
氢气膜分离技术的现状、特点和应用(中国科学院大连化学物理研究所)摘要:
气体膜分离技术是一种新型的化工分离技术。由于它具有能耗低、投资省、占地面积小和使用方便等特点,现已在石化和化工工业中得到广泛的应用。
在气体膜分离技术中,氢气分离膜占有很大的比重。到目前为止,氢气膜分离技术是开发应用得最早,技术上最成熟,取得的经济效益十分显著的气体膜分离技术。
本文简要地介绍氢气膜分离技术的发展概况,一些氢气膜分离器的性能和特点以及在国内外的应用情况。
关键词:氢气膜分离膜分离技术氢气回收
作者简介:
董子丰:男,1937年生;祖籍:浙江绍兴;研究员。
1961年毕业于北京理工大学化工系。从那时起一直在中国科学院大连化学物理研究所工作。主要从事国防科技事业的研究。80年代中,曾作为访问学者到德国海德堡大学从事激光化学的合作研究。88年回国到现在,主要从事气体膜分离的技术开发,已撰写10余篇文章刊登在国内外杂志上。
中图分类号: TQ028. 8
氢气分离膜技术的现状、特点和应用
一、概述
目前,在气体膜分离技术中,氢气膜分离技术是开发应用最早、适用范围很广、技术最成熟和经济效益十分显著的膜分离技术。氢气膜分离技术主要用来从含氢和其它气体的混合气中,分离和提浓氢气。它之所以在气体膜分离技术中占有如此重要位置的原因不仅是因为氢气在化工和石化工业中的重要性,而且还在于氢气膜分离所具有的技术适用性和经济合理性。
1、氢气在化工和石油化工工业中具有非常重要的意义
现代石油化学和炼油工业的特点是,在一些大型工艺过程中,氢气是重要付产物(重整、裂解),同时,氢又是重要的原料(合成氨、合成甲醇、加氢精制、加氢裂化)。石化工业是个耗氢大户,多年来,在石化工业中,氢气一直供不应求,随着原料油的加重和对辛烷值要求的提高,氢气的供需予盾将会更加突出。
据统计,每加工1吨原油,耗氢50NM3,我国原油年加工能力为1.4亿吨左右,油品加氢每年需耗氢70亿NM3。有人予计,和1985年相比,到2000年,全世界对氢气的需求量将翻一番。[1]
如果用油来制氢,不仅工艺复杂,而且还需消耗大量的资源和能源,每生产1吨氢气将耗原油5吨。一套制氢、加氢联合装置,制氢装置的投资只占总投资的30%,而能耗却占了70%。
另一方面,石油在二次加工过程中(如:催化重整、加氢裂化、加氢精制和催化裂化等)由于发生一系列复杂的裂化、异构化、芳构化、氢转移和脱氢等化学反应。所以,石化工业每天又会排放出大量的含氢气体。过去,由于没有合适的回收方法,只好把他们烧掉。为了合理的利用资源,节约能源和保护环境,最好的办法是选用合适的回收方法加以回收利用。氢气膜分离是其中一种较好的回收方法。1983年,国外采用分离从炼厂气中回收的氢气量每日达一百万立方米。[2]
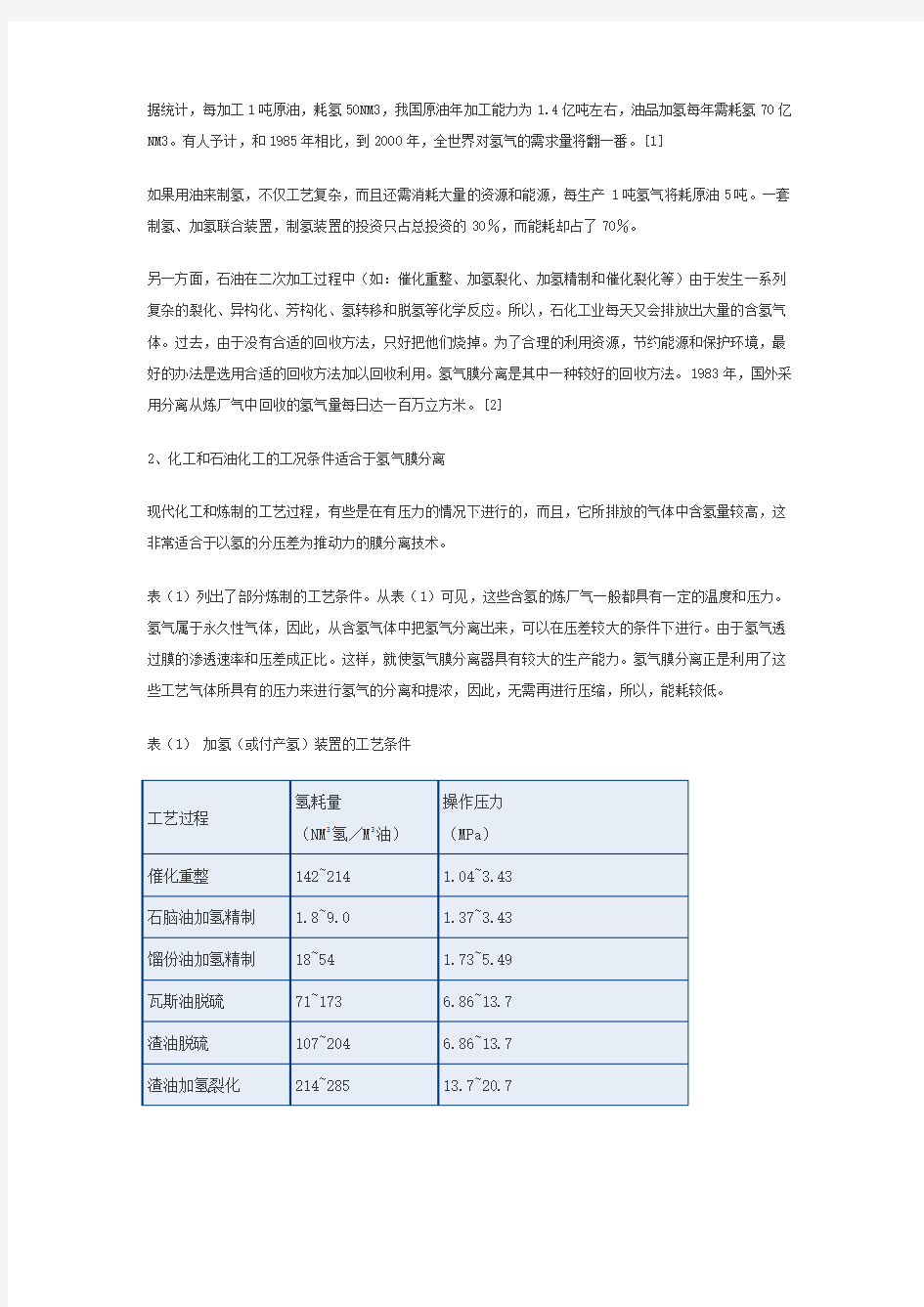
2、化工和石油化工的工况条件适合于氢气膜分离
现代化工和炼制的工艺过程,有些是在有压力的情况下进行的,而且,它所排放的气体中含氢量较高,这非常适合于以氢的分压差为推动力的膜分离技术。
表(1)列出了部分炼制的工艺条件。从表(1)可见,这些含氢的炼厂气一般都具有一定的温度和压力。氢气属于永久性气体,因此,从含氢气体中把氢气分离出来,可以在压差较大的条件下进行。由于氢气透过膜的渗透速率和压差成正比。这样,就使氢气膜分离器具有较大的生产能力。氢气膜分离正是利用了这些工艺气体所具有的压力来进行氢气的分离和提浓,因此,无需再进行压缩,所以,能耗较低。
表(1)加氢(或付产氢)装置的工艺条件
表(2)列出了石油炼制和化工过程中含氢气体的类型和组成。从表(2)可以看出,在这些含氢气体中,氢含量和气体压力都较高。这就为膜分离提供了必要的条件。
表(2)石油炼制和化工过程中,含氢气体的类型和组成(V%)
3、现有的许多膜材质适合于氢气膜分离
现已工业化生产的多种高分子膜,对氢气不但具有较大的渗透速率,而且选择分离性也较高。因此,非常适合从含氢混合气中分离和提浓氢气。
一些高分子膜对氢气和氮气、氢气和甲烷的渗透分离性能分别示于表(3)和表(4)。
表(3)氢气和氮气在高分子膜中的渗透分离性能(t=25℃)
氢气/甲烷的渗透分离性能和氢气/氮气的渗透分离性能非常相似。详见表(4)。
表(4)氢气和甲烷在高分子膜中的渗透分离性能
从表(3)和表(4)可以知道,目前广泛应用的几种膜材料,不但对氢气的渗透性能好,而且对氮/氢分离或氢气/甲烷分离的选择性也佳。
4、采用氢气膜分离的经济合理性
采用氢气膜分离技术从催化裂化干气中回收和提浓氢气,其经济合理性主要体现在原料消耗、能耗和综合成本等方面。现将不同制氢方法的经济性比较列于表(5)。
表(5)不同制氢方法的经济性比较*
*干气来源为120万吨/年,25%减压渣油催化裂化干气,干气中H2=40~60%
以每回收1000NM3,H2=98%的氢气为基准。
从表(5)可见,与制氢相比,用氢气膜回收氢气,其原料消耗和能耗都将减少60%左右,投资费用和综合成本都可减少50%以上。
二、现状
早在1950年,Weller等人就设想从炼厂气中分离和回收氢气。然而,当时制造的膜不仅渗透率低,而且选择性也差,几乎没有什么应用价值。50年代以后,随着高分子材料研究的进展,为制造高分子膜提供了许多可以选择的高分子聚合物。60年代以后,在制膜工艺上又实现了制成非对称膜和复合膜这两项重大突破。到了70年代,正好遇上世界上出现了能源危机,当时的燃料价格几乎上涨了十倍。由于气体膜分离过程无相变,节能降耗效果显著,操作简单,适应性强,于是,氢气膜分离技术也就应运而生,开始在石化工业中崭露头角。
目前,生产氢气膜分离器的主要厂家有:美国的Du Pont、Air Product和日本的Ube工业株式会社等。最早使用中空纤维膜分离氢气的工业试验是在60年代末,Du Pont公司使用聚酯中空纤维膜分离器(permasep)来分离氢气。由于膜的壁厚较厚,膜的强度不高,器的结构也有缺陷等原因,所以,在工业上未能应用。真正奠定氢气膜分离在市场中地位的是Monsanto公司1979年推出的“Prism”中空纤维膜分离器。它广泛地用于从合成氨弛放气或从甲醇弛放气中回收氢气用于增产氨或甲醇,从炼厂气中回收和提浓氢气用于油
品加氢以及用它来进行H2/CO调比,来生产甲醇、乙醇等化工产品。据1990年报导,全世界已有1000多套Prism装置投入运行。[3]Air Product公司生产的螺旋卷式膜分离器。(Separex)在80年代初,也在美、日等国投入工业应用,用于从炼厂气中分离和提浓氢气。其中,1988年为Esso公司在英国Fawlay炼厂建立了一套Separex膜分离装置,用于从加氢裂化尾气中回收氢气,处理能力为64900NM3/H,氢气回收率达90%,氢气浓度95%以上。此外,在美国,还用它来进行H2/CO调比,处理能力为12000NM3/H,氢气浓度为95%,氢气回收率为63%。
日本Ube工业公司生产的聚酰亚胺膜,是一种耐热、耐腐蚀、选择分离性很高的膜,它生产的氢气膜分离器(Upilex)主要用于本国从炼厂气中回收氢气。例如,从催化重整尾气中回收氢气,处理能力7500NM3/H,氢气回收率为80%,氢气浓度97%。
前苏联的深冷机械公司以聚乙烯三甲基硅烷为膜材料,制成了平板膜分离器,也把它用于从乙烷裂解气中回收氢气。原料气中氢含量70%,处理能力2500NM3/H,回收氢气浓度92%。
现将国外主要生产氢气膜分离器的公司及其产品性能列于表(6)。
表(6)国外几种氢气膜分离器的性能 [4]
表(6)中所列Prism,其第一代产品膜材质是聚砜。90年代后,它又研制出第二代产品,其膜材质也是聚酰亚胺。因此,第二代Prism氢膜分离器的性能和日本Ubilex基本一样,这代表了当今氢气膜分离器的最高水平。
我国从1983年起,先后引进了20多套Prism膜分离装置,其中,80%用于从合成氨弛放气中回收氢气,其余20%用于从炼厂气中回收氢气。
1982年,中科院大连化物所开始研制氢气膜分离技术,经过努力,它研制生产的中空纤维氮氢膜分离器,先后于1993年获中国科技进步二等奖,1995年被列入国家科技成果重点推广计划。大连化物所研制生产的氢气膜分离器,膜材质也是聚砜,其性能已达到第一代Prism膜分离器的水平。
综上所述,氢气分离膜经过了近40年的发展,主要是在膜材料、膜结构和膜组件型式等三个方面取得了很大的进展。
膜材料
从早期的醋酸纤维、聚砜发展到现在的聚酰胺、聚酰亚胺,不但使氢气选择性提高了4~5倍,而且使工作温度也提高2~3倍。这样极大地提高了氢气分离膜的效率。
膜结构
早期制造的复合膜,底膜呈手指状的大孔,阻力虽小,但不耐压。现在制造的复合膜,底膜呈蜂窝状小孔,
阻力也不大,但能承受高压,使膜的耐压差提高了2~3倍。当膜材料和膜面积确定后,气体渗透量和膜两侧压差成正比,耐压差的提高将增大气体的渗透量。
膜组件的型式
从早期的平板式,发展现在的螺旋卷式和中空纤维式,不但提高了膜的耐压程度,而且增大了膜的比表面积(即单位体积的膜面积)。平板式的比表面积为300m2/m3,螺旋卷式为1000m2/m3,中空纤维式为15000m2/m3,如以平板式比表面积为1,则螺旋卷式为3.3,中空纤维式为50,比表面积增大了50倍,极大地提高了器的工作效率,减少了器的占地面积。
在取得以上的进展后,出现了现在的耐温、耐压、氢气选择性高、渗透气量大的氢气分离膜,从而为氢气分离膜在化工和石油化工工业中的应用奠定了基础。
三、应用
1、从合成氨放空气中回收氢气
氢气和氮气在高温、高压和催化剂作用下合成氨,由于受化学平衡的限制,氨的转化率只有1/3左右。为了提高回收率,就必须把未反应的气体进行循环。在循环过程中,一些不参与反应的惰性气体会逐渐累积,从而降低了氢气和氮气分压,使转化率下降。为此,要不定时的排放一部分循环气来降低惰气含量。但在排放循环气的同时,因其中氢含量高达50%,所以也损失了大量的氢气。
截止到1997年底,全国合成氨年产量近三千万吨,居世界领先地位。而每天放空气量达两千万立方米,相当于每天损失氢气890吨。若每吨氢气按一万元计算,一天就要损失890万元,浪费惊人。
若采用传统的分离方法来回收氢气,由于成本高,经济上不合理。今选用膜分离,从合成氨放空气中回收氢,它充分利用了合成的高压,实施有功降压,所以能耗低。投用后,经济效益十分显著。从70年代末开始,国外年产30万吨合成氨厂几乎都用上了膜分离氢回收装置。我国从80年代初,也先后引进了14套膜分离装置。自1988年起,大连化物所用自已研制生产的膜分离器,先后为国内外近百家化肥厂提供了膜分离氢回收装置。统计结果表明,它不但可增产氨3~4%,而且使吨氨电耗下降了50度以上,其流程示意图如图(1)所示。
1991年,为了适应化肥厂发展多种经营,以付养肥的需要,大连化物所又开发成功二级膜分离新工艺,即把一级膜分离提浓后的氢气作为原料气,再进入二级膜分离器中再提浓。由此可以得到H2=99%的工业氢气。为生产高附加值的加氢产品(如双氧水、糠醇等)提供了氢源。国内已有近20个厂家采用了二级膜分离技术,使用效果很好,其流程示意图如图(2)所示。
2、从合成甲醇放空气中回收氢
在合成甲醇时,也要排出一些惰气组分(如N2、CH4、Ar等)。由于它们积聚在循环气中,会降低反应物的分压和转化率。但是,这种排放也将损失大量的反应物(H2、CO、CO2)。较好的方法是采用氢气膜分离来分离和回收氢气和二氧化碳。从合成氨放空气中回收氢气是H2/N2分离,而从甲醇放空气中回收氢气是H2/CO分离。二者的不同点还有:前者压力高(28~32MPa),后者压力低(5~6MPa);前者氢回收率高(R =85~90%),后者从调节H2/CO比例着想,氢回收率低(R=50%)。此外,由于甲醇在水中溶解度比氨大,因此,水洗塔的尺寸和水耗、电耗都可减少。其工艺流程示意图如图(3)所示。1979年,美国首先把膜分离技术用于从甲醇放空气中回收氢气。一个以天然气为原料,年产30万吨甲醇的厂家,放空气量为7500Nm3/h,投用后,效益显著。①使甲醇增产2.5%;②使天然气费用节省了23%。
目前,我国甲醇年产量约为170万吨,生产厂家100多个,其中年产量在10万吨以上的厂家只有5家,年产3~6万吨的厂家15个,而合成氨厂联产甲醇又占有很大比例。由于大多数厂家技术落后,能耗高,按理说急需采用膜分离等高新技术来节能降耗。可是由于生产厂家少,生产规模小,所以一直没有引起重视,至今在国内甲醇厂中还没有一套采用膜分离氢回收装置。
3、从炼厂气中回收氢气
石油加工涉及氢的化工产品都需要氢气,随着环保要求的日趋严格,对燃油中的硫含量的要求也越来越苛刻。所以,对油品进行加氢精制必不可少。此外,为了充分利用有限的石油资源,对重油进行加氢裂化来提高原油利用率,也成为一种发展趋势。
国外加氢工艺的发展和重整装置提供大量的廉价氢气分不开的。近年来,国外炼厂虽然用氢量越来越大,需建设制氢装置,但是,重整氢仍占主导地位。
我国原油中轻馏分较少,并且还有相当数量的轻油用于合成氨和化纤工业。此外,国内重整装置能力较小,付产氢量也较少,制氢能力也不大。所以,氢源不足成了制约我国柴油加氢工艺发展中的一大障碍。
据国外统计,每年烧掉的氢量约占炼厂气中氢含量的40%,损失很大。自从出现了氢气膜分离,变压吸附(PSA)和深冷等行之有效的氢气回收技术后,各国都非常重视从炼厂气中回收氢气。
采用膜分离从炼厂气中回收氢气,其技术指标归纳在表(7)。
表(7)用膜分离从炼厂气中回收氢气的技术性能
采用膜分离技术从催化重整尾气、加氢精制尾气、加氢裂化尾气和催化裂化干气中回收氢气的流程示意图分别示于图(4)~图(7)。
i)从催化重整尾气中回收氢气
油品在催化重整过程中,烃类会发生氢转移反应,付产大量的富氢气体(H2≥80%),气体压力为1.5MPa 左右。可以用氢气膜分离技术从重整尾气中分离和提浓氢气。其流程示意图示于图(4)。
90年,大连化物所、北京石油设计院和锦州炼油厂三方合作,在锦炼建立了一套处理重整尾气量为
9600NM3/H的氢气膜分离装置。设计指标为:回收氢气浓度≥94%,氢气回收率≥90%。93年,抚顺石油一厂也建立了一套氢气膜分离装置,处理量为100NM3/H,重整尾气中H2=82%,经膜分离后,回收氢气浓度98%,氢气回收率84%。
ii)从加氢精制尾气中回收氢气
在加氢精制过程中,由于要消耗氢气,使氢分压下降,于是,使含氢混合气中的惰气组份以及在精制过程中生成的惰气组份(N2、C1、C2等)的分压上升。因而,降低了精制过程的转化率。为了避免出现这种现象,必须排放大量的含氢气体。
采用氢气膜分离从加氢精制尾气中回收氢气的流程示意图示于图(5)。
iii)从加氢裂化尾气中回收氢气
在反应器内,由于氢气参加反应和溶解于油品中,生成的烃类又稀释了氢气等因素,从而都使氢分压下降,使加工能力受到影响。为了保持氢分压,只好把反应后的气体向大气中排放。据估算,每排放1克分子烃,就得损失4克分子氢。
采用氢气膜分离装置回收氢后,富氢气体(H2=95%)返回到新氢压缩机,其流程示意图如图(6)所示。这样,每排放1克分子烃,只损失1/4克分子氢,氢气损失减少了16倍。
由于氢分压的提高,也增大了加氢裂化装置的加工能力。据测算,氢分压每增加1MPa,加氢裂化装置的加工能力将增加9%。此外,氢分压提高了,还将延长催化剂的使用寿命和再生期。
1989年,齐鲁石化胜利炼厂引进了一套氢气膜分离装置,处理气量18600NM3/H,加氢裂化尾气中H2=88%,回收后,产品氢浓度≥93%,氢气回收率>90%。
iv)从渣油催化裂化干气中回收氢气
渣油催化裂化技术是对重油进行深度加工的重要手段之一。通过它,可把重质油转化成汽柴油和液化气。在催化裂化过程中,由于催化剂受重金属污染,产氢量相当可观。早在1980年,Monsanto Co. 曾在Louisiana 作过小试,干气中H2=12~26%,产品氢浓度60~84%。
为了探索从渣油催化裂化干气中回收氢气的可能性,1989年,大连化物所、北京石油设计院和石家庄炼油厂三方合作,在石炼进行小试。干气处理量为50~60NM3/H,产品氢浓度可达94~95%,氢气回收率为50~55%。于1992年通过了由中石化总公司发展部主持的鉴定。鉴定意见认为:“用氢气膜分离技术从渣油催化裂化干气中回收氢气,技术可行,经济效益显著,建议尽快建立工业试验装置。”
由于催化裂化干气的含氢量低(H2=10~30%),压力也低(0.7MPa),在采用氢气膜分离技术来回收氢时,必须对原料气先增压,其流程示意图如图(7)所示。
据国外报导,采用膜分离从这样的催化裂化干气中回收氢气,氢气回收率70%,产品氢浓度60~80%,把膜分离后的贫氢尾气用于水蒸汽转化制氢的原料。[2]
上述膜分离技术在国外早已实现工业化。我国从1990年起也先后有了膜分离从炼厂气中回收氢的装置。详见表(8)。
表(8)国内应用情况
武汉厂采用了膜法+PSA混合流程
4、合成气H2/CO比例的调节
由合成气可合成许多化工产品,但所需的H2/CO比例是不同的,如表(9)所示。
表(9)某些以合成气为原料气的化工产品所需的H2/CO比例
石化企业普遍使用天然气蒸汽转化法为合成甲醇提供合成原料气,其流程示意图如图(8)所示。一部分合成气用于合成甲醇,另一部分合成气通过深冷分离,可制得纯度高的CO,用于制备乙酸。合成气中H2/CO =3/1,而合成甲醇时要求H2/CO=2/1。为此,就必须将深冷法分出来的低压CO加入到高压合成原料气中,来进行调比,压力损失较大。
采用膜分离技术后,可通过渗透一部分氢气的办法,按要求在高压下连续地进行调比,同时,由膜分离获得一些工业氢(H2≥95%),可用于增产甲醇。而由深冷制得的CO可全部用于生产乙酸,从而使乙酸生产能力提高30%。早在80年代,国外已实现工业化。
96年,大连化学物理研究所和化八院、四川垫江天然气化工厂合作,在垫江厂进行了膜法调节合成气中H2/CO比例来制取乙醇(30吨/年)的中试,取得成功,并已通过鉴定。具体试验结果如表(10)所示。
表(10)膜分离技术用于合成气调比的中试结果
现在,三方继续合作进行工业试验,国家有关部门十分重视,该项目可望列入“九五”攻关项目。
四、氢气分离膜的技术特点
适用于原料气具有较高压力,富氢气体需低压使用,贫氢气体需高压使用工况。
适用于原料气中氢浓度较高的气体分离。一般来说,当原料气中H2≥30%,膜分离的经济性较好。
适用于不需要同时获得高浓度氢和氢气高回收率的场合。
膜分离的可靠性最佳。
氢气分离的可靠性十分重要,尤其是当这一工艺是作为补充氢气的主要来源时,更显得重要。可靠性通常以开工率和非计划停工率来衡量。由于膜分离装置工艺流程简单,无运动部件,控制部分少,适于连续生产。所以,开工率达100%。
膜分离器件的组合性强,非常容易进行扩建。它可根据实际工况条件,适当增加膜组件,来扩大生产能力。
五、发展联合工艺,优化工艺过程
当前,氢气膜分离、变压吸附(PSA)和深冷这三种分离方法都适于从含氢混合气中分离和提浓氢气。三种方法各有所长,也各有其短。现将三种氢回收方法的比较列于表(11)。
表(11)氢回收方法的比较
从表(11)可见,与其它两种分离方法相比,氢气膜分离操作方便,适用范围较宽,氢气回收率较高。但是,经膜回收氢气的压力较低,该产品气若用于油品加氢,还需加压。任何一种分离方法都不是万能的。如果能根据实际工况条件,把三种方法联合起来使用,扬长避短,各显其能,就一定会产生最好的效果。
早在80年代,Air Product co.就率先成功地把膜分离和深冷联合用于从含氢、氮和甲烷的混合气中分离提浓氢气。它先用膜分离来获得工业氢气(H2≥98%),然后,再将浓缩了的氮气、甲烷和含少量氢气的混合气,经深冷来制取氮气和甲烷。这样,它不仅利用了原料气的压力来进行膜分离,发扬了膜分离的长处,而且,又利用膜分离后尾气的余压,来进行深冷分离,从而减少了低温操作的热负荷,达到了节能降耗的目的。为此,该公司申请了专利。[5]
另一成功例子是,武汉石油化工厂采用了膜和变压吸附(PSA)联合流程从催化裂化干气中回收氢气。由于干气中氢含量低(H2=35%),单独采用膜或PSA氢回收率都低。现采用联合流程,即先用膜分离来予提浓氢气(H2≥80%),氢气回收率>90%,同时还可脱除大部分C2~C4烃类;然后再用PSA把氢气由80%提浓到99%。由于进入PSA时,原料气中H2≥80%,而且已脱除了大部分C2~C4烃类。所以,这时,PSA 的氢气回收率也可达到90%。由此联合工艺可得到氢气浓度99%,氢气总回收率>80%的好结果。
由于联合工艺的效果比任何单一工艺的效果都好,具体表现在节能降耗和降低成本这两个方面,因而产生了巨大的吸引力。为了在工业气体领域中尽快地将联合工艺开发出来,并实现工业化,世界上许多著名的工业气体公司纷纷和制膜公司联合起来,建立联合企业。如:LˊAir Liquide Co. 和Du Pont Co. 建成世界上最大的工业气体公司Medal L. P.;Air product Co. 从Monsanto Co. 手中购买了它的子公司Permea Co.;甚至连一向以深冷和PSA技术著称于世的Union Carbide和 Linde Co.也联合起来组建了制膜的Innovative Membrane Co.。现已开发出膜椛罾洌PSA两种联合工艺。
现在,氢气膜分离技术已成为与化工、石油化工、冶金、电子等工业部门密切相关的技术。随着工业的不断发展,可以予计,在下个世纪,以膜分离、变压吸附和深冷为主导的联合工艺,将成为更广泛应用的高效氢气分离方法。
参考文章
唐文俊
国外气体分离技术新进展
低温与特气, No. 2 1992, p1-7
ДУРГАРБЯН С.Г.et al.,
ΗЕфТЕХИМИЯ Vol. 23 No. 5 1983, p579-595
Keith Murphy
Membrane & Separation Technology News
Jan. 1990
A. K. Fritzsche and R. S. Narayan
“Gas Separations by Membrane Systems”
Chemical Economy & Engineering Review
Vol. 19 No. 205 1987, p19-31
Joseph Haggin
“New generation of membrane developed for industrial separations”Chemical & Engineering News
Jan. 6 1988, p7-16
M E M S传感器的现状及 发展前景 集团标准化小组:[VVOPPT-JOPP28-JPPTL98-LOPPNN]
毕 业 设 计 指 导 课 论 文 MEMS传感器的现状及发展前景 摘要:MEMS传感器是随着纳米技术的发展而兴起的新型传感器,具有很多新的特性,相对传统传感器其具有更大的优势。在追求微型化的当代,其具有良好的发展前景,必将受到各个国家越来越多的重视。文章首先介绍了MEMS传感器的分类和典型应用,然后着重对几个传感器进行了介绍,最后对MEMS传感器的发展趋势与发展前景进行了分析。 关键词:MEMS传感器;加度计;陀螺仪;纳米技术;微机构;微传感器StatusandDevelopmentProspectofMEMSSensors Abstract:MEMSsensorisanewtypeofsensorwiththedevelopmentofnanotechnology.Ithasma nynewfeatures,whichhasagreatadvantageovertraditionalsensors.Inthepursuitofminia turizationofthecontemporary,itsgoodprospectsfordevelopment,willbesubjecttomorea
ndmoreattentioninvariouscountries.Firstly,theclassificationandtypicalapplicatio nofMEMSsensorareintroduced.Then,severalsensorsareintroduced.Finally,thedevelopm enttrendanddevelopmentprospectofMEMSsensorareanalyzed. Keywords:MEMSsensor;accelerometer;gyroscope;nanotechnology;micro- mechanism;micro-sensor 目录 一、引言 MEMS传感器是采用微机械加工技术制造的新型传感器,是MEMS器件的一个重要分支。1962年,第一个硅微型压力传感器的问世开创了MEMS技术的先河,MEMS技术的进步和发展促 进了传感器性能的提升。作为MEMS最重要的组成部分,MEMS传感器发展最快,一直受到各发达国家的广泛重视。美、日、英、俄等世界大国将MEMS传感器技术作为战略性的研究领域之一,纷纷制定发展计划并投入巨资进行专项研究。 随着微电子技术、集成电路技术和加工工艺的发展,MEMS传感器凭借体积小、重量轻、功耗低、可靠性高、灵敏度高、易于集成以及耐恶劣工作环境等优势,极大地促进了传感器的微型化、智能化、多功能化和网络化发展。MEMS传感器正逐步占据传感器市场,并逐渐取代传统机械传感器的主导地位,已得到消费电子产品、汽车工业、航空航天、机械、化工及医药等各领域的青睐。
膜过滤技术及其应用范围介绍 北京陶普森膜应用工程技术有限公司孙永杰 过滤是分离液体中固体性颗粒的常用方法之一。我们熟悉的土壤就是一个天然过滤器,池塘、湖泊和河流中的地表水在通过不同类型的土壤之后,渗透聚积成相对洁净的地下水,土壤让水透过的时候截留了其它成分,如颗粒物和污染物等,而渗透到深处的地下水得到了净化。 过滤是实验室常用的物料分离技术。从筛网、滤纸到膜滤器等技术手段的延伸、发展,促进了产品提纯技术的提高,净化效果明显,分离精度大大提高。在能量消耗,过滤效果和操作简便方面,相比于传统的分离方法如蒸馏或结晶,膜过滤技术的表现优于其他分离过程。在许多分离领域,膜过滤克服了传统技术局限性,尤其对生化或药物的加工应用过程,膜技术的应用提高了产品品质和收率,因为其中的蛋白质和有效成分大多是热敏感的。因膜过滤为物理过滤方式,膜材质稳定性强,经验证的实验室过滤工艺,很容易被放大和改进,更易成功应用到实际的大规模生产中。 在生物和制药技术行业的许多领域,包括食品和饮料行业,生物技术和饮用水处理行业,都普遍使用过滤膜用于过滤。 过滤膜的工作原理:膜过滤器的原理类似于上面提到的地下水渗透过程,人工制备的膜相当于地表土层,待过滤的溶液中一部分的小分子物质可以通过薄膜的微孔,其渗透性取决于孔的大小。比滤膜孔更小的颗粒可透过滤膜,而比滤膜孔大的颗粒就被截留下来。
一般情况下,膜的孔径决定了应用,根据孔径的大小,将不同的过滤膜技术分为四类:微滤,超滤和纳滤以及反渗透。 1. 微滤膜技术 过滤膜的孔径一般在5μm和0.1μm之间。在微生物实验中经常被使用孔径为0.1μm至0.2μm的膜,可以分离出酵母菌和细菌,是一种温和快速的杀菌方法。在工业化生产上,这种滤膜技术通常为过滤器的滤芯,广泛应用在医药,食品和饮料工业生产线中。例如,生物制药厂用于生物反应器中微生物生长阶段之后的“收获”和细菌菌体的分离,废水处理或浑浊液的油水分离等。 2. 超滤膜技术 超滤技术常常用于大分子的浓缩和脱水,超滤膜过滤“孔径”在0.1μm和0.01μm之间。由于该技术主要用于分离或浓缩蛋白质分子,所以膜的过滤孔径被定义为“分子量切断”(MWCO)或“标称分子量切断”(NMWC),单位为道尔顿(质量单位,等于一氧原子的1/16)。MWCO值表示可被膜截留的球状分子的小分子量。为了安全起见,应总是选择MWCO值至少比要分离的大分子的分子量高20%。这种膜过滤技术的应用操作压力,通常在2-10巴之间。 3.纳滤技术 是纳米级过滤技术的简称,纳米级过滤的膜过滤器,其孔径小于0.005μm,可截留更小的有机分子和大部分盐类物质,以及重金属离子等。陶普森纳米级过滤需要更高的外部压力,过滤压力一般在10-80巴之间。
传感器的目前现状与发展趋势 吴伟 1106032008 材控2班 摘要:传感器是高度自动化系统乃至现代尖端技术必不可少的一个关键组成部分。传感器技术是世界各国竞相发展的高新技术,也是进入21 世纪以来优先发展的十大顶尖技术之一。传感器技术所涉及的知识领域非常广泛,其研究和发展也越来越多地和其他学科技术的发展紧密联系。本文首先介绍了传感器的基本知识和传感器技术的发展历史。之后,综述了近几年高端前沿的光电传感器技术和生物传感器技术的主要研究状况。最后,展望了现代传感器技术的发展和应用前景。 关键词:传感器技术;传感器;研究现状;趋势 引言 当今社会的发展,是信息化社会的发展。在信息时代,人们的社会活动将主要依靠对信息资源的开发及获取、传输与处理。而传感器是获取自然领域中信息的主要途径与手段,是现代科学的中枢神经系统。它是指那些对被测对象的某一确定的信息具有感受(或响应)与检出功能,并使之按照一定规律转换成与之对应的可输出信号的元器件或装置的总称。传感器处于研究对象与测控系统的接口位置,一切科学研究和生产过程所要获取的信息都要通过它转换为容易传输和处理的电信号。如果把计算机比喻为处理和识别信息的“大脑”,把通信系统比喻为传递信息的“神经系统”,那么传感器就是感知和获取信息的“感觉器官”。 传感器技术是现代科技的前沿技术,发展迅猛,同计算机技术与通信技术一起被称为信息技术的三大支柱,许多国家已将传感器技术列为与通信技术和计算机技术同等重要的位置。现代传感器技术具有巨大的应用潜力,拥有广泛的开发空间,发展前景十分广阔。 1 传感器的基本知识
1.1 传感器的定义和组成 广义地说,传感器是指将被测量转化为可感知或定量认识的信号的传感器。从狭义方面讲,感受被测量,并按一定规律将其转化为同种或别种性质的输出信号的装置。传感器一般由敏感元件、转换元件、测量电路和辅助电源四部分组成,其中敏感元件和转换元件可能合二为一,而有的传感器不需要辅助电源。 1.2 传感器技术的基本特性 在测试过程中,要求传感器能感受到被测量的变化并将其不失真地转换成容易测量的量。被测量有两种形式:一种是稳定的,称为静态信号;一种是随着时间变化的,称为动态信号。由于输入量的状态不同,传感器的输入特性也不同,因此,传感器的基本特性一般用静态特性和动态特性来描述。衡量传感器的静态特性指标有线性度、灵敏度、迟滞、重复性、分辨率和漂移等。影响传感器的动态特性主要是传感器的固有因素,如温度传感器的热惯性等,动态特性还与传感器输入量的变化形式有关。 2 传感器技术的发展历史与回顾 传感器技术是在20世纪的中期才刚刚问世的。在那时,与计算机技术和数字控制技术相比,传感技术的发展都落后于它们,不少先进的成果仍停留在实验研究阶段,并没有投入到实际生产与广泛应用中,转化率比较低。在国外,传感器技术主要是在各国不断发展与提高的工业化浪潮下诞生的,并在早期多用于国家级项目的科研研发以及各国军事技术、航空航天领域的试验研究。然而,随着各国机械工业、电子、计算机、自动化等相关信息化产业的迅猛发展,以日本和欧美等西方国家为代表的传感器研发及其相关技术产业的发展已在国际市场中逐步占有了重要的份额。 我国从20世纪60年代开始传感技术的研究与开发,经过从“六五”到“九五”的国家攻关,在传感器研究开发、设计、制造、可靠性改进等方面获得长足的进步,初步形成了传感器研究、开发、生产和应用的体系,并在数控机床攻关中取得了一批可喜的、为世界瞩目的发明专利与工况监控系统或仪器的成果。但从总体上讲,它还不能适应我国经济与科技的迅速发展,我国不少传感器、信号
题目:膜分离技术读书报告日期2015年11月20日
目录 一、膜的种类特点及分离原理 (1) 二、最新膜分离技术进展 (3) 1. 静电纺丝纳米纤维在膜分离中的应用 (3) 1.1 静电纺丝技术的历史发展 (3) 1.2 静电纺丝纳米纤维制备新型结构复合膜 (3) 1.2.1 在超滤方面 (4) 1.2.2 在纳滤方面 (4) 1.2.3 在渗透方面 (5) 1.2.4 静电纺丝纳米纤维制备空气过滤膜 (5) 2. 多孔陶瓷膜应用技术 (6) 2.1 高渗透选择性陶瓷膜制备技术 (7) 2.1.1 溶胶—凝胶技术 (7) 2.1.2 修饰技术 (7)
一、膜的种类特点及分离原理 膜分离技术(membrane separation technology, MST)是天然或人工合成的高分子薄膜以压力差、浓度差、电位差和温度差等外界能量位差为推动力,对双组分或多组分的溶质和溶剂进行分离、分级、提纯和富集的方法。常用的膜分离方法主要有微滤(micro-filtration, MF)、超滤(ultra-filtration,UF)、纳滤(nano-filtration,NF)、反渗透(reverse-osmosis, RO)和电渗析(eletro-dialysis, ED)等。MST具有节能、高效、简单、造价较低、易于操作等特点、可代替传统的如精馏、蒸发、萃取、结晶等分离,可以说是对传统分离方法的一次革命,被公认为20世纪末至21世纪中期最有发展前景的高新技术之一,也是当代国际上公认的最具效益技术之一。 分离膜的根本原理在于膜具有选择透过性,按照分离过程中的推动力和所用膜的孔径不同,可分为20世纪30年代的MF、20世纪40年代的渗析(Dialysis, D)、20世纪50年代的ED、20世纪60年代的RO、20世纪70年代的UF、20世 纪80年代的气体分离 (gas-separation, GS)、20世纪90 年代的PV和乳化液膜(emulsion liquid membrane, ELM)等。 制备膜元件的材料通常是有 机高分子材料或陶瓷材料,膜材料中的孔隙结构为物质透过分离膜而发生选择性分离提供了前提,膜孔径决定了混合体系中相应粒径大小的物质能否透过分离膜。图1是MF、UF、NF、RO的工作示意图。MF的推动力是膜两端的压力差,主要用来去除物料中的大分子颗粒、细菌和悬浮物等;UF的推动力也是膜两端的压力差,主要用来处理不同相对分子质量或者不同形状的大分子物质,应用较多的领域有蛋白质或多肽溶液浓缩、抗生素发酵液脱色、酶制剂纯化、病毒或多聚糖的浓缩或分离等;NF自身一般会带有一定的电荷,它对二价离子特别是二价阴离子的截留率可达99%,在水净化方面应用较多,同时可以透析被RO膜截留的无机盐;RO是一种非对称膜,利用对溶液施加一定的压力来克服溶剂的渗透压,使溶剂通过反向从溶液
智能视频技术的现状及发展趋势探析 智能视频技术(IVT,Intelligent Video Technology),属于计算机视觉(CV,Com puter Vision)与人工智能(AI,Artificial Intelligent)领域研究的一个分支,融合了图像处理技术、计算机视觉技术、计算机图形学、人工智能、图像分析等多项技术,其发展目标在于在监视场景与事件描述之间建立一种映射关系。同大部分计算机系统一样,智能视频系统可以被分为构成智能视频监控的硬件,以及智能视频软件两个部分。 硬件设备主要包括:采集视频数据的摄像机、支撑摄像机以及整个系统运行的电力系统、用于存放拍摄到的视频数据的存储设备、承载智能视频分析软件的高性能计算机、能够高速传输视频以及分析结果等数据的网络接口。 智能视频软件是指通过硬件提供的输入信息,自动地提取并理解视频源的关键信息。智能视频软件具有其独特性,即专用性、多样性等。而不同的商业环境和用户对监控的功能需求大相径庭,对于不同的应用系统软件实现的算法也完全不同,甚至智能视频软件的实现平台也是可选的:既可以在X86的服务器上实施,也可以在基于DSP的嵌入式系统上实施。这一特点,也正是智能视频行业探讨的热点所在。 智能视频的发展现状 智能视频软件市场是一个成长非常快速的市场,根据IMS的市场研究分析,在未来3 年内有关视频技术的软件市场会成长到8亿美元的份额。注意,仅仅是在软件部分就有这么大的一个份额。 在视频智能分析软件的市场需求急剧增长的刺激下,国外提供视频智能分析软件产品的厂商已经有许多:Verint、Vidient、Westec、Interactive、Visual Defence、Nextiva、V istascape、NiceVision、ioimage、TASC、MATE、Ov、Dallmeier、Ivbox、Viseowave等,他们都能提供视频智能分析产品,大部分厂商提供的视频智能分析产品,都基于ObjectVid eo公司的图像分析技术,采用Object Video OnBoard平台来设计并创建自己品牌的OEM产品,这是大部分视频智能分析产品商以最小的投资成本及最快的时间来赢得市场的好办法。 在解决方案的提供上,国外也有许多成功的案例,比如旧金山国际机场采用了由Vidie nt公司提供的智能视频分析系统Smart Catch。Smart Catch与机场现有的闭路电视(CCTV)系统协同检测异常或可疑行为(如图1)。当智能视频分析软件识别出一个异常情况时,就立即将视频片段通过呼机、手提电脑、移动电话或其它通讯设备发送给响应者前来进行现场调查。 国内的众多企业也开始了对智能视频分析软件的尝试。比如上海世平伟业公司开发的I vbox智能视频分析系统,上海皓维推出的智能视频分析预警系统等等。
传感器技术的研究应用现状与发展前景 传感器技术作为信息技术的三大基础之一,是当前各发达国家竞相发展的高技术是进入21 世纪以来优先发展的十大顶尖技术之一。传感器在科学技术领域、工农业生产以及日常生活中发挥着越来越重要的作用。人类社会对传感器提出的越来越高的要求是传感器技术发展的强大动力,而现代科学技术突飞猛进则提供了坚强的后盾。传感器是信息系统的源头, 在某种程度上是决定系统特性和性能指标的关键部件。本文回顾了传感器技术的发展历史,综述了近几年高端前沿的光电传感器技术和生物传感器技术的主要研究应用状况,并通过简述当前的应用实例,展望了现代传感器技术的发展和应用前景。 1.引言 传感器是将物理、化学、生物等自然科学和机械、土木、化工等工程技术中的非电信号转换成电信号的换能器。当今社会的发展是信息化社会的发展,在信息时代人们的社会活动将主要依靠对信息资源的开发及获取、传输与处理,而传感器是获取自然领域中信息的主要途径与手段,是现代科学的中枢神经系统,它是指那些对被测对象的某一确定的信息具有感受(或响应)与检出功能,并使之按照一定规律转换成与之对应的可输出信号的元器件或装置的总称。传感器处于研究对象与测控系统的接口位置一切科学研究和生产过程所要获取的信息都要通过它转换为容易传输和处理的电信号。如果把计算机比喻为处理和识别信息的大脑,把通信系统比喻为传递信息的神经系统,那么传感器就是感知和获取信息的感觉器官。传感器技术是现代科技的前沿技术,发展迅猛,同计算机技术与通信技术一起被称为信息技术的三大支柱,许多国家已将传感器技术列为与通信技术和计算机技术同等重要的位置现代传感器技术具有巨大的应用潜力拥有广泛的开发空间,发展前景十分广阔。 2.传感器的发展历史及分类 2.1传感器技术的发展历史 传感器技术是20世纪的中期才刚刚问世的,在那时与计算机技术和数字控制技术相比,传感技术的发展都落后于它们,不少先进的成果仍停留在实验研究阶段并没有投入到实际生产与广泛应用转化率比较低。在国外,传感器技术主要是在各国不断发展与提高的工业化浪潮下诞生的,并在早期多用于国家级项目
新型膜分离技术研究进展 摘要:膜分离技术是一项新兴的高效、快速、节能的新型分离技术。作为一种新型分离技术,在多种领域得到了广泛的应用。综述了反渗透、电渗析、纳滤、微滤、超滤、气体分离、渗透汽化和膜反应器等各种膜分离技术的分离原理、特点,在工业中的应用以及目前存在的问题。最后展望了膜技术的应用前景。 关键词:膜分离;原理;应用;进展 膜分离技术主要是采用天然或人工合成高分子薄膜,以外界能量或化学位差为推动力,对双组分或多组分流质和溶剂进行分离、分级、提纯和富集操作。与传统分离方法(蒸发、萃取或离子交换等)相比,它是在常温下操作,没有相变,最适宜对热敏性物质和生物活性物质的分离与浓缩,具有高效、节能,工艺过程简单,投资少,污染小等优点,因而在化工、轻工、电子、医药、纺织、生物工程、环境治理、冶金等方面具有广泛的应用前景。 1膜分离技术的分离原理和特点 1.1纳滤 纳滤膜具有纳米级孔径,截留相对分子质量为200-1000,能使溶剂、有机小分子和无机盐通过。纳滤膜的分离机理模型目前的看法主要是空间位阻-孔道模型。与超滤膜相比,纳滤膜有一定的荷电容量;与反渗膜相比,纳滤膜又不是完全无孔的。纳滤是介于反渗透和超滤之间的一种膜分离技术,是国内外研究的热点。余跃等[1]废水进行了去除COD和脱色的研究。结果表明,纳滤技术可有效地去除印染废水中的色度和COD。 1.2超滤 超滤的截留相对分子质量在1000-100000之间。超滤过程的分离机理一般认为是压力驱动的筛孔分离过程,是膜表面上的机械截留(筛分)、在膜孔中的停留(阻塞)、在膜表面及膜孔内的吸附三种形式。徐超等[2]在中试中采用浸没式超滤膜代替传统砂滤工艺处理浊度较低的滦河水,取得较好的处理效果,设备费用降低了。 1.3微滤 微滤是发展最早、制备技术最成熟的膜形式之一,孔径在0.05-10μm之间,可以将细菌、微粒、亚微粒、胶团等不溶物除去,滤液纯净,国际上通称为绝对过滤。微滤分离的实质是利用膜的“筛分”作用来进行的。即:比膜孔大的颗粒的机械截留、颗粒间相互作用及颗粒与膜表面的吸附、颗粒间的桥架作用这三种方式来实现的。 1.4反渗透 反渗透又称逆渗透,一种以压力差为推动力,从溶液中分离出溶剂的膜分离操作。因为它和自然渗透的方向相反,故称反渗透。学界对于反渗透分离机理的解释主要流行以下理论:溶解一扩散模型、优先吸附一毛细孔流理论、氢键理论。 自从上个世纪90年代邓宇发明了非加压吸附渗透海水淡化法以来,反渗透用于海水淡化的研究得到了极大发展[3]。在重金属废水处理领域,美国芝加哥API工艺公司采用B一9芳香族聚酞胺中空纤维膜组件处理镀镍漂洗水,废水中Niz+的分离率为92%[4]。 1.5电驱动膜
膜分离技术及其应用 童汉清 海金萍 (蚌埠高等专科学校食品系,蚌埠市233030) 摘 要 针对膜分离技术的一系列独特优点,介绍了工业中常用的各种分离膜的性能、材料及其各自的应用,并简述了世界上最新的膜分离技术及其发展方向。 关键词 膜分离技术 反渗透膜 超滤膜 微滤膜 0 前言 膜分离是用半透膜分离均相混合物中不同组分的一种方法。由于膜分离技术在生产中物料无相变过程,因而无需再沸器、冷凝器等设备,与蒸发、精馏等分离技术相比具有显著的节能、高效等特点,特别是对于食品工业,膜分离技术可以完好地保留食品原有色、香、味,而其营养成分又不会被高温破坏。因而膜技术在世界范围内引起人们极大关注,被誉为重大的新技术革命之一。 现代膜技术的开发还仅仅是近三十年的事情,虽然近年来有了较大的发展,但目前仍处于发展和完善的过程中。国内外膜分离技术已在许多不同行业得到应用,并取得了良好效果。 1 反渗透膜及其应用 1.1 反渗透膜的性能 反渗透膜的孔径在0.3~2nm之间,通常为非对称的微孔结构膜,压差作为操作推动力,工作压力可高达7.0~7.5M Pa,膜通量一般为0.5m3/(m2d)。 反渗透膜能截留住除水分子、氢离子、氢氧根离子以外的其它物质,因而主要用于水和其它物质的分离。 1.2 膜材料 最先开发并成功应用的反渗透膜材料是醋酸纤维素,70年代以来逐渐开发出一些新型反渗透膜材料,如芳香族聚酰胺、聚苯并咪唑、磺化聚苯撑氧、磺化聚磺酸盐、聚酰胺羧酸、聚乙烯亚胺、聚甲苯二异氰酸酯和等离子处理聚丙烯腈等。醋酸纤维素在强酸和弱碱条件下易发生水解且不耐高温,易受微生物和酶的作用,在正常使用时还会发生蠕变使透水速率降低。尽管存在这些缺点,但目前工业上最广泛使用的两种反渗透膜材料,还是首选醋酸纤维素,其次为聚酰胺。 1.3 反渗透膜的应用 1.3.1 海水淡化 反渗透膜分离技术被广泛应用于海水淡化。在全世界海水淡化装置中,约有30%用反渗透方式来实现。反渗透膜由极薄致密表层和多孔支撑层构成,具有高透水率及高脱盐率,可脱去海水中99%以上的盐离子。 1.3.2 果汁、果酒等产品的浓缩 膜浓缩是在常温下进行的。用反渗透膜对果汁、果酒进行浓缩,可保证维生素等营养成分不受破坏以及挥发质不损失,并可保留其原有的风味,这是其它浓缩技术难以做到的。另外,反渗透膜可以完全除去细菌和病毒,使产品不加任何防腐剂而延长储存期,食用更加卫生可靠。 19 《化工装备技术》第20卷第2期1999年
膜分离技术 膜分离技术是指在分子水平上不同粒径分子的混合物在通过半 透膜时,实现选择性分离的技术,半透膜又称分离膜或滤膜,膜壁布满小孔。 膜的孔径一般为微米级,依据其孔径的不同(或称为截留分子量),可将膜分为微滤膜、超滤膜、纳滤膜和反渗透膜,根据材料的不同,可分为无机膜和有机膜,无机膜主要是陶瓷膜和金属膜,其过滤精度较低,选择性较小。有机膜是由高分子材料做成的,如醋酸纤维素、芳香族聚酰胺、聚醚砜、聚氟聚合物等等。 微滤(MF)通常孔径范围在0.1~1微米,大于1微米不能通过。 又称微孔过滤,它属于精密过滤,其基本原理是筛孔分离过程。微滤膜的材质分为有机和无机两大类,有机聚合物有醋酸纤维素、聚丙烯、聚碳酸酯、聚砜、聚酰胺等。无机膜材料有陶瓷和金属等。鉴于微孔滤膜的分离特征,微孔滤膜的应用范围主要是从气相和液相中截留微粒、细菌以及其他污染物,以达到净化、分离、浓缩的目的。 对于微滤而言,膜的截留特性是以膜的孔径来表征,通常孔径范围在0.1~1微米,故微滤膜能对大直径的菌体、悬浮固体等进行分离。可作为一般料液的澄清、保安过滤、空气除菌。 超滤(UF),膜两侧需压力差,膜孔径在0.05um至1nm之间,通常截留分子量范围在1000~300000。 是介于微滤和纳滤之间的一种膜过程,膜孔径在0.05um至1nm 之间。超滤是一种能够将溶液进行净化、分离、浓缩的膜分离技术,
超滤过程通常可以理解成与膜孔径大小相关的筛分过程。以膜两侧的压力差为驱动力,以超滤膜为过滤介质,在一定的压力下,当水流过膜表面时,只允许水及比膜孔径小的小分子物质通过,达到溶液的净化、分离、浓缩的目的。 对于超滤而言,膜的截留特性是以对标准有机物的截留分子量来表征,通常截留分子量范围在1000~300000,故超滤膜能对大分子有机物(如蛋白质、细菌)、胶体、悬浮固体等进行分离,广泛应用于料液的澄清、大分子有机物的分离纯化、除热源。 纳滤(NF),孔径为几纳米,截留分子量在80~1000的范围内。 是介于超滤与反渗透之间的一种膜分离技术,其截留分子量在80~1000的范围内,孔径为几纳米,因此称纳滤。基于纳滤分离技术的优越特性,其在制药、生物化工、食品工业等诸多领域显示出广阔的应用前景。 对于纳滤而言,膜的截留特性是以对标准NaCl、MgSO4、CaCl2溶液的截留率来表征,通常截留率范围在60~90%,相应截留分子量范围在100~1000,故纳滤膜能对小分子有机物等与水、无机盐进行分离,实现脱盐与浓缩的同时进行。 反渗透(RO),以膜两侧静压为推动力,反渗透仅让水透过膜,能截留所有的离子。 是利用反渗透膜只能透过溶剂(通常是水)而截留离子物质或小分子物质的选择透过性,以膜两侧静压为推动力,而实现的对液体混合物分离的膜过程。反渗透是膜分离技术的一个重要组成部分,因具
(1)CLG公司加氢裂化技术。CLG公司是由Chevrn公司和ABB Lummus Golal公司合并资源共同组建的一家技术公司。在工艺技术方面,CLG公司在其原有的单段一次通过(SSOT)、单段循环(SSREC)和两段(TSR)加氢裂化工艺技术的基础上,近年来又推出了优化部分转化、分步进料、反序串联两段、ISOFLEX等加氢裂化新工艺。新开发的反序串联两段(SSRS)加氢裂化工艺技术将首次在我国大连西太平洋石化公司工业应用。在催化剂开发方面,CLG公司推出的新一代催化剂提高了活性、选择性和运行周期。CLG公司开发的异构脱蜡催化剂已发展到第3代,催化剂性能得到持续改进。其包括异构脱蜡在内的全氢法生产润滑油技术已在中国石油大庆炼化公司和中国石化上海高桥分公司成功工业应用。 (2)UOP公司加氢裂化技术。UOP公司是世界上加氢裂化技术的主要提供商。在加氢裂化工艺方面,UOP公司在其原有一段串联、单段、一次通过、平行进料、两段、HyCycle(反序串联两段)、APCU(先进部分转化)、LCO Unicracking(催化柴油加氢改质联产清洁汽油)等工艺技术的基础上,去年又开发出一种分步进料加工DAO、VGO和AGO、生产清洁油品的加氢裂化-加氢处理组合工艺技术和一种催化柴油加氢改质联产轻芳烃LCO-X组合工艺技术。加氢裂化-加氢处理组合工艺技术是UOP公司针对加拿大陆地Northe Lights公司特定需要而提出的。采用该组合工艺技术,可以在一套加氢装置上同时加工DAO、VGO和AGO进料。由于设备台数减少、氢气和反应热等得到充分合理利用,因此装置建设投资和操作费用可明显降低。LCO-X组合工艺是针对LCO改质和BTX生产需要而开发的。它由LCO Unicracking和芳烃分离两部分集合而成。对于联产芳烃的炼化企业,采用该工艺从低价值的LCO来增产BTX 轻芳烃,具有明显的竞争优势。 (3)Criterion催化剂公司加氢裂化技术。在工艺方面,Criterion催化剂公司主要开发一段串联加氢裂化工艺技术和SYN系列柴油加氢改质工艺技术。Criterion催化剂公司生产DN系列加氢裂化预处理催化剂,其主要牌号为DN310、DN3120和DN3300。Criterion催化剂公司生产的Z系列加氢裂化催化剂分为用于精制段反应器底部的脱氮-缓和裂化型、最大量生产馏分油型、灵活生产石脑油-馏分油型和选择性生产石脑油型等4大类。其中,用于精制段反应器底部的脱氮-缓和裂化型催化剂有Z-503和Z-513,最大量生产馏分油型催化剂有Z-603、Z-623和Z-673,灵活生产石脑油-馏分油型催化剂有Z-723、Z-3723、Z-5723、Z-733和Z-803,选择性生产石脑油型催化剂有Z-753、Z-853和Z-863。Criterion催化剂公司生产的加氢裂化催化剂已先后在中国石油锦西石化公司和独山子石化公司等企业工业应用。 (4)Haldor Topsoe公司加氢裂化技术。在工艺方面,Haldor Topsoe公司最近开发了SPC分段部分转化加氢裂化工艺技术,原料油全部进行加氢预处理,根据实际需求,部分加氢处理后的原料进行加氢裂化,产品分布和产品质量容易操控,氢耗能够得到有效控制,具有较高的生产灵活性。在催化剂方面,Haldor Topsoe公司近年开发了BRIMTM技术平台,并利用该技术平台,开发生产了新一代高活性加氢裂化预处理催化剂TK-605BBIMTM和缓和加氢裂化/蜡油加氢处理催化剂TK-558BRIMTM 和TK-559BRIMTM。除此之外,Haldor Topsoe公司还开发生产能够提高转化率并改善产品质量的TK-961、KT-962和TK-965缓和加氢裂化催化剂,以及可以用于单段、一段串联和两段加氢裂化装置、最大量生产中间馏分油的TK-925、TK-926和无定型加氢裂化催化剂和TK-931、TK-941、TK-951含微量分子筛型加氢裂化催化剂。(5)Albemarle公司加氢裂化技术。在催化剂方面,Albemarle公司生产的KF-848加氢裂化预处理催化剂享有较高声誉,至今仍在世界上广泛使用。该公司开发生产的NEBULA-20气相法加氢裂化预处理催化剂的加氢脱氮和加氢脱芳性能更是居于国
浅析:国内外虚拟现实技术发展现状和发展趋势 国外虚拟现实技术及产品有Google Earth, Microsoft Map Live, Intel Shockwave3D, Cult3D, ViewPoint, Quest3D,Virtools,WEBMAX等…… 一. 国内外虚拟现实几种主流技术的介绍 VRML技术 虚拟现实技术与多媒体、网络技术并称为三大前景最好的计算机技术。自1962年,美国青年(Morton Heilig),发明了实感全景仿真机开始。虚拟现实技术越来越受到大众的关注。以三个I,即Immersion沉浸感,Interaction交互性,Imagination思维构想性,作为虚拟现实技术最本质的特点,并融合了其它先进技术。在国际互联网发展迅猛的今天,具有广泛的应用前景。重大的发展过程如下: VRML开始于20世纪90年代初期。1994年3月在日内瓦召开的第一届WWW大会上,首次正式提出了VRML这个名字。1994年10月在芝加哥召开的第二届WWW大会上公布了规范的VRML1.0标准。VRML1.0可以创建静态的3D景物,但没有声音和动画,你可以在它们之间移动,但不允许用户使用交互功能来浏览三维世界。它只有一个可以探索的静态世界。 1996年8月在新奥尔良召开的优秀3D图形技术会议-Siggraph'96上公布通过了规范的VRML2.0标准。它在VRML1.0的基础上进行了很大的补充和完善。它是以SGI公司的动态境界Moving Worlds提案为基础的。比VRML1.0增加了近30个节点,增强了静态世界,使3D场景更加逼真,并增加了交互性、动画功能、编程功能、原形定义功能。 1997年12月VRML作为国际标准正式发布,1998年1月正式获得国际标准化组织ISO 批准(国际标准号ISO/IEC14772-1:1997)。简称VRML97。VRML97只是在VRML2.0基础进行上进行了少量的修正。但它这意味着VRML已经成为虚拟现实行业的国际标准。 1999年底,VRML的又一种编码方案X3D草案发布。X3D整合正在发展的XML、JA V A、流技术等先进技术,包括了更强大、更高效的3D计算能力、渲染质量和传输速度。以及对数据流强有力的控制,多种多样的交互形式。 2000年6月世界web3D协会发布了VRML2000国际标准(草案),2000年9月又发布了VRML2000国际标准(草案修订版)。预计将在2002年,正式发表X3D标准。及相关3D浏览器。由此,虚拟现实技术进入了一个崭新的发展时代。 Wed3D协会其组织包括各种97家会员公司。主要公司如下:Sun、Sony、Hp、Oracle 、Philips 、3Dlabs 、ATI 、3Dfx 、Autodesk /Discreet、ELSA、Division、MultiGen、Elsa、NASA、Nvidia、France Telecom等等。 其中以Blaxxun和ParallelGraphics公司为代表,它们都有各自的VR浏览器插件。并各自开发基于VRML标准的扩展节点功能。使3D的效果,交互性能更加完美。支持MPEG,Mov、Avi等视频文件,Rm等流媒体文件,Wav、Midi、Mp3、Aiff等多种音频文件,Flash 动画文件,多种材质效果,支持Nurbs曲线,粒子效果,雾化效果。支持多人的交互环境,VR眼镜等硬件设备。在娱乐、电子商务等领域都有成功的应用。并各自为适应X3D的发展,以X3D为核心,有Blaxxun3D等相关产品。在虚拟场景,尤其是大场景的应用方面,以VRML标准为核心的技术具有独特的优势。相关网址如下:https://www.doczj.com/doc/e316533576.html, , https://www.doczj.com/doc/e316533576.html, 应用的画面:慕尼黑机场(电子商务)
《传感器原理与应用》结课论文国外传感器现状及发展趋势 学院:计算机与信息工程学院 专业:通信工程 班级:13级通信工程 学号: : 指导教师:袁博 学年学期:2016-2017学年第一学期
摘要:传感器技术是现代技术的应用具有巨大的发展潜力,通过传感器技术的应用现状,在未来发展中存在的问题和面临的挑战,传感器技术现状与发展趋势。 关键字:传感器,现状,发展趋势。 正文: 一、传感器的定义和组成 根据国家标准(GB7665—87),传感器(transduer/sensor)的定义是:能感受规定的被测量并按照一定的规律转换成可用输出信号的器件或装置。 这一定义包含了以下几方面的含意:①传感器是测量装置,能完成检测任务:②它的输出旦是某一被测量,可能是物理量.也可能是化学量、生物量等;②它的输出量是某种物理量,这种量要便于传输、转换、处理、显示等,这种量可以是气、光、电物理量,但主要是电物理量;④输出输入有对应关系,且应有一定的精确程度。 关于传感器,我国曾出现过多种名称,如发送器、传送器、变送器等,它们的涵相同或相似。所以近来己逐渐趋向统一,大都使用传感器这一名称了。 但是,在我国还经常有把‘传感器”和“敏感元件”等同使用的情况。当从仪器仪表学科的角度强调是一种感受信号的装置时,称其为。传感器”:而从电子学的角度强调它是一种能感受信号的电子元件时,称其为“敏感元件”。两种
不同的提法在大多数情况下并不矛盾。例如热敏电阻,既可以称其为“温度传感器”,也可以称之为“热敏元件”。但在有些情况下则只能概括地用“传感器”一词来称谓。例如,利用压敏元件作为敏感元件,并具有质量块、弹按和阻尼等结构的加速度传感器,很难用“敏感元件%类的词称谓,而只“传感器”则更为贴切。 传感器一般由敏感元件、转换元件和转换电路三部分组成。 (1)敏感元件:它是直接感受被测量,并输出与被测量成确定关系的某一种量的元件。 是一种气体压力传感器的示意图。膜盒2的下半部与壳体l固接,上半部通过连扦与磁芯 4相连,磁芯4置于两个电感线圈3中,后者接人转换电路5。这里的膜盒就是敏感元件,其外部与大气压力尸。相通,部与被测量压力尸相通。当尸变化时.引起膜盒上半部移动,即输出相应的位移量。 (2)转换元件:敏感元件的输出就是它的输入,它把输入转换成电路参量。在图2—2中,转换元件是可变电感线圈3,它把输入的位移量转换成电感的变化。 (3)转换电路:上述电路参数接入转换电路.便可转换成电量输出。 实际上,有些传感器很简单.有些则较复杂,大多数是开环系统,也有些是带反馈的闭环系统。 最简单的传感器由一个敏感元件(兼转换元件)组成,它感受被测量时直接输出电量,如热电偶;有些传感器由敏感元件组成,没有转换电路,如压电式加
收稿日期:2011-04-18 作者简介:陈默(1986—),硕士研究生,从事含能化合物的合成研究;王建龙,教授,博士生导师,通讯联系人,主要从事含能化合物合成及炸药中间体的制备、 应用及开发。新型膜分离技术的研究进展 陈 默,曹端林,李永祥,王建龙 (中北大学化工与环境学院,山西太原030051) 摘要:膜分离技术是一项新兴的高效、快速、节能的新型分离技术。作为一种新型分离技术,在多种领域得到了广泛的应用。综述了反渗透、 电渗析、纳滤、微滤、超滤、气体分离、渗透汽化和膜反应器等各种膜分离技术的分离原理、特点,在工业中的应用以及目前存在的问题。最后展望了膜技术的应用前景。关键词:膜分离;原理;应用;进展中图分类号:TQ028.8 文献标识码:A 文章编号:1008-021X (2011)05-0031-03 Research Progress of Membrane Technology CHEN Mo ,CAO Duan -lin ,LI Yong -xiang ,WANG Jian -long (College of Chemical Engineering and Environment ,North University of China ,Taiyuan 030051,China )Abstract :The membrane extraction technique is a new type extraction technique with high efficiency ,high speed and saving energy.Membrane separation technology is applied widely as a new kind of separation technology.The separation mechanism and characteristics of different kinds of membrane technologies were introduced ,including electrodialysis ,reverse osmosis ,nanofiltration ,ultrafiltration ,microfiltration ,gas separation ,pervaporation ,membrane reactor.Further more ,the application and current problems of different membrane technologies were extensively summarized.Finally ,application prospect of membrane separation technology was presented.Key words :membrane separation ;principle ;application ;progress 膜分离技术主要是采用天然或人工合成高分子 薄膜,以外界能量或化学位差为推动力,对双组分或多组分流质和溶剂进行分离、分级、提纯和富集操作。与传统分离方法(蒸发、萃取或离子交换等)相比,它是在常温下操作,没有相变,最适宜对热敏性物质和生物活性物质的分离与浓缩,具有高效、节能,工艺过程简单,投资少,污染小等优点,因而在化工、轻工、电子、医药、纺织、生物工程、环境治理、冶金等方面具有广泛的应用前景。1膜分离技术的分离原理和特点1.1 纳滤 纳滤膜具有纳米级孔径,截留相对分子质量为200 1000,能使溶剂、有机小分子和无机盐通过。纳滤膜的分离机理模型目前的看法主要是空间位阻-孔道模型。与超滤膜相比,纳滤膜有一定的荷电容量;与反渗膜相比,纳滤膜又不是完全无孔的。纳滤是介于反渗透和超滤之间的一种膜分离技 术, 是国内外研究的热点。余跃等[1] 对纳滤技术处理印染废水进行了去除COD 和脱色的研究。结果 表明, 纳滤技术可有效地去除印染废水中的色度和COD 。Salzgitter Flachstahl 电镀厂采用膜技术处理 镀锌废水, 回收其中的Zn 2+ 和H 2SO 4,其结果达到了设计要求[2]。常江等[3] 在完成用新型纳滤膜处 理模拟含Ni 2+ 废水实验室研究的基础上,进行了电 镀镍漂洗废水的纳滤膜处理及镍和水回收利用的工业试验,为大规模工业应用提供了参考数据。杨青等[4] 研究报道将DK 型与NF90型纳滤膜组合可适用于治理高浓度、高盐分的吡啉农药废水污染。1.2 超滤 超滤的截留相对分子质量在1000 100000之间。超滤过程的分离机理一般认为是压力驱动的筛孔分离过程,是膜表面上的机械截留(筛分)、在膜孔中的停留(阻塞)、在膜表面及膜孔内的吸附三种形式。 徐超等 [5] 在中试中采用浸没式超滤膜代替传 统砂滤工艺处理浊度较低的滦河水,取得较好的处理效果, 设备费用降低了。罗涛等[6] 采用混凝沉淀-超滤工艺对微污染原水进行试验,结果表明,组合
加氢裂化技术的新进展 本文主要简单介绍了加氢裂化技术的各种工艺技术及其优缺点,针对目前加工的原油变重的情况以及煤焦油加氢裂化装置的不断上马,重点介绍渣油加氢处理技术,最后简单介绍神华煤直接液化装置工艺情况。认为固定床催化剂分级装填技术及沸腾床加氢技术取得了比较好的效果,值得推广。 标签:加氢裂化渣油加氢 引言 2014年国内石油消费量为5.08亿吨左右,国内石油产量为2.1亿吨左右,石油进口量约为2.98亿吨,对外依存度为58.66%,逼近59%。如今新环保法对油品质量要求越来越严格,而炼油原料油品越来越重(今年来很多炼厂为了提高效益多加工国外高含硫稠油,原油硫氮含量、金属含量高),来源越来越广泛(煤焦油、燃料油、页岩油、沥青砂甚至是褐煤等也用来作为炼油原料),炼油厂对加氢技术有着越来越广泛苛刻的要求。炼油企业为了应市场对油品质量的需求,增加企业利润,加工的原料油来源可能更加广泛,更加劣质,企业在改建、扩建或新建加工装置时,针对拟加工的原料,选取合理有效的工艺技术是很有必要的,既要考虑建设成本又要考虑生产维护成本及可能遇到的产品升级、原料变化、扩能环保等情况。 一、加氢裂化技术的发展 加氢裂化工艺的特点是产品灵活性大,产品质量好,在炼厂装置组成中占有重要地位,可以起到根据市场变化调节产品种类的作用。其生产的石脑油可作为汽油组份或作为催化重整原料生产BTX芳烃,可以生产喷气燃料和低硫柴油,也可以生产BMCI值低的尾油作乙烯裂解原料或润滑油原料。 加氢裂化技术渊源于上世纪30年代在德国应用的煤焦油加氢裂化,由于其操作条件苛刻(压力22.0MPa,温度400~420℃,室速0.64h-1)在二战后没有继续应用。 直到上世纪60年代,对汽油的需求增长很快,而当时催化裂化的转化率低,不能满足市场要求,加氢裂化技术才又受到重视,许多公司开发了有自己专利的加氢裂化技术,当时主要用于把CGO、LCO和VGO转化为汽油:如UOP公司的Lomax技术、Chevron公司的Isocracking技术、Union公司的Unicracking 技术、巴斯夫公司的DHC技术等。 随着FCC提升管技术和沸石催化剂的应用,FCC能大量生产高辛烷值汽油,同时市场上喷气燃料和柴油需求增长,所以自上世纪70年代以后,新建的加氢裂化装置都转向以VGO生产喷气燃料和柴油。上世纪80年代以来,加氢裂化除了多产中间馏分以外,又生产乙烯裂解原料或高粘度指数润滑油原料。