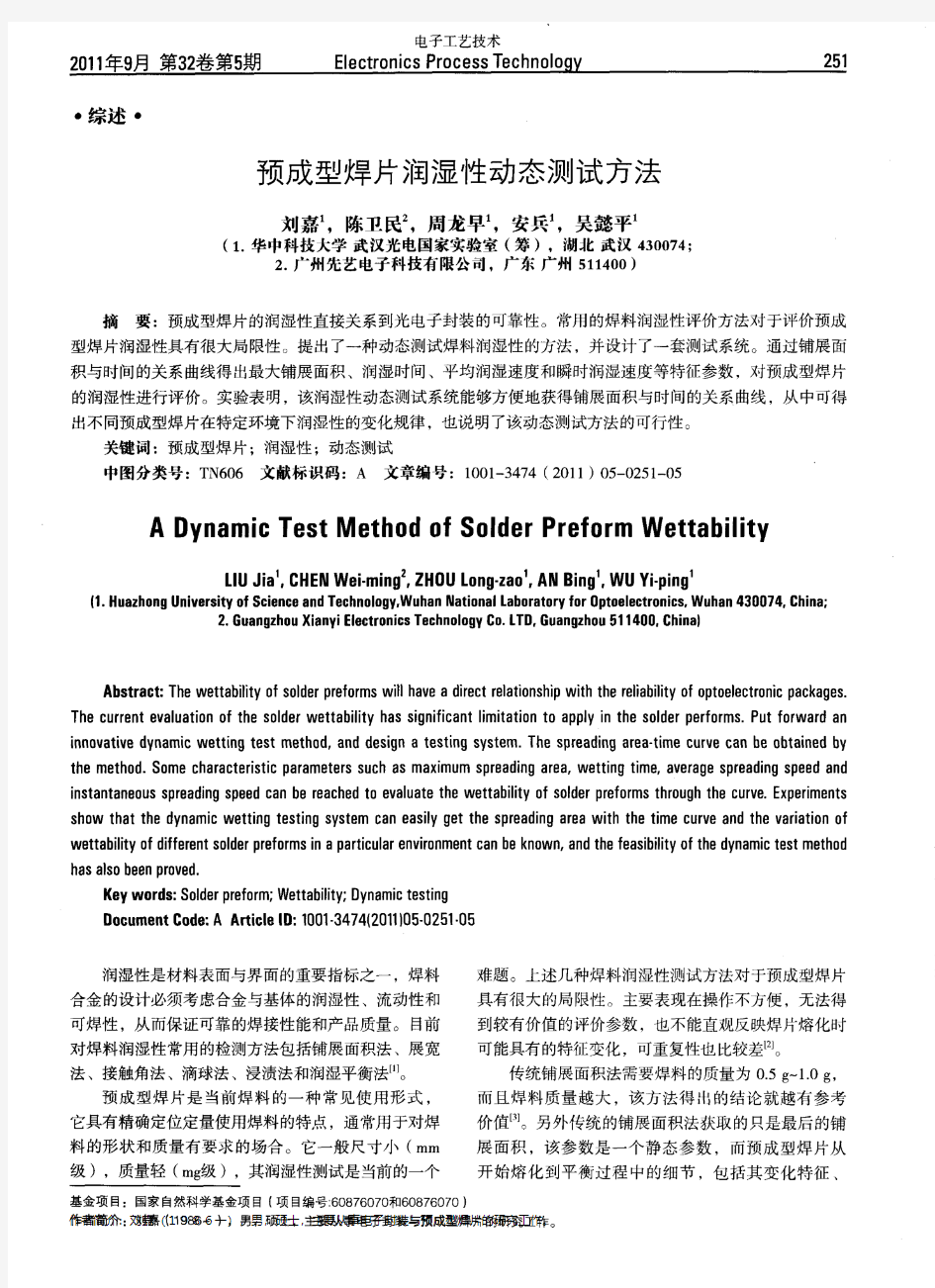
预成型焊片‐‐‐‐QFN元件空洞解决方案 瞿艳红 铟泰科技有限公司 随着电子行业小型化多功能化发展的趋势,越来越多的多功能,体积小的元件应用于在各种产品上,例如QFN, LGA类元件。QFN是四侧无引脚偏平封装,呈正方形或矩形,电极焊盘布置在封装底面的四侧,实现电气连接,在封装底部中央有一个大面积裸露焊盘用来导热。这种封装具有良好的电气性能和散热性能,这主要是因为封装底部的大面积焊盘起散热作用,为了有效地将热量从元件传送到PCB上,在PCB上安装QFN元件的位置,必须设计相应的散热焊盘和散热过孔。焊盘的面积大,提供可靠的焊接,过孔提供散热途径。但由于焊接时,散热过孔和大面积焊盘上的锡膏中的助焊剂产生的气体会向外逸出,形成较大的空洞率(如图一空洞率为30%‐40%)。 业界对QFN空洞从钢网,炉温,锡膏上进行了各种优化,效果均不理想。如何降低QFN元件空洞以保证产品的可靠性,铟泰公司将它业界领先的预成型焊片(Preform)技术应用于QFN接地焊盘以降低空洞。 由于空洞主要与助焊剂出气有关,那么是否可采用低助焊剂含量的焊料?在下面实验中,我们采用相同合金成份的预成型焊片preform‐‐‐SAC305,1%助焊剂,焊片尺寸与散热焊盘的相近,其比例为0.89:1,对比锡膏中11.5%的助焊剂,在散热焊盘上采用预成型焊盘,也就是用preform替代锡膏,期待以通过降低助焊剂的含量来减少出气来得到较低的空洞率。 在钢网开孔上,对于四周焊盘并不需要进行任何的更改,我们只需对散热焊盘的开孔方式进行更改,如下图所示,散热焊盘只需要在四周各开小孔以固定焊盘即可(如图二)。 在回流曲线方面,我们依照实际生产线上的曲线,不做任何更改,过炉后通过x‐ray检测看QFN元件空洞,如下图三所示,空洞率为3~6%,单个最大空洞才0.7%左右。 图一图二图三 通过上述我们看到,使用预成型焊片可以有效地减少空洞,这主要是因为,与锡膏比较,预成型焊片的助焊剂含量降低了5倍。锡膏中的助焊剂含有溶剂、松香、增稠剂,含有大量挥发物,在高温时容易形成较大的空洞,而预成型焊片中的助焊剂主要是松香,不含溶剂等物质,所以能有效地减少空洞。 预成型焊片在应用方面非常的简单, z在焊片形状上,它可以制作成矩形、正方形、垫片形和圆盘形,以及不规则形状; z无需手工涂敷助焊剂,焊片表面含助焊剂涂覆,炉后非常低的助焊剂残留物
检验规范 INSPECTION INSTRUCTION 第1页 / 共2页 版本 变更内容 日期 编写者 名称 A 新版 可焊性试验规范 设备 EQUIPMENT 熔锡炉,温度计,显微镜 1.0 目的: 阐述可焊性试验的方法及验收标准 2.0 范围: 适用于上海molex 组装产品的针/端子的可焊性试验 3.0 试验设备与材料: 3.1 试验设备 熔锡炉`温度计`显微镜 3.2 试验材料 无水酒精`助焊剂(液体松香)`焊锡(Sn60或Sn63) 4.0 定义: 4.1 沾锡—--焊锡在被测金属表面上形成一层均匀`光滑`完整而附着的锡层状态,具体见图片A. 4.2 缩锡—--上锡时熔化焊锡覆盖了整个被测表面,试样产品离开熔炉后, 在被测表面上形成形状不规则的锡块,基底金属不暴露, 具体见图片B. 4.3不粘锡—试样产品离开熔锡炉后,被测表面仍然暴露,未形成锡层, 具体见图片C. 4.4 针孔----穿透锡层的小孔状缺陷, 具体见图片D 。 图片A (焊接测试合格) 图片B(表面形成不规则的锡块) 编写者: 校对: 批准: 缩锡 表面形成均匀`光滑`完整而附着 的锡层状态
检验规范 INSPECTION INSTRUCTION 第2页 / 共2页 图片C (铜基底未被锡层覆盖) 图片D (表面有小孔缺陷) 5.0 程序: 5.1试样准备 应防止试样产品沾染油迹,不应刻意的对试样进行清洗`擦拭等清洁工作,以免影响试验的客观性. 5.2熔锡 打开熔锡炉,熔化焊锡,并使熔锡温度保持在245C 5 C. 5.3除渣 清除熔锡池表面的浮渣或焦化的助焊剂. 5.4上助焊剂 确保试样产品直立浸入助焊剂中5-10sec,再取出使其直立滴流10-20sec,使的被测部位不会存在多余助焊剂.浸入深度须覆盖整个待测部分. 5.5 上锡 确保试样产品直立浸入熔剂池中50.5sec ,以256mm/sec 的速度取出,浸入深度须覆盖整个待 测 部分. 5.6 冷却 上锡完成后,置放自然冷却. 5.7 清洗 将冷却后的试样产品浸入无水酒精中除去助焊剂,清洗完成后,置于无尘纸上吸干溶液. 6.0 验收标准 在30倍的显微镜下观察,针孔`缩锡`不沾锡等缺陷不得集中于一处,且缺陷所占面积不得超过整个测试面积的5%, 不沾锡 针孔
奥氏体不锈钢304焊接性评定试验报告 奥氏体不锈钢304具有非常好的塑性和韧性,这决定了它具有良好的弯折、卷曲和冲压成型性,因而便于制成各种形状的构件、容器或管道;奥氏体型不锈钢304的耐腐蚀性能特别优良,是它获得最为广泛应用的根本原因。也正是这样,在评价焊接质量时必然特别强调焊接接头的开裂倾向、焊接缺陷敏感性和耐晶间腐蚀等的能力。 本报告结合奥氏体不锈钢304的焊接特点,进行了手工钨极氩弧焊评定性试验,现就试验结果作一介绍 一、奥氏体不锈钢的焊接特点: 奥氏体不锈钢韧性、塑性好,焊接时不会发生淬火硬化,尽管其线膨胀系数比碳钢大得多,焊接过程中的弹塑性应力应变量很大,却极少出现冷裂纹;尽管有很强的加工硬化能力,由于焊接接头不存在淬火硬化区,所以,即使受焊接热影响而软化的区域,其抗拉强度仍然不低。304钢的热胀冷缩特别大所带来的焊接性的问题,主要有两个:一是焊接热裂纹,这与奥氏体不锈钢的晶界特性和对某些微量杂质如硫、磷等敏感有关;二是焊接变形大。 1、焊接接头的热裂纹及其对策 1.1焊接接头产生热裂纹的原因 单相奥氏体组织的奥氏体型不锈钢焊接接头易发生焊接热裂纹,这种裂纹是在高温状态下形成的。常见的裂纹形式有弧坑裂纹、热影响区裂纹、焊缝横向和纵向裂纹。就裂纹的物理本质上讲,有凝固裂纹、液化裂纹和高温低塑性裂纹等多种。奥氏体型不锈钢易产生焊接接头热裂纹的主要原因有以下几点: 1)焊缝金属凝固期间存在较大的拉应力,这是产生凝固裂纹的必要条件。由于奥氏体型不锈钢的热导率小,线膨胀系数大,在焊接区降温(收缩)期焊接接头必然要承受较大的拉应力,这也促成各种类型热裂纹的产生。 2)方向性强的焊缝柱状晶组织的存在,有利于有害杂质的偏析及晶间液态夹层的形成。 3)奥氏体不锈钢的品种多,母材及焊缝的合金组成比较复杂。含镍量高的合金对硫和磷形成易熔共晶更为敏感,在某些钢中硅和铌等元素,也能形成有害的易熔晶间层。 1.2避免奥氏体型不锈钢焊接热裂纹的途径。 (1)冶金措施 1)焊缝金属中增添一定数量的铁素体组织,使焊缝成为奥氏体-铁素体双相组织,能很有效地防止焊缝热裂纹的产生。这是由于铁素体能够溶解较多的硫、磷等微量元素,使其在晶界上数量大大减少;同时由于奥氏体晶界上的低熔点杂质被铁素体分散和隔开,避免了低熔点杂质呈连续网状分布,从而阻碍热裂纹的扩展和延伸。常用以促成铁素体的元素有铬、钼、钒等。 2)控制焊缝金属中的铬镍比,对于304型不锈钢来说,当焊接材料的铬镍比小于1.61时,就易产生热裂纹;而铬镍比达到2.3~3.2时,就可以防止热裂纹的产生。这一措施的 实质也是保证有一定量的铁素体的存在。 3)在焊缝金属中严格限制硼、硫、磷、硒等有害元素的含量,以防止热裂纹的产生。对于不允许存在铁素体的纯奥氏体焊缝,可以加入适当的锰,少许的碳、氮,同时减少硅的含量。 (2)工艺措施 1)采用适当的焊接坡口或焊接方法,使母材金属在焊缝金属中所占的分量减少(即小的熔合比)。与此同时,在焊接材料的化学成分中加入抗裂元素,且其有害杂质硫、磷的含
预成型焊片工艺的应用 前言:目前电子行业中PCBA组装中有SMT、SMT+THT等混装工艺,长虹产品采取更多的工艺方式是SMT+THT生产工艺。而现行的SMT+THT生产工艺中应用最广泛的是焊接材料是锡膏和锡条、锡丝等。随着器件愈趋集成化、多样化,且受到SMT 贴装设备的限制,SMT贴装工艺不能完全满足焊接要求。而组装行业内预成型焊片的成功应用实现了在一个工序内完成所有器件组装的梦想。 预成型焊片介绍:预成型焊片,Solder Preform。它是已经做成精密成型的焊锡,适用于小公差的大量制造过程。预成型焊片是PCB组装、汽车配件组件、连接器和终端设备、芯片连接、电源模块基板附着、过滤连接器和电子组件装配等应用的理想解决方案,特别适合混合及分离元件装配和表面安装技术。 工艺先进性: 1、种类丰富的形状和大小 预成形焊片Solder Preform有各种传统的形状,如圈形、圆形、正方形、长方形、圆盘形等。最小尺寸范围可为0.010英寸见方或直径 0.010 英寸,且保持在极小允差范围内,以保证焊料体积准确度。除此之外,用户也可用焊带来制作自己的预成形,各种形状的预成型焊片及其尺寸一览见下。。 各 种形 状的
预 成 型 焊 片 一 览 预成型焊片标准规格 预成形: 最小尺寸: 0.010 英寸直径或见方 厚度允差: 0.010 英寸至 0.060 i英寸 ? 0.001 英寸 >0.060 英寸 ? 0.002 英寸 大小尺寸允差: 0.001英寸至0.002英寸? 0.0002英寸 0.002英寸至0.010英寸? 0.0004英寸 0.010英寸至0.020英寸? 0.001英寸 >0.020英寸? 0.002英寸 球形: 最小直径: 0.003英寸? 0.0005英寸 2、更高的焊接可靠性 预成型焊锡垫圈不仅是满足焊锡量和助焊剂要求精确的通孔连接的理想选择,还可以消除二次焊接工艺需要。通过拾放设备,预成型焊锡垫圈在电路板装配过程
印制板可焊性测试方法的变化 文章来源:PCB制造 添加人:PCB采购网 添加时间:2007-3-24 22:06:08 摘要:现行IPC印制板可焊性测试方法标准是2003年2月版IPC/EIA JSTD003A,它代替了1992年4月的JSTD003。最近,为了适应电子组装的无铅化,JSTD003B版正在修订中。本文主要介绍IPC 印制板可焊性测试方法的变化,同时与IEC、JIS和我国国家标准印制板可焊性测试方法标准作比较。 印制板可焊性是印制板的一项重要性能,测试方法对结果有明显影响,值得注意。IPC 印制板可焊性测试方法标准最早是1970年的IPCS801《印制线路板可焊性边缘浸焊测试方法》,至1975年,又发布了IPCS803《印制线路板可焊性波峰焊测试方法》。后来这两个标准于19 82年合并成为IPCS804《印制线路板可焊性测试方法》,1987年修订为IPCS804A。 美国EIA(电子工业协会)当时也制定电子焊接方面的标准。IPC与EIA联合共同制定联合标准(Joint Standard),其中印制板可焊性测试方法标准为IPC/EIA JSTD003,于1992 年4月发布。2003年2月修订为IPC/EIA JSTD003A。 以上可焊性试验方法全部是有铅的方法。为适应无铅化组装的的要求,进行了IPC JSTD0 03B版的修订,增加无铅的可焊性试验方法。目前为2006年5月的Proposed Standard for B allot(相当于送审稿),本文用JSTD003B(P)来表示。 我国印制板可焊性测试方法的国家标准是GB/T 4677—2002《印制板测试方法》。对应的IEC标准是IEC 603262:1990《印制板第2 部分试验方法》和IEC 60068220:1979《环境试验第220部分:试验试验T:锡焊》,后来又有IEC 611893《互连结构和组装件用电工材料试验方法第3 部分:互连结构(印制板)的试验方法》。 日本JIS标准的印制板可焊性测试方法是JIS C 50121993《印制线路板试验方法》。
真空共晶焊空洞研究的发展现状与发展趋势 摘要:近年来,真空共晶焊焊接技术在国内快速发展,并广泛运用于电子封装行业,如芯片与基板的粘接、基板与管壳的粘接、管壳封帽等。与传统的环氧导电胶粘接相比具有热阻小和可靠性高的优点。但具有低空洞率的真空共晶焊的焊接工艺设置仍需要探讨。本文参考了真空共晶焊的国内外发展现状,阐述了真空共晶焊原理和工艺过程,并着重分析了真空共晶焊空洞缺陷的产生机理、空洞分类、空洞率计算、空洞检测、空洞评价标准和空洞率控制措施,最后预测了未来对空洞率的要求和控制方案。 关键词:真空共晶焊;空洞;空洞率;控制措施 The Void of Vacuum Eutectic Welding’s Development Present Situation and Development Trend Abstract: In recent years, the vacuum eutectic solder welding technology is rapidly developing in the domestic and widely used in electronic packaging industry, such as chip and the substrate bonding, base plate and shell of the adhesive, shell sealing cap, etc. Compared with traditional epoxy conductive adhesive joint, it has the advantages of small thermal resistance and high reliability. But with low void r ate of vacuum eutectic solder welding process’s settings still is needed to discuss. In this paper, the reference of vacuum eutectic solder development situation is at home and abroad, this paper expounds the vacuum eutectic welding principle and process. Analyzing the void generating mechanism of vacuum eutectic welding hollow defect classification, void rate calculation, the assessment standard of void and the rate of void controlling measures. Key words:Vacuum Eutectic Welding; V oid; The rate of void; Control measures 1国内外研究现状 在上个世纪七十年代初期,国外已有了真空共晶焊的研究]1[,现在可以说真空共晶焊是比较成熟的焊接工艺,对于真空共晶焊空洞缺陷问题,也有很多学者研究过,如Byung-Gil Jeong]2[等人对RF-MEMS器件做了加压可靠性测试、高湿度存储可靠性测试、高温存储可靠性测试、温度循环可靠性测试等4种测试,测试后放置室温条件1h后发现Au80Sn20预成型焊框出现了空洞。Michael David Henry]3[等人对Au-Si共晶焊进行了研究,研究表明如果用于防焊料扩散的扩散隔膜层(主要成分是铂)温度接近375℃,此温度高于Au-Si的共晶温度,基板表面会产生化学反应,从而生成微空洞,影响焊点键合强度和气密性。Ngai-Sze LAM]4[等人在多个LED工作在6W情况下,比较了夹头加热和流体回流加热两种共晶(焊料为AuSn)方式下的空洞率,结果表明夹头加热方式焊片的平均空洞率为8.8%,优于流体回流加热方式下的焊片平均空洞率40%。 国内在上个世纪八十年代初已有学者研究真空共晶焊]5[。目前,国内已有不少对真空共晶焊的研究,如上海大学的殷录桥]6[通过理论计算、实验测试的手段研究了真空共晶焊空洞对LED热阻、共晶压力对LED器件光电性能的影响。西南电子技术研究所的贾耀平]7[选用了Au80Sn20焊料对毫米波GaAs功率芯片的焊接工艺进行了较为系统深入的研究,对焊接时气体保护、焊片大小、焊接压力、真空工艺过程的施加和夹具设计等因素进行了试验分析,用X射线检测,结果表明,GaAs功率芯片焊接具有较低的空洞率,焊透率高达90%以上。中电集团58所的陈波]8[等人探讨了真空烧结、保护气氛下静压烧结、共晶摩擦焊
.分析低碳调质钢焊接时可能出现的问题?简述低碳调质钢的焊接工 艺要点,典型的低碳调质钢如(14MnMoNiB、HQ70、HQ80)的焊接热输入应控制在什么范围?在什么情况下采用预热措施,为什么有最低预热温度要求,如何确定最高预热温度。 答:焊接时易发生脆化,焊接时由于热循环作用使热影响区强度和韧性下降。焊接工艺特点:焊后一般不需热处理,采用多道多层工艺,采用窄焊道而不用横向摆动的运条技术。。典型的低碳调质钢的焊接 热输入应控制在Wc>%时不应提高冷速,Wc<%时可提高冷速(减小热输入)焊接热输入应控制在小于481KJ/cm当焊接热输入提高到最大允许值裂纹还不能避免时,就必须采用预热措施,当预热温度过高时不仅对防止冷裂纹没有必要,反而会使800~500℃的冷却速度低于出现脆性混合组织的临界冷却速度,使热影响区韧性下降,所以需要避免不必要的提高预热温度,包括屋间温度,因此有最低预热温度。通过实验后确定钢材的焊接热输入的最大允许值,然后根据最大热输入时冷裂纹倾向再来考虑,是否需要采取预热和预热温度大小,包括最高预热温度。 . 18-8型不锈钢焊接接头区域在那些部位可能产生晶间腐蚀,是由于什么原因造成?如何防止?答:18-8型焊接接头有三个部位能出现腐蚀现象:{1}焊缝区晶间腐蚀。产生原因根据贫铬理论,碳与晶界附近的Cr形成Cr23C6,并在在晶界析出,导致γ晶粒外层的含Cr量降低,形成贫Cr层,使得电极电位下降,当在腐蚀介质作用下,贫Cr层成为阴极,遭受电化学腐蚀;{2}热影响区敏化区晶间腐蚀。是由于敏化区在高温时易析出铬的碳化物,形成贫Cr层,造成晶间腐蚀;{3}融合区晶间腐蚀{刀状腐蚀}。只发生在焊Nb或Ti的18-8型钢的溶合区,
学校代码: 10289 分类号: TP306 密 级: 公开 学 号: 103030013 江苏科技大学 硕 士 学 位 论 文 (工程硕士) 半导体元器件的可焊性测试方法研究 研究生姓名 许峰 导师姓名 朱志宇 申请学位类别 工程硕士 学位授予单位 江 苏 科 技 大 学 学科专业 电子与通信工程 论文提交日期 2013年 5 月19 日 研究方向 半导体可靠性研究 论文答辩日期 2014 年 3 月16 日 答辩委员会主席 林明 评 阅 人 2014 年 3 月 14 日 半 导 体 元器 件 的可焊 性 测 试方 法 研究 许 峰 江苏 科技 大学
分类号:TN306 密级:公开 学号:103030013 工学硕士学位论文 (工程硕士) 半导体元器件的可焊性测试方法的研究 学生姓名许峰 指导教师朱志宇教授 江苏科技大学 二O一四年三月
A Thesis Submitted in Fulfillment of the Requirements for the Degree of Master of Engineering Semiconductor components of the solderability test method research Submitted by Xu feng Supervised by Professor Zhu zhi yu Jiangsu University of Science and Technology March, 2014
论文独创性声明 本人声明所呈交的学位论文是我本人在导师指导下进行的研究工作及取得的研究成果。尽我所知,除了文中特别加以标注和致谢的地方外,论文中不包含其他人已经发表或撰写过的研究成果,也不包含为获得江苏科技大学或其它教育机构的学位或证书而使用过的材料。与我一同工作的同志对本研究所做的任何贡献均已在论文中作了明确的说明并表示谢意。 学位论文作者签名:日期: 学位论文使用授权声明 江苏科技大学有权保存本人所送交的学位论文的复印件和电子文稿,可以将学位论文的全部或部分上网公布,有权向国家有关部门或机构送交并授权其保存、上网公布本学位论文的复印件或电子文稿。本人电子文稿的内容和纸质论文的内容一致。除在保密期内的保密论文外,允许论文被查阅和借阅。 研究生签名:导师签名: 日期:日期:
可焊性常规试验规范 1.0目的 为了确保上线使用的来料满足规定质量要求,杜绝不合格的来料上线使用; 2.0适用范围 可焊性试验的标准要求和试验方法。 3.0职责 3.1 IQC试验员职责 3.1.1 负责对属于可焊性试验的试验项目任务,按照试验规范及检验流程进行随机抽样并实 施试验,及时做好试验记录及标识,并保证其真实、准确; 3.1.2 负责按规定要求进行试验的物料返还以及适量保留不合格品; 3.1.3 负责按试验流程要求正确出具产品试验不合格记录; 3.2 IQC主管职责 3.2.1 负责对试验员所出具产品试验不合格报告和不合格品,按试收规范和更改要求进行审 核; 4.0业务程序 4.1 试验要求: ①、试验温度:235±5℃; ②、浸锡持续时间为:2.5±0.5S(片状引脚的散热片除外,浸锡持续时间为3.5±0.5S); ③、散热片浸焊完毕后,用60W电烙铁对其引脚烫3.5±0.5S,引脚焊锡层无脱落、发黑、 大面积针孔现象; ④、镀层为镍的五金件采用电路铁法进行试验,电烙铁焊接时间为2.5±0.5S; ⑤、引脚浸入深度为距离元器件根部1.5—2mm; ⑥、试验前,应及时将锡面表面氧化层小心刮除,注意避免锡渣流入锡炉内造成故障; ⑦、试验前,用温度计检查锡炉温度,符合要求即可试验;电烙铁可焊性试验功率为60W; 4.2 试验品种及抽样方案: 4.3 试验判断标准分类: A类不合格:镀层脱落、不润湿、粘焊性不连续、氧化、发黑、完全不上锡 B类不合格:弱润湿、多孔结构、引线上有污物或杂质、粘焊性不光滑、焊料涂层的气孔、
东莞德信诚精品培训课程(部分) 内审员系列培训课程查看详情 TS16949五大工具与QC/QA/QE品质管理类查看详情 JIT >>> https://www.doczj.com/doc/d511509770.html, qq:1425983954 4.4 转移规则:
可焊性测试仪5200T 简单介绍 可焊性测试仪5200T,采用高精度天平,对各种焊料(有铅焊锡、无铅焊锡、焊膏等)的润湿性及各种电子器件对焊料的附着性进行精确的测定和评价。 可焊性测试仪5200T的详细介绍 .可焊性测试仪5200T对焊锡的润湿性进行评价 符合国际及日本国家标准 (JEITA ET-7401/ET-7404/JISZ3198-4/MIL-STD-883/IEC60068-2-54/IEC60068-2-69) .评价的标准 阶梯升温法 焊锡小球平衡法 . 可焊性测试仪5200T对焊锡膏的润湿性进行评价 阶梯升温法 急速加热升温法 . 当焊锡确定后,可对印刷基板及其过孔、各种电子器件管脚的可焊性进行评价。并且还可在在氮气(N2)环境下,对其可焊性进行评价。 . 与电脑连接,可对润湿时间、润湿应力、表面张力和接触角等进行解析并对数据进行分析。 以上各测试方法,根据需要可任意选择 可焊性测试仪5200T特点: .在IEC 60068-2-69, EIAJ ET-7401国际标准制定时被作为参考试验仪器。 .灵敏度高稳定性好 目前,可测试的最小器件尺寸为:0603(R/C)。这是目前SND部件被标准化的最小尺寸。 . 随时校正把握装置当前的工作状态 . 使用方便一机多能 只需进行一些简单的装换,就可以对焊锡、焊锡膏、电子器件等分别进行评价。 . 夹具丰富种类齐全 拥有适于目前各种尺寸电子器件的夹具,以保证测量结果的准确性。 可焊性测试仪5200T测试方法: 焊锡槽平衡法焊锡小球平衡法急速加热升温法阶梯升温法 可焊性测试仪5200T测量实例: 实例1 用焊锡槽法对4种焊锡润湿性试验的结果 Sn-37Pb Sn-3.5Ag
PCB可焊性测试方法介绍
PCB可焊性试验方法介绍 目录 一、PCB可焊性测试方法简介 二、PCB可焊性无铅焊接工艺测试C1方法介绍 三、崇达和中京对PCB可焊性的测试方法 四、小结
焊接是利用熔融的填充金属(焊锡焊料)使结合处表面润湿并分别在两种金属之间形成冶金的键合,使元器件与PCB板连接起来的工艺。 可焊性是指焊料对基体金属的可钎焊性,即焊料对基体金属的润湿性能的好坏。 PCB板的可焊性有两种衡量方式,一是指PCB在组装中焊接 的难易程度,它可以用设备在组装中出现虚焊、假焊的概率来衡 量其优劣,二是作为PCB生产商为了判断和保证产品焊接性能, 根据IPC 印制板可焊性测试标准《J-STD-003B》要求,采用模拟 焊接的方式。《J-STD-003B》描述了评定表面导体(及连接盘)、和镀覆孔可焊性所采用的测试方法。具有外观验收标准的测试方法。
下面将重点介绍模拟焊接的测试方法。 《J-STD-003B》规定: 适用锡铅焊接工艺的测试方法有:测试A、测试B、测试C、测试D和测试E; 适用无铅焊接工艺的测试方法有:测试A1、测试B1、测试C1、测试D1和测试E1。 测试方法A和A1 、B和B1 、C和C1 、D和D1 、E和E1除了含铅和无铅的不同,其它的测试条件及方法是一样的。 测试A1 –边缘浸焊测试(仅用于表面导体和焊盘) 测试B1 –摆动浸焊测试(适用于镀覆孔、表面导体、连接盘、焊接起始面) 测试C1 –浮焊测试(适用于镀覆孔、表面导体、连接盘、焊接起始面) 测试D1 –波峰焊测试(适用于镀覆孔、表面导体、连接盘、焊接起始面) 测试E1 –表面贴装模拟测试(适用于表面导体和连接盘) 因我司采用无铅工艺、测试A1和测试C1被作为无铅焊接工艺评定可焊性的 默认测试方法,且测试C1是目前PCB供应商常用的,下面将具体介绍测试方法C1。
文件编号:受控状态: 分发编号:保密状态:B 可焊性检验操作规范发布日期:实施日期: 编制: 审核: 批准: 张家港泰盛科技有限公司 Zhangjiagang MHP Industry CO.,LTD
1.目的 为了确保公司产品从原材料接收到成品出货整个产品实现过程中涉及的原材料、半成品、成品的可焊性满足客户的标准要求,特制定本规范。 2.范围 适用于公司所有产品从研发到试产、量产全过程的材料、半成品与成品的可焊性测试、判定。 3.定义:无 4.作业内容 4.1操作流程:要求对每批次焊接材料进行抽检,每批次随机抽取5pcs 检测试样,每 个材料的所有焊端均须测试。所有测试的样品都应保持通常焊接条件,测试样品 的夹持不应导致污染,测试的焊端不应被擦拭、清洁和磨损,不允许用手指或其 它污染物触焊端,抽样后按以下流程进行操作:可焊性检验 4.2 PCB要求:采用边缘浸焊测试进行试验,如下图所示操作 4.2.1 焊料:Sn/Cu0.7 锡铜无铅焊锡。助焊剂:CF-8000无铅助焊剂,助焊 剂在室温下均匀一致涂布测试表面。焊接温度:255±5℃。试样应当是被测试板 的一部分或整板(如在尺寸允许范围内),浸入锡炉的面积不小于可焊面积的一 半。浸入时间不大于5秒。焊料表面清洁:样品即将浸入前用不锈钢刮板刮去熔 融焊料表面上的氧化层、残渣以及助焊剂燃烧后的残留物。
4.3 结构件及线束:采用烙铁焊接法进行试验。 4.3.1 焊料:Sn/Cu0.7 锡铜无铅焊锡丝。烙铁温度400±20℃,焊接时间不大于5秒。
4.4 可焊性评估: 4.4.1 放大镜要求: 放大倍数>=10倍; 4.4.2 评估标准: 4.4.2.1 合格标准:每一个焊端表面被焊料润湿连续、良好,有95%以上的表面积被焊料覆盖,焊料润湿可以是不规则外形。
YM-NT603成膜后的PCB板性能测试报告 一、耐高温测试及通孔焊接测试: 双面 PCB: 50片 板厚: 0.062〞 板孔数: 128个 6块双面裸铜板: 用于测膜厚 成膜:YM-NT603 加湿老化处理:35℃,95%R.H.96小时 回流焊设备: SAKA 运速: 20mm/min 风频: 32Hz 升温过程: 100℃→150℃→185℃→200℃→275℃ 过程时间: 3分50秒 YM-NT603成膜后的外观: 铜面光亮,成膜致密均匀,测得膜厚为0.26微米 过炉后的外观过一次10片: 铜面光亮,无任何变化, 测得膜厚为0.24微米过二次10片: 铜面稍变淡黄,测得膜厚为0.22微米 过三次10片: 铜面变成金黄色,测得膜厚为0.20微米 过四次10片: 铜面变成深褐色,测得膜厚为0.18微米 过五次10片: 铜面再次变光亮,测得膜厚为0.16微米 小结:OSP膜表面老化的颜色并不代表铜面已被氧化,通过测试每过一次回流炉,然后测得膜厚,膜厚的损耗约为0.02微米。也就是说过完5次回流炉后,膜的厚度仍然有0.1个微米以上.充份证明了YM-NT603具有可靠的耐高温性,以下可焊性测试方法参照 IPC-TM-650&2.4.14.1 波峰焊设备: SAKA 运速: 1.3m/min 助焊剂 : 免清洗型 焊料: 无铅 上助焊剂的压力: 0.25kg/cm2 设备的斜度: 5.5度 预热温度:120℃ 焊接温度:255℃ 焊接时间: 3~6秒 可焊性合格率: 100% 通孔焊接率: 合格 结论:YM-NT603成膜后的PCB板不但具有可靠的耐高温性而且具有良好的焊接性。
第三部分高级电焊工知识要求 第二十六章焊接接头试验方法 第一节焊接性试验方法 一、焊接冷裂纹试验方法 1、间接评定方法根据焊件材料的化学成分或焊接接头热影响区的最高硬度,进行材料冷裂纹的评定方法,叫间接评定法。 1)碳当量法将钢中合金元素(包括碳)的含量按其作用换算成碳的相当含量,叫该种材料的碳当量,常以符号C E表示。 国际焊接学会推荐的碳当量计算公式为:C E=C+Mn/6+(Ni+Cu)/15+(Cr+Mo+V)/5 (%) 碳当量C E值愈高,钢材淬硬倾向愈大,冷裂敏感性也愈大。经验指出,当C E>0.45%~0.55%时,就容易产生冷裂纹。 利用碳当量只能在一定范围内,对钢材概括地、相对地评价其冷裂敏感性,因为: ①碳当量公式是在某种试验情况下得到的,所以对钢材的适用范围有限。 ②碳当量计算值只表达了化学成分对冷裂倾向的影响。实际上,除了化学成分以外,冷却速度对冷裂的影响相当大,不同的冷却速度,可以得到不同的组织,因而抗裂性也不一样。确切地说,在刚性和扩散氢含量相同的情况下,应当主要是钢材的组织而不是碳当量确定冷裂敏感性。 ③影响金属组织从而影响冷裂敏感性的因素,除了化学成分和冷却速度外,还有焊接热循环中的最高加热温度和高温停留时间等参数。此外,钢材规定成分中没有表明微量合金元素和杂质元素的影响,也没有在碳当量计算公式中表示出来。 因此说,碳当量公式不能作为准确的评定指标。 (2)根部裂纹敏感性评定法这是专门评定根部裂纹的碳当量法,根据裂纹敏感指数P cM进行评定,计算公式为 P Cm=C+Si/30+Mn/20+Cu/20+Cr/20+Ni/60+Mo/15+V/10+5B (%) 钢的P cM值越低,热影响区的冷裂纹敏感性越低。 为了克服单纯用碳当量评定冷裂倾向的缺点,可以进一步把氢和板厚(代表应力)作为延迟裂纹的三因素综合一起考虑,得到冷裂纹敏感性指数P w,其计算公式为P w= P Cm+δ/600+H/60 (%)式中δ——板厚,mm;H一焊缝金属中扩散氢含量,mL/100g。 (3)热影响区最高硬度法(GB4675.5-84)试件的形状和尺寸,分别见图26—1和表26—1。(P266)试件的标准厚度为20mm。1号试件在室温下,2号试件在预热温度下进行焊接。焊后经12h,加工成如图26—2(P266)试样,在切点O及其两侧各7个以上的点作为硬度的测定点。把点中维氏硬度最大值与该钢材规定的热影响区最大允许值作比较,若超过允许值,则材料冷裂敏感倾向大。 这种方法比较简便,对于判断热影响区冷裂倾向有一定价值。但它只考虑了组织因素,没有涉及氢和
标准号标准名称 焊接基础通用标准 GB/T3375--94 焊接术语 GB324--88 焊缝符号表示法 GB5185--85 金属焊接及钎焊方法在图样上的表示代号 GB12212--90 技术制图焊缝符号的尺寸、比例及简化表示法 GB4656--84 技术制图金属结构件表示法 GB985--88 气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式和尺寸 GB986--88 埋弧焊焊缝坡口的基本形式与尺寸 GB/T12467.1—1998 焊接质量要求金属材料的熔化焊第1部分:选择及使用指南 GB/Tl2468.2--1998 焊接质量保证金属材料的熔化焊第2部分:完整质量要求GB/Tl2468.3--1998 焊接质量保证金属材料的熔化焊第3部分:一般质量要求GB/Tl2468.4--1998 焊接质量保证金属材料的熔化焊第4部分:基本质量要求GB/T12469--90 焊接质量保证钢熔化焊接头的要求和缺陷分级 GBl0854--90 钢结构焊缝外形尺寸 GB/T16672—1996 焊缝----工作位置----倾角和转角的定义 焊接材料标准 焊条 GB/T5117--1995 碳钢焊条 GB/T5118--1995 低合金钢焊条 GB/T983—1995 不锈钢焊条 GB984--85 堆焊焊条 GB/T3670--1995 铜及铜合金焊条 GB3669--83 铝及铝合金焊条 GBl0044--88 铸铁焊条及焊丝 GB/T13814—92 镍及镍合金焊条 GB895--86 船用395焊条技术条件 JB/T6964—93 特细碳钢焊条 JB/T8423—96 电焊条焊接工艺性能评定方法 GB3429--82 碳素焊条钢盘条 JB/DQ7388--88 堆焊焊条产品质量分等 JB/DQ7389--88 铸铁焊条产品质量分等 JB/DQ7390--88 碳钢、低合金钢、不锈钢焊条产品质量分等 JB/T3223--96 焊接材料质量管理规程 焊丝 GB/T14957—94 熔化焊用钢丝 GB/T14958--94 气体保护焊用钢丝 GB/T8110--95 气体保护电弧焊用碳钢、低合金钢焊丝 GBl0045--88 碳钢药芯焊丝 GB9460--83 铜及铜合金焊丝 GBl0858--89 铝及铝合金焊丝
润湿称量法可焊性试验 作者:林玲 来源:《海峡科学》2007年第06期 【摘要】润湿称量法可焊性试验可以确定元器件任何形状的引出端锡焊的可焊性,特别适用于仲裁试验和不能用其他方法作定量试验的元器件引出端锡焊的可焊性评定。 【关键词】可焊性润湿力可焊性试验 前言:可焊性,是工件表面易于被熔融焊料润湿的特性。是在具有规定焊剂存在和规定的温度下以规定的熔融软焊料合金流进工件表面之间的空间形成良好接合的性能。可焊性具有两方面的含义,一是在两个工件表面之间形成接合的能力,即“焊接质量”,另外是形成这种接合所需要的时间,即“焊接时间”。因此,可焊性常常用在规定的条件下、达到规定的润湿程度所需要的时间或在规定的时间内所能达到的润湿程度来表示。 我们常用的焊槽法是将试件以规定的速度浸入到熔融的焊料中,停留规定的时间,然后以同样的速度取出,用肉眼观察判断试件的可焊性。焊槽法的优点:可检查不同形状的试件的可焊性;焊槽法的缺点:用肉眼观察外观和可焊性面积来判定,不可避免人的主观因素,而且可焊性面积也较难掌握。 用润湿称量法来确定元器件的可焊性,其优点是既定性又定量的测试方法。能反映出整个浸渍过程润湿力随时间变化的关系。 1 试验概述 (1)润湿称量法可焊性试验试件从一垂直安装的高灵敏度的称上悬吊下来,以规定的速度浸渍到规定温度的熔融的焊料槽中,且试件的底部浸渍至规定深度时,作用于试件上的浮力和表面张力在垂直方向上的合力(即润湿力),该合力与时间的关系来评定试件的可焊性。 润湿力:F = r L cosQ - p v g r——焊料表面张力 L——试件与焊料接触部份的周长 Q——试验样品与熔融焊料的接触角 p——熔融焊料的比重 v——试件浸渍在焊料中的体积
Metronelec ST 系列可焊性测试仪 M E T RO NE L E C 全自动可焊性测试仪 创建于1975年的Metronelec 长期致力于为电子行业高精度的可焊性测试仪.其同时是IEC(欧洲电工学会),IPC(美国电子电路与电子互连行业协会),NF(法国标准协会) 会员,并参与制定可焊性相关标准.Metronelec 可焊性测试仪可以对包括各种类型的贴片器件,插件器件,印刷线路板在内的各种样品进行测试.其先进的测试技术,最大程度地避免了之前非直接测量以及认为因素的影响.其广泛应用于来料检验,工艺部门以 及相关实验室. Metronelec ST 系列可焊性测试 仪 测试仪提高精度的测试。其通过消除由于可焊性而造成的产品质量问题,从而大幅提高产品产量和良品率。同时对于助焊剂的选择大有裨益之外,还使得评估对环境更友善的焊料变得可能.同时为了满足无铅测试的要求,焊锡槽的温度可以设定在260度以上.用户可在Metronelec ST 系列全自动可焊性测试仪轻易更换锡球或者锡槽模块,软件内建元器件库,用户只需选择相关的器件,就可以调用已有的测试参数。 兼容标准 IEC 60068-2-54和IEC 60068-2-69 MIL-STD-883 METHOD 2022 IPC J-STD-002 IPC J-STD-003 EIA /JET-7401
ST78 技术指标 传感器 线性度0.1%, 分辨率1mg 浸润深度 0.1-9mm 之间可以调整 浸润速度 1-50mm/s 可以调整,每步1mm 退出速度 1-50mm/s 可以调整,每步1mm 温度范围 室温-450度 测试模式 锡槽 重量 28kg 电源 110V/220V 可选 产品特性 ■ 全自动产品定位 ■ 定量分析,自动调用内建的IPC,IEC,MIL, FR标准判断可焊性 ■ 用户可自建标准 ■ 全自动测试,高重复精度 ■ 可选择锡球进行润湿平衡法测试 ■ 针对不同器件可选择相应的夹具 ■ 可进行0201,01005器件的测量 ■ 全自动表面氧化物清除 ■ 可同时输出润湿力和角度 ■ 软件多种语言自动切换:中文,英文,法 文,德文... ST88 技术指标 传感器 线性度0.1%, 分辨率1mg 浸润深度 0.02-25mm 之间可以调整,每步0.01mm 浸润速度 1-50mm/s 可以调整,每步1mm 退出速度 1-50mm/s 可以调整,每步1mm 温度范围 室温-450度 测试模式 锡球/锡槽 氮气保护 <100ppm O 2 锡球测试 1,2,4mm 锡球 重量 50kg 电源 110V/220V 可选 联系我们
铁素体不锈钢焊接性评定试验报告 一、铁素体不锈钢的焊接特点: 1、要求低温预热 高铬铁素体不锈钢在室温时韧性较低,焊接时焊接接头易形成高温脆化,在一定条件下可能产生裂纹。通过预热,使焊接接头处于富有韧性的状态下施焊,能有效地防止裂纹的产生;但是焊接时的热循环又会使焊接接头近缝区的晶粒急剧长大粗化,而引起脆化。为此,预热温度的选择要慎重,一般控制在100-200℃,随着母材金属中含铬量的提高,预热温度可相应提高。但预热温度过高,也会使焊接接头过热而脆化。 2、475℃脆性的防止 475℃脆性是高铬铁素体不锈钢焊接时的主要问题之一。杂质对475℃脆性有促进作用,因此,需提高母材金属和熔敷金属的纯度,缩短铁素体不锈钢焊接接头在这个温度区间的停留时间,以防止475℃脆性的产生。 一旦出现475℃脆性,可以在600℃以上温度短时间加热,再以较快的速度冷却,给予消除。 3、焊接材料的选择 对于可以焊前预热或焊后进行热处理的焊接构件,可选用与母材金属相同化学成分的焊接材料;对于不允许预热或焊后不能进行热处理的焊接构件,应选用奥氏体不锈钢焊接材料,以保证焊缝具有良好的塑性和韧性。 铁素体不锈钢的焊接方法通常采用焊条电弧焊、钨极氩弧焊、熔化极气体保护焊和埋弧焊等。当采用同质的焊接材料时,焊缝金属呈粗大的铁素体组织,韧性很差。通过焊后热处理,焊接接头的塑性可以得到改善,韧性略有提高。用同质焊材焊成的焊缝其优点是:焊缝与母材有一样的颜色和形貌,相同的线膨胀系数和大体相似的耐蚀性,但抗裂性不高。用异质奥氏体焊材所焊成的焊缝具有很好的塑性,应用较多,但要控制好母材金属对奥氏体焊缝的稀释。用异质焊条施焊,通过“5、操作要点”可减少高温脆化和475℃脆化,防止裂纹的形成。 鉴于多方面的适应性,本次评定试验拟采用奥氏体不锈钢焊接材料,且考虑到铁素体不锈钢母材(高Cr无Ni)对焊接接头的稀释作用,决定选择较高Ni含量的ER308L焊丝。4、焊后热处理 对于同质材料焊成的铁素体不锈钢焊接接头,热处理的目的是使焊接接头组织均匀化,从而提高其塑性及耐蚀性。焊后热处理温度为750-800℃,空冷。用奥氏体焊材所焊成的焊缝可免去焊前预热、焊后热处理。 5、操作要点 焊接过程中,尽量减少焊接接头在高温的停留时间,有助于焊接接头的热影响区铁素体组织的晶粒不致很快长大,从而提高焊接接头塑性。可采取焊后强制的冷却方式来减少高温脆化和475℃脆化,防止裂纹的形成。具体措施如下。 1)无论采用何种焊接方法,都应采用小的热输入的焊接参数,选用小直径的焊接材料。 2)采用窄焊缝技术和快的焊接速度进行多层多道焊。焊接时,焊接材料不允许进行摆动施焊。 3)多层焊时,要严格控制层间温度在150℃左右,不易连续施焊。 4)采用强制冷却焊缝的方法,以减少焊接接头的高温脆化和475℃脆性,同时还可以减少焊接接头的热影响区过热。其方法是通氩冷却或通水冷却、铜垫板等。 二、焊前准备
焊接国家标准总汇 标准号标准名称 焊接基础通用标准 GB/T3375--94 焊接术语 GB324--88 焊缝符号表示法 GB5185--85 金属焊接及钎焊方法在图样上的表示代号 GB12212--90 技术制图焊缝符号的尺寸、比例及简化表示法 GB4656--84 技术制图金属结构件表示法 GB985--88 气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式和尺寸GB986--88 埋弧焊焊缝坡口的基本形式与尺寸 GB/T12467.1—1998 焊接质量要求金属材料的熔化焊第1部分:选择及使用指南GB/Tl2468.2--1998 焊接质量保证金属材料的熔化焊第2部分:完整质量要求 GB/Tl2468.3--1998 焊接质量保证金属材料的熔化焊第3部分:一般质量要求 GB/Tl2468.4--1998 焊接质量保证金属材料的熔化焊第4部分:基本质量要求 GB/T12469--90 焊接质量保证钢熔化焊接头的要求和缺陷分级 GBl0854--90 钢结构焊缝外形尺寸
GB/T16672—1996 焊缝----工作位置----倾角和转角的定义焊接材料标准 焊条 GB/T5117--1995 碳钢焊条 GB/T5118--1995 低合金钢焊条 GB/T983—1995 不锈钢焊条 GB984--85 堆焊焊条 GB/T3670--1995 铜及铜合金焊条 GB3669--83 铝及铝合金焊条 GBl0044--88 铸铁焊条及焊丝 GB/T13814—92 镍及镍合金焊条 GB895--86 船用395焊条技术条件 JB/T6964—93 特细碳钢焊条 JB/T8423—96 电焊条焊接工艺性能评定方法 GB3429--82 碳素焊条钢盘条 JB/DQ7388--88 堆焊焊条产品质量分等