2014年数学建模论文
第三套
题目:自动化车床管理
专业、姓名:电气123 张海峥
专业、姓名:自121 赵世博
专业、姓名:电气123 甄智龙
提交日期: 2014.7.11
题目:自动化车床管理
摘 要
本文讨论了自动化车床连续加工零件的工序定期检查和刀具更换的最优策略。我们根据原始数据利用EXCEL 软件进行统计分析,得出刀具正常工作时长的函数,建立了以期望损失费用为目标函数的数学模型。
问题一,我们假设所有的检查为等间距,以检查到的零件是否为次品来判定工序是否正常,若一直未出现故障则当加工到定期换刀时刻就换刀,利用概率论的相关知识,求出一个周期内的期望损失费用)(L E 和期望零件个数)(T E ,建立了以零件的期望损失费L 为目标函数的随机优化模型,求解得检查间隔310=t ,换刀间隔2791=t ,每个零件的期望损失费用5169.8=L 。
问题二,不管工序是否正常都有可能出现正品和次品,在问题一的基础上调整了检查间隔中的不合格品所带来的损失费用,同时加上了因误检停机而产生的费用,求出期望损失费用)(L E 和期望零件个数)(T E ,建立了以每个零件的期望损失费用L 为目标函数的随机优化模型,求解得出检查间450=t ,换刀间隔2701=t ,每个零件的期望损失费用3740.13=L 。
问题三,在问题二的基础上将工序正常工作的时间长由开始的近似等于刀具无故障工作的时间长,改进为刀具无故障工作时间长的95%,其它的故障近似服从均匀分布,求出一个周期内的期望损失费用)(L E 和零件个数)(T E ,建立了以每个零件的期望损失费用L 为目标的随机优化模型,求解得出检查间450=t ,换刀间隔2701=t ,期望损失费用6568.9=L 。
关键词:自动化车床管理 期望损失费用 随机优化模型 检查间隔 换刀间隔
一道工序用自动化车床连续加工某种零件,由于刀具损坏等原因该工序会出现故障,其中刀具损坏故障占95%,其他故障仅占5%。工序出现故障是完全随机的,假定在生产任一零件时出现故障的机会均相同。工作人员通过检查零件来确定工序是否出现故障。现积累有100 次刀具故障记录,故障出现时该刀具完成的零件数如附件表。现计划在刀具加工一定件数后定期更换新刀具。已知生产工序的费用参数如下:故障时产出的零件损失费用f=200 元/件;
进行检查的费用t=20 元/次;
发现故障进行调节使恢复正常的平均费用d=4000 元/次(包括刀具费);
未发现故障时更换一把新刀具的费用k=1500 元/次。
1)假定工序故障时产出的零件均为不合格品,正常时产出的零件均为合格品,试对该工序设计效益最好的检查间隔(生产多少零件检查一次)和刀具更换策略。
2)如果该工序正常时产出的零件不全是合格品,有2%为不合格品;而工序故障时产出的零件有40%为合格品,60%为不合格品。工序正常而误认有故障停机产生的损失费用为2000 元/次。对该工序设计效益最好的检查间隔和刀具更换策略。
3)在(2)的情况,可否改进检查方式获得更高的效益。
附:100 次刀具故障记录(完成的零件数)
459 362 624 542 509 584 433 748 815 505
612 452 434 982 640 742 565 706 593 680
926 653 164 487 734 608 428 1153 593 844
527 552 513 781 474 388 824 538 862 659
775 859 755 649 697 515 628 954 771 609
402 960 885 610 292 837 473 677 358 638
699 634 555 570 84 416 606 1062 484 120
447 654 564 339 280 246 687 539 790 581
621 724 531 512 577 496 468 499 544 645
764 558 378 765 666 763 217 715 310 851
由题中信息可知,由于刀具损坏等原因会使工序出现故障, 工序出现故障完全是随机的,即在生产任意一个零件时都有可能发生故障。
工作人员通过检查零件来确定工序是否出现故障, 如果检查过于频繁, 那么工序就会经常处于正常状态而少生产出不合格品, 然而, 这将使检查费用过高;检查间隔过长, 虽然可以减少检查费用, 但由于不能及时发现故障而可能导致大量不合格品出现, 必将提高每个零件的平均损失费用。
根据题目信息,刀具加工一定件数的零件后将定期更新刀具,从而我们可以通过确定最佳检查间隔和换刀间隔来减少损失。
2.1 对问题一的分析
根据题目要求,我们假定所有的检查都为等间隔检查,因为未发生故障时生产的零件都是合格品,所以当发现零件不合格时就认为工序发生了故障,从而停机检查并使其恢复正常。若一直未发生故障,则当加工到定期更换刀具时刻,不管是否发生了故障都进行换刀。计算平均费用可分为两种情况:(1)在换刀之前未发生故障,记平均损失费用为1L ,(2)在换刀之前发生了故障,记平均损失费用为n L 。然后以每个零件的期望损失费用为目标函数,运用MATLAB 等软件进行编程求解使其最小。
2.2 对问题二的分析
根据题目中所给的条件,我们还是假定所有的检查都为等间隔检查,因为未发生故障时次品率为2%,发生故障时的正品率为40%,所以不能单凭是否检查到次品来判定工序是否正常,在工序正常时有可能误判,这样就会产生误检停机费用,计算平均费用分为两种情况:(1)在换刀之前未发生故障,损失费用记为1p ,(2)在换刀之前发生了故障,损失费用记为2p ,然后以每个零件的期望损失费用为目标函数,运用MATLAB 软件等进行编程求解使其最小。
2.3 对问题三的分析
在实际情况下,在工序过程中,各个时间发生故障的概率是不同的,而第二问采取的等间隔检查就在一定程度上浪费了这个条件,而且在第二问中误检,漏检的概率比较大,因此我们针对这两点采取改进措施:非等距检查,连续检查法。
三、模型假设
(1)检查时间和换刀时间忽略不计; (2)所有的故障都为刀具故障; (3)刀具故障服从正态分布: (4)每次只抽查一个零件检查; (5)s 为整数,即0)mod(0,1 t t (6)一道工序只需要一把刀具;
四、变量说明
f :每件不合格品的损失费用;
t :每次检查的费用;
d :发现故障进行调节使恢复正常的平均费用;
k :未发现故障时更换一把新刀具的费用;
0t :平均检查间隔;
1t :定期换刀间隔;
n :一个周期内的实际检查次数;
h :工序正常而误认有故障停机产生的损失费用;
L :每个零件的期望损失费用;
)(x f :刀具寿命的概率密度函数; x :出现故障时已经生产的零件个数;
)(L E :一个周期内的期望损失总费用; )(T E :期望零件个数; s :一个周期内的最多检查次数
1L :在定期换刀之前未发生故障的损失费用 n L :在定期换刀之前发生故障的损失费用
五、模型建立与求解
5.1数据处理
5.1.1 刀具正常工作的时间长的概率密度函数
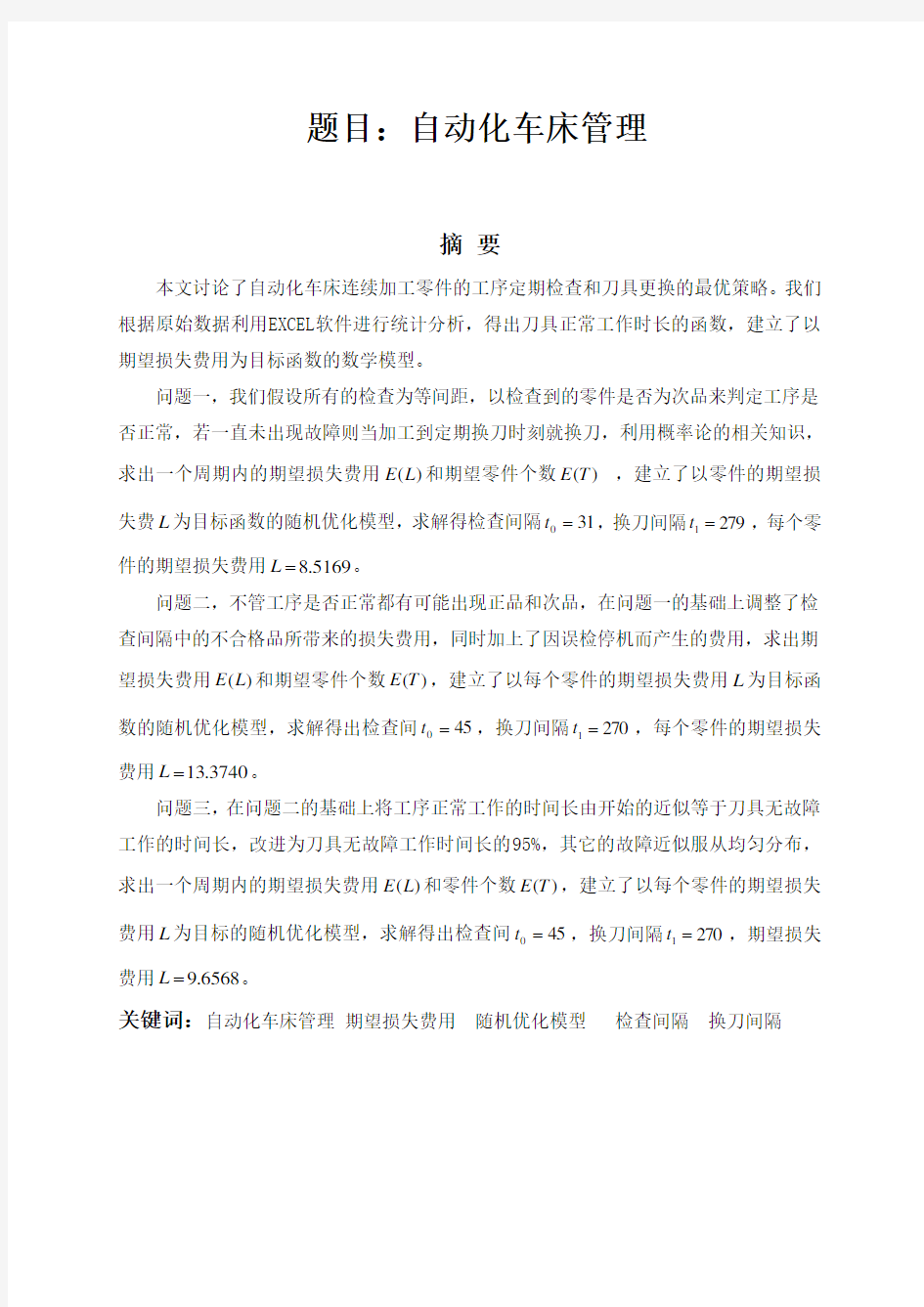
题中附录给出了100次刀具故障的记录,我们利用了EXCEL 软件对这些数据进行了相关的统计分析。我们采用了采用6SQ 统计插件中的假设检验下的雅克—贝拉检验来对其进行正态分布的检验,在显著性水平05.0=α时,发现刀具故障服从正态分布()2,N μσ,其中600,196.63μσ==,见图1。由此可知概率密度函数(
)()2
2
2x f x μσ--
=
图1:雅克—贝拉检验
刀具故障时生产的零件数和正态分布概率之间的关系如图2,其中横坐标为刀具故障时生产的零件数,纵坐标为正态分布概率。
图2:零件数与正态分布概率关系图
下面我们对正态分布进行检验:
卡方检验
是一种用途很广的计数资料的假设检验方法。它属于非参数检验的范畴,主要是比较两个及两个以上样本率( 构成比)以及两个分类变量的关联性分析。其根本思想就是在于比较理论频数和实际频数的吻合程度或拟合优度问题。
利用2 拟合检验法进行检验,我们用刀具寿命的最大值减去最小值,取100为区间长度,将其分成了11个区间,分别算它们的频数,其中由于最后两个区间的频数都为1,根据检验的原则,我们将它们合并为一个区间,再计算各数值在区间出现的概率,其中n=100,得到表1所示数据:
表1:各区间内数据
2
10
2
1105.4962100 5.4962i i i
f n np χ==-=-=∑,()20.05714.067χ=
因为()220.057χχ<,在可接受区间内,故服从正态分布。 5.1.2 刀具更换间隔
在定期更换刀具之前,我们采用了等间距检查的方式对零件进行检查,若出现故障则进行调节使其恢复正常,若没有检查出故障,则到了定期更换刀具时刻进行换刀,为了简化模型,我们假定在正常换刀之前进行的是整数次检查,即()10mod ,0t t =。 5.2 模型一的建立与求解 5.2.1 模型一的建立
如果在换刀之前未发生故障,则损失包括两部分: (1)检查费用s t ?; (2)更换刀具费用k ;
则此种情况下总的损失为1L s t k =?+;
如果在换刀之前发生了故障,此时实际检查次数为1n +,假设前n 次检查生产的都是正品,个数为x ,则次品的个数为()01n t x +?-,此时损失包括三部分: (1)检查费用为()1n t +?;
(2)发现故障进行调节使恢复正常的费用d ; (3)损失费用()01n t x f +?-?????;
则此种情况下总的损失费用为()()011n L n t d n t x f =+?+++?-????? 期望损失为: ?
∑?
∞
?-=?+??+?=0
1
)1(1)()()(t s s n t n t n n dx x f L dx x f L L E
期望零件个数:()()()()()0
1
1000
1s n t s t n t n E T s t f x dx n t f x dx -∞
+???==??++??∑?
?
每个零件的期望损失费用:()
()
E L L E T =
即()
()min E L L E T ==,要使期望损失费用达到最低,则等价于求最佳的01,t t ,使L 达到最
小。
5.2.2 模型一的求解
利用MATLAB 对上述模型进行求解,可得到310=t , 2791=t , 5169.8=L 。即每生产31个零件检查一次,生产279个零件后进行定期换刀,每个零件的期望损失费用为8.5169。 5.2.3模型的检验
1. 计算机模拟检验 蒙特卡洛算法
蒙特·卡罗方法(Monte Carlo method ),也称统计模拟方法,是指使用随机数(或更常见的伪随机数)来解决很多计算问题的方法。
在解决实际问题的时候应用蒙特·卡罗方法主要有两部分工作:
1. 用蒙特·卡罗方法模拟某一过程时,需要产生某一概率分布的随机变量。
2.用统计方法把模型的数字特征估计出来,从而得到实际问题的数值解。
针对问题一的情况, 我们采取蒙特卡罗法进行模拟检验, 具体步骤如下:
1) 工序无故障工作时间X ~N( 600, 196.62) , 用蒙特卡罗法模拟产生1000 个无故障工作时间的伪随机数X i( i= 1, 2, ?, 1000)
2) 给定检查间隔S0 和刀具定期更换间隔S1, 可以计算出Xi 所对应的损失费用Li
(4)对S0, S1 进行搜索, 取S0∈( 0, 200) , S1∈( 0, 1000) 求得单个零件损失费用C 最小时的最优检查间隔S0= 31, 定期更换刀具间隔, S1= 286, 相应的单个零件损失费用为8.1654元.
将模型一的结果,与计算机模拟的蒙特卡洛算法进行比较,结果如下表
表一
由表一可知,模型一的结果与计算机模拟的蒙特卡洛算法比较接近,由此可知模型一的结果比较稳定。
5.3 模型二的建立与求解
5.3.1 模型二的建立
t,根据题中的如果在换刀之前未发生故障,则在换刀时刻已经生产的零件个数为
1
信息,这些零件中的废品率为2%,则损失费用包括四部分:
(1)检查费用:s t ;
(2)误检停机费用:2%h s ??;
(3)正常工作时的次品损失费用:12%t f ??; (4)更换刀具费用:k ;
则此种情况下总的损失费用为:112%2%L s t k t f h s =?++??+??
如果在换刀之前已经发生故障,假设第1n +次检查出故障,则此时已经生产的零件个数为:()01n t +?,前n 次检查都是正常工作的,未发生故障时生产的零件个数为
x ()0x n t =?,发生故障后生产的零件个数为:()01n t x +?-,根据题中信息,我们可知,
正常工作时次品率为2%,发生故障时次品率为60%,则损失费用包括五部分: (1)检查费用:()1n t +?; (2)误检停机费用:2%n h ??;
(3)正常工作时的次品损失费用:2%x f ??; (4)发现故障进行调节使恢复正常的费用d ;
(5)发生故障后次品的损失费用:()0160%n t x f +?-??????
则此种情况下总的损失费用为:
%60])1[(%2%2)1(0??-?+++??+??+?+=f x t n d f x n h t n L n
期望损失为: ?
∑?
∞
?-=?+??+?=0
1
)1(1)()()(t s s n t n t n n dx x f L dx x f L L E
期望零件个数:()()()()()0
1
1000
1s n t s t n t n E T s t f x dx n t f x dx -∞
+???==??++??∑?
?
每个零件的期望损失费用:()
()
E L L E T =
即()
()min E L L E T ==,要使平均损失费用达到最低,则等价于求最佳的01,t t ,使L 达到最
小。
5.3.2 模型二的求解
利用MATLAB 对上述模型进行求解,可得到450=t , 2701=t , 3749.13=L 。即每生产45个零件检查一次,生产270个零件后进行定期换刀,每个零件的期望损失费用为13.3749。
5.4 模型三的建立与求解 5.4.1 模型三的建立
在实际情况下,在工序过程中,各个时间发生故障的概率是不同的,而第二问采取的等间隔检查就在一定程度上浪费了这个条件,而且在第二问中误检,漏检的概率比较大,因此我们针对这两点采取改进措施:非等距检查,连续检查法。
非等距检查
如上图所示,若每个周期内需要检查n 次,我们根据概率密度曲线,把无故障换刀点之前的面积平分成n 份, S1=S2=……Sn
即可以求得每个检查点的位置,每两个检查点发生故障的概率就趋于平均。能大大提高检查效率。
连续检查法
连续检查法是为了减少误差和漏检的概率,连续检查法描述如下: 一次性检查两个零件
1、若两个零件都为合格品,则判断无故障
2、若两个零件都为不合格品,则判断有故障
3、若两个零件,一个为合格品,一个为不合格品,则在检查一个零件,根据第三个零件进行判断。 根据上面检查法,我们分别计算在这种检查法的情况下误检与漏检的概率P 与期望检查的费用Q 误检:
误检发生在正常工序阶段,在上面的检查法中,只有2和3的情况会发生误检。 P2=0.02*0.02=0.0004
P3=2*0.02*0.98*0.02=0.000784 P(1)=P2+P3=0.00184
Q(1)=(0.02*0.02+0.98*0.98)*40+2*0.02*0.98*60=40.784 漏检:
漏检发生在故障工序阶段,在上面的检查法中只有1和3才会发生漏检 P1=0.4*0.4=0.16
P3=2*0.4*0.6*0.4=0.192 P(2)=P1+P3=0.352
Q(2)=(0.4*0.4+0.6*0.6)*40+2*0.4*0.6*60=49.6
采用这种连续检查法,我们发现漏检和误检的概率大大降低,L 期望损失与模型二比较明显变小,达到了理想的结果。
假设此时工序正常工作的时间长的概率密度函数为()P x ,则根据模型二中的相关知识,建立的模型如下:如果在换刀之前未发生故障,则在换刀时刻已经生产的零件个数为1t ,根据题中的信息,这些零件中的废品率为2%,则损失费用包括四部分: (1)检查费用:s t ?;
(2)误检停机费用:00184.0**h s (3)正常工作时的次品损失费用:00184
.0**1t f ;
(4)更换刀具费用:k ; 则此种情况下总的损失费用为:
00184
.0**00184.0**1*1s h f t k t s L +++=
如果在换刀之前已经发生故障,假设第1n +次检查出故障,则此时已经生产的零件个数为:()01n t +?,前n 次检查都是正常工作的,未发生故障时生产的零件个数为
x ()0x n t =?,发生故障后生产的零件个数为:()01n t x +?-,根据题中信息,我们可知,
正常工作时次品率为0.00184,发生故障时次品率为0.648,则损失费用包括五部分: (1)检查费用:()1n t +?;
(2)误检停机费用:00184.0**h n ; (3)正常工作时的次品损失费用:
00184
.0**f x ;
(4)发现故障进行调节使恢复正常的费用d ; (5)发生故障后次品的损失费用:[(n+1)*t0-x]*f*0.648
则此种情况下总的损失费用为:
Ln=(n+1)*t0+h*n*0.00184+x*f*0.00184+d+[(n+1)*t0-x]*f*0.648
期望损失为: ?
∑?
∞
?-=?+??+?=0
1
)1(1)()()(t s s n t n t n n dx x P L dx x P L L E
期望零件个数:()()()()()0
1
1000
1s n t s t n t n E T s t P x dx n t P x dx -∞
+???==??++??∑?
?
期望损失费用:()()E L L E T =
即()
()
min E L L E T ==,要使平均损失费用达到最低,则等价于求最佳的01,t t ,使L 达到最小。
5.4.2模型三的求解
利用 MATLAB 对上述模型进行求解,可得到450=t , 2701=t , 6568.9=L 。即每生产 45个零件检查一次,生产 270个零件后进行定期换刀,期望损失费用为 9.6568。 采用这种连续检查法,漏检和误检的概率大大降低,L 期望损失与模型二比较明显变小,达到了理想的结果。
表二
六、结果分析
6.1 模型一的评价
此模型采用了等间隔检查的方式,简化了模型,其中对损失费用分两种情况讨论,简单明了,易于理解。将求解最佳检查间隔和换刀间隔转化求解最小期望损失费用,使模型的目标性更强。但此模型为等间隔检查,在两次检查中次品率可能会很高,这样次品损失费用就会增加。
6.2 模型二的评价
此模型考虑了工序正常工作和工序出现故障时产生的次品率,利用概率的相关知识,对模型简化,最后将求解最佳检查间隔和换刀间隔转化求解最小期望损失费用,使模型的目标性更强。但模型考虑的是等间隔检查,当发现次品时就停机检查,误检停机费用会增加,发现正品时就继续生产,次品损失费会增加。
6.3 模型三的评价
此模型考虑到了等间隔检查的方式并不合理,因为在工序过程中,各个时间发生故障的概率是不同的,所以应该采取非等间隔方式,大致是“前疏后密”,考虑到第二问中误检,漏检的概率比较大,所以采用连续检查法,降低误检率和漏检率,进而减小期望损失。
6.4 模型的优点
1、本文建模思想易于理解,模型操作性强;
2、对零件的检查采取了等间隔抽查,简化了模型,使模型便于建立和求解;
3、将每个零件的平均损失费用作为目标函数,建立了评估体系,既有利于求出模型的最优解,又比较符合实际生产中企业取舍方案的标准;
6.5 模型的缺点
1、我们没有对模型进行模拟仿真:
2、在模型一和模型二中,我们忽略了其他导致故障发生的原因,只考虑了刀具故障。
6.6模型的改进
对于问题二, 由于工序正常时产出的零件仍有2% 为不合格品, 而工序故障时产生的灵件有40% 为合格品, 这样工作人员在通过定期检查单个零件来确定工序是否出现故障的检查方式必然会导致两种误判(1)正常工序时因检查到不合格零件而误认为出现故障;(2)工序发生故障后检查到的仍是合格品而认为工序正常, 这两种情况都将造成很大损失. 我们建议采取连续检查方式,分为以下几种情况:
(1)连续两次检查都为正品时,我们认为工序正常,继续生产;
(2)连续两次检查都为次品时,我们认为工序发生故障,进行维修使其恢复正(3)常后再生产;
(4)连续两次检查中一次为正品,另一次为次品时,继续第三次检查,再进行判断;
这样虽然会相应地增加检查费用, 但大大降低了因误检而造成的损失, 从而使系统工序获得更高的效益.
七、参考文献
[ 1 ] 盛骤谢式千《概率论与数理统计》高等教育出版社.
[ 2 ] 蔡俊《可靠性工程学》黑龙江科学技术出版社.
[ 3 ] 沈玉波冯敬海《可修系统的最优检测更新模型》《数学的实践与认识》
[ 4 ] 朱道元《数学建模案例精选》科学出版社
[ 5 ] 戴朝寿孙世良《数学建模简明教程》高等教育出版社
[ 6 ] 楼顺天陈生潭雷虎明《MATLAB5.X程序设计语言》西安电子科技大学出版社[ 7 ] 宋来忠王志明《数学建模与实验》科学出版社
八、附录
模型一求解的MATLAB源代码:
k=1;
for a=84:600
for b=1:a-1
if mod(a,b)==0
p=normcdf(a,600,196.62917);
c=1500+a/b*20;
d=0;
for i=1:a/b+1
q=normcdf(i*b,600,196.62917)-normcdf((i-1)*b,600,196.62917); d=d+(i*20+4000+q*b*200);
end
e(k)=(c*(1-p)+q*d)/a;
f(k)=(c*(1-p)+q*d);
g(k)=a;
h(k)=b;
k=k+1;
end
end
end
[z n]=min(e(1:k-1))
g(n),h(n)
计算结果:
z =
8.5169
n =
1038
ans =
279
ans =
31
模型二求解的MATLAB源代码
k=1;
for a=84:600
for b=1:a-1
if mod(a,b)==0
p=normcdf(a,600,196.62917);
c=1500+a/b*20+a/b*1500*0.02+a*200*0.02;
d=0;
for i=1:a/b+1
q=normcdf(i*b,600,196.62917)-normcdf((i-1)*b,600,196.62917); %d=d+(i*20+4000+q*b*200*0.6+(a-b*i+i)*0.6);
d=d+(i*20+4000+q*b*200*0.6+(i-1)*1500*0.02+(a-b*i)*200*0.02); end
e(k)=(c*(1-p)+q*d)/a;
%f(k)=(c*(1-p)+q*d);
g(k)=a;
h(k)=b;
k=k+1;
end
end
end
[z n]=min(e(1:k-1)),g(n),h(n)
计算结果:
z =
13.3749
n =
991
ans =
270
ans =
45
模型三求解的MATLAB源代码:
k=1;
for a=84:600
for b=1:a-1
if mod(a,b)==0
p=normcdf(a,600,196.629178);
c=1500+a/b*45.192+a/b*1500*0.00184+a*200*0.00184;
d=0;
for i=1:a/b+1
q=normcdf(i*b,600,196.62917)-normcdf((i-1)*b,600,196.62917);
%d=d+(i*20+4000+q*b*200*0.6+(a-b*i+i)*0.6);
d=d+(i*45.192+4000+q*b*200*0.648+(i-1)*1500*0.00184+(a-b*i)*200*0.00184);
end
e(k)=(c*(1-p)+q*d)/a;
%f(k)=(c*(1-p)+q*d);
g(k)=a;
h(k)=b;
k=k+1;
end
end
end
[z n]=min(e(1:k-1)),g(n),h(n)
计算结果:
z =
9.6568
n =
991
ans =
270
ans =
45
%蒙特卡洛算法
clc;
x=normrnd(600,196.62917^2,1,100); ave=sum(sum(x))/100%期望
s=std(x)%标准差
a=sort(x);%升序排序
plot(a,normpdf(a,ave,s),'r')
m=0;n=0;
for t1=84:600
for t0=1:t1-1
for i=1:100
基于PLC的数控车床电气控制系统设计毕业论文_(2)[1]
摘要 数控机床是一种机电一体化的数字控制自动化机床。早期的数控机床是依靠继电器逻辑来实现相应的功能。由于继电器逻辑是一种硬接线系统,布线复杂,体积庞大,更改困难,一旦出现问题,很难维修。这样的系统,其可靠性往往也不高,影响正常的生产。 本文正是针对这一问题展开工作的。本文介绍了用三菱FX2N微型可编程控制器对CK9930机床的电气控制部分的改造设计,重点阐述了数控机床PLC的功能、机床的电气控制原理及相应的PLC程序编制与调试三方面的问题。并且详尽地展示了PLC控制程序的开发过程。 根据数控车床所承担加工任务的特点,可知其操作过程比较复杂。要用PLC 控制车床动作,必须将PLC及其控制模块和相应的执行元件加以组合。所以在该控制程序的开发过程中,采用了模块化的结构设计方法。 本文主要完成了主轴控制、坐标轴控制、自动换刀控制、定时润滑控制以及报警处理等功能的PLC控制程序的开发。并且利用FXGP_WIN-C软件编写了该机床的PLC控制程序,并借助其运行、监控功能,通过相关设备,观察了程序的运行情况。 关键词:PLC控制,数控车床,梯形图
目录 第一章概述 (1) 1.1 数控系统的工作原理 (1) 1.1.1 数控系统的组成 (1) 1.1.2 数控系统的工作原理 (2) 1.2 PLC的硬件与工作原理 (3) 1.2.1 PLC的简介 (3) 1.2.2 PLC的基本结构 (3) 1.2.3 PLC的工作原理 (4) 第二章数控车床的PLC (5) 2.1 数控车床PLC的信息传递 (5) 2.2 数控车床中PLC的功能 (6) 2.2.1 PLC对辅助功能的处理 (6) 2.2.2 PLC的控制对象 (6) 2.3 用PLC实现车床电气控制系统的功能 (7) 2.4 利用PLC代替继电器—接触器控制方式的优越性 (8) 第三章 CK9930数控车床电气控制分析 (9) 3.1 车床主要结构和运动方式 (9) 3.2 车床对电气控制的要求 (9) 3.3 车床的电气控制电路分析 (10) 3.3.1 主电路分析 (11) 3.3.2 控制电路分析 (11)
自动化车床管理相关知识(doc 25页)
石伟、向中辉、喻欢 自动化车床管理 摘要 本文建立的是自动化车床单刀具连续加工零件工序定期检查和刀具更换的随机性优化模型。我们对题中所给数据进行处理和理论分析,并用卡方拟合检 验法,确定了刀具寿命服从2600,196.6)N (的正态分布。为了使总的期望损失达到最小,进而使工序得到最好的效益,我们针对三个不同的问题建立了三个最优化模型。 针对问题一:我们将检查间隔和道具更换策略的问题确定为单个零件期望损失最小的一个优化问题。首先求出刀具故障和非刀具故障两种情况的总故障间隔的分布函数()t F t 。然后列出以单个零件的期望损失为目标函数,关于检测间隔和刀具定期更换间隔为变量的目标函数方程建立了一个单目标的期望值模型。最后,利用计算机采用穷举搜索法求得模型一的最优解为每生产18个零件检查一次,定期更换刀具间隔u 为360,相应的单个零件的最小费用C 为4.595元。 针对问题二:我们采用分摊法建立了单个零件的效益函数。首先,求出在一个预防性换刀周期内刀具故障出现次数的数学期望。然后以费用多样性建立了两个过渡模型作为费用多样性问题的特殊情况的单目标函数。最后,综合这两个过渡模型,建立了以每个零件的平均费用为目标函数的单目标最优化模型。用穷举法求得检查间隔n 为27,换刀间距u 为297为问题二的最好检查间隔和换刀策略,相应的单个零件的最小费用C 为9.216元。
①假定工序故障时产出的零件均为不合格品,正常时产出的零件均为合格品, 试对该工序设计效益最好的检查间隔(生产多少零件检查一次)和刀具更换策略。 ②如果该工序正常时产出的零件不全是合格品,有2%为不合格品;而工序故障时产出的零件有40%为合格品,60%为不合格品。工序正常而误认有故障仃机产生的损失费用为1500元/次。对该工序设计效益最好的检查间隔和刀具更换策略。 ③在②的情况, 可否改进检查方式获得更高的效益。 表 1 100次刀具故障记录(完成的零件数) 459 362 624 542 509 584 433 748 815 505 612 452 434 982 640 742 565 706 593 680 926 653 164 487 734 608 428 1153 593 844 527 552 513 781 474 388 824 538 862 659 775 859 755 649 697 515 628 954 771 609 402 960 885 610 292 837 473 677 358 638 699 634 555 570 84 416 606 106 484 120 447 654 564 339 280 246 687 539 790 581 621 724 531 512 577 496 468 499 544 645 764 558 378 765 666 763 217 715 310 851 2.问题分析 2.1问题一的分析 由于刀具损坏和其他故障使工序出现故障,工序出现故障是随机的,工作人员通过检查零件来确定工序是否出现故障。当发现零件不合格时认为工序发生故障并停机检查。并计划在刀具加工一定件数后定期更换刀具。对于每一把刀具其可能加工的零件数都是相互独立的,呈现出一个随机的分布。题目要求我们设计效益最好的检查间隔和刀具更换策略。效益最好即为每个零件的损失费最少。损失费用有刀具在未发生故障而采取预防性更换的损失费用和刀具发生故障而带来的损失费用两部分组成。给定检查间隔,对零件做检查,若刀具正常则不干涉设备的工作,到了定期更换刀具的时期,即使设备未出现故障,也要更换刀具。由于可能发生刀具故障和非刀具故障,在这里我们假定发生故障后无法判断是刀具故障还是非刀具故障,首先求出两种故障下的总的分布函数。于是以每一个零件的平均费用作为目标函数,那么费用就可以用非刀具故障和无非刀具故障两种情况下的总的分布函数求出损失费用后除以一个换刀周期的平均间距求得。故障可能出现在预防性换刀之前,也有可能出现在预防性后。我们对这两种情况分别作考虑,在知道了刀具寿命的分布函数之后,便可以通过分布函数求得此时这两种情况下的损失费用。然后考虑刀具更换周期,由于假设其他随机原因对任一零件出现故障的几率相同且相互独立,对于刀具更换周期u来说,因为它是,s n的函数,所以也是随机变量,求其数学期望值可
40组 xzd zzx cjc 自动化车床管理 摘要 本文是为解决自动化车床连续加工中出现的故障及更换刀具的问题。有效的发现并解决故障,可以提高自动化车床生产加工的效率,减少生产成本以及优化企业生产管理。为解决题目中三个问题,我们建立了三个优化模型。 对于问题一,我们把每个零件损失费的期望F确定为评价指标,建立了一个离散型随机优化模型。首先,我们对已知数据进行合理性分析,并通过卡方拟合优度检验,认为刀具寿命服从正态分布。然后,我们利用计算机枚举出所有换刀间隔与检查策略,求得最优解即每个零件损失费期望最小值为2.9696元/件。此时检查间隔n为251件,刀具更换间隔m为524件。最后,我们还对结果进行了可行性分析,发现方案符合实际。 对于问题二,考虑到零件的检查工作存在误差,势必使总的损失费用增加,我们在模型一的基础上建立模型二。首先根据实际,我们分四种情况计算了刀具故障损失费。然后,我们假定其它故障服从均匀分布,计算了其它故障损失费。最后,我们以每个零件损失费期望最小为目标函数,建立了一个单目标优化模型,并通过计算机穷举出所有方案,求的最优解为9.5229元/件。此时,检查间隔n为18件,刀具更换间隔m为540件。 对于问题三,考虑到误检停机损失费远高于一次检查费,我们在模型二的基础上调整了检查方案建立了模型三。其中新检查分案为:若一次检查零件合格,则再检查一次,若仍然合格,则认为工序无故障,否则认为出故障;若一次检查零件不合格,则认为出故障。首先,我们对以上新检查方案进行了简要评估,发现其有效降低了误检率。然后,我们用类似问题二的解决方法,求得最优解为7.8711元/件,最小损失费比模型二减少了17.35%。此时检查间隔n为58件,刀具更换间隔m为522件。 最后,我们从五方面对模型三进行了灵敏性分析。我们分别单独把零件损失费、检查费、调节恢复费、换刀费、误检停机损失费降为200元、10元、2000元、1000元、1000元,发现每个零件损失费期望值各降低了16.85%、4.75%、2.06%、4.13%、1.45%.虽然参数变化幅度不相同,但我们还是能明显看出零件损失费和换刀费对总损失费的影响是很大的,调节恢复费对损失费期望影响很小。 关键词: 离散型随机优化模型正态分布卡方拟合优度检验灵敏性分析
(OA自动化)自动化车床 管理
自动化车床管理 摘要 本文针对自动化车床的刀具寿命的问题,建立了单目标动态规划模型。首先我们使用MATLAB软件包对100次刀具故障记录数据处理作直方图,用分布拟合检验法可以证明刀具故障数据近似服从正态分布,假设其他故障服从均匀分布。继而求出系统工序的寿命分布函数,列出以合格零件单位期望为目标,关于检测间隔和刀具定期更换间隔为变量的单目标函数方程,最后利用计算机进行列举比较求解,从而得出取得最大经济效益的系统工序的最优检测间隔以及最优刀具更换策略。 对于问题一,我们确定了三个技术指标:检查间隔(生产多少零件检查一次)、刀具更换间隔单位期望损失。本问假设工序故障时产出的零件均为不合格品,正常时产出的零件均为合格品。用Mathlab软件计算各项指标为=== 对于问题二,该工序正常时产出的零件不全是合格品,有2%为不合格品;而工序故障时产出的零件有40%为合格品,60%为不合格品。根据零件的合格与否来判断刀具的好坏会存在误差,文中工序正常而误认有故障停机产生的损失费用为1500元/次。用Mathlab软件计算求解各项指标得:=== 对于问题三,在问题二的条件下,我们采取两次连续检验的方式,制定方案,减小误判的几率,从而使损失费用减小到最低。 本文在第一、二问中采用了以一次检查为单元的等间距检查方案,进行预备性替换或事后替换,解决了问题,在问题三中提出了以两次甚至多次检查为单元的等间距检查方案,优化了模型。随后我们还进行了灵敏度分析,分析了各个参数对单位期望损失的影响以及在影响中所占的比重,使本文对实际问题有一定的参考和指导意义。
辽宁建筑职业学院机械工程系 毕业论文 题目: 班级: 姓名: 学号:
目录 目录 (1) 摘要 (2) 一、绪论 (4) 二、数控机床概述 (4) (一)数控机的简介 (4) (二)数控机床的组成 (5) (三)数控技术的特点 (5) (四)数控机床的主要技术指标 (6) (五)数控机床使用中应注意的事项 (7) 三、数控机床各部故障分析及维修 (8) (一)数控机床主轴伺服系统故障检查及维修 (8) (二)机床PLC初始故障的诊断 (8) (三)数控设备检测元件故障及维修 (9) (四)数控机床加工精度异常故障及维修 (9) 四、数控机床的保养及维护 (9) (一)数控机床的保养知识 (10) (二)数控机床系统的维护 (11) (三)机械部件的维护 (12) 五、结论 (12) 参考文献 (14)
论文题目:附图:
摘要 机械制造业是国民经济的支柱产业,可以说,没有发达的制造业,就不可能有国家的真正繁荣和富强。而机械制造业的发展规模和水平,则是反映国民经济实力和科学技术水平的重要指标之一。制造自动化技术是先进制造技术的重要组成部分,其核心是数控技术。数控技术是综合应用计算机、自动化控制、自动检测及精密机械等高新技术的产物。它的出现及所带来得巨大效益,已引起了世界各国科技与工业界的普遍重视。数控维修技术不仅是保障数控机床正常运行的前提,对数控技术的发展和完善也起到了巨大的推动作用,因此,它已经成为一门专门的学科。同时也表明,数控维修技术是制造业竞争和发展的基础,也是机械制造业技术水平的标志。论文主要研究了根据数控机床的特点,数控机床常见的故障及诊断方法,数控机床的保养知识和讲解了数控车床的维修方法与注意的事项。研究结果表明:数控加工在当前制造行业中占据着主导地位,在各行各业中都有他的出现,它的发展将带动制造业的飞速发展,同时也将影响社会的发展进程。 因此,做好数控设备的维护工作,提高数控设备的维修效率,是现代制造业的—项重要工作本文的特色在于:通过分析数控机床的维修维护,提高了加工效率,最终为企业带来了效益。 关键词:数控技术;数控机床;常见故障;诊断方法;维修方法
自动化车床管理 摘要 本文讨论了自动化车床连续加工零件的工序定期检查和刀具更换的最优策略,属于优化问题。我们根据原始数据利用EXCEL软件进行统计分析,得出刀具正常工作时间长的函数,建立了以期望损失费用为目标函数的数学模型。 对于问题一,我们假设所有的检查都为等间距检查,以检查到的零件是否为次品来判定工序是否正常,出现了故障进行维修并使其恢复正常,若一直未出现故障则当加工到定期换刀时刻就换刀,利用概率论的相关知识,求出一个周期内 的期望损失费用() E L,再求出期望零件个数() E T,建立了以每个零件的期望损 失费用L为目标函数的随机优化模型,利用MATLAB求解得出检查间隔 027 t=,换 刀间隔 1270 t=,每个零件的期望损失费用 5.7742 L=。 对于问题二,根据题目信息,不管工序是否正常都有可能出现正品和次品,在问题一的基础上,利用概率知识调整了检查间隔中的不合格品所带来的损失费用,同时加上了因误检停机而产生的费用,求出一个周期内的期望损失费用() E L,再求出零件个数() E T,建立了以每个零件的期望损失费用L为目标的随 机优化模型,利用MATLAB求解得出检查间 046 t=,换刀间隔1276 t=,每个零件的期望损失费用10.3945 L=。 对于问题三,在问题二的基础上,我们利用概率论的相关知识,将工序正常工作的时间长由开始的近似等于刀具无故障工作的时间长,改进为刀具无故障工作时间长的95%,其它的故障近似服从均匀分布,求出一个周期内的期望损失费用() E L,再求出零件个数() E T,建立了以每个零件的期望损失费用L为目标的 随机优化模型,利用MATLAB求解得出检查间 030 t=,换刀间隔1600 t=,期望损失费用10.4212 L=。 最后我们对模型进行了改进与推广,其中模型的推广对多道工序和多个零件的复杂车床管理系统的生产有一定的指导意义。 关键字:期望损失费用随机优化模型检查间隔换刀间隔
机械制造与自动化毕业设计论文 前言 数控机床经济型改造,实质是机械工程技术与微电子技术的结合。经改造后的机床加工的精度、效率、速度都有了很明显的提高,适合我国现在经济水平的发展要求。 本次毕业设计中,我们对有关数控机床及数控改造的相关书籍、刊物进行大量阅读,收集了很多资料,了解了数控机床的基本概念,数控机床的发展概况,数控机床的组成及其工作原理,扩大了我们的知识面。 随着科学技术的发展,现代机械制造要求产品的形状和结构不断改进,对零件的加工质量的要求也越来越高。随着社会对产品多样化要求的增强,产品品种增多,产品更新换代加速。数控机床代替普通机床被广泛应用是一个必然的趋势。同时,数控机床将向着更高的速度、精度、可靠性及完善性的功能发展。
摘要 摘要:了解数控机床的概念,所谓数字控制是按照含有机床(刀具)运动信息程序所指定的顺序自动执行操作的过程。而计算机数控机床就是数控机床在计算机监控下进行工作。它的优点很多,可以在同一机床上一次装夹可完成多个操作,生产率显著提高等优点,但它的价格昂贵。由于我国现在使用的机床大多数为普通车床,自动化程度低,要更新现有机床需要很多资金。为了解决这个问题,也为了适应多品种中、小批量零件加工我们选择机床经济型数控改造。本次设计主要为纵向进给系统的设计,其中包括纵向进给系统改造方案的确定,各零部件的设计。 关键词:数控、车床、改造、纵向进给
第一章概述 一、数控系统发展简史 1946年诞生了世界上第一台电子计算机,这表明人类创造了可增强和部分代替脑力劳动的工具。它与人类在农业、工业社会中创造的那些只是增强体力劳动的工具相比,起了质的飞跃,为人类进入信息社会奠定了基础。 6年后,即在1952年,计算机技术应用到了机床上,在美国诞生了第一台数控机床。从此,传统机床产生了质的变化。近半个世纪以来,数控系统经历了两个阶段和六代的发展。 1、数控(NC)阶段(1952~1970年) 早期计算机的运算速度低,对当时的科学计算和数据处理影响还不大,但不能适应机床实时控制的要求。人们不得不采用数字逻辑电路"搭"成一台机床专用计算机作为数控系统,被称为硬件连接数控(HARD-WIRED NC),简称为数控(NC)。随着元器件的发展,这个阶段历经了三代,即1952年的第一代--电子管;1959年的第二代--晶体管;1965年的第三代--小规模集成电路。 2、计算机数控(CNC)阶段(1970年~现在) 到1970年,通用小型计算机业已出现并成批生产。于是将它移植过来作为数控系统的核心部件,从此进入了计算机数控(CNC)阶段(把计算机前面应有的"通用"两个字省略了)。到1971年,美国INTEL公司在世界上第一次将计算机的两个最核心的部件--运算器和控制器,采用大规模集成电路技术集成在一块芯片上,称之为微处理器(MICROPROCESSOR),又可称为中央处理单元(简称CPU)。 到1974年微处理器被应用于数控系统。这是因为小型计算机功能太强,控制一台机床能力有富裕(故当时曾用于控制多台机床,称之为群控),不如采用微处理器经济合理。而且当时的小型机可靠性也不理想。早期的微处理器速度和功能虽还不够高,但可以通过多处理器结构来解决。由于微处理器是通用计算机的核心部件,故仍称为计算机数控。
自动化车床管理问题模型 摘要 本文主要研究的是自动化车床生产工序中刀具的检验和更换问题。本文将生产该零件的效益作为衡量检查间隔和刀具更换策略好坏的标准,因此能否设计出最优的检查间隔和道具更换策略是解决这个问题的关键。为此我们分别建立了三个模型来解决这个问题。 针对问题一:该问题属于优化问题中的数理统计问题。通过对所给数据进行统计分析得知,在刀具发生故障时零件的完成个数符合正态分布。因此我们建立了连续性随机模型,通过MATLAB编程求解出最终的结果为 换刀周期(个)检查周期(个)平均费用(元) 525 263 2.3550 针对问题二:该问题间建立的也是随机优化模型。和问题一不同的是工序正常时,会产生不合格产品,工序不正常时会产生合格产品。因此工序正常时增加了因误检停机的费用,工序故障时增加了因误检而产生的次品损失费用。通过MATLAB编程求解出最终的结果为工序检查间隔为 换刀周期(个)检查周期(个)平均费用(元) 524 75 3.1831 针对问题三:该问题是在问题二的模型基础上将检查方式近一步优化。我们在问题三中运用了连续检查法,每次连续检查两个产品,这样就会降低误判的概率,其他的条件不变,最终建立了以平均损失期望为目标函数的随机优化模型。利用MATLAB编程求解出最后的结果为 换刀周期(个)检查周期(个)平均费用(元) 521 58 3.0009 1.问题重述 1.1问题背景 自动化机床行业是国际公认的基本装备制造业,是国民经济的脊柱产业。而其中数控技术的使用不但给传统制造业带来了革命性的变化使制造业成为工业化的象征,而且随着数控技术的不断发展和使用领域的扩大。国内机床企业大力实施技术创新,在产品结构调整上取得了较大进展。为适应市场需求变化,许多机床企业压缩了低档、普通产品生产,加快经济型数控机床升级换代步伐,着力发展中高档数控机床及生产线等。在工业生产中,自动化车床刀具的检测和磨损是比较常检见的问题,如何测何时更换刀具将直接影响生产成本。 1.2问题的相关信息 一道工序用自动化车床连续加工某种零件,由于刀具损坏等原因该工序会出现故障,其中刀具损坏故障占90%,其它故障仅占10%。工序出现故障是完全
自动化车床管理的数学模型(含程序) 以下是为大家整理的自动化车床管理的数学模型(含程序)的相关范文,本文关键词为自动化,车床,管理,数学,模型,程序,,您可以从右上方搜索框检索更多相关文章,如果您觉得有用,请继续关注我们并推荐给您的好友,您可以在综合文库中查看更多范文。 自动化车床管理的数学模型 摘要 本文研究的是自动化车床管理问题,该问题属于离散型随机事件
的优化模型,目的是使管理得到最优化。 首先我们借用maltlab中的lillietest函数对题目给出的100次刀具故障记录的数据进行了数据处理和假设检验(见附录一),样本数据与正态分布函数拟合得很好,从而接受了数据符合正态分布的假设,求得刀具寿命的概率密度函数的期望μ=600,标准差σ=196.6296,积分后求得刀具寿命的分布函数。 对于问题(1),我们建立起离散型随机事件模型,以合格零件的平均损失期望作为目标函数,借用概率论与数理统计的方法列出方程组,并利用matlab以穷举法(见附录二)得出最优检查间隔为18个,最优刀具更新间隔为368个,合格零件的平均损失期望为5.17元。 对于问题(2),我们建立单值目标函数最优化模型,以平均合格零件的损失期望作为目标函数,并由题所给条件列出约束条件表达式。最后借用matlab编程求解(见附录三)得出最优检查间隔为32个,最优刀具更新间隔为320个,合格零件的平均损失期望为7.46元。 对于问题(3),我们采取的优化策略是:进行一次检查,如果是合格品则再进行一次检查,后一次检查为不合格品则换刀。在做定量分析时,我们将问题(2)中的目标函数和方程组在问题(3)的条件上做了相应改变,利用matlab用穷举法求解(见附录四)得出优检查间隔为32个,最优刀具更新间隔为320个,合格零件的平均损失期望为6.40元。由结果可以看出问题(3)的检查间隔和刀具更新间隔与问题(2)的结果相同,但合格零件的平均损失期望降低了1.06元。说明问题(3)的检查方式较问题(2)更优。
机械制造与自动化专业毕 业论文 Prepared on 22 November 2020
摘要:数控(英文名字:Numerical Control 简称:NC)技术是指用数字、文字和符号组成的数字指令来实现一台或多台机械设备动作控制的技术。数控车床是目前使用最广泛的数控机床之一。数控车床主要用于加工轴类、盘类等回转体零件。通过数控加工程序的运行,可自动完成内外圆柱面、圆锥面、成形表面、螺纹和端面等工序的切削加工,并能进行车槽、钻孔、扩孔、铰孔等工作。 数控车床种类较多,但主体结构都是由:车床主体、数控装置、伺服系统三大部分组成。 NC编程就是将加工零件的加工顺序、刀具运动轨迹的尺寸数据、工艺参数(主运动和进给运动速度、切削深度)以及辅助操作(换刀、主轴正反转、冷却液开关、刀具夹紧、松开等)加工信息,用规定的文字、数字、符号组成的代码,按一定格式编写成加工程序。 数控机床程序编制过程主要包括:分析零件图纸、工艺处理、数学处理、编写零件程序、程序校验。 机床夹具的种类很多,按使用机床类型分类,可分为车床夹具、铣床夹具、钻床夹具、镗床夹具、加工中心夹具和其他夹具等。按驱动夹具工作的动力源分类,可分为手动夹具、气动夹具、液压夹具、电动夹具、磁力夹具和自夹紧夹具等。 关键词:数控,车床,编程,加工
目录
一、引言 数控技术是先进制造技术的基础,它是综合应用了计算机、自动控制、电气传动、自动检测、精密机械制造和管理信息等技术而发展起来的高新科技。作为数控加工的主体设备,数控机床是典型的机电一体化产品。数控机床代表一个民族制造工业现代化的水平,随着现代化科学技术的迅速发展,制造技术和自动化水平的高低已成为衡量一个国家或地区经济发展水平的重要标志。 本文主要讨论数控车床的零件加工工艺以及程序编制,主要以FANUC数控系统为例,结合典型零件对数控车零件进行讲解。主要内容有关于数控车床的编程方法、编程的注意事项、加工工艺分析、刀具的选用、刀位轨迹计算
自动化车床问题概述(doc 28页)
五组 自动化车床问题 摘要 本文是自动化车床中道具的检测与更换问题。在已知生产工序的费用参数和故障记录的情况下,建立随机模型,得出工序设计效益最好的检查间隔和刀具更换策略。 首先我们对附表中的数据在6SQ软件拟合中进行分析并在MATLAB中对其进行假设检验,发现其服从X(600,1962)的正态分布。 对于问题一,我们以每个正品的平均费用作为评价指标。我们规定一个周期内我们最多进行次检测,每次检测的零件序号为c i(i=1,2,··,n)。通过规定等概率间距对刀具零件进行检测。同时将总费用和生产正品的期望分为未达到最大检测次数前和达到最大检测次数两部分。然后,通过穷举法求解出不同间距和不同检验次数时,每个正品的平均生产最小费用,我们得出其最优解。其结果为:检验次数为9次,检验的零件数序号分别为:58 ,99,135,167,196,221,244,263,281。换刀的间距为281零件。而平均每个正品零件花费为:4.5913元。 对于问题二,我们采用单策略模型。由于正品的来源分为两个部分。因此在检测时存在误判问题。我们通过分析未达到最大检测次数前和达到最大检测各元素的来源,从而得出各元素的表达方法。最后通过matlab对不同间距和不
同次数的花费进行比较,最后得出最优解。其结果为:检验次数为10次,检验的零件数序号为:82,101,152,184,211,237,253,275,300,321。换刀的间距为:320。平均均每个正品零件花费为:9.3912元。 对于问题三,我们采用双策略模型。由于问题二中误判率较大,对生产工序有较大的误导作用,因此我们采用双策略模型即一次检验连续检查两个零件,这样通过概率计算工序正常时生产的产品合格率为96.04%,工序不正常时生产的产品合格率为16%。这样误判率就大大的降低。然后可以再通过穷举法,得出最优解。 关键词:6SQ拟合等概率间距单策略双策略穷举法 1.问题的重述 工业生产中,自动化车床刀具的检测与磨损是比较常见的问题,如何检测何时更换刀具将直接影响生产成本。 在本文中,我们将从某个方面对其合理规划,使生产工具平均成本最小。刀具更换背景: 一道工序用自动化车床连续加工某种零件,由于刀具损坏等原因该工序会出现故障,其中刀具损坏故障占95%, 其它故障仅占5%。工序出现故障是完全随机的, 假定在生产任一零件时出现故障的机会均相同。工作人员通过检查零件来确定工序是否出现故障。现积累有100次刀具故障记录,故障出现时该刀具完成的零件数如附表。现计划在刀具加工一定件数后定期更换新刀具。 已知生产工序的费用参数如下: 故障时产出的零件损失费用f=200元/件; 进行检查的费用t=10元/次; 发现故障进行调节使恢复正常的平均费用d=3000元/次(包括刀具费);
题目:自动化车床管理的数学建模问题 摘 要 本文讨论了自动化车床连续加工零件的工序定期检查和刀具更换的最优策略。我们根据原始数据利用EXCEL 软件进行统计分析,得出刀具正常工作时长的函数,建立了以期望损失费用为目标函数的数学模型。 问题一,我们假设所有的检查为等间距,以检查到的零件是否为次品来判定工序是否正常,若一直未出现故障则当加工到定期换刀时刻就换刀,利用概率论的相关知识,求出一个周期内的期望损失费用)(L E 和期望零件个数)(T E ,建立了以零件的期望损失费L 为目标函数的随机优化模型,求解得检查间隔310=t ,换刀间隔1248t =,每个零件的期望损失费用7.3693L =。 问题二,不管工序是否正常都有可能出现正品和次品,在问题一的基础上调整了检查间隔中的不合格品所带来的损失费用,同时加上了因误检停机而产生的费用,求出期望损失费用)(L E 和期望零件个数)(T E ,建立了以每个零件的期望损失费用L 为目标函数的随机优化模型,求解得出检查间040t =,换刀间隔1240t =,每个零件的期望损失费用10.779L =。 问题三,在问题二的基础上将工序正常工作的时间长由开始的近似等于刀具无故障工作的时间长,改进为刀具无故障工作时间长的95%,其它的故障近似服从均匀分布,求出一个周期内的期望损失费用)(L E 和零件个数)(T E ,建立了以每个零件的期望损失费用L 为目标的随机优化模型,求解得出检查间041t =,换刀间隔1246t =,期望损失费用7.9118L =。 关键词:自动化车床管理 检查间隔 换刀间隔
一、问题重述 一道工序用自动化车床连续加工某种零件,由于刀具损坏等原因该工序会出现故障,其中刀具损坏故障占90%,其他故障仅占10%。工序出现故障是完全随机的,假定在生产任一零件时出现故障的机会均相同。工作人员通过检查零件来确定工序是否出现故障。现积累有150 次刀具故障记录,故障出现时该刀具完成的零件数如附件表。现计划在刀具加工一定件数后定期更换新刀具。已知生产工序的费用参数如下:故障时产出的零件损失费用f=300 元/件; 进行检查的费用t=20 元/次; 发现故障进行调节使恢复正常的平均费用d=3000 元/次(包括刀具费); 未发现故障时更换一把新刀具的费用k=1200 元/次。 1)假定工序故障时产出的零件均为不合格品,正常时产出的零件均为合格品,试对该工序设计效益最好的检查间隔(生产多少零件检查一次)和刀具更换策略。 2)如果该工序正常时产出的零件不全是合格品,有1%为不合格品;而工序故障时产出的零件有25%为合格品,75%为不合格品。工序正常而误认有故障停机产生的损失费用为1500元/次。对该工序设计效益最好的检查间隔和刀具更换策略。 3)在(2)的情况,可否改进检查方式获得更高的效益。 附:150次刀具故障记录(完成的零件数) 311 460 975 463 708 666 398 771 532 474 538 740 651 458 407 420 467 207 457 337 759 488 509 486 539 218 715 509 647 565 314 613 530 578 599 319 574 647 730 481 597 589 628 132 316 601 484 440 372 477 497 591 243 587 172 668 865 362 678 382 389 673 749 836 468 384 548 643 563 526 749 487 417 649 570 214 527 308 553 743 747 619 656 525 372 607 620 726 379 605 280 586 763 851 653 492 528 607 590 590 779 576 651 249 560 723 927 449 644 325 619 734 320 599 754 433 521 971 175 582 549 549 375 802 256 557 529 678 567 656 627 502 708 531 503 452 677 524 539 212 309 573 673 398 408 592 447 463 415 594 二、问题分析 由题中信息可知,由于刀具损坏等原因会使工序出现故障, 工序出现故障完全是随
联合职业院校 (生物工程分院)题目数控车床的基本应用 XX王杰教育层次大专 学号072510444 省级电大联合职业院校 专业数控技术分校生物工程分院
摘要 世界制造业转移,中国正在逐步成为世界加工厂。美国、德国、国等国家已经进入工业化发展的高技术密集时代与微电子时代,钢铁、机械、化工等重工业正逐渐向发展中国家转移。我国目前经济发展已经过了发展初期,正处于重化工业发展中期。 未来10年将是中国机械行业发展最佳时期。美国、德国的重化工业发展期延续了18年以上,美国、德国、国四国重化工业发展期平均延续了12年,我们估计中国的重化工业发展期将至少延续10年,直到2015年。因此,在未来10年中,随着中国重化工业进程的推进,中国企业规模、产品技术、质量等都将得到大幅提升,国产机械产品国际竞争力增强,逐步替代进口,并加速出口。目前,机械行业中部分子行业如船舶、铁路、集装箱及集装箱起重机制造等已经受益于国际间的产业转移,并将持续受益;电站设备、工程机械、床等将受益于产业转移,加快出口进程
数控机床的产生 在机械制造工业中并不是所有的产品零件都具有很大的批量,单件与小批量生产的零件(批量在10~100件)约占机械加工总量的80%以上。尤其是在造船、航天、航空、机床、重型机械以及国防工业更是如此。 为了满足多品种,小批量的自动化生产,迫切需要一种灵活的,通用的,能够适用产品频繁变化的柔性自动化机床。数控机床就是在这样的背景下诞生与发展起来的。它为单件、小批量生产的精密复杂零件提供了自动化的加工手段。 根据国家标准GB/T8129-1997,对机床数字控制的定义:用数字控制的装置(简称数控装置),在运行过程中,不断地引入数字数据,从而对某一生产过程实现自动控制,叫数字控制,简称数控。用计算机控制加工功能,称计算机数控(puterized numerical ,缩写CNC)。 数控机床即使采用了数控技术的机床,或者说装备了数控系统的机床。从应用来
自动化车床管理 摘要 本文针对自动化车床的刀具寿命的问题,建立了单目标动态规划模型。首先我们使用MATLAB 软件包对 100 次刀具故障记录数据处理作直方图, 用分布拟合检验法可以证明刀具故障数据近似服从正态分布,假设其他故障服从均匀分布。继而求出系统工序的寿命分布函数,列出以合格零件单位期望为目标,关于检测间隔和刀具定期更换间隔为变量的单目标函数方程,最后利用计算机进行列举比较求解,从而得出取得最大经济效益的系统工序的最优检测间隔以及最优刀具更换策略。 对于问题一,我们确定了三个技术指标:检查间隔(生产多少零件检查一次)h、刀具更换间隔 k单位期望损失u。本问假 n 设工序故障时产出的零件均为不合格品,正常时产出的零件均为合格品。用Mathlab软件计算各项指标为h= k= u= n 对于问题二,该工序正常时产出的零件不全是合格品,有2%为不合格品;而工序故障时产出的零件有40%为合格品,60%为不合格品。根据零件的合格与否来判断刀具的好坏会存在误差,文中工序正常而误认有故障停机产生的损失费用为1500元/
次。用Mathlab软件计算求解各项指标得:h= k= n u= 对于问题三,在问题二的条件下,我们采取两次连续检验的方式,制定方案,减小误判的几率,从而使损失费用减小到最低。 本文在第一、二问中采用了以一次检查为单元的等间距检查方案,进行预备性替换或事后替换,解决了问题,在问题三中提出了以两次甚至多次检查为单元的等间距检查方案,优化了模型。随后我们还进行了灵敏度分析,分析了各个参数对单位期望损失的影响以及在影响中所占的比重,使本文对实际问题有一定的参考和指导意义。
2017年数学建模论文 第 5 套 论文题目:自动化车床管理 专业班级姓名: 专业班级姓名: 专业班级姓名 提交日期:2017.7.19
自动化车床管理 摘要 本文研究了自动化车床的管理问题,将检查间隔和刀具更换策略的确定归结为单个零件期望损失最小的一个优化问题,我们利用原始数据在matlab中进行处理,建立了以期望损失费用为目标函数的数学模型。 首先对于题目中给出的100次刀具故障记录的数据在matlab中画出频率直方图,我们可以看出,数据基本是符合正态分布的,我们借用jbtext函数对这些数据进行处理和正态性校验,可以得出样本符合正态分布的假设,然后我们用求得概率密度函数的期望和标准差,然后得出刀具寿命的正态分布函数。 对于问题(1),我们首先建立以单个零件分摊的费用的损失函数为目标函数,然后我们用概率论及数理统计来建立出非线性优化模型,每个零件分摊的费用记为L,L包括预防保全费用L1,检查费用L2,和故障造成的不合格品损失和修复费用L3.在matlab中进行求解得出最优检查间隔为23个,最优刀具更新间隔为352个,合格零件的平均损失期望为7.61元 对于问题(2),根据题目信息,不管工序是否正常都有可能出现正品和次品,我们在问题一上,加入检查间隔中的不合格品带来的损失,同时还有误检带来的损失,然后建立出每个零件的期望损失费用作为目标函数的优化模型,在matlab 中用穷举法进行求解得出最优检查间隔为30个,最优刀具更新间隔为308个,合格零件的平均损失期望为10.07元。 对于问题(3),我们将第二题的模型,改变为如果检查为合格品时多检查一次,如果第二次仍然为合格品,我们则判定为工序正常,否则认为故障,改变第二问中的L2和L3,优化模型进行求解得出最优检查间隔为20个,最优刀具更新间隔为375个,合格零件的平均损失期望为9.50元。 对于第三问我们一直是固定检查间隔,我们也可以利用刀具发生故障的函数模型,对检查的间隔也进行调整,检查间隔随函数变换,这一问还没有具体讨论。 关键词:正态分布非线性优化模型穷举法损失函数自动化车床管理
数控车床零件加工及工艺设计毕业论文(DOC 28页)
毕业论文论文题目:数控车床零件加工及工艺设计 题目:数控车床零件加工及工艺设计 班级: 专业: 学生姓名: 指导教师: 日期:
数控车床零件加工及工艺设计 摘要 在车床上,利用工件的旋转运动和刀具的直线运动或曲线运动来改变毛坯的形状和尺寸,把它加工成符合图纸的要求。 车削加工是在车床上利用工件相对于刀具旋转对工件进行切削加工的方法。车削加工的切削能主要由工件而不是刀具提供。车削是最基本、最常见的切削加工方法,在生产中占有十分重要的地位。车削适于加工回转表面,大部分具有回转表面的工件都可以用车削方法加工,如内外圆柱面、内外圆锥面、端面、沟槽、螺纹和回转成形面等,所用刀具主要是车刀。 在各类金属切削机床中,车床是应用最广泛的一类,约占机床总数的50%。车床既可用车刀对工件进行车削加工,又可用钻头、铰刀、丝锥和滚花刀进行钻孔、铰孔、攻螺纹和滚花等操作。按工艺特点、布局形式和结构特性等的不同,车床可以分为卧式车床、落地车床、立式车床、转塔车床以及仿形车床等,其中大部分为卧式车床。 数控车削加工是现代制造技术的典型代表,在制造业的各个领域如航天、汽车、模具、精密机械、家用电器等各个行业有着日益广泛的应用,已成为这些行业不可或缺的加工手段。 为了子数控机床上加工出合格的零件,首先需根据零件图纸的精度和计算要求等,分析确定零件的工艺过程、工艺参数等内容,用规定的数控编程代码和格式编制出合适的数控加工程序。编程必须注意具体的数控系统或机床,应该严格按机床编程手册中的规定进行程序编制。但从数控加工内容的本质上讲,各数控系统的各项指令都是应实际加工工艺要求而设定的。 由于本人才疏学浅,缺乏知识和经验,在设计过程中难免出现不当之处,望各位给予指正并提出宝贵意见。 关键词: 车削加工刀具零件的工艺过程工艺参数程序编制 On the lathe, use the rotation of the workpiece and tool of line or curve movement to change the shape and size of rough, meet the requirements of drawings processing it into. Turning on a lathe is used the workpiece relative to the method of cutting tool rotation on the workpiece. Cutting is mainly composed of workpiece in turning rather than the tool provided. Turning is the most basic and most common method of cutting, occupies a very important place in production. Turn Rotary surface suitable for cutting, most with turning method for Rotary surface of workpieces can be processed, such as inner and outer cylinder and inner and outer taper, surfacing, Groove, screw and Rotary forming surface, the tool is mainly used tools. In all kinds of metal-cutting machine tools, lathe is the most widely used category, per cent of the total number of machine tools 50%. Turning the
王扬捷 陈浩 董志谋 自动化车床管理模型 摘要 本文研究的是自动化车床管理中定期检查和预防性保全刀具问题。在现代技术下, 被动地等待故障发生,然后投入较高资金处理出现的问题,这种传统的处理方法已经不符合工业生产和现代社会的发展要求。为解决此问题,我们共建立两个模型,使自动化车床管理方略更科学、更合理。 对于问题一:我们通过一定的数学方法,巧妙地建立了生产每一个零件的平均损失费用L (包括预防保全费用1L , 检查费用2L , 和故障造成的不合格品损失和修复费用 3 L ,即1 2 3 L L L L =++)关于刀具定期更换间隔a 的单变量函数关系,并利用 MATLAB 等数学计算工具和多种方法,对a 进行逐个赋值,最终得到:当342a =件时,L 取得最小值min 5.297L =元,再根据a 与固定检查间隔n 之间的函数关系得 到:16n =件。 对于问题二:此问中效益函数计算的费用与第一问相比,增加了错误判断带来的损失费用,我们将因误判带来的费用考虑到生产每一个零件的平均损失费用L 中,用与第一问类似的模型求解,得到当299a =件时,L 取得最小值min 7.381L =元,对应 固定检查间隔18n =件。 对于问题三:保持问题二的情况,我们建立新的模型,并采取连续检查多个零件(最多3次)的方法,降低误判率,从而达到减少每个零件的平均管理费用,使模型更优化。最终得到在工序发生故障时误判率为0.208,比检查一次的误判率0.4减少0.192,误判率减小了50%;在工序正常时误判率为0.000792,比检查一次的误判率0.02减少0.019208,误判率降低了96.04%,从而使模型得到优化。 关键词:自动化车床管理 效益函数 正态分布 误判率