单螺杆挤出机的规格型号与基本参数
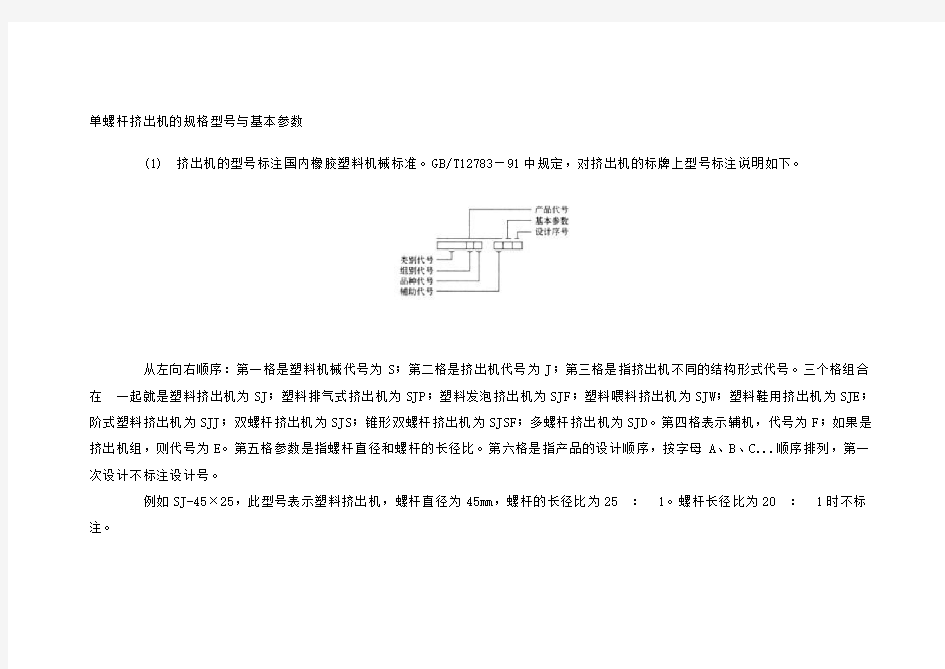
(1) 挤出机的型号标注国内橡胶塑料机械标准。GB/T12783—91中规定,对挤出机的标牌上型号标注说明如下。
从左向右顺序:第一格是塑料机械代号为S;第二格是挤出机代号为J;第三格是指挤出机不同的结构形式代号。三个格组合在一起就是塑料挤出机为SJ;塑料排气式挤出机为SJP;塑料发泡挤出机为SJF;塑料喂料挤出机为SJW;塑料鞋用挤出机为SJE;阶式塑料挤出机为SJJ;双螺杆挤出机为SJS;锥形双螺杆挤出机为SJSF;多螺杆挤出机为SJD。第四格表示辅机,代号为F;如果是挤出机组,则代号为E。第五格参数是指螺杆直径和螺杆的长径比。第六格是指产品的设计顺序,按字母A、B、C...顺序排列,第一次设计不标注设计号。
例如SJ-45×25,此型号表示塑料挤出机,螺杆直径为45mm,螺杆的长径比为25 :1。螺杆长径比为20 :1时不标注。
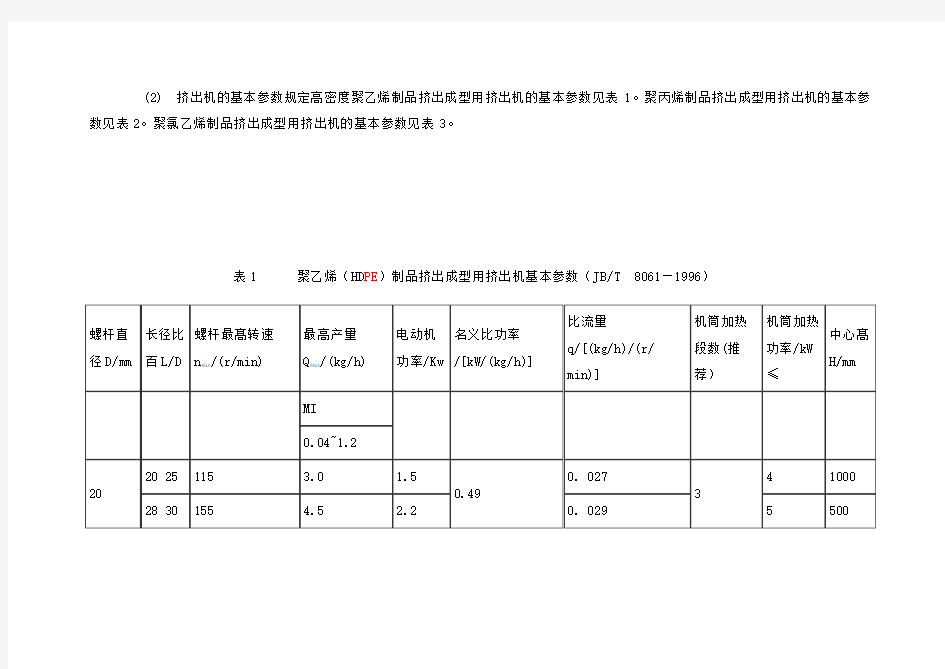
(2) 挤出机的基本参数规定高密度聚乙烯制品挤出成型用挤出机的基本参数见表1。聚丙烯制品挤出成型用挤出机的基本参数见表2。聚氯乙烯制品挤出成型用挤出机的基本参数见表3。
表1 聚乙烯(HD PE)制品挤出成型用挤出机基本参数(JB/T 8061—1996)
表2 聚丙烯(PP)制品挤出成型用挤出机基本参数(JB/T 8061—1996)
表3 聚氣乙烯(PVC)制品挤出成型用挤出机基本参数(ZBG 95009. 1—88)
(3) 单螺杆挤出机的主要参数说明
①螺杆直径,是指螺杆的螺纹部分的外圆直径,一般用D表TK,单位为mm。
②螺杆的长径比,是指螺杆的螺纹部分长度与螺杆直径的比值。用L/D表示。
③螺杆的转速范围,是指螺杆工作时的最低转速和最高转速值。用n
min ~n
max
表示,单位为r/min。
④螺杆工作旋转驱动电动机功率,单位为kW。
⑤机筒加热功率,是指机筒用电加热时电功率,单位为kW。
⑥机筒加热段数,是指机筒加热分几段温度区控制。
⑦挤出机产量,是指挤出机在单位时间内的生产能力,用Q袠示,单位为kg/h。
⑧名义比功率,指挤出机每小时生产塑料制品质量(重量)所需电动机功率的综合指标,用P表示,即P=P/Q
max
,单位为kW/(kg/h)。
⑨比流量,是指螺杆每转动一圈所能生产的塑料制品质量。这个值体现出挤出机的生产效率,用q = q
实测/n
实测
表示,单
位为(kg/h)/(r/min)。
⑩中心高,指挤出机的机筒内螺杆中心线距机座底平面的高度,用h表示,单位为mm。
(4) 国内部分单螺杆挤出机生产厂的产品型号及基本参数单螺杆挤出机生产厂国内有几十家。这里只介绍部分挤出机生产厂的产品型号及产品参数,见表4?表6,供用户选择参考。
表4 大连冰山橡塑股份有限公司生产的单螺杆挤出机
表5 山东塑料橡胶机械总厂生产的单螺杆挤出机
表6 上海轻工机械股份有限公司挤出机械厂生产的单螺杆挤出机
第1 章绪论1.1 塑料挤出概述当今世界四大材料体系(木材、硅酸盐、金属和聚合物)中,聚合物和金属是应用最广泛和最重要的两种材料。据统计,在塑料制品成型加工中,挤出成型制品的产量大约占整个塑料制品产量的50以上。其中不仅包括板、管、膜、丝、和型材等制品的直接成型,还包括热成型、中空吹塑等坯料的挤出加工。除此之外,在填充、共混、改性等复合材料和聚合物合金生产过程中,螺杆挤出很大程度上取代了密炼、开炼等常规工艺。挤出机几乎成为任何一个塑料有关公司或研究所最基本的装备之一。挤出成型有如此发展趋势主要原因为:螺杆挤出机能将一系列化工基本单元过程,如固体输送、增压、熔融、排气、脱湿、熔体输送和泵出等物理过程集中在挤出机内的螺杆上来进行。近年来,挤出工程的创新表现,更多的过程,如发泡、胶联、接枝、嵌段、调节相对分子质量甚至聚合反应等化学加工过程都愈来愈多地在螺杆挤出机上进行。螺杆挤出工艺装备有较高的生产率和较低的能耗,减少生产面积和操作人员数量,降低生产成本,也易于实现生产自动化,创造好的劳动条件和减少少的环境污染。螺杆挤出这种工艺不仅广泛地用于聚合物加工,而且在建材、食品、纺织、军工、和造纸等工业部门中都得到了愈来愈多的应用。双螺杆挤出机与单螺杆挤出机相比,能使熔体得到更加充分的混合,应用更广。1.2 塑料挤出成型设备的组成一套完整的挤出设备由主机、辅机及控制系统组成。挤出机是塑料挤出成型的主要设备,即主机。由挤压系统、传动系统及加热冷却系统和主机控制系统组成。(1)挤压系统由机筒、螺杆和料斗组成,是挤出机的核心工作部分。(2)传动系统由电机、调速装置和传动装置组成。作用是给螺杆提供所需转速和扭矩。(3)加热冷却系统由温控设备组成。作用是通过对机筒进行加热和冷却,以保证挤出系统成型在工艺要求的温度范围内进行。(4)控制系统主要由仪表、电器及执行机构组成。作用是调节控制机筒温度、机头压力和螺杆转速。挤出机需配置相应的辅助机械设备才能实现挤出成型。根据制品的种类确定辅助设备的组成。通常包括:机头、冷却系统、定量给料系统、电气控制系统、真空排气系统等。控制系统由各种电器、仪表及执行机构组成。根据自动化水平的高低,可控制挤出机、辅机的拖动电机及其他各种执行机构按所需的速度、功率和轨迹运行监控主辅机的流量、温度及压力,最终实现对整个挤出成型设备的自动控制和对产品质量的控制。1.3 挤出机的分类1.3.1 分类方法随着挤出机的广泛应用和不断的发展,出现了各种类型的挤出机,其分类方法各异,主要有以下几种:按装置位置分为立式挤出机和卧式挤出机。按可否排气分为排气挤出机和非排气挤出机。按螺杆转速分为普通挤出机、高速挤出机和超高速挤出机按螺杆数目的多少和结构分为无螺杆挤出机、单螺杆挤出机、双螺杆挤出机、多螺杆挤出机。按用途可分为配混造粒挤出机和生产制品用挤出机。1.3.2 各挤出机的结构特点及用途(1)单螺杆挤出机单螺杆挤出机,造价低、易操作,但塑料混合、分散和均化效果差,滞留时间长且分布广,物料温差较大(指同一断面处)和难以吃粉料。因此,它只适用于一般性造粒和塑料制品的加工。(2)同向双螺杆挤出机双螺杆挤出机的特征是两根相互平行的组合式螺杆装在具有8 字形孔的机筒内。如果两根螺杆旋转方向相同,称为同向型双螺杆挤出机。根据两根螺杆的啮合型式
单螺杆挤出机作为一种常见的挤出机设备,用于塑料加工行业,原理和构造是什么呢下面从挤出机的输送段,压缩段,计量段来对单螺杆挤出机原理做一个分析。 单螺杆挤出机一般在有效长度上分为三段,按螺杆直径大小、螺距、螺深确定三段有效长度,一般按各占三分之一划分。 高效单螺杆挤出机采用双阶式整体设计,强化塑化功能,保证了高速高性能稳定挤出,特种屏障综合混炼设计,保证了物料的混炼效果,高剪切低融塑化温度保证了物料的高性能低温低压计量挤出。设计理念和特点:在高平直基础上的高速,高产挤出。 单螺杆挤出机原理 料口最后一道螺纹开始叫输送段物料在此处要求不能塑化,但要预热、受压挤实,过去老挤出理论认为此处物料是松散体,后来通过证明此处物料实际是固体塞,就是说这里物料受挤压后是一固体象塞子一样,因此只要完成输送任务就是它的功能了。 单螺杆挤出机原理:第二段叫压缩段时螺槽体积由大逐渐变小,并且温度要达到物料塑化程度,此处产生压缩由输送段三,在这里压缩到一,这叫螺杆的压缩比--3:1,有的机器也有变化,完成塑化的物料进入到第三段。 单螺杆挤出机原理:第三段是计量段此处物料保持塑化温度,只是象计量泵那样准确、定量输送熔体物料,以供给机头,此时温度不能低于塑化温度,一般略高点。 单螺杆挤出机主要供挤出软、硬聚氯乙烯、聚乙烯等热塑性塑料之用,它与相应的辅机(包括成型机头)配合,可加工多种塑料制品,如膜、管、板、丝带等,亦可用于造粒。 <
塑料挤出机设计先进,质量高,塑化好,能耗低,采用渐开线齿轮传动,具有噪音低,运转平稳,承载力大,寿命长等特点。 单螺杆挤出机用途 管材挤出:适用于PP-R管、PE燃气管、PEX交联管,铝塑复合管,ABS管、PVC管、HDPE硅芯管及各种共挤复合管。 板材和片材挤出:适用于PVC、PET、PS、PP、PC等型材及板材的挤出。其 它各种塑料的挤出如丝、棒等。型材的挤出:调节挤出机转速及改变挤出螺杆的结构可适用于生产PVC、聚烯烃类等各种塑料异型材。改性造粒:适用于各种塑料的共混、改性、增强造粒。
常州工学院毕业设计 CHANGZHOU INSTITUTE OF TECHNOLOGY 毕业设计说明书题目:单螺杆食品挤出机设计 二级学院(直属学部):无锡技师学院专业:数控车班级: 学生姓名:学号: 指导教师姓名:职称: 评阅教师姓名:职称: 2014 年03月
常州工学院毕业设计 摘要 针对设计要求,对单螺杆食品挤出机进行了设计。主要包括传动系统、挤出系统、加料系统、冷却和加热系统的设计。此单螺杆挤出机是通过电机将动力传给带轮,经减速传给螺杆,为了满足变速范围的要求,采用普通电机加变频器进行无级调速。为了便于安装和拆卸,机筒采用的是左右剖分式结构,分三段进行加热和冷却。通过电磁阀和传感器进行温度的控制和冷却水的进出,保证温度在所允许的范围内。 关键词:单螺杆挤出机剖分式冷却
单螺杆食品挤出机设计 Abstract According to the design requirement, the single screw food extruder is designed. Mainly comprises a transmission system, extrusion system, feeding system, the cooling and heating system design. The single screw extruder is through the motor transmits power to the belt wheel through a speed reducer, transmitted to a screw, in order to meet the requirements of speed range, the common motor with frequency converter for stepless speed regulation. In order to facilitate the installation and disassembly, barrel is based around a split structure, is divided into three parts for heating and cooling. Through an electromagnetic valve and a sensor for temperature control and cooling water import, ensure the temperature in the allowed range. Keywords: single-screw extruder split cold
单螺杆挤出机操作手册 1.启动前的准备工作 给需要润滑的地方涂上油脂,检查油位,如有需要,补足油量到油位计的最大值和最小值之间。 打开水、气流获压缩空气的阀门,检查管道是否泄露。检查水箱水位,加水至水箱容积的2/3,启动水泵,检查水压值是否在之间。 清理料仓和料斗,加入原料,原料至少要满足1小时的生产。 启动切粒机,检查切刀的旋转方向是否正确。 2.启动 加热过程分三个阶段来进行,每个阶段之间间隔约15min。达到运行温度时,需要再次紧固加热器连接螺钉。 根据工艺要求设定各区温度,在各区温度达到设定值后,保持恒温50分钟,进一步检查温控表和电磁阀是否正常。 打开润滑油阀门进一步确认没有漏油,开启润滑油的水冷却器开关。 设定主机转速,启动主电机并在空转的状态下逐渐增速,保持转速20rpm下转动约1分钟,检测主机的空转电流是否稳定。 低速启动喂料电机并开始喂料。当有物料从机头挤出的时候,加快螺杆转速并逐渐加快喂料速度使其与主机转速相匹配,每次增加不超过50rpm。 设备运转稳定一定时间后,调节筒体截止阀开度达到最佳状态。 启动水循环系统,吹干机和切粒机,调节切粒机的速度与挤出速度相匹配,保证料粒直径均匀。 挤出机稳定运行后打开抽真空系统。 3停车 关闭真空管道阀门并打开真空室盖子,关闭真空泵。 停喂料机,逐渐降低螺杆转速,挤出筒体内的残余物料,物料基本清楚干净后,按下主机停止按钮。 按照顺序停主电机风机,油泵,真空泵和水泵。切断控制面板上所有的加热区,停切粒机,吹干机,关闭空气压缩机获气瓶气阀,关闭所有水管阀门(不包括筒
体冷却水管截止阀)。 4注意事项 需要紧急停车时,先按下红色按钮,在切断电源开关。 严格按照操作手册操作机器,避免损坏。 操作过程中注意安全,小心被肢体被螺杆卷入,小心高温筒体烫伤和水蒸气烫伤。禁止随意改变机器运行参数。
本科学生毕业设计 单螺杆挤出机构设计 系部名称:机电工程学院 专业班级:机械设计制造及其自动化08-3班学生姓名: 指导教师: 职称:讲师 黑龙江工程学院 二○一二年六月
摘要 近年来,随着塑料工业的飞速发展,塑料制品的应用领域不断扩展,塑料加工设备已渗透到国民经济的各个行业,成为我国机械工业的重要组成部分,在国民经济中起着越来越重要的作用。其中塑料成型机械是塑料工业中的一个重要组成部分,是完成塑料制品生产成型的必要手段。而挤出成型又是塑料成型加工的重要成型方法之一。 本文主要讲述其基本成型原理、结构组成、主要技术参数、主要零部件及有关的调控系统和辅助装置、设备的安全操作和维护保养以及主要故障的排除等内容,并阐述这些内容之间的相互关系及影响。并且在讲解单杆塑料挤出机的工作原理、基本结构和有关专业知识的基础上,具体深入分析问题,理论与实际相结合,并从机理、结构以及塑料成型工艺、设备的调控、安全及维护保养等方面综合分析问题,找出矛盾的主要方面,选择最优的改进方案,来提高单杆塑料挤出机的综合水平,从而获得更好的经济效益和社会效益。 关键词单螺杆;挤出机;塑料成型机械;挤出原理;塑料成型工艺。
Abstract In recent years, with the rapid development in the plastic industry, plastic product has been continuously enlarged in application field。The plastic machine has been used in many fields that is detached to the national economy, has become the important part, and this role is getting gradually important. while plastic-molding machinery plays a vital role in plastic industry, and it is the necessary way to accomplish the plastic-molding, whereas the injection machine is one of the most crucial methods to make the plastic-molding. It is mainly involved in the basic molding principle, structure composition, chief tech parameter, general parts and relevant coordination system, assist equipment, and how to operate safely and maintain, as well as how to obviate the error, surly the connection and mutual impact among these item. Furthermore, on the basis of working principle, structure, and relevant subjects, this thesis gives a deeper analysis, both theoretically and practically, and a benign promotion to the traditional types. It does study on the problem of principals, structure, plastic-molding process in synthesis, separate the main contradiction and optimize the plan in order to benefit the highest profit and social interest. Keywords single-screw; extruding machine; plastics-shaping machine ;Extrusion principle;Plastic injection molding process.
锥形双螺杆挤出机螺杆设计 发表时间:2019-01-03T11:49:17.353Z 来源:《基层建设》2018年第34期作者:李勇蒋林蓉刘奕丁 [导读] 摘要:随着高分子新材料市场需求的不断扩大,对高分子材料成型加工工艺的要求越来越高。 桂林市君威机电科技有限公司广西桂林 541004 摘要:随着高分子新材料市场需求的不断扩大,对高分子材料成型加工工艺的要求越来越高。目前,高分子材料成型加工的方法主要有热压成型、注射成型、压延成型、吹塑成型和挤出成型等。其中,挤出成型是高分子材料加工领域中塑化效果好、适应性强、生产率高、可连续化生产的成型加工方法。高分子材料的性能和形状可以千差万别,成型工艺各不相同。目前市场上的成型加工设备主要有开炼机、密炼机、单螺杆挤出机和双螺杆挤出机。本文中,主要探讨了锥形双螺杆挤出机的螺杆设计。 关键词:双螺杆挤出机;螺杆设计 前言 随着我国工业的快速发展,高分子材料越来越多的被广泛应用到日常生活中各个领域,大量的钢铁制品由于其自身的局限性和缺点而被橡胶制品和塑料制品取而代之,如汽车零部件、家电外壳、建筑材料等。人们对橡胶和塑料制品的需求不断增多,因此高效且连续的生产工艺是必要的,从而推动了挤出成型技术的发展,增大了挤出机的市场需求。挤出成型工艺适用于大部分高分子材料,几乎能成型所有的热塑性塑料,也可用于部分热固性塑料。挤出机其结构和性能对于加工材料的性能的影响至关重要。因此本文对一款锥形双螺杆挤出机(QE31A挤出机)的结构与性能进行探究。 1 双螺杆挤出机的结构及工作原理 双螺杆挤出机组的整体结构和单螺杆挤出机的差不多,组成部分都是主机、机头和辅机。二者的区别主要是在主机上,主机也就是我们所说的双螺杆挤出机。而单独的一台机器并不能完成所有的任务,必须用辅机进行配合生产,组成一条完整的生产线。双螺杆挤出机的性能衡量指标有很多,例如所生产产品的产量、能耗、产品质量等,同样,一条生产线所包含的机械设备又多了牵引机、切割机等,所以生产效率不仅仅受同向双螺杆挤出机影响,但是主机对生产效率的提升具有决定性作用。如图1所示,双螺杆挤出机主机主要是由电机、传动装置、控制系统、挤压腔等组成。 1.主电机; 2.传动箱; 3.控制系统; 4.底座; 5.挤出腔及螺杆; 6.出料装置; 7.切割 图1 典型双螺杆挤出主机 性能特点:能把物料强制挤,物料不易降解,物料塑化能力强、混炼效果好、受到的剪切力小、可以直接成型,粉料类物料可以直接加入料斗,使用专用模具、品牌厂家生产,保证制品出料均匀、流畅、废次品率低、产量高。双螺杆挤出机生产线调整模具、辅助设备可进行双管生产,同时更换模具和辅助设备和部分零部件、配置专用的板材、片材模具、辅助设备可行板材、版材的生产。同向双螺杆挤出机也可进行热切造粒。 1-电动机;2-连接器;3-减速器;4-料斗;5-加料器; 6-加热器;7-机筒;8-螺杆 图2双螺杆挤出机示意图 如图2所示,双螺杆挤出机由电动机、减速器、料斗、喂料器等几个部分组成,每个部分的作用不尽相同,缺一不可。同向双螺杆挤出机不同于单螺杆挤出机的地方就是其螺杆数量不同,正是基于这一点,螺杆可以用多种形式进行组合,因此双螺杆挤出机的应用范围特别广泛,适用于多种物料的加工。工作原理:能形成封闭或半封闭的型腔,有正位移输送条件,其正位移输送程度与封闭程度有关。在啮合区,螺棱插入螺槽形成“C”形室。它不封闭,两个螺杆间有一个连续通道。双螺杆中物料形成∞通道。双螺杆的螺槽宽度要大于螺棱大小,形成纵向的通道,这样两只螺杆就不会发生干涉导致挤出机严重故障。双螺杆挤出机的物料加入是由加料装置加入,然后经过挤压系统中两只螺杆的作用形成熔融态,被运送至机头位置后经过口模塑形挤出。 2 双螺杆挤出机的用途 双螺杆挤出机普遍应用于高粘度塑料、热塑性塑料和橡胶的成型加工,可进行配料、循环混合、造粒、成型等,如各种管材、型材、电线电缆包覆等。可连续化、高效率的完成聚合物的混合和成型加工,制造各种连续制品。由于挤出机的料筒可以作为反应器,因此具有反应性挤出的性能,可以同时完成聚合物的熔融混合和反应性挤出成型过程,反应性挤出可以直接用于聚合物的接枝反应、交联反应、嵌段反应和控制降解反应等。除此之外,双螺杆挤出机还可以搭配其他的辅机一起使用,可以完成不同要求的挤出成型制品的生产。其用途对于高分子材料的成型加工工艺具有积极的意义。 3 QE31A挤出机的加工工艺流程 QE31A挤出机的工艺流程和一般的双螺杆挤出机的的工艺流程相似。具体操作是将原料自加料斗加入料筒,在气筒的冲击和螺杆的旋转作用下,通过料筒内壁和螺杆表面摩擦剪切作用向前输送到加料段,在此松散的固体物料向前输送的同时被压实;在压缩段,螺槽深度逐渐变浅,物料被进一步压实,同时在料筒外加热和螺杆与料筒内壁摩擦剪切作用下,料温升高至物料开始熔融,压缩段结束;均化段使
目录 一.设计任务 (2) 二.双螺杆挤压机工作原理及特点 (2) 三、双螺杆挤压机的组成及应用 (3) 1.主机 (3) 2.辅机 (4) 3.控制系统(检测和控制) (4) 四、硬件设计 (4) 1.多路开关 (4) 2.采样保持器 (4) 3模数转换芯片 (5) 4.数模转换器 (5) 5.交流型固态继电器 (6) 6.开关量输出 (6) 7译码器 (6) 8.模拟量的采集 (7) 9.电机的控制 (7) 10.温控设计 (8) 11.报警设计 (8) 五、软件界面设计 (9) 六、软件设计 (11) 1. 程序流程图: (11) 2.软件中用到变量 (12) 3.系统启动 (12) 4.温度采集及控制模块 (13) 5.报警参数采集及控制模块 (14) 6.模数转换 (15) 7.PID控制: (15) 7.显示 (16) 七、总结 (17) 八、参考资料 (18)
一.设计任务 1.设计硬件原理图一张。此硬件可以插入PC机的ISA插槽,用于实PC机和塑料挤压机的连接,其中包含有计算机测控系统的前向通道和后向通道部分。 2.用Visual Basic开发软件,完成测控软件设计,包括界面设计、模数、数模、开关量控制、PID控制、总体控制模块设计。 3.完成技术报告一份。包括塑料挤压机介绍、硬件原理和设计说明,软件各模块流程图、主要软件(温度采样、压力采样、电机调速等)源程序和设计功能注释,注明参考文献。 二.双螺杆挤压机工作原理及特点 双螺杆挤压机的生产是内腔式的,即物料反应过程完全在设备内部进行。其结构形式为:有两根等长的旋转轴并排在两个相互连通的,截面成葫芦状的通腔内。两根轴上在相同的位置分别装有同型号的作业块。螺旋套由于安装的位置不同,根据需要螺旋升角、螺距也不同,旋向也有差别。螺旋套的间距是由进料口到出料口逐渐减小的,这样是可以给物料施加压力,促使物料前进而且可以使物料充分混合并且加快物料的融化速度。它是借助螺杆转动时的机械力学作用、机械能量的粘滞耗散以及筒壁外的湿热调质过程使物料发生物理、化学、生化变化的一种高效体积机械设备。
单螺杆挤出实验 一、实验目的与要求 了解单螺杆挤出机的基本结构及各部分的作用,掌握挤出成型基本操作;通过实验,理解挤出成型原理,分析挤出工艺参数对塑料制品产量和性能的影响。 二、实验重点与难点 1,挤出成型基本操作和挤出成型原理。 2,挤出工艺参数对塑料制品产量和性能的影响。 三、提问及互动设计 1,单螺杆挤出机结构和挤出成型加工原理。 2,介绍挤出机牌号的含义。 3,要求学生根据高分子物理和聚合物共混原理对具体的聚合物设定挤出工艺参数。 4,讨论影响制品性能和产量的因素。 四、实验讲解 1,挤出机各部分的结构和作用 1)传动装置。由电动机、减速机构和轴承等组成。具有保证挤出过程 中螺杆转速恒定、制品质量的稳定以及保证能够变速作用。 2)加料装置。无论原料是粒料、粉状和片状,加料装置都采用加料斗。 加料斗内应有断料流、标定量料和卸除余料等装置。 3)料筒。料筒是挤出机的主要部件之一,塑料的混合、塑化和加压过 程都在其中进行。挤压时料筒内的压力可达55MPa,工作温度一般为 180-250℃,因此料筒是受压和受热的容器,通常由高强度、坚韧耐 磨和耐腐蚀的合金钢制成。料筒外部设有分区加热和冷却的装置, 而且各自附有热电偶和自动仪表等。 4)螺杆。螺杆是挤出机的关键部件。通过螺杆电转动,料筒内的物料 才能发生移动,得到增压和部分热量。螺杆的几何参数,如直径、 长径比、各段长度比例以及螺槽深度等,对螺杆的工作特性均有重 大影响。 5)口模和机头。机头是口模和料筒之间的过渡部分,其长度和形状随 所用塑料的种类、制品和形状、加热方式及挤出机的大小和类型而 定。机头和口模结构的好坏,对制品的产量和质量影响很大,其尺 寸根据流变学和实践经验确定。 2,实验步骤 1)工艺参数控制 温度控制:塑料的挤出成型温度包括料筒、机头和口模等温度控制,这些温度控制与物料粘度的高低,对温度的敏感性和高聚物聚集态等有关,一 般来讲,低粘度物料的机头和口模温度低,高粘度物料的机头和口模温度高, 流动性好。 转速控制:对于挤出加工来说,螺杆转速加大,则剪切速率增加,热塑性塑料熔体大体都是非牛顿型假塑料流体,其粘度随剪切速率的增加而下降, 流动性提高挤出产量也随之提高。但是过大的剪切速率熔体粘度过低,会造 成生产操作上的困难,同时低粘度熔体在螺杆反压作用下倒流、漏流量明显 增加,在一定程度上又影响了产量,又是,甚至会出现螺杆在高转速下打滑 现象,因此应该把螺杆转速控制在一定范围内。此外,在生产过程中,应尽 量保持螺杆转速稳定,避免时快时慢。否则,将会因物料熔融粘度变化过大
摘要 本文是关于工业用塑料聚合物双螺杆挤出机的设计。在工业上和实验室中,单螺 杆和双螺杆挤出机都应用极其普遍,是塑料加工设备的重要元部件之一。作为工业中使用的双螺杆挤出机,在设计过程中,除了要求能够完成固体输送、增压、熔融、熔体输送和泵压等一系列通用过程以外,还要求涉及到复合塑料与聚合物颗粒之间的混合,以及物料喂料量的控制。物料喂料量的控制则是通过控制主螺杆及其辅助喂料螺杆的转速来完成的。同时,双螺杆挤出机具有分布混合和分散混合效果良好、自洁作用较强、可实现高速运转、产量高等特点,特别适合聚合物的改性,如共混、填料、 增强及反应挤出。有利于增加挤出机的挤出产量,提高塑化质量。 关键词:双螺杆挤出机;塑料;同向啮合
ABSTRACT This paper is about the design of plastic polymer single-screw extruder that used in industry.The single-screw extruder is extensively used in the fields of industry and experiment,and it is one of the important units of polymer processing equipment.As a single-screw extruder used in industry,it requires to complete a series of general process such as transportation of solid,increase of pressure,melt,transportation of melt.Besides,it refers to mix the composite plastics and polymer grain,and the control of the material feed quantity.These are the innovations in this design.On the base of the design of common single-screw extruder,i increased two auxiliary feed screws which are used to transportate materials of composite plastics and used it to mix kinds of plastics.The control of the quantity of material feed is done by the control of the chief screw and the speed of auxiliary feed screws.Meanwhile,i used twin wedge-shaped thread section in the design of screw thread section.This is good to increase the outcome of the extruder, and to improve the quality of plasticity comparing with common tectangular thread section. Keyword: Single-screw Extruder; plastics; Industry
单螺杆挤出机原理及应用 单螺杆挤出机作为一种常见的挤出机设备,用于塑料加工行业,原理和构造是什么呢?下面从挤出机的输送段,压缩段,计量段来对单螺杆挤出机原理做一个分析。 单螺杆挤出机一般在有效长度上分为三段,按螺杆直径大小、螺距、螺深确定三段有效长度,一般按各占三分之一划分。 高效单螺杆挤出机采用双阶式整体设计,强化塑化功能,保证了高速高性能稳定挤出,特种屏障综合混炼设计,保证了物料的混炼效果,高剪切低融塑化温度保证了物料的高性能低温低压计量挤出。设计理念和特点:在高平直基础上的高速,高产挤出。 单螺杆挤出机原理 料口最后一道螺纹开始叫输送段物料在此处要求不能塑化,但要预热、受压挤实,过去老挤出理论认为此处物料是松散体,后来通过证明此处物料实际是固体塞,就是说这里物料受挤压后是一固体象塞子一样,因此只要完成输送任务就是它的功能了。 单螺杆挤出机原理:第二段叫压缩段时螺槽体积由大逐渐变小,并且温度要达到物料塑化程度,此处产生压缩由输送段三,在这里压缩到一,这叫螺杆的压缩比--3:1,有的机器也有变化,完成塑化的物料进入到第三段。 单螺杆挤出机原理:第三段是计量段此处物料保持塑化温度,只是象计量泵那样准确、定量输送熔体物料,以供给机头,此时温度不能低于塑化温度,一般略高点。 单螺杆挤出机主要供挤出软、硬聚氯乙烯、聚乙烯等热塑性塑料之用,它与相应的辅机(包括成型机头)配合,可加工多种塑料制品,如膜、管、板、丝带等,亦可用于造粒。
塑料挤出机设计先进,质量高,塑化好,能耗低,采用渐开线齿轮传动,具有噪音低,运转平稳,承载力大,寿命长等特点。 单螺杆挤出机用途 管材挤出:适用于PP-R管、PE燃气管、PEX交联管,铝塑复合管,ABS管、PVC管、HDPE硅芯管及各种共挤复合管。 板材和片材挤出:适用于PVC、PET、PS、PP、PC等型材及板材的挤出。其 它各种塑料的挤出如丝、棒等。型材的挤出:调节挤出机转速及改变挤出螺杆的结构可适用于生产PVC、聚烯烃类等各种塑料异型材。改性造粒:适用于各种塑料的共混、改性、增强造粒。
第1章绪论 1.1 塑料挤出概述 当今世界四大材料体系(木材、硅酸盐、金属和聚合物)中,聚合物和金属是应用最广泛和最重要的两种材料。据统计,在塑料制品成型加工中,挤出成型制品的产量大约占整个塑料制品产量的50%以上。其中不仅包括板、管、膜、丝、和型材等制品的直接成型,还包括热成型、中空吹塑等坯料的挤出加工。除此之外,在填充、共混、改性等复合材料和聚合物合金生产过程中,螺杆挤出很大程度上取代了密炼、开炼等常规工艺。挤出机几乎成为任何一个塑料有关公司或研究所最基本的装备之一。 挤出成型有如此发展趋势主要原因为:螺杆挤出机能将一系列化工基本单元过程,如固体输送、增压、熔融、排气、脱湿、熔体输送和泵出等物理过程集中在挤出机内的螺杆上来进行。近年来,挤出工程的创新表现,更多的过程,如发泡、胶联、接枝、嵌段、调节相对分子质量甚至聚合反应等化学加工过程都愈来愈多地在螺杆挤出机上进行。螺杆挤出工艺装备有较高的生产率和较低的能耗,减少生产面积和操作人员数量,降低生产成本,也易于实现生产自动化,创造好的劳动条件和减少少的环境污染。螺杆挤出这种工艺不仅广泛地用于聚合物加工,而且在建材、食品、纺织、军工、和造纸等工业部门中都得到了愈来愈多的应用。 双螺杆挤出机与单螺杆挤出机相比,能使熔体得到更加充分的混合,应用更广。 1.2塑料挤出成型设备的组成 一套完整的挤出设备由主机、辅机及控制系统组成。 挤出机是塑料挤出成型的主要设备,即主机。由挤压系统、传动系统及加热冷却系统和主机控制系统组成。 (1)挤压系统由机筒、螺杆和料斗组成,是挤出机的核心工作部分。 (2)传动系统由电机、调速装置和传动装置组成。作用是给螺杆提供所需转速和扭矩。 (3)加热冷却系统由温控设备组成。作用是通过对机筒进行加热和冷却,以保证挤出系统成型在工艺要求的温度范围内进行。 (4)控制系统主要由仪表、电器及执行机构组成。作用是调节控制机筒温度、机头压力和螺杆转速。
单螺杆挤出机原理 单螺杆挤出机作为一种常见的挤出机设备,用于塑料加工行业,原理和构造是什么呢?下面从挤出机的输送段,压缩段,计量段来对单螺杆挤出机原理做一个分析。单螺杆挤出机一般在有效长度上分为三段,按螺杆直径大小、螺距、螺深确定三段有效长度,一般按各占三分之一划分。 单螺杆挤出机原理: 料口最后一道螺纹开始叫输送段物料在此处要求不能塑化,但要预热、受压挤实,过去老挤出理论认为此处物料是松散体,后来通过证明此处物料实际是固体塞,就是说这里物料受挤压后是一固体象塞子一样,因此只要完成输送任务就是它的功能了。 第二段叫压缩段,螺槽体积由大逐渐变小,并且温度要达到物料塑化程度,此处产生压缩由输送段三,在这里压缩到一,这叫螺杆的压缩比--3:1,有的机器也有变化,完成塑化的物料进入到第三段。 第三段是计量段,此处物料保持塑化温度,只是象计量泵那样准确、定量输送熔体物料,以供给机头,此时温度不能低于塑化温度,一般略高点。SJ系列单螺杆挤出机主要供挤出软、硬聚氯乙烯、聚乙烯等热塑性塑料之用,它与相应的辅机(包括成型机头)配合,可加工多种塑料制品,如膜、管、板、丝带等,亦可用于造粒。鑫达塑料挤出机设计先进,质量高,塑化好,能耗低,采用渐开线齿轮传动,具有噪音低,运转平稳,承载力大,寿命长等特点。高速单螺杆挤出机主要用途管材挤出:适用于PP-R 管、PE燃气管、PEX交联管,铝塑复合管,ABS管、PVC管、HDPE硅芯管及各种共挤复合管。板材和片材挤出:适用于PVC、PET、PS、PP、PC等型材及板材的挤出。其它各种塑料的挤出如丝、棒等。型材的挤出:调节挤出机转速及改变挤出螺杆的结构可适用于生产PVC、聚烯烃类等各种塑料异型材。改性造粒:适用于各种塑料的共混、改性、增强造粒。 设计理念 ◎在高品质基础上的高速,高产挤出。◎低温塑化的设计理念,保证高质量制品的挤出。◎两阶式整体设计,强化塑化功能,保证调整高性能挤出。◎特种屏
毕业设计-双螺杆挤出机开题报告(含全套CAD图纸)本科毕业设计(论文)开题报告 学院,部,: 机械工程学院专业: 机械工程及自动化学生姓名: 班级: 学号 指导教师姓名: 职称 - 3 - 题目:双螺杆塑料挤出机 1. 双螺杆塑料挤出机设计概述 1.1双螺杆塑料挤出机概述 塑料挤出成型是在挤出机中通过加热、加压而使塑料以及熔融流动状态连续通过口模成型的方法,或简称为挤塑。挤出成型是聚合物加工中出现较早的一门技术,在19世纪初已有使用。挤出成型可加工的聚合物种类很多,制品更是多种多样,成型过程也有许多差异,比较常见的是以固体块状加料挤出制品的过程。 双螺杆塑料挤出机有主机,机头和辅机组成。其中主机是核心部分,由传动系统,挤压系统,加热冷却系统,控制系统组成。 其挤出成型过程为:将颗粒状或粉状的固体物料加入到挤出机的料斗中,挤出机的料筒外面有加热器,通过热传导将加热器产生的热量传给料筒内的物料,温度上升,达到熔融温度。机器运转,料筒内的螺杆转动,将物料向前输送,物料在运动过程中与料筒、螺杆以及物料与物料之间相互摩擦、剪切,产生大量的热,与热传导共同作用使加入的物料不断熔融,熔融的物料被连续、稳定地输送到具有一定形状的机头(或称口模)中。通过口模后,处于流动状态的物料取近似口型的形状,再进入冷却定型装置,使物料一面固化,一面保持既定的形状,在牵引装置的作用下,使制品连续地前进,并获得最终的制品尺寸。最后用切割的方法截断制品,以便储存和运输。
加料挤出系统 整体方案设计 - 4 - 双螺杆挤出机有啮合型的,也有非啮合型的;啮合型的又分同向旋转的和异向旋转的;异向旋转啮合型双螺杆又有平行双螺杆挤出机和锥形双螺杆挤出机之分。主要考虑的参数是双螺杆直径(Φ72MM)、中心距、长径比、螺杆转数范围、功耗、挤出量、螺杆轴向推力。 1.2 挤出系统设计 1.2.1 螺杆设计 (1)螺杆元件的设计根据实现功能的不同,可将螺杆元件分为输送元件(它由螺纹元件组成,可有不同的螺纹头数和导程),剪切元件(主要是捏合盘及其组成),混合元件(主要是齿形元件等)。
1. Buss推出MX系列新一代连续混炼机 瑞士Buss公司推出用于生产高端聚合物共混材料的MX系列连续混炼机,见图.1。 图1. Buss MX系列连续混炼机 Buss MX系列连续混炼机的主要特点: (1)生产能力比高:用于在特定区段采用了4头螺纹设计,显著提高了挤出机的输送能力,产量提高2.5倍。同时,螺杆转速750r/min时被加工物料没有明显的温升。 (2)比能耗降低:用于新型高效MX混炼元件的采用,使得加工聚合物共混物的比能耗较上一代机型降低15%。 (3)工作稳定性高:经优化设计的4头螺纹元件具有非常稳定的输送特性,使得挤出产量与螺杆转速呈线性关系,就有可靠的容积放大效应。 (4)共混物的混合质量提高:即使在最高转速下,也能保证填料在聚合物基体中的分散程度,确保共混物的物理和机械性能。
表.1 Buss MX系列连续混炼机主要技术参数 2. Leistritzg公司推出ZSE MAXX系列同向平行双螺杆挤出机Leistritzg公司推出新一代ZSE MAXX系列同向平行双螺杆挤出机,主要性能指标有显著提高: 螺杆外径与内径的比值:OD/ID=1.66 比扭矩:15.0 Nm/cm3 主要优点: (1)产量高:由于该机型螺杆的有效容积和比扭矩的提高,以及高转速和低温升特性,使得该机型产量较上一代机型提高30%-50%。
(2)提高共混物的填充比:该机型螺杆可以较上一代挤出机多填充10%的填料或颜料。 (3)优异的脱挥效能:用于该机型具有较大的熔体表面,使得其脱挥效能协助提高,适合ABS、PS、PET、木塑等材料的加工。 图.2 Leistritzg公司ZSE MAXX系列同向平行双螺杆挤出机 ZSE MAXX系列同向平行双螺杆挤出机的主要技术参数见表.2。 表.2 ZSE MAXX系列同向平行双螺杆挤出机技术参数
单、双螺杆挤出机结构特点和工作原理的差异 挤出成型工艺是聚合物加工领域中生产品种最多、变化最多、生产率高、适应性强、用途广泛、产量所占比重最大的成型加工方法。挤出成型是使高聚物的熔体(或粘性流体)在挤出机螺杆的挤压作用下通过一定外形的口模成型,制品为具有恒定断面外形的连续型材。 挤出成型工艺适合于所有的高分子材料。几乎能成型所有的热塑性塑料,也可用于热固性塑料,但仅限于酚醛等少数几种热固性塑料。塑料挤出的制品有管材、板材、棒材、片材、薄膜、单丝、线缆包覆层、各种异型材以及塑料与其它材料的复合物等。目前约50%的热塑性塑料制品是通过挤出成型的。此外挤出工艺也常用于塑料的着色、混炼、塑化、造粒及塑料的共混改性等,以挤出成型为基础,配合吹胀、拉伸等技术,又发展为挤出一吹塑成型和挤出拉幅成型制造中空吹塑和双轴拉伸薄膜等制品。可见挤出成型是聚合物成型中最重要的方法。 挤出设备有螺杆挤出机和柱塞式挤出机两大类,前者为连续式挤出,后者为间歇式挤出,主要用于高粘度的物料成型,如聚四氟乙烯、超高分子量聚乙烯。螺杆挤出机可分为单螺杆挤出机和多螺杆挤出机。单螺杆挤出机是生产上最基本的挤出机。多螺杆挤出机中双螺杆挤出机近年来发展最快,其应用日渐广泛。目前,在PVC塑料门窗型材的加工中,双螺杆挤出机已成为主要生产设备,单螺杆挤出机将被逐步淘汰。但在其它聚合物的挤出加工中,单螺杆挤出机仍占主导地位。二者有各自的特点: 单螺杆挤出机: ●结构简单,价格低。 ●适合聚合物的塑化挤出,适合颗粒料的挤出加工。对聚合物的剪切降解小,但物料在挤出机中停留时间长。 ●操纵轻易,工艺控制简单。双螺杆挤出机:
●结构复杂,价格高。 ●具有很好的混炼塑化能力,物料在挤出机中停留时间短,适合粉料加工。 ●产量大,挤出速度快,单位产量耗能低。 在PVC塑料门窗型材生产中,采用双螺杆挤出机与单螺杆挤出机的生产工艺为见页下): 可以看出,单螺杆挤出机适合粒料加工,使用的原料是经造粒后的颗粒或经粉碎的颗粒料。双螺杆挤出机适合粉料加工,可以直接使用混合好的PVC料,减少了造粒的工序,但多了废物的磨粉工序。近几年,国产双螺杆挤出机的质量已基本达到进口双螺杆挤出机的水平,价格仅为进口机的1/3~1/5。由于双螺杆挤出机的产量大,挤出速度快,一般可达到2~4米/分钟,适合PVC塑料门窗型材的大规模生产。而单螺杆挤出机一般只用作小型辅助型材生产,挤出速度仅为1~2米/分钟,很多的PVC型材加工厂已淘汰了单螺杆挤出机,改用双螺杆挤出机一模多腔生产小型辅助型材。 挤出机的基本工作原理是将聚合物熔化压实,以恒压、恒温、恒速推向模具,通过模具形成产品熔融状态的型坯。但单螺杆挤出机与双螺杆挤出机结构不同,工作原理不同,其控制的工艺条件也不相同。 单螺杆挤出机 结构特点 单螺杆挤出机是由传动系统、挤出系统、加热和冷却系统、控制系统等几部分组成(另外还有一些辅助设备)。其中挤出系统是挤出成型的关键部位,对挤出的成型质量和产量起重要作用。挤出系统主要包括加料装置、料筒、螺杆、机头和口模等几个部分(如图3所示)。下面仅就挤出系统讨论挤出机的基本结构及作用。 PVC树脂 +—→称量计量—→高速混合—→冷却混合—→双螺杆挤出机挤出 —→冷却定型—→ 各种助剂↓ ↑单螺杆挤出机造粒—→单螺杆挤出机 挤出—┘
本科生毕业设计 设计题目: SJ170/35单螺杆挤出机的设计 专题: SJ170/35单螺杆挤出机的设计
毕业设计任务书 学院机电工程系专业年级机械设计制造及其自动化 学生姓名 任务下达日期:2007年1月2日 毕业设计日期: 2007年1月 2日至 2008年5月17日 毕业设计题目:SJ170/35单螺杆挤出机的设计 毕业设计主要内容和要求: 设计主要内容: 1.对各种不同挤出机的总体结构进行深入剖析。 2.根据主要技术参数设计挤出机的整体结构。 3.运用AutoCAD绘制螺杆、机筒和机架零件图;挤出机总体结构装配图。 设计要求: 1张 1.挤出机总体结构的装配图 A 2.挤出机机架零件图 A 1张 1张 3.挤出机螺杆零件图 A 1 4.挤出机机筒零件图 A 1张 1 5.说明书(20000以上)及外文翻译 1 份 系主任签字:指导教师签字:
指导教师评阅书 指导教师评语(①基础理论及基本技能的掌握;②独立解决实际问题的能力;③研究内容的理论依据和技术方法;④取得的主要成果及创新点;⑤工作态度及工作量;⑥总体评价及建议成绩;⑦存在问题;⑧是否同意答辩等): 成绩:指导教师签字: 年月日
评阅教师评阅书 评阅教师评语(①选题的意义;②基础理论及基本技能的掌握;③综合运用所学知识解决实际问题的能力;④工作量的大小;⑤取得的主要成果及创新点; ⑥写作的规范程度;⑦总体评价及建议成绩;⑧存在问题;⑨是否同意答辩等): 成绩:评阅教师签字: 年月日
徐州工程学院毕业设计评阅教师评阅书 评阅教师评语(①选题的意义;②基础理论及基本技能的掌握;③综合运用所学知识解决实际问题的能力;④工作量的大小;⑤取得的主要成果及创新点; ⑥写作的规范程度;⑦总体评价及建议成绩;⑧存在问题;⑨是否同意答辩等): 成绩:评阅教师签字: 年月日