Fuji 和Siemens 贴片机视觉系统的比较
东方通信技术中心沈钢周骏
摘要视觉系统现在已成为高精度贴装机的重要组成部分。本文首先对贴片机图像处理及结构进行了介绍,在对FUJI和SIEMEMS贴片机视觉系统比较的基础上,简述了现代高
精度SMT设备是如何适应微小间距件的贴装。
Abstract The vision processing system is the critical portion of the high – placement ma-chine.
This paper firstly introduces the principle of vision processing and structure of the
placement machine. Based on the contrast of vision processing system between fuji
and siemems placement machine, we expound how the modem SMT machine meet
the requirement of placing the micro pitch parts.
关键词图像处理灰度值法贴片精度图像处理算法
keywords Vision Processing Gray Technology Placing Vision Processing Algorithms
随着电子设备对小型、轻型、薄型和可靠性的需求,促使各种新型器件特别是细间距、微细间距器件得到迅速发展,被越来越多地用于各类电子设备上,于是对SMT中的关键设备---贴片机的贴片精度提出了更高的要求。本文从应用角度对FUJI(主要是IP3,CP6)和SIEMEMS (S80F)贴片机的视觉系统进行了详细对比,以使从事SMT的有关技术人员更好地了解当今高精度贴片机的图像处理技术是如何适应器件高精度贴装的需求。
1器视觉系统的原理
贴片机视觉系统是以计算机为主体的图像观察、识别和分析系统。它主要采用摄像机作为计算机感觉的传感部件,或称探测部件。摄像机感觉到在给定视野内目的物的光强度分布,然后将其转换成模拟电信号,模拟电信号再通过A/D转换器被数字化成离散的数值,这些数值表示视野内给定点的平均光强度,这样得到的数字影像被规则的空间网格覆盖,每个网格叫做一个像元。显然,在像元阵列中目的物影像占据一定的网格数,如图1所示。计算机对上述包含目的物数字图像的像元阵列进行处理,将所图像特征与事先输入计算机的参考图像进行比较和分析判断,根据其结果计算机向执行机构发生指令。
视频图象
1图像数字化处理
在机器视觉系统中灰度分辨率。灰度值法是用图像多级亮度来表示分辨的大小。灰度分辨率规定在多大的离散值是机器给定的测量光强度,需要处理的光强越小,灰度分辨率就越高。
2视觉系统的构成
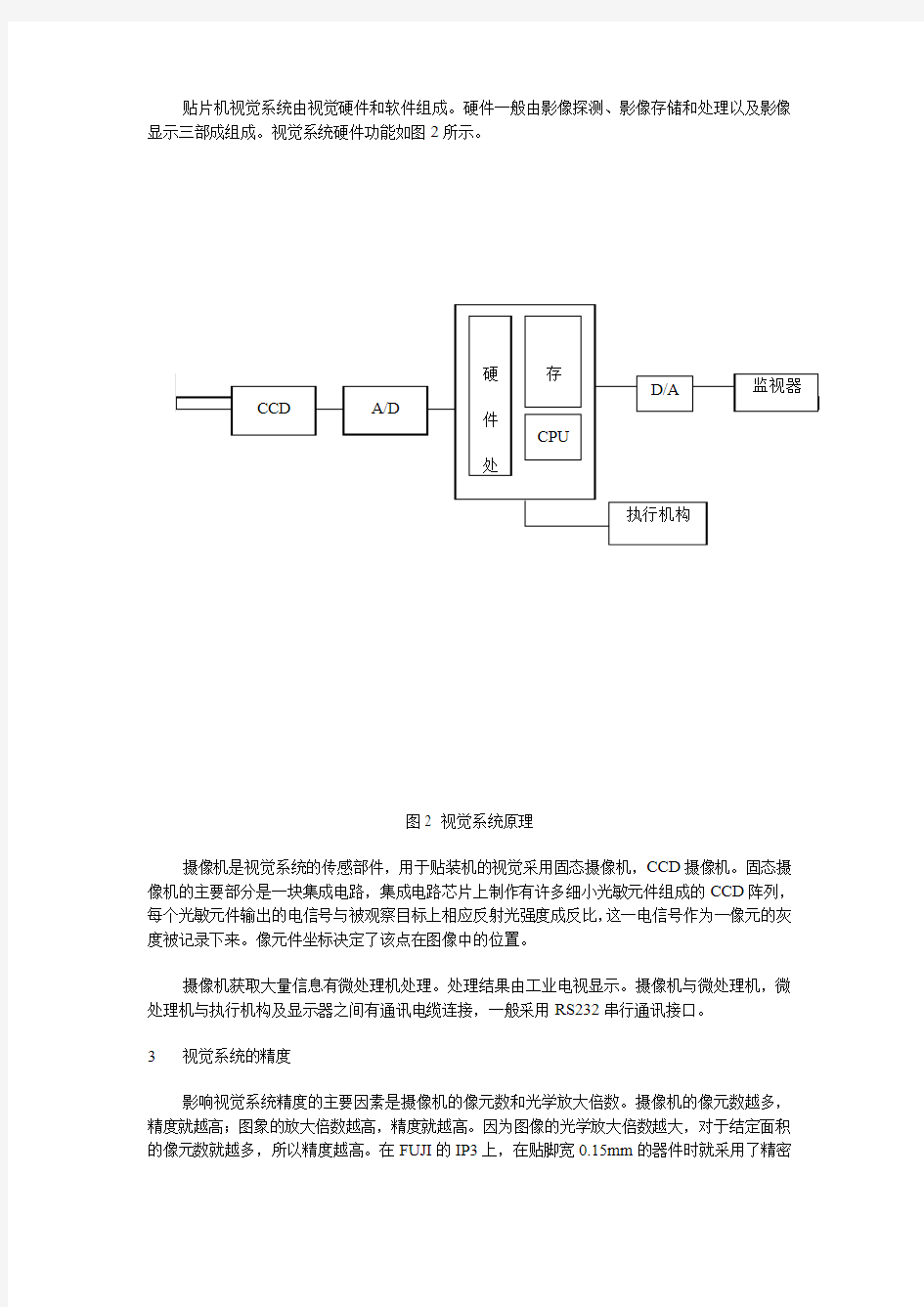
贴片机视觉系统由视觉硬件和软件组成。硬件一般由影像探测、影像存储和处理以及影像显示三部成组成。视觉系统硬件功能如图2所示。
图2 视觉系统原理
摄像机是视觉系统的传感部件,用于贴装机的视觉采用固态摄像机,CCD摄像机。固态摄像机的主要部分是一块集成电路,集成电路芯片上制作有许多细小光敏元件组成的CCD阵列,每个光敏元件输出的电信号与被观察目标上相应反射光强度成反比,这一电信号作为一像元的灰度被记录下来。像元件坐标决定了该点在图像中的位置。
摄像机获取大量信息有微处理机处理。处理结果由工业电视显示。摄像机与微处理机,微处理机与执行机构及显示器之间有通讯电缆连接,一般采用RS232串行通讯接口。
3视觉系统的精度
影响视觉系统精度的主要因素是摄像机的像元数和光学放大倍数。摄像机的像元数越多,精度就越高;图象的放大倍数越高,精度就越高。因为图像的光学放大倍数越大,对于结定面积的像元数就越多,所以精度越高。在FUJI的IP3上,在贴脚宽0.15mm的器件时就采用了精密
的需要。不过,放大倍数过大,寻找器件更加困难,容易丢件,降低了贴装率。所以要根据实际需要选择合适的光学放大倍数。
4FUJI和SIEMENS视觉系统的比较
1.PCB的精确定位
FUJI的IP和CP均有一个专用的MARK CAMERA,用来获取PCB上的标志点位置、大小和形状,读取中心位置。在PCB进行定位时,PCB上需要至少两个标点(基于X 、Y TABLE 水平的状况下,)依次围绕每个标志点中心,在一定范围内搜索,如未发现目标,就扩大搜索范围(程序中可设定)。确定标志点位置后,与程序中的坐标比较,判定得出偏差,具体反映在X、Y、Q三个值上,然后来修正贴装数据。西门子也大致相同。
2.器件检测和定心
FUJI使用一大一小两个摄像头进行不同元件的识别与对中,同时执行检测功能。对于不同的器件使用不同的照射方式。J型脚(PLCC,SOJ,BGA)采用前灯(FRONTLIGHT)照射方式,其它采用后灯(BACKLIGHT)方式。贴装头上的吸嘴在程序指定FERDER位置吸取器件,吸取要尽量在器件的中心点上,特别对于PLCC84等较大的器件,这一点很有必要,否则在图象处理时,常常通不过。吸取到了一确定位置上,获取元器件的形状图像后,通过特殊的算法(因器件而导),获取边缘数据,得出中心位置,与程序内的数据比较,得出X、Y、Q的偏差值,给出校正数据的同时,执行如下各项检测功能:实际器件与PART DA TA所描述的器件有否偏差(封装:包括引脚数、引脚位置、引脚长度、外型大小)、引脚有无弯曲、引脚的共面性、以及极性检测等。
贴片机在执行检测功能时,将被检测器件的各项特征与存储的封装器件进行比较,如果通不过检测,则可能器件封装出错,或者料上错,或者器件有缺陷,系统就令贴装头将器件送入废料带。实际应用中,如出现以上问题要认真分析具体原因。
FUJI提供了工业CRT显示器可观察器件的图象,通过机器上的现场控制台,可手动操作,获取真实器件的图像,有多种方式可检查器件程序内的封装和实际的差别,CRT能提示哪里出了错(BUG),在出错时屏幕还提供了错误代码,方便于分析产生错误的原因,并提供修改的建议。在视觉软件(PART DA TA)中,对不同的器件有不同的VISION TYPE,这也就是不同的图像处理算法,对不同器件的引脚有不同的灰度解决方案,对引脚有不同的照射顺序,可对引脚数进行验证,对于有极性的器件还可进行极性检测,体现了贴片机的适应性大小。富士的IP3图象处理采用了多种先进技术,灰度处理系统的像元比以前的机器(BINARY)增加了一倍,而且能贴BGA、FLIP CHIP、CONNECTORS和多种异型器件。
西门子80F4也是属于多功能机,它有两组贴片头,分别是旋转头和IC头。旋转头由12个贴片头组成,最大可以贴装PLCC44。而IC头可以贴装到55mmX55mm的器件。西门子贴片机有三个CAMERA,分别是PCB CAMERA、COMPONENT CAMERA和IC CAMERA。PCB CAMERA主要是用来照机器上的标志点和PCB上的标志点的。COMPONENT CAMERA位于旋转头的上方,用来对小器件进行光学对中,调整贴片位置。而IC CAMERA则主要是对大器件进行光学对中。
西门子贴片机有三种主要的照相方式,分别是方块器件(比如一般的CHIP元件、SO(包括PLCC)器件、BGA。在对CHIP类元件进行光学对中时,只有平行光,只对器件的边缘进行确认,从而找到器件的中心,算出贴片时需要调整的误差。而在对SO类器件进行光学对中的同时,还需要对各个管脚的相对位置进行检测,如果管脚不在标准位置的话,也会判断为不合格器件。BGA因为是球型焊球,在照相处理上,又有不同,要对每一个焊球进行检测,位置和焊球的亮度都是检测内容。有不合标准的,就作为不合格器件弃用。西门子较之FUJI在对PLCC进行图象处理上有明显的优势,主要原因是FUJI的光源是平行光,对于J型管脚的处理结果就是一样,只对J型管脚的最下端有反射。相比较而言,西门子的光源有侧光,对J型管脚的斜面也有反射图象,能对PLCC进行比较全面的光学检测。西门子在贴装PLCC上也较之FUJI-IP3有比较明显的优势,而且侧光在对BGA进行光学检测时也起着重要的作用。
5结语
在对FUJI和SIEMENS的视觉系统的比较中,我们更深的认识了贴片机的图像处理技术,可以看出,高精度贴片机综合了计算机、光、电子、自动控制等多种现代高科技技术,随着这些科技日新月异的发展,贴片机会向着更高速、更高精度、更强功能的方向发展。我们把使用贴片机的心得撰成此文,希望与从事SMT贴片工作的同仁更多的互相交流,达到互相提高的目的。
日本YAMAHA(雅马哈)贴片机YAMAHA YV100X 贴片速度:0.20秒/CHIP 贴片PCB大小:L457XW407MM_L50XW50MM 贴片元件:0603(MM)-31MMX31MM元件SOP SOJ PLCC QFP BGA CSP 贴片元件可放100种(8MM) 贴片机大小:L1650XW1358X1450 贴片机重量:1300KG YV100XGP 贴片速度:0.18秒/CHIP 可贴片元件范围:0603CR(公制)至□32mm IC,CSPs,BGAs,QFPs。贴片头结构:贴装驱动系统有8个贴装头。 feeder(送料器)结构:90种8mm元件种类。 贴片精度:CHIP±0.1mm;QFP±0.04mm。 识别方式:采用高分辨率多视觉高精度数码相机。 可贴装PCB尺寸:Min L50mm×W50mm~Max L460mm×W335mm. 外型尺寸:L1,650mmW1,408mmmH1,895mm;約1600kg。 供给电源:三相380V 4.0KW. YG200 贴片速度:0.08 秒/CHIP 贴片PCB大小:L330(420)XW250MM_L50XW50MM 贴片元件:0402(MM)-14MMX14MM 贴片元件可放80种(8MM) 贴片机大小:L1950XW1408X1450 贴片机重量:2080Kg 供给电源:三相380V 型号YV100II 贴片速度:0.25秒/CHIP的高速贴装 基板尺寸:L600*W400(Max)/L50*W50(Min) 基板厚度0.4-3.0 贴装精度±0.1mm/CHIP ±0.08/QFP 电源三相AC220/208/230/240/380/400/416V ±10%,50/60HZ 功率4KVA 贴装原件1005~QFP’SQP’SOJ’PLCC(25mm) BGA(0.4p)
11.6 疑难解答 危险: 严格遵守11.1章中“危险”一节的要求。 警告: 在(废料)切割器或者料盘分隔板附近工作时不论何时都必须戴厚度适度的保护手套。不论(废料)切割器及料盘分隔板刀片处于固定还是可动状态,甚至贴片机已经断电,都存在高风险的受伤可能性。 严禁从下方进入气压切割装置或者从上方进入空的皮带供料器,甚至是为了解决问题(如供料器卡住时)。 11.6.1 更换气压切割刀片 警告: 佩戴厚度适度的保护手套。 取出刀片时,只能捏住它的外面,左边和右边。 严禁将刀片放置身体上,例如,放到膝盖或者腿上。 不要将脚放到刀片上。你可能会重伤自己或者至少将衣服划破。 拆除刀片后确保没人会因踩到刀片伤到他们自己。 11.6.1.1 移除刀片 运行贴片机,开启压缩空气系统。 中断贴片机菜单中可动器件,然后将它取出。 停止运行贴片机,切断总电源,然后关闭压缩空气。开启位于压缩空气单元的针状阀以使压缩空气流动(查看11.1章中“危险”一节)。 松弛螺丝更换喷嘴,略微将它举起并保持它在这一位置。 拔下电缆和喷嘴气动软管 慢慢的拔出喷嘴。 拧下空供料器各个配件的螺丝(参考图11.4.1 -> 11, 9),然后将这些管道移出机器。 警告: 刀片的刀刃处始终可能伤到你自己。 基于这一原因,挡板、顶盖及保护罩(参见图11.4.3 -> 6,7, 2)必须安装到位。 打开连接电缆顶盖(见图11.6.6 -> 5) 拧下位于连接线缆(见图11.6.6 -> 5)处的气压连接阀(Y型插座:见图11.6.3 -> 9) 拔下电源和控制面板插头插座。(见图:see Fig. 11.6.5 -> 11, 10) 仔细解开外部控制面板箱内(见图11.6.5 -> 15)对应的接线头(向左或者向右)。在此期间不要损坏连线。 将顶盖放回控制面板及连接线缆处。 取出供料器斜槽(它只是扣住而已)。这使得取下刀片变得容易。 警告: 刀片下方必须保持干净。(例如,不要把脚放到下面) 在贴装元器件情况下松弛位于贴片机左右两个侧面的缓冲部件(2头M8六角头两边螺钉,见图 11.4.1 -> 15)。
全视觉贴片机研制解析 Parse the Research and Manufacture of Full Visual Mounter 广州市羊城科技实业有限公司宋福民张小丽马如震 Guangzhou Yangcheng Science&Technology Enterprises co.,ltd SONG Fu-min ZHANG Xiao-li MA Ru-zhen 摘要:本文以全视觉贴片机的研制为例,全面深层次揭示了中小企业在研制具有自主知识产权的电子装备产品中,应该如何正确选择研发策略和建立研发平台、研发管理机制等问题。 Abstract: This paper takes the R&D of the full visual Monuter as the example and explains deeply how to correctly choose strategies of R&D and establish platform、management system of R&D. Small and middle corporations should pay attention on this when they research and manufacture themselves electronic equipment. 关键词:SMT;贴片机;全视觉;电子贴装;系统集成;模块化;研发策略; 研发平台;研发管理 Key word: SMT;Surface Pick and Place equipment;Mounter;Full vision ;Integrate system ; Modularize;Method of R&D ;Platform of R&D;Management of R&D 随着网络时代的到来和人们生活水准的不断提高,电子信息产业得到了飞速的发展,而高速发展的电子信息产业又引导着电子元器件以及电子装配技术的发展。 自从第一块片式电子元器件诞生以来,SMT技术得到了迅速的发展。如今的片式元件越来越小型化和异型化,其规格从0402已发展到0201,0101也正在研究中,同时BGA、CSP、FC、MCM等封装形式的元器件也大量涌现并推广应用。这些表面贴装元件(SMC)/表面贴装器件(SMD)必须依靠SMT贴片机才能把它们贴装在印刷电路板(PCB)上。 贴片机是SMT生产设备中最关键的设备之一,能够自动地将片状元器件快速、准确地贴放在印制电路板(PCB)上的指定位置,在电子贴装行业中占有举足轻重的地位。作为SMT 设备的龙头,贴片机的发展历来备受设备厂家的重视。在国外,经过几十年的发展,SMT贴片机技术发展已经十分成熟,从最初的机械定位到图像识别位置补偿,从爪式定心到飞行对中检测,贴片机的发展经历了质的飞跃。 长期以来,国外贴片机一统国内SMT市场,其中,2001年全国进口3千多台贴片机,金额近40亿人民币,2002年进口4千多台,金额接近50亿人民币。多年来,为了促进国内电子信息产业的发展,国家也花了大力气研制贴片机,但由于技术以及体制等多方面的原因,一直没有国产全视觉贴片机问世。
常衡机电CHMT36贴片机说明书
Charmhigh-V1.2-2013 1.设备简介,如下图所示:(此图片仅供参考,以实物为准) 1.10 贴头:此机器配置为双贴头。左边为1号贴头,右边为2号贴 头。2号可以装上大号的吸嘴来吸取比较大的器件或是IC。这样免去频繁的换贴头! 1.11贴头主要用来完成取料,贴装动作。如图所示:贴装头上带有真 空检测。防止漏贴,避免的人工去检查!保证每个点位都被贴装器件。
拉带一次吸两下,防止漏吸,如果连续拉带三次之后还没吸到器件,机器会报警。此时可能是缺料了!请更换料盘! 1.12贴头附近装有激光定位十字架,在编辑文件中可快速查看PCB 器件定位是否发生了偏移,以及料栈是否有偏移。如下图: 1.13PCB放置区:用于固定PCB板,使在工作中不会发生移动。1.14料栈:此机器配有8MM料栈22栈,12MM料栈4路,16MM 料栈2路,24MM料栈1路,前置IC托盘8路。 1.15收带轮:用于自动收集剥离的料带,把剥离的料带收集在轮子上,无需手动收集。如下图:
1.16料盘放置区:用于放置盘装料盘 1.17前置IC托盘:可以放置IC(引脚最大长度20*20mm以内)IC 需手动放置。IC托盘位置是个绝对坐标,调整好之后,贴装是很准确的。 1.18报警:当遇到错误或故障机器就会报警,报警之后应仔细检查排查故障,使其正常运行。 1.19如果遇到紧急情况请立即按下此按钮!排除故障之后,弹出此按钮可以继续运行。
2触摸屏显示界面介绍,通电开机时显示界面如下图: 2.10此机器自带操作系统,无需另外接电脑,上电急速开机。SD卡 支持热插拔! 2.11此界面为开机界面,开机之后请按调试按键,进入调试界面。 2.2调试 开机后首先要进入调试区,测试贴片机各项功能是否正常。如下图:
贴片机完整的操作步骤 1.贴装前准备 (1)准备相关产品工艺文件。 (2)根据产品工艺文件的贴装明细表领料(PCB、元器件),并进行核对。 (3)对已经开启包装的PCB,根据开封时间的长短及是否受潮或污染等具体情况,进行清洗和烘烤处理。 (4)开封后检查元器件,对受潮元器件按照SMT工艺元器件管理要求处理。 (5)按元器件的规格及类型选择遁合的供料器,并正确安装元器件编带供料器。装料时-。协须将元器件的中心对准供料器的拾片中心。 (6)设备状态检查: ①检查空气压缩机的气压应达到设备要求,一般为6kgjf/cm2~7kgf/cm2。 ②检查并确保导轨、贴装头移动范围内、自动更换吸嘴库周围、托盘架上没有任何障碍物。 2.开机 (1)按照设备安全技术操作规程开机。 (2)检查贴片机的气压是否达到设备要求,一般为5kg/crri2左右。 (3)打开伺服。 (4)将贴片机所有轴回到源点位置。 (5)根据PCB的宽度,调整贴片机FT1000A36导轨宽度,导轨宽度应
大于PCB宽度Imm左右,并保证PCB在导轨上滑动自如。 (6)设置并安装PCB定位装置: ①首先按照操作规程设置PCB定位方式,一般有针定位和边定位两种方式。 ②采用针定位时应按照PCB定位孑L的位置安装并调整定位针的位置,要使定位针恰好在PCB的定位孔中间,使PCB上下自如。 ③若采用边定位,必须根据PCB的外形尺寸调整限位器和顶块的位置。 (7)根据PCB厚度和外形尺寸安放PCB支承顶针,以保证贴片时PCB 上受力均匀,不松动。若为双面贴装PCB,B(第一)面贴装完毕后,必须重新调整PCB支承顶针的位置,以保证A(第二)面贴片时,PCB 支承顶针应避开B面已经贴装好的元器件。 (8)设置完毕后,可装上PCB,进行在线编程或贴片操作了。 3.在线编程 对于已经完成离线编程的产品,可直接调出产品程序,对于没有CAD 坐标文件的产品,可采用在线编程。在线编程是在贴片机上人工输入拾片和贴片程序的过程。拾片程序完全由人工编制并输入,贴片程序是通过教学摄像机对PCB上每个贴片元器件贴装位置的精确摄像,自动计算元器件中心坐标(贴装位置),并记录到贴片程序表中,然后通过人工优化而成。 4.安装供料器 (1)按照离线编程或在线编程编制的拾片程序表,将各种元器件安装到贴片机的料站上。
SIPLACE 培训教材SIPLACE Training Material
目录 一、课程目标 (2) 1.1 总体目标 (2) 1.2 具体目标 (2) 二、特殊说明 (3) 2.1 西门子贴片机使用注意事项 (3) 三、SIEMENS 贴片机的结构 (4) 3.1 SIEMENS 贴片机结构 (4) 3.2 Siplaces 80S - 20 机器结构介绍 (4) 3.3 Siplaces 80S - 20 贴片头介绍 (5) 3.4 旋转贴片头的12个站 (5) 四、SIEMENS贴片机的用户界面 (6) 4.1 贴片机用户界面的组成 (6) 4.2 贴片机用户界面菜单 (6) 4.3 错误及信息对话框 (7) 4.4 机器控制对话框 (7) 4.5 选择操作等级 (7) 五、SIEMENS贴片机的操作指南 (8) 5.1 生产线启动 (8) 5.2 操作指南 (8) 5.3 SIEMENS贴片机操作明细 (12) 六、SIEMENS 单项操作功能 (19) 七、送料器续料及操作步骤 (20) 7.1 送料器 (20) 八、故障描述/掉件率查询 (23) 8.1 故障描述 (23) 8.2 SIEMNES 常见错误分析及解决 (24) 8.3 掉件率查询 (25) 九、清洁步骤及PCP参数指导 (26)
一、课程目标 1.1 总体目标 西门子贴片机的特点是结构精巧,紧凑,易于调整。但是非正常规程操作,极有可能造成机器的损坏。 通过对本教材的系统学习,使学员能够正确利用工具及材料并掌握SIEMENS贴片机的操作方法和日常维护,实现正确操作。 1.2 具体目标 1.能正确识别生产工具,设备及所用材料 2.了解产品生产的整体工艺流程 3.了解机器的安全特征 4.可以根据操作指导对机器进行正确操作 5.进行自觉性维护和日常清理并保持5S
1 贴片机视觉系统构成及实现原理 如图1所示,贴片机视觉系统一般由两类CCD摄像机组成。其一是安装在吸头上并随之作x-y 方向移动的基准(MARK)摄像机,它通过拍摄PCB上的基准点来确定PCB板在系统坐标系中的坐标;其二是检测对中摄像机,用来获取元件中心相对于吸嘴中心的偏差值和元件相对于应贴装位置的转角θ。最后通过摄像机之间的坐标变换找出元件与贴装位置之间的精确差值,完成贴装任务。 龌 傒 鮯 [ e 1.2 系统各坐标系的关系 韕 为了能够精确的找出待贴元件与目标位置之间的实际偏差,必须对景物、CCD摄像机、CCD成像平面和显示屏上像素坐标之间的关系进行分析,以便将显示屏幕像素坐标系的点与场景坐标系中的点联系起来;并通过图像处理软件分析计算出待贴元件中心相对于吸嘴中心的偏差值。
对于单台摄像机,针孔模型是适合于很多计算机视觉应用的最简单的近似模型[3]。摄像机完成的是从3D射影空间P3到2D射影空间P2的线性变换,其几何关系如图3所示,为便于进一步解释,定义如下4个坐标系统:棤咞 脮朩1? 垡々 } ?犹 坐标关系: 狨 由于视野小,采用的镜头畸变非常低,可将Uc直接简化为等于欧氏图像坐标系下的坐标,让uc =ui,vc=vi,而ui=(up-xp0)δ,vi=(vp-yp0)δ,δ为单个像素的大小。
这样可以得到欧氏场景坐标系和欧氏图像坐标系之间的映射关系: 郠?? 由于在该系统中各摄像机之间是相互独立的,所以各路成像出来的坐标都可以转换为同一场景坐标下的坐标。 狇 韻 姹R+逿 2.1 图像预处理 图像预处理的目的是改善图像数据,抑制不需要的变形或者增强某些对于后续处理重要的图像特征。由于SMT生产现场的非洁净因素造成CCD镜头上的尘埃等,易给图像带来较大的外界噪声。另外,图像的采集过程中也不可避免地引入了来自光路扰动、系统电路失真等噪声。因此,对图像进行预处理以消除这些噪声的影响是非常必要的。 对噪声平滑方法主要的要求是:既能有效地减少噪声,又不致引起边缘轮廓的模糊,同时还要求
SMT基本操作说明书,“鑫久盛”贴片机厂编写 软件系统: 软件系统主界面如图1 图 1 软件系统分为两大块,左边部分为操作界面,包括软件的启动、停止、电机移动等等,右边部分为参数设置、坐标设置、I/0口测试及软件管理等等。 软件设定 1、在不同的机型、不同的操作模式下,变灰的编辑框或设置框都是不需要操作或不能操作的。 2、速度参数页里的参数出厂前已经调式到最佳状态,为保护机器更稳定的运行,用户不能擅自改变其速度参数。 3、以下的软件,软件工程数据的格式为.txt;以上的软件,工程数据文件为.dot,坐标文件格式为.txt,坐标文件飞达等相关数据为.log。把数据改为.dot格式的文件,可使用到以上的软件。 SMT文件系统 SMT文件系统提供一种非常简单快捷的操作模式,跟Window的文件系统一样,用户可以进行复制、粘贴、删除、重命名文件等操作。文件系统里保存了系统的所有参数,文件系统又是独立的,因此用户可以通过管理不同的文件,载入不同的基板参数,从而省去的重复设置参数的时间。 如图1,在软件的左上角,单击【载入数据】,载入材料的参数数据,在文件名称栏里显示当前载入的文件名。修改好参数,单击【保存数据】,将保存系统所有的数据到当前文件;同时也可以选择了【另存为】,保存为另一个文件。 文件系统的操作技巧:在重新做一个材料参数之前,把先前已存在的参数文件复制一份,命名为该材料的名称,然后再打开软件,载入该文件,从而达到快速制作参数的目的。 电机移动 电机移动主要是为后面的设置参数服务的,选择【×5】X轴、Y轴、Z轴移动约40μm,选择【×50】,移动约是, 【×500】则移动4mm。 快捷键:键盘的四个方向键,分别对应X轴Y轴的四个方向,Delete和PgDnd 对应送料电机的两个方向,End是切换速度。 时间和速度 时间是系统后台计算贴装所选吸嘴个数单个周期的时间,作为速度计算的参考参数。 调式选项 调式选项主要是在参数设置和验证时使用。需要强调的是,在做吸料高度和放料高度之后一定的先复位Z1和Z2轴后再移动X/Y轴,否则可能会把吸嘴撞坏。
第一讲SMT贴片机介绍 一、贴片机类型 1、按速度分类 中速贴片机高速贴片机超高速贴片机 2、按功能分类 高速/超高速贴片机(主要贴一些规则元件) 多功能机(主要贴一些不规则元件) 3、按贴装方式分类 顺序式同时式同时在线式 4、按工作原理分类 动臂式贴片机复合式贴片机转塔式贴片机大型平行系统1)、.动臂式贴片机具有较好的灵活性和精度,适用于大部分元件,高精度机器一般都是这种类型,但其速度无法与复合式、转盘式和大型平行系统相比。又可分为单臂式和多臂式。 2)、复合式机器是从动臂式机器发展而来,它集合了转盘式和动臂式的特点,在动臂上安装有转盘,如Siemens最新推出的HS50机器就安装有4个这样的旋转头,贴装速度可达每小时5万片 3)、转塔式机器由于拾取元件和贴片动作同时进行,使得贴片速度大幅度提高,如松下公司的MSH3机器贴装速度可达到0.075秒/片 4)、大型平行系统由一系列的小型独立组装机组成。各自有丝杠定位系统机械手,机械手带有摄象机和安装头。如PHILIPS公司的FCM机器有16个安装头,实现了0.0375秒/片的贴装速度,但就每个安装头而言,贴装速度在0.6秒/片左右
二、贴片机的组成 1、贴装头 贴装头也叫做吸/放头,它的工作由移动/定位、拾取/释放两种模式组成: 第一,贴装头通过程序控制完成三维的往复运动,实现从供料系统取料后移动到SMB的指定位置上。 第二,贴装头的端部有一个用真空泵控制的吸盘,当换向阀打开时,吸盘上的负压把元器件从供料系统中吸上来;当换向阀门关闭时吸盘把元器件释放到SMB上 2、视觉系统 它也是以计算机为主体的图像观察、识别和分析系统。 视觉检测系统的主要功能通常有: ●SMB的精确定位、 ●元器件定心和对准、 ●元器件有/无检测、 ●机械性能及电器性能的检测等。 随着SMT技术的发展,全自动贴片机的功能、效率、精度及灵活性越来越强,全视觉、多功能、模块式、高速度的贴片机不断推出,能适应从片状元件直至BGA、CSP及0.3mm 细间隙QPF等精密器件的贴放;精度达到0.03mm;贴片速度达到0.04s/片甚至更高。 所以,SMA的装联效率之高是通孔插装组件所无法比拟的。 贴片机的摄像机可分为以下几类: 1)俯视摄像机(CCD) 2)仰视摄像机(CCD) 3)头部摄像机(Line-sensor) 4)激光对齐
编号:机械设计课程设计说明书 题目:贴片机机构研究与设计 院(系):机电工程学院 专业:机械设计制造及其自动化
1设计任务 (1) 1.1设计题目 (1) 1.2设计要求 (1) 1.3设计内容 (1) 1.4设计工作 (1) 2贴片机的整体结构方案设计 (1) 2.1贴片机的整体结构设计概述 (1) 2.2贴片机的整体结构设计 (2) 2.3确定方案 (4) 3贴装头X-Y移动定位系统的设计 (4) 3.1 X-Y-Z运动框架结构形式的的确定 (4) 3.2驱动方案的确定 (5) 4电机的选择计算 (6) 4.1X轴方向的驱动电机计算 (6) 4.2 Y轴方向的驱动电机计算 (8) 4.3 Z轴方向电机计算 (8) 5 动力设计 (10) 6 机械结构零部件设计 (13) 6.1丝杆的设计 (13) 6.2滚动导轨设计 (19) 6.3齿轮的设计 (19) 6.4同步带的设计 (22) 6.5联轴器设计 (25) 6.6键连接强度计算 (26) 7 贴片机性能分析 (26) 8 总结 (27)
1设计任务 1.1设计题目 贴片机机构研究与设计 1.2设计要求 水平移动距离:300-600mm,上线移动距离:10-30mm; 生产率:3-5次/秒。 1.3设计内容 (1)贴片机整体结构的分析和设计。贴片机的整体组成,主要包括机架、PCB传送机构及支撑台、xy与z/ 伺服定位系统、光学识别系统、贴装头、供料机、传感器和计算机操作系统。本课设主要设计机架、贴装头,并对其结构进行具体的说明分析。 (2)关键部分的设计分析和其他零部件的选取 (3)贴片机中交流伺服电机的计算和选取 (3)机械零部件的计算与校核 1.4设计工作 1、装配图两张(A3)。 2、零件图两张(A3)。 3、设计说明书一份。 2贴片机的整体结构方案设计 2.1贴片机的整体结构设计概述 贴片机的分类 目前世界上已经有很多个贴片机生产厂家,贴片机的种类达几百种之多,贴片机的分类虽没有固定格式,但习惯上有一下几种。 1)按速度分类 中速贴片机:3000片/小时<贴片速度<9000片 /小时 高速贴片机:9000片/小时<贴片速度<40000片 /小时 超高速贴片机:大于3000片/小时 通常高速贴片机采用固定多头或双组贴片机头安装在x-y导轨上,x-y伺服系统为闭环控制,故有较高的定位精度,贴片器件的种类较广泛。这类贴片机种类最多,制造商也多,可以在多种场合下使用,并具有多功能组合技术,可根据不同的生产需要和环境的制约,组合拼装使用。而超高速贴片机则多采用旋转式多头系统,根据多头旋转的方向又分水平旋转式与垂直旋转式。 2)按功能分类 1.射片机 射片机是一种专门用与片式元件贴装的机器,由于贴装速度非常快,通常称为高速贴片机。 2.多功能贴片机 多功能贴片机也叫高精度贴片机或泛用机,可以贴装高精度的大型、异型元器件,一般也能贴装小型片状元件,几乎可以涵盖所有的元件范围。其有以下特点:精度高、灵活性好;机械结构少磨损、反馈快、安静、易于保养等特点。多功能贴片机能够处理各种各样的复杂的元器件,是复杂电子产品生产中必不可少的设备。
全自动晶片焊线机视觉检测系统的研究 摘要:全自动晶片焊线机是晶片生产的关键设备之一,其视觉系统是设备的核心技术所在。视觉系统决定了晶片的检测和定位精度。本文详细介绍了基于机器视觉的全自动晶片焊线机的专用芯片视觉检测系统的工作原理和设计结构,着重阐述了视觉系统的软件和硬件设计过程,以及用于晶片检测定位的图像处理算法。实验表明系统在速度和精度上都可满足焊线生产的需求,对于自动晶片焊接设备的自动化、智能化和产业化有一定的参考意义。 关键词:自动焊线机,视觉检测,图像处理,晶片检测定位 Design on Vision Detection System of Automatic IC Wire Bonder Duan Jin,Wang Feng,Lu Jian, Zhu Yong, Jing Wenbo (Changchun University of Science & Technology, Changchun, 130022, China, Duanjin: duanjin@https://www.doczj.com/doc/e310027733.html, ) (Jilin Kaichuang Electric technology Company, Changchun,130023,China) Abstract: The Wire bonding machine is one of the primary equipment for chip production. The machine vision system is very crucial in the process of wire-bonding. The structure and principle of vision detection system in high precision chip wire-bonder are introduced in this paper. The design of the hardware and software of the system are discussed, at the same time the arithmetic of image processing is presented. Experiment results shows that the method can effectively detecte and locate the chip. The speed and accuracy of the system are good enough to meet the practical application requirement. Key words:Wire bonder, Vision detection, Image processing, Chip detection & location 0.引言 表面组装技术(SMT Surface Mounting Technology)使现代电子组装的重量减轻,体积缩小,成本降低,是目前电子组装行业最流行的技术和工艺,具有重要的应用价值。目前,我国已经成为世界最大的IC晶片消费国之一。但是我国现在80%的IC晶片却是依赖国外进口的,其主要原因是表面组装设备依赖进口,没有自主知识产权。由于国外厂商都对核心技术采取严密的技术保密,我国表面自动组装技术与国外先进水平相比有着明显差距,特别是在组装设备的精度和速度等的重要指标上[1][2][3]。 SMT生产线通常由表面涂敷设备、贴片机、焊接机、丝印机、清洗机、测试设备等表面组装设备组成。其中关键设备——焊接机(Wire Bonder),更是国外各大电子设备公司激烈竞争的对象[4]。国内已有技术成熟的商品化贴片机[1,5,6],但是国产的晶片焊线机基本还停留在半自动或较低的全自动水平,且产业化水平较低。
2015 长沙常衡机电 全自动视觉贴片机(CHMT48V) 使用说明书 长沙常衡机电设备有限公司 Charmhigh-V2.0-2015 长沙常衡机电设备有限公司https://www.doczj.com/doc/e310027733.html,
目录 1.更新记录 (4) 2.安装 (5) 3.产品清单 (6) 4.硬件要求与兼容软件 (7) 4.1.硬件要求 (7) 4.2.兼容软件 (7) 5.注意事项 (8) 6.主要技术参数 (9) 7.机械结构简介 (10) 8.启动机器 (11) 9.运行 (12) 9.1.编辑工作文件 (12) 9.1.1.器件 (13) 9.1.2.料栈 (16) 9.1.3.拼板 (18) 9.1.4.IC托盘 (20) 9.1.5.PCB校准 (22) 9.2.加载工作文件 (23) 10.测试 (25) 11.设置 (26) 11.1.系统参数设置 (27) 11.2.真空检测设置 (29) 11.3.备份/恢复 (30) 12.文件 (32) 12.1.生成CSV生产文件 (32) 12.1.1.使用Altium Designer (32) 12.1.2.使用Protel (35) 12.2.文件转换 (39) 12.2.1.料栈列表 (40) 12.2.2.器件列表 (41) 12.2.3.拼板列表 (42) 13.统计 (44) 14.系统记录 (45) 15.快速上手 (45)
16.保养与维护 (50) 17.关于保修 (51) 18.联系我们 (52)
1.更新记录 编号时间说明版本12014-11-15 建立文档V1.0 22015-9-16 更新文档V2.0
. 随着电子设备对小型,轻型,薄型和可靠性的需求,促使各种新型器件特别是细微间距器件得到迅速发展,被越来越多的用在各类电子设备上,于是对SMT中的关键设备----贴片机的贴片精度提出了更高的要求.本文从应用角度对FUJI(主要是IP3和CP6)和SIEMENS(S80F)贴片机的视觉系统进行了详细对比. 1,机器视觉系统的原理 贴片机视觉系统是以计算机为主体的图象观察,识别和分析系统.它主要采用摄象机为计算机感觉的传感部件,或称探测部件.摄象机感觉到在给定视内目的物的光强度分布,然后将其转换成模拟电信号,再通过A/D转换器被数字化成离散的数值,这些数值表示视野内给定的平均光强度,这样得到的数字影象被规则的空间网格覆盖,每个网格叫做一个像元.显然,在像元阵列中目的物影象占据一定的网格数.计算机对包含目的物数字图象的像元阵列进行处理,将图象特征与事先输入计算机的参考图象进行比较和分析判断,根据其计算结果计算机向执行机构发生指令. 在机器视觉系统中灰度分辨率.灰度值法是用图象多级亮度来表示分辨的大小,灰度分辨率规定在多大的离散值是机器给定的测量光强度,需要处理的光强越小,灰度分辨率就越高. 2,视觉系统的构成 贴片机视觉系统由视觉硬件和软件组成.硬件一般由影象探测,影象存储和处理以及影象显示3部分组成. 摄象机是视觉系统的传感部件,用于贴片机的视觉采用固态摄象机,CCD摄象机.固态摄象机的主要部分是一块集成电路,集成电路芯片上制作有许多细小光敏元件组成的CCD阵列,每个光敏元件输出的电信号与被观察目标上相应反射光强度成反比,这一电信号作为一像元的灰度被记录下来.象元件坐标决定了该点在图象中的位置. 摄象机获取大量信息有微处理机处理.处理结果由工业电视显示.摄象机与微处理机,微处理机与执行机构及显示器之间有通讯电缆连接,一般采用RS232串行通讯接口. 3,视觉系统的精度 影响视觉系统精度的主要因素是摄象机的像元数和光学放大倍数.摄象机的像元数越多,精度就越高;图象的放大倍数越高,精度就越高.因为图象的光学放大倍数越大,对于给定面积的象元数就越多,所以精度就越高.在FUJI的IP3上,在贴脚宽0.15MM的器件时就采用了精密的需要.不过,放大倍数过大,寻找器件更加困难,容易丢件,降低了帖装率.所以要根据实际需要选择合适的光学放大倍数. 4,FUJI和SIEMENS视觉系统的比较 1,PCB的精确定位 FUJI的IP和CP均有一个专用的MARK CAMERA,用来获取PCB上的标是点位置,大小和形状,读取中心位置.在PCB进行定位时,PCB上需要至少2个表示点(基于X,Y TABLE水平的状态下)依次围绕每个表示点中心,在一定范围内搜索,如未发现目标,就扩大搜索范围(程序中可设定).确定表示点位置后,与程序中的坐标比较,判断的出偏差,具体反映在X,Y,Q3个值只能感,然后来修正贴装坐标,SIEMENS也大致相同. 2,器件检测和定心 FUJI使用一大一小2个摄象机进行不同元件的识别和对中,同时执行检测功能.对于不同的器件使用不同的照射方式,J型脚(PLCC,SOJ,BGA)采用前灯
Mirae SMT Vision Manual 2000 / 9 / 25 MRC Vision室 目录 ? 1. 零件的检查 ? 2. MARK的检查 ? 3. 设定及检验事项 ? 4. 关于Vision的命令语 1. 零件的检查 ?目前适用的VISION检查方式大致分为下列几大类 –Square Chip Component –LEAD CHIP –IC类 –Ball type 零件 –Connector ?零件VISION检查时根据上述五大类来选择适当的 DB. 1.1 Square Chip Type ?称为CHIP的零件是各个角成直角的四角型的零件. ?对于CHIP类可以根据零件的影像特性来分类. 分成这样的小分类理由是各个零件都有可以区分的特性. 知道这个特性之后就算没有零件DB的零件也可以根据其特性来做代替 DB. –电阻(Square Chip Resistor) –电容(Square Chip Capacitor) –Melf Type –Array 零件(Chip Array) –其它类 1.1.1 Square Chip Resistor ? 1.1.1.1 零件特征 ? 1.1.1.2 基本算法 ? 1.1.1.3 错误编号 ? 1.1.1.4 对于各个错误的措施 1.1.1.1 零件特征 ?电阻的特征是底面(VISION检查时看到的)亮和直四角型这两点. 还有目前VISION算法上为了增加精密度而强化了限制条件所以必须只有电阻使用此分类. ?电阻的上面(吸嘴吸到的面)相对看来比较黑所以这是一种判断零件是否翻过来的重要标准. ?因为检查的限制条件严格所以面不均匀的零件有可能检查就有问题. 这种零件需要用别的DB来代替. 1.1.1.2 基本算法
高精度视觉贴片机拾放程序设计编程 龙绪明 (西南交通大学,四川 成都 610031) 摘 要∶探讨了S MT 高精度视觉贴片机难点之一拾放程序设计编程,重点介绍示教编程和C AD 输入编程设计方法。 关键词∶贴片机;拾放程序设计编程;视觉系统中图分类号:T N305 文献标识码:A 文章编号:1004-4507(2002)03-0151-06 The Design of Pick &Place Program H igh -Precision SMT Placement LONG Xu -ming (S outhwest Jiaotong University of China ,Chengdu 610031,China ) Abstract :The design of pick &place program high -precision S MT placement is described ,including the method of HHT teaching Programming and C AD programming. K eyw ords :S MT Placement ,Design of pick &place program ,Vision system 高精度视觉贴片机与普通贴片机相比最大难点之一在于拾放程序设计编程。一般贴片机可采用示教编程、键盘输入编程和C AD 输入编程3种方法。示教编程通过贴片头现场控制机进行编程,主要应用于已有电子组件样品,无细间距器件的场合,是最基本的方法。键盘输入编程(通过中央控制软件)主要应用于已知PC B 图形和元器件数据,而无C AD 数据场合。C AD 输入编程(通过AutoProgram 软件)在S MT 线路设计阶段产生C AD 数据(ASCII 码)直接输入到主控计算机中自动编辑,为最简便的编程方法。一般可采用键盘输入与C AD 输入共同编程方法。本文重点探讨示教编程和C AD 输入编程设计方法。 1 编程设计贴片机参数设置 进行编程工作前期或者执行不同PC B 板程序 时,必须设定贴片机机械结构、计算机控制系统和视觉系统参数设置。1.1 贴片机结构参数 贴片机结构参数包括贴片头数、x -y -z -θ轴极限位置、伺服驱动参数、送料器、点胶、摄像机类型、元器件参数测试和极性测试。结构参数在设备出厂前已经调好,不能轻易修改。可由中央控制软件中C on figaration File Editor 软件和示教盒中M OD 指令(直接通过现场控制计算机)来进行参数修正。112 PC B 定位与传输设置定位针的运动和PC B 自动传输控制参数,可用示教盒HHT 来完成。113 送料器安装 主要是电子送料器的布置及位置,振动送料器安装和散装盘的布置,可用HHT 设置,也可用中央控制软件键盘设置或自动编程软件AutoProgram 自 收稿日期:2002-09-10 作者简介:尤绪明(1962— ),男,四川自贡人,西南交通大学副教授,主要从事S MT 及计算机控制研究。1 51第31卷第3期V ol.31N o.3 电子工业专用设备Equipment for E lectronic Products Manu facturing 2002年9月 September 2002
一一收稿日期:2015-03-25作者简介:王国庆(1972),男,陕西西安人,长安大学教授,工学 博士,研究方向为机器人动力学与控制系统研究三高精度视觉型桌面贴片机系统研究 王国庆,张光泽,张志新,张善交,贺新刚 (长安大学道路施工技术与装备教育部重点实验室,西安710021)一一摘要:针对目前国内桌面贴片机缺少视觉系统和贴装精度不足及成本高的问题,从提高机械系统精度二视觉对中系统二运动控制系统及操作软件系统等方面进行了研究,设计了步进电机闭环控制的高精度机械平台机构,实现了支持贴装0402封装元器件及QFP 封装IC 的精密贴装头和自动化供料机构,采用自主知识产权的异步多核可编程自动化控制器完成了五轴运动控制,应用Free-man 链码实现了视觉对中系统中关键的轮廓提取,开发了上位机操作软件系统,经过测试整机系统实现了高精度贴装的目标三 关键词:贴片机;贴装头;运动控制系统;视觉对中系统;步进电机闭环控制 中图分类号:TH132一一文献标志码:A一一文章编号:1000-0682(2015)04-0012-04 Study of high-precision desktop pick-and-place machine with vision system WANG Guoqing,ZHANG Guangze,ZHANG Zhixin,ZHANG Shanjiao,HE Xingang (Key Laboratory of Highway Construction Tequnique and Equipment of Ministry Education ,Chang an University ,Xi an 710021,China ) 一一Abstract :There are some problems about the current domestic desktop pick-and-place machine,such as the lack of vision system,the shortage of pick-and-place precision and the high cost.In order to solve these problems,the paper studied on the accurate machine system,the vision positioning system,the motion control system and the operation software system.It designed a high-precision machine plat-form driven by the closed-loop control of stepper motor,and accomplished the mechanism to accurately pick and place electronic components of 0402and CEFP package outline and the automatic feeding mech-anism.To achieve the five-axis motion control,the self-proprietary multi-core asynchronous programma-ble automation controller was adopted.It applied the Freeman chain code to accomplish the critical tech-nology of the contour extraction on the vision positioning system,and developed the PC operation software system.The test results showed that it could achieve the goal of the high-precision picking and placing.一一Key words :pick-and-place machine;pick-and-place mechanism;motion control system;vision posi-tioning system;closed-loop control of stepper motor 0一引言 贴片机是用来实现高速二高精度二全自动地贴放 元器件的设备,是整个SMT 生产中最关键二最复杂 的设备三目前国内许多中小企业受到经济二生产规 模等因素的影响,对桌面型二经济型二高贴装精度的 贴片机的需求较大三面对这样的市场需求,许多公 司和科研机构都对贴片机进行了相应的研究,文献 [1]设计了简洁二紧凑且精度较高的贴片机棘轮送料器械;文献[2]采用PLC 作为贴片机的运动控制核心;文献[3]对贴片机视觉系统的图像处理算法进行了研究三一些机电公司也研发出了自己的桌面贴片机产品,但均存在着缺少视觉系统和采用了开环控制机械系统的不足,总的来说很难保证稳定的高贴装精度三基于以上贴片机现状的分析,该文在已有研究的基础上[4-5],进行了贴片机的机械总体二精密贴装机构二自动化供料机构二运动控制系统二视 觉对中系统二上位机操作软件系统等方面的研究,研 发出了高贴装精度的经济型桌面贴片机三四21四工业仪表与自动化装置一一一一一一一一一一一一一一一一2015年第4期
SMT贴片机操作与编程说明书文召召
SMT基本操作说明书,“鑫久盛”贴片机厂编写 软件系统: 软件系统主界面如图1 图 1 软件系统分为两大块,左边部分为操作界面,包括软件的启动、停止、电机移动等等,右边部分为参数设置、坐标设置、I/0口测试及软件管理等等。 软件设定 1、在不同的机型、不同的操作模式下,变灰的编辑框或设置框都是不需要操作或不能操作的。 2、速度参数页里的参数出厂前已经调式到最佳状态,为保护机器更稳定的运行,用户不能擅自改变其速度参数。 3、V5.1以下的软件,软件工程数据的格式为.txt;V10.1以上的软件,工程数据文件为.dot,坐标文件格式为.txt,坐标文件飞
达等相关数据为.log。把V5.1数据改为.dot格式的文件,可使用到V10.1以上的软件。 SMT文件系统 SMT文件系统提供一种非常简单快捷的操作模式,跟Window的文件系统一样,用户能够进行复制、粘贴、删除、重命名文件等操作。文件系统里保存了系统的所有参数,文件系统又是独立的,因此用户能够经过管理不同的文件,载入不同的基板参数,从而省去的重复设置参数的时间。 如图1,在软件的左上角,单击【载入数据】,载入材料的参数数据,在文件名称栏里显示当前载入的文件名。修改好参数,单击【保存数据】,将保存系统所有的数据到当前文件;同时也能够选择了【另存为】,保存为另一个文件。 文件系统的操作技巧:在重新做一个材料参数之前,把先前已存在的参数文件复制一份,命名为该材料的名称,然后再打开软件,载入该文件,从而达到快速制作参数的目的。 电机移动 电机移动主要是为后面的设置参数服务的,选择【×5】X 轴、Y轴、Z轴移动约40μm,选择【×50】,移动约是0.4mm, 【×500】则移动4mm。 快捷键:键盘的四个方向键,分别对应X轴Y轴的四个方向,Delete和PgDnd对应送料电机的两个方向,End是切换速