中文译文
打包机
打包机是一种农业机械,它用于压缩已切割和倾斜的作物(如草、稻草或青贮饲料)成易于处理、运输和储存的小包。常用的打包机有几个不同类型,分别生产不同类型的包-矩形的、圆柱形的,大小各不相同,用麻绳、网或金属丝缠绕起来。工业打包机还可以用在材料回收设备上,主要用于包装需要运输的金属、塑料或纸。
圆形打包机
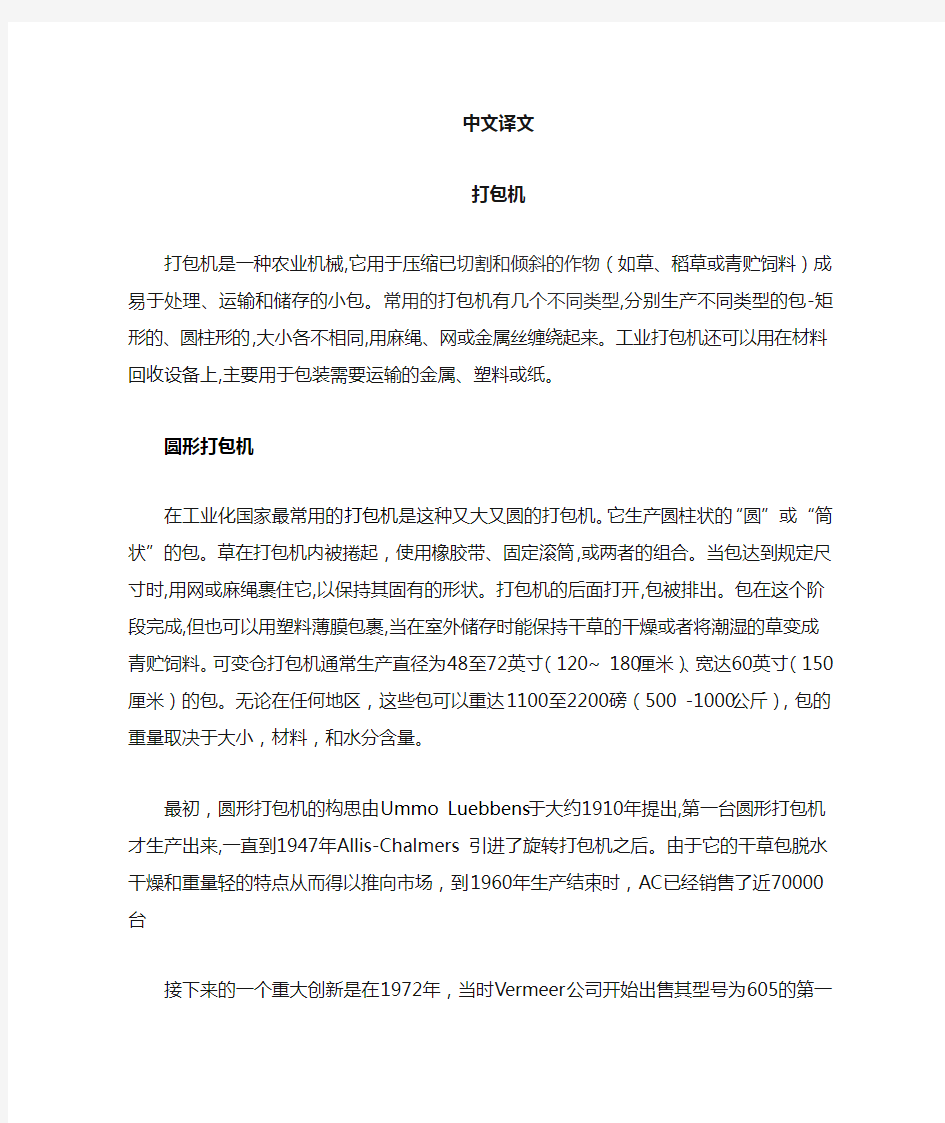
在工业化国家最常用的打包机是这种又大又圆的打包机。它生产圆柱状的“圆”或“筒状”的包。草在打包机内被捲起,使用橡胶带、固定滚筒,或两者的组合。当包达到规定尺寸时,用网或麻绳裹住它,以保持其固有的形状。打包机的后面打开,包被排出。包在这个阶段完成,但也可以用塑料薄膜包裹,当在室外储存时能保持干草的干燥
或者将潮湿的草变成青贮饲料。可变仓打包机通常生产直径为48至72英寸(120~ 180厘米)、宽达60英寸(150厘米)的包。无论在任何地区,这些包可以重达1100至2200磅(500-1000公斤),包的重量取决于大小,材料,和水分含量。
最初,圆形打包机的构思由Ummo Luebbens于大约1910年提出,
第一台圆形打包机才生产出来,一直到1947年Allis-Chalmers 引进
了旋转打包机之后。由于它的干草包脱水干燥和重量轻的特点从而得以推向市场,到1960年生产结束时,AC已经销售了近70000台接下来的一个重大创新是在1972年,当时Vermeer公司开始出售
其型号为605的第一台现代圆形打包机。以前,圆的干草包仅仅是干草缚在一起的肿块,但Vermeer设计使用皮带将干草紧密结合起来形成
一个圆柱体,正如今天所看到的样子。
大型矩形打包机
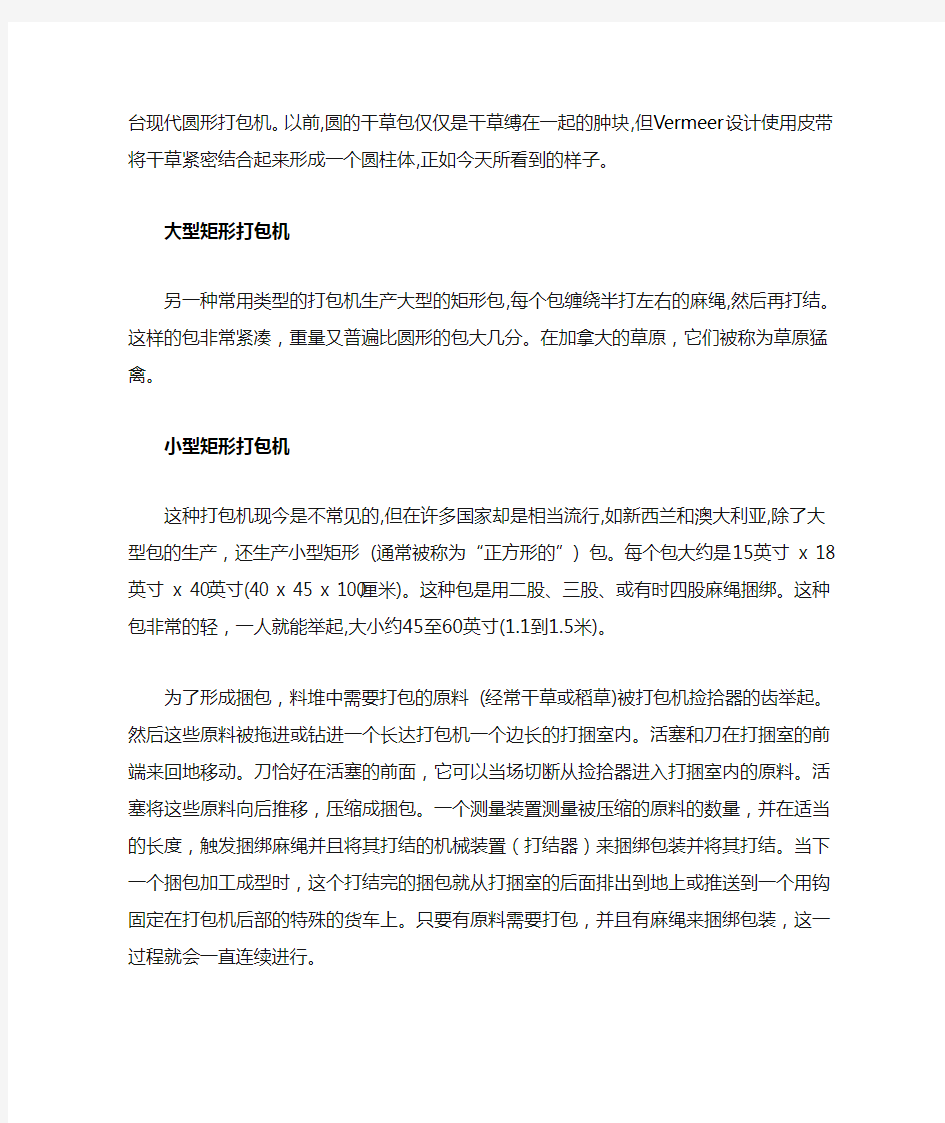
另一种常用类型的打包机生产大型的矩形包,每个包缠绕半打左右的麻绳,然后再打结。这样的包非常紧凑,重量又普遍比圆形的包大几分。在加拿大的草原,它们被称为草原猛禽。
小型矩形打包机
这种打包机现今是不常见的,但在许多国家却是相当流行,如新
西兰和澳大利亚,除了大型包的生产,还生产小型矩形 (通常被称为“正方形的”) 包。每个包大约是15英寸 x 18英寸 x 40英寸(40 x 45 x 100厘米)。这种包是用二股、三股、或有时四股麻绳捆绑。这种包非常的轻,一人就能举起,大小约45至60英寸(1.1到1.5米)。
为了形成捆包,料堆中需要打包的原料 (经常干草或稻草)被打包机捡拾器的齿举起。然后这些原料被拖进或钻进一个长达打包机一个边长的打捆室内。活塞和刀在打捆室的前端来回地移动。刀恰好在活塞的前面,它可以当场切断从捡拾器进入打捆室内的原料。活塞将这些原料向后推移,压缩成捆包。一个测量装置测量被压缩的原料的数量,并在适当的长度,触发捆绑麻绳并且将其打结的机械装置(打结器)来捆绑包装并将其打结。当下一个捆包加工成型时,这个打结完的捆包就从打捆室的后面排出到地上或推送到一个用钩固定在打包机后部的特殊的货车上。只要有原料需要打包,并且有麻绳来捆绑包装,
这一过程就会一直连续进行。
这种形状的捆包不太适用于大规模商业性农业,因为处理许多小捆的成本比较高。然而在一些小规模,低机械化的农业和养马业享有一些名气。除了使用简单的机械设备及容易处理外,这些小包也可用来绝缘和当作草捆建筑中的建筑材料。正方形捆包一般也会比圆捆包要好,因为他们可以更密集地堆放在一起。
便利也是农民决定继续使用正方形包的一个主要因素,因为它们使得饲养和在狭窄的地方(马厩,仓库等)堆放容易得多。
这些旧式打包机,现如今在农场还有许多可以找得到,特别是在干旱地区,在那里,捆包可以长期在室外储存。
小型方捆自动打包机成型于1940年。它首先是由New Holland Ag 生产制造的,并采用了小型汽油发动机提供运行动力。它是基于1937年一个具有自动拾取功能的麻绳打结打包机发明创造出来的。
线材打包机
在1937年以前,捆包是用两股包装线材人工包裹的。甚至在更早以前,打包机是一个固定的打包设备,由动力输出装置(PTO)和传送带驱动。干草被加进打包机处并人工用手塞进去。自1940年之后,这种打包机最大的改变是通过动力输出装置(PTO)由拖拉机驱动,而不是通过内置式内燃机。
在目前的生产中,人们可以选择使用麻绳打结器或者是金属丝缠绕打结器的小型方捆打包机。
捡拾和处理方法
在20世纪40年代,大多数农民将会使用一辆20马力甚至更小马力的小型拖拉机在田地里捆干草,并且当打包机从田地里走过时,捆绑包将会掉落在地上。另一组工人驱使马拉着平板货车从旁边走过来。他们用尖锐的金属钩来钩起捆绑包,并把它们扔到平板货车上,同时另外一个助手好这些捆绑包,以便运输到谷仓。
后来,一个节约时间的发明是直接将平板拖车接在打包机之后,这样草捆包就可以顺着舷梯推送给马车上的助手。等待在马车上的助手用钩子钩住草捆包,从舷梯上移开,并在马车上摞好,同时等待下一个生产好的草捆包。
最后,随着拖拉机马力的增大,抛掷打包机就成为了可能。抛掷打包机消除了需要有人站到马车上来捡起草捆包。第一个投掷机械使用了两个快速移动的粗糙传送带来抓取草捆包,并把它们以一个角度向上抛起落到马车上。马车是由平板车改造成的前端开口的三角架,以此来充当捕捉抛出的草捆包的网。
随着拖拉机马力的进一步增大,抛掷打包机的下一代更新产品是液压投掷打包机。这种打包机在包打结器的后面采用了一个平板。当打好的草捆包从打包机的后面出来时,它们依次被推送到平板上。当草捆包完全移动到平板上时,在一个大型液压缸的推动下,平板就会突然自动弹起,将草捆包抛掷到马车上,就像弹射器一样。
这种平板投掷方法与传动带投掷方法相比,大大减少了施加在草捆包上的压力。在抓取并投掷草捆包时,传送带投掷运输机的粗糙的传送带给予草捆包的捆带绳结很大摩擦力,并且有时在投掷运输机上
或者是草捆包降落到马车上时,会导致草捆包的破损。
纽荷兰发明了一种新的机器命名为堆垛机。小型方包从打包机中出来后,捆绳朝外,堆垛机将开到草捆包处,将他们捡拾起并放在相当于三个草捆包宽的桌子上(现在草捆包的捆绳朝上)。当三个草捆包放到桌上时,桌子就会被举起,并后退,造成三个草捆包再次捆绳朝向一侧;这种情况再接着发生三次,直到有16个草捆包放在主桌上。之后,主桌就会像小桌子一样抬起,使草捆包正对一个垂直的桌子。这种机器可以装160个草捆包(10层),通常靠近中心的部位会有交叉层叠,以免再有重量加到草垛顶上时,草垛会摇晃,不稳定,甚至坍塌。之后满载的堆垛机会被运送到谷仓,堆垛机的整个后部会倾斜向上,直到垂直。当堆垛机离开谷仓时,从机器延伸出的两个推动助手会扶着草垛的底部,把草垛从堆垛机上移出。
在英国,如果小型方包仍在使用,那么当它们从打包机出来后,它们通常是被收集到跟在打包机后的一个草捆包雪橇上。这种雪橇有4个通道,由自动机械天平,挂钩和弹簧控制,每一个通道划分容纳八个草捆包。当雪橇装满后,挂钩会自动弹起,后面的门就会打开,把这八个草捆包整齐的放在地上。之后这些草捆包也许会人工一个个拾起,或者人们用拖拉机上的草捆包抓取工具,将这八个草捆包一起拾起。这种草捆包抓取工具是一种特殊的安置在拖拉机前端的装货机,含有许多液压驱动的向下弯曲的长钉。之后,这些草捆包要么堆垛在拖车上运走,要么在田地里堆砌成8层或10层高的立方体草垛。然后这个立方体草垛由更大的机器运走。这种机器连接在拖拉机后,
可以夹住草垛侧面,将其整体托起运走。
处理大型和小型圆形草捆包的一个简单的方法可以在文章《Hay Delivery》(《干草递送》)中看到。相对于拖拉机而言,这是一种仅仅自己动手的改进。两个挂钩被焊接到拖拉机前端装载机的顶端,还有一个14英尺(4.3米)的日志链,它可以使用户呆在拖拉机上来抓取草捆包,运输,堆砌以及再把草捆包放在外面喂养动物。形成一条龙作业。这个简单的操作系统的优点是它不必使用昂贵的设备,也不用在拖拉机上来回交换应用这些工具。这使得小农户避免了额外器械的花销,不用仅仅因为这样一个功能而另买一台拖拉机。通过一些小练习,人们就可以和专业的液压捆包抓取机一样,快速的拾取草捆包。由糖山农场(Sugar Mountain Farm)的沃尔特?杰弗里斯(Walter Jeffries)改进的这种方法同样只需要较少的维修养护,并且比包矛和钳子更安全。
Baler
A baler is a piece of farm machinery used to compress a cut and raked crop (such as hay, straw, or silage) into compact bales that are easy to handle, transport and store. Several different types of balers are commonly used, each producing a different type of bales –rectangular or cylindrical, of various sizes, bound with twine, netting, or wire. Industrial balers are also used in material recycling facilities, primarily for baling metal, plastic, or paper for transport.
Round baler
The most frequently used type of baler in industrialized countries is the large round baler. It produces cylinder-shaped "round" or "rolled" bales. Grass is rolled up inside the baler using rubberized belts, fixed rollers, or a combination of the two. When the bale reaches a predetermined size, either netting or twine is wrapped around it to hold its shape. The back of the baler swings open, and the bale is discharged. The bales are complete at this stage, but they may also be wrapped in plastic sheeting by a bale wrapper, either to keep hay dry when stored outside or convert damp grass into silage. Variable-chamber balers typically produce bales from 48 to 72 inches (120 to 180 cm) in diameter and up to 60 inches (150 cm) in width. The bales can weigh anywhere from 1,100 to 2,200 pounds (500 to 1,000 kg), depending upon size, material, and moisture content.
Originally conceived by Ummo Luebbens circa 1910, the first round baler did not see production until 1947, when Allis-Chalmers introduced the Roto-Baler. Marketed for the water-shedding and light weight properties of its hay bales, AC had sold nearly 70,000 units by the end of production in 1960.
The next major innovation came in 1972, when the Vermeer Company began selling its model 605 - the first modern round baler. Previously, round hay bales had been little more than lumps of grass tied together, but the Vermeer design used belts to compact hay into a cylindrical shape as is seen today.
Large rectangular baler
Another type of baler in common use produces large rectangular bales, each bound with a half dozen or so strings of twine which are then knotted. Such bales are highly compacted and generally weigh somewhat more than round bales. In the prairies of Canada they are called prairie raptors.
Small rectangular baler
A type of baler which is less common today in some places but which is still prevalent in many countries such as New Zealand and Australia to the exclusion of large bales produces small rectangular (often called "square") bales. Each bale is about 15 in x 18 in x 40 in (40 x 45 x 100 cm). The bales are wrapped with two, three, or sometimes four strands of knotted twine. The bales are light enough for one person to handle, about 45 to 60 inches (1.1 to 1.5 m).
To form the bale, the material to be baled, (which is often hay or straw) in the windrow is lifted by tines in the baler's pickup. This material is then dragged or augered into a chamber that runs the length of one side of the baler. A combination
plunger and knife moves back and forth in the front end of this chamber. The knife, positioned just ahead of the plunger, cuts off the material at the spot where it enters the chamber from the pickup. The plunger rams the material rearwards, compressing it into the bales. A measuring device measures the amount of material that is being compressed and, at the appropriate length it triggers the mechanism (the knotter) that wraps the twine around the bale and ties it off. As the next bale is formed the tied one is driven out of the rear of the baling chamber onto the ground or onto a special wagon hooked to the rear of the baler. This process continues as long as there is material to be baled, and twine to tie it with.
This form of bale is not much used in large-scale commercial agriculture, because of the costs involved in handling many small bales. However, it enjoys some popularity in small-scale, low-mechanization agriculture and horse-keeping. Besides using simpler machinery and being easy to handle, these small bales can also be used for insulation and building materials in straw-bale construction. Square bales will also generally weather better than round bales because a more much dense stack can be put up.
Convenience is also a major factor in farmers deciding to continue putting up square bales, as they make feeding and bedding in confined areas (stables, barns, etc.) much easier.
Many of these older balers are still to be found on farms today, particularly in dry areas, where bales can be left outside for long periods.
The automatic-baler for small square bales took on most of its present form in 1940. It was first manufactured by the New Holland Ag and it used a small petrol engine to provide operating power. It is based on a 1937 invention for a twine-tie baler with automatic pickup.
Wire balers
Bales prior to 1937 were manually wire-tied with two baling wires. Even earlier, the baler was a stationary implement, driven by power take-off (PTO) and belt, with the hay being brought to the baler and fed in by hand. The biggest change to this type of baler since 1940 is being powered by the tractor through its PTO, instead of by a built-in internal combustion engine.
In present day production, small square balers can be ordered with twine knotters or wire tie knotters.
Pickup and handling methods
In the 1940s most farmers would bale hay in the field with a small tractor with 20 or less horsepower, and the tied bales would be dropped onto the ground as the baler moved through the field. Another team of workers with horses and a flatbed wagon with would come by and use a sharp metal hook to grab the bale and throw it up onto the wagon while an assistant stacks the bale, for transport to the barn.
A later time-saving innovation was to tow the flatbed wagon directly behind the baler, and the bale would be pushed up a ramp to a waiting attendant on the wagon.
The attendant hooks the bale off the ramp and stacks it on the wagon, while waiting for the next bale to be produced.
Eventually, as tractor horsepower increased, the thrower-baler became possible, which eliminated the need for someone to stand on the wagon and pick up the finished bales. The first thrower mechanism used two fast-moving friction belts to grab finished bales and throw them at an angle up in the air onto the bale wagon. The bale wagon was modified from a flatbed into a 3-sided skeleton frame open at the front, to act as a catcher's net for the thrown bales.
As tractor horsepower further increased, the next innovation of the thrower-baler was the hydraulic tossing baler. This employs a flat pan behind the bale knotter. As bales advance out the back of the baler, they are pushed onto the pan one at a time. When the bale has moved fully onto the pan, the pan suddenly pops up, pushed by a large hydraulic cylinder, and tosses the bale up into the wagon like a catapult.
The pan-thrower method puts much less stress on the bales compared to the belt-thrower. The friction belts of the belt-thrower stress the twine and knots as they grip the bale, and would occasionally cause bales to break apart in the thrower or when the bales landed in the wagon.
New Holland has invented a machine named the "Stackcruiser", or a stacker. Small "square" bales are dropped by the baler with the strings facing outward, the stacker will drive up to the bales and it will pick it up and set it on a three-bale-wide table (the strings are now facing upwards). Once three bales are on the table, the table lifts up and back, causing the three bales to face strings to the side again; this happens 3 more times until there are 16 bales on the main table. This table will lift like the smaller one, and the bales will be up against a vertical table. The machine will hold 160 bales (ten tiers), usually there will be cross-tiers near the center to keep the stack from swaying or collapsing if any weight is applied to the top of the stack. The full load will be transported to a barn, the whole rear of the stacker will tilt upwards until it is vertical. There will be two pushers that will extend through the machine and hold the bottom of the stack from being pulled out from the stacker while it is driven out of the barn.
In Britain (if small square bales are still to be used), they are usually collected as they fall out of the baler in a bale sledge dragged behind the baler. This has four channels, controlled by automatic mechanical balances, catches and springs, which sort each bale into its place in a square eight. When the sledge is full, a catch is tripped automatically, and a door at the rear opens to leave the eight lying neatly together on the ground. These may be picked up individually and loaded by hand, or they may be picked up all eight together by a bale grab on a tractor, a special front loader consisting of many hydraulically-powered downward-pointing curved spikes. The square eight will then be stacked, either on a trailer for transport, or in a roughly cubic field stack eight or ten layers high. This cube may then be transported by a large machine attached to the three-point hitch behind a tractor, which clamps the sides of the cube and lifts it bodily.
打 包 机 技 术 附 件 买方:江西上饶废金属打包机 卖方:江阴市联拓重工机械有限公司 2 014年4月9日
目录 公司介绍 (2) 1、设备组成特点 (3) 2、卖方供货范围 (6) 3、买方负责范围 (6) 4、参数一览表................................................................ . (7) 5、设备配置及主要外购件清单 (8) 6、随机附件清单 (8) 7、技术资料交付内容及时间 (9) 8、预验收及技术资料 (9) 9、供货周期 (10) 10、包装与运输 (10) 11、设备设计、制造、安装、验收执行的标准 (10)
公司介绍 江阴市联拓重工机械有限公司位于风景秀丽的江南水乡──江苏江阴市云亭镇,是液压机械的专业生产厂家,具有雄厚的技术力量,精良的机械设备和先进的生产工艺。生产产品有:液压废金属加工设备系列、屑并机、打包机、剪切机、破碎机、重废剪切机、液压非金属打包机系列、小钢瓶生产成套设备等三大系列近五十个品种产品,畅销全国(包括台湾省)及加拿大、德国、俄罗斯、印度、印度尼西亚、马来西亚、南非、乌克兰、伊朗、巴基斯坦、哈萨克斯坦等二十多个国家。 本公司善长独立设计,生产各种非标液压机械。产品面向钢铁冶炼、铸造、机械零件制造、消防器材、纺织、废物资回收业等几十个行业。填补了国内多次空白及为国内数十家企业量身定制非标设备,攻克了这些企业的生产技术难题。我公司和一些具有丰富经验的各行各业的专家保持长期挂勾合作,专为各行各业配套、研制液压专机,以提高用户生产率,改善劳动强度,节约成本。 本公司一贯视产品质量为企业生命,所有液压机油缸主密封。在客户反馈信息的基础上,不断研究新工艺、新技术,对现有产品不断改进,所有设备均有快速装置,使机器的科技含量更高,结构更合理,性能更稳定。对售出的机器实行三包和终身服务。 我们将遵循“让顾客满意,使合作者发展”的宗旨,不断实现产品的更新换代,为客户提供科学、高效的机器。热忱欢迎新老客户的光临。
全自动打包机维修教程
半自动打包机是一款常用的包装设备,其造价低于全自动打包机2倍多又只比手动打包机贵不到1000块钱,但是却可以通过拉紧、热容、切带、粘合完成打包,比手动打包机省时省力,还很大程度的提高了工作效率。高频率的不分季节的使用必然会造成比较高的磨损和故障率,而维修费用又会提高企业的生产成本,下面为您简单剖析一下半自动打包机出现故障时的简单维修方法。 一.半自动打包机不自动送带的故障可能原因如下: 1. 送带长度控制电位器在零位 解决方法为顺时针调整电位器,出带长度变长逆时针调整则变短;如果在零位置则不出带。
2.穿带不正确 解决方法是打开机器右门,按照说明书标明的“穿带过程法”或穿带示意图,正确将带子穿过去。 3.上下分机内有异物 由于半自动打包机长期使用,又没有做到及时的清洁与保养,导致机器内积有脏物,所以送带不能顺畅,对这种情况的解决办法是应多作清洁保养。 4.送带滚轮间隙不正确 半自动打包机的一对送带滚轮之间的间隙大小对正常送带问题有着至关重要的作用,滚轮间隙的调整参照使用说明书,送带滚轮间隙的调整范围只要比带子厚度多出0.05~1mm即可。 5.选用的PP打包带太薄或太厚 目前PP打包带生产厂家有很多,市场上带子的质量也良莠不齐,厚度也不一致,应该按照机器的按要求选用打包带。如果不能做到那就需要按照使用说明书,对退带滚轮的间隙进行仔细调整。 6.电磁铁工作不正常 可能的原因是电磁铁不工作。首先应该检查电磁铁连线的焊接头有没有脱落,如果没有脱落,检查线圈是否烧坏。如果这两项检查都没有问题,再检查电磁铁是否位移,或是被脏物堵住,使子弹头不能活动自如。 二.半自动打包机不退带可能原因如下: 1.上下分机内有异物 如果上下分机内有异物或者固定导带片的沉头螺钉松动了,打包带就会被卡住。这时应该取下分机清除异物。 2.横杆635轴承破裂 如果横杆平衡位置调整不当,就可能会造成横杆造成破裂,需要按照使用说明书正确调整到位。
舞台灯光设计说明 1、设计目标 艺术舞台照明系统的使用功能要求满足各种综合演出活动的需要,保证举行各种会议照明和文艺演出活动的电视录象的要求。 依据设计要求,按技术先进、安全适用、经济合理、节约能源和保护环境的设计目标。 2、设计原则 根据国内优秀的成功范例,并结合舞台设计实践,因此,该系统设计方案应充分体现先进性、实用性和经济性。 2.1 系统的先进性 ●系统大量采用具有现代水平的舞台智能化设备。 ●具有效果、亮度、色彩、速度智能化控制的灯光系统。 ●各系统之间技术密集性,构成了国内舞台配置最高水平。 2.2 系统的实用性 ●由智能化设备支持的全系统,操作非常方便。 ●系统可靠。 ●在不中断主电力供应的前提下,控制系统自动持续地诊断检查,所有操 作信息都安全地储存和保护。 ●满足多种类型的用光需要。 ●除满足表演用光以外,还能够满足电视转播和电视节目制作的特殊需要, 并且能够应付多种类型的用光需要。 2.3 系统的经济性 设计中,将运营管理及运行成本因素渗透到每一个设计环节之中,选用技术先进、节能、环保的系统,从而实现高效、低成本的营运目标。
3、设计指标 舞台上的照度要求:全区照度标准值(1ux)≥1200; 舞台上的照度的色温要求:3200K°; 显色指数:Ra>90 灯光线材的要求:应使用无氧铜阻燃电缆。 灯光控制操作台要求:应功能齐全、操作方便,应具有场景存储记忆功能。 灯具接口(插座)要求:应采用三芯带接地保护的插座。 灯光线路布局,须使用电缆桥架,不能使用圆形铁皮管。桥架要接地。与其他线路交汇时,要采用防干扰布局方法(如十字交叉等)。 灯光可控硅与配电设备,均要采用三相五线制。 可控硅须配有抗干扰措施,不得干扰其他设备。 舞台上至灯光控制室,应采用国际标准的数字接口(如:DMX—512等)。 灯光音响等控制机房,须安装防静电绝缘地板,并按照国家计算机机房标准接地处理。 4、基本光的位置与原则 4.1 面光系统设计 面光主要用于照亮舞台前部表演区,对舞台上的表演者起到正面照明的作用,配合耳光、顶光和逆光供人物造型用或使舞台上的物体呈现立体效果。面光灯设计为1道,以不同角度投射舞台前区,以保证面光投射光线、光斑、照度一致。 在舞台正面观众席上方设置1道面光桥,一道面光杆配置大功率LED灯采用(白光+琥珀光)光源,满足主席台会议及演出活动3200K色温的照明需求。 垂直投射:使舞台表演区下面获得均匀效果; 交叉投射:增强舞台中心区域及纵深亮度; 重点投射:加强局部舞台表演区域的照明。 4.2 顶光系统设计 顶光(分为会议用顶光及演出用顶光)、逆光通常在舞台吊杆中纵深每隔
计课程设机械原理Course Design of Mechanical 设计题目:书本打包机 目录 设计任务 .................................................. 设计题目:书本打包机 ...................................... 1设计任务 ........................................... 书本打包机设计 ............................................ 第一章:功能分析及流程分析 ................................ 设计要求: ........................................... 功能分析: ........................................... 机构选用: ........................................... 包装示意图: .........................................
第二章各机构的选用及组合 ................................. 主要执行机构方案设计原理 ................................. 推书机构: ........................................... 剪纸机构: ........................................... 折上下边机构: ....................................... 涂糨糊贴标签机构: ................................... 整体机构 ............................................. 第三章各机构装配及设计 ................................... 原始数据及设计要求 ....................................... 机构的尺寸范围 ....................................... 工艺要求的数据 ....................................... 纵向推书运动要求 ..................................... 其他机构的运动关系 ................................... 工作阻力 ............................................. 第四章机构计算 ..........................................
一、目的 为了使我们的维修人员更快的处理打包机故障,方便培养打包机维修技术人员,特编制如下维修手册,做为维修班维修时参考用,并在以后维修中不断发现问题不断完善。 二、适用范围:生产一二厂所有的永兴永创打包机设备。 三、打包机主要部件的介绍 1、旧款永创打包机: 1-1、整机表面介绍: 1-2、各元器件/部件介绍:龙门架 带盘 操作面板传动滚筒打包机芯位 电控箱 光眼组 打包机机芯部分介绍
主电机 温度调节器 烫头 紧带效果调节器 储带仓 滑盖板 进退带电机 二次收紧带摆杆 刹车及零位部分介绍 刹车离合器 主电机动作控制光眼 退带感应 停车感应 进带感应 电源指示灯 急停 手动/自动 打带数选择 启动 进退带手动开关 中顶刀 左顶刀 操作面板部分介绍 打包带道光眼部分介绍(通用于各类打包机)
2、永兴打包机(打包机基本相同,所以只介绍不同部分内容) F1 F2 F3 F4 F1:打包机滚筒电机驱动光眼; F2+F3组合:打包机捆扎第一条带感应光眼; F2+F3+F4组合:打包机捆扎第二条带感应光眼; F3+F4+F2下降沿组合:打包机捆扎第三条带感应 一般我们打包机通用打三道带,各道带打包感应均按光眼不同组合感应打包,组合如下: T 型块 后顶刀 前顶刀 加热烫头 中顶刀
3、永创打包机 急停按钮 感应/手动/通过 进带/退带 手动按钮 打带数量选择 烫头温度监控器 滚筒的正反转 T1退带时间 T2进带时间 温度调节,档位越高烫头温度越高 出错指示灯 电机过载指示灯 打包 急停 进\退带 感应\通过 手动\自动预备 电源指示灯 永创打包机机芯图
第一舞台灯光设计 一、舞台灯光设计原则 舞台灯光系统设计是遵循舞台艺术表演的规律和特殊使用要求进行配置的,其目的在于将各种表演艺术再现过程所需的灯光工艺设备,按系统工程进行设计配置,使舞台灯光系统准确、圆满地为艺术展示服务。 1. 创造完全的舞台布光自由空间,适应一切布光要求; 2. 为使该系统能够持续运行,适当加大储备和扩展空间; 3. 系统的抗干扰能力和安全性作为重要设计指标; 4. 高效节能冷光新型灯具被引入系统设计中; 5. DMX512数字信号网络技术被引入系统设计的各个环节之中。 二、舞台灯光系统工艺设计要求 1.该系统工艺设计和设备配置具有综合剧场的使用功能,在短时间内可轮换多种不同剧种的灯光操作方案。 2.该系统设计可以从一种照明方案快速转换到另外一种照明方案,转换时间在2小时内完成。 3.该系统允许使用全部配置的各种类型灯具和其它补充设备。 4.该系统设计有足够的安全性和存储容量,整个系统在不中断主电力供应的前提下,对主控台进行持续的诊断检查。
5.该系统中的设备完全符合舞台背景噪声的技术要求,空场状态下,所有灯光设备开启时的噪声及外界环境噪声的干扰不高于NR25,测试点1M效果器材的噪声不大于30dB。 6.系统的扩展能力是该系统设计之初有意预留的,如电力硅控容量、网络容量,待日后资金充裕或新技术出现,使本系统不至于因设计不足而大面积修改或更新,达到节省资金和快速适应变化的需求。 三、舞台灯光系统设计说明 舞台灯光灯位布置的顶光、区位构成布光阵列,舞台各部位均有布光点,杜绝死区,可灵活多变地按需组合。 (1)顶光系统设计配置 顶光作用是对舞台纵深的表演空间进行必要的照明,顶光配置中采用的各种灯具,大大地提高了光的透光性,透光率比目前国产镜提高了150%,遮光叶设计美观新颖,四页设置合理,遮光效果好,可作舞台顶光布光或染色用。 A. 配置灯具分布如下: 舞台上空,共设有20道顶灯吊杆。 其中每道顶光分别用不同数目的灯具:PD-JG150 1KW螺纹聚光灯24台(配换色器)、 PD-JG1501KW平凸聚光灯40台(配换色器)、PD-P64(配换色器)40台、PH750-26(750W)成像聚光灯64台(配换色器)和(DJD)LD1000R影视舞台柔光灯36台及彩熠2KW电脑摇头灯16台。 灯具的排列及投射方法:
机械工程学院 书本打包机课程设计说明书 设计题目:机械原理课程设计 书本打包机设计 专业:材料成型及其控制工程 班级:13材料 姓名:张晖学号139290444044 指导教师:于潇泽 2015年12 月27 日
目录 目录 绪论 (3) 1设计任务 (1) 1.1课程设计题目 (3) 1.2设计要求 (2) 2课程设计题目分析 (2) 2.1总功能要求 (4) 2.2总功能分解 (4) 2.3书本打包机设计参数的选择 (3) 2.4各部分执行机构的设计 (3) 2.5书本打包机整体机构简图 (4) 2.6整个机构的运动循环图 (5) 3 各部分机构的设计 (6) 3.1各部分机构的设计方案说明 (6) 4 执行机构的设计和传动比计算 (8) 4.1电动机到主轴间的减速机构计算 (10) 4.2推书机构的连杆机构计算 (10) 4.3凸轮机构的计算 (11) 4.3.1裁纸机构的凸轮分析 (12) 4.3.2折边机构的凸轮分析 (13) 4.3.3涂浆糊、贴封签、烘干机构的凸轮分析 (13) 5 课程设计心得体会 (15) 参考文献 (16)
绪论 随着科学技术和工业生产的飞跃发展,国民经济各个部门迫切需要各种各样的质量优、性能好、能耗低、价格廉的机械产品。其中,产品设计是决定产品性能、质量、水平、市场竞争能力和经济效益的重要环节。产品的设计包括机械设备的功能分析、工作原理方案设计和机械运动方案设计等。这些设计内容可作为机械原理课程设计的内容。很明显,产品设计本身如果存在问题,常常属于根本性的问题,可能造成机械产品灾难性的失误。因此我们必须重视对学生进行机械原理设计能力的培养。 为了培养学生的开发和创新机械产品的能力,高等学校工科本科《机械原理课程教学基本要求》中对机械原理课程设计提出的要求是:“结合一个简单的机械系统,综合运用所学理论和方法,使学生受到拟定机械运动方案的初步训练,并能对方案中的某些机构进行分析和设计。”在机械原理课程中加强机械运动简图能力的培养,已越来越为广大师生所认识。 1 设计任务 1.1课程设计题目 课程设计题目:书本打包机机 书本打包机主要是用在印刷厂里,在大量的书本印刷出来后,将其以一定的数量为一堆,用牛皮纸将其包装起来,以便于销售和运输。这种功能在很多地方都可以用到,比如:包糖机,饭盒包装机等凡是涉及到要将东西分堆包装的地方,都可以将其稍微改动即可用于其它地方。 1.2设计要求 (l)书本打包机一般至少包括连杆机构、凸轮机构、齿轮机构在内的三种机构。 (2)画出机器的运动方案简图与运动循环图。拟定运动循环图时,执行构件的动作起止位置可根据具体情况重叠安排,但必须满足工艺上各个动作的配合,在时间和空间上不能出现干涉。 (3)设计凸轮机构,自行确定运动规律,选择基圆半径,校核最大压力角与最小曲率半径,计算凸轮廓线。 (4)设计计算齿轮机构。
舞台灯光系统配置方案 设计单位: 时间:
目录 一、工程任务 (3) 1.1 用户需求介绍 (3) 1.2 设计内容 (3) 二、工程设计范围、规模及内容 (3) 2.1 设计范围 (3) 2.2 规模 (3) 2.3 内容 (4) 三、工程设计依据 (4) 四、舞台灯光设计方案 (4)
、工程任务 1.1 用户需求介绍 根据用户要求功能做如下定位:满足如综艺歌舞晚会、会议、演出、交流会、学术报告、艺术课堂等用途; 1.2 设计内容 小礼堂灯光系统改造 工程室内总面积为:600 平方米,设计有:12排观众席。舞台宽度: 18.243mm舞台深度:9.79mm 舞台高度:5.9mm 台唇高度为:0.85mm 观众席成 像为阶梯状态,直线深度为:16.39mm宽度:18.005mm控制室位于观众席的后面。 工程设计范围、规模及内容 2.1 设计范围 1 )礼堂内的区域,包括演奏台和相关控制机房等场所。 2.2 规模 国家规范: 第104 条建筑规模按观众容量可分为:特大型1601 座以上。 大型1201~1600座。 中性801~1200座。 小型300~800座。 话剧、戏曲剧不宜超过1200 座。歌舞剧场不宜超过1800座。 第105 条建筑的质量标准分特、甲、乙、丙四个等级,特等的技术要求根据具体情况确定;甲、乙、丙等应符合下列规定:
主体结构耐久年限;甲等 100 年以上,乙等 50-100 年,丙等 25-50 耐火等级:甲乙等不应低于二 级,丙等不应低于三级; 室内环境标准应符合规范有关 章节的相应规矩。 300~800 座,乙等 50-100 年) 300~800 座,乙等 50-100 年) 300~800 座,乙等 50-100 年) 2.3 内容 舞台灯光系统。 三、 工程设计依据 舞台灯光工程系统必须具有先进性、实用性、安全性、经济性、可扩展性、 升级性。 本灯光系统设计方案是依据: JGJ-57-2000/J67-2001 《剧场建筑设计规范》 GB/T50314-2000《智能建筑设计标准》 JGJ/T16-92《民用建筑电器设计规范》 WH-0204-1999《舞台灯具光学质量的测试与评价》 GB7000.14-2000《通风式灯具安全要求》 GB/T50311-2000《建筑与建筑群综合布线工程设计规范》 GB/T50312-2000《建筑与建筑群综合布线系统工程验收规范》 GB50259-96《电气装置安装工程电气照明装置施工及验收规范》 GB50169-92《电气安装工程接地装置施工质量验收规范》 GBJ54-83《低压配电装置及线路设计规范》 GB50052-95 《供配电系统设计规范》 GB50054-95 《低压配电设计规范》 GB50034-2004《建筑照明设计标准》 JGJ/T16-92 《民用建筑电气设计规范》 GB15734-1995《电子调光设备无线电骚扰特性限值及测量方法》 四、 舞台灯光设 计方 案 根据舞台灯光系统设计是遵循舞台艺术表演的规律和特殊使用要求进行配 置的,其目的在于将各种表演艺术再现过程所需的灯光工艺设备,按系统工 进行设计配置,使舞台灯光系统准确、圆满地为艺术展示服务。 1. 创造完全的舞台布光自由空间,适应一切布光要求; 2. 为使该系统能够持续运行,适当加大储备和扩展空间; 3. 系统的抗干扰能力和安全性作为重要设计指标; 小型乙等排练厅:(小型 小型乙等音乐厅:(小型 小型乙等歌剧院:(小型
打包机的故障排除方法 打包机是指能完成全部或部分产品和商品包装过程的机械,包装过程包括充填、裹包、封口等主要工序,以及与其相关的前后工序,如清洗、堆码和拆卸等。此外,包装还包括计量或在包装件上盖印等工序。使用机械包装产品可提高生产率,减轻劳动强度,适应大规模生产的需要,并满足清洁卫生的要求。但是打包机在使用时不可避免的会出现故障问题,下面麦格小编就说一下打包机的故障排除方法: 状况一:不自动出带,遇此情形,首先检查“出带长度调整”是否在“0”处,然后再看穿带过程是否正确,如果不行,送带滚轮附近卡住异物,亦会造成此一情况. 状况二:卡带处理,当带子卡在滚轮中间,或有异物塞住无法取出时,处理方法如下: 1拆开六角螺帽的垫圈.2松开中间连接轴心上的两个M5沉头螺丝,由于此两个螺丝固定在连接轴心的缺口部分,所以必须将螺丝转上些.3取下连接轴心,将上轮机拿起,取出卡住物.4依以上c-b-a方式装配复原.5注意螺帽与L型曲板保持0.3-0.5mm的间隙 状况三:粘合效果欠佳: 1温度太高或不够,有时较特殊的带子,粘性较差,温度必须很准确才可以.2使用电压不够,有很多工厂的电压,往往不足,如果再使用延长线或者电缆线,造成压降,使原先调整的温度变低,甚至于马达捆紧时烧掉,所以尽量避免使用电缆线,如果一定要用延长线,则须接较粗而不要太长的电线.3中刀下方的635轴承破掉,如此则有加温而完全无法粘合.4电热怪手(摆杆)上的长拉弹簧疲乏,如此则无法将怪手拉至定位,导致粘合一半甚至更少.5电热钢片太高太低,或偏左偏右,因此碰到上、下方的brbr带,或是左、右的刀具,而无法进入加温,须视情况调整.6排烟的微风扇故障,使得温度太高. 状况四:捆紧后不切带,有很多情况会造成此情况: 1松紧调整的太紧.2打滑片或者打滑皮带有油,皆位于松紧调整附近,必须拆下擦掉油.3皮带太紧,将皮带传动座往下下调些,或将马达往后调些即可.4改用较薄的带子或退带滚轮间隙太大. 状况五:未捆紧即切断 1机器松紧调的太松,调紧些即可.2LS3及LS5位置不当.3退带磁感应开关故障 状况六:插带时不动作: 上滑板右边LS1微开关故障或弹片被异物挡住,而无法碰触接点. 以上麦格小编简单叙述了打包机的故障排除方法,打包机常见的故障就是以上说的六种,如果您购买的打包机还有别的故障问题没有办法解决的话,可以咨询我们青岛麦格维修人员,我们会给您提供最好的解决办法。
打包机故障及维修方法 打包机故障及维修方法一.电磁铁不工作 首先检查电磁铁连线焊接头是否脱落,再检查线圈是否烧坏。如两者都无异常,应检查电磁铁是否位移,或是被赃物堵住,使子弹头不能活动自如。 二.打包机不退带 1.上下分机内有异物 上下分机内有异物或固定导带片的沉头螺钉松动,卡住了打包带。取下上分机清除异物。 2.横杆635轴承破裂 横杆平衡位置调整不当,容易造成横杆造成破裂。应说明书正确调整到位。 3.退带间隙不当 由于退带滚轮具有拉紧带子的作用,在调整进退带滚轮间隙时,应以退带滚轮为主,调至退带滚轮间隙比带子厚度多出0.05到0.1mm。 三.打包机不自动切带 1.中刀轴承破裂 检查原因,更换轴承 2.中刀磨损。 中刀两面都有刃口,一面磨损可调换另一面使用或更换新刀。
3.中刀管销断裂。 用小冲头冲出断销,装入新管销。 4.打包机捆紧力调得太紧。 调整螺帽之上有一内六角紧定螺钉,松开后将调整螺帽反时针旋转,调好后,再将内六角紧定螺钉拧紧。 5.打滑片或捆紧传动皮带有油。 拆下打滑片清除油污,擦干再按顺序装配好。 6.传动皮带太松。 传动架座(土地公)往下调或将电机往后调,使皮带张紧即可。 7.pp包装带厚度太薄或退带滚轮间隙太大。 退带滚轮间隙应只比带子厚度多出0.05—0.1mm,按此要求进行调整。 8.磁控(切带感应器)有故障,磁片脱落或损坏。 9.横杆平衡位置未调好。 四.打包机粘合效果欠佳 1.温度调节旋钮调节不当。 在打包机电器控制盒内,电路板的上方,打开控制盒盖,即可明显看一调节旋钮,顺时针方向转动温度调升高,反之降低。温度太高或太低,粘合效果都不好,所以一次不要调得太多,一般调在刻度线4—5之间即可。 2.电源电压不正常。 本机应使用220v电压。很多工厂电压往往不足,如果再使用长的电缆线将会造成电压下降使汤头温度变低,甚至于在捆紧时烧掉马达。
舞台灯光系统设计是遵循舞台艺术表演的规律和特殊使用要求进行配置的,其目的在于将各种表演艺术再现过程所需的灯光工艺设备,按系统工程进行设计配置,使舞台灯光系统准确、圆满地为艺术展示服务。 一、舞台灯光设计原则 舞台灯光系统设计是遵循舞台艺术表演的规律和特殊使用要求进行配置的,其目的在于将各种表演艺术再现过程所需的灯光工艺设备,按系统工程进行设计配置,使舞台灯光系统准确、圆满地为艺术展示服务。 1. 创造完全的舞台布光自由空间,适应一切布光要求; 2. 为使该系统能够持续运行,适当加大储备和扩展空间; 3. 系统的抗干扰能力和安全性作为重要设计指标; 4. 高效节能冷光新型灯具被引入系统设计中; 5. DMX512数字信号网络技术被引入系统设计的各个环节之中。 二、舞台灯光系统工艺设计要求 1.该系统工艺设计和设备配置具有综合剧场的使用功能,在短时间内可轮换多种不同剧种的灯光操作方案。2.该系统设计可以从一种照明方案快速转换到另外一种照明方案,转换时间在2小时内完成。 3.该系统允许使用全部配置的各种类型灯具和其它补充设备。 4.该系统设计有足够的安全性和存储容量,整个系统在不中断主电力供应的前提下,对主控台进行持续的诊断检查。 5.该系统中的设备完全符合舞台背景噪声的技术要求,空场状态下,所有灯光设备开启时的噪声及外界环境噪声的干扰不高于NR25,测试点1M效果器材的噪声不大于30dB。 6.系统的扩展能力是该系统设计之初有意预留的,如电力硅控容量、网络容量,待日后资金充裕或新技术出现,使本系统不至于因设计不足而大面积修改或更新,达到节省资金和快速适应变化的需求。 三、舞台灯光系统设计说明 舞台灯光灯位布置的顶光、区位构成布光阵列,舞台各部位均有布光点,杜绝死区,可灵活多变地按需组合。(1)顶光系统设计配置 顶光作用是对舞台纵深的表演空间进行必要的照明,顶光配置中采用的各种灯具,大大地提高了光的透光性,透光率比目前国产镜提高了150%,遮光叶设计美观新颖,四页设置合理,遮光效果好,可作舞台顶光布光或染色用。 A. 配置灯具分布如下:
机械原理课程设计 设计计算说明书 设计题目:麦秸打包机机构及传动装置设计设计者: 学号: 专业班级:机械工程及自动化四班 指导教师: 完成日期: 2007年11月25日 天津理工大学机械工程学院
目录 一设计题目 1.1 设计目的 (2) 1.2 设计题目 (2) 1.3 设计条件及设计要求 (3) 1.4 设计任务 (3) 二执行机构运动方案设计 2.1功能分解与工艺动作分解 (4) 2.2 方案选择与分析 (4) 2.3执行机构设计 (19) 2.4执行机构运动分析 (21) 2.5机械系统方案设计运动简图 (25) 2.6执行机构零件示例及仿真 (25) 三传动系统方案设计 3.1传动方案设计 (28) 3.2电动机的选择 (29) 3.3传动装置的总传动比和各级传动比分配 (30) 3.4传动装置的运动和动力参数计算 (31) 四设计小结 (32) 五参考文献 (34) 六附件
一设计题目 1.1设计目的 机械原理课程设计是我们第一次较全面的机械设计的初步训练,是一个重要的实践性教学环节。 设计的目的在于,进一步巩固并灵活运用所学相关知识;培养应用所学过的知识,独立解决工程实际问题的能力,使对机械系统运动方案设计(机构运动简图设计)有一个完整的概念,并培养具有初步的机构选型、组合和确定运动方案的能力,提高我们进行创造性设计、运算、绘图、表达、运用计算机和技术数据诸方面的能力,以及利用现代设计方法解决工程问题的能力,以得到一次较完整的设计方法的基本训练。 机械原理课程设计是根据使用要求对机械的工作原理、结构、运动方式、力和能量的传递方式、各个构件的尺寸等进行构思、分析和计算,是机械产品设计的第一步,是决定机械产品性能的最主要环节,整个过程蕴涵着创新和发明。为了综合运用机械原理课程的理论知识,分析和解决与本课程有关的实际问题,使所学知识进一步巩固和加深,我们参加了此次的机械原理课程设计。 1.2设计题目 麦秸打包机机构及传动装置设计 设计一个机构,使人工将麦秸挑 到料仓上方,撞板B上下运动(不一 定是直线运动)将麦秸喂入料仓,滑 块A在导轨上水平往复运动,将麦秸 向料仓前部推挤。每隔一定时间往料 仓中放入一块木板,木版的两面都切 出两道水平凹槽。这样,麦秸将被分隔在两块木版之间并被挤压成长方形。从料仓侧面留出的空隙中将两根弯成∏型的铁丝穿过两块木版凹槽留出的空洞,在料仓的另一侧将铁丝绞接起来,麦秸即被打包,随后则被推出料仓。
舞台灯光设计原则和工艺要求 一、舞台灯光设计原则 舞台灯光系统设计是遵循舞台艺术表演的规律和特殊使用要求进 行配置的,其目的在于将各种表演艺术再现过程所需的灯光工艺设备,按系统工程进行设计配置,使舞台灯光系统准确、圆满地为艺术展示服务。 1. 创造完全的舞台布光自由空间,适应一切布光要求; 2. 为使该系统能够持续运行,适当加大储备和扩展空间; 3. 系统的抗干扰能力和安全性作为重要设计指标; 4. 高效节能冷光新型灯具被引入系统设计中; 5. DMX512数字信号网络技术被引入系统设计的各个环节之中。 二、舞台灯光系统工艺设计要求 1.该系统工艺设计和设备配置具有综合剧场的使用功能,在短时 间内可轮换多种不同剧种的灯光操作方案。 2.该系统设计可以从一种照明方案快速转换到另外一种照明方案,转换时间在2小时内完成。 3.该系统允许使用全部配置的各种类型灯具和其它补充设备。4.该系统设计有足够的安全性和存储容量,整个系统在不中断主 电力供应的前提下,对主控台进行持续的诊断检查。 5.该系统中的设备完全符合舞台背景噪声的技术要求,空场状态下,所有灯光设备开启时的噪声及外界环境噪声的干扰不高于NR25,测试点1M效果器材的噪声不大于30dB。
6.系统的扩展能力是该系统设计之初有意预留的,如电力硅控容量、网络容量,待日后资金充裕或新技术出现,使本系统不至于因设计不足而大面积修改或更新,达到节省资金和快速适应变化的需求。 三、舞台灯光系统设计说明 舞台灯光灯位布置的顶光、区位构成布光阵列,舞台各部位均有布光点,北京睿利祥和提醒应杜绝死区,可灵活多变地按需组合。(1)顶光系统设计配置 顶光作用是对舞台纵深的表演空间进行必要的照明,顶光配置中采用的各种灯具,大大地提高了光的透光性,透光率比目前国产镜提高了150%,遮光叶设计美观新颖,四页设置合理,遮光效果好,可作舞台顶光布光或染色用。 A. 配置灯具分布如下: 舞台上空,共设有20道顶灯吊杆。 其中每道顶光分别用不同数目的灯具:PD-JG150 1KW螺纹聚光灯24台(配换色器)、PD-JG1501KW平凸聚光灯40台(配换色器)、PD-P64(配换色器)40台、PH750-26(750W)成像聚光灯64台(配换色器)和(DJD)LD1000R影视舞台柔光灯36台及彩熠2KW电脑摇头灯16台。 灯具的排列及投射方法: 第一道顶光与面光相衔接照明主演区,衔接时注意人物的高度,可在第一道顶光位置作为定点光及安置特效灯光,并选择部分灯加强
全自动打包机维修方法及常见故障分析 全自动打包机采用全自动化设计,操作使用简单,耐用性卓越,打包功能完善。该打包机是使用捆扎带缠绕产品或包装件,然后收紧并将两端通过热效应熔融或使用包扣等材料连接的机器,使塑料带能紧贴于被捆扎包件表面,保证包件在运输、贮存中不因捆扎不牢而散落,同时还应捆扎整齐美观。 虽然该机耐用性卓越,但随着时间的流逝,机械的磨损,全自动打包机还是会出现一些故障,以下为大家简析一下常见全自动打包机维修方法: 一、卡带处理 当带子卡在滚轮中间,或有异物塞住无法取出时,拆开六角螺帽的垫圈,松开中间连接轴心上的两个M5沉头螺丝,由于此两个螺丝固定在连接轴心的缺口部分,所以必须将螺丝转上些;取下连接轴心,将上轮机拿起,取出卡住物。最后依以上方式装配复原就可以了,注意螺帽与L型曲板保持0.3-0.5mm的间隙。 二、全自动打包机捆紧后不切带 有很多情况会造成此情况,如:1.松紧调整的太紧;2.打滑片或者打滑皮带有油,必须拆下擦掉油;3.皮带太紧,将皮带传动座往下下调些,或将马达往后调些即可; 三、粘合效果欠佳 1.温度太高或不够,有时较特殊的带子,粘性较差,温度必须很准确才可以; 2.使用电压不够,有很多工厂的电压,往往不足,如果再使用延长线或者电缆线,造成压降,使原先调整的温度变低,甚至于马达捆紧时烧掉,所以尽量避免使用电缆线,如果一定要用延长线,则须接较粗而不要太长的电线;大型打包机价格便宜,武汉生产厂家直销! 3.电热钢片太高太低,或偏左偏右,因此碰到上、下方的brbr带,或是左、右的刀具,而无法进入加温,须视情况调整; 4.排烟的微风扇故障,使得温度太高。 四、全自动打包机不出带 遇此情形,首先检查“出带长度调整”是否在“0”处,然后再看穿带过程是否正确;如果不行,看送带滚轮附近是否卡住异物,这样也会造成此种情况。 以上就是全自动打包机再出现故障时以及解决的办法,青岛麦格是专业生产打包机设备的厂家,我们公司具有多年的生产经验,如果您对我们的产品感兴趣,可以联系我们,我们期待您的来电。
毕业论文开题报告 机械设计制造及其自动化 全自动打包机系统设计——机械部分设计 一、选题的背景和意义 1、选题的背景 中国打包机行业近年在国内发展一直表现十分良好,但产业发展出现的问题中,许多情况不容乐观,如产业结构不合理、产业集中于劳动力密集型产品;技术密集型产品明显落后于发达工业国家;生产要素决定性作用正在削弱;产业能源消耗大、产出率低、环境污染严重、对自然资源破坏力大;企业总体规模偏小、技术创新能力薄弱、管理水平落后等。无法应对形势的变化,行业发展思想观念与形势发展不相适应;技术创新能力弱,工艺技术进展缓慢,新产品开发还没有从根本上摆脱仿研跟踪的局面,竞争力不强,经济增长、效益提升仍然主要靠规模拉动。产品品种单一,成套设备较少,国内的很多全自动打包机,半自动打包机生产厂商一般都以单击生产为主,像国外很多都是成套生产销售,很少以单机销售出现.这就造成了两种现象,一种是我国的包装设备无法满足国内包装企业的需要,另一方面机械厂以单机销售也是利润较少,无法获得成套设备的销售高利润。许多企业产品质量粗糙.首先主要的表现就是产品的可靠性差,技术更新速度慢,同时在新机制造上融入新技术、新工艺、新材料的地方较少。技术含量低的产品多,而具有高附加值、高生产率的产品少。产品的一些电器配置如PLC可编程控制器主要依赖于国外产品,无法完全实现国产化。 2、选题的意义 通过对全自动打包机的研究设计,可以综合培养学生综合运用机械设计课程和其他课程的知识,结合生产实践分析和解决机械设计问题的能力,使所学理论知识得到进一步巩固和提高;学习机械设计的整个过程,熟悉和掌握机械设计的方法和步骤,培养学生创造性思维能力和独立的工程设计的能力;加强对制图软件的运用;通过对全自动打包机的研究设计以及查阅相关文献,可以了解全改产品目前的发展状况,存在的问题,改进的空间以及发展趋势。 二、研究目标与主要内容 1、研究目标 本课题研究目标是根据全自动打包机的设计要求,分析计算各个零部件的工艺参数,包括机芯构件的分析计算、电机参数的选择、传动装置的运动和动力参数分析,对轴和轴承装置参数的计算与分析、以及对机架结构尺寸及其附件的设计。最后用Solidworks软件对设计的全自动打包机各个零件图进行三维建模,并实现虚拟装配。
线材打包机 型号PCH-4KNB 操作与维护手册 瑞典森德斯 编译:轧钢二厂机械工段
注册信息 说明:本手册介绍瑞典森德斯线材打包机,型号 PCH-4KNB。 注册号: F3055b.675 生产号: 日期: 2004年1月26日 修订版本: b 编写者:瑞典森德斯 Box 994 S-851 25 Sundsvall SWEDEN 电话: +46 60 139400 传真: +46 60 153450 版权所有:瑞典森德斯
目录 前言 (1) 安全规则 (2) 标识 (2) 警告 (2) 提示 (2) 通用安全警示 (3) 人员 (3) 工作场所 (3) 噪音等级 (3) 安全系统 (4) 紧急停止系统 (4) 外部设备 (5) 维护 (5) 打包机标识 (5) 技术参数 (6) 打包机 (6) 打包线规格 (7) 技术描述 (8) 系统功能 (8) 设计 (8) 打包头 (10) 送线机构 (11) 液压设备 (12) 气动设备 (17) 线导系统缓冲器 (17) 清扫和润滑扭结轮 (19) 打包线制动 (20) 功能 (21) 打包周期 (21) 打包顺序 (25) 打包线 (33) 送线 (33) 插入新线 (36) 加入打包线 (38) 打包故障 (38) 操作 (39) 安全警示 (39) 控制面板 (41) 主控制面板 (42) HMI,人机界面E900帮助菜单 (44) 色彩模式 (44) 显示面板按键 (45) 参考信息 (45)
便携控制面板 (46) 送线机构就地控制面板 (47) 线闸就地控制面板 (48) 液压站就地控制面板 (49) 启动前准备工作 (51) 安全警示 (51) 初步措施 (51) 启动 (53) 安全警示 (54) 停止 (56) 每日检查 (57) 维护 (58) 安全警示 (58) 维护前的安全说明 (58) 油过滤器 (60) 维护计划 (62) 润滑 (63) 润滑点 (64) 润滑对照表 (64) 调整 (65) 导向轮间隙 (65) 剪刃调整 (66) 维护 (67) 更换压板行走轮 (67) 更换升降台耐磨板 (68) 更换打包头 (69) 拆卸打包头 (69) 安装打包头 (70) 拆卸送线机构 (71) 更换送线轮 (72) 故障排除表 (73) 安装 (75) 概述 (75) 交付设备 (75) 基础检查 (76) 修建轨道 (76) 调整压板 (77) 液压阀设定 (78) 液压功能 (78) 参考资料 (82) 机械技术资料 (82) 电气技术资料 (82) 安全图纸 (82) 备件推荐 (83)
目录 1.绪论 (2) 1.1、课程设计题目 (2) 1.2、工艺动作分解 (2) 1.3、设计要求 (4) 2.课程设计题目分析 (4) 2.1、总功能要求 (4) 2.2、总功能分解 (4) 2.3、书本打包机设计参数的选择 (5) 2.4、各部分执行机构的设计 (5) 2.5、书本打包机整体机构简图 (7) 2.6、整个机构的运动循环图 (7) 3.各部分机构的设计 (8) 3.1、各部分机构的简图 (8) 3.2、各部分机构的设计方案说明 (9) 4.执行机构的设计和传动比的计算 (9) 4.1、电动机到主轴间的减速机构计算 (9) 4.2、推书机构的连杆机构计算 (10) 4.3、凸轮机构的计算 (12) 5.课程设计心得体会 (16) 6.参考文献 (16)
1.绪论 在人类的生产和生活中,需要使用各种机械设备,用来减轻,或者代替人的劳动力,提高生产率,产品质量和生活水平。随着科学技术和工业生产的发展,计算机技术,电子技术和机械技术有机结合,机电一体化的实现,促进机械产品向高速,高效,自动化方向发展。 可见,人们对机械设计要求越来越高,所以我们大学生要带着自己的设计理念从理论到实践中去,努力设计出方便人类使用的产品,对社会作出贡献。本文设计的产品是书本打包机,主要是用在印刷厂里,在大量的书本印刷出来后,将其以一定的数量为一堆,用牛皮纸将其包装起来,以便于销售和运输。其中设计机构主要分为推书机构,送纸机构,裁纸机构,折边机构,折角机构,涂浆糊、帖签、烘干机构和传动机构。在包装过程中,几个机构相互配合而进行打包。 本次设计涉及到的课程有:机械原理、机械原理课程设计、CAD等一些机械专业课程以及一些工具书。 1.1课程设计题目 课程设计题目:书本打包机 书本打包机主要是用在印刷厂里,在大量的书本印刷出来后,将其以一定的数量为一堆,用牛皮纸将其包装起来,以便于销售和运输。这种功能在很多地方都可以用到,比如:包糖机,饭盒包装机等凡是涉及到要将东西分堆包装的地方,都可以将其稍微改动即可用于其它地方。 1.2工艺动作分解 设计书本打包机,在生产线上实现自动送书,用牛皮纸将一摞(5本)书打包成一包,并在两端贴好标签(图1-1),包,封的工艺顺序如图1-2所示。
舞台灯光设计基本要求 一、面光桥 1、第一道面光桥的位置,应使光轴射到台口线与台面的角为 45-50 度; 2、第二道面光桥的位置,应使光轴射到大台唇边沿或升降乐池前 边沿与台面的角度为45-50度; 3、面光桥除灯具所占用的空间外,其通行和工作宽度:甲等剧场 不得小于1.20m ; 4、面光桥的通行高度,不应低于1. 80m ; 5、面光桥的长度不应小于台口宽度,下部应设0.50m高的挡板, 灯具的射光口净高不应小于0. 80m,也不得大于1.00m ; 6、射光口必须设金属护网,固定护网的构件不得遮挡光柱射向表 演区;护网孔径直为35-45mm ; 7、面光桥挂灯杆的净高为1.00 m。高级剧场根据需要可设计第 三道面光桥; 二、耳光室应符合下列规定: 1、第一道耳光室位置应使灯具光轴经台门边沿,射向表演区的水 平投影与舞台中轴线所形成的水平夹角不应大于45度并应使边座观众能看到台口侧边框,不影响台口扬声器传声; 2、耳光室宜分层设置,第一层底部应高于舞台面2.50m ;
3、耳光室每层净高不应低于:2.10m,射光口净宽:不应小于 1.20m ; 1 4、射光口设金属护网及应符合本规范; 5、甲级剧场可根据表演区前移的需要,设2道或3道耳光室; 三、追光室应符合下列规定: 1、追光室应设在楼座观众厅的后部,左右各1个,面积不得小于: 2.50m2,进深和宽度均不得小于2.5m ; 四、调光柜室应符合下列规定: 1、调光柜室应靠近舞台,其面积应与舞台调光回路数量相适应, 甲等剧场不得小于:30m2 ; 2、调光柜室室内净高不得小于:2.5m,室内要有良好的通风.调 光回路应根据剧场类型和舞台大小配置。甲等剧场不得小480回路;除可调回 路外,各灯区宜配置1-3路直通电源,甲等剧场每回路容量不得小于30A. 2 灯光设计之剧场布光技术 剧场内舞台,有多种舞台,有普通镜框式舞台,有伸出式舞台,有岛式舞台,也有称为黑盒子的舞台,因为舞台形式不一,所以灯具的配置要求也不尽相同。为了方便起见我这里只谈一般普通的镜框式舞台,这种舞台不论在过去或者是现在改建和新建剧场中都比较多,因此谈谈这种舞台的灯具配置更显是极需和必要。 舞台(系指镜框式舞台,后文均同)因所演出的剧目不同对灯具要求也会有所不同。所以我们在配用灯具前必须要清楚在此舞台上以演出何种剧目为主,这样配置灯具就会有较明确的目标和意图。如有的舞台就定位在以演出传统的歌剧,芭蕾舞剧