995年开工。
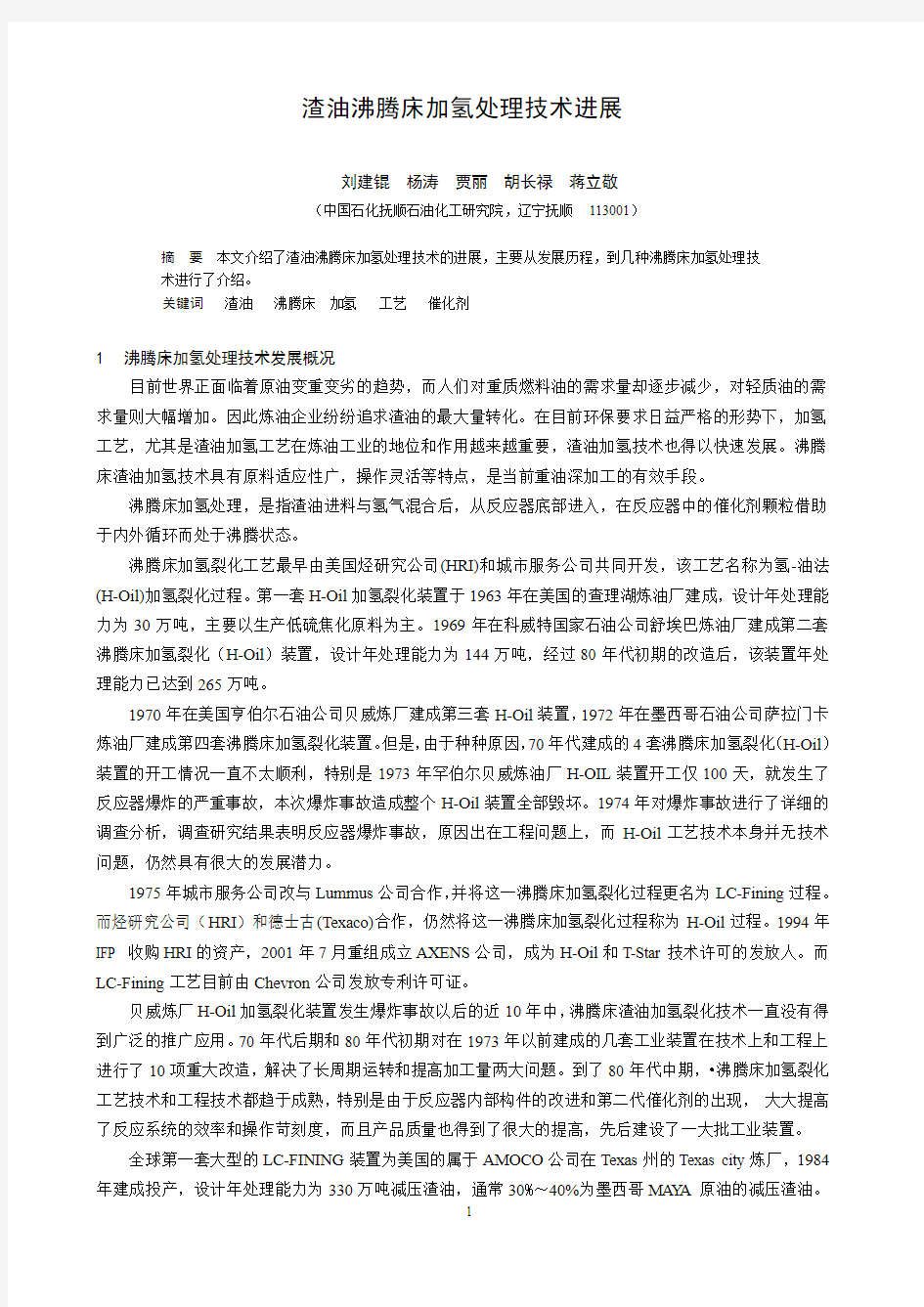
目前共建成渣油沸腾床加氢处理装置13套,其中H-oil装置9套,LC-Fining装置4套,世界沸腾床渣油加氢裂化装置情况如表1所示。另有3套LC-Fining装置正在设计和建设。由表1可见,1999年底世界沸腾床减压渣油总加工能力达到2138.3万吨/年,占减压渣油加氢处理总能力的64%。可以认为,这是二十世纪渣油加氢技术的重大突破。
表1 减压渣油沸腾床加氢工业装置
炼厂厂址技术类型生产目的加工能力,万吨/年投产年份美国城市服务石油公司查理湖炼厂H-Oil 低硫焦化原料油33 1971/1963 科威特国家石油公司舍巴炼油厂H-Oil 加氢裂化料154 1969 美国享伯尔石油公司贝威炼油厂H-Oil 加氢裂化料82.5 1970(1) 墨西哥石油公司萨拉门卡炼油厂H-Oil 加氢裂化料101.8 1972 美国明星企业公司康文特炼油厂H-Oil 低硫燃料油/FCC科225 1984
加拿大劳埃德明斯特炼油厂H-Oil 低硫焦化油/馏分油180 1992
日本东燃石油公司川崎炼油厂H-Oil 低硫燃料油/FCC料125 1997
墨西哥石油公司图拉炼油厂H-Oil 低硫燃料油/馏分油250 1997
波兰石化公司Piock炼油厂H-Oil 低硫燃料油/馏分油170 1999 美国阿莫科公司得克萨斯城炼厂LC-Fining 低硫燃料油/馏分油330 1984 加拿大合成原油公司米瑞得湖炼厂LC-Fining 由沥青生产合成原油220 1988 意大利Milazzo炼厂LC-Fining 不详137 1995 斯洛伐克布拉迪斯拉发炼油厂LC-Fining 不详120 1999 总计2138.3
2 渣油沸腾床加氢工艺的特点
沸腾床渣油加氢处理技术具有如下优点:
1)对原料油的适应性广
沸腾床渣油加氢处理过程,可以加工固定床加氢处理过程所不能加工的原料,另外,沸腾床渣油加氢处理过程还可已加工如墨西哥玛雅原因减压渣油,加拿大阿萨波斯坎沥青,冷湖沥青等减压渣油。
2)反应器内温度均匀
沸腾床渣油加氢裂化工艺,反应器内由于催化剂、原料油和氢气的剧烈搅拌作用和返混现象,使沸腾床反应器内部上下温度基本一致,防止局部过热,可取消冷氢介质调温的措施。
3)催化剂在线加入和排出
沸腾床反应器可随时加入新鲜催化剂和排出废催化剂,有利于维持较高的催化剂活性,同时可在不停工的情况下进行催化剂的再生处理。
4)运转周期长
沸腾床反应器中,由于催化剂的沸腾状态,克服了固定床反应器因积碳或金属沉积造成的压差而影响装长期运转的不足。
5)良好的转质和传热;
沸腾床操作状况下,对原料、氢气和催化剂之间的激烈搅拌作用,促进了转质和传热过程,对反应有利。
6)催化剂利用率高
沸腾床加氢过程,由于催化剂与原料油和氢气的充分接触,床层上下的催化剂活性基本均匀一致,失活速率也基本一致,催化剂的利用率较高。
7)渣油转化率高
沸腾床渣油加氢过程转化率较高,普通沸腾床渣油加氢过程转化率为60-80%,高转化率沸腾床渣油加氢过程转化率可达到97%。
8)装置操作灵活
沸腾床渣油加氢处理工艺操作过程非常灵活,即可以在低转化率、高脱硫率下一次通过操作,减压塔底油可以调合生产低硫燃料油;也可在高转化率、稍低脱硫率下减压塔底油大量循环操作,少量减压塔底油作为部分氧化制氢的原料;又可在低转化率、低脱硫率下一次通过操作,减压塔底尾油可调合生产中硫和高硫燃料油。
3 沸腾床渣油加氢工艺过程重大技术改造和进展
70年代后期到80年代初期,对1973年以前建成的4套渣油沸腾床加氢裂化装置进行了一系列重大技术改造,解决了影响装置长期运转和提高加工量两个重大问题,进一步提高了装置操作的灵活性。具体技术改造项目为:
1)增设温度监控系统;
2)改进产品换热系统;
3)新一代高活性催化剂的开发。催化剂一直是沸腾床渣油加氢过程的关键技术之一,催化剂性能的号坏直接影响沸腾床加氢过程的转化率和杂质脱出率;
4)沸腾床加氢工艺与其他工艺的组合。根据炼厂加工流程的不同,沸腾床加氢过程可有多种不同的组合工艺路线,如沸腾床-FCC组合路线,沸腾床-焦化组合路线,沸腾床-氧化制氢路线等;
5)开发新鲜催化剂;
6)开发催化剂再生工艺,降低催化剂费用。
4 沸腾床加氢工艺过程
H-Oil和LC-Fining工艺过程并无本质的区别,两者的区别为H-Oil过程,循环泵采用外循环,而LC-Fining过程,循环泵则采用内循环操作。两种工艺过程催化剂可相互通用,既可用于H-Oil工程,也可用于LC-Fining过程。
4.1 H-Oil工艺过程
渣油加热后减压渣油与单独加热的循环氢混合,然后进入三相沸腾床加氢反应器的底部,在流化状态下进行加氢脱金属、加氢脱硫、加氢脱氮、加氢脱残炭和加氢裂化等一系列反应。沸腾床反应器根据加工原料油和目的产品的不同,可设置1个反应器,也可2个或3个反应器串联使用。同时,沸腾床反应器可设置为1个系列,也可设置为2个或3个反应器系列。
图1 H-Oil加氢裂化装置工艺流程
H-Oil装置操作非常灵活,既可在低转化率下操作,也可在高转化率下操作,又可在中等转化率下操作,如表2所示:
表2 H-Oil工艺操作模式
生产方案加工能力,万吨/年工艺流程转化率% 减压它底油用途低转化率,高脱硫率175 一次通过65 调合低硫燃料油
高转化率,脱硫率稍低175 减压塔底油大量循环90 部分氧化制氢原料低转化率,低脱硫率215 一次通过70 调合中硫和高硫燃料油
减压塔底油可采用循环操作方案,这样可增加的原料的转化率和收率,如表3所示:
表3 减压塔底油可采用循环操作的H-Oil工艺
项目数据
>524℃转化率% +20
HDCCR,% +18.6
化学氢耗,Nm3/m3+67.2
C5-177℃石脑油,V% +4.3
177-343℃馏分油,V% +6.8
>343℃减压塔底油,V% -9.8
表4 典型的沸腾床渣油加氢装置的操作条件
项目数据
反应温度,℃432
反应压力,MPa 18.0
尾油循环量(对进料),% 14
体积空速,h-1基准
氢油比(V) 1000
表5 典型的沸腾床渣油加氢装置原料和产品性质
指标原料油
加氢产品
粗汽油柴油轻柴油重柴油尾油
密度,g/cm3 1.0014 0.7338 0.8063 0.8855 0.9248 0.9111
CCR,m% 14.2
灰分,m% 0.016
沥青质,m% 4.20
总N,ppm 3400 76 560 958 1653 -
S,m% 4.58 0.20 0.71 1.24 1.90 1.75
流程,℃
初馏点288 43.3 180 222 217 233
60% - 125 255 305 311 394
干点524(17%) 185 328 433 460 524
金属镍,ppm 19.6
金属钒,ppm 73.7
>524℃渣油,
S,m% 5.1
沥青质,m% 7.2
产品收率,m% 11 12.1 13.4 0.2 55.0
1997年6月在日本东燃公司川崎炼油厂建成投产的125万吨/年减压渣油沸腾床加氢处理装置,采用单系列,2台反应器,典型操作条件如表6所示。
表6 日本第一套H-oil装置设计数据与实际操作数据的对比
项目设计数据实际操作数据1997-11 设计进料中东混合渣油混合渣油
进料流率,万吨/年 1.33 1.30
进料密度,g/cm3 1.009 1.0148
进料硫含硫,m% 3.6 4.0
渣油(565℃+)转化率,% 65-75 65
脱硫率,% 83 81.3
目前已投产的沸腾床加氢装置,除特定目的装置外,都是减压渣油加氢裂化,生产馏分油、减压瓦斯油和低硫燃料油。正在建设中的波兰普沃茨克炼厂的沸腾床加氢装置,1999年投产,单线两台反应器串联,年加工能力170万吨,加工乌拉尔混合原油的减压渣油,生产的柴油含硫量<500μg/g直接用作柴油调合组分;生产的减压瓦斯油用作加氢裂化原料;未转化的低硫尾油用作发电燃料油。
4.2 LC-Fining工艺过程
图2 LC-Fining工艺过程
图2为LC-Fining工艺过程,同H-Oil工艺一样,减压渣油加热后与单独加热的循环氢混合,然后进入三相沸腾床加氢反应器的底部,在流化状态下进行加氢脱金属、加氢脱硫、加氢脱氮、加氢脱残炭和加氢裂化等一系列反应。沸腾床反应器根据加工原料油和目的产品的不同,可设置1个反应器,也可2个或3个反应器串联使用。同时,沸腾床反应器可设置为1个系列,也可设置为2个或3个反应器系列。
还可在不同的转化率操作模式下进行,结果见表7。
表7 高转化率和低转化率下的操作模式
项目原料LC-Fining产品
产率低转化率高转化率
C4及轻组分,wt% 8.3 10.6
C5~204℃,v% 15.2 25.7
204~343℃,v% 23.7 39.9
343~524℃,v% 31 40.9 29.5
524℃+,v% 69 24.1 10.3
S,wt%
C5~204℃,v% 0.05 0.05
204~343℃,v% 0.20 0.35
343~524℃,v% 3.3 0.60 1.10
524℃+,v% 5.7 2.20 3.30
总计 5.0 0.87 0.87
密度,g/cm3
C5~204℃0.750 0.750
204~343℃0.873 0.873
343~524℃0.960 0.935 0.950
524℃+ 1.020 1.030
最大的LC-Fining沸腾床加氢装置为1984年投产的美国AMOCO公司德克萨斯城炼厂330万吨/年装置,该装置油3个反应器系列,每个反应器系列有3台反应器。通常30-40%为墨西哥MAY A原油的减压渣油。生产馏分油时,转化率超高75%,脱硫率保持在90%或更高,见表8。
表8 AMOCO公司LC-FIING装置1985年典型操作数据
项目设计进料工业装置设计进料减压渣油加稀释油VR
API 2~8 4.6~7.8 API 5.8
S,m% 5.5 2.7~3.9 S,m% 5.1
CCR,m% 21.5 16.4~20.4 CCR,m% 17.4
金属,ppm 340 180~550 金属,ppm 274 <538℃馏分,V% 3 -9 <538℃馏分,V% 28
表9 AMOCO公司LC-FIING装置典型产品性质
项目API S,m% N,ppm CCR,m% 终馏点,℃
重石脑油48 0.01 300 - -
煤油馏分38 0.04 600 - 287.8
中馏分油32 0.25 1100 - 357.2
轻馏分油28 0.30 2000 - -
轻VGO 23.5 0.30 2500 0.20 -
重VGO 20 0.45 3500 0.40 -
减压渣油9.5 1.20 - 1.60 -
5 沸腾床渣油加氢过程与其他工艺的组合
5.1 沸腾床加氢过程与FCC组合
该方案中,H-Oil装置的减压馏分油作为FCC装置的原料,FCC装置的油浆作为H-Oil装置的原料,H-Oil装置未转化残渣油调合低硫燃料油,该方案已在Star Enterprise炼厂应用。FCC油浆,重芳烃组分含量较高,作为H-Oil装置的原料,在沸腾床加氢裂化过程中会释放出大量的化学反应热,减少了加热炉所消耗的燃料。另外,FCC油浆的高度芳香性提高了反应器中液体的溶解性能,从而使炼厂可在高转化率下操作,而不会产生沉积物。
5.2 沸腾床加氢过程与RFCC组合
该方案中,H-Oil装置的减压馏分油作为FCC装置的原料,FCC装置的油浆作为H-Oil装置的原料,H-Oil装置未转化残渣油作为RFCC装置的原料,也可部分循环回H-Oil装置。该方案已由HRI和MW kellogg公司合作研究,已完成的试验结果和工业评价结果表明,该工艺技术可行并有吸引力,可比常规的ARDS/RFCC组合工艺获得更高的利润,因为渣油转化任务由RFCC转到H-Oil,馏分油收率和优质柴油的收率均有增加,同时,在H-Oil装置,脱除60%~90%的金属和残炭,减少了RFCC装置的催化剂的结焦和损耗。
5.3 沸腾床加氢过程与沥青或部分氧化组合
H-Oil装置的减压馏分油作为FCC装置的原料,FCC装置的油浆作为H-Oil装置的原料,H-Oil装置未转化残渣油作为部分氧化制氢装置的原料。该方案已在德克萨斯的Star Enterprise炼厂工业应用。如果炼厂选择低转化率操作,将质量较好的H-Oil残渣油作为RFCC原料或调合燃料油,可用直馏减压渣油作为部分氧化制氢的原料。
6 沸腾床渣油加氢催化剂的开发
目前国际市场供应的渣油沸腾床加氢催化剂如表10所列。这些催化剂既可用于H-Oil也可用于LC-fining?装置。第二代沸腾床加氢催化剂80年代中期开始在工业装置应用,第二代催化剂性能与第一
代相比(见表11),主要是提高脱硫、脱氮、脱金属和残炭转化率,而不是提高转化率,?因而馏分油产品的质量提高,未转化的尾油也可用于生产稳定的燃料油产品。除此之外,?废催化剂通过脱金属和脱炭两步恢复活性的复活工艺已经工业应用成功,使补充新催化剂的数量大大减少。
表10 渣油沸腾床加氢催化剂性能对比
项目第一代第二代
渣油转化率,% 脱硫率,%
残炭转化率,% 脱氮率,%
脱金属率,%
45-90
55-80
45-65
25-35
65-90
45-85
75-92
65-75
30-50
65-90 表11 沸腾床催化剂
催化剂牌号开发或生产公司原料产品形状用途
KF-1302
Akzo 常减压渣油,沥青
KF-1303 常减压渣油,沥青KC-2200
KC-2600
KC-2602
KC-2300
KC-2610
KC-2710
KC-2702
HDS-1442
Criterion 渣油圆柱条HDS
HDS-1443 渣油圆柱条HDS HDS-2443 渣油圆柱条HDS HDS-4443 渣油圆柱条HDS TEX-2710 渣油
KAT-4000
Crosfied 渣油FCC原料圆柱条裂化
KAT-5000 渣油FCC原料裂化
GR-12
Grace-Davison 渣油,沥青馏分油,低硫燃料油圆柱条HDS,裂化
GR-14 渣油,沥青馏分油,低硫燃料油圆柱条HDS,裂化
GR-25 HDS,HDCCR,裂化GR-31
GR-250
TK-821
Haldor Topsoe 圆柱条裂化
Tk-867 圆柱条裂化
Tk-871
7 国外沸腾床加氢技术发展的新动向
油砂沥青、重质原油和页岩油等均是重要的潜在能源,储量很大,但性质较差,不适合在常规炼油厂中加工。随着原油价格上涨和常规原油的日渐减少,将促进这些非常规能源的开发和利用。由于重质原油和油砂沥青用管道运输困难,只能改质为“合成原油”,然后送至炼油厂加工。沸腾床适用于高金属、高杂质的重质原油、油砂沥青和页岩油的改质并有着广泛的应用前景。
此外,国外沸腾床加氢处理技术,还以生产低硫燃料油和FCC装置进料为目标。沸腾床技术另一发展方向便是与其他工艺组合,如沸腾床加氢与焦化工艺组合,沸腾床加氢与溶剂脱沥青工艺组合等发挥重要的作用。
文/李立权中石化洛阳工程有限公司 渣油加氢技术包含固定床渣油加氢处理、切换床渣油加氢处理、移动床渣油加氢处理、沸腾床渣油加氢处理、沸腾床渣油加氢裂化、悬浮床渣油加氢裂化、渣油加氢一体化技术及相应的组合工艺技术。随着原油的重质化及劣质化、分子炼油技术的发展、环境保护要求的日益严格、市场对轻质油品需求、石油产品清洁化和石化企业面临的激烈竞争,各种渣油加氢技术将快速发展。 1国内外渣油加氢工程化技术应用现状 我国渣油加氢工程化技术起步较晚,1999年12月我国开发的首套2.0Mt/a固定床渣油加氢技术实现了工程化;2000年1月世界首套上流式渣油加氢反应器在我国某企业1.5Mt/a渣油加氢装置改造工程中实现工程化;2004年8月我国开发的50kt/a悬浮床渣油加氢技术进行了工业示范;2014年2月我国开发的50kt/a沸腾床渣油加氢工业示范装置建成中交;2014年45kt/a油煤共炼的重油加氢装置建成;目前引进的一套2.5Mt/a沸腾床渣油加氢装置正在建设中。截止到2011年底我国投产的渣油加氢装置处理能力仅13.35Mt/a,而2012—2014年10月投产的渣油加氢装置处理能力就达到了19.3Mt/a;正在规划、设计和建设的渣油加氢装置处理能力超过30Mt/a。 中国石油化工股份有限公司石油化工科学研究院(RIPP)开发的固定床渣油加氢处理重油催化裂化双向组合RICP技术2006年工程化应用,将RFCC装置自身回炼的重循环油(HCO)改为输送到渣油加氢装置作为渣油加氢进料稀释油,和渣油一起加氢处理后再一同回到RFCC装置进行转化,同时有利于渣油加氢和催化裂化装置,工艺流程示意见图1。
第一节工艺技术路线及特点 一、工艺技术路线 300×104t/a渣油加氢脱硫装置采用CLG公司的固定床渣油加氢脱硫工艺技术,该工艺技术满足操作周期8000h、柴油产品硫含量不大于500ppm、加氢常渣产品硫含量不大于0.35w%、残炭不大于5.5w%、Ni+V不大于15ppm的要求。 二、工艺技术特点 1、反应部分设置两个系列,每个系列可以单开单停(单开单停是指装置二个系列分别进行正常生产和停工更换催化剂)。由于渣油加氢脱硫装置的设计操作周期与其它主要生产装置不一致,从全厂生产安排的角度,单开单停可以有效解决原料储存、催化裂化装置进料量等问题,并使全厂油品调配更灵活。 2、反应部分采用热高分工艺流程,减少反应流出物冷却负荷;优化换热流程,充分回收热量,降低能耗。 3、反应部分高压换热器采用双壳、双弓型式,强化传热效果,提高传热效率。 4、反应器为单床层设置,易于催化剂装卸,尤其是便于卸催化剂。 5、采用原料油自动反冲洗过滤器系统,滤除大于25μm以上杂质,减缓反应器压降增大速度,延长装置操作周期。 6、原料油换热系统设置注阻垢剂设施,延长操作周期,降低能耗,而且在停工换剂期间可减少换热器和其它设备的检修工作。 7、原料油缓冲罐采用氮气覆盖措施,以防止原料油与空气接触从而减轻高温部位的结焦程度。 8、采用炉前混氢流程,避免进料加热炉炉管结焦。 9、第一台反应器入口温度通过调节加热炉燃料和高压换热器旁路量来控制,其他反应器入口温度通过调节急冷氢量来控制。 10、在热高分气空冷器入口处设注水设施,避免铵盐在低温部位的沉积。 11、循环氢脱硫塔前设高压离心式分离器除去携带的液体烃类,减少循环氢脱硫塔的起泡倾向,有利于循环氢脱硫的正常操作。 12、设置高压膜分离系统,保证反应氢分压。 13、冷低压闪蒸罐的富氢气体去加氢裂化装置脱硫后去PSA回收氢气。 14、新氢压缩机采用二开一备,每台50%负荷,单机负荷较小,方便制造,且装置有备机。 15、分馏部分采用主汽提塔+分馏塔流程,在汽提塔除去轻烃和硫化氢,降低分馏塔材质要求。 分馏塔设侧线柴油汽提塔及中段回流加热原料油,降低塔顶冷却负荷,提高能量利用率,减小分馏塔塔径。 16、利用常渣产品发生部分低压蒸汽。通过对装置换热流程的优化,把富裕热量集中在温位较高的常渣产品,发生低压蒸汽。 17、考虑到全厂能量综合利用,正常生产时常渣在150℃送至催化裂化装置。在催化裂化装置事故状态下,将常渣冷却至90℃送至工厂罐区。 18、催化剂预硫化按液相预硫化方式设置。 三、工艺流程说明 (一)工艺流程简述 1、反应部分 原料油自进装置后至冷低压分离器(V-1812)前的流程分为两个系列,以下是一个系列的流程叙述: 原料油在液位和流量的串级控制下进入滤前原料油缓冲罐(V-1801)。原料从V-1801底部出来由原料油增压泵(P1801/S)升压,经中段回流油/原料油换热器(E-1801AB)、常渣/原料油换热器(E-1802AB、E-1803AB)分别与中段回流油和常渣换热,然后进入原料油过滤器(S-1801)以除去原料油于25μm的杂质。过滤后的原料油进入滤后原料油缓冲罐(V-1802),原料油从V-1802底部出来后由加氢进料泵(P1802/S)升压,升压后的原料油在流量控制下进入反应系统。 原料油和经热高分气/混合氢换热器(E-1805AB)预热后的混合氢混合,混合进料经反应流出物/反应进料换热器(E-1804)预热后进入反应进料加热炉(F-1801)加热至反应所需温度进入第一台加氢反应器(R-1801),R-1801的入口温度通过调节F-1801的燃料量和E-1804的副线量来控制,R-1801底部物流依次通过其它三台反应器(R-1802、R-1803、R-1804),各反应器的入口温度通过调节反应器入口管线上注入的冷氢量来控制。从R-1804出来的反应产物经过E-1804换热后进入热高压分离器(V-1803)进行气液分离, V-1803底部出来的热高分液分别在液位控制下减压后,进入热低压分离器(V-1804)进行气液分离,V-1803顶部出来的热高分气分别经热高分气/混合氢换热器、热高分气蒸汽发生器(E-1806)换热后进入热高分气空冷器(E-1807),冷却到52℃进入冷高压分离器(V-1806)进行气、油、水三相分离。 为了防止铵盐在低温位析出堵塞管路,在热高分气空冷器前注入经注水泵(P-1803/S)升压后的脱硫净化水等以溶解铵盐。 从V-1806顶部出来的冷高分气体(循环氢)进入高压离心分离器(V-1807)除去携带的液体烃类,减少循环氢脱硫塔(C-1801)的起泡倾向。自V-1807顶部出来的气体进入C-1801底部,与贫胺液在塔逆向接触,脱除H2S,脱硫溶剂采用甲基二乙醇胺(MDEA),贫胺液从贫胺液缓冲罐(V-1809)抽出经贫溶剂泵(P-1804/S)升压后进入C-1801顶部,从塔底部出来的富胺液降压后进入富胺液闪蒸罐(V-1810)脱气。富液脱气后出装置去溶剂再生,气体去硫磺回收。 自C-1801顶不出来的循环氢进入循环氢压缩机入口分液罐(V-1808)除去携带的胺液,V-1808顶部出来的循环氢分成两路,一路去氢提浓(ME-1801)部分,提浓后的氢气经提浓氢压缩机(K-1804)升压后与新氢压缩机(K-1802A.B.C)出口新氢汇合,释放气去轻烃回收装置;另一路进入循环氢压缩机(K-1801)升压,升压后的循环氢分为三部分,第一部分与新氢压缩机来的新氢混合,混合氢去反应部分;第二部分作为急冷氢去控制反应器入口温度;第三部分至E-1807前作为备用冷氢和K-1801反飞动用。循环氢压缩机选用背压蒸汽透平驱动的离心式压缩机。 从两个反应系列的冷高压分离器底部出来的冷高分液分别在液位控制下减压混合后,进入冷低压分离器(V-1812)进行气液分离,冷低分液体在液位控制下从罐底排出并进入热低分气/冷低分液换热器(E-1809)、柴油/冷低分油换热器(E-1811)、常渣/冷低分油换热器(E-1812)换热后进入汽提塔(C-1803)。V-1812顶部出来的冷低分气去轻烃回收装置脱硫。 冷高压分离器底部的含H2S、NH3的酸性水进入酸性水脱气罐(V-1823)集中脱气后送出装置。 两个反应系列的热低分油在液位控制下从V-1803底部排出去分馏部分。热低分气体经E-1809换热后进入热低分气空冷器(E-1810)冷却到54℃,然后进入冷低压闪蒸罐(V-1811)进行气液分离,为了防止在低温位的地方有铵盐析出堵塞管路,在E-1810前注水以溶解铵盐。V-1811顶部出来的富氢气体直接送至加氢裂化装置进行脱硫,然后去PSA装置回收氢气;从下部出来的冷低压闪蒸液进入到冷低压分离器。 新氢从全厂氢网送入,进入新氢压缩机经三段压缩升压后分两路分别与两个系列循环氢压缩机出口的循环氢混合,混合氢气分别返回到各自的反应部分。新氢压缩机设三台,二开一备,每一台均为三级压缩,每台的一级入口设入口分液罐,级间设冷却器和分液罐。 2、分馏部分 来自反应部分的热低分油与经加热后的冷低分液一起进入汽提塔(C-1803)。塔底采用水蒸汽汽提。塔顶部气相经汽提塔顶空冷器(E-1814)冷凝冷却后进入汽提塔顶回流罐(V-1814)进行气液分离,V-1814气体与冷低分气一起出装置送至轻烃回收统一脱硫;V-1814底部出来的液体经汽提
关于渣油加氢处理催化剂及工艺技术 一、渣油加氢处理技术概况 当今世界,石油资源逐渐变劣、变重,使轻质油品收率下降,而世界经济的快速发展对轻质油品的需求却日益增长。如何合理利用和深度加工劣质或重质原油,是炼油工业面临的一个迫切需要解决的难题。在国内,原油资源满足不了我国国民经济快速发展的需要,进口中东原油以增加我国的能源供给势在必行。 中东原油加工的主要技术难点是高硫原油的合理利用,从当今炼油技术水平来看, 渣油固定床加氢处理是合理利用含硫渣油的最为有效的手段之一 二、渣油加氢处理过程的化学反应及催化剂 1、渣油加氢处理过程的化学反应 在重油加氢处理过程中,主要的化学反应有: 加氢脱金属(HDM); 加氢脱硫(HDS); 加氢脱氮(HDN); 加氢裂化(HC); 不饱和键的加氢(如芳烃饱和—HDA)等。 针对这些反应,渣油加氢处理催化剂主要包括渣油加氢保护剂,脱金属催化剂,脱硫催化剂和脱氮催化剂四大类。 2、减压渣油加氢处理系列催化剂(FZC —XX系列) 该系列催化剂自1986年开始研制以来,现已研究开发成功四大类共十六个牌号的催化剂。研究开发过程中共申请国内外专利六十余项,有效地保护了我国自力更生开发的渣油固定床加氢处理技术(简称S-RHT技术)。
3、常压渣油加氢处理系列催化剂(FZC-XXX系列) 1995年我国开始针对进口高硫原油开展了常压渣油加氢处理系列催化剂的研究开发工作。
本项目包括三大类(加氢脱硫,加氢脱金属和保护)催化剂的开发,1998年底完成全部实验室研制和工业放大工作,先后申请专利12项。试验结果表明,FZC-XXX系列催化剂达到国际先进水平,填补了国内空白。 三、S-RHT渣油固定床加氢处理技术的工业应用 1、减压渣油加氢处理 S-RHT工业装置所用主要催化剂物化性质
渣油加氢技术应用现状与发展 摘要:综述了国内外首套不同类型渣油加氢技术的特点及应用现状,介绍了待工程化的渣油加氢技术研发现状及工业示范试验进展。指出我国渣油加氢技术开发要从反应器类型、大型 化、一体化组合技术研究方向发展。 关键词:渣油加氢转化率现状分析 1 前言 渣油加氢技术包含固定床渣油加氢处理、切换床(活动床)渣油加氢处理、移动床渣油加氢处理、沸腾床渣油加氢处理、沸腾床渣油加氢裂化、悬浮床渣油加氢裂化、渣油加氢一体化技术及相应的组合工艺技术。随着原油的重质化及劣质化、分子炼油技术的发展、环境保护要求的日益严格、市场对轻质油品需求、石油产品清洁化和石化企业面临的激烈竞争,各种渣油加氢技术将快速发展。 2 国内外已工程化渣油加氢技术应用现状 我国渣油加氢工程化技术起步较晚。1999年12月我国开发的首套2.0 Mt/a固定床渣油加氢技术实现工程化;2000年1月世界首套上流式渣油加氢反应器在我国某企业1.5 Mt/a 渣油加氢装置改造中实现工程化;2004年8月我国开发的50 kt/a悬浮床渣油加氢技术进行了工业示范;2014年2月我国开发的50 kt/a沸腾床渣油加氢工业示范装置建成中交;2014年45 kt/a油煤共炼的重油加氢装置建成;目前引进的一套2.5 Mt/a沸腾床渣油加氢装置正在建设中。2012~2014年10月投产的渣油加氢装置处理能力达到19.3 Mt/a,正在规划、设计和建设的渣油加氢处理能力超过30 Mt/a。 RIPP开发的固定床渣油加氢处理-重油催化裂化双向组合RICP技术于2006年工程化应用,将RFCC装置自身回炼的重循环油(HCO)改为输送到渣油加氢装置作为渣油加氢进料稀释油,和渣油一起加氢处理后再一同回到RFCC装置进行转化,同时有利于渣油加氢和催化裂化装置。 国外渣油加氢工程化技术起步较早。1963年首套沸腾床渣油加氢技术实现工程化;1967年着套固定床渣油加氢技术实现工程化;1977年首套可自动切换积垢催化剂床层的固定床渣油加氢技术实现工程化;1989年可更换催化剂的料斗式移动床+固定床渣油加氢技术实现工程化;1992年催化剂在线加入和排出的移动床+固定床渣油加氢技术实现工程化;1993年切换反应器的移动床+固定床渣油加氢技术实现工程化;2000年上流式反应器+固定床渣油加氢技术实现工程化。各种技术工业应用后都经过了不断的技术改进及完善,见下表1。 表1 首套渣油加氢技术应用特点及改进
2 P R O C -2-b 第一节 工艺技术路线及特点 一、工艺技术路线 300×104t/a 渣油加氢脱硫装置采用CLG 公司的固定床渣油加氢脱硫工艺技术,该工艺技术满足操作周期8000h 、柴油产品硫含量不大于500ppm 、加氢常渣产品硫含量不大于0.35w%、残炭不大于5.5w%、Ni+V 不大于15ppm 的要求。 二、工艺技术特点 1、反应部分设置两个系列,每个系列可以单开单停(单开单停是指装置内二个系列分别进行正常生产和停工更换催化剂)。由于渣油加氢脱硫装置的设计操作周期与其它主要生产装置不一致,从全厂生产安排的角度,单开单停可以有效解决原料储存、催化裂化装置进料量等问题,并使全厂油品调配更灵活。 2、反应部分采用热高分工艺流程,减少反应流出物冷却负荷;优化换热流程,充分回收热量,降低能耗。 3、反应部分高压换热器采用双壳、双弓型式,强化传热效果,提高传热效率。 4、反应器为单床层设置,易于催化剂装卸,尤其是便于卸催化剂。 5、采用原料油自动反冲洗过滤器系统,滤除大于25μm 以上杂质,减缓反应器压降增大速度,延长装置操作周期。 6、原料油换热系统设置注阻垢剂设施,延长操作周期,降低能耗,而且在停工换剂期间可减少换热器和其它设备的检修工作。 7、原料油缓冲罐采用氮气覆盖措施,以防止原料油与空气接触从而减轻高温部位的结焦程度。 8、采用炉前混氢流程,避免进料加热炉炉管结焦。 9、第一台反应器入口温度通过调节加热炉燃料和高压换热器旁路量来控制,其他反应器入口温度通过调节急冷氢量来控制。 10、在热高分气空冷器入口处设注水设施,避免铵盐在低温部位的沉积。
关于渣油加氢处理催化剂及工艺技术
关于渣油加氢处理催化剂及工艺技术 一、渣油加氢处理技术概况 当今世界,石油资源逐渐变劣、变重,使轻质油品收率下降,而世界经济的快速发展对轻质油品的需求却日益增长。如何合理利用和深度加工劣质或重质原油,是炼油工业面临的一个迫切需要解决的难题。在国内,原油资源满足不了我国国民经济快速发展的需要,进口中东原油以增加我国的能源供给势在必行。中东原油加工的主要技术难点是高硫原油的合理利用,从当今炼油技术水平来看,渣油固定床加氢处理是合理利用含硫渣油的最为有效的手段之一 二、渣油加氢处理过程的化学反应及催化剂 1、渣油加氢处理过程的化学反应 在重油加氢处理过程中,主要的化学反应有: 加氢脱金属(HDM); 加氢脱硫(HDS); 加氢脱氮(HDN); 加氢裂化(HC); 不饱和键的加氢(如芳烃饱和-HDA)等。 针对这些反应,渣油加氢处理催化剂主要包括渣油加氢保护剂,脱金属催化剂,脱硫催化剂和脱氮催化剂四大类。 2、减压渣油加氢处理系列催化剂(FZC-XX系列) 该系列催化剂自1986年开始研制以来,现已研究开发成功四大类共十六个牌号的催化剂。研究开发过程中共申请国内外专利六十余项,有效地保护了我国自力更生开发的渣油固定床加氢处理技术(简称S-RHT技术)。
FZC-XX系列催化剂特点和作用 类别第一代第二代特点作用 保护剂FZC-10FZC-10Q大孔容(>1.0ml/g),大孔 径(有400nm以上大孔) 脱金属杂质及垢物,保护下游催化剂,防 止床层压力降快速升高 FZC-11FZC-11Q FZC-12FZC-12Q FZC-13FZC-13Q FZC-14FZC-14Q FZC-15FZC-10U FZC-16FZC-11U FZC-17 FZC-18 脱金属剂FZC-20FZC-23大孔容(≥0.7 ml/g),大 孔径(有100nm以上大孔) 最大限度地脱镍、钒FZC-21FZC-24 FZC-22FZC-25 FZC-26 FZC-27 脱硫剂FZC-30FZC-33较强的酸性,较小的孔径, 较大的比表面积 脱硫、部分脱氮FZC-31FZC-34 FZC-32FZC-35 FZC-36 脱 氮剂FZC-40FZC-41 强酸性,小孔径,大比表面 积,高金属含量 高活性脱氮、转化 3、常压渣油加氢处理系列催化剂(FZC-XXX系列)
2 P R O C -2-b 第一节 工艺技术路线及特点 一、工艺技术路线 300×104t/a 渣油加氢脱硫装置采用CLG 公司的固定床渣油加氢脱硫工艺技术,该工艺技术满足操作周期8000h 、柴油产品硫含量不大于500ppm 、加氢常渣产品硫含量不大于0.35w%、残炭不大于5.5w%、Ni+V 不大于15ppm 的要求。 二、工艺技术特点 1、反应部分设置两个系列,每个系列可以单开单停(单开单停是指装置内二个系列分别进行正常生产和停工更换催化剂)。由于渣油加氢脱 硫装置的设计操作周期与其它主要生产装置不一致,从全厂生产安排的角度,单开单停可以有效解决原料储存、催化裂化装置进料量等问题,并使全厂油品调配更灵活。 2、反应部分采用热高分工艺流程,减少反应流出物冷却负荷;优化换热流程,充分回收热量,降低能耗。 3、反应部分高压换热器采用双壳、双弓型式,强化传热效果,提高传热效率。 4、反应器为单床层设置,易于催化剂装卸,尤其是便于卸催化剂。 5、采用原料油自动反冲洗过滤器系统,滤除大于25μm 以上杂质,减缓反应器压降增大速度,延长装置操作周期。 6、原料油换热系统设置注阻垢剂设施,延长操作周期,降低能耗,而且在停工换剂期间可减少换热器和其它设备的检修工作。 7、原料油缓冲罐采用氮气覆盖措施,以防止原料油与空气接触从而减轻高温部位的结焦程度。 8、采用炉前混氢流程,避免进料加热炉炉管结焦。 9、第一台反应器入口温度通过调节加热炉燃料和高压换热器旁路量来控制,其他反应器入口温度通过调节急冷氢量来控制。 10、在热高分气空冷器入口处设注水设施,避免铵盐在低温部位的沉积。 11、循环氢脱硫塔前设高压离心式分离器除去携带的液体烃类,减少循环氢脱硫塔的起泡倾向,有利于循环氢脱硫的正常操作。 12、设置高压膜分离系统,保证反应氢分压。 13、冷低压闪蒸罐的富氢气体去加氢裂化装置脱硫后去PSA 回收氢气。 14、新氢压缩机采用二开一备,每台50%负荷,单机负荷较小,方便制造,且装置有备机。 15、分馏部分采用主汽提塔+分馏塔流程,在汽提塔除去轻烃和硫化氢,降低分馏塔材质要求。 分馏塔设侧线柴油汽提塔及中段回流加热原料油,降低塔顶冷却负荷,提高能量利用率,减小分馏塔塔径。 16、利用常渣产品发生部分低压蒸汽。通过对装置换热流程的优化,把富裕热量集中在温位较高的常渣产品,发生低压蒸汽。 17、考虑到全厂能量综合利用,正常生产时常渣在150℃送至催化裂化装置。在催化裂化装置事故状态下,将常渣冷却至90℃送至工厂罐区。 18、催化剂预硫化按液相预硫化方式设置。 三、工艺流程说明 (一)工艺流程简述 1、反应部分 原料油自进装置后至冷低压分离器(V-1812)前的流程分为两个系列,以下是一个系列的流程叙述: 原料油在液位和流量的串级控制下进入滤前原料油缓冲罐(V-1801)。原料从V-1801底部出来由原料油增压泵(P1801/S )升压,经中段回流 油/原料油换热器(E-1801AB )、常渣/原料油换热器(E-1802AB 、E-1803AB )分别与中段回流油和常渣换热,然后进入原料油过滤器(S-1801)以除去原料油中大于25μm 的杂质。过滤后的原料油进入滤后原料油缓冲罐(V-1802),原料油从V-1802底部出来后由加氢进料泵(P1802/S )升压,升压后的原料油在流量控制下进入反应系统。 原料油和经热高分气/混合氢换热器(E-1805AB )预热后的混合氢混合,混合进料经反应流出物/反应进料换热器(E-1804)预热后进入反应进 料加热炉(F-1801)加热至反应所需温度进入第一台加氢反应器(R-1801),R-1801的入口温度通过调节F-1801的燃料量和E-1804的副线量来控制,R-1801底部物流依次通过其它三台反应器(R-1802、R-1803、R-1804),各反应器的入口温度通过调节反应器入口管线上注入的冷氢量来控制。从R-1804出来的反应产物经过E-1804换热后进入热高压分离器(V-1803)进行气液分离, V-1803底部出来的热高分液分别在液位控制下减压后,进入热低压分离器(V-1804)进行气液分离,V-1803顶部出来的热高分气分别经热高分气/混合氢换热器、热高分气蒸汽发生器(E-1806)换热后进入热高分气空冷器(E-1807),冷却到52℃进入冷高压分离器(V-1806)进行气、油、水三相分离。 为了防止铵盐在低温位析出堵塞管路,在热高分气空冷器前注入经注水泵(P-1803/S )升压后的脱硫净化水等以溶解铵盐。 从V-1806顶部出来的冷高分气体(循环氢)进入高压离心分离器(V-1807)除去携带的液体烃类,减少循环氢脱硫塔(C-1801)的起泡倾向。 自V-1807顶部出来的气体进入C-1801底部,与贫胺液在塔内逆向接触,脱除H 2S ,脱硫溶剂采用甲基二乙醇胺(MDEA ),贫胺液从贫胺液缓冲罐(V-1809)抽出经贫溶剂泵(P-1804/S )升压后进入C-1801顶部,从塔底部出来的富胺液降压后进入富胺液闪蒸罐(V-1810)脱气。富液脱气后出装置去溶剂再生,气体去硫磺回收。 自C-1801顶不出来的循环氢进入循环氢压缩机入口分液罐(V-1808)除去携带的胺液,V-1808顶部出来的循环氢分成两路,一路去氢提浓 (ME-1801)部分,提浓后的氢气经提浓氢压缩机(K-1804)升压后与新氢压缩机(K-1802A.B.C )出口新氢汇合,释放气去轻烃回收装置;另一路进入循环氢压缩机(K-1801)升压,升压后的循环氢分为三部分,第一部分与新氢压缩机来的新氢混合,混合氢去反应部分;第二部分作为急冷氢去控制反应器入口温度;第三部分至E-1807前作为备用冷氢和K-1801反飞动用。循环氢压缩机选用背压蒸汽透平驱动的离心式压缩机。 从两个反应系列的冷高压分离器底部出来的冷高分液分别在液位控制下减压混合后,进入冷低压分离器(V-1812)进行气液分离,冷低分液体 在液位控制下从罐底排出并进入热低分气/冷低分液换热器(E-1809)、柴油/冷低分油换热器(E-1811)、常渣/冷低分油换热器(E-1812)换热后进入汽提塔(C-1803)。V-1812顶部出来的冷低分气去轻烃回收装置脱硫。 冷高压分离器底部的含H 2S 、NH 3的酸性水进入酸性水脱气罐(V-1823)集中脱气后送出装置。 两个反应系列的热低分油在液位控制下从V-1803底部排出去分馏部分。热低分气体经E-1809换热后进入热低分气空冷器(E-1810)冷却到54℃, 然后进入冷低压闪蒸罐(V-1811)进行气液分离,为了防止在低温位的地方有铵盐析出堵塞管路,在E-1810前注水以溶解铵盐。V-1811顶部出来的富氢气体直接送至加氢裂化装置进行脱硫,然后去PSA 装置回收氢气;从下部出来的冷低压闪蒸液进入到冷低压分离器。 新氢从全厂氢网送入,进入新氢压缩机经三段压缩升压后分两路分别与两个系列循环氢压缩机出口的循环氢混合,混合氢气分别返回到各自的 反应部分。新氢压缩机设三台,二开一备,每一台均为三级压缩,每台的一级入口设入口分液罐,级间设冷却器和分液罐。
渣油悬浮床加氢与沸腾床加氢技术的比较 贾丽 (抚顺石油化工研究院113001) 随着全球经济的快速发展,轻质、清洁燃料油需求的快速增长及原油品质越来越差,重组分含量越来越高,如何有效利用不可再生的石油资源,实现渣油最大限度的轻质化,生产高价值石油产品是当前面临的重要课题。 渣油是一个非常复杂的体系,含有硫、氮、金属等杂原子以及胶质、沥青质等非理想组分,具有高粘度、高残碳的特点。渣油加工技术包括加氢和脱碳两类工艺过程,其中脱碳工艺主要包括溶剂脱沥青、焦化、重油催化裂化等,该工艺过程得到的轻质油收率低,而且硫、氮含量高,难以直接使用。加氢工艺主要包括加氢处理,加氢精制等。脱碳工艺设备投资低,但液体产品收率低,性质差。相比之下,渣油加氢工艺可将绝大部分杂原子脱除,在得到一部分轻油的同时,加氢渣油的性质也大为改善,可作为低硫燃料油或作为催化裂化和焦化的原料进一步轻质化,生产出更多的轻质油。因此,在目前环保要求日益严格的形势下,加氢工艺,尤其是渣油加氢工艺在炼油工业的地位和作用越来越重要,渣油加氢技术也得以快速发展。目前比较成熟的渣油加氢技术为固定床渣油加氢,但该工艺受到原料性质的制约,对原料的金属,残碳等指标要求比较严格。而沸腾床和悬浮床的渣油加氢工艺原料适应性广,对进料的性质基本没有太严格的要求,并且具有操作灵活等特点,所以收到人们的广泛关注。 抚顺石油化工研究院从十九世纪六、七十年代就曾经进行过沸腾床渣油加氢技术的研究,目前在原有研究的基础上又对沸腾床加氢技术进行深入广泛的试验研究,使用自主开发的三相分离沸腾床技术进行了大量的冷模和热模试验。同时抚顺石油化工研究院从九十年代至今一直进行悬浮床渣油加氢工艺和催化剂的研究工作,在试验研究中发现悬浮床渣油加氢和沸腾床渣油加氢技术虽然各具特色,但二者也有很多相近之处,在技术开发过程中可以相互借鉴和相互促进。
STRONG沸腾床渣油加氢催化剂研究及工业放大 摘要:中国石油化工股份有限公司抚顺石油化工研究院开发了STRONG沸腾床渣油加氢技术。本文介绍了其专有催化剂的研究及工业放大。实验室定型催化剂在连续搅拌釜式反应器(CSTR)上评价结果表明,其反应性能与国外同类技术领先水平相当。工业放大结果表明,本研究催化剂具有良好的重复性和再现性,为工业生产奠定了良好基础。 前言 在原油日益变重变差、超清洁燃料需求不断增长的形势下,沸腾床渣油加氢技术越来越具有吸引力。国外沸腾床渣油加氢技术研究始于上个世纪50年代,60年代末期实现工业化[1]。目前,国外从事沸腾床渣油加氢技术开发的公司主要有Chevron、IFP、Amoco、Akzo、Criterion、Grace、Texaco等。在沸腾床渣油加氢领域,H-Oil和LC-Fining两种工艺技术占有重要地位[2]。沸腾床加氢装置催化剂用量大,国外每年约消耗23 000 t,约占加氢催化剂市场的20%[3]。国外沸腾床渣油加氢催化剂大多采用0.8mm左右的圆柱条形载体,活性金属组分主要为Mo-Co或Mo-Ni[1]。 在国内,还没有工业化沸腾床渣油加氢技术。随着我国进口原油数量的不断增加,一部分金属含量高于150 μg/g的劣质减压渣油采用固定床加氢技术很难加工,而沸腾床加氢技术可以很好适应,并能达到较高的杂质脱除率和渣油转化率,工业装置可以长周期稳定运转。因此,开发沸腾床渣油加氢技术十分必要。 中国石化抚顺石油化工研究院(FRIPP)、洛阳石油化工工程公司合作攻关,开发了具有完全独立自主知识产权的沸腾床渣油加氢技术——STRONG技术。在4 L沸腾床加氢中试装置上,采用各种典型渣油原料,进行了多次长周期试验。试验结果表明,采用自行研发的微球形催化剂,反应性能达到设计指标,运转过程平稳,充分说明了STRONG技术的可靠性和对不同渣油的适应性。目前,完成了“50 kt/a沸腾床渣油加氢工艺包”的编制工作,正在进行50 kt/a沸腾床渣油加氢工业示范装置的建设与实验工作。 在催化剂研究方面,FRIPP结合STRONG沸腾床渣油加氢工艺和加工原料特点,进行了STRONG 沸腾床渣油加氢催化剂设计开发及其制备工艺技术研究。目前,已经开发出具有自主知识产权的微球型沸腾床渣油加氢催化剂及其制备工艺,催化剂已完成实验室定型,通过了院学术委员会技术评议,催化剂性能达到国外同类先进技术水平。在中国石化催化剂抚顺分公司的工业装置上进行了催化剂吨级放大试验。结果表明,本研究沸腾床渣油加氢催化剂具有良好的重复性和再现性,为工业生产奠定了良好基础。本文重点介绍STRONG沸腾床渣油加氢催化剂的研究开发。 1 STRONG沸腾床渣油加氢催化剂的设计 1.1 沸腾床反应器特点 沸腾床工艺的关键在于沸腾床反应器技术,其反应器示意图如图1[4]所示。在沸腾床加氢处理过程中,原料油和氢气通过加料导管进入反应器底部;反应器顶部的液体在循环泵的作用下,通过装入反应器中的垂直内循环导管循环到底部,与原料油和氢气充分混合后,向上流动通过催化剂床
格式号:P R O C -2-b 第一节 工艺技术路线及特点 一、工艺技术路线 300×104t/a 渣油加氢脱硫装置采用CLG 公司的固定床渣油加氢脱硫工艺技术,该工艺技术满足操作周期8000h 、柴油产品硫含量不大于500ppm 、加氢常渣产品硫含量不大于0.35w%、残炭不大于5.5w%、Ni+V 不大于15ppm 的要求。 二、工艺技术特点 1、反应部分设置两个系列,每个系列可以单开单停(单开单停是指装置内二个系列分别进行正常生产和停工更换催化剂)。由于渣油加氢脱 硫装置的设计操作周期与其它主要生产装置不一致,从全厂生产安排的角度,单开单停可以有效解决原料储存、催化裂化装置进料量等问题,并使全厂油品调配更灵活。 2、反应部分采用热高分工艺流程,减少反应流出物冷却负荷;优化换热流程,充分回收热量,降低能耗。 3、反应部分高压换热器采用双壳、双弓型式,强化传热效果,提高传热效率。 4、反应器为单床层设置,易于催化剂装卸,尤其是便于卸催化剂。 5、采用原料油自动反冲洗过滤器系统,滤除大于25μm 以上杂质,减缓反应器压降增大速度,延长装置操作周期。 6、原料油换热系统设置注阻垢剂设施,延长操作周期,降低能耗,而且在停工换剂期间可减少换热器和其它设备的检修工作。 7、原料油缓冲罐采用氮气覆盖措施,以防止原料油与空气接触从而减轻高温部位的结焦程度。 8、采用炉前混氢流程,避免进料加热炉炉管结焦。 9、第一台反应器入口温度通过调节加热炉燃料和高压换热器旁路量来控制,其他反应器入口温度通过调节急冷氢量来控制。 10、在热高分气空冷器入口处设注水设施,避免铵盐在低温部位的沉积。 11、循环氢脱硫塔前设高压离心式分离器除去携带的液体烃类,减少循环氢脱硫塔的起泡倾向,有利于循环氢脱硫的正常操作。 12、设置高压膜分离系统,保证反应氢分压。 13、冷低压闪蒸罐的富氢气体去加氢裂化装置脱硫后去PSA 回收氢气。 14、新氢压缩机采用二开一备,每台50%负荷,单机负荷较小,方便制造,且装置有备机。 15、分馏部分采用主汽提塔+分馏塔流程,在汽提塔除去轻烃和硫化氢,降低分馏塔材质要求。 分馏塔设侧线柴油汽提塔及中段回流加热原料油,降低塔顶冷却负荷,提高能量利用率,减小分馏塔塔径。 16、利用常渣产品发生部分低压蒸汽。通过对装置换热流程的优化,把富裕热量集中在温位较高的常渣产品,发生低压蒸汽。 17、考虑到全厂能量综合利用,正常生产时常渣在150℃送至催化裂化装置。在催化裂化装置事故状态下,将常渣冷却至90℃送至工厂罐区。 18、催化剂预硫化按液相预硫化方式设置。 三、工艺流程说明 (一)工艺流程简述 1、反应部分 原料油自进装置后至冷低压分离器(V-1812)前的流程分为两个系列,以下是一个系列的流程叙述: 原料油在液位和流量的串级控制下进入滤前原料油缓冲罐(V-1801)。原料从V-1801底部出来由原料油增压泵(P1801/S )升压,经中段回流 油/原料油换热器(E-1801AB )、常渣/原料油换热器(E-1802AB 、E-1803AB )分别与中段回流油和常渣换热,然后进入原料油过滤器(S-1801)以除去原料油中大于25μm 的杂质。过滤后的原料油进入滤后原料油缓冲罐(V-1802),原料油从V-1802底部出来后由加氢进料泵(P1802/S )升压,升压后的原料油在流量控制下进入反应系统。 原料油和经热高分气/混合氢换热器(E-1805AB )预热后的混合氢混合,混合进料经反应流出物/反应进料换热器(E-1804)预热后进入反应进 料加热炉(F-1801)加热至反应所需温度进入第一台加氢反应器(R-1801),R-1801的入口温度通过调节F-1801的燃料量和E-1804的副线量来控制,
渣油加氢工艺的特点及应用 项目固定床流化床沸腾床悬浮床 原料油可加工金属< 150ug/g残炭 <15%的渣油 性质恶劣重 油,一般重金 属=400ug/g, 残炭=20% 性质恶劣渣 油,一般重金 属=400ug/g, 残炭=40% 劣质重渣油、 重质原油、油 砂沥青等杂质 含量几乎没有 限制 压力/MPa ≥13 ≤15 ≥15 10-12 温度/℃370-420 370-440 400-450 430-460 空速/h-10.2-0.5 —0.2-0.8 0.5-1.0 重油转化率/% 20-50 <50 50-90 >70-90 脱硫率/% >90 >60-90 60-90 60-70 脱氮率/% 50-70 50-70 30-50 30-40 脱金属率/% 70-90 80-95 70-95 80-95 脱残炭率/% 50-70 70-85 60-80 70-90 产品去向轻油可作调合 组分,重油可 作裂化原料 油、燃料油 可得到低硫 轻、重油品 生成油需加氢 处理,重油可 作燃料油或焦 化原料油 含硫高,需进 一步加氢脱硫 化学氢耗 Nm3/m3 小于150 200-250 200-300 200-300 反应历程催化反应催化+热反应催化+热反应热反应 催化剂浓度单位反应体积 中最多 较大中等较小 技术难易程度工艺设备简 单,易操作 较复杂复杂较复杂 技术成熟性成熟基本成熟较成熟基本成熟
投资中等较高较高中等 1、固定床反应器: 60年代时就开始出现固定床反应器,它是一种活塞流滴流床反应器。氢气和原料从反应器顶部进入,向下通过静止的催化剂床层。固定床反应器催化剂在装填的过程中也有装填的顺序,要按照比例分级填装,采用分级装填技术可以有效的延长催化剂使用寿命和提高加氢产品的质量。 2、移动床加氢反应器: 在固定床反应器的基础上进行了改进、发展而形成了移动床加氢反应器。原料油和氢气也是从反应器顶部进入,沉积了金属的催化剂从底部排出。它对原油中金属的限制量是固定床反应器的一倍左右。催化剂可以连续或间歇的装入和取出,这样可以有效的使用催化剂。移动床加氢反应器还弥补了固定床工艺不能加工劣质原料的不足和延长催化剂的寿命。但投资高,研究很少。 3、沸腾床加氢反应器: 沸腾床加氢反应器早在20世纪50年代就有所研究,70年代实现工业化,它与固定床加氢反应器是在同一时期发展起来的。它是流化床三相系统,反应器内呈一定的膨胀或沸腾状态可以连续地混入液体和催化剂颗粒,在运行中可以将催化剂置换,可处理高金属、高残炭值的等质量较差的原料。沸腾床加氢反应器也弥补了固定床工艺不能加工劣质原料的不足以及脱高金属困难的缺点,而且还可以提高一定的转化率,目前研究较多。 4、悬浮床加氢反应器: 大多数采用的时内置导流筒的特殊反应器,流体以高速在反应器内循环、一般为20m/s以上,固体催化剂处于悬浮状态,反应器内气液固三相能够达到充分混合,大大强化了传质。所采用的催化剂粒度较细,悬浮在反应器中,可有效地抑制焦炭颗粒生成,依靠较高的反应温度使原料深度裂解,获得较多的轻油产品。与其他三种反应器相比较,它对所处理原料的杂质含量基本没有限制,可处理高硫、高残炭、高粘度、高金属、高沥青等各种劣质重渣油,但处理后的产品还需进行二次加工处理。
渣油加氢工艺说明(总17页) -CAL-FENGHAI.-(YICAI)-Company One1 -CAL-本页仅作为文档封面,使用请直接删除
一、工艺技术路线 300×104t/a渣油加氢脱硫装置采用CLG公司的固定床渣油加氢脱硫工艺技术,该工艺技术满足操作周期8000h、柴油产品硫含量不大于500ppm、加氢常渣产品硫含量不大于0.35w%、残炭不大于5.5w%、Ni+V不大于15ppm的要求。 二、工艺技术特点 1、反应部分设置两个系列,每个系列可以单开单停(单开单停是指装置内二个系列分别进行正常生产和停工更换催化剂)。由于渣油加氢脱硫装置的设计操作周期与其它主要生产装置不一致,从全厂生产安排的角度,单开单停可以有效解决原料储存、催化裂化装置进料量等问题,并使全厂油品调配更灵活。 2、反应部分采用热高分工艺流程,减少反应流出物冷却负荷;优化换热流程,充分回收热量,降低能耗。 3、反应部分高压换热器采用双壳、双弓型式,强化传热效果,提高传热效率。 4、反应器为单床层设置,易于催化剂装卸,尤其是便于卸催化剂。 5、采用原料油自动反冲洗过滤器系统,滤除大于25μm以上杂质,减缓反应器压降增大速度,延长装置操作周期。 6、原料油换热系统设置注阻垢剂设施,延长操作周期,降低能耗,而且在停工换剂期间可减少换热器和其它设备的检修工作。 7、原料油缓冲罐采用氮气覆盖措施,以防止原料油与空气接触从而减轻高温部位的结焦程度。 8、采用炉前混氢流程,避免进料加热炉炉管结焦。 9、第一台反应器入口温度通过调节加热炉燃料和高压换热器旁路量来控制,其他反应器入口温度通过调节急冷氢量来控制。 10、在热高分气空冷器入口处设注水设施,避免铵盐在低温部位的沉积。 11、循环氢脱硫塔前设高压离心式分离器除去携带的液体烃类,减少循环氢脱硫塔的起泡倾向,有利于循环氢脱硫的正常操作。 12、设置高压膜分离系统,保证反应氢分压。 13、冷低压闪蒸罐的富氢气体去加氢裂化装置脱硫后去PSA回收氢气。
渣油沸腾床加氢处理技术进展 刘建锟杨涛贾丽胡长禄蒋立敬 (中国石化抚顺石油化工研究院,辽宁抚顺113001) 摘要本文介绍了渣油沸腾床加氢处理技术的进展,主要从发展历程,到几种沸腾床加氢处理技 术进行了介绍。 关键词渣油沸腾床加氢工艺催化剂 1沸腾床加氢处理技术发展概况 目前世界正面临着原油变重变劣的趋势,而人们对重质燃料油的需求量却逐步减少,对轻质油的需求量则大幅增加。因此炼油企业纷纷追求渣油的最大量转化。在目前环保要求日益严格的形势下,加氢工艺,尤其是渣油加氢工艺在炼油工业的地位和作用越来越重要,渣油加氢技术也得以快速发展。沸腾床渣油加氢技术具有原料适应性广,操作灵活等特点,是当前重油深加工的有效手段。 沸腾床加氢处理,是指渣油进料与氢气混合后,从反应器底部进入,在反应器中的催化剂颗粒借助于内外循环而处于沸腾状态。 沸腾床加氢裂化工艺最早由美国烃研究公司(HRI)和城市服务公司共同开发,该工艺名称为氢-油法(H-Oil)加氢裂化过程。第一套H-Oil加氢裂化装置于1963年在美国的查理湖炼油厂建成,设计年处理能力为30万吨,主要以生产低硫焦化原料为主。1969年在科威特国家石油公司舒埃巴炼油厂建成第二套沸腾床加氢裂化(H-Oil)装置,设计年处理能力为144万吨,经过80年代初期的改造后,该装置年处理能力已达到265万吨。 1970年在美国亨伯尔石油公司贝威炼厂建成第三套H-Oil装置,1972年在墨西哥石油公司萨拉门卡炼油厂建成第四套沸腾床加氢裂化装置。但是,由于种种原因,70年代建成的4套沸腾床加氢裂化(H-Oil)装置的开工情况一直不太顺利,特别是1973年罕伯尔贝威炼油厂H-OIL装置开工仅100天,就发生了反应器爆炸的严重事故,本次爆炸事故造成整个H-Oil装置全部毁坏。1974年对爆炸事故进行了详细的调查分析,调查研究结果表明反应器爆炸事故,原因出在工程问题上,而H-Oil工艺技术本身并无技术问题,仍然具有很大的发展潜力。 1975年城市服务公司改与Lummus公司合作,并将这一沸腾床加氢裂化过程更名为LC-Fining过程。而烃研究公司(HRI)和德士古(Texaco)合作,仍然将这一沸腾床加氢裂化过程称为H-Oil过程。1994年IFP 收购HRI的资产,2001年7月重组成立AXENS公司,成为H-Oil和T-Star技术许可的发放人。而LC-Fining工艺目前由Chevron公司发放专利许可证。 贝威炼厂H-Oil加氢裂化装置发生爆炸事故以后的近10年中,沸腾床渣油加氢裂化技术一直没有得到广泛的推广应用。70年代后期和80年代初期对在1973年以前建成的几套工业装置在技术上和工程上进行了10项重大改造,解决了长周期运转和提高加工量两大问题。到了80年代中期,?沸腾床加氢裂化工艺技术和工程技术都趋于成熟,特别是由于反应器内部构件的改进和第二代催化剂的出现,大大提高了反应系统的效率和操作苛刻度,而且产品质量也得到了很大的提高,先后建设了一大批工业装置。 全球第一套大型的LC-FINING装置为美国的属于AMOCO公司在Texas州的Texas city炼厂,1984年建成投产,设计年处理能力为330万吨减压渣油,通常30%~40%为墨西哥MAYA原油的减压渣油。
渣油加氢处理催化剂及工艺技术 一、渣油加氢处理技术概况 当今世界,石油资源逐渐变劣、变重,使轻质油品收率下降,而世界经济的快速发展对轻质油品的需求却日益增长。如何合理利用和深度加工劣质或重质原油,是炼油工业面临的一个迫切需要解决的难题。在国内,原油资源满足不了我国国民经济快速发展的需要,进口中东原油以增加我国的能源供给势在必行。 中东原油加工的主要技术难点是高硫原油的合理利用,从当今炼油技术水平来看,渣油固定床加氢处理是合理利用含硫渣油的最为有效的手段之一。抚顺石油化工研究院从1986年开始进行渣油加氢催化剂及工艺技术的开发,迄今已成功地开发了S-RHT工艺技术及FZC-XX系列和FZC-XXX系列渣油加氢处理催化剂,并且先后在国内三套渣油加氢处理装置上成功应用,技术居于国内领先水平。 二、渣油加氢处理过程的化学反应及催化剂 ?渣油加氢处理过程的化学反应 在重油加氢处理过程中,主要的化学反应有: 加氢脱金属(HDM); 加氢脱硫(HDS); 加氢脱氮(HDN); 加氢裂化(HC); 不饱和键的加氢(如芳烃饱和-HDA)等。 针对这些反应,渣油加氢处理催化剂主要包括渣油加氢保护剂,脱金属催化剂,脱硫催化剂和脱氮催化剂四大类。 FRIPP1986年开始进行渣油加氢处理催化剂和工艺技术的研究工作,现已开发成功S-RHT 工艺技术及其相关的FZC-XX系列和FZC-XXX系列渣油加氢处理催化剂,分述如下: ?减压渣油加氢处理系列催化剂(FZC-XX系列) 该系列催化剂自1986年开始研制以来,现已研究开发成功四大类共十六个牌号的催化剂。研究开发过程中共申请国内外专利六十余项,有效地保护了我国自力更生开发的渣油固定床加氢处理技术(简称S-RHT技术)。 该系列催化剂继1995年在齐鲁石化公司VRDS装置成功应用之后,1999年12月又在茂名石化公司由我国自行设计的200万吨/年S-RHT工业装置上进行应用。应用结果表明,FRIPP 研究开发成功的FZC-XX系列催化剂达到国际先进水平。 FZC-XX系列催化剂特点和作用