装配线锁片压装机自动压装改造
作者:上汽通用五菱汽车股份有限公司陆贤辉王印
摘要:基于气门锁夹压装机在发动机装配线的应用,通过锁片压装过程原理的分析,对比锁片的压装方式,结合现有锁片压装机的现状,设计出一种高合格率的锁片压装机构并进行改造应用。
关键词: 发动机;气门锁片;压装机
一、改造内容
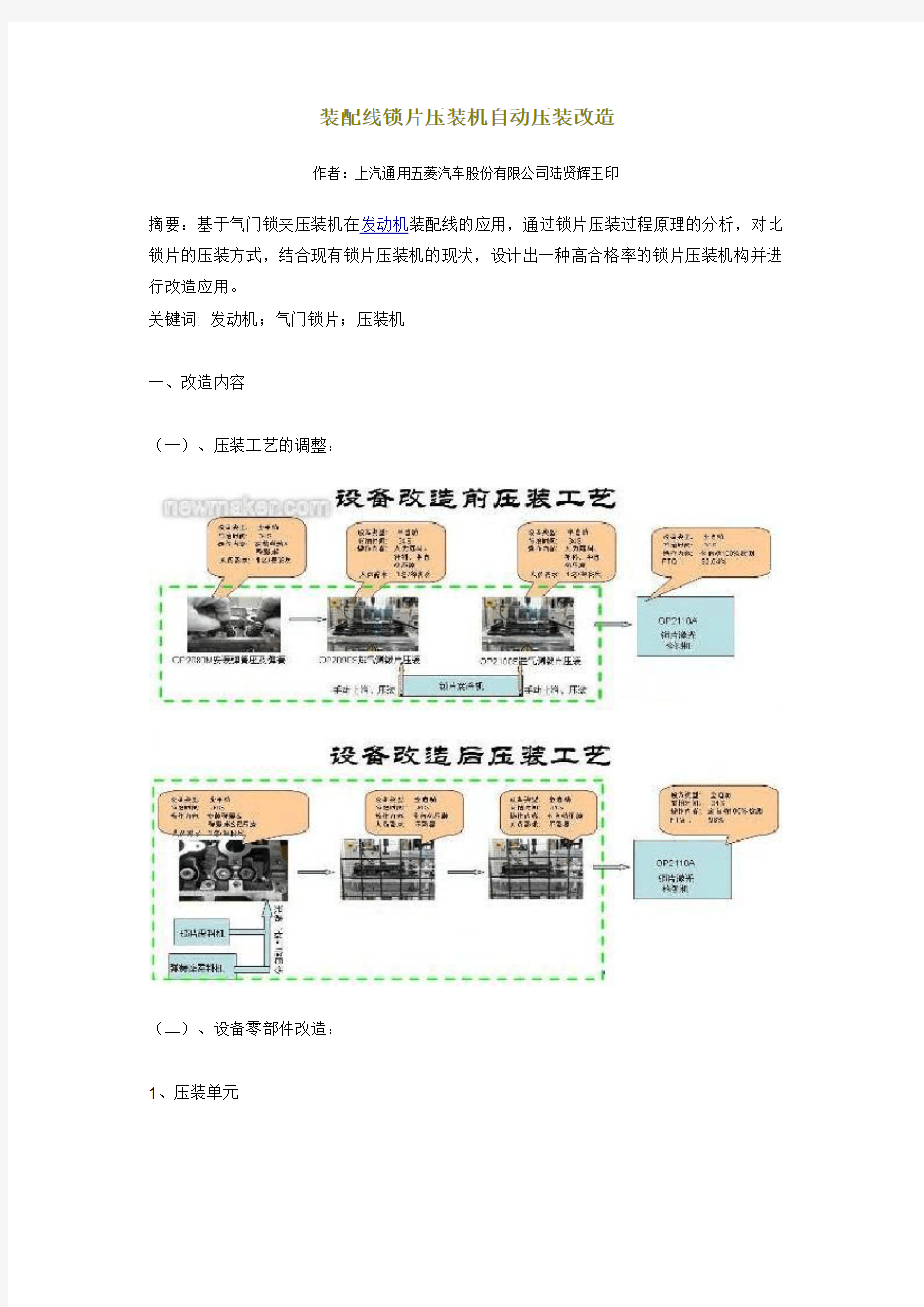
(一)、压装工艺的调整:
(二)、设备零部件改造:
1、压装单元
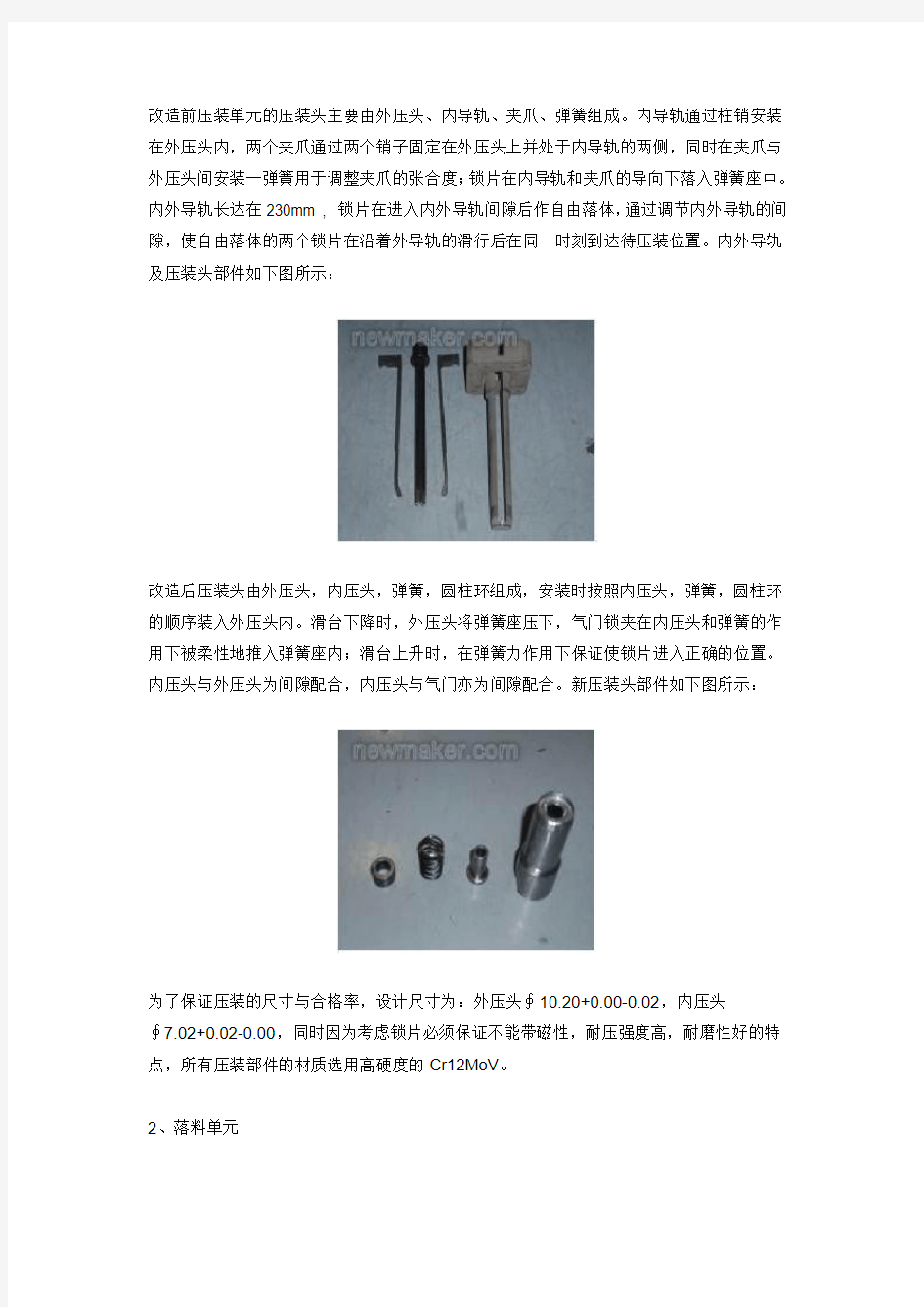
改造前压装单元的压装头主要由外压头、内导轨、夹爪、弹簧组成。内导轨通过柱销安装在外压头内,两个夹爪通过两个销子固定在外压头上并处于内导轨的两侧,同时在夹爪与外压头间安装一弹簧用于调整夹爪的张合度;锁片在内导轨和夹爪的导向下落入弹簧座中。内外导轨长达在230mm , 锁片在进入内外导轨间隙后作自由落体,通过调节内外导轨的间隙,使自由落体的两个锁片在沿着外导轨的滑行后在同一时刻到达待压装位置。内外导轨及压装头部件如下图所示:
改造后压装头由外压头,内压头,弹簧,圆柱环组成,安装时按照内压头,弹簧,圆柱环的顺序装入外压头内。滑台下降时,外压头将弹簧座压下,气门锁夹在内压头和弹簧的作用下被柔性地推入弹簧座内;滑台上升时,在弹簧力作用下保证使锁片进入正确的位置。内压头与外压头为间隙配合,内压头与气门亦为间隙配合。新压装头部件如下图所示:
为了保证压装的尺寸与合格率,设计尺寸为:外压头∮10.20+0.00-0.02,内压头
∮7.02+0.02-0.00,同时因为考虑锁片必须保证不能带磁性,耐压强度高,耐磨性好的特点,所有压装部件的材质选用高硬度的Cr12MoV。
2、落料单元
改造前设备通过震料机选取锁片并自动装入锁片工装,由员工手持工装将锁片放入压装机落料口,用手拉动送料把手使锁片掉入弹簧座中,锁片在自由下落过程中存在很多不确定因素导致压装不合格。
改造后取消落料单元,采用锁片震料机和弹簧座震料机自动将锁片放进弹簧座内,实现了自动上料,并在压装机前一工位将锁片和弹簧座预装到气门上,彻底消除了锁片下落过程产生的一系列不稳定问题。
3、移位单元
改造前设备只有四个压装头而排气和进气门各有八个,所以在进行气门锁片压装时需变换一次位置。依靠员工用手来拨动把手来实现压装板的移位;
改造后设备在滑台上加装一气缸连接到压装板上,通过控制阀岛来控制气缸伸缩,带动压装板移动,从而实现压装单元的自动移位。
4、定位单元
改造前设备压装板的定位是靠板下方的轮子和V型槽来定位,这种定位方式不稳定、易产生偏差,造成压装头与气门不同轴导致锁片压装不合格甚至压坏压装头。
改造后设备采用4个液压缓冲器安装在压装板两侧进行硬定位,不仅能保证压装头与气门的同轴度,还缓和了气缸带动压装板移位而产生的冲击。
5、控制单元
改造后修改PLC逻辑控制程序,采集传感器信号,控制阀岛阀片的通断来控制气缸的运动,最终实现整个压装设备的全自动化。
6、改造前后设备状态对比
改造前设备如上图所示:半自动压装,手动上料,每班次需要2名操作工,一次压装合格率90 %。
改造前设备如下图所示:全自动压装,自动上料,不需要操作工,一次压装合格率99%。
二、技术要点:
(一)、压装单元的结构设计
压装锁片压装合格与否最重要的环节。新压装头由外压头,内压头,弹簧,圆柱环组成,安装时按照内压头,弹簧,圆柱环的顺序装入外压头内。通过螺纹与压装头联接、拆装方便。为了不让弹簧座滑出气门,在外压头前部设计一凹槽,内径依两锁片在气门上时的最大尺寸确定;内压头与外压头设计间隙配合,内压头与气门亦为间隙配合。
(二)、压装部件的精度与材质
锁片在弹簧座内间隙为0.02mm ,锁片在安装入弹簧座后与气门杆间隙最大为
为:±0.02mm ,因此在压装机构部件的加工过程中要有严格的表面粗糙度要求及公差要求,
要考虑锁片不能带磁性,耐压强度高,耐磨性好的特点,所有压装部件的材质选用高硬度的Cr12MoV。
(三)、压装机构的运动控制
原设备依靠员工用手来拨动把手来实现压装板的移位,现在滑台上加装一气缸连接到压装板上,通过控制阀岛来控制气缸伸缩,带动压装板移动,从而实现压装单元的移位。同时取消落料单元,在压装机前一工位将锁片和弹簧座预装到气门上,这样便消除了锁片下落过程产生的一系列问题。采用液压缓冲器进行定位,最大程度地保证压装头与气门的同轴度。修改控制程序,采集传感器信号,控制阀岛阀片的通断来控制气缸的运动,最终实现整个压装过程的全自动化。
(四)、压装的工艺设计
编制新的压装工艺以适应改造后设备的运行。
三、技术难点:
(一)、压装合格率会受很多因素的影响
在压装过程中中,压装零件的尺寸,零件的安装位置,设备的安装位置,设备的压装部件尺寸等,在设计所有压装部件前,需要考虑所有零部件在压装过程中的状态并进行精确测量,为设计提供数据。
(二)、控制各部件在安装过程中的位置状态
压装过程的反作用力易弹出弹簧座或移位锁片等,要控制16个气门弹簧在压装过程中始终保持在准确的设计位置,同时考虑定位板位置和压装深度。
四、改造前后效果对比
改造前气门锁片压装合格率(平均90%):
改造后气门锁片压装合格率(平均99%):
五、经济效益
(一)、通过改造设备及设计新的压装工艺,将手动操作改造成为全自动化设备。
共计节省6名操作人员。依每人每月1500元计算,每年节省人工成本约108000元。(二)、大幅度提高压装合格率。
改造后设备的一次压装合格率为98 %(改造前为90%),依返修一台成3元,年产35万台计算,每年节省为:(98%-90%)*3*350000 = 84000 元。
(三)、节省故障维修时间降低维修难度
改造前设备平均故障间隔时间为4小时,改造后平均故障时间为30天。
改造前每次平均维修时间为30分钟,改造后每次平均维修时间为5分钟。
(四)、节省备件成本
改造前一套压装单元使用时间平均为1个月,一套压装单元成本37500元。
改造后一套压装单元的使用时间为3个月,一套压装单元成本为200元。
则每年备件节省成本为:(37500*12)-(200*(12/3))=449200元。
总计每年节省成本:
总节省: (108000+84000+449200)-3000(改造费用)=638200元/年。
六、推广价值
(一)、适用于SGMW青岛分公司发动机工厂两台锁片压装机的改造
(二)、广泛适用于各种汽车发动机气门锁片的安装
参考文献
[1] 杨连升主编. 内燃机设计. 北京:中国农业机械出版社,1981 年8 月北京第1 版
[2] 程瑞龙编著.DA462 微型汽车发动机.哈尔滨:黑龙江科学出版社,1987 年5月哈尔滨第1版
[3] 美国克莱斯勒汽车公司。1984 款式汽车维修手册,底盘与车身分册. 1983 年美国第1 版(end)
工业机器人是一种可编程的智能型自动化设备,是应用计算机进行控制的替代人进行工作的高度自动化系统。联合国标准化组织采用的机器人的定义是:“一种可以反复编程的多功能的、用来搬运材料、零件、工具的操作机”。在无人参与的情况下,工业机器人可以自动按不同轨迹、不同运动方式完成规定动作和各种任务。机器人和机械手的主要区别是:机械手是没有自主能力,不可重复编程,只能完成定位点不变的简单的重复动作;机器人是由计算机控制的,可重复编程,能完成任意定位的复杂运动。机器人是从初级到高级逐步完善起来的,它的发展过程可以分为三代:第一代机器人是目前工业中大量使用的示教再现型机器人,它主要由夹持器、手臂、驱动器和控制器组成。它的控制方式比较简单,应用在线编程,即通过示教存储信息,工作时读出这些信息,向执行机构发出指令,执行机构按指令再现示教的操作。第二代机器人是带感觉的机器人,它具有一些对外部信息进行反馈的能力,诸如力觉、触觉、视觉等。其控制方式较第一代机器人要复杂得多,这种机器人从1980年以来进入实用阶段。第三代机器人是智能机器人,目前还没有一个统一和完善的智能机器人定义。国外文献中对它的解释是“可动自治装置,能理解指示命令,感知环境,识别对象,计划其操作程序以完成任务”。这个解释基本上反映了现代智能机器人的特点。近年来,智能机器人发展非常迅速,如机器人竞技、机器人探险等。至2008年底,世界各地已经部署了100万台各种工业机器人。其中,日本机器人数量据世界首位。他们的算法基于制造工人与机器人的比例,即每万名工人拥有多少台制造机器人。其中日本的工业机器人密度达到了世界平均水平的10倍,也比排在第二位的新加坡多出了一倍。其中日本每万名工人拥有295台工业机器人,新加坡169台,韩国164台,德国163台。虽然排在前三位的国家都在亚洲,不过欧洲却是世界上工业机器人密度最大的地区。欧洲国家工业机器人密度为每万名工人50台,美洲为平均31台,亚洲平均27台。
关于气体灭火系统防护区泄压口(自动泄压装置) 设计与安装使用 1、概述 气体灭火系统防护区泄压口,简称泄压口,也称自动泄压装置,是与气体灭火系统配套的必备设备,一般安装在气体灭火系统保护区外墙或墙的泄压孔上。 气体灭火系统灭火药剂具有洁净、绝缘性能好、灭火速度快等特点,在灭火中和灭火后对保护对象及环境无二次污染。因而广泛应用于电子计算机房、电讯中心、通讯机房、图书馆、档案馆、珍品库、博物馆、配电室等洁净场所。由于GB50370-2005《气体灭火系统设计规》国家标准的颁布,消防监督部门加大了实施检查力度,2007年后自动泄压装置的市场需求也随之明显增多。因该产品是新产品,产品目前无国家、行业标准,通过从百度、谷歌等搜索检索来看,全面介绍自动泄压装置产品应用、设计、使用与安装的资料和文章很少,给正确设计、选择、安装、使用自动泄压装置带来了许多问题,不利于该泄压口(自动泄压装置)在气体灭火中正确发挥其实际功能和作用。本人经过两年多对该泄压口(自动泄压装置)国外各厂家资料、样品的收集、研究和对该产品研发并进行了大量的试验。现特写此篇文章,其目的是为了使自动泄压装置产品得到正确的使用和不断发展。 2、设置泄压口的必要性和作用 2.1 旧的标准和规中要求使用泄压口的用词模棱两可,使设计和监督部门无确设计和监督。 本人从事气体灭火系统产品设计和研究近十年,市场上对泄压口产品生产、销售的需求于2007年1月后明显的增多。2007年1月前制定的GBJ110-87《卤代烷1211灭火系统设计规》、GB50193-93《二氧化碳灭火系统设计规》和DBJ15-23-1999《七氟丙烷(HFC-227ea)洁净气体灭火系统设计规》、DG/TJ08-306-2001《惰性气体IG-541灭火系统技术规程》等国家、地方标准中对气体灭火系统中防护区泄压口的设计应用要求条款用词模棱两可,从而造成和消防监督部门无确设计和监督。2007年以前的气体灭火系统中采用的泄压口装置产品的项目很少。 GB50193-93《二氧化碳灭火系统设计规》国家标准条文说明第3.2.6条中阐
柔性装配生产线系统技术方案
目录 1项目概述 (3) 1.1概述 (3) 1.2实现目标 (3) 1.2.1装配生产柔性化 (3) 1.2.2提升生产效率 (3) 1.2.3实现自动化生产管理,提高管理水平 (3) 1.3系统安全性 (4) 2系统方案 (4) 2.1设计原则 (4) 2.2产品装配工艺流程 (5) 2.3工件输送工艺流程 (10) 2.3.1入库流程简介 (10) 2.3.2出库及装配流程简介 (12) 2.3.3各区域、空托盘、空包装箱等物流流程 (13) 2.3.4研制阶段零部件物流流程 (13) 2.4总体方案 (13) 2.4.1系统构成 (13) 2.4.2系统概论 (14) 2.5装配工装设计 (15) 2.5.1功能 (15) 2.5.2使用方法 (16) 2.5.3主要结构 (16) 2.5.4互换性与增产办法 (17) 2.6物流方案 (17) 2.6.1零部件预处理区设计 (17) 2.6.2装配区设计 (22) 2.6.3检测区设计 (23)
2.6.4输送线设计 (23) 2.6.5助力机械臂 (24) 2.7柔性装配生产线管理信息系统 (25) 2.7.1系统架构 (25) 2.7.2物理部署 (27) 2.7.3网络构成 (28) 2.7.4软件实现 (29) 1.方案特点说明 (47) 2.附图说明 (49)
1项目概述 1.1概述 通过总装生产线的柔性化设计,实现在一条生产线上同时生产多品种型号产品,企业可根据需求调整生产的型号和产量,提高企业应变能力,实现可持续发展和灵活变化。 通过装配线管理信息系统的实施,对企业生产制造过程实行全面监控、加强生产过程控制,提高产品质量。同时,企业可根据生产的需求调配资源,实现资源的优化配置。进而实现控制决策与过程改进,最终实现制造过程的可视化,提高生产管理水平,提高整体竞争力和可持续发展能力。 1.2实现目标 1.2.1装配生产柔性化 满足5种不同型号共100套产品的现场同时库存周转、装配生产和调度需求。建设装配工位10个、测试工位5个的总目标。每个装配工位适应不同装配工序的装配需求,每个装配工位可实现6个自由度的装配工艺需求。 建设投产后,装配工位满足产品研制阶段的研制需求,生产调度满足反向作业的操作与管理,零部件的存储货位可实现动态优化。 检测分为在线检测及性能检测,在线检测时工件无需搬运、将检测设备推到其附近实施检测;性能检测集中在测试区进行,用户自备专用设施。各检测结果需人工输入并上传到管理系统。 1.2.2提升生产效率 系统实施后,装配人员仅需在装配工位作业,工件、配件均自动输送到装配工位附近;当某一工序装完后,采取在线检查及检测,减少过程搬运时间;装配工装要求自由度大、灵活,调节便捷、快速;站台与工装间借助助力机械臂,达到省力目的。 1.2.3实现自动化生产管理,提高管理水平 (1) 投产后的柔性装配线,物流配送智能化、自动化; (2) 物料管理数字信息化,实现物联网在装配生产中的应用,每个配件、半成品状态实时跟踪并上传管理系统,能及时对所需了解的物料数量、所处位置、流转 信息以及装配状态进行查询和统计; (3) 过程控制信息化,装配生产点装配工艺仿真提示,装配过程实时视频监控;
摘要: 本课题旨在解决仪表生产中的锥形薄片压入的工序自动化问题,既要保证压入的位置,同时必须保证锥形薄片在同一位置产生精度相同的变形。完成了压装机构的运动分析、工序设计、主要依靠三个凸轮的运动实现。第一个凸轮通过其摆动从动件控制夹紧轴的水平移动,第二个与第三个凸轮通过其摆动从动件分别控制内轴与外轴垂直移动,使其定位和冲压。 进行了结构设计及关键零部件设计。其中有仪表壳的尺寸,装配夹具形状及尺寸,从动件的位移线图的设计,凸轮的设计,其中为了压装机的运作设计了减速箱,减速箱里包括电机的选择,V带的设计和齿轮的设计,最后选择了连接压装机和减速箱的联轴器。 关键词:凸轮,弹簧,齿轮,齿轮轴,电机。
Abstract: The subject aimets at solving the process automation problem of tapered chip in production of instrument. Not only ensure the position of pressure, but also must ensure tapered chip in the same location have the deformation. Completed pressing institutions kinematic analysis,process desin,mainly rely on the movement o achieve the three cam, the first cam though the swinging clamping axis control axis level migration, the second and the third cam through swinging clamping axis to distinction control inner axis and outer axis vertical migration to fix position and hurtle press. Carrying on the structure design and the key partses design. Which have size of instrument shell, assemble fixture shape and size, driven document moves the line diagram, the design of cam, among them for the sake of operation to designing the reducer casing. Reducer casing include the electrical motor choice, the V take design and the wheel gear design, finally chose shaft couping to connect pressure institutions and reducer casing . Key words:CAM, spring, gear, same dethegear motor shaft.
工业机器人在自动化控制中的应用 摘要:机器人在应用中的原理作用与制造工序的配合特别重要,结合自动化控 制明确其应用中展现优势,顺应其技术和内容的发展趋势结合行业进行说明,对 国内现状和功能特点等方面进行较为合理的阐述,探讨应用中的机器人主要作用 和参与保障顺应其发展,针对应用情况进行研究方向和适应条件上的总体明确。 关键词:工业机器人;自动化控制;功能特点 一、我国工业机器人发展现状 国内开始应用和制造机器人的时间都与国外存在很大差距,近些年来由于技 术上的进步部分企业开始应用工业机器人,由于在制造方面的人力和经验优势其 应用正在不断影响着国内行业愿景,在核心技术方面还有很多需要攻克的难点在 等待着大家去探讨,很多精密部件的制造技术还需要继续从打磨工艺、操控条件 等方面进行开发,总体来说国内的现状正在向好的方向发展但需求量巨大,要经 过一段时间的统筹和调和才能使技术应用逐步实现、不断作用于壮大的各大产业,图 1 所示为某企业生产的工业机器人。 二、机器人在应用中的特点与功能 1.机器人应用所呈现的工业内特点 机器人在工业内的发展就是将其机械运作部分进行机理与系统方面的技术研发,对其应用时的机械灵活度及装置自由度进行提升,使机器人能对作业环境中 的多个变量进行较为协调系统控制,结合自动化的工业内容进行厂区内各大任务 执行、隐患故障整治等必要活动,想要实现它的活动就要使其能接收外界讯号转 化为自我意识进行某项作业实现,或者安装感应程序使其能完成已经布置好的现 场作业内容。机器人所要进行的各项作业内容使其必要具备相对自由的运动状态,存在操作灵活、控制便捷、程序完全等多种便于作业的特点,通过明确运动所需 求的程序公式和模型参数,将应用数据结合计算模式进行相对状态下的控制协调 机器人功能,使机器人能真正的为工业中大量机械运作需求实现智能化的服务, 将许多可应用原理进行功能实现中的运作特点开发和技术操作开发。 2.机器人应用所呈现的工业内功能 国内目前的工业进程需要机器人先适应较为简单的操作流程,将其控制为能 够完成活动、配合生产的自由机械,对于其如何进行信息指令下的大量操作和操 作控制等相关功能,还需要在应用中逐渐开发能适应企业生产的专项系统内容, 比较常用的功能有记忆、检验、搬运等可通过单一指令完成的功能。生产内的机 械运作会产生大量有关产品的实时数据,自动化条件下的生产速度相对较快人工 筛选产品不能完成质量要求,机器人通过对产品产生异常数据进行记忆,能在工 序完成后及时依据记忆编号对产品进行大量扫描后找出,使出厂的产品不存在信 息和工序中的异常失误制造情况。机器人的应用能代替一部分人工进行高强度搬 运活动,使工人们在出现倦怠或身体不适的状态下能远离消耗较高环境,能避免 一些粉尘、试剂等对人体存在伤害的工业物品对工人造成伤害,减少工人与物品 之间存在的呼吸、接触等作业时必然联系,大量提升人工控制方面的人才引入进 行自动化工业量产运作。 三、工业机器人在自动化控制中的应用 1.汽车制造行业 国内的汽车制造中常有的焊接、锻造等工艺,需要相对准确的制造尺寸和连
冲压线机器人自动化系统 作者:佚名韩国现代重工(株北京现代京城工程机械有限公司点击数:162 更新时间:2009-7-22 汽车生产线引用机器人技术将大大提高生产效率, 同时, 由于生产自动化程度的提高, 人为的误差也将大大减少,使产品质量方面会得到很大的改进。 在汽车制造业,现代品牌的机器人已经在点焊、弧焊、搬运、涂胶等方面广泛应用,包括小型的 HR006/015/050系列、中型的 HP100P/120P/HX165/HX165S系列、大型的 HX200/200L/300/400等系列机器人。以冲压线机器人自动化系统为例,其特点如下: 1.可进行连续的无人作业 利用两个板材供给用 Destacker (磁力分张工作台,最多可以使待机 1000张板材的工作量在无人状态下连续作业两个小时之久。两台 Destacker 按顺序作业可以确保操作者的安全, 还具有事先判断功能, 能给操作者充分的准备工作时间,实现了拟人化的亲作业者工作方式。 2.空气吹浮式对中台
对中台是一个带有小孔的斜面传输台, 其下部设有鼓风机, 其风力作用可以在设备和工件之间可以形成一个空气薄膜, 减少工件与对中台之间的摩擦, 一定程度上可以提高工件的成型质量, 而且方便、省时、环保。 3.长距离搬运 压力机之间的距离比较远时, 可以附加一个可承载机器人和一个可以使机器人行走的导轨式设备, 令重达 2吨的机器人以 2m/s的速度滑行,而且不再受距离的限制,还可以均匀分散下部的重量,大大减轻了从压力机受到的震动影响。 4.可调节工具(吸盘的使用 可调节工具可用来加、卸载和搬运工件的吸盘,可调节的结构方式使其具有便于制作、可反复使用、修改简便等优点,即使以后有板件形状变化的情况,只需按照形状调整一下就可以了,操作非常简便,而且其长期、稳定的使用性更能体现出其价值。 5.喷油式润滑装置的使用 要提高拉延成型的质量, 最好的方法是在自动化生产线内加一个工件洗涤工位, 但这个洗涤工位的安装费用巨大(约需 1000万元。喷油式润滑装置的使用可以用低廉的投资带来更好的效果,不但可以提高成型的质量,而且也可以相应地提高压力机的速度。 6.提高生产效率,保障操作者的安全 除了上述的特点以外,该设备可以在同一个生产线进行 3工序、 4工序、 5工序等不同工位数的工件的生产,并且可以通过增加相应的设备来满足整条线的自动化。机器人与压力机之间运行稳定,效率高, 而且操作简便,即便是新的操作者也能很快适应。另外,冲压生产线内也活用了各种传感器,最大限度地确保了操作者的安全。
目录 目录------------------------------------------------------------------------------------------------------- 1 中文摘要------------------------------------------------------------------------------------------------------- 3 Abstract --------------------------------------------------------------------------------------------------------3 第1章绪论---------------------------------------------------------------------------------------------------3 1.1概述----------------------------------------------------------------------4 1.2WY滚动轴承压装机简介------------------------------------------------------5 第2章设计内容及任务要求-----------------------------------------------------6 2.1设计内容及要求-----------------------------------------------------------6 2.2 液压系统的设计流程-------------------------------------------------------6 第3章液压系统的设计计算-----------------------------------------------------7 3.1轴承压装机液压缸的设计及计算----------------------------------------------7 3.1.1 分析工况及设计要求,绘制液压系统草图---------------------------------7 3.1.2计算液压缸的外负载---------------------------------------------------9 3.1.2.1 压装缸--------------------------------------------------------9 3.1.2.2夹紧缸--------------------------------------------------------9 3.1.2.3顶起定位缸----------------------------------------------------9 3.1.2.4 确定系统的工作压力--------------------------------------------9 3.2 确定液压缸的几何参数------------------------------------------------------9 3.2.1 压装缸尺寸计算-------------------------------------------------------9 3.2.1.1 液压缸工作压力的确定-----------------------------------------9 3.2.1.2液压缸内径D和活塞杆直径d的确定-----------------------------9 3.2.1.3液压缸壁厚和外径的计算--------------------------------------10 3.2.1.4液压缸工作行程的确定----------------------------------------11 3.2.1.5 缸盖厚度的确定----------------------------------------------11 3.2.1.6 最小导向长度的确定------------------------------------------12 3.2.1.7 缸体长度的确定----------------------------------------------13 3.2.1.8 活塞杆稳定性的验算------------------------------------------13 3.2.2 定位缸及其主要尺寸的确定-----------------------------------------------13 3.2.2.1液压缸工作压力的确定----------------------------------------13 3.2.2.2 液压缸内径D和活塞杆直径d的确定----------------------------13 3.2.2.3 液压缸壁厚和外径的计算和选取--------------------------------14 3.2.2.4 液压缸工作行程的确定---------------------------------------14 3.2.2.5缸盖厚度的确定----------------------------------------------14 3.2.2.6 最小导向长度的确定------------------------------------------15 3.2.2.7缸体长度的确定----------------------------------------------15 3.2.2.8 计算液压缸主要零件的强度和刚度------------------------------16 3.2.3夹紧缸及其主要尺寸的确定--------------------------------------------17 3.2.3.1液压缸工作压力的确定----------------------------------------17
工业机器人的自动生产线组建技术 发表时间:2019-08-11T11:35:42.743Z 来源:《防护工程》2019年9期作者:刘镜钊[导读] 完成基于工业机器人的自动生产线控制架构设计,该控制架构对相关的工业机器人生产线组建控制具有一定的借鉴意义。 广东利迅达机器人系统股份有限公司摘要:现代科技的发展给人们生活带来了许多便利,越来越自动化的高科技服务于人们生活,使得人们生活质量得到不断的提高。同时,依靠现代科技在工业生产自动化的程度也越来越高,其中机器人就是最典型的代表。在工业自动化生产线上以机器人为核心成为工厂发展不可逆转的趋势,机器人的自动化将会更好的服务于生产建设中。工业机器人作为先进制造技术和自动化的典型代表,不仅对于先进 制造业的发展具有重要的作用,而且对于高科技产业和传统产业的发展具有显著的促进作用。关键词:工业机器人;自动化生产技术;研究 作为新兴的高新技术产业和智能化产业,工业机器人产业具有一般的高新技术产业所表现的高投入、高技术、高风险、高回报等特征。随着我国制造业的不断升级,工业机器人在现今生产企业中占据着越来越重要的地位。工业机器人的自动生产组建技术是工业机器人应用的核心技术,通过对机器人的不断研究以实现工业机器人的生产组建设计。现如今,我国工业大规模的发展,人力成本在不断的增高,在日益激烈的市场竞争中,在生产过程中不断提高其生产效率、降低生产成本、有效提高产品质量是目前各制造业发展面临的主要严峻问题。在现代信息工业背景下,各个工业生产都特别将工业机器人应用于生产建设,目前,工业机器人在发达工业国家,已成为企业必不可少的设备之一。就我国而言,工业机器生产技术还处于比较低端的水平,所以文章通过对机器人在工业生产的技术进行简单的分析研究,希望和大家一起交流讨论学习。1工业机器人背景与技术认识工业机器人是广泛使用的能够自主动作,且多轴联动的机械设备。它们在必要情况下配备传感器,其动作步骤包括灵活的转动都是在其编程控制的。它们通常配备有机械手、刀具或其他可装配的加工工具,以及能够执行搬运操作与加工制造的任务。技术本质反映了人对自然的能动关系,其包括主要三种要素:材料、动力、控制。工业机器人的制作要求应满足其中以下的主要要求:安装面积小,工作空间大,快速完成任务。根据要求,材料应该选择高强度的不锈钢作为机械本体,以满足结构紧凑的要求。动力应选用电力系统,以满足快速响应的要求。控制则选用自动化电脑操作,以满足定位精度搞的需要。 2 工业机器人的构造 工业机器人由操作机、控制器、伺服驱动系统和传感装置构成,是一种防人操作、自动控制、可重复编程、能在三维空间完成各种作业的光仪点一体化自动化生产设备,特别适用于工厂的多量高质的工业大生产,能按时完成工业任务的高效生产的机器人。 2.1 操作机 通过有限元分析、模态分析及其仿真设计等现代设计方法的运用,机器人操作机基本能实现优化设计。 2.2 控制器 通过软件和全数字操控,实现对机器人自动化的操作,随着科学技术的发展,控制器的性能也在不断的提高和发展,它能实现对机器人全方位精准的控制,以达到其目的和要求。 2.3 传感配置 激光传感器、视觉传感器和力传感器在机器人系统中已得到成功应用,并实现焊缝自动跟踪和自动化生产线上物体的自动定位以及精密装配作业等,这样就提高了机器人的作业性能和对环境的适应性能。 2.4 并联机构 采用并联机构,利用机器人技术,实现高精度测量及加工,这是机器人技术向数控技术的拓展,为将来实现机器人和数控技术一体化奠定了基础。 2.5 网络通信 机器人控制器以实现了网络的连接,这样使机器人由过去的独立应用向网络化应用迈进了一大步,也使机器人由过去的专用设备向标准化设备的发展。 3 自动化生产线组建研究的技术机器人在自动化生产的应用典型就是自动化生产线成套装备。自动化成套装备是指以机器人为核心,以信息技术和网络技术为媒介,将所有设备连接到一起而形成的大型自动化生产线。它是先进制造装备的典型代表,是发展先进制造技术实现生产线的数字化和网络化的智能化的重要手段。那么它的技术其主要表现在以下几个方面:(1)利用现代网络技术进行远程控制,对工业机器人进行操作控制,实现生产线在线检测和监控,对产品进行质量监控,使得产品的质量得到有效的保证,这样既有利于生产的自我控制和调整,同时,也保证其生产效率。(2)建立起资源管理信息系统,对产品制造工艺和企业的资源管理进行相互连接,对产品工业技术进行不断更新和提高,从而达到对生产技术的实时监测,这样保证了该企业产品制造的全制动化信息平台。(3)利用定位系统对生产线进行快速整定,建立起完整的制造过程信息技术。这样既方便实现生产线现场安装精度测试技术,又达到完全的透明。通过实现网络控制管理智能技术,对各个环节进行指导处理,这样就能及时性的处理临时性的问题。(4)自动化柔性生产系统管理技术。企业生产流程中管理与控制信息的集成,是实现企业管理控制一体化和柔性自动化的基础。通过这技术分析,建立一种信息集成系统结构及其功能模型,提出现场总线的开放式控制系统,建立控制系统分层式体系结构,使其与信息管理系统实现无缝接口。我国在近几年机器人自动化生产已经不断出现,并给用户带来了显著效益。目前我国已经建立了多条弧焊机器人生产线、装备机器人生产线、喷涂生产线和焊装生产线。随着我国工业企业自动化水平的不断提高,机器人自动化线的设厂也会越来越大,并逐渐成为自动化生产线的主要方式。我国机器人自动化生产线装备市场刚刚起步,而国内装备制造业正处于由传统装备向先进制造装备转型的时期,这就给机器人自动化生产线研究开发者带来了巨大商机。4工业机器人的组建生产线技术
气体灭火系统防护区应采用泄压口 2006年3月2日发布的GB50370-2005《气体灭火系统设计规范》中,从设计要求条款和防护区的泄压口面积计算公式条款用词来看,无论防护区门窗密封性好与差和防护区门安装的是否为外开弹簧门或弹性闭门器,如采用气体灭火系统,则防护区内都必须安装泄压口。泄压口不是一个开口,而是一种泄压装置。此装置平时常闭,当达到或接近防护区允许压强值时自动开启泄压,低于设定压力值时自动关闭,以避免灭火药剂流失,影响正常灭火效果。 近几年来,采用泄压口的多为一些重点工程和项目,对防护区内温度和湿度的精度要求很高,因此对防护区的密封性要求也很高。所以GB50370-2005《气体灭火系统设计规范》国家标准中规定,采用气体灭火系统的防护区内均应设计安装泄压口。修改后的新标准对旧的标准和规范中模棱两可的用词给予了修正。据各消防工程公司和本公司售后服务人员反馈,在各级消防检查中,消防验收和监督部门都均严格按新标准执行,若消防项目中安装了气体灭火系统,首先要检查各防护区是否安装了泄压口(自动泄压装置)。 泄压口面积设计依据与计算 一、防护区内围护结构最高允许压强: 防护区内门、窗上的玻璃允许压强不应低于建筑物的允许压强。目前国内各设计部门防护区内围护结构承受内压的允许压强,无论建筑物是轻型和高层建筑,还是标准建筑及地下建筑,均设定为 1.2KPa,该值的设定是依据GB50370-2005标准中3. 2.6条款,参照美国NFDA12B-1980标准中给出的,若设计部门和用户需提高防护区内围护结构承受的允许压强,应由建筑设计部门试验给出。 二、泄压口面积计算公式: 七氟丙烷和IG-541混合气体灭火系统的防护区的泄压口面积公式应分别依据GB50370-2005标准中3.3.13和3.4.6公式计算。二氧化碳气体灭火系统应依据GB50193-93中3.2.7公式计算该防护区的泄压口面积。
自动化生产线安装与调试 第一篇项目开篇:典型自动化生产线介绍 自动化生产线安装与调试竞赛主要内容:自动线的装配和自动线的运行与调试。 本次自动线安装与调试大赛融合了机械工程与电子工程的核心技术,主要包括:机械机构及气动部件安装;控制线路布线、气动电磁阀及气管安装;PLC 应用与编程;变频器控制技术应用;运动控制技术应用;机电安装、连接、故障诊断与调试等。 项目1:了解自动线及其应用 图1-3所示是应用于正泰电器股份有限公司的塑壳式断路器自动生产线,包括自动上料、自动铆接、5次通电检查、瞬时特性检查、延时特性检查、自动打标等工序,采用可编程控制器控制,每个单元都有独立的控制、声光报警等功能,采用网络技术将生产线构成一个完善的网络系统。 图1-4所示是某汽车配件厂的制动器自动化装配线,该生产线考虑到设备性能、生产节拍、总体布局、物流传输等因素,采用标准化、模块化设计,选用各种机械手及可编程自动化装置,实现零件的自动供料、自动装配、自动检测、自动打标、自动包装等装配过程自动化,采用网络通信监控、数据管理实现控制与管理。 图1-5所示是某饮料厂的自动灌装线,主要完成上料、灌装、封口、检测、打标、包装、码垛等几个生产过程,实现集约化大规模生产的要求。 1、什么是自动线 自动线是在流水线的基础上逐渐发展起来的。它不仅要求线体上各种机械加工装置能自动地完成预定的各道工序及工艺过程,使产品成为合格的制品,而且要求在装卸工件、定位夹紧、工件在工序间的输送、工件的分拣甚至包装等都能自动地
进行。使其按照规定的程序自动地进行工作。人们把这种自动工作的机械电气一体化装置系统称为自动生产线(简称自动线)。 自动线的任务就是为了实现自动生产,怎样才能达到这一要求呢? 自动线综合应用机械技术、控制技术、传感技术、驱动技术、网络技术等,通过一些辅助装置按工艺将各种机械加工装置连成一体,并控制夜、气压系统和电气控制系统将各个部分动作联系起来,完成预定的生产加工任务。 2、自动线的发展 首先,是可编程控制器的出现。 其二,是机械手、机器人技术的飞速发展。 其三,是传感技术的形成。 其四,就是液压和气压传动技术。 第五,就是网络技术的飞跃,无论是现场总线还是工业以太网络,使得自动线的各个控制单元构成一个协调运转的整体。 任务二:认识YL-335A 型自动线 1、 YL-335A 型的基本结构认知 亚龙YL-335A 型自动线实训考核装备由安装在铝合金导轨式实训台上的供料单元、加工单元、装配单元、输送单元和分拣单元这5个单元组成。各工作站均设置一台PLC承担起控制任务,各PLC之间通过RS-485串行通讯实现互连,构成分布式的控制系统。 YL-335A 自动线的工作目标是:将供料单元料仓内德工件送往加工单元的物料台,完成加工操作后,把加工的工件送往装配单元的物料台,然后把装配单元料仓内的白色和黑色
2-4缸柴油机装配线 技 术 协 议 甲方:广西玉柴机器股份有限公司乙方:
2006年2月27日 甲方: 乙方: 甲方委托乙方设计、制造、安装和调试2-4缸柴油机装配线,现就有关技术要求、甲乙双方所需配合内容等事项,签订以下技术协议,作为设计、制造、安装、调试的依据,双方共同遵照执行。 一、总装生产线组成: 1.生产线:积放链轨式输送机约82米 2.输送机装配小车:20台 3、转位台4台 4.停止器:25套 5.予装升降机钢结构及照明灯架:各1套 6.压缩空气管路及球阀:80米 7.电气控制系统:1套 二、总装生产线作业目的: 1.总装线用途:用于柴油机装配的流水作业,设置25个工位,能按2-4.5 分钟节拍完成柴油机由零部件到整机成品下线的装配全过程。 2.生产产品: 2.1.2115\2108系列柴油机 功率:36KW 汽缸数:二缸 汽缸盖: 总重量:250KG 外型尺寸:711×669×836
2.2.Yz4DA系列柴油机 功率:48KW 汽缸数:四缸 汽缸盖: 总重量:300KG 外型尺寸:907×695×881 三、设备各组成部分结构及功能 1、积放链轨式输送机 1)积放链轨式输送机 2)输送线全线共分4段,设置4台驱动装置,驱动电机设置在线体下方,不得露出线体外,装拆方便;输送机运行速度:6m/min;; 输送机高度:400mm;输送机外宽不大于750mm,以保证线体 运行可靠和稳定;根据工位要求,设置20个停止器,并且在各 工位设置手动按扭。 2、输送线装配小车 1)装配小车要求:额定载重量为0.4吨,支撑方式为发动机气缸体工艺凸台和工艺螺孔。小车支撑好机体后,小车回转中心高度 600mm,。机体装好飞轮壳及皮带轮后,可在装配小车上作360° 旋转,工件在小车摇转到水平和垂直位置时,平面度≤1mm。装 配小车整体尺寸设计符合2种机型的外形尺寸要求,装配线上的 装配小车可停位,在受装配附加外力时,小车保持稳定,行走平 稳,行走过程无滞、无前后晃动和冲击现象 2)装配小车结构分两层,底层装置滚轮,实现输送功能;上层固定在底层上,并能绕底层中心在水平面作360°旋转,每90°设置 1个定位装置;柴油机气缸体装夹在上层的连接板上,连接板可 以沿滚道流水线为轴线作360°旋转。 3)装配小车上层机构采用具有自锁功能的蜗轮蜗杆减速器,摇转手
一.背景 在汽车生产过程中,汽车车身的钣金冲压线是主要设备,生产效率和生产质量直接影响着汽车制造业的生产效率和生产质量。原始的人工冲压生产线,生产不稳定、效率低下、产品质量无法保证、人工成本升高等因素直接影响着汽车生产厂家的市场竞争力。很多汽车生产厂家认识到这方面的问题,如何改善避免上述问题?冲压自动化线技术是提高产品质量和生产效率的 主要措施。 冲压自动化生产线的实现,主要有机械手式和机器人式两种形式。其中,工业机器人作为可靠性强、灵活性高、安全性好,并且运行方便的一种新型的机械设备在冲压自动线上的运用,对汽车制造具有重要的作用,成为广大汽车生产厂家的首选。当前很多汽车车身生产厂家,正逐步进行冲压生产线的自动化升级改造。新上马的冲压生产线,也是直接升级为机器人自动化冲压生产线结构。客户的需要为我公司进行机器人自动化冲压生产线系统的集成设计和开发提供了良好的市场环境。 二.机器人自动化冲压生产线系统简介 (一)机器人自动化冲压生产线的机械系统组成: 1.拆垛分张系统。主要包括:上料台车、拆垛机器人、磁性皮带机、板料清 洗机、板料涂油机、视觉对中台。如下图示: 2.上下料运输系统。上下料机器人、端拾器、机器人底座等。如下图示: 3.线尾检验码垛系统。线尾皮带机、检验照明台等。如下图示: (二)机器人自动化冲压生产线的控制与安全系统组成: 1.自动化控制系统(控制台、控制柜、示教器、气路及真空系统)
2.生产信息显示用的LED显示屏 3.安全护栏和安全防护 (三)机器人自动化冲压生产线的工艺过程 机器人自动化冲压生产线运行循环方式为: ——垛料拆垛(机器人拆垛)——板料传输——板料清洗涂油——板料对中——上料机器人送料——(首台压机冲压)——下料机器人取料、送料——(根据工序数量循环)——(末端压机冲压)——线尾机器人取料、放料——皮带机输送——人工抽检码垛。 拆垛系统采用可循环式双垛料台,导轨布置平行于压力机,冲压板料用行车或叉车放置在非工作垛料台上,然后通过有效信号确认上料完毕,系统将在一台拆垛完成后自动转换垛料台,保证连续生产;在垛料车上配备磁力分张器,通过磁力将垛料自动拆垛成单张。在拆垛机器人上有双料检测以及双料处理装置以保证每次为单张送料。拆垛机器人将板料放置在长度可调的磁性传送带上,板料送至清洗机、涂油机,涂油机为可编程智能涂油系统,板料是否涂油及涂油位置可通过编程自行设定,板料涂油后,传送到对中台。 对中系统采用视觉智能对中,可方便地进行移动和固定,同时使用视觉对中系统,保证板料的重复定位快捷、准确与牢固;上料机器人根据每个零件的对中位置,改变运行轨迹,将板料准确地搬运到压力机内;对不同的冲压工件进行机器人的模拟示教,离线编程,以适应多种工件的共线生产;线尾输送采用皮带机,在生产线的末端放置皮带机,保证最后一台压力机的机器人直接将零件放置到皮带机上,达到出件效果。通过皮带机传送到检验台上,由人工对工件进行抽检码垛。 利用高效智能使机器人跟踪压机的运动,实现压机与机器人同步功能,可以最大化上下料与压机运动之间的重合度,达到平稳切换提高生产节拍的目的。
轴承压装机压装力的计算 摘要介绍了与传统设计不同的轮轴冷压装计算方法,设计员可节省查阅资料时间,应用新型的计算公式,能快速获得准确工艺参数,并量化轮轴设计尺寸。本文的车辆轮轴注油冷压装工艺属国内首例。此方法对机械制造工业价值巨大。 关键词轮轴冷压装轮轴注油冷压装计算公式工艺工装修复技术 一、前言 本文论述的内容,适用于铁路机车车辆、工程机械和机床制造。该技术的特点是:在轮轴冷压装设计中,既节省了查阅设计手册和行业标准所用的大量时间,又能快速获得准确工艺参数和设计量化值。工艺简单、加工方便、能有效避免轮轴配合面被擦伤,与传统的轮轴冷压装工艺设计相比,这是专业技术领域中的新思路。 二、工艺参数计算 在设计轮轴冷压装产品时,如何根据配合直径来求得合理的过盈量及冷压装吨位,这是专业工艺人员极为关注的技术难题。作者通过长期试验论证,运用数学原理推导出了下列理论计算公式,技术难题迎刃而解,现简介如下。 -4-4 δ=7×10D+0.06 (1) δ=7.6×10D+0.09 (2) 12 δ=0.5(δ+δ) (3) δ=δ-0.02 (4) 31243 δ=δ+0.01 (5) δ=δ,δ (6) 5345 P=(3.11D+66)+6 (7) P=4.88D+101 (8) 12 P=P,P (9) 12 δ—粗算轮轴配合过盈量下限值mm;δ—粗算轮轴配合过盈量上限值mm;δ—粗算轮轴配123合过盈量平均值mm;δ—精算轮轴配合过盈量下限值mm;δ—精算轮轴配合过盈量上限值45
mm;δ—轮轴配合过盈量精确值mm;D—轮轴配合直径mm;P—轮轴冷压装吨位下限值kN;1 P—轮轴冷压装吨位上限值kN;P—轮轴冷压装吨位精确值kN。 2 三、计算应用实例 计算图1所示的车辆轮轴采用冷压装工艺时,所需配合过盈量及压装吨位。解:(1)计算过盈量 -4-4 δ=7×10D+0.06=7×10×182+0.06=0.19(mm) 1 -4-4 δ=7.6×10D+0.09 =7.6×10×182+0.09=0.23(mm) 2 δ=0.5(δ+δ)=0.5(0.19+0.23)=0.21(mm) 312 δ=δ-0.02=0.21-0.02=0.19(mm) 43 δ=δ+0.01=0.21+0.01=0.22(mm) 53 δ=δ,δ =0.19~0.22(mm) 45 (2)计算冷压装吨位 P=(3.11D+66+6=(3.11×182+66)+6=683(kN) 1 P=4.88D+101=4.88×182+101=989(kN) 2 P=P,P=683,989(kN) 12 以上计算出来的δ值和P值,即为所求车辆轮轴冷压装时,所需的配合过盈量和冷压装吨位。根据δ值,即可量化出车轴配合座部位的精确尺寸和车轮配合孔部位的精确尺寸。四、轮轴机械加工 轮孔的配合表面是通过镗削加工来实现的,其表面粗糙度可按Ra3.2控制;轴座的配合表面是通过磨削加工来实现的,其表面粗糙度可按Ra1.6控制。为了保证轮轴配合面不被擦伤,轮孔两端应有R3,5mm的过渡圆弧,轴座的压装始端,应有10,13mm圆锥引入段。五、工艺与操作 1.清洁度、过盈量、轴长中心
机器人与自动化技术 “机器人、无处不在的屏幕、语音交互,这些都将改变我们看待‘电脑’的方式。一旦看、听、阅读能力得到提升,你就可以以新的方式进行交互。”----比尔?盖茨在某电视节目中,预测未来科技领域的下一件大事时表示:机器人与自动化技术将成为未来发展的一大趋势,可以改变世界! 工业机器人的应用,正从汽车工业向一般工业延伸,除了金属加工、食品饮料、塑料橡胶、3C、医药等行业,机器人在风能、太阳能、交通运输、建筑材料、物流甚至废品处理等行业都可以大有作为。 当然,即将“改变世界”的机器人不仅仅具有代替人工的价值,在很多人类无法实现的领域也将出现机器人的身影。譬如,派送采矿机器人到月球和小行星上采挖稀土矿,将有望成为现实。 而更令比尔?盖茨寄予厚望的是机器人将像“电脑”一样改变人类的生活。 日本早稻田大学研究人员推出一种新型仿人型家务机器人。它集安全性、可靠性和灵巧性于一身,还具有仿人脸的外观。在工作时,它将一名男子抱下床,与他聊天并为他准备早餐。由于拥有和成年女性大小相当的灵巧双臂、双手,这种机器人能够用夹子将面包从面包机中取出,而丝毫不弄碎它。 英国阿伯丁大学启动了一项新的研究计划,在3年内研发出允许机器人与人类进行交谈,甚至讨论具体决定的系统……。 作为先进制造业中不可替代的重要装备,工业机器人已经成为衡量一个国家制造水平和科技水平的重要标志。 在机器人市场中,目前80%的市场份额仍由跨国公司占有,其中瑞典ABB、日本发那科FANUC、日本安川yaskawa和德国库卡KUKA四大企业则是市场第一梯队的“四大金刚”。其它有瑞士史陶比尔Staubli、德国克鲁斯CLOOS、德国百格拉、德国徕斯、德国斯图加特航空航天自动化集团(STUAA)、意太利瀚博士hanbs、意大利柯马COMAU、英国Auto Tech Robotics等。 目前国内生产机器人的企业主要有:中科院沈阳新松机器人自动化股份有限公司、芜湖埃夫特智能装备有限公司、上海新时达机器人有限公司、安川首钢机器人有限公司、哈工大海 尔机器人有限公司、南京埃斯顿机器人工程有限公司、广州数控设备有限公司、上海沃迪自动化装备股份有限公司等。 2015年,中国机器人市场需求预计将达35000台,占全球比重16.9%,成为全球规模最大的市场。 一、机器人的系统构成 由3大部分6个子系统组成。 3大部分是:机械部分、传感部分、控制部分。 6个子系统是:驱动系统、机械结构系统、感受系统、机器人-环境交互系统、人-机交互系统、控制系统。