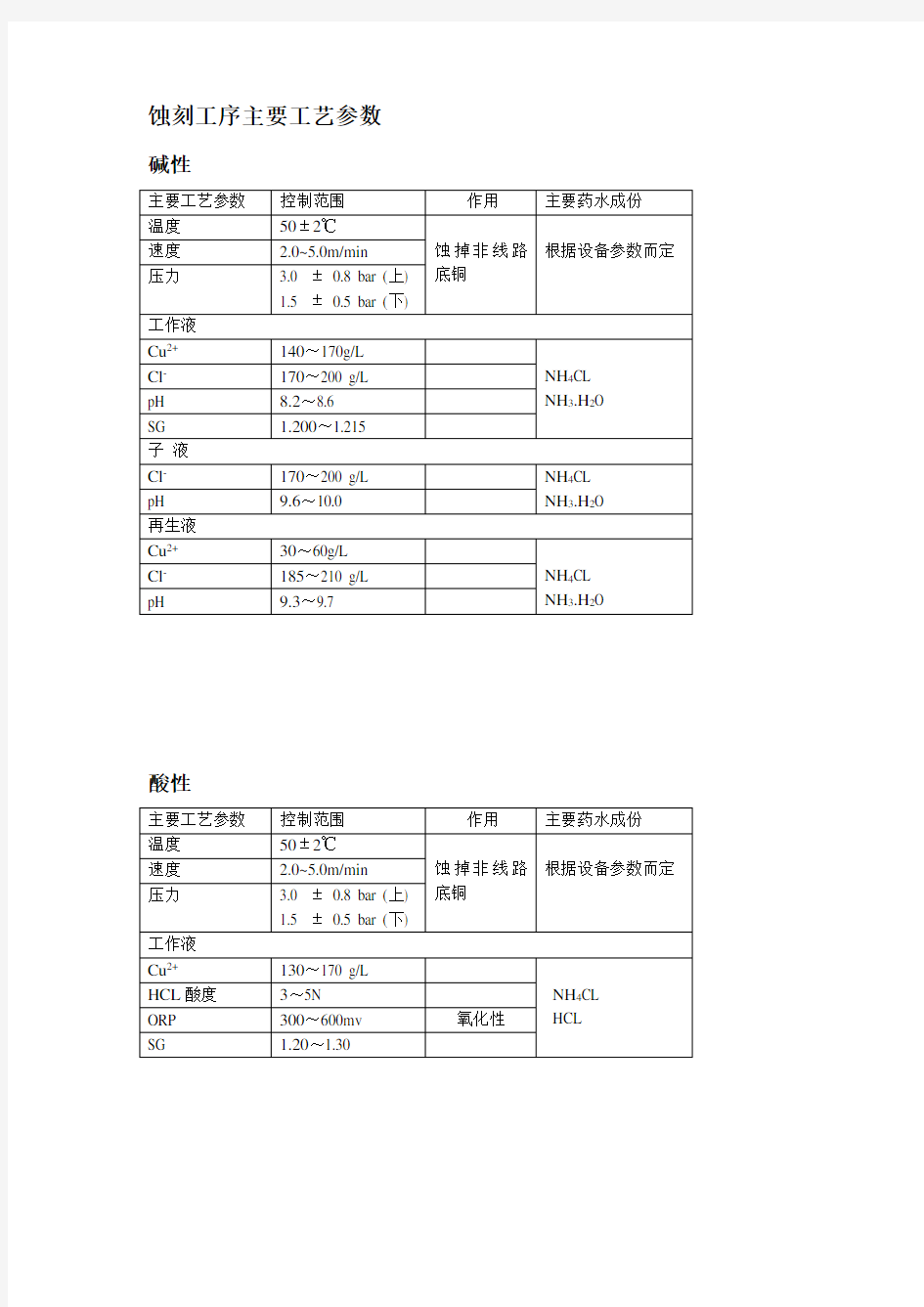
碱性
酸性
碱性氯化铜蚀刻液 1.特性 1)适用于图形电镀金属抗蚀层,如镀覆金、镍、锡铅合金,锡镍合金及锡的印制板的蚀刻。 2)蚀刻速率快,侧蚀小,溶铜能力高,蚀刻速率容易控制。 3)蚀刻液可以连续再生循环使用,成本低。 2.蚀刻过程中的主要化学反应 在氯化铜溶液中加入氨水,发生络合反应: CuCl 2+4NH 3 →Cu(NH 3 ) 4 Cl 2 在蚀刻过程中,板面上的铜被[Cu(NH 3) 4 ]2+络离子氧化,其蚀刻反应如下: Cu(NH 3) 4 Cl 2 +Cu →2Cu(NH 3 ) 2 Cl 所生成的[Cu(NH 3) 2 ]1+为Cu1+的络离子,不具有蚀刻能力。在有过量NH 3 和Cl-的情 况下,能很快地被空气中的O 2所氧化,生成具有蚀刻能力的[Cu(NH 3 ) 4 ]2+络离子, 其再生反应如下: 2Cu(NH 3) 2 Cl+2NH 4 Cl+2NH 3 +1/2 O 2 →2Cu(NH 3 ) 4 Cl 2 +H 2 O 从上述反应可看出,每蚀刻1克分子铜需要消耗2克分子氨和2克分子氯化铵。因此,在蚀刻过程中,随着铜的溶解,应不断补加氨水和氯化铵。 应用碱性蚀刻液进行蚀刻的典型工艺流程如下: 镀覆金属抗蚀层的印制板(金、镍、锡铅、锡、锡镍等镀层) →去膜→水洗→吹干→检查修板→碱性蚀刻→用不含Cu2+的补加液二次蚀刻→水洗→检查→浸亮(可选择) →水洗→吹干 3. 蚀刻液配方 蚀刻液配方有多种,1979年版的印制电路手册(Printed Circuits Handbook)中介绍的配方见表10-4。 表10-4 国外介绍的碱性蚀刻液配方
国内目前大多采用下列配方: CuCl 2·2H 2 O 100~150g/l 、NH 4 Cl 100g/l 、NH 3 ·H 2 O 670~700ml/1 2 配制后溶液PH值在9.6左右。溶液中各组份的作用如下: NH 3·H 2 O的作用是作为络合剂,使铜保持在溶液里。 NH 4 Cl的作用是能提高蚀刻速率、溶铜能力和溶液的稳定性。 (NH4) 3PO 4 的作用是能保持抗蚀镀层及孔内清洁。 4.影响蚀刻速率的因素 蚀刻液中的Cu2+的浓度、PH值、氯化铵浓度以及蚀刻液的温度对蚀刻速率均有影响。掌握这些因素的影响才能控制溶液,使之始终保持恒定的最佳蚀刻状态,从而得到好的蚀刻质量。 Cu2+浓度的影响 因为Cu2+是氧化剂,所以Cu2+的浓度是影响蚀刻速率的主要因素。研究铜浓度与蚀刻速率的关系表明:在0-11盎司/加仑时,蚀刻时间长;在11-16盎司/加仑时,蚀刻速率较低,且溶液控制困难;在18-22盎司/加仑时,蚀刻速率高且溶液稳定;在22-30盎司/加仑时,溶液不稳定,趋向于产生沉淀。 注:1加仑(美制)=3.785升 1盎司= 28.35克1盎司/加仑=28.35/3.785=7.5G/1
蚀刻片(Photo-etched sheets简称PE),是用一些技术腐蚀出来的金属片,一般材质有铜、不锈钢和镀膜的合金等。下面就让广德均瑞电子科技为您简单解析,希望可以帮助到您! 蚀刻片(PHOTO-ETCHING PARTS)是项令人又爱又怕的模型科技产品,其生产的原理很类似电路板的方法,是利用强腐蚀性的强酸蚀刻掉不需要的部份,剩余的部份即为常见的蚀刻片产品。它的细部表现功夫凌驾于现有的各种模型材料之上,只要掌握制作技巧并辅助使用于模型上,相信可令您的作品精细度巨增。 现有的蚀刻片材质有两种,一为不锈钢,一为铜。不锈钢产品的外观亮丽,且能制出很细致的细部线条,比较适合超细部的表现,但因其硬度高,所以在切割及加工时较麻烦,而且无法用一般的烙铁来焊接组合。铜的外观不及不锈钢的亮丽,但硬度低,很容易加工,可
以用一般的烙铁来焊接组合。左上为AFV CLUB的M-88回收战车的不锈钢材质细部零件,可注意它的网目有多么细。左下为TAMIYA 的不锈钢材质[ 工具],可用它来刮出战车表面的防磁纹构造。右边为STENCILIT的铜材质[ 喷漆型板],可用来喷出各种图案。由这三个产品来看,蚀刻片不光是用在细部零件用途上而已,现已有更多的辅助工具是利用它的特性所制成。 广德均瑞电子科技有限公司注册资金500万人民币,拥有不锈钢五金蚀刻加工独立法人环评资质,厂房面积2000平方米,6条不锈钢生产线,公司销售生产管理人员均超十年不锈钢蚀刻生产加工经验。公司主要生产集成电路导线架;接地端子; 表面贴装零件(SMT)模板;精密线材布线钢板;编码器光栅;手机按键、RDIF天线、基板及金属配件;(VFD)栅网、陈列、支架;电极针(放电针);各类金属过滤网片/喇叭网片;眼镜框架;精密元器件掩模板;LCD背光模仁、钢版;显像管荫罩;电脑硬盘骨架;金属蚀刻发热片工艺等。
一、光固化原理 UV涂料即紫外光固化涂料,紫外光固化涂料经紫外光照射后,首先光引发剂吸收紫外光辐射能量而被激活,其分子外层电子发生跳跃,在极短的时间内生成活性中心,然后活性中心与树脂中的不饱和基团作用,引发光固化树脂和活性稀释剂分子中的双键断开,发生连续聚合反应,从而相互交联成膜。化学动力学研究表明,紫外光促使UV涂料固化的机理属于自由基连锁聚合。首先是光引发阶段;其次是链增长反应阶段,这一阶段随着链增长的进行,体系会出现交联,固化成膜;最后链自由基会通过偶合或歧化而完成链终止。 二、什么是(UV)固化技术 它是指通过一定波长的紫外光照射,使液态的树脂高速聚合而成固态的一种光加工工艺。光固化反应本质上是光引发的聚合、交联反应。 光固化涂料是光固化技术在工业上大规模成功应用的最早范例,也是目前光固化产业领域产销量最大的产品,规模远大于光固化油墨和光固化胶粘剂。早期的光固化涂料主要应用于木器涂装,随着技术的不断发展和市场的开拓,光固化涂料所适用于的基材已由单一的木材扩展至纸张、各类塑料、金属、水泥制品、织物、皮革、石材(防护胶)等,外观也由最初的高光型,发展为亚光型、磨砂型(仿金属蚀刻)金属闪光型、珠光型、烫金型、纹理型等等。适宜涂装方式包括淋涂、辊涂、喷涂、浸涂等。 (UV)技术已一步一步的渗透到传统商品的方方面面,使商品变得更美,使厂家更能获益。 (UV)固化技术的出现解决了一些关键的技术难题,首先(UV)固化采用(UV)光波原理,使(UV)涂料渗透到石材内部与石质发生连接.当固化反应完成后(UV)面也同时有较高的硬度,石材在使用中表面不与外界接触,而是(UV)涂层与外界接触,而当(UV)涂层受损时,非常容易修补,恢复原貌;所以(UV)养护技术必将在石材界引起一个革命性的改变,使养护更加快捷、方便、环保、并且成本更低。
酸性氯化铜蚀刻液 1、特性 适用于生产多层板内层,掩蔽法印制板和单面印制板,采用的抗蚀剂是网印抗蚀印料、干膜、液体感光抗蚀剂,也适用于图形电镀金抗蚀印制电路板的蚀刻。 电镀金抗蚀层印制电路板的蚀刻: A,蚀刻速率易控制,蚀刻液在稳定的状态下,能达到高的蚀刻质量。 B,溶铜量大。 C,蚀刻液容易再生与回收,减少污染。 2、化学组成: 化学组分 1 2 3 4 5 Cucl2.2H2O 130-190g/l 200g/l 150-450g/l 140-160g/l 145-180g/l HCL 150-180ml/l 100ml/l 7-8g/l 120-160g/l NaCL 100g/l NH4CL 饱和平共处160g/l H2O 添加到1升添加到1升添加到1升添加到1升添加到1升 3、蚀刻原理 在蚀刻过程中,氯化铜中的二价铜具有氧化性,能将印制电路板面上的铜氧化成一价铜,其化学反应如下: 蚀刻反应:CU+CUCL2→CU2CL2 所形成氯化亚铜是不易溶于水的,在有过量的氯离子存在的情况下,能形成可溶性的络离子,其化学反应如下: 络合反应:CU2CL2+4CL—→2「CUCL3」2- 随着铜的蚀刻,溶液中的一价铜墙铁壁越来越多,蚀刻能力很快就会下降,以至最后失去效果,为保证连续的蚀刻能力,可以通过各种方法进行再生,使一价铜重新转变成二价铜,达到下常工艺标准。 4、影响蚀刻速率的影响。 A、氯离子含量的影响。 蚀刻液的配制和再生都需要氯离子参加,但必须控制盐酸的用量,在蚀刻反应中,生产CU2CL2不易溶于水,而在铜表面生成一层氯化亚铜膜,阻止了反应进行,但过量的氯离子能与CU2CL2络合形成可溶性络离子「CUCL3」2-从铜表面溶解下来,从而提高了蚀刻速率。 B、一价铜的影响 微量的一价铜存在蚀刻液中,会显著的隆低蚀刻速率。 C、二价铜含量的影响,通常二价铜离子浓度低于2克离子时,蚀刻速率低,在2克离子时,蚀刻速率 就高,当铜含量达到一定浓度时,蚀刻速率就会下降,要保持恒定的蚀刻速率就必须控制蚀刻液内的含铜量,一般都采用比重方法来控制溶液内的含铜量,通常控制比重在1.28—1.295之间(波美度31--330BE’),此时的含铜量为120—150克/升。
蚀刻液分类 目前已经使用的蚀刻液类型有六种类型: 酸性氯化铜 碱性氯化铜 氯化铁 过硫酸铵 硫酸/铬酸 硫酸/双氧水蚀刻液。 各种蚀刻液特点 酸性氯化铜蚀刻液 1) 蚀刻机理:Cu+CuCl2→Cu2Cl2 Cu2Cl2+4Cl-→2(CuCl3)2- 2) 影响蚀刻速率的因素:影响蚀刻速率的主要因素是溶液中Cl-、Cu+、Cu2+的含量及蚀刻液的温度等。 a、Cl-含量的影响:溶液中氯离子浓度与蚀刻速率有着密切的关系,当盐酸浓度升高时,蚀刻时间减少。在含有6N的HCl溶液中蚀刻时间至少是在水溶液里的1/3,并且能够提高溶铜量。但是,盐酸浓度不可超过6N,高于6N盐酸的挥发量大且对设备腐蚀,并且随着酸浓度的增加,氯化铜的溶解度迅速降低。 添加Cl-可以提高蚀刻速率的原因是:在氯化铜溶液中发生铜的蚀刻反应时,生成的Cu2Cl2不易溶于水,则在铜的表面形成一层氯化亚铜膜,这种膜能够阻止反应的进一步进行。过量的Cl-能与Cu2Cl2络合形成可溶性的络离子(CuCl3)2-,从铜表面上溶解下来,从而提高了蚀刻速率。 b、Cu+含量的影响:根据蚀刻反应机理,随着铜的蚀刻就会形成一价铜离子。较微量的Cu+就会显著的降低蚀刻速率。所以在蚀刻操作中要保持Cu+的含量在一个低的范围内。 c、Cu2+含量的影响:溶液中的Cu2+含量对蚀刻速率有一定的影响。一般情况下,溶液中Cu2+浓度低于2mol/L时,蚀刻速率较低;在2mol/L时速率较高。随着蚀刻反应的不断进行,蚀刻液中铜的含量会逐渐增加。当铜含量增加到一定浓度时,蚀刻速率就会下降。为了保持蚀刻液具有恒定的蚀刻速率,必须把溶液中的含铜量控制在一定的范围内。 d、温度对蚀刻速率的影响:随着温度的升高,蚀刻速率加快,但是温度也不宜过高,一般控制在45~55℃范围内。温度太高会引起HCl过多地挥发,造成溶液组分比例失调。另外,如果蚀刻液温度过高,某些抗蚀层会被损坏。 碱性氯化铜蚀刻液
硅蚀刻工艺在MEMS中的应用 文章来源:本站原创 点击数:97 录入时间:2006-4-7 减小字体增大字体 Dave Thomas / Trikon Technologies,Newport,Wales,United Kingdom 本文介绍了在现代微机电系统(MEMS;Micro Electro-Mechanical System)制造过程中必不可少的硅蚀刻流程,讨论了蚀刻设备对于满足四种基本蚀刻流程的要求并做了比较,包括块体(bulk)、精度(pre cision)、绝缘体上硅芯片(SOI;Silicon On Insulator)及高深宽比的蚀刻(high aspect ratio etching)等。并希望这些基本模块能衍生出可提供具备更高蚀刻率、更好的均匀度、更平滑的蚀刻侧壁及更高的高深宽比的蚀刻能力等蚀刻设备,以满足微机电系统的未来发展需求。 微机电系统是在芯片上集成运动件,如悬臂(cantilever)、薄膜(membrane)、传感器(sensor)、反射镜(mirror)、齿轮(gear)、马达(motor)、共振器(resonator)、阀门(valve)和泵(pump)等。这些组件都是用微加工技术(micromachining)制造的。由于硅材料的机械性及电性众所周知,以及它在主流IC制造上的广泛应用,使其成为微加工技术的首要选择材料。在制造各式各样的坑、洞、齿状等几何形状的方法中,湿式蚀刻具有快速及低成本的优势。然而,它所具有对硅材料各方向均以相同蚀刻速率进行的等向性(isotropic)蚀刻特性、或者是与硅材料的晶体结构存在的差异性、产生不同蚀刻速率的非等向性(a nisotropic)等蚀刻特性,会限制我们在工艺中对应用制造的特定要求,例如喷墨打印机的细微喷嘴制造(非等向性蚀刻特性总会造成V形沟槽,或具锥状(tapered walls)的坑洞,使关键尺寸不易控制)。而干式蚀刻正可克服这个应用限制,按照标准光刻线法(photolithographic)的光罩所定义的几何图案,此类干式蚀刻工艺可获取具有垂直侧壁的几何图案。举例来说,通常要蚀刻定义出较大尺寸的组件,如电容式加速微传感器(capacitive accelerometers)。通常我们会优先考虑湿式蚀刻方式,但对于需要更精确尺寸控制、或是整体尺寸需微缩的组件的制造,则会考虑选择采用干式蚀刻来达到工艺要求。 硅蚀刻 广泛应用的硅蚀刻方法,是起源于德国Robert Bosch公司开发的非等向性硅蚀刻工艺方法,被称为Bosch 气体交替技术(Bosch gas-switching technique)[1]。利用具有非等向性蚀刻反应的等离子源,与通过反应形成高分子蔽覆层(polymeric passivation layer)的另一种等离子源,两者反复交替进行的方法,以达到硅蚀刻的工艺要求。常用的在硅蚀刻生产过程中的气体选择,多是采用SF6(六氟化硫),因其可在能量只有2 0eV的条件下即可分解出6个氟原子,而这些氟原子会继续与Si反应形成挥发性SiF4(四氟化硅)。理论上,已定义几何图案的6寸硅晶圆占据了大约15%的裸片面积,设定等离子反应室内压力>30mtorr、SF6
碱性蚀刻液回用铜回收设备 操 作 规 范 (试用版) 2012 年 11月
目录 1.清洗 (3) 2.测试搅拌、泵、过滤器的运行情况 (3) 3.调配电解槽电解液的酸度 (3) 4.调配水洗液的酸度 (4) 5.调节好萃取缸1、2、3、4的液位 (4) 6.设备的启动、操作及注意事项 (5) 7.停机 (7) 8.参数检测方法 (8) 9.蚀刻液循环系统保养细则 (9) 10.了解氨气及其防范措 (10) 11.附表 (11)
1.清洗 1.1先用毛巾清理安装时缸里的灰尘和胶丝; 1.2再用自来水清洗2~3次,直至把各个缸清洗干净为止; 1.3清洗干净后,试水,往各个缸注自来水(至每个缸容积的3/4),检查各 个缸的性能,是否有漏夜; 2.测试搅拌、泵、过滤器的运行情况 2.1到电控箱的【泵浦界面】把搅拌、泵逐个逐个打开,逐个检查各搅拌、 泵是否反转异常等; 2.2如果发现异常,立刻停止启动,及时处理异常后才能试运; 2.3检查各个过滤器的运行情况,查看其是否压力过大等问题,及时做好处 理措施,防止压力过大损坏泵; 2.4检查各管道是否通畅,是否接好,是否漏液; 2.5检查完各个设备正常工作后,准备下阶段的工作。 3.调配电解槽电解液的酸度 3.1把电解槽里的自来水调至约8m3,把试水时多余的自来水排掉(如有杂物用 水瓢捞出来,以防堵泵和管道); 3.2把AC缸的循环泵P7开启、打开冷凝水阀门(把阀门开到最大); 3.3穿戴好防化服、水鞋、手套等劳保,加入纯度较高的硫酸(约2.8吨、浓 度98%),加硫酸时,不能单独进行,旁边一定要有人监视(由于加的量比较多,可多人轮换添加)
銘瑞通SUS304不锈钢蚀刻工艺说明 Designer:张辉亭 DATE:2014/9/17
SUS304不锈钢蚀刻背胶工艺流程 清洗清洗 开料预烤曝光显影检验蚀刻脱模清洗烘干检验 贴胶压合拆废料检验包装出货
开料 1.开料前检验钢片原材料有无擦花、刮伤、折角、并弯折钢片有无弹性,以检验钢片韧性及硬度是否合格. 2.用卡尺测量钢片厚度,看是否与流转单上所要求厚度一致. 3.开料尺寸公差控制在±1mm内,要求在裁切时需一次裁断,裁切后钢片边缘不能有卷边,毛刺等现象. 4.开料时需戴厚棉手套操作,避免被钢片边缘割伤. 5.开料钢片时规定专用剪床开料,每次开料前后对剪床各部件加以擦拭,打油,每2个月对剪床刀口进行一次抛光.
清洗 1.钢片来料如有油渍,污垢等不良,需浸泡浓度10﹪碱性除油剂30min 2.双面磨板,速度2.0m/min 厚度0.1-0.15mm,磨刷压力2.5-2.7A,厚度为0.2-0.25mm磨刷压力2.3-2.5A, 烘干温度85±3℃ 3.清洗时不能过酸性除油,微蚀等一切呈酸性物质
涂布 固化 1.用湿膜丝印,湿膜不可以加开油水,保证湿膜丝印性能,油墨不可过期使用 2.采用双面涂布机涂布,用猪笼架插架避免板面划伤。 3.丝印后静止10min,方可烘烤,烘烤第一面80℃ 20min, 4.注意插架时避免擦花油墨,涂布时不可污染钢片表面,注意台面清洁,不能用洗网水清洁台面,台面不能贴任何胶带和异物导致蚀刻后造成板面凹坑不良。
曝光 1.曝光前先检查菲林版本或型号有无出错,如有异形钢片菲林(单PCS过大或者拼板不规则)通知工程确认 2.对底片时对准菲林四周阴阳盘夹边,烫底片时至少保证烫点离阴阳焊盘至少5mm 3.夹边时夹条需采用与生产钢片相等厚度的FR4或PET夹边.如菲林是生产0.2mm的钢片就用0.2mm的FR4或PET夹边 4.生产时每生产5PNL必须检查一次菲林,查看菲林四周阴阳PAD有无透光偏位,菲林有无擦花 5.曝光擦气时需真空延时5秒后才可擦气,以防止曝光不良,曝光能量设定为8-9格
一、晶圆处理制程 晶圆处理制程之主要工作为在硅晶圆上制作电路与电子组件(如晶体管、电容体、逻辑闸等),为上述各制程中所需技术最复杂且资金投入最多的过程,以微处理器(Microprocessor)为例,其所需处理步骤可达数百道,而其所需加工机台先进且昂贵,动辄数千万一台,其所需制造环境为为一温度、湿度与含尘量(Particle)均需控制的无尘室(Clean-Room),虽然详细的处理程序是随着产品种类与所使用的技术有关;不过其基本处理步骤通常是晶圆先经过适当的清洗(Cleaning)之后,接着进行氧化(Oxidation)及沈积,最后进行微影、蚀刻及离子植入等反复步骤,以完成晶圆上电路的加工与制作。 二、晶圆针测制程 经过Wafer Fab之制程后,晶圆上即形成一格格的小格,我们称之为晶方或是晶粒(Die),在一般情形下,同一片晶圆上皆制作相同的芯片,但是也有可能在同一片晶圆上制作不同规格的产品;这些晶圆必须通过芯片允收测试,晶粒将会一一经过针测(Probe)仪器以测试其电气特性,而不合格的的晶粒将会被标上记号(Ink Dot),此程序即称之为晶圆针测制程(Wafer Probe)。然后晶圆将依晶粒为单位分割成一粒粒独立的晶粒,接着晶粒将依其电气特性分类(Sort)并分入不同的仓(Die Bank),而不合格的晶粒将于下一个制程中丢弃。 三、IC构装制程 IC构装制程(Packaging)则是利用塑料或陶瓷包装晶粒与配线以成集成电路(Integrated Circuit;简称IC),此制程的目的是为了制造出所生产的电路的保护层,避免电路受到机械性刮伤或是高温破坏。最后整个集成电路的周围会向外拉出脚架(Pin),称之为打线,作为与外界电路板连接之用。
蚀刻标牌也叫腐蚀金属标牌。主要查采用掩膜、蚀刻后处理三步进行加工制做而成的凸字金属标牌或凹字金属标牌。下面就让广德均瑞电子科技为您简单解析,希望可以帮助到您! 制做工艺 1、下料:按图纸要求(版面尺寸)的大小,四周外加不低于5mm 以上的毛边。剪板用720型脚踏式剪板机,要求表面平整,四周无毛利。 2、金属腐蚀标牌表面处理: (1)机械式抛光:用2.2-4千瓦抛光机,对毛料进行机械抛光,布轮使用300-350电机转速一般2000-3000转/min。
(2)碱处理:用10-15%的氢氧化钠在65-85℃的水溶液中将金属板煮10-30秒,然后用清水洗净,浸入5%的重铭酸水溶液中。 (3)粉处理法:用平刷蘸老粉(双粉)将版子均匀的十字交叉法刷洗耳恭听,以直到除去污面,或去除氧皮的效果,然后用5%重铬酸钾水溶液中封闭。 (4)拉丝处理法:用机械或手工拉丝的方法,将金属板面进行拉丝处理,以达到金属表面再生效果。 广德均瑞电子科技有限公司注册资金500万人民币,拥有不锈钢五金蚀刻加工独立法人环评资质,厂房面积2000平方米,6条不锈钢生产线,公司销售生产管理人员均超十年不锈钢蚀刻生产加工经验。公司主要生产集成电路导线架;接地端子; 表面贴装零件(SMT)模板;精密线材布线钢板;编码器光栅;手机按键、RDIF天线、基板及金属配件;(VFD)栅网、陈列、支架;电极针(放电针);各类金
属过滤网片/喇叭网片;眼镜框架;精密元器件掩模板;LCD背光模仁、钢版;显像管荫罩;电脑硬盘骨架;金属蚀刻发热片工艺等。 广德均瑞电子科技是以补强钢片为主打产品的蚀刻厂,ISO9001认证工厂,具有独立法人和环评资质,持有排污许可证的企业。拥有6蚀刻加工生产线,免费提供FPC补强板工艺解决方案以及蚀刻行业资讯。
磁控溅射台技术参数 一、设备名称:磁控溅射台 二、采购数量:1台 三、技术参数及配置要求: 1.真空室:不锈钢真空室 2.极限真空:6.7×10-5 Pa(环境湿度≤55%); 3.真空室漏气率:≤5.0×10-7 Pa?L/s; 4.抽气速率:系统短时间暴露大气并充干燥N2开始抽气,溅射室30分钟可达到9.0×10-4 Pa; 5.真空室保压:系统停泵关机12小时后真空度:≤5Pa; 6.溅射材料:至少3inch向下兼容;各种金属、合金、化合物、陶瓷、超导、铁磁、铁电、热电、磁性材料薄膜 7.溅射靶:Φ60mm可弯曲磁控溅射靶三只(其中一只为强磁靶),上置安装,靶基距6~10cm范围内可调; 8.溅射不均匀性:≤±5%(共溅工位Φ75mm范围内,直溅工位Φ37.5mm范围内) 9.溅射室规格:内空容量≥0.1m3 10工件台旋转:中心工位自转,转速5~30rpm可调, 11样品加热:样品衬底可加热,共溅加热温度≥600℃,直溅三工位加热温度均达到≥400℃,多段控温模式,控温精度±1%, 12.载片量:Φ75mm 样片一片。 13.高效实验模式。一炉可以完成不少于3次的相互无污染的独立工艺试验。 14.进口射频电源:600W,一台。 15.进口直流电源,1000W,一台。 16.偏压电源,一台。 17.质量流量控制器2台,气路三条Ar、O2、N2,并提供气体Ar、O2、N2各一瓶,以及相关减压阀。 18.复合分子泵,600升/秒,设备选用不低于中科科仪产品。 19.外企生产机械泵:8升/秒,设备选用不低于日本真空独资宁波爱发科产品。
20.超高真空插板阀。 21.自动压力控制系统,配套进口规管。 22.全自动控制系统,包括进口控制模块、工控机、控制软件。 23.配套循环冷却水机、静音空气压缩机。 24. 配套靶材7种:Al、Cu、Cr、Ti、Si、SiO2、Au(其中靶材Au为Φ60mm*3mm,纯度不低于99.99%,其他6种为Φ60mm*5mm,高纯)。 四、安装、售后及培训: 1、交货期:合同正式生效后30天内到货。 2、质保期:自验收之日起,仪器设备至少免费保修三年。 3、包含该设备运输,上楼搬运,所需气路实验室内部铺设。仪器安装、验收:专业工程师提供免费的安装调试,并按照出厂指标验收。 4、培训:免费提供该仪器设备培训;提供本设备全套操作教学视频。
金属蚀刻工艺流程 (一)金属蚀刻工艺流程 金属的种类不同,其蚀刻的工艺流程也不同,但大致的工序如下:金属蚀刻板→除油→水洗→浸蚀→水洗→干燥→丝网印刷→千燥→水浸2~3min→蚀刻图案文字→水洗→除墨→水洗→酸洗→水洗→电解抛光→水洗→染色或电镀→水洗→热水洗→干燥→软布抛(擦光)光→ 喷涂透明漆→干燥→检验→成品包装。 1.蚀刻前处理 在金属蚀刻之前的工序都是前处理,它是保证丝印油墨与金属面具有良好附着力的关键工序,因此必须要彻底清除金属蚀刻表面的油污及氧化膜。除油应根据工件的油污情况定出方案,最好在丝印前进行电解除油,保证除油的效果。除氧化膜也要根据金属的种类及膜厚的情况选用最好的浸蚀液,保证表面清洗干净。在丝网印刷前要干燥,如果有水分,也会影响油墨的附着力,而且影响后续图纹蚀刻的效果 甚至走样,影响装饰效果。 2.丝网印刷 丝网印刷要根据印刷的需要制作标准图纹丝印网版。图纹装饰工序中,丝印主要起保护作用,涂感光胶时次数要多些,以便制得较厚的丝网模版,这样才使得遮盖性能好,蚀刻出的图纹清晰度高。丝网版的胶膜在光的作用下,产生光化学反应,使得光照部分交联成不溶于水的胶膜,而未被光照部分被水溶解而露出丝网空格,从而在涂有胶膜丝网版上光刻出符合黑白正阳片图案的漏网图纹。 把带有图纹的丝印网版固定在丝网印刷机上,采用碱溶性耐酸油墨,在金属板上印制出所需要的图纹,经干燥后即可进行蚀刻。 3.蚀刻后处理 蚀刻后必须除去丝印油墨。一般的耐酸油墨易溶于碱中。将蚀刻板浸入40~60g/L的氢氧化钠溶液中,温度50~80℃,浸渍数分钟即可退去油墨。退除后,如果要求光亮度高,可进行抛光,然后进行染色,染色后为了防止变色及增加耐磨、耐蚀性,可以喷涂透明光漆。 对于一些金属本身是耐蚀性能好而且不染色的,也可以不涂透明漆,要根据实际需要而定。 (二)化学蚀刻溶液配方及工艺条件 蚀刻不同的金属要采用不同的溶液配方及工艺条件,常用金属材料的蚀刻溶液配方及工艺条件见表6―4~表6-6。
(19)中华人民共和国国家知识产权局 (12)发明专利申请 (10)申请公布号 (43)申请公布日 (21)申请号 201910318744.0 (22)申请日 2019.04.19 (71)申请人 惠州市臻鼎环保科技有限公司 地址 516055 广东省惠州市东江高新区东 兴片区东新大道106号东江创新大厦 内16楼1602室 (72)发明人 刘剑锋 高东瑞 李强 (74)专利代理机构 北京国昊天诚知识产权代理 有限公司 11315 代理人 王华强 (51)Int.Cl. C23F 1/46(2006.01) C25C 1/12(2006.01) C25C 7/00(2006.01) (54)发明名称提高酸性蚀刻液再生回用率的系统及方法(57)摘要本发明揭示一种提高酸性蚀刻液再生回用率的系统,其包括蚀刻产线、电解装置、添加装置、再生液调配装置以及再生液ORP提升装置,蚀刻产线的富铜酸性蚀刻废液经电解装置电解后成氯气和贫铜电解清液,贫铜电解清液与蚀刻产线的低ORP酸性蚀刻液混合形成再生酸性蚀刻液,再生液ORP提升装置对酸性蚀刻液进行逆流喷射,并与氯气碰撞,获得高ORP酸性蚀刻再生液再返回蚀刻产线;本发明还揭示了一种提高酸性蚀刻液再生回用率的方法。本申请通过再生液ORP提升装置的设置,获得高ORP酸性蚀刻再生液再返回蚀刻产线,以提高蚀刻产线上酸性蚀刻液的ORP,替代了传统蚀刻产线添加氧化剂与盐酸的方式,提高了蚀刻废液的再生回用率,降低了 化学剂的使用和废水的排放。权利要求书2页 说明书8页 附图2页CN 109943850 A 2019.06.28 C N 109943850 A
不锈钢蚀刻技术 引言 人造木材由于具有色彩鲜艳、图案清晰和价格低廉等优点,而广泛应用于建筑装饰和家具等行业,制约人造木材生产的关键是模具板。利用蚀刻方法能够在不锈钢模具上雕刻出各种花纹图案,提高所加工制件的装饰和美观性能。在技术分为机械、化学和电化学方法等[1~4],其中化学蚀刻具有工艺简单、操作方便、精度高和生产成本低等优点,适合于批量生产,蚀刻深度为20~200μm。化学蚀刻涉及材料科学、照相制版技术和金属腐蚀与防护等。图纹膜的致密性、耐蚀性和耐热性尤为重要。不锈钢抛光技术分为机械、化学和电化学抛光,其中化学抛光具有工艺简单、操作方便、投资少、生产成本低和适应性强等特点[5,6],化学抛光实际是不锈钢溶解和钝化两种过程相互竞争的结果,抛光质量不仅与不锈钢材质、加工方法、制品大小和结构以及表面状态等有关,而且还与溶液配方和抛光工艺参数有关。化学抛光溶液分为王水型、硫酸型、磷酸型和醋酸-双氧水型等[7],为了改善和提高抛光质量而加入一定量添加剂,添加剂不锈钢化学抛光分为浸泡、喷淋和涂膏等,浸泡又分为高温、中温和室温抛光[9]。 目前,我国人造木材行业应用的模具板主要是从欧洲进口,不仅价格昂贵,而且修复困难,因此不锈钢模具板的国产化势在必行。本文针对国产不锈钢板材,研究了化学蚀刻、化学抛光和电镀铬工艺参数。 1 实验 1.1 各种溶液组成 1)化学除油溶液 1.2 工艺流程和工艺规范 不锈钢工件→前处理(手工清理,去除毛刺和焊瘤等)→除油(70~80℃,除尽为止)→清洗→干燥→覆盖带有图纹的膜(应具有无孔、耐蚀和耐热)→化学蚀刻(45~50℃,蚀刻速度10~ 20μm/h)→清洗→脱膜→清洗→化学抛光(25~40℃,1~5h)→清洗→中和(25~40℃,1min)→清洗→电镀铬(阴极电流密度50~60a/dm2,55~60℃)→产品→保护处理→入库。 2 实验结果与讨论 2.1 影响蚀刻的因素 1) fecl3的质量浓度 在蚀刻温度为50℃和盐酸为12ml/l条件下实验:a.fecl3质量浓度不仅影响蚀刻速度,而且影响蚀刻质量。当fecl3小于600g/l时,蚀刻速度慢,很难达到蚀刻效果;b.当fecl3在600~900g/l范围内,蚀刻速度随fecl3质量浓度的增加而增大;c.当fecl3质量浓度大于900g/l时,不仅蚀刻速度随着fecl3质量浓度的增加而减小,而且蚀刻面出现不均匀现象,蚀刻面大时尤为明显,这是由于蚀刻产物在蚀刻面上结晶析出所致。综合考虑,对于奥氏体不锈钢,fecl3质量
蝕刻因子、蝕刻函數 蝕銅除了要作正面向下的溶蝕外,蝕液也會攻擊線路兩側無保護的銅,稱之為側蝕(Undercut),因而造成如香菇般的蝕刻品質問題,Etch Factor即為蝕刻品質的一種指標。Etch Factor一詞在美國(以IPC為主)的說法與歐洲的解釋恰好相反。美國人的說法是”正蝕深度與側蝕凹鍍之比值”,故知就美國說法是”蝕刻因子”越大品質越好;歐洲則恰好相反,其因子卻是愈小愈好,很容易弄錯。下圖為阻劑後直接蝕銅結果的明確比較圖。不過多年以來,IPC在電路板學術活動及出版物上的成就。早已在全世界業界穩占首要地位,故其闡述之定義堪稱已成標準本,無人能所取代。
氯 化 銅 蝕 刻 之 監 控 前言: 近年來印刷電路板製程﹐在內層板或單面板的直接蝕刻上﹐使用氯化銅藥液者﹐愈來愈多。但也因缺乏活用氯化銅的基本知識﹐而拒此法於千里之外者﹐亦常有之。以下簡單整理有關綠化銅蝕刻的反應及其控制管理的情形﹐以供業界參考。 蝕刻之計算 ˙蝕銅反應(理論值): Cu(銅) + CuCl 2(氯化銅)→ 2CuCl(氯化亞銅) (1) 二價銅 一價銅 ˙再生反應: 2CuCl + 2HcL + H 2O 2→ 2CuCl + 2H 2O (2) ˙由上述二式中氯化銅的再生循環﹐以說明再生及添加用量如下: 銅厚35μm(1 oz)之單面基板上﹐其平均銅重量約312.2g/m 2﹐若假設蝕銅率為60%左右時﹐由(1)式中可得到所生成方程式上…兩各單位?的氯化亞銅﹐其重量應為: (312.2g/m 2 x 0.6 ÷63.5) x 2 x 98.9 = 583 g 再由(1)式中知其CuCl 2應有的重量為: [(583 ÷2) + (583 ÷2 – 312 x 0.6)] = 396g 由(2)式中可知﹐進行再生反應一必頇使用之藥液量為: 鹽酸 - - [583 ÷(2 x 98.9)] x 2 x 36.5 = 215g 雙氧水 - - [583÷(2 x 98.9)] x 1 x 34 = 100g 水 - - [583 ÷(2 x 98.9)] x 2 x 18.2 = 106g CuCl 2 - - [583 ÷(2 x 98.9)] x 2 x 134 = 792g 另純鹽酸215g 換算成35%濃度的商品鹽酸時約為521cc 。 純雙氧水100 g 換算成35%濃度的商品雙氧水時約為253 cc 。 但是﹐由(1)式蝕銅後所產生CuCl 中的銅為一價銅﹐是一種水溶性不佳的物質﹐附在銅面上時﹐會造成蝕銅能力之劣化﹐因而使得蝕銅速度減慢。而一般在蝕刻槽內的化學反應多為連續性﹐且相當複雜﹐線從實際的反應型態上試做討論如下。 金屬銅 ←CuCl ﹐ ↓ 2CuCl ↓ ←2HCl ↓ Cu 2Cl 4 ↓ ←H 2O 2 ↓ 2+H 2O
不锈钢蚀刻加工即通过光化学反应和蚀刻来加工金属零件的一种工艺方法。下面就让广德均瑞电子科技为您简单解析,希望可以帮助到您! 该方法充分利用当前先进的计算机辅助设计技术,将需要加工的图形制成菲林,然后将菲林图形通过光化学反应复制到金属材料表面,在金属材料表面形成被保护起来的金属零件图形,再通过蚀刻的方法,把未保护的金属材料蚀掉就产生出了金属零件。 不锈钢蚀刻加工与传统的机械冲制方法相比,具有生产周期短(一般3天可以制造出产品),修改尺寸方便快捷的优点;而机械冲制方法必须具备高精度的冲制设备和模具加工设备,开发周期要2至3个月。由于蚀刻法的特殊性,零件的复杂程度与加工难易程度无关;相对而言,机械冲制方法对复杂的零件处理起来往往会增加制造难度,有的甚至无法加工。蚀刻法制造仅需设计制作菲林(感光胶等),
新品开发费用少;蚀刻加工制造的金属零件无毛刺,不改变材料的磁特性,加工后的产品平整度不受丝毫改变。 广德均瑞电子科技有限公司注册资金500万人民币,拥有不锈钢五金蚀刻加工独立法人环评资质,厂房面积2000平方米,6条不锈钢生产线,公司销售生产管理人员均超十年不锈钢蚀刻生产加工经验。公司主要生产集成电路导线架;接地端子; 表面贴装零件(SMT)模板;精密线材布线钢板;编码器光栅;手机按键、RDIF天线、基板及金属配件;(VFD)栅网、陈列、支架;电极针(放电针);各类金属过滤网片/喇叭网片;眼镜框架;精密元器件掩模板;LCD背光模仁、钢版;显像管荫罩;电脑硬盘骨架;金属蚀刻发热片工艺等。 广德均瑞电子科技是以补强钢片为主打产品的蚀刻厂,ISO9001认证工厂,具有独立法人和环评资质,持有排污许可证的企业。拥有6蚀刻加工生产线,免费提供FPC补强板工艺解决方案以及蚀刻行业资讯。
目录 摘要 (1) 1设计任务书 (2) 1.1项目 (2) 1.2设计内容 (2) 1.3设计规模 (2) 1.4设计依据 (2) 1.5产品方案 (2) 1.6原料方案 (2) 1.7生产方式 (3) 2 工艺路线及流程图设计 (3) 2.1工艺路线选择 (3) 2.2内层车间工艺流程简述 (4) 3.车间主要物料危害及防护措施 (6) 3.1职业危害 (6) 3.2预防措施 (6) 4.氯酸钠/盐酸型蚀刻液的反应原理 (7) 4.1蚀刻机理 (7) 4.2蚀刻机理的说明 (8) 4.3蚀刻中相关化学反应的计算 (8) 5.影响蚀刻的因素 (6) 5.1影响蚀刻速率的主要因素 (10) 5.2蚀刻线参数设计 (10) 6 主要设备一览表 (12) 7车间装置定员表 (13) 8投资表 (13) 9安全、环保、生产要求 (14) 致谢 (15) 参考文献 (16)
蚀刻工艺之酸性氯化铜蚀刻液 摘要:本文介绍了印制电路板制造过程中的酸性氯化铜蚀刻液,并对其蚀刻原理和影响蚀刻的因素进行了阐述。 关键词:印制电路板;酸性氯化铜;蚀刻; 分类号:F407.7 Brief principies to acid chlorination copper etching and factors analysis Chen yongzhou (Tutor:Pi-yan) (Department of Chemistry and Environmental Engineering, Hubei NormalUniversity , Huangshi ,Hubei, 435002) Abstract: In this paper acid chlorination etching solution was introduced. Meanwhile the etching principle and the factors affecting the etching rate been explain. Keywords: PCB;acid chlorination copper solution;etching
晶圆制造工艺E T C H 集团标准化办公室:[VV986T-J682P28-JP266L8-68PNN]
晶圆制造工艺流程 1、表面清洗 2、初次氧化 3、CVD(ChemicalVapordeposition)法沉积一层Si3N4(HotCVD或LPCVD) 。 (1)常压CVD(NormalPressureCVD) (2)低压CVD(LowPressureCVD) (3)热CVD(HotCVD)/(thermalCVD) (4)电浆增强CVD(PlasmaEnhancedCVD) (5)MOCVD(MetalOrganicCVD)&分子磊晶成长(MolecularBeamEpitaxy) (6)外延生长法?(LPE) 4、涂敷光刻胶? (1)光刻胶的涂敷? (2)预烘(prebake) (3)曝光 (4)显影 (5)后烘(postbake) (6)腐蚀(etching) (7)光刻胶的去除 5、此处用干法氧化法将氮化硅去除 6?、离子布植将硼离子(B+3) 透过SiO2?膜注入衬底,形成P?型阱 7、去除光刻胶,放高温炉中进行退火处理 8、用热磷酸去除氮化硅层,掺杂磷(P+5) 离子,形成N?型阱 9、退火处理,然后用HF?去除SiO2?层 10、干法氧化法生成一层SiO2?层,然后LPCVD?沉积一层氮化硅 11、利用光刻技术和离子刻蚀技术,保留下栅隔离层上面的氮化硅层 12、湿法氧化,生长未有氮化硅保护的SiO2?层,形成PN?之间的隔离区 13、热磷酸去除氮化硅,然后用HF溶液去除栅隔离层位置的SiO2,并重新生成品质更好的SiO2薄膜,作为栅极氧化层。 14、LPCVD?沉积多晶硅层,然后涂敷光阻进行光刻,以及等离子蚀刻技术,栅极结构,并氧化生成SiO2?保护层。 15、表面涂敷光阻,去除P?阱区的光阻,注入砷(As) 离子,形成NMOS?的源漏极。用同样的方法,在N?阱区,注入B? 离子形成PMOS?的源漏极。 16、利用PECVD?沉积一层无掺杂氧化层,保护元件,并进行退火处理。 17、沉积掺杂硼磷的氧化层 18、溅镀第一层金属
57 Printed Circuit Information 印制电路信息2008 No.10……… 因为具有侧蚀小、蚀率易控制和易再生等特点,所以酸性氯化铜蚀刻液是一种适合精细线路制作、多层板内层制作的蚀刻液。酸性氯化铜蚀刻液体系比较丰富,常见的包括盐酸/氯化铜、盐酸/氯化钠/氯化铜、氯化铵/氯化铜、盐酸/氯化铵/氯化铜等体系。随着高度精细化线路和高层数印制板产量的增加,印制板酸性蚀刻所产生的废液量将 大大增加,因此增大了周边环境的负荷,严重危害了操作人员的健康,研究和开发酸性蚀刻液的再生方法和设备已成为印制板生产国污染防治的重要工作[1][2]。美国、日本、西欧、中国台湾等研究和开发工作起步较早,而国内的研究较少。为此,首次全面论述了印制板酸性氯化铜液蚀刻过程化学及蚀刻液的再生方法,讨论了各种方法的优缺点, 酸性氯化铜液蚀刻化学及蚀刻液 再生方法评述 王红华1 蒋玉思2 (深圳市成辉环保设备有限公司1,广东 深圳 518105) (广州有色金属研究院2,广东 广州 510651) 摘 要 为了清洁生产、生态环境和人们健康,研究和开发酸性氯化铜蚀刻液的再生方法及再生设备,已成为当前印制板制造行业污染防治工作的重点。为此,文章首次论述了印制板酸性氯化铜液蚀刻化学及蚀刻液的再生方法,讨论了各种方法的优缺点,进而指出了酸性蚀刻液再生的发展趋势。 关键词 印制板;酸性蚀刻液;蚀刻;再生;氧化还原 中图分类号:TN41,TQ171.4+18 文献标识码:A 文章编号:1009-0096(2008)10-0057-04 The Chemistry of Acidic Cupric Chloride Etching Process and Review on Regenerating Methods for Cupric Chloride Etchant WANG Hong-hua 1 JIANG Yu-si 2 Abstract Research and development of regenerating methods and equipments for acid cupric chloride etchants,have been stressed in prevention and control of pollution work in the business of printed circuit boards for clean production, ecosystem and people’s health. The chemistry of the cupric chloride etching process and regenerating methods of cupric chloride etchants, were firstly reviewed in the paper. The advantages and disadvantages of different methods were discussed, and development trend of cupric chloride etchants was pointed out. Key words PCB; cupric chloride etchant; etching; regeneration; oxidation and reduction 环境保护 Environment & Protection
蚀刻液分类及工艺流程 一、目前PCB业界使用的蚀刻液类型有六种类型: 酸性氯化铜碱性氯化铜氯化铁过硫酸铵硫酸/铬酸硫酸/双氧水蚀刻液前三种常用。 二、各种蚀刻液特点 酸性氯化铜蚀刻液 1) 蚀刻机理:Cu+CuCl2→Cu2Cl2 Cu2Cl2+4Cl-→2(CuCl3)2- 2) 影响蚀刻速率的因素:影响蚀刻速率的主要因素是溶液中Cl-、Cu+、Cu2+的含量及蚀刻液的温度等。 a、Cl-含量的影响:溶液中氯离子浓度与蚀刻速率有着密切的关系,当盐酸浓度升高时,蚀刻时间减少。在含有6N的HCl溶液中蚀刻时间至少是在水溶液里的1/3,并且能够提高溶铜量。但是,盐酸浓度不可超过6N,高于6N盐酸的挥发量大且对设备腐蚀,并且随着酸浓度的增加,氯化铜的溶解度迅速降低。添加Cl-可以提高蚀刻速率,原因是:在氯化铜溶液中发生铜的蚀刻反应时,生成的Cu2Cl2不易溶于水,则在铜的表面形成一层氯化亚铜膜,这种膜能够阻止反应的进一步进行。过量的Cl-能与Cu2Cl2络合形成可溶性的络离子(CuCl3)2-,从铜表面上溶解下来,从而提高了蚀刻速率。 b、Cu+含量的影响:根据蚀刻反应机理,随着铜的蚀刻就会形成一价铜离子。较微量的Cu+就会显著的降低蚀刻速率。所以在蚀刻操作中要保持Cu+的含量在一个低的范围内。 c、Cu2+含量的影响:溶液中的Cu2+含量对蚀刻速率有一定的影响。一般情况下,溶液中Cu2+浓度低于2mol/L时,蚀刻速率较低;在2mol/L时速率较高。随着蚀刻反应的不断进行,蚀刻液中铜的含量会逐渐增加。当铜含量增加到一定浓度时,蚀刻速率就会下降。为了保持蚀刻液具有恒定的蚀刻速率,必须把溶液中的含铜量控制在一定的范围内。 d、温度对蚀刻速率的影响:随着温度的升高,蚀刻速率加快,但是温度也不宜过高,一般控制在45~55℃范围内。温度太高会引起HCl过多地挥发,造成溶液组分比例失调。另外,如果蚀刻液温度过高,某些抗蚀层会被损坏。 碱性氯化铜蚀刻液 1) 蚀刻机理:CuCl2+4NH3→Cu(NH3)4Cl2 Cu(NH3)4Cl2+Cu→2Cu(NH3)2Cl 2) 影响蚀刻速率的因素:蚀刻液中的Cu2+浓度、pH值、氯化铵浓度以及蚀刻液的温度对蚀刻速率均有影响。 a、Cu2+离子浓度的影响:Cu2+是氧化剂,所以Cu2+的浓度是影响蚀刻速率的主要因素。研究铜浓度与蚀刻速率的关系表明:在0~82g/L时,蚀刻时间长;在82~120g/L时,蚀刻速率较低,且溶液控制困难;在135~165g/L时,蚀刻速率高且溶液稳定;在165~225g/L时,溶液不稳定,趋向于产生沉淀。 b、溶液pH值的影响:蚀刻液的pH值应保持在8.0~8.8之间,当pH值降到8.0以下时,一方面对金属抗蚀层不利;另一方面,蚀刻液中的铜不能被完全络合成铜氨络离子,溶液要出现沉淀,并在槽底形成泥状沉淀,这些泥状沉淀能