
超高温再热机组和高温再热机组经济性分析
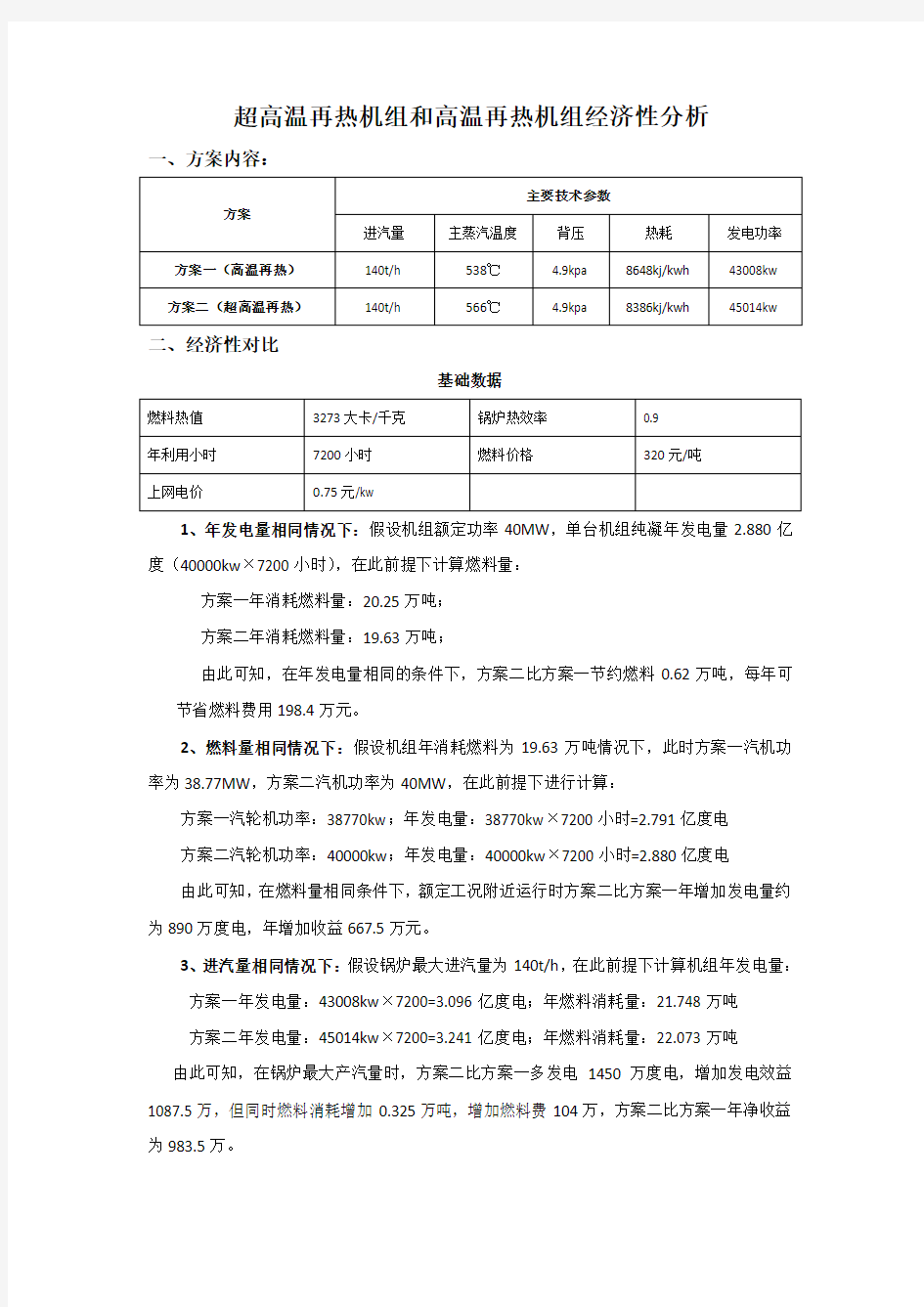
一、方案内容:
二、经济性对比
基础数据
1、年发电量相同情况下:假设机组额定功率40MW,单台机组纯凝年发电量2.880亿度(40000kw×7200小时),在此前提下计算燃料量:
方案一年消耗燃料量:20.25万吨;
方案二年消耗燃料量:19.63万吨;
由此可知,在年发电量相同的条件下,方案二比方案一节约燃料0.62万吨,每年可节省燃料费用198.4万元。
2、燃料量相同情况下:假设机组年消耗燃料为19.63万吨情况下,此时方案一汽机功率为38.77MW,方案二汽机功率为40MW,在此前提下进行计算:
方案一汽轮机功率:38770kw;年发电量:38770kw×7200小时=2.791亿度电
方案二汽轮机功率:40000kw;年发电量:40000kw×7200小时=2.880亿度电
由此可知,在燃料量相同条件下,额定工况附近运行时方案二比方案一年增加发电量约为890万度电,年增加收益667.5万元。
3、进汽量相同情况下:假设锅炉最大进汽量为140t/h,在此前提下计算机组年发电量:
方案一年发电量:43008kw×7200=3.096亿度电;年燃料消耗量:21.748万吨
方案二年发电量:45014kw×7200=3.241亿度电;年燃料消耗量:22.073万吨由此可知,在锅炉最大产汽量时,方案二比方案一多发电1450万度电,增加发电效益1087.5万,但同时燃料消耗增加0.325万吨,增加燃料费104万,方案二比方案一年净收益为983.5万。
超高温杀菌技术 -标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
新型商业杀菌技术 蔡晨 1010821238 1、超高温杀菌技术 (1)基本原理:按照微生物的一般致死原理,微生物在高于其生长温度区域最大值的热环境中,必然受到致命的损害,且随着受热时间的延长而加剧,直至死亡。 (2)优缺点:UTH使产品达到较长保质期的基本条件是达到杀菌效率和钝化酶,此外需尽量减小产品在高温处理下可能发生的营养损失、产品褐变、蛋白质凝固沉淀等物理化学变化。产生褐变及其它缺陷的危险性较小,生产工艺条件较易控制,能更好地保存食品的品质和风味。但强烈的热处理对产品的外观、味道和营养价值都会产生一定的不良影响。 应用领域:乳制品、果汁制品的灭菌加工。高温杀菌现在分两种一种是饮料,豆浆等液体物料包装前杀菌,这种一般用的是管式超高温瞬时杀菌设备,还有一种高温杀菌技术是用的杀菌锅,适应于食品耐热包装之后的杀菌。 2、欧姆加热法超高温杀菌技术 (1)基本原理:欧姆加热就是利用物料本身的电阻特性直接把电能转化为热能的一种加热方式,它克服了传统加热方式(对流加热,热传导,热辐射)中物料内部的传热速度取决于传热方向上的温度梯度等不足,实现了物料的均匀快速加热。当物料的两端施加电场时,物料中有电流通过,在电路中把物料做为一段导体,由于物料的电阻特性,利用它本身在导电时所产生的热量达到加热的目的。 (2)优点:加热速度快、容易控制;加热均匀;能量利用率高。 缺点:目前该技术在研究应用中存在几个主要问题,加热速度的控制;对于非均质的复杂食品物质,各部分电阻都不同,在通电时内部电流能否均匀分布成为影响加工品质的关键;在接触式欧姆加热解冻中,应研制一种耐腐、无污染的电极与物料接触,避免产生电流集中现象,引起局部过热;在浸泡式欧姆加热解冻中,浸泡介质的电导率是影响解冻速率和物料内部温度分布均匀性的重要因素,其影响机理尚不明确,有待进一步研究;颗粒杀菌值的评估与计算问题尚未很好解决;颗粒食品的输送、混合及如何平均地充填于每一容 器中等技术问题;含颗粒食品的密度过大或过小难以保障加热效果;利用欧姆加热时的欧姆加热设备的投资较大,现在的电力价格还相当高,欧姆加热目前仅对酸性食品的加热人们对欧姆加热的高质量产品还没有充分的认识,商业应用尚不广泛。 (3)应用领域:欧姆加热法是一项新技术,可用于食品中的杀菌、解冻、漂烫。根据欧姆
2013~2014学年第一学期 《食品无菌加工技术》课后作业 论文题目:超高温瞬时灭菌设备的应用现状 学院:生物与农业工程学院 专业:食品科学与工程 班级:XXXXX 学号:XXXXX 姓名:XXXXX 任课教师:XXXXX
超高温瞬时灭菌设备的应用现状 (生物与农业工程学院XXX XXX) 摘要:随着人们对食品安全问题的日益关注及科学技术的发展, 食品杀菌技术不断得到研究与应用。超高温瞬时灭菌技术作为一种高效的杀菌技术而备受推崇,超高温瞬时灭菌设备也在流体食品生产中得到广泛应用。文章介绍了超高温瞬时灭菌设备的灭菌原理及应用现状。 关键词:超高温瞬时灭菌技术;超高温瞬时灭菌设备;应用现状 “十一五”以来,我国食品工业持续快速增长。据统计,2011年,全国规模以上食品企业已达3.1万家,占全国工业产值的比重9.1%,支柱地位不断强化[1]。随着经济的发展和人民生活水平的提高,各种饮料、乳品的消费日益增大,自然对食品质量提出更高要求:保质期长,口味不变。超高温瞬时灭菌技术是达到这一要求的不二途径。 自上世纪中期研究出超高温瞬时灭菌技术后,各种式样的超高温瞬时灭菌机应运而生,并在食品行业中被广泛应用。究其杀菌原理可分为直接加热和间接加热两种。国内生产的超高温灭菌机大多采用间接加热,较常见的设备有波纹管式成套灭菌系统和板式成套灭菌系统。目前,超高温瞬时灭菌机已广泛应用在乳品、果蔬汁类饮料、乳酸菌类饮料、咖啡饮料、酒类、冰淇淋及调味品等流体食品生产中,尤其是管式超高温灭菌机,还可以处理略带有颗粒与纤维的其他液态食品,具有其他设备无可比拟的优越性,受到食品生产企业的青睐[2]。文章就超高温瞬时灭菌设备的灭菌原理、特点以及应用现状进行综述。 1超高温瞬时灭菌(UHT)技术 1.1 超高温瞬时灭菌技术的定义 超高温瞬时灭菌是指将流体或半流体在2~8s内加热到135℃~150℃,然后再迅速冷却到30℃~40℃。这个过程中,微生物细菌的死亡速度远比食品质量受热发生化学变化而劣变的速度快,因而瞬间高温可完全杀死细菌,但对食品的质量影响不大,几乎可完全保持食品原有的色香味[3]-[6]。 1.2 超高温瞬时灭菌原理
影响大容量机组热经济性原因分析 兰州西固热电有限责任公司 林昌鸿、杨谦 【摘要】随着电力工业的飞速发展,大型机组的增多,如何提高机组的热经济性日益显得重要。本文分析了影响机组热经济性的因素,就如何改善这些因素提出一些建议和方法。 1 前言 随着我国电力工业的飞速发展,300MW、600MW及以上容量大型机组的增多,如何提高机组的热经济性日益显得重要和急迫。一般说来,影响机组热经济性的因素有以下几个方面: a 机组负荷 b 机组回热系统运行状况 c机组真空 d 机组主、再热蒸汽参数在设计值范围内或对应滑压状况下 e 机组通流部分效率 f 机组泄漏情况分析 j 锅炉效率 2 机组负荷 2.1 机组应维持额定负荷运行,因为机组的设计都是根据额定负荷进行的,所以机组在额定负荷时经济性是最好的,且机组额定负荷时如各运行参数维持设计值,高压调门是“三阀点”运行,即#1~#3高压调门全开,#4高压调门关,此时节流损失最小,保证机组经济性最好。 2.2 机组采取复合滑压运行方式。随着电力工业的发展,大容量机组参与调峰是不可避免的事实,要保证机组在各种负荷时都保持较高热经济性就要采取复合滑压运行方式,即汽轮机采用喷嘴配汽方式,在高负荷区域内(如80%~95%额定负荷以上)进行定压运行,用启闭调节汽门来调节负荷,汽轮机组初压较高,循环热效率较高,且负荷偏离设计值不远,相对内效率也较高。在较低负荷区域内(如80%~95%与25%~50%额定负荷之间)进行四阀全开、三阀全开或二阀全开滑压运行,这时没有部分开启汽门,节流损失相对最小,而且主蒸汽温度不变,各种负荷下新汽容积流量基本不变,各级喷嘴、动叶出口流速不变,比焓降和内效率都不变,全机相对内效率接近设计值。现在大型机组的给水泵均采用液力偶合器变速调节,滑压运行使给水压力降低,给水泵耗工降低。当机组负荷急剧增减时,可启闭调节汽门进行应急调节。在滑压运行的最低负荷点以下(如25%~50%额定负荷以下)进行初压水平较低的定压运行,以免经济性降低太多。
新型商业杀菌技术 蔡晨 38 1、超高温杀菌技术 (1)基本原理:按照微生物的一般致死原理,微生物在高于其生长温度区域最大值的热环境中,必然受到致命的损害,且随着受热时间的延长而加剧,直至死亡。 (2)优缺点:UTH使产品达到较长保质期的基本条件是达到杀菌效率和钝化酶,此外需尽量减小产品在高温处理下可能发生的营养损失、产品褐变、蛋白质凝固沉淀等物理化学变化。产生褐变及其它缺陷的危险性较小,生产工艺条件较易控制,能更好地保存食品的品质和风味。但强烈的热处理对产品的外观、味道和营养价值都会产生一定的不良影响。 应用领域:乳制品、果汁制品的灭菌加工。高温杀菌现在分两种一种是饮料,豆浆等液体物料包装前杀菌,这种一般用的是管式超高温瞬时杀菌设备,还有一种高温杀菌技术是用的杀菌锅,适应于食品耐热包装之后的杀菌。 2、欧姆加热法超高温杀菌技术 (1)基本原理:欧姆加热就是利用物料本身的电阻特性直接把电能转化为热能的一种加热方式,它克服了传统加热方式(对流加热,热传导,热辐射)中物料内部的传热速度取决于传热方向上的温度梯度等不足,实现了物料的均匀快速加热。当物料的两端施加电场时,物料中有电流通过,在电路中把物料做为一段导体,由于物料的电阻特性,利用它本身在导电时所产生的热量达到加热的目的。 (2)优点:加热速度快、容易控制;加热均匀;能量利用率高。 缺点:目前该技术在研究应用中存在几个主要问题,加热速度的控制;对于非均质的复杂食品物质,各部分电阻都不同,在通电时内部电流能否均匀分布成为影响加工品质的关键;在接触式欧姆加热解冻中,应研制一种耐腐、无污染的电极与物料接触,避免产生电流集中现象,引起局部过热;在浸泡式欧姆加热解冻中,浸泡介质的电导率是影响解冻速率和物料内部温度分布均匀性的重要因素,其影响机理尚不明确,有待进一步研究;颗粒杀菌值的评估与计算问题尚未很好解决;颗粒食品的输送、混合及如何平均地充填于每一容 器中等技术问题;含颗粒食品的密度过大或过小难以保障加热效果;利用欧姆加热时的欧姆加热设备的投资较大,现在的电力价格还相当高,欧姆加热目前仅对酸性食品的加热人们对
试论提高发电厂热经济性的主要途径 摘要:近年来,随着电力工业的迅速发展,火力发电机组容量不断扩大,电力行业的发展逐渐进入瓶颈期。为保证发电厂能够达到可持续性发展,本文对提高发电厂热经济性的具体措施进行探讨 关键词:电力工业;瓶颈期,热经济性;发展 1.我国电力工业的发展与现状 电力工业是国民经济的熏要基础产业,电力工业的发展更是国民经济发展的基础,它和人民生活水平的提高息息相关。新中国成立以来,中国的电力工业取得了迅速的发展,平均每年以l 0%以上的速度在增长,到2000年3月全国装机容量已达300G W以上,无论在机容量还是发电量上都跃居世界第2位,2007年中国发电景占全球发电总量的比重高达49%,成为无人能比的第一大电力工业发展国。 2.提高发电厂热经济性的必娶性 目前,我国电力工业仍以火电厂为主。随着火力发电机组容量的不断扩大,现在装机300M W及以上机组已成为运行中的主力机组;600M W、800M W和900M W机组已相继并网发电,火电厂已进入电力工业的瓶颈期那么,如何提高发电厂的热经济性成为当前的首要问题,并关系到发电机组是否能在最佳状态下高效率、良好的运转。现在我们就来探讨提高发电厂热经济l生的具体措施。 3.发电厂的主要热经济性指标 发电厂的热经济性是用热经济性指标来衡量的火力发电厂及其热力设备广泛采用热量法来计算(信息通信科技论文发表--论文发表向导网江编辑加扣二三三五一六二五九七)发电厂的热经济性指标主要热经济性指标有能耗量(汽耗量、热耗量、煤耗量)和能耗率(汽耗率、热耗率、煤耗率)以及效率。下面介绍凝汽式发电厂常用的几个主要热经济指标。 3.1锅炉设备的主要热经济指标 锅炉效率是锅炉设备的主要经济指标,锅炉热效率被广泛的用做发电厂锅炉车间班组生产竞赛的主要指标。锅炉热负荷(不计锅炉连续排污) 3.2汽轮发电机组的主要热经济指标
机组热经济性的影响因素分析 孙明科 X (华北电力大学经济管理系,河北保定071003) 摘要:由于当前煤炭价格的逐步上涨,使得电厂的利润减少,因此必须提高机组的发电效率来减少发电成本,增加企业 效益。所以对火力发电厂来说如何提高机组的热经济性日益显得重要。影响机组经济性的因素有很多,主要包括机组负荷、 机组真空、机组回热系统运行情况、机组主再热蒸汽参数、机组通流部分效率、机组泄漏情况等方面。本文结合我国300MW、 600MW及以上容量大型机组,分别对影响机组热经济性的各个因素进行了分析,就如何改善这些因素提出一些建议,以达到 提高机组热经济性的目的,供各发电厂参考。 关键词:热经济性;因素;分析 热经济性用来说明火电厂燃料能量利用程度,以及热力 过程中各部分的能量利用情况,这些均直接影响到火电厂的 发电成本、利润和燃料节约量。由于热经济性代表了火力发 电厂能量利用、热功转换技术的先进性和运行的经济性,故 提高机组热经济性可提高发电厂经济效益。所以对大型机 组如何提高机组的热经济性日益显得重要。 一般来说,影响热经济性的因素主要包括:机组真空、机 组负荷、机组回热系统运行情况、机组主再热蒸汽参数、机组 泄漏情况、机组通流部分效率等。下面就各个因素分别进行 分析。 一、机组真空 1. 机组真空对经济性的影响 真空系统运行的好坏对汽轮机运行的经济性有很大的 影响。一方面由于真空降低,蒸汽的有效焓降将减少,在蒸 汽流量不变的情况下发电机出力下降,在发电机出力不变的 情况下,机组的蒸汽流量将增大,机组经济性下降;另一方面 机组真空降低,排汽缸温度上升,机组冷源损失增大,循环热 效率降低。一般情况下,真空度每变化1 % ,可使热耗率变化 0. 7~1 % ,煤耗变化约1. 5gPkwh。 虽然提高真空可使汽轮机的理想焓降增大,功率增大, 但是无论从设计角度,还是从运行角度来看,都不是真空越 高越好。运行机组主要靠增大循环水量来提高真空,然而循 环水泵是厂用电的大用户之一,过分增大循环水量,可能使 汽轮机真空提高而多发的电反而少于循环水泵多耗的电,得 不偿失。所以要根据季节变化和真空变化及时改变循环水 泵的运行方式,以节省厂用电。 2. 如何提高真空 ①按规程规定定期进行真空严密性试验,加强对凝汽器 进、出口水温、端差、真空、过冷度等运行参数的综合分析,若 试验效果不好,要及时找出影响机组真空的主要原因,制定
125MW中间再热机组热力系统计算及调节 系统特性分析 摘要:该文对凝汽式125 MW 中间再热式机组进行了全面性热力系统计算(其中包括回 热系统计算,主蒸汽系统计算,旁路系统计算,再热蒸汽系统计算,循环水系统,给水系统,凝结水系统等的)和经济性分析,并对其中各个部分构件(给水泵,凝结水泵,循环水泵及系统间的连接管道等)进行了选型和校核,同时结合调节系统分析其中存在的问题,提出切实可行的措施来提高机组的经济性和系统的安全性。 关键词:管径;主蒸汽系统;再热系统;给水泵;保温材料
绪论 1.我国的能源构成及现状 能源是国民经济的重要物质基础。我国能源丰富,但分布严重不均,水力资源的90%分布在西部,煤炭资源的80%分布在北部,而70%的能源消费集中在东部及沿海新开发区。水力资源富矿不多,开发难度大。上述原因决定了我国的电力事业是以煤电为主,并且在以后相当长的一段时间内不会有变化。 2.我国电力规划及火电技术发展动向 根据对我国经济发展的预测,我国的经济增长趋势为2000-2010年为6%-8%,2010-2020年为5%-6.3%。根据此预测,到2020年我国的装机总容量将达到790.1GW (1)为了降低平均能耗和提高资源利用率我国在未来将大力发展(2)600MW甚至1000MW 等级的超临界压力机组,研制300、600MW, 空冷机组以及超高压参数亚临界参数的200、300MW高效供热式机组。 (3)强化环境保护,发展洁净燃煤技术。 (4)大力发展中间负荷机组,适应电网调峰需要 (5)发展能源多元化,适当发展核电和新能源。 (6)进一步提高火电自动化水平,实现自动测量控制及单元机组集控值班
提高300MW汽轮机机组经济性的措施 发表时间:2016-04-15T15:49:24.287Z 来源:《电力设备》2016年1期供稿作者:李文中[导读] 江苏徐矿综合利用发电有限公司江苏徐州 221137)对300MW汽轮机组运行经济性进行探讨对提高电力企业经济性、促进国民经济发展而言具有重要意义。 李文中 (江苏徐矿综合利用发电有限公司江苏徐州 221137)摘要:以300MW汽轮机机组经济性运行影响因素为切入点,对汽轮机机组高压缸运行效率、机组轴封与疏水系统、机组运行背压等进行了技术改造,旨在提高300MW汽轮机机组运行经济性,为电力企业获取更多地经济效益。关键词:300MW;汽轮机;机组;经济性;措施我国电站工业中首台国产引进型由上汽研制并于1987年投运,稍后几年中东汽、北重、哈汽也各自从国外引进技术、开发并投运了大量国产引进型亚临界300MW汽轮机组。大量的国产300MW汽轮机组已成为电网发展的主力,为国家国民经济发展作出巨大贡献。因此,对300MW汽轮机组运行经济性进行探讨对提高电力企业经济性、促进国民经济发展而言具有重要意义。 1 300MW汽轮机机组运行经济性提升的影响因素分析1.1 300MW汽轮机机组运行负荷超出额定范围值300MW汽轮机机组经济性波动的形成与机组负荷变化密切相关,当300MW汽轮机机组负荷低于额定负荷值时,机组运行经济性处于最佳状态,机组磨损程度最低;当300MW汽轮机机组负荷超出额定范围值时,机组的高压、调节、节流等部分很可能出现能量损失,从而影响汽轮机机组运行经济性的提升。 1.2 300MW汽轮机机组系统故障300MW汽轮机机组系统故障对机组运行经济性的影响主要表现在如下几方面:(1)300MW汽轮机机组通流系统可能出现结垢、密封减弱、封堵不全等问题,能够对汽轮机机组通流效率的提升产生直接影响;(2)300MW汽轮机机组真空系统值呈发幅度波动,尤其是真空状态与进气量值波动,容易降低真空系统热效率,改变汽轮机机组工作状态;(3)300 MW汽轮机机组的管道、阀门故障,导致热量、水、气体等迅速流失,直接降低汽轮机机组的能量转换功率,降低机组运行经济性。 1.3 300MW汽轮机机组运行参数改变300 MW汽轮机机组运行参数控制错误,譬如:蒸汽含熵量下降会严重影响发电机的使用功能,加之该问题发生在汽轮机机组进气量维持不变的情况下,故障发生的隐蔽性较强,较难及时发现。 2 300MW汽轮机机组运行经济性提升策略2.1 300MW汽轮机机组高压缸运行效率的提升促进300MW汽轮机机组高压缸运行效率提升的措施主要表现在如下几方面:1、改变汽轮机机组运行方式 以西屋引进型300MW汽轮机机组为例,其高调门共6个,在运行条件下,5VWO工况基本符合300MW汽轮机机组对运行额定负荷的需求。可以尝试以5VWO工况为基础,对气压、进气量进行调节,从而调整机组运行负荷。但部分电厂可能使用6阀同阀位节流运行方式,在负荷不变且相同的状态下,5VWO工况效率要比高压缸效率高4%~5%。据此可知,对亚临界参数的300MW汽轮机机组而言,高压进汽节流压每损失2%,机组高压缸运行效率即会下降1%。由此可见,机组运行方式选择是否合理能够对机组运行经济性及高压缸温度等产生直接影响,负荷越高差别越小,如滑压运行方式适用于部分负荷状态。通常情况下300MW汽轮机机组选择定—滑—定的运行方式,也就是负荷超80%时采用非单阀节流的顺序阀定压运行,中间负荷选用3或4阀滑压运行方式;负荷低于30%时,则选用定压运行方式。对汽轮机机组的汽水品质要进行严格的控制,目前部分电厂水质中的氧、二氧化硅含量严重超出规定标准值,造成机组通流隔板叶片结垢,腐蚀高压缸。经调查资料显示,若高压缸叶片结构厚度超出1mm时,会严重降低机组运行效率。 2、高压缸检修 高压缸修复保养作业的开展,要以产品制造厂的要求为考虑点对汽封间隙和叶片进行调整、清洗,检查内外缸中分面的密合性及分面螺栓的预紧力。 3、高压缸技术改造 大规模高压缸改造需全部更换高压通流部分的配件,包括:减少高压排汽缸损失、调换转子隔板汽封型式及叶片型线、对高压各级焓降进行分配处理等,全部改造完成后的高压缸地运行效率可被提高3%~4%。短期、小规模高压缸技术改造内容主要包括如下几方面:(1)调换转子与隔板汽封型式,选择镶嵌式或弹簧式汽封;(2)可尝试使用布莱登汽封型式;(3)缩减调节级等位置的汽封间隙比例。 2.2 改良机组运行背压 调查资料显示,除严寒的冬季之外,300MW机组运行背压不低于8KPa,与机组设计背压值4.9或5.4 KPa相比,明显超值。经微增出力试验证实,真空下降值与热耗恶化存在直接相关性,前者每下降1 KPa,后者恶化约达1%。据此可知,300MW汽轮机机组存在极大地降耗余地。 汽轮机机组产生真空差的原因为:环境温度持续增高,会增大排汽热负荷,加之其它流入热源影响,会降低凝汽器的表面换热效果,导致冷却介质恶化,使得汽轮机机组产生真空差。下面将对各关键因素进行详细讨论:(1)环境温度,机组运行背压存在季节性差异,背压波动值在3KPa左右,能够对汽轮机机组运行经济性产生3%的影响;(2)热负荷,在额定功率下,若全厂热耗增加,必然增大进气量,排气量也随之同比增加,凝汽器内所接收的热量也会上升;(3)换热系数恶化,热换系数恶化多由管子表面物理特性退化、管子生锈、胶球清洗装置无法正常投入所致;(4)冷却介质恶化,多由冷却介质夹带泥沙、循环水变脏所致。 2.3改良汽轮机机组的的疏水系统
利乐瞬时超高温灭菌技术让液体食品快速发展 超高温瞬时灭菌于1949年随着斯托克装置的出现而问世,其后国际上出现了多种类型的超高温灭菌装置。超高温瞬时灭菌技术其实就是鲜奶加工处理的一种灭菌工艺,通过将鲜奶在135℃-140℃处理4-10秒,从而达到灭菌的效果。 常温牛奶可以保鲜很久会让很多市民怀疑是不是在里面添加了防腐剂,其实不然。利乐利用超高温瞬时灭菌技术创新的无菌加工技术以及无菌包装,可以使得鲜奶即使不在冷藏条件以及添加防腐剂的情况下也可以维持更长的保质期,市民们可以放心饮用。 利乐是一家提供食品加工与包装的完整解决方案的公司,50年来,利乐始终把自己定位于一个食品行业的积极参与者。安全与创新是相辅相成的两个支柱,共同促进了利乐的成长。 在1972的时候,利乐进入了中国市场,从此打开了中国液态食品快速发展的局面。 利乐对中国的改变,还包括它对乳品巨头的帮助。伊利是利乐在中国的关键客户,它曾是服务于呼和浩特周边地区的一家小公司,由于鲜奶的保质期比较短,如果想要从北方将牛奶运输到南方就不得不花上高额的低温运输费用,此外也无法保证不添加防腐剂的牛奶能够在保质期内安全送达。因此,伊利一直在寻找能够将质优价廉的本地牛奶运输到全国各地的方案。而利乐的出现则恰恰解决了这一难题,利乐通过运用超高温瞬时灭菌技术将乳品和包装进行了高温灭菌,同时利乐所生产的由纸、铝、塑六层复合纸组合而成的无菌包装也能够有效的阻隔外界的空气、光线,避免内容物遭到外界因素的污染而发生变质,真正实现了“北奶南调”的梦想。 利乐公司一直以来都着眼于在中国的长期发展,致力于“通过多元化的产品满足中国市场多元化的需求”,不断将先进的技术设备和完善的配套服务引进中国,积极推进生产服务的本地化进程,在中国液体食品包装领域发挥着重要的作用。
300MW供热机组热力经济性分析 我国社会经济的快速发展,带动了各个行业的经济发展,对电力的需求也越来越大。因此,汽轮机的系统、结构等不断改善,逐渐向大容量发展。若机组设备在多种因素影响下出现故障,则会降低其预期功能,降低其经济性,甚至对整个机组的安全运行带来较大影响。所以,机组经济性性和安全性具有密切关系,只有确保机组运行的稳定性,才能提高其经济性。文章主要对300MW供热机组热力经济性进行了分析。 标签:300MW供热机组;热力经济性;分析 经济全球化的不断发展,促使我国经济得到了快速发展,经济发展对电力的需求逐渐增加,火力发电比例非常大。大部分火力发电机组投入生产后,不仅在很大程度上提高了机组运行效率,也节省了自然资源,改善了生态环境,也减少了劳动力,降低了投资成本。对于大型火力发电机组而言,在发展过程中必须着重考虑的是发电对不可再生资源、环境等带来的影响。因此,为了实现可持续发展,就要采取措施提高发电技术。只有确保了机组运行的稳定性,才能提高其生产的经济效益。由于机组热力系统的安全性与经济性彼此互相影响,对机组运行状况进行实时监测,并分析其经济性具有重要意义。 1 300MW供热机组热力系统热经济性分析方法简介 对火力发电机组的运行性能、热力系统性能等进行分析意义重大。通过分析,可以对机组循环中的各项热力参数、流量平衡性等有充分的了解,利于机组各项热经济指标的计算。目前采用的热力系统经济计算方法比较多,比如常规热平衡法、循环函数法、矩阵法以及等效热降法等。 1.1 常规热平衡法 此方法应用比较广泛,是采用流量平衡与能量的方法。在计算过程中主要用两种方法,即并联、串联。常规热平衡发电原因是以物质平衡关系为基础,通过对热力系统的热经济性展开计算,可以计算出研究对象的N个热量平衡式、流量方程式,从而获得N+1个流量值,并根据得到的系统水、蒸汽的流量值、参数值,用吸热方程进行计算,就能获得系统热经济性指标。这种方法应用比较方便,但要根据系统变化不断变化,适用性比较差。因此主要用来验证其他方法的正确性,不适合直接对热力系统性能进行计算。 1.2 循环函数法 作为新兴的热力系统计算方法,其原理是把热力系统划分为多个子系统,即主系统及其他辅助系统。主系统是没有附加汽水的回热系统,辅助系统是所有附加汽水。要计算热力系统的经济参数,就要结合多个子系统的参数用热平衡法计算,从而分析系统变化造成的热经济性变化。此方法在局部定量分析或者比较复
第十五章超高温(UHT)灭菌 杀菌是食品加工中极为重要的一道工序,在原始社会里,人类就不知不觉地对食品进行了杀菌处理。在科学技术飞速发展的今天,人们对食品杀菌意义的认识和应用也得到了不断地完善和提高。 第一节超高温灭菌的基本原理 关于超高温(UHT)灭菌,尚没有十分明确的定义。习惯上,把加热温度为135~150℃,加热时间为2~8s,加热后产品达到商业无菌要求的杀菌过程称为UHT灭菌。 UHT灭菌的理论基础涉及两个方面。一是微生物热致死的基本原理;二是如何最大限度保持食品的原有风味及品质。 一、UHT灭菌的微生物致死理论依据 按照微生物的一般热致死原理,当微生物在高于其耐受温度的热环境中时,必然受到致命的伤害。加热促使微生物死亡的原因是由于高温导致蛋白质的不可逆变化,随后一些球蛋白变得不溶解,酶失去活力,从而造成新陈代谢能力的丧失,因此,细胞内蛋白质凝固变性的难易程度直接关系到微生物的耐热性,而且这与杀菌条件的选择密切相关。大量实验证明,微生物的热致死率是加热温度和受热时间的函数。 (—)微生物的耐热性 腐败菌是食品杀菌的对象,其耐热性与食品的杀菌条件有直接关系。 影响微生物耐热性的因素有如下几方面: (1)菌种和菌株 (2)热处理前菌龄、培育条件、贮存环境 (3)热处理时介质或食品成分,如酸度或PH值 (4)原始活菌数 (5)热处理温度和时间,作为热杀菌,这是主导的操作因素。 (二)微生物的致死速率与D值 在一定的环境条件和一定温度下,微生物随时间而死亡时的活菌残存数是按指数递减或按对数周期下降的。这一规律为通常大量的试验结果所证实。若以纵坐标表示单位物料内随时间而残存的活细胞或芽孢数的对数值,横坐标表示热处理时间,则可获得如图15-1所示的微生物致死速率曲线。 图15-1 微生物致死速率曲线 如图所示,设A为加热开始时活菌数所代表的点,B为加热后菌数下降1个对数周期时的点,其相应的加热时间为3.5min,C为加热后菌数下降2个对数周期时的点,其相应的加热时间为7.0min。
浅析影响机组热经济性的因素 孙鹏飞 (山东百年电力发展股份有限公司山东龙口 265700) 摘要:随着电煤市场的变化,煤炭供应日趋紧张,如何提高机组的热经济性日益显得重要,找出影响机组热经济性的主要因素,并就如何改善这些因素提出一些建议,为运行、检 修人员提供参考。 关键词:机组经济性真空运行方式泄露减温水 1 前言 电厂运行的机组是一个非常复杂的系统,影响机组经济性的因素非常多,影响因素之间的关系非常复杂。一般说来,影响机组热经济性的因素主要有以下几个方面: a 机组运行方式 b 机组真空 c 机组回热系统运行情况 d 机组主、再热蒸汽参数 e 机组通流部分效率 f 机组泄漏情况 g减温水流量 h给水温度 下面对各因素进行一一分析 2 机组运行方式 2.1 机组应维持额定负荷运行 因为机组的设计都是根据额定负荷进行的,所以机组在额定负荷时经济性是最好的,且机组额定负荷时如各运行参数维持设计值,高压调门是“三阀点”运行,即#1~#3高压调门全开,#4高压调门关,此时节流损失最小,保证机组经济性最好。 2.2 机组采取复合滑压运行方式 由于近几年电网容量的不断扩大和电网负荷峰谷差较大,各种容量的机组参与电网的调峰在所难免,对机组的运行方式进行优化,也就是确定机组在较低负荷时的变压运行负荷范围以及最佳的定、滑压运行参数。 如从我公司#3机能耗管理试验结果可以看出,机组在190MW以下运行采取定压方式比其它两种方式的热耗偏高,同时消耗的给水泵电机功率也增大,直接原因就是调门节流损失过大进而引起高压缸效率下降较快造成的。在180MW至150MW之间,滑压运行方式最经济。要保证机组在各种负荷时都保持较高热经济性就要采取复合滑压运行方式,即汽轮机采用喷嘴配汽方式,在高负荷区域内(如80%~95%额定负荷以上)进行定压运行,用启闭调节汽门来调节负荷,汽轮机组初压较高,循环热效率较高,且负荷偏离设计值不远,相对内效率也较高。在较低负荷区域内(如80%~95%与25%~50%额定负荷之间)进行四阀全开、三阀全开或二阀全开滑压运行,这时没有部分开启汽门,节流损失相对最小,而且主蒸汽温度不变,各种负荷下新汽容积流量基本不变,各级喷嘴、动叶出口流速不变,比焓降和内效率都不变,全机相对内
《再热机组对回热经济性的影响》 姓名 学号 班级
再热机组对回热经济性的影响 学院班 摘要:高温超超临界二次再热机组中,经过二次再热削弱了热力系统回热的效果,同时增大了汽轮机抽汽过热度。本文采用回热汽轮机优化高温超超临界二次再热机组回热系统。以外置串联式蒸汽冷却器作对比,参考相关文献中分别建立的外置串联式蒸汽冷却器和回热汽轮机的计算模型的实例计算结果,研究二者对常规超超临界机组及高温超超临界二次再热机组热力系统热经济性的影响。结果表明:应用回热汽轮机后汽轮机效率大于原热力系统的汽轮机效率;按照目前小汽轮机内效率90%为参考,当作为高温超超临界二次再热机组第5、6 级加热器汽源时,可使发电厂标准煤耗降低0.633 g/(kW·h),当作为常规超超临界再热机组除氧器汽源时,可使汽轮机效率提高约0.25%,标准煤耗降低约0.689 g/(kW·h);相比于设置蒸汽冷却器,利用回热汽轮机能够更加合理、充分地利用抽汽过热度,能够更大程度地提高回热系统热经济性,节能潜力较大。 [关键词]:回热汽轮机;二次再热;蒸汽冷却器;回热系统;过热度;热经济性;汽源;标准煤耗 为降低污染物排放,提高发电效率,实现煤的洁净利用,越来越多的国家开始注重提高燃煤电厂的热经济性,高参数、大容量仍是火电机组今后的发展方向。目前我国在役超临界机组的再热温度已达到600 ℃,而正在研究的高温超超临界机组再热温度将达到700 ℃。在700 ℃材料尚未成熟之前,采用更高参数的二次再热技术能大幅提高机组效率。二次再热在技术上具有先进性、成熟性。相对于超超临界机组,采用二次再热技术能够使机组的热效率提高约1%~2%。 再热会使再热热段的回热抽汽过热度升高,增大换热过程的不可逆损失,从而削弱回热效果,降低机组热经济性。随着二次再热机组陆续投产,尤其是一二次再热参数的提高,这种影响会更加明显。目前采用的内置或外置式蒸汽冷却器只能部分利用抽汽过热度,而不能从根本上解决问题。 目前电厂中普遍采用蒸汽冷却器来利用加热器抽汽过热度,将能量品味较高的蒸汽过热度热量用在较高能级的加热器上,避免蒸汽过热度直接降落到本级加热器上,从而降低过热蒸汽在热交换过程中的不可逆损失,提高机组的热经济性。外置串联式蒸汽冷却器利用抽汽过热度加热回热系统给水,提高锅炉给水温度,从而提高机组经济性。 一、以一次中间再热并具有回热的循环为例从做功能力法的角度来分析 熵分析法或?分析法是以燃料化学能的做功能力被利用的程度来评价发电厂的热经济性,由于它的定量计算复杂,使用起来不方便、不直观,一般用于发电厂热经济性定性分析,以便从本质上指导技术改进方向。
超高温瞬时灭菌在食品应用中的概述 (冯帆 2013级科工三班 222013324022010) 摘要:超高温杀菌技术是目前研究开发的高新技术之一,它具有节能高效、安全、经济以及更大限度保持食品天然的色、香、味的特点。文中概述了超高温杀菌技术的原理以及其分类,简述了其在食品中的应用。 关键词:超高温瞬时灭菌食品加工杀菌设备 一、超高温瞬时灭菌的定义 超高温瞬时灭菌,又名UHT杀菌法,是英国于1956年首创,在1957~1965年间,通过大量的基础理论研究和细菌学研究后,才用于生产。超高温杀菌最早用于乳品工业牛奶的杀菌作业。1965年英国Burton 提出了详细的理论技术报告。UHT杀菌装置的开发是由荷兰的斯托克公司在20世纪50年代初率研制,随后国际上又出现了许多类型的超高温处理装置。20世纪60年代初,无菌装罐技术获得成功,促进了超高温杀菌与无菌装罐技术相结合,从而发展了灭菌乳生产工艺。20世纪80年代后,UHT技术得到了更大的发展,其应用范围不仅仅限于液体产品,目前已可应用于固液混合产品和固体粉状产品等。杀菌装置也有很大的发展,如欧姆加热装置、气流式杀菌装置、塔式杀菌装置等的开发,进一步促进了超高温杀菌技术的发展。超高温瞬时灭菌设备适用于鲜乳、果汁、饮料、棒冰、及冰淇淋浆料、酱油、豆浆、炼乳、酒类等液体物料的瞬时灭菌. 二、超高温灭菌的基本原理 超高温灭菌是把加热温度为135-150、加热时间为2-8s、加热后产品达到商业无菌要求的杀菌过程叫做超高温杀菌或者UHT杀菌。其基本原理包括微生物热致死原理和如何最大限度地保持食品的原有风味及品质原理。按照微生物的一般热致死原理,当微生物在高于其耐受温度的热环境中,必然受到致命的伤害,且这种伤害随着时间的延长而加剧,直到死亡。大量实验证明,微生物的热致死率是加热温度和受热时间的函数[1] 三、超高温瞬时灭菌使微生物致死的理论依据 微生物的热致死率是加热温度和加热时间的函数。 3.1微生物的耐热性
提高汽轮机的运行经济性 一. 汽轮机的发展 汽轮机是将蒸汽的能量转换为机械功的旋转式动力机械,是蒸汽动力装置的主要设备之一。汽轮机是一种透平机械,又称蒸汽透平。 公元一世纪时,亚历山大的希罗记述了利用蒸汽反作用力而旋转的汽转球,又称为风神轮,这是最早的反动式汽轮机的雏形;1629年意大利的布兰卡提出由一股蒸汽冲击叶片而旋转的转轮。 19世纪末,瑞典拉瓦尔和英国帕森斯分别创制了实用的汽轮机。拉瓦尔于1882年制成了第一台5马力(3.67千瓦)的单级冲动式汽轮机,并解决了有关的喷嘴设计和强度设计问题。单级冲动式汽轮机功率很小,现在已很少采用。 20世纪初,法国拉托和瑞士佐莱分别制造了多级冲动式汽轮机。多级结构为增大汽轮机功率开拓了道路,已被广泛采用,机组功率不断增大。帕森斯在1884年取得英国专利,制成了第一台10马力的多级反动式汽轮机,这台汽轮机的功率和效率在当时都占领先地位。
20世纪初,美国的柯蒂斯制成多个速度级的汽轮机,每个速度级一般有两列动叶,在第一列动叶后在汽缸上装有导向叶片,将汽流导向第二列动叶。现在速度级的汽轮机只用于小型的汽轮机上,主要驱动泵、鼓风机等,也常用作中小型多级汽轮机的第一级。 单级背压式汽轮机 小型多级背压式汽轮机 与往复式蒸汽机相比,汽轮机中的蒸汽流动是连续的、高速的,单位面积中能通过的流量大,因而能发出较大的功率。大功率汽轮机可以采用较高的蒸汽压力和温度,故热效率较高。19世纪以来,汽轮机的发展就是在不断提高安全可靠性、耐用性和保证运行方便的基础上,增大单机功率和提高装置的热经济性。 汽轮机的出现推动了电力工业的发展,到20世纪初,电站汽轮机单机功率已达10兆瓦。随着电力应用的日益广泛,美国纽约等大城市的电站尖峰负荷在20年代已接近1000兆瓦,如果单机功率只有10兆瓦,则需要装机近百台,因此20年代时单机功率就已增大到60兆瓦,30年代初又出现了165兆瓦和208兆瓦的汽轮机。 此后的经济衰退和第二次世界大战期间爆发,使汽轮机单机功率的增大处于停顿状态。50年代,随着战后经济发展,电力需求突飞猛进,单机
第十章 超高温杀菌 第一节 基本原理 超高温杀菌是把加热温度为135-150℃、加热时间为2-8s 、加热后产品达到商业无菌要求的杀菌过程叫做超高温杀菌或者UHT 杀菌。其基本原理包括微生物热致死原理和如何最大限度地保持食品的原有风味及品质原理。因为微生物对高温的敏感性远远大于多数食品成分对高温的敏感性,故超高温短时杀菌,能在很短时间内有效地杀死微生物,并较好地保持食品应有的品质。 一、UHT 杀菌的微生物致死理论依据 微生物的热致死率是加热温度和加热时间的函数。 (一)微生物的耐热性 微生物的耐热性受到下列因素的影响 1.菌种和菌株; 2.菌龄、培育条件、贮存环境; 3.热处理的介质、食品成分如酸度; 4.原始活菌数; 5.热处理温度和时间(主导因素)。 (二)微生物的致死速率与D 值 在一定环境和温度下,微生物随时间而死亡时的活菌残存数是按指数递减或按对数周期下降的。细菌任意时刻的致死速率可以用它残存活菌数下降一个对数周期所需的时间来表示,这便是图中D 值的概念。D 值是这一直线斜率绝对值的倒数,即: () D D C C C B /1/10log 10log /23=-=''=斜率 D 值反映了细菌死亡的快慢。D 值越大,细菌死亡的速度越慢,即细菌的耐热性越强;反之则死亡速度越快,耐热性越强。D 值随其它影响微生物耐热性的因素而异,只有在这些因素固定不变的条件下,才能稳定不变。 图10-1
(三)微生物的热力致死时间与Z值 热力致死时间(Thermal Death Time=TDT)——表示热力致死温度保持不变的条件下,完全杀灭某菌种的细胞或芽孢所必需的最短热处理时间。 微生物热力致死的时间随致死温度而异,两者的关系曲线称为热力致死时间曲线,图 10-2表达了不同热力致死温度下细菌芽孢的相对耐热性。
UHT超高温瞬时灭菌机简介(免费赠送关键设备盘管机技术)(免费赠送盘管制作工艺技术) 盘管结构图
为了推动乳品工业的发展,响应国家提出的“一杯牛奶强壮一个民族”的号召,使人民群众饮用到高品质、低价位的优质鲜奶,参照世界著名的STORK(斯托克)公司的先进技术有西安轻工机械研究所开发的鲜奶超高温瞬时灭菌机技术(图纸低价转让:微信号 ;WX九七二四五八三六零)。 一、技术参数: (一)、性能参数: 1、生产能力:4520l/h 2、生产范围:1000~4520l/h 3、超高温灭菌时间2s 4、主加热器长度:21.9m 5、热回收利用率:86% 6、UHT外形尺寸:直径:Φ1600mm,高:1800mm 7、重量:UHT约1800 kg 平衡罐约875kg (二)、能源消耗: 1、蒸汽消耗:160~300kg/h 8bar 2、压缩空气消耗:100l /min 6bar 3、水压力消耗: 3 bar
4、 均质机最高操作压力: 250 bar 5、 功率消耗: 3kw (不含均质机) 6、 电压: 380V 7、 频率: 50Hz 二、 机器的构成:(见附页图1) 1 · 气动元件箱 2· 平衡罐 3· 电控柜 4· 1~4层盘管(杀 菌机)5· 均质机 4杀菌机 5均质机 3电器柜 2平衡罐 图1-"灭菌机"系统平面配置图 三、 工作原理及结构特点: (一) 工作原理: 从储料罐来的原料奶经过平衡罐进行准备后,先进入盘管第三层进行预热,经过预热的牛奶进入均质机作第一次均质,均质压力为40Kgf/cm 2,预均质后的牛奶进入第四层作第二次预热,然后直接进入超高温灭菌段(第一层盘管,蒸汽进行加热),灭菌时间为2s (牛奶在不低于135℃的管内流动的时间),再进入第四层和第三层进行热能回收再利用,消毒奶在第三层进入均质机进行第二次均质,均质压力为250kgf/cm 2(第二次均质也可省去),再进入第二层盘管进行冷
8 石油钻采I艺2000年(第22卷)第4期 钻井液脉冲信号的传输特性分析” 裁警善 (清华大学,北京100084) 苏义赫 (中国石油勘探开发研究院,北京lO0083) 摘纂井眼轨迹盎动控制技木是当前国内外钻井撞采墙域的研完热点,蒜撞采关键是地藏与井下的信息道传簿遐。旗毒液酶冲馋为这静售惠逮{吝辨一肆毒建方式,越采趋爱戴^弼蟑熏撬和青睐。但是,瓣蘸对钻井囊彝冲砖赣特性的研究多是议试骚为手较进行产菇开发,而对蓦抟输瓤理的研究善少。根据钻井工艺技术的具律特.囊,建意了钻井液脉冲信号砖辅系统的数学谟型,并给出了求解方法。最后,通过实例分析了钻井液脉冲信号的传赣特性。 研究的结果对现有钻井液脉冲信号传输系统的改进以魔新系统的开发都其有拳考价值。 主题词莽眠辘汝导向钻井鑫动控制钻井液辣冲信号傣毒囊数学模型 作者简介刘掺善.1962年生。1984年毕韭于大废石油擘院哥寰未,分别于1990丰、1998年获硕士、博士学 位,现为博士后,副教授。 苏义脑,1949年生。1976年毕业于武汉钢筏学院机械系,分别于1982年、1988年授硝 士、博士学位,1988~1990年在北京航堂航矗大学从事博士后研究工作,现为钻井所副所长,教授旺高级工程师,博 士生导师。 音20世纪50年代以来,井眼轨逋控制技术一 直是钻井工程中的研究热点01。为此,国内外专家和 学者从钻柱力学特性分析、钻头与地层相互作用关 系以及弗暇孰迹预溅方法等方嚣傲了大慧鲍磅究工 作,取褥了丰硬懿研究藏幕,获丽谴并袋辘逑控翻理 论和技术得到了不断的发展和完善。进入80年代后期,地质搏向钻井技术和弗眼轨迹自动控制技术叉 掀起了新一轮的哿}究热潮。 壤瓣与劳下懿售崽掩辕是实理建爨每起链劳鞍 并眼轨逸自动控制的关键技术,担负着对井下工况 和参数的监测以及对井下执行系统实懈决策、干预等控制功能的双向通倍任务,直接关系到整个控制系撬翡成黢。 盘警锗井工艺技术的特辣性,要墩蟪面与并下实现无线信息传输,因此增加了问题的复杂性。在井眼中,电磁波衰减严重,耐声波又受环境噪声的强烈干扰。整装中继装置会增加成本,丽盛其可靠性较差o】。壹戮1963年,J.j+Arps发鹱了铱舞渡繇滓麴传输方法啪,才使这一难题取得了突破性的进展。目前,大多数的随钻测量系统都是采用钻井液脉冲的 传输方式。 然露,瓣莛对链势渡辣瘁舞谤究多蹩班试验为手段进行产品开发,对钻井液脉{中传输机理的研究 甚步。目前,这种传输方式所丽嵇的主要问题姥传输 距离受限、传输速率较低。为了充实对钻井液脉冲传 输机理的研究,本文建立了钻井液脉冲传输系统的 数学模型,逶避对链势渡赫冲倍号的传输特性及其影响蠢素分耩,使这一褥嚣褥潮解决。 一、信号传输的基本方稷 钻井液脉冲以压力波的形式传输信号。压力波燕一种动能秘势能(压力能)之间的能量转按过程。 在并敷孛,鐾势渡弥砖鲍话撵簿作为一维不窥嚣流动来处理。 应用管道中一维不定常流动的运动方稷和连续 方程“],可以褥到描述钻井液脉冲传输特性的基本方程 f罾+y鬈+s鬈+掣一 I警wa。H+v“na+a92a。V=o 式孛 舅一一采头,4i ,…沿程损失因数; 矿——钻井液流速,m/s, x…管路轴向坐橼; 。——链劳渡黩堙波懿蒋辕速囊,m/s; D——链柱直径,mm{ -注;靠更是863青年基虫课题(蝙号:820--Q--04)的降段研完成最。 万方数据万方数据