
高强度螺栓终拧扭矩检测作业指导书
1
编制依据
(1)《钢结构工程施工质量验收规范》 GB 50205-2001; (2)《钢结构现场检测技术标准》GB/T 50621-2010。 2
适用范围
本方法适用于高强度螺栓连接副终拧扭矩检测。 3
作业程序
执行程序 形成的记录
3.1 接受任务编制检测方案。
3.2 根据检测方案的技术要求准备仪器设备。
3.3 进行现场检测做好相关数据的记录填写完成表JSJL-02-06-2017-A 《高强度螺栓终拧扭矩检测记录》。
3.4分析检测数据,编制检测报告。 4
检测方法
高强度螺栓连接副终拧扭矩主要用扭矩法进行检验,原则上采用检验法与
检测方案
接受任务
准备数显扭矩扳手
《高强度螺栓终拧扭矩检测记录》
现场检测
检测报告提交报告
施工法应相同。
4.1 试验准备:检验所用的扭矩扳手其扭矩精度误差应在3%以内。
4.2 扭矩法检验
4.2.1 在螺尾端头和螺母相对位置划线,将螺母退回60°左右。
4.2.2 用扭矩扳手测定拧回至原来位置时扭矩值,并做好记录。
4.2.3 比较测定扭矩值与施工扭矩值的偏差,其偏差在10%以内为合格。
4.3 扭剪型高强度螺栓施工扭矩检验,观察尾部梅花头被拧掉者视同终拧扭矩达到合格标准,未被拧掉者应按上述扭矩法检验。
5 结果计算
高强度螺栓连接副终拧扭矩值按下式计算:
Tc=K·Pc·d
式中,Tc—终拧扭矩值(N·m);
Pc—施工预拉力标准值(kN),见附表1;
d—螺栓公称直径(mm);
T0—初拧扭矩值可按0.5Tc取值。
K—扭矩系数,按GB50205附录B·0·4的规定试验确定(或由委托提供高强度螺栓扭矩系数复验报告)。.
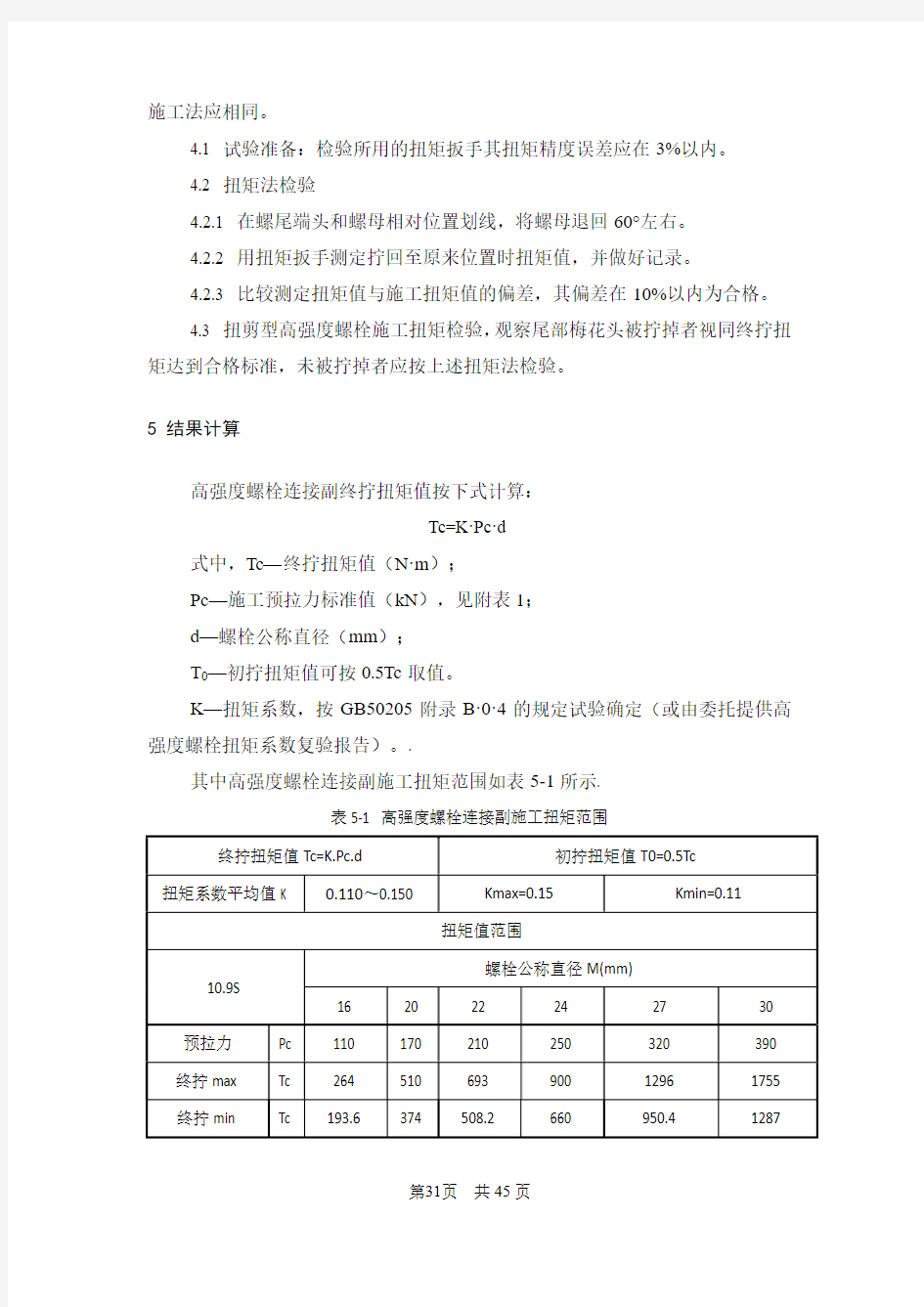
其中高强度螺栓连接副施工扭矩范围如表5-1所示.
表5-1 高强度螺栓连接副施工扭矩范围
终拧扭矩值Tc=K.Pc.d 初拧扭矩值T0=0.5Tc
扭矩系数平均值K 0.110~0.150 Kmax=0.15 Kmin=0.11
扭矩值范围
10.9S
螺栓公称直径M(mm)
16 20 22 24 27 30
预拉力Pc 110 170 210 250 320 390 终拧max Tc 264 510 693 900 1296 1755 终拧min Tc 193.6 374 508.2 660 950.4 1287
6 测量记录
检测记录应按规定格式填写,具体要求执行《记录管理程序》(ZZHXJC-CX-21-2017)。
7 记录表格
1) JSJL-02-06-2017 高强度螺栓终拧扭矩检测记录
一、总则 为了保证公司员工对设备的规范操作与合理使用,结合公司实际情况,加强对设备的控制,特制定本规程。 二、适用范围 本规程适用于型号为B400N.m的数字扭力测试仪。 三、定义 B型数字扭力测试仪是专为各种类型的手动、电动、气动螺丝紧固工具测定扭力大小的仪器。 测量仪可以顺时针,逆时针工作。 B400型的传感器是与仪器的通道1联接的,测量范围0~400N.m\4.1~40.8kgf.m\14.7~147.6lbf.ft。 精度±0.5% 四、操作步骤 1、控制面板说明:面板中分为电源开关、通道显示窗口、工作方式显式、扭力显示窗口、单位选择、控制开关。 工作方式显示说明: 【PEAK】方式是用来得到和显示最大扭力读数 【TRACK】方式是用来1,设置测量零点;2.跟踪动态扭力读数。 【IMPACT】方式专用于冲击式电动,气动工具测试。 控制开关说明 【LOAD】通道选择,此仪器有三个通道对应三只不同量程的传感器。 【ZERO】零点调整,测量前,必须先在”TRACK”状态下按一下该键,软件自动调零,再选择合适的工作方式。 【MODE】工作方式选择,可选择“PEAK”方式;”TRACK”方式“IMPACT”方式 【CLEAR】用于清除“PEAK”或“IMPACT”工作方式得到的峰值,为下次测量准备。 【UNIT】单位选择,可循环选择。 2、用四个螺丝固定好传感器,用接线将传感器与扭力仪正确链接,扭力仪接上电源。 3、为需待测的扭力工具选择合适可与扭力传感器链接的互换接头。 4、打开电源,用”LOAD”键选择要使用的通道和传感器。 5、用“UNIT”键选择合适的测量单位。 6、在TRACK”状态下,按“ZERO”键设置零点。 7、用“MODE”键选择合适的工作方式。 8、开始测量,记录数据, 五、注意事项 1、不可使用超过最大允许负荷的扭力工具,以免损伤传感器。 2、不要敲打或震击仪器。 3、使用时确定传感器在自由放松状态。 4、避免在有水、油、灰尘、有电气噪音的地方使用。 5、合适的湿度35%~65%RH,合适的温度15~40oC 4、避免在有水、油、灰尘、有电气噪音和液体飞贱的地方使用。 5、仪器使用合适的温度15~40o,合适的湿度35%~65%RH.
1 目的: 正确指导扭矩测试计的操作、使用、维护保养。 2 范围: 本规程适用于本公司生产过程中对电动起子的扭矩进行校正所使用的扭矩测试计的操作。 3扭矩测试计型号: 跟据需要调节扭矩的大小选择对应的扭矩起子(0-1.2N/m、1-5 N/m)。 4校正方法 4.1将要测试扭矩的电动起子取下螺丝刀头,将扭矩调节旋钮逆时针调至最 小,并将转动方向设定为顺时针方向。 4.2选择对应扭矩起子的转接器,将对应电动起子刀头的一端装入电动起子。 4.3跟据紧固件的型号按下表选择扭矩参数:
4.4设定所要求的扭矩:将副标圈的零刻度线对准轴筒刻度的中心线,然后顺 时针旋转套筒增加扭矩,到达所需要的扭矩值处,停下即可。 4.5将扭矩起子的套筒套上转接器对应端。 4.6扭矩起子与电动起子水平放置,固定。 4.7启动电动螺丝刀,观查扭矩起子的轴筒是否与电动起子一起转动。如不转 动,则顺时针调 节电动起子的扭矩旋钮,适当增大扭矩值,再启动电动起子观查扭矩起子的轴筒是否与 电动起子一起转动。反复上述操作,直至扭矩起子的轴筒与电动起子一起转动,此时扭矩起子发出“嗒,嗒,嗒…”的声音,则电动起子的扭矩值达到要求值。 4.8取下扭矩起子与转接器,装入螺丝刀头。电动起子扭矩值设定完成。注意
在此过程中不要转动电动起子的扭矩调节旋钮。 5注意事项 5.1为保证施加的扭矩值准确,在使用过程中,固定位置应始终保持在扭矩起 子手柄的中央部位。 5.2使用过程中,不要随便转动扭矩起子的轴筒部位,以防影响准确度。 5.3调节有刻度的轴筒时。不允许超出刻度范围,以防引起内部机构的损坏。 5.4每次使用完毕后应将扭矩设定在最小位置。 编制:审核:批准:
数显扭矩测试仪操作规程 编号:QP-RZ-GM09-01 1.试验名称: 1.1各类电动、气动螺丝刀、扭力扳手、扭力起子的扭力设定等检测和校正及零件的扭转性 2.试验设备: 2.1数显扭矩测试仪 3.操作步骤: 3.1、在使用数字扭矩测试仪之前,先检查仪器点亮是否充足,若电量不足,请及时充足(充电时也可使用) 3.2 、打开电源开关 3.3 、根据测试的需要,按钮距单位转换键,选择所需要的测量单位 3.4 、缓冲器的安装根据测试的需要,选择轴承和弹簧,然后向逆时针方向旋转,安装弹簧 3.5 、螺丝批扭矩测试,先将缓冲器装在扭矩测试仪的扭矩测试头上,再将螺丝批的批组装在缓冲器上 3.6、把螺丝的开关按到自动状态,用手指使力反向转,把缓冲器的弹簧放松一点点 3.7、按峰值键,选择PEAK峰值保持状态 3.8、按清零键,液晶屏上显示扭矩值为零 3.9、按螺丝批的开关到自动,扭矩螺丝批直到螺丝批自动停下为止,当螺丝批停止旋转时,液晶屏显示的扭矩值就是螺丝批输出的扭矩 3.10、重复上述2~~5次的操作可以验证螺丝批的输出扭矩 4注意事项、维护和保养 4.1、使用前要检查缓冲、灰尘、缺乏油脂和轴套的弯曲,定期检查缓冲器的轴承因长期反复使用缓冲器,会使缓冲器中的轴承磨损,从而导致缓冲器不能平滑旋转,最终影响测试精度 4.2、请勿超负荷测试扭矩仪,一定要在扭矩测试仪的测试范围内测试扭矩 4.3、请勿敲击液晶显示屏将物体放在液晶显示屏上 4.4、不允许用指甲、利器或尖锐物体按功能键 4.5、不允许在容易接触到水、油或者其他液体的地方使用测试仪 未经允许不得打开背后后盖,更不能调校里面的微调电阻 4.6、请使用专配用的充电器否则会引起电路故障,以免引起火灾 4.7、使用后用柔软的毛巾来清洁本仪器,拧干后再清除灰尘和污垢,不允许使用不易散发的化学物质,如:挥发油、稀释剂、酒精等 4.8、 苏州锐竹精密机电有限公司
参考图片: HIT-S经济型扭力测试仪 HIT-S economy type torque tester 功能特点Function HIT-S是专为测试和检测高速冲击而设计制造的一种智能化多功能计量仪器。主要用于检测和校正各种电动风动螺丝批、扭力起子、扭矩扳手的扭矩,各种产品涉及拧紧力的测试、零件扭转破坏性实验等。具有操作简单、精度高、功能全、携带方便等特点,广泛应用于各种电气,轻工,机械制造,科研机构等行业。HIT-S is designed for high-speed impact testing and testing the design and manufacture of an intelligent multifunctional measuring instrument. Mainly used to detect and correct a variety of electric pneumatic screwdrivers, torque screwdrivers, torque, torque wrench, tighten the force involved in a variety of products tested parts to reverse the destructive experiments. Simple operation, high accuracy, full-featured, easy to carry, which is widely used in various electrical, light industry, machinery manufacturing, research institutions and other industries. ·可测试高转速风批或电动工具 ·显示功能:扭矩方向显示,蓝色背光灯。 ·峰值保持功能:可抓取测试中的峰值 ·峰值自动解除功能:峰值保持时间(1-10秒)自由设定 ·自动关机:关机时间(1-60分)自由设定 ·比较功能:上下限偏差值自由设定,红绿指示灯峰鸣器自动声光报警设置;·平均值计算功能:10个测试值记忆、平均值计算功能 ·High speed winds can test batch or power tools ·Display: torque direction display, blue backlight. ·Peak hold function: crawl test peak ·Peak automatic discharge function: peak hold time (1-10 seconds) set free ·Automatic shutdown: shutdown time (1-60 minutes) is free to set ·Compare feature: free to set upper and lower limit deviation, red and green lights automatically buzzer sound and light alarm settings; ·Mean value calculating function: memory test values 10,average calculation functio n
1 目的 在装配过程中,为保证工件与工件之间连接牢固,使设备能够正常稳定运转,生产任务有序进行,特做出此操作规程。 2 范围 本文件仅适用生产设备的紧固件生产装配工作。 3 规范性引用文件 无 4 术语和定义 无 5 职责 本部门装配人员在生产过程中必须遵守本管理制度,装配组长需要对生产过程进行监督和人员调度。 6 紧固件操作要求 螺纹连接的技术要求 螺钉、螺栓和螺母紧固时严禁打击。紧固后螺钉槽、螺母和螺钉、螺栓头不得损坏。 螺钉扭紧后必须使用记号笔作以下标记: 正确(√) 错误(X ) 班组长和工艺必须使用扭矩扳手对已拧的螺钉进行抽检,抽检比例不得低于20%(常用螺栓扭矩表见附图1,不锈钢螺钉相当于级)。 同一零件用多个螺钉或螺栓紧固时,各个螺钉或螺栓需要按一定顺序(一般为对角顺序)逐步拧紧,如有定位销,应从靠近定位销的螺钉或螺栓开始,如下图: 螺钉 被连接件 记号线
用双螺母时,应该先装薄螺母,两个螺母对顶拧紧,使螺栓在旋合断内受拉而螺母受压,构成螺纹连接副纵向压紧;先用最大拧紧力矩的80%拧紧里面的螺母,再用100%的拧紧力矩(常用螺栓扭矩表见附图1,不锈钢螺钉相当于级)拧紧外面的螺母。 螺钉螺栓和螺母拧紧后,其支承面应与被紧固零件贴合 沉头螺钉拧紧后,钉头不得高出沉孔断面。 所有螺钉、螺栓及螺母紧固之后必须进行用红色记号标记,用于查漏。 预防不锈钢螺钉螺栓锁死问题 .1正确选择适合长度的螺钉,螺栓。如螺丝的抗拉强度与螺母保证的载荷,螺杆的长度要适当,以弹垫圈压平后,露出2-4个牙距为准。 使用前看螺纹孔间是否有铁屑或污垢,有则清理干净。 旋入螺钉螺栓及螺母是的力度要适当,不要过大或者过快,速度过快会使温度急速上升而导致锁死。用力的方向,螺母必须垂直于螺丝孔的轴线进行拧入,同时加平垫圈,能有效的防止锁紧问题。 紧固中的其他问题 将紧固完成的部件按照图纸安装到设备上。 安装时发现部件与设备的配合产生问题时要及时反馈工艺,工艺再与设计部、质量部以及生产计划部沟通给出相应的解决方案,以保证设备按时完成。 设备安装完成后要求对设备整理稳定性能进行测试,以检验连接件连接质量,确保客户生产时不会发生零部件松动。 7 相关文件 无
2018年10月19日
数字扭力测试仪操作说明书 1 目的 确保电批扭力测试仪扭力测量的准确性。 2 范围 适用于本公司本司所使用之扭力计HP-10/50等。 3 权责 3.1 PQC :严格按规程规范作业,定期点检; 3.2仪校员:负责仪器发外计量。 4 作业内容 4.1设备基本参数 4.2仪器面板说明
5 操作步骤 5.1 使用前先检查设备的电量是否充足、固定件是否固定,显示屏出现LOBAT 字样时请充电。 5.2 确保正常后打开电源开关,按下电源键(POWER)。ON 指示灯会发亮。 5.3根据实际需要,按下测量单位转换键(UNIT)切换需要的测试单位,一般使用为Kgf.cm 和N.m.相应单位下的指示灯会发亮。 5.4根据实际需要, 按下测量模式转换键(MODE)切换需要的测试模式,把测量模式至于峰值(PEAK )状态。 5.5根据测试头安装示意图安装合适测试轴、缓冲弹簧(细弹簧1.5Kgf.cm-6 Kgf.cm,粗弹簧5-30 Kgf.cm ),安装好如下图后放置于扭力测试驱动槽中,必要时可以用内六角锁紧固定。 5.6电批批头通常是卡扣位置处按进去或者拉出来取下电批批头,电批装入扭力测试头之后平放于测试轴的轴耳或六角处。
5.7电批平放于扭力测试适配器上之后用手按复位键(REST)使显示器读数归零(0.00),测试前显示器读数必须为零 5.8电批平放于扭力测试适配器上,启动电批将扭力测试适配器上的扭力测试驱动杆打下去直至弹黄被压紧,弹黄被压紧直至无法再继续往下打为止,显示器上的读数至少持续5秒钟不闪跳为该电批的扭力值。 5.9通常反复测量 3-5次,然后取它们的平均为该电批的扭力值,每一次测量的扭力值不可有太大偏差。取平均值为扭力值记录于巡检报表中。 6 注意事项 6.1使用前确认仪器通过校正,并贴上校正合格标志,发现有效期快到期必须及时送往仪校单位校正处理。
扭力扳手校准操作规程 一.目的 1.避免内螺纹碰焊柱及外螺纹碰焊柱焊接的破坏 2.确保装配中螺钉、螺母或碰焊柱的紧固 二.适用范围 本规范适用于本公司的电动枪校准 三.标准 箱盖螺钉拧紧及破坏扭矩参照表一(N.M) 接地螺母拧紧及破坏扭矩参照表二(N.M) 固定脚螺母拧紧及破坏扭矩参照表三(N.M) 四、操作手法 1.校准准备工作 1.1使用前先将扭矩仪固定在墙壁上或固定在水平台上; 1.2将扭矩仪的电源线接上220V电源,打开电源开关,预热20分钟; 2.定期校准 2.1各类扭力扳手的校准时间为6个月; 2.2指针式扭力扳手 2.2.1根据被检扳手的联接方头尺寸,选择合适的联接头插入传感器的方孔内,将扭矩仪的常态、峰值开关打至常态,此时扭矩仪具有跟踪显示功能,旋转调零电位器调至零点,装上被检扳手(能调零的扳手插入前应先对零)。注意:插入扳手后,在没有加力前扭矩仪会显示一定值,此值是由扳手的自重产生的,不能再消除; 2.2.2手握扳手的手柄部位,沿垂直方向缓慢扳动扳手,均匀检测三个点,逐点观察扭矩仪所显示的扭矩值,并重复3遍。按下列公式计算出示值相对误差(Q)和示值相对变动值(B),并将结果填写在《扭力扳手校准记录表》中:
Q=(M―M 均)×100% B=(Mmax―Mmin )×100% 式中:M-----检测点的扭矩值 M 均---三次显示扭矩的算术平均值 Mmax----检测三次显示扭矩的最大值 Mmin----检测三次显示扭矩的最小值 2.2.3校准判定 2.2. 3.1在Q 的绝对值≤10%且B 值≤10%时,扭力可正常使用; 2.2. 3.2在Q 的绝对>10%或B 值>10%的情况下应对扭力扳手进行维修调整;调整后仍达不到要求的扭力扳手应给予报废处理; 2.3定力 (咔嚓)扳手 2.3.1根据被检扳手的联接方头尺寸,选择合适的联接头插入传感器的方孔内,将扭矩仪的常力仪具有峰值保持功能,此后按下复位健(清除前一次的峰值),旋转调零电位器调至零点,装上被检扳手; 2.3.2手握扳手的手柄垂直缓慢加力,均匀检测三个点,待听到咔嚓声响停止加力,此时扭矩仪显示的数值即为测得值,并重复三遍(每次重复检测前,必须将扳手拿下来,再按复位键),按2.2.2中的方法计算出示值相对误差(Q)和示值相对变动值(B)。注意:检定力扳手时,加力一定要均匀缓慢,否则扳手的力矩相差很大; 2.3.3校准判定按2.2.3条款执行; 3.作业验证校准 3.1作业验证频次按相关作业指导书执行; 3.2校准操作方法按以上条款执行; 3.3根据图纸或作业指导书扭矩要求规范上下限的中间值设置扭力扳手的检测点,观察扭矩仪示的值(重复三遍)是否在扭矩要求规范内,如果不在规范内,调整扭力扳手的检测点,直至扭矩仪显示的值(重复三遍)在扭矩要求规范内,此时的检测点值即为拧紧螺母时扭力扳手所需达到(或设定)值,并在作业准备验证记录表中记录检测点值和扭矩仪对应的显示值。 接通电源→调零→复位→选择校准电动枪档位→按照螺钉规格选择套筒→按上表测试扭矩选择电动枪合适档位。最后确定的档位就是对应螺钉扭矩校准档位
交流架空输电线路带电紧固杆塔螺栓标准化作业指导书1.1适用范围 本指导书适用于35~330kV交流架空输电线路上带电紧固杆塔螺栓作业。 1.2规范性引用文件 下列文件中的条款通过本作业指导书的引用而成为本作业指导书的条款。凡是注明日期的引用文件,其随后所有修改单或修订版本均不适用于本作业指导书,然而,鼓励根据本作业指导书达成协议的各方研究是否可使用这些文件的最新版本。凡是不注明日期的引用文件,其最新版本适用于本作业指导书。 GBJ 233—1990 110~500kV架空电力线路施工及验收规范 DL 409—1991 电业安全工作规程(电力线路部分) DL/T 741—2001 架空送电线路运行规程 Q/QHDL-20101-2005 工作票及操作票管理办法 国家电力公司1997.7 《带电作业管理制度》 国家电力公司1997.10 《带电作业操作导则》 1.3作业人员要求 作业人员要求 序内容备注
1 熟悉《电业安全工作规程》(线路部分),并经考试合格。 2 具备输电线路带电检修方面的技能。 3 作业人员通过职业技能鉴定,高空作业人员需取得登高架设作业操作证、带电作业操作证。 4 作业人员应精神状态良好,无妨碍工作病症。 5 穿戴合格劳动保护服装,作业人员个人安全用具齐全。 1.4作业人员组织 作业人员组织 序人员分工人 数 备注 1 工作负责人 1 兼监护人 2 塔上地电位电工视班组人数 1.5工具材料 工具材料 序 号 名称型号单位数量备注 1 静电防护服用套/ 330KV线路
使用 2 扭矩扳手把视班组人 数 3 M16套筒螺 帽 颗同上 4 M20套筒螺 帽 颗同上 5 M24套筒螺 帽 颗同上 6 个人工具套同上 注:准备的检修工器具类型、数量及额定荷载应依据现场具体情况确定 1.6 技术措施 a)带电作业应在良好天气进行,现场风力不宜大于5级,湿 度不大于80%; b)人体与带电导线最小安全距离不得小于表5-1的安全距 离; c)4.8级M16、M20、M24螺栓扭矩值分别为80、100、250N.m 1.7危险点分析及控制措施 序危险点控制措施 1 交通事 故 驾驶员及工作人员遵守交通规则和公司 交通安全有关规定
经典好文?扭矩系数和摩擦系数有何关系?一文读懂高强度紧固件安装!扭矩系数、摩擦系数都是紧固件连接副安装中的两个重要参数,两者既有联系又有区别,他们是从不同的侧面反映高强度紧固件安装中的扭矩数值。扭矩法易于理解,便于操作,在弹性范围内,扭矩值与预紧力呈线性关系,确定扭矩系数后即可以计算出连接副具体的安装扭矩;而从摩擦系数中,可以具体反映出支承面摩擦及螺纹摩擦的数值及它们互相之间的关系、扭矩的具体分配数值。 紧固件通过扭矩法安装,直观、简便、易于操作;通过摩擦系数来确定安装扭矩,数值精确,安装的可靠性比较强。 一、扭矩系数、摩擦系数之间的关系及计算公式: 1. 螺栓副的扭矩系数: 扭矩法易于理解,在弹性范围内,扭矩值与预紧力一般呈线性关系,扭矩值随着预紧力的增加而加大;因此扭矩法,可以在测量扭矩系数后,具体的数值可以根据螺栓的规格,查找GB/相应的标准,可以得出具体的扭矩数值,操作简便。具体参见下面的公式: T=K?F?D T---扭矩() K---扭矩系数 F---预紧力(也称轴力KN) D---螺纹的公称直径(mm)
扭矩系数是紧固件连接副安装时,必须要了解掌握的一个重要技术参数,目前安装扭矩、扭矩系数已经受到广大使用者的广泛理解、接受,并且在安装时普遍受关注。扭矩及扭矩系数是既有联系又有区别的两个参数。 当扭矩数值选定后,扭矩系数越小,产生的紧固力越大;扭矩系数越大,产生的紧固力越小。当扭矩系数小到一定的程度,在一定的扭矩的作用下紧固力超过了螺栓的强度极限,高强度螺栓就会产生伸长甚至断头的现象;反之,扭矩系数过大,产生的紧固力就会过小,整个螺栓连接副就达不到锁紧的功能,连接副就有可能产生松动情况。 因此,要使紧固力在一个标准的范围内,产品的扭矩系数就要限定在一个规定的范围内。 目前国家紧固件标准GB/T 1231-2000对钢结构用高强度螺栓连接副的标准作了规定,扭矩系数K=,标准偏差≤。使用单位一般比较重视扭矩系数,认为扭矩系数确定后,马上可以确定安装扭矩,进而可以实施紧固件连接副的安装;但是对标准偏差则容易忽视。如果标准偏差>,在安装时,就会产生个别螺栓的预紧力偏离比的现象:标准偏差值偏大或者偏小,都会造成个别紧固件连接副过拧或者拧不紧的现象,对安装可靠性存在隐患。 如果扭矩系数偏大,标准偏差在<的范围内,连接副离散度非常小,每一副紧固件的受力比较均匀;扭矩系数偏大,会在安装时增加一些扭矩数值,但是不会产生过拧或者松动的现象,安装的可靠性、安全性增加。因此,从某种角度来讲,标准偏差比扭矩系数更加重要。
检修作业指导书 作业项目:给水泵 作业日期: 批准:XXX X年X月X日 审核:XXX X年X月X日 编制:XXX X年X月X日 2009-12-31修订2010-01-01实施 大唐XXXX发电有限责任公司发布 给水泵检修作业指导书 1 目的 1.1规范检修行为,确保给水泵修后达到原设计要求。 1.2本作业指导书为所有参加本项目的工作人员所共同遵循的质量保证程序。
2 范围 适用于上海水泵厂生产的FK5D32LI型水泵标准检修。 3 职责 3.1 工作负责人职责:组织得当、分工明确,对安全和质量负责,指定专人做好记录, 确保记录真实、准确。 3.2 监护人职责:按安规要求对检修工的安全进行监护。 3.3 其他工作人员职责:按安规要求和作业指导书的要求认真完成工作负责人布置的任务。 3.4 质检员职责:负责项目质量验收、签证。 4 人员资质及配备 4.1 专责检修工1名:具有从事水泵专业五年以上工作经验,通过厂部组织的安规考试及拥有检修上岗资格证,熟悉设备结构与工作原理,具备较高的转动机械检修技能的资质或条件。 4.2 检修工3名:具有从事水泵专业三年以上工作经验,通过厂部组织的安规考试及拥有检修上岗资格证,了解设备结构与工作原理,具备基本的转动机械检修技能的资质或条件。 4.3 其他:行车司机和起重工各1名,具有通过厂部组织的安规考试及拥有特种检修上岗资格证的资质或条件。 5 检修内容(或流程) 本给水泵的检修作业内容包括给水泵抽芯包及水泵本身的解体检修。 5.1 给水泵检修的准备工作。 5.2抽出芯包。 5.3芯包解体。 5.4检查、更新和修理及清洗各零部件。 5.5芯包组装。 5.6芯包回装。 5.7小汽轮机与给水泵找中心。 5.8靠背轮检查及装复。 5.9装复各连接管道及仪器仪表。 6 质量标准 6.1导叶紧固蝶形弹簧不变形、无裂纹、所有螺杆无裂纹,螺纹完好、套装松紧适度。 6.2齿轮联轴器齿面啮合均匀,无严重磨损,光洁平整无毛刺。联轴器喷油管清洁畅通。6.3泵壳表面光洁,无裂纹,无吹蚀,各密封面平整无沟槽。叶轮、导叶轮流道光滑,密封环处无严重磨损,叶轮两端面与轴线垂直,平面光洁平整,无吹蚀。泵轴表面光洁无吹蚀、裂纹、丝扣完好。 6.4轴承清洁、无锈垢杂质、轴瓦、推力瓦块合金无夹渣、气孔、凹坑、裂纹、脱胎。 6.5泵轴弯曲度及推力盘瓢偏≤0.02mm。转子小装测量:传动端密封轴套处、各级叶轮密封环处、平衡轴套处、自由端密封轴套处径向晃度均≤0.05mm。 6.6轴径的椭圆度和不柱度应小于0.02MM(要改为mm),轴的径向晃度应小于0.03 mm,轴的弯曲度不大于0.02MM。 6.7叶轮和挡套等套装件的内径与轴的配合间隔,一般为0.03∽0.05MM,最好在0.03MM 以内。
Q/RST 螺栓检验 作业指导书
Q/REASTER11.28-2009 前言 为使企业生产制造工作向着标准化与精益化的管理方向发展,生产制造部门编制了螺栓检验作业指导书,为螺栓入库前的检验登记提供作业指导依据。 3
Q/REASTAR 11.28-2009 1.使用范围 该规定适用于本企业,作为螺栓入库前检验的依据。 2.引用标准 标准源于自定。 3.螺栓检验准备 工具准备:样板,环规,塞规等 4.螺栓抽检方案 当螺栓总数量n≤200时,抽5%;200≤n≤500时,抽3%;500≤n≤1000时,抽2%;n ≥1000时,抽1%。(保证抽检数大于10) 5.螺栓检验 5.1外观 首先在螺栓质量检验卡上填写供货厂商,供货数量以及抽检数量。 5.1.1外形:目测,并用手抚摸螺栓表面,记录。要求:外形美观,无毛刺锐边,表面无异状。 5.1.2头部有无制造标识:目测,记录。要求:有标识且清晰可见。 5.1.3头部有无强度等级标识:目测,记录。要求:有标识且清晰可见。 5.2规格 5.2.1螺栓长度:用样板进行测量,记录。要求:测量准确,且测量值尾数必须为0或5。 5.2.2螺纹长度:用样板进行测量,记录。要求:测量准确,且测量值尾数必须为0或5。 5.2.3公称直径:用样板进行测量,记录。要求:测量值必须为标准值。 5.2.4螺距:用样板进行测量,记录。要求:测量值必须为标准值。 5.3精度 用塞规与环规进行测量,将螺栓拧入不同系列的环规。要求:顺利拧入环规,且能拧入通规,拧不入止规。 5.4强度等级 强度等级:从螺栓头部读出强度等级,记录。 5.5表面处理: 向供应方索要该批螺栓出厂合格证,确保螺栓符合供方出厂标准。 每一项检验完后,根据检验结果填写螺栓质量检验卡,并根据所有纪录判断该批螺栓是否合格。如合格,将螺栓整理、入库;不合格,退回。 2
文件制修订记录
确保使用时得到正确数据,保证使用者有一致操作方法。 2.0范围 适用本厂HP-100电批扭力测试仪。 3.0操作使用规范内容 3.1使用之前首先要确认电批扭力测试仪是否在校正期限内;超出期限不可使用,必需送校正合格后方可使用。 3.2首先将扭力测试仪上的POWER键打至ON,检查电池状态是否为低电量,低电量时显示屏会显示"LOBAT"字样,如果显示屏显示低电量需要用专用的充电器进行充电至少3小时,但不能超过8小时才可使用。 3.3根据测试要求将单位选择开关打至合适位置:lbf-?in<->kgf?cm<->N?m。 3.4将MODE选择开关打至TRACK位置,然后调节ZEROADJ旋扭至显示屏上的读数为0.0.此模式为随机测试模式,当加在感应头上的力的变化在显示屏上的数值随着变化。 3.5将MODE选择开关打至PEAK位置,当加在感应头上的力在显示屏上的数值会至少停留5秒以上.按一下RESET键取消此保持值。 3.6测试电动螺丝批扭力时,将扭力适配器按正确方法置于扭力测试仪的感应头上,然后将电动螺丝批置于扭力适配器上,按下扭力批开关电动螺丝批开始带着扭力感应器转动,当扭力批转动停止时,此时显示屏的读数为扭力批的扭力大小。 3.7测试完毕后,关掉扭力测试仪电源开关,扭力测试仪为精密测量仪器,各旋扭开关不可随意乱调节,不可撞击及跌落。 4.0注意事项: 4.1扭力测试仪充电时间不可超过8小时。 4.2给扭力测试仪充电时需使用专用的充电器。 4.3在给扭力测试仪充电过程中不可将扭力测试仪电源开关打开,也不可以一
力充电一力进行扭力测量。 4.4如果显示屏出现”LOBAT”字样,应立即停止扭力测量,并对扭力测试仪进行充电3~8小时。 4.5不可将扭力测试仪充电器作其它用途使用。
螺栓紧固作业指导书
中国石油乌鲁木齐石化公司设备安装公司螺栓紧固作业指导 1.编制目的 为了规范法兰螺栓定扭矩紧固工作,采用正确的紧固方法,使法兰垫片受力均匀,保证密封不泄露,保证密封的可靠性,编制螺栓紧固指导书实行定扭矩紧固。 2.适用范围 本作业指导书适用于化工装置的压力容器人孔、封头、管箱、管道法兰等螺栓紧固。 3.螺栓扭矩值确定 3.1紧固力矩的计算原则上由设计进行计算或由生产装置提供。 3.2如果设计部门没有给出扭矩计算结果,可以按照GB150-2011标准参照下列步骤进行计算: 3.2.1法兰垫片的受力情况 在现场安装或检修中,密封法兰的几何尺寸和垫片性能参数(m、y)已给定,可以查GB150-2011中给定的表7-2可知。
3.2.2确定垫片接触宽度N与基本密封宽度b o(表7.1从何而来)查下表求得b o
3.2.3确定垫片有效密封宽度b: 当b o≤6.4mm时,b=b o 当b o>6.4mm时,b=2.53√b o 3.2.4确定垫片压紧力作用中心圆直径D G 垫片压紧力作用中心圆直径按下列规定确定: a)对于下图所示活套法兰,垫片压紧力作用中心圆直径D G即是法兰与翻边接触 面的平均直径。 b)对于其它形式的法兰,则按下述规定计算D G: 当b o≤6.4mm时,D G等于垫片接触的平均直径; 当b o>6.4mm时,D G等于垫片接触的外径减去2b c)对筒体端部结构,D G等于密封面平均直径。 3.2.5工作前法兰垫片的压紧力:F1=3.14D G by (N) 3.2.6工作时法兰垫片压紧力:F2=6.28D G bmp c(N) 法兰垫片工作密封比压σt=mp MPa D G---垫片压紧力作用中心圆直径 mm b---垫片有效密封宽度 mm
篇一:紧固螺钉,螺栓作业指导书 1 目的 紧固螺钉、螺栓作业指导书 编号:ise-zd-sc3-09 版号:a1 在装配过程中,为保证工件与工件之间连接牢固,使设备能够正常稳定运转,生产任务有序进行,特做出此操作规程。 2 范围 本文件仅适用生产设备的紧固件生产装配工作。 3 规范性引用文件 无 4 术语和定义 无 5 职责 本部门装配人员在生产过程中必须遵守本管理制度,装配组长需要对生产过程进行监督和人员调度。 6 紧固件操作要求 6.1 螺纹连接的技术要求 6.1.1 螺钉、螺栓和螺母紧固时严禁打击。紧固后螺钉槽、螺母和螺钉、螺栓头不得损坏。 6.1.2 螺钉扭紧后必须使用记号笔作以下标记:正确(√)错误(x) 6.1.3班组长和工艺必须使用扭矩扳手对已拧的螺钉进行抽检,抽检比例不得低于20%(常用螺栓扭矩表见附图1,不锈钢螺钉相当于6.9级)。 6.1.4 同一零件用多个螺钉或螺栓紧固时,各个螺钉或螺栓需要按一定顺序(一般为对角顺序)逐步拧紧,如有定位销,应从靠近定位销的螺钉或螺栓开始,如下图: 6.1.5 用双螺母时,应该先装薄螺母,两个螺母对顶拧紧,使螺栓在旋合断内受拉而螺母受压,构成螺纹连接副纵向压紧;先用最大拧紧力矩的80%拧紧里面的螺母,再用100%的拧紧力矩(常用螺栓扭矩表见附图1,不锈钢螺钉相当于6.9级)拧紧外面的螺母。 6.1.6 螺钉螺栓和螺母拧紧后,其支承面应与被紧固零件贴合 6.1.7 沉头螺钉拧紧后,钉头不得高出沉孔断面。 6.1.8 所有螺钉、螺栓及螺母紧固之后必须进行用红色记号标记,用于查漏。6.2 预防不锈钢螺钉螺栓锁死问题 6.2.1正确选择适合长度的螺钉,螺栓。如螺丝的抗拉强度与螺母保证的载荷,螺杆的长度要适当,以弹垫圈压平后,露出2-4个牙距为准。 6.2.2 使用前看螺纹孔间是否有铁屑或污垢,有则清理干净。 6.2.3 旋入螺钉螺栓及螺母是的力度要适当,不要过大或者过快,速度过快会使温度急速上升而导致锁死。 6.2.4 用力的方向,螺母必须垂直于螺丝孔的轴线进行拧入,同时加平垫圈,能有效的防止锁紧问题。 6.3 紧固中的其他问题 6.3.1 将紧固完成的部件按照图纸安装到设备上。 6.3.2安装时发现部件与设备的配合产生问题时要及时反馈工艺,工艺再与设计部、质量部以及生产计划部沟通给出相应的解决方案,以保证设备按时完成。 6.3.3 设备安装完成后要求对设备整理稳定性能进行测试,以检验连接件连接质量,确保客户生产时不会发生零部件松动。 7 相关文件无 8 相关记录 附图 1常用螺栓扭矩 编制:审核:批准:日期:日期:日期:篇二:高强螺栓作业指导书 高强螺栓作业指导书 一、编制依据 1.1 jgj82-91 ?钢结构高强度螺栓连接的设计、施工及验收规章? 1.2 gb 50221-95 ?钢结构工程质量检验评定标准? 1.3 gb50205-2001 ?钢结构工程施工质量验收规范? 二、施工控制
电批扭力测试仪操作规程 1.目的: 给扭力测试仪使用人员提供正确的操作方法。 2.适用范围: 2.1适用于本公司所使用之HP-10型扭力测试仪。 3.内容: 3.1将仪器放置于平稳的工作台面上,防止跌落损坏; 3.2将测试仪之电批连接装置放入相应位置并确认连接装置的螺旋轴处于原始位置且弹簧处于自然伸展状态; 3.3按测试仪的“POWER”键打开电源开机(当显示屏显示“LOBAT”时请勿使用并关闭电源进行充电); 3.4按“UNIT”键对其数值单位选择,相对应单位的LED亮起(我司所有电批的扭力均以KG来定义);按“MODE”键将其设置为“PEAK”模式,便于测试数据的读取; 3.5确认显示屏的显示数字为“0.00”,将待测电批的批嘴取出,并将电批垂直套在螺旋轴上(使其螺旋轴上的“十”字与电批的“十”字缺口完全吻合); 3.6按动电批上的正向旋转开关直至停止转动,此时读取测试仪显示的数值(该数值为电批的最大扭力值),并做好记录;然后按动电批的反向开关将测试仪的螺旋轴恢复到初始位置,按“RESET”键进行复位操作使其数值归零,测试完成。
4.注意事项: 4.1不可测试扭力超过10KG之电批(该测试仪的最大测试范围为10KG); 4.2不可在电池电量不足或充电过程中使用此设备; 4.3使用设备配备的专用充电器进行充电,且充电时间不可超过6小时,防止损坏仪器或引起火灾; 4.4轻拿轻放,防止跌落和碰撞; 4.5不可私自对仪器进行拆装,以免造成损坏或精度不准确。 5.保养 5.1使用时应保持仪器清洁,使用后将仪器保存在干燥清洁,且不易碰到的指定位置。 6.使用表单 设备履历卡 设备保养点检记录表 设备维修申请单 仪器、设备报废申请单
瓶盖扭力测试仪使用说明书 一、功能 ANL系列瓶盖扭力仪使用来测量各种瓶盖(如饮料瓶盖、化妆品瓶盖、药品瓶盖、罐头瓶盖等)、灯头等扭力大小的仪器,也可以通过特制夹具测量汽车反光镜、门窗扳手、隐形眼镜盖等产品的扭力。广泛应用于电器制造、汽车轻工和专业科研和检测行业。是一种易操作,高精度,性价比高的便携式检测工具。开机显示软件型号代码(不是仪器型号)。 二、特点 1、扭力大小为LCD液晶显示,读数简单,精确,最小读数达到0.0001N.m; 2、具有峰值、自动峰值和实时值三种测试模式; 3、可以顺时针、逆时针工作,可测量紧件和松件的扭力; 4、结构部分简单、坚固; 5、测量物件直径为1.5-20cm; 6、仪器使用可充电镍氢电池供电; 7、满量程120%过载保护; 8、N.m,kgf.cm,lbf.in三种测试单位相互换算; 9、绿色环保,无操作自动关机功能; 10、配置大记忆功能,可存储99组测试数据; 11、上下限设置功能,超上下限指款灯指示,超上限蜂鸣器报警; 三、面板开关说明仪器外观示意图如图一(略) 1、充电器插孔:当电池符号中无格显示时,请插入专用充电器充电; 2、固定夹具:4个橡胶夹具用于夹紧瓶体; 3、调节螺母:根据瓶体尺寸调节适合的夹紧位置; 4、液晶显示屏幕。 显示面板示意图如图二(略) (!)LCD液晶屏 LCD液晶屏示意图如图(略) 1、实时、峰值、自动峰值任意转换 2、扭矩方向显示 3、电池电量显示 4、可存储99组测试数据 5、N.m/kg.cm/1bf.in三种单位 (2)面板功能按键说明 【开机/关机】电源开关键。每按一次该键,开、关状态即转换一次; 【设置】在实时值/峰值或自动峰值状态下按设置键,依次显示上限值设置;下限值设置;最小存储值;最小值保持值,峰值自动解除时间,自动关机时间,每秒采样次数,重力加速度值,背景灯选择,设置完毕,可以选择存储键保存设置,或者置零键取消保存。 【保存】将测试时的数据存储仪器上(在峰值模式),和设置状态时的保存功能; 【单位】单位选择键。每按一次分别选定1bf.in、kgf.cm、N.m单位; 【▲】加一减,在设置时或查看时调整数据使用; 【背光】背光灯开关键,开机默认为背光灯关,如需开起请按此键; 【峰值】峰值键,用于实时、峰值、自动峰值三种状态切换; 【查看】查看键,查看存储的数据及整理,看不同地址的数据可按“向上”或“向下”键选择,退出查看状态请再次按“查看”键;
轨道交通装备螺栓紧固防松标识操作规程 1 / 9文档可自由编辑
轨道交通装备螺栓紧固防松标识操作规程 1 目的 为防止轨道交通装备螺栓紧固防松标识漏划、错划,防松标识线条不规范等现象,本规程规定了各型轨道交通装备螺栓紧固防松标识的具体划法,做到能够明确辨别螺栓连接结构是否发生松动,确保各型轨道交通装备螺栓连接组装达到设计和制造工艺、质量要求和运营安全。 2 适用范围 本操作规程适用于各型轨道交通装备的螺栓、螺钉等紧固件防松、防脱的紧固标识划法及标识工具的使用。 3 基本要求 3.1 螺栓紧固防松标识工具 螺栓紧固防松标识工具主要有油漆记号笔、洁净抹布、清洗剂等。油漆记号笔的颜色应能与被标识部分颜色明显区分开来,一般情况下自检选用红色油漆记号笔,互检选用黑色油漆记号笔,特殊情况按照该产品组装工艺文件规定执行。 3.2 螺栓紧固防松标识流程 螺栓紧固操作者使用扭矩工具将螺栓、螺钉、螺母紧固到位后,先用洁净抹布将防松标识部位(螺栓、螺母及安装面)进行清洁,随后用规定的油漆记号笔涂打防松标识。 产品返修(紧固件需拆卸或松动的情况),产品返修前应先用抹布蘸取少量清洗剂去除原有的防松标识,然后进行返修,返修完成后重新涂打防松标识。 特殊情况下需要标识双线的具体按照该产品组装工艺文件规定执行。3.3 螺栓紧固防松标识准则 3.3.1 产品图样上有明确扭矩要求的部位一般都需要进行防松标识。 3.3.2 当被紧固部位的螺栓、螺母都可进行防松标识时,防松标识原则上涂
打在螺母端。 3.3.3 工序中的可视部位最好能在整车时看到,如果整车时确不能看到的,以本工序的可视面为准。 3.3.4 整车完工状态时观察,螺栓紧固为竖直方向时,防松标识位置为视觉正前方且标识线为竖直线;螺栓紧固为水平方向时标识线为水平线,无法在以上两个位置进行防松标识或有特殊要求的以该产品组装工艺文件为准。3.3.5 所有防松标识的可追溯性,包括自检和互检,在产品质量确认表中以实名制体现。 3.3.6 同一产品的相同部位防松标识应一致,相邻或成组螺栓(螺钉)、螺母的防松标识应一致,其中圆形布置的螺栓标识线呈辐射状朝外(见图1) 图1 3.3.7 从螺母端紧固的,防松标识应从工件的表面划到螺母的侧面并延长到
参考图片: 艾固HP系列电批扭力测试仪 HP series electornic torque tester 功能特点Function ·HP-100 ,HP-50,HP-10(付数值数输出端子及外接印表表机功能) ·采用液晶数字显示测试数值,判读容易,不会失误; ·扭力测定精确达到±0.5% ·瞬时逆时方向,扭力皆可测试 ·最高值保留装置,可以供比较 ·单位转换开关可选择使用单位kgf-cm N.m. 或kgf-cm Lb.inch ·附有组数值输出端子,可连接外围设备,绘出扭力输出曲线图或印出多一次测量结果,以供判读管理 ·本机采用充电电池,体积小、重量轻、结构精密、方便携带使用 ·配备一组打印机输出端子,一组数值输出端子,可用以储存汇集、分析各次测试资料;·三段式单位选择开关kgf.cm N.m. Lb.inch Type:HP-100,HP-50,HP-10 ·With LCD digital display test values, interpretation easy, not mistakes; ·Torque measurement precision reaches ± 0.5% ·Instantaneous counterclockwise direction, the torque test Jieke ·The highest value retention device can be used for comparison ·Unit switch selectable using the unit kgf-cm Nm or kgf-cm Lb.inch ·Set of values with output terminals for connecting peripherals, torque output graphs plotted or printed measurement results once more, for the interpretation of management ·The machine uses a rechargeable battery, small size, light weight, structural precision, easy to carry and use ·The printer is equipped with a set of output terminals, a set of values and output terminals, can be used to store the collection, analysis of various test data; ·Three-stage unit selector switch kgf.cm N.m. Lb.inch 技术参数Parameters
扭矩测试仪的使用步骤和维护方法 扭矩测试仪是测量光照的一种现代化仪器,在我们的现在生活中应用是特别广泛的,其中在温室大棚,办公室照度,舞台灯光等地方都是随处可见的。准备使用扭矩测试仪的很多人都想了解下扭矩测试仪的使用方法以及后期维护的步骤,下面就为大家介绍一下。 扭矩测试仪的使用步骤: 1、扭矩测试仪使用的第一步是打开电源。 2、打开检测器盖子,然后把光检测器水平放在定好的测量位置。 3、寻找适合测量档位。 4、扭矩测试仪开始工作,并开始在显示屏上显示测量到的照度值。 5、刚开始显示屏上显示的数据会不断地变动,当显示数据比较稳定的时候,按下HOLD键锁定数据。 6、读取并记录读数器中显示的观测值。观测值等于读数器中显示数字与量程值的乘积。 7、再按一下锁定开关,取消读值锁定功能。 8、每一次观测时,连续读数三次并记录。 9、测试仪测量工作完成后,按下电源开关键,切断电源。 10、最后我们用完扭矩测试仪要盖上光检测器盖子,并放回盒里。 扭矩测试仪的维护方法: 1、扭矩测试仪的工作电压一般为220V, 允许10% 的电压波动。为保持光源灯和检测系统的稳定性, 在电源电压波动较大的实验室最好配备稳压器。 2、为了延长光源的使用寿命, 在不用时要关闭光源灯。如果光源灯亮度明显减弱或者有不稳定现象产生, 那么就要及时更换新灯。更换后最好要调节灯丝位置,禁止用手直接接触窗口或灯泡, 避免油污沾附, 如果不小心接触过需要用无水乙醇用来擦拭。
3、扭矩测试仪的核心是单色器, 它是装在密封盒内的一种仪器禁止拆开, 为了避免色散元件受潮发霉, 最好经常更换干燥剂。 4、扭矩测试仪的光检测器灵敏度会随着使用条件或时间而降低,建议您将 测试仪做定期校正,以维持基本精确度。