本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除! == 本文为word格式,下载后可方便编辑和修改! == 标签标识管理规定 篇一:产品标识标签管理制度 产品标识和可追溯性控制程序 (产品标识标签管理制度) 1.目的 对公司的产品以及生产的全过程(包括从原辅料的接收、工序生产、成品入库以及出厂)保持适当标识,并规定相应检验状态的标识种类和管理办法,以确保在需要时对产品质量的形成过程实现追溯,确保合格品才能进入下一工序或出厂。 2 .范围 适用于从原料进厂到成品出厂全过程标识的控制和可追溯性管理。 3 .职责 3.1仓管部:负责所属区或内物料(包括原辅料、产品)检验状态的标识及控制,并正确使用和保管好各种物品的标识。 3.2生产部:负责对生产过程中形成的半成品和成品进行标识与维持,若需要对产品质量进行追溯时,参与追溯工作的进行和评审。 3.3品管部:负责组织对物料进行质量状态标识,监督检查各执行部门的实施情况,实现产品质量的可追溯性管理。 4 .定义 无 5.程序 5.1原料标识
原料、添加剂预混料、编织袋和标签等原辅料必须分区堆放,上锁存放,防止流失。原辅料进库后由仓管员编写《原料标识卡》,并挂上相应的堆头上,注明名称、供应商、数量、规格、进料日期等,质检员根据检验结果,在《原料标识卡》填上质量状况和使用要求。有毒有害物资必须与形成饲料的物料隔离堆放,并设有明显的安全警告性标识。 5.2.生产过程中物料的标识 5.2.1生产过程中需使用的原辅料,必须先经仓管员同意,查清楚相应的标识卡,确定是合格的原辅料后才能领用,根据领料情况填写《原料出库单》和《原料耗用日报表》以便追溯,注意必须填写清楚供应商、检验编号和数量等可追溯信息。 5.2.2在生产过程中,若完成上一工序后,需要一段时间才能进入下一工序的物料,须挂上标识牌,并在标识牌上注明产品名称、数量、规格和下一工序,确保信息传达准确无误。 5.2.3各种返工料必须按分类要求进行归类堆放和使用。 5.2.4 从车间拉出来的原料、半成品或成品,必须堆放在指定位置,并在叉料方向的两侧标 明品种或编号、产生原因、数量、日期和班次等内容,以防误用。 5.3 成品标识 5.3.1饲料成品必须使用对应的包装袋包装,包装袋外要印有品名、规格、厂址、净含量、公司名称等内容。 5.3.2包装封口时,必须加缝饲料标签,并加盖当天生产日期,一包饲料对应一张标签。标签应符合《饲料标签》GB10648的要求,内容包括品名编号、验收合格证号、厂名厂址、生产日期、主要成分分析保证值、原料组成、使用说明、配伍禁忌、保质期、贮存方法、注意事项等。 5.3.2包装完成后,堆放时,不同规格、不同日期的产品必须分开堆放。不同日期的产品,先生产的产品必须移到最外面,保证发货时做到先入先出。 5.4入库成品的标识 生产完成后,入仓的成品由仓管员在成品报表上进行标示,并在堆头上挂上标识牌,注明检验状态、生产日期、规格等,以便区分。 5.5检验状态 检验状态分三种:待检(挂黄牌)、合格(挂绿牌或不挂牌)、不合格(挂红牌)。
物料贮存状态标记管理规 程表格 The pony was revised in January 2021
物料贮存状态标记管理规程 目的: 建立物料贮存状态标记管理规程,以便于物料的识别。 范围: 所有原料、辅料、包装材料等物料的仓储状态标记。 责任: 仓库保管员制定; 仓储部部长审核; 主管生产副经理批准; 仓储部、质检部执行。 内容: 1.物料贮存状态标记 1.1待验状态标记:黄色,其中印有黑色《待验》字样。 1.2检验合格状态标记:绿色,其中印有黑色《合格》字样。 1.3检验不合格状态标记:红色,其中印有黑色《不合格区》字样。 1.4更换包装标记:用《更换包装》标签代表。 1.5待返工产品标记:白色,其中印有黑色《待返工》字样。 1.6销毁状态标记:蓝色,其中印有黑色《待销毁》字样。 2.状态标记的管理
2.1各种状态标记必须经质检部审核确认后,按规定统一印制。 2.2状态标记的发放 2.2.1物料贮存状态标记的发放 2.2.1.1物料状态《合格证》、《不合格证》由质监员按物料的检验结果会同仓库保管员计数贴(挂)于物料外包装,并填写《状态标记发放记录》。 2.2.1.2贮存状态标牌的发放:待验物料入合格区之后,仓库保管员要立即在待验物料的货位架上,挂上黄色《待验》状态标牌,置货位前处,然后依据检验结果及时更换状态标牌。物料经过检验合格后,仓库保管员立即将黄色待验标牌更换为绿色《合格》标牌,检验不合格的物料,搬至不合格区。 2.2.2外包装破损物料包装的更换:对外包装破损物料包装的更换应在质监员的监督下进行,包装更换后,经质监员检查合格,贴上《更换包装》标签,保管员填写《更换包装记录》。 2.2.3对于退回成品应将《待验》标牌挂上。 2.2.4退回成品经检验合格需返包的应将《待验》更换为《待返工》标牌。 2.2.5需销毁的成品应挂上《待销毁》标牌。 3.附件: 更换包装 TG-C76-004-01 状态标记发放记录 TG-C76-004-02 更换包装记录 TG-C76-004-03
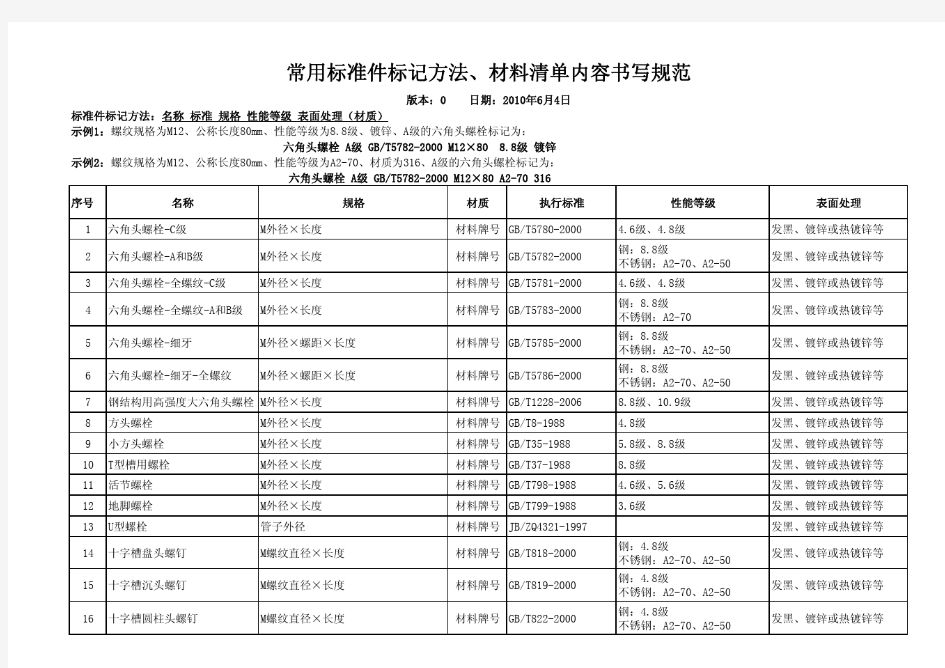
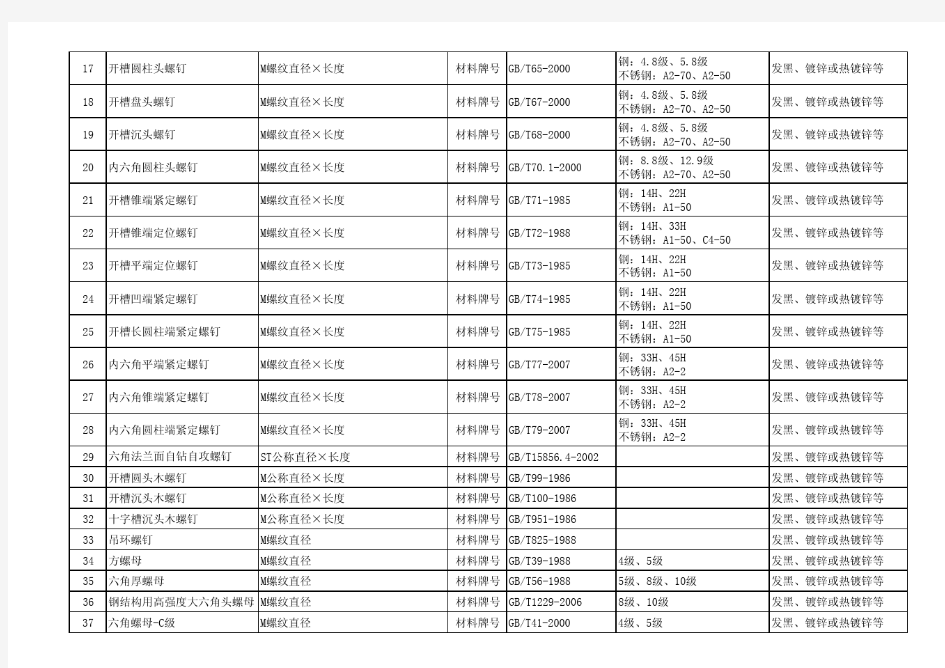
标准件选用手册
目次 1紧固件产品分类 (1) 1.1按大类分 (1) 1.2螺栓连接的分类 (1) 1.2.1按受力形式分类 (1) 1.2.2根据安装状态分类 (1) 1.2.3按产品等级分类 (2) 1.3按采用产品的螺纹分类 (2) 1.4按螺栓材料与性能等级分类 (2) 1.5高强度螺栓简单分类 (2) 2紧固件常用螺纹 (2) 2.1基本尺寸 (2) 2.2普通螺纹公差与配合的选用 (2) 2.3普通螺纹的标记 (5) 2.4自攻(含锁紧)螺钉用螺纹、螺杆螺纹 (5) 2.4.1自攻螺钉用螺纹 (5) 2.4.2自攻锁紧螺钉的螺杆粗牙普通螺纹系列 (6) 3紧固件的机械性能 (6) 3.1螺栓、螺钉、螺柱的机械性能 (6) 3.1.1适用范围 (6) 3.1.2 螺栓、螺钉、螺柱的性能等级 (6) 3.1.3 材料和热处理、回火温度 (6) 3.1.4 螺栓、螺钉和螺柱的机械和物理性能 (7) 3.1.5 粗牙螺纹最小拉力载荷 (8) 3.1.6 粗牙螺纹保证载荷 (9) 3.1.7 细牙螺纹最小拉力载荷 (10) 3.1.8 细牙螺纹保证载荷 (11) 3.2螺母(粗牙、细牙)的机械性能 (12) 3.2.1 适用范围 (12) 3.2.2 螺母粗牙螺纹的性能等级 (12) 3.2.3 螺母细牙螺纹的性能等级 (17)
3.3 自攻螺钉 (20) 3.3.1金相与硬度 (20) 3.3.2机械性能 (21) 3.4抽芯铆钉 (21) 3.4.1机械性能等级 (21) 3.4.2机械性能 (22) 3.5 蝶形螺母保证扭矩 (22) 4 紧固件的连接方式选用 (22) 4.1紧固件的连接特性及基本要求 (22) 4.1.1紧固件连接的受力和传力方式 (22) 4.1.2紧固件连接的失效形式 (23) 4.1.3紧固件连接设计的基本要求 (23) 4.2螺栓连接的预紧 (23) 4.2.1预紧的目的 (23) 4.2.2预紧力的确定 (23) 4.2.3拧紧力矩 (24) 4.2.3.1拧紧力矩的计算 (24) 4.2.3.2紧固件的拧紧扭矩 (24) 4.2.4预紧力的控制方法 (27) 4.3螺纹连接的防松 (27) 5紧固件的选用原则 (27) 5.1正确选择紧固件的外形 (27) 5.2选用适合的精度等级 (28) 5.3选择适用的紧固件材料 (28) 5.4选用合适的表面处理方法 (29) 6标准件选用范围及标注 (29) 6.1标准件分类 (29) 6.2标准件明细 (29) 6.3标准件的选用范围 (29)
螺栓M 含弹平垫GB/T5782-2000 螺钉M 含弹平垫GB/T70.1-2000 螺母M 含弹平垫GB/T41-2000 十字槽沉头螺钉M GB/T819.1—2000 深沟球轴承6 GB/T276-1994 推力球轴承5 GB/T 301-1994 圆柱滚子轴承N GB/T283-1994 圆锥滚子轴承3 GB/T297-1994 调心球轴承1 GB/T281-1994 角接触球轴承7 GB/T292-1994 六角头螺栓长度系列:2,3,4,5,6,8,10,12,16,20,25,30,35,40,45,50,55,60,65,70,80,90,100,110,120, 130,10,150,160,180,200,220,240,260,280,300,320,30,360,380,400,420 螺纹规格d=M12,公称长度l=80、性能等级10。9,表面氧化、产品等级A级六角头螺栓标记:螺栓:GB/T5783—2000-M12x80-10.9-A-O
普通平键长度系列:6,8,10,12,14,16,18,20,22,25,28,32,36,40,45,50,56,63,70,80,90,100,110,125,140,160,180,200,220,250,280,320,360,400,450,500。 普通平键标记:平头普通平键(B型)b=16,h=10,L=100:键B16x100 GB/T1096-1979(A 型不标A) 弹簧垫圈: 标准型弹簧垫圈(GB/93-1987)、轻型弹簧垫圈(GB/T859-1987)、重型弹簧垫圈(GB/T7244-1987) 标记:规格16mm、材料65Mn、表面氧化的标准型弹簧垫圈:垫圈GB/T93 16 平垫圈: 平垫圈C级(GB/T95-1985)、大垫圈A和C级(GB/T96-1985)、特大垫圈C级(GB/T5287-1985)、小垫圈A级(GB/T848-1985)、平垫圈A级(GB/T97.1-1985) 圆螺母用止动垫圈GB/T858-1988 10~200 锥形锁紧垫圈GB/T956.1-1987 3~12 内齿锁紧垫圈GB/T861.1-1987 2~20 外齿锁紧垫圈GB/T862.1-1987 2~20 单耳止动垫圈GB/T854-1988 2.5~48
1、范围: 本标准规定了物料和产品标识的原则、内容;物料和产品标识的对象、分类内容与方法;管理职责与要求等。 本标准适用于公司范围内停放、贮存的物料和产品。它们包括原材料、外购外协件在制品(加工件)、半成品及产成品等。 2、物料和产品标识管理的原则及内容 2.1原则 2.1.1有利于提高生产效率和工作效率。 2.1.2有利于避免产品混用、误用,减少不必要的损失。 2.1.3有利于产品使用管理的规范化、标准化和科学化。 2.2内容 2.2.1产品所处的状态(或阶段) 2.2.2产品标识的方法 2.2.3产品标志的内容 3、产品标识的对象、分类及内容 3.1对象 产品标识的对象为接收、生产、交付及安装各阶段所涉及的有必要进行标识的产品。按产品所处的状态分为原材料、外购外协件、在制品、半成品和半成品五种类型。 3.2产品标识的分类 3.2.1原材料、外购外协件的产品标识 3.2.2待加工件、在制品及半成品的产品标识 3.2.3半成品的产品标识 3.3产品标识的内容 一般包括以下一项或多项:产品代号、版本号、名称、生产令号或其它特殊标识等。 4、产品标识的方法与要求 4.1标识的方法 根据产品的种类大小、批量、贮存或代管的期限长短、存放地点等条件因素,可分别采用标签法、标牌法、工序流转卡法、书写法等方法。
4.1.1标签法:将标识内容书写于标签上,采用粘、插、挂等方法,标于产品表面、柜架或容器的醒目处,要求在存放和搬运过程中不易丢失、覆盖或污损。 4.1.2标牌法:将标识内容书写、印刷或刻于标牌上,以挂、铆等方式标于产品表面、柜架或容器的醒目处。 4.1.3工序流转卡法:工序流转卡作为产品标识,工序流转卡中包含产品代号、工序名称、质量情况、操作者、时间、生产令号等内容。用于从毛坯备料到半成品或产成品完成的产品标识,可追溯性强。 4.1.4色标法:利用色漆对钢材进行标识的方法。主要应用于钢材棒料的标识,在棒料的两端涂以色漆进行标识。不同颜色的色漆,分别代表钢材的不同材质,具体参照国家有关钢材材质标识的规定。如T10钢采用红色漆、45钢采用兰色漆、Q235钢采用黄色漆进行标识等。 4.1.5书写法:采用粉笔、油漆、墨汁以及工具、电刻笔、钢字码等产品表面的醒目处书写标识内容进行标识的方法。粉笔书写标识为一种产品标识辅助的方法,适用于上下工序之间的待加工件或代管周期短的半成品;油漆书写标识可用于物料、产品分区存放时的区域标记,代管周期较长的半成品标识,以及模具等物品的标识。电刻笔、钢字码在产品标识须经技术部门同意方可进行。 4.2标识的要求 4.2.1原材料、外购外协件的产品标识 4.2.1.1由供方交付给本公司的物料(不论是否有包装),均应有标识该物料的标识,如:铭牌、产品标记和合格证等。仓库保管员在检验员的协同下进行验收时,经核对送货清单与实物(标识)无误后方可接收入库。如果未标识或标识与送货清单不符,仓库不予接收,退回厂家处理。 4.2.1.2物料入库的上架(柜)摆放的区域以标签、标牌、卡片等形式作好标识。标识应包含物料的名称、编号等内容。 4.2.1.3对于不同材质的钢材棒料应保留原有标识,在没有原厂标识时应按有关行业规定以色漆进行标识。 4.2.1.4对于外协外购件,应保持其原有标识,如:铭牌、产品标记和合格证等,同时又要上架(柜)摆放、盛入容器或分区贮存,并以标签、标牌、卡片等形式作好标识,非
标准件的标记规范
1、前言 本标准适用于 BOM、爆炸图、装配图及部件图、工序作业指导书、检验与试验作业指导书等技术 文件。 2、引用或参考标准 GB/T1237-2000《紧固件的标记方法》 GB/T117-2000《圆锥销》 GB/T 118-2000 《内螺纹圆锥销》GB/T 《普通圆柱销》 GB/T 《弹性圆柱销》 GB/T 91-2000 《开口销》 GB/T 65-2016 《开槽圆柱头螺钉》 GB/T 67-2008《开槽盘头螺钉》 GB/T 《内六角圆柱头螺钉》GB /T 《内六角花形圆柱头螺钉》 GB/T 68-2016 《开槽沉头螺钉》 GB/T 69-2016 《开槽半沉头螺钉》 GB/T 818-2016 《十字槽盘头螺钉》GB/T 《十字槽沉头螺钉》 GB/T 83-1988 《方头长圆柱球面端 紧定螺钉》 GB/T 41-2016 《1 型六角螺母— C 级》 GB/T 9457-1988 《1 型六角开槽螺母—细牙— A 和 B 级》 GB/T 《六角薄螺母— A 和 B 级一倒角》 GB/T 6174-2016 《六角薄螺母— B 级—无倒角》GB6178-1986《1 型六角开槽螺母— A 和 B 级》 GB/T 812-1988《圆螺母》 GB/T 《平垫圈 A 级》 GB 《轴用弹性挡圈— A 型》 GB 93-1987 《标准型弹簧垫圈》 GB 《孔用弹性挡圈— A 型》 GB 《半圆头铆钉》 GB 865-1986《沉头铆钉》 GB/T 872-1986 《扁平头铆钉》 GB 876-1986《空心铆钉》 3、螺钉 ( 螺栓、螺丝 ) 螺钉常见的头型 圆柱头平圆头大扁头沉头半沉头六角头 六角垫圈头平圆垫圈头防松垫圈头大平头 螺钉顶部常用的槽型 : 一字槽十字槽一十字槽H字槽梅花槽三角槽内六角三翼槽 常用螺钉的尾端与代码 A B AB BT T C 螺钉的标记
关于标签使用方法及管控办法 标签简单的说就是产品的身份证,是对产品的名称、规格、型号、数量、品质状态、客户、订单号、生产日期、生产者的基本描述,用以区别不同客户的订单需求,不同批次的产品生产及发货状态。 标签的种类 出货标签,用于包装外箱,产品标签、客户标示LOGO标签,实际意义不大,可以用来做客户与客户之间的区分。 制程标签,周转箱,框,等以批为单位又叫做标示卡 进货标签,仓库摆放区域标示、种类标示、货架标示,目录+标示卡、供方标示、标签 标签的来源 1、按客户要求使用的标签----用于做OEM贴牌时,客户提供的带有条形码的内、外标签。 一般用于成品包环节。 2、自主设计的标签---- 自主研发生产的产品,和仓储物流、工序流转过程中用以区分物料 归属性的标示卡。 3、临时性标签------- 临时盘点数量,工序流转自然形成的标示卡。 标签的颜色 白色标示正常流转的合格品 绿色合格品 红色不合格品 黄色有问题的产品 标签颜色的应用,其目的主要在于区分物料品质状态,使之一目了然,当管理者看到不同颜色的标签应采取相应措施,从而满足物料需求和保证生产进度,生产计划运作原理上要求不投入多余的物料,不生产库存产品,减少资金占用,计划数量和实际生产数量应该保持一定的平衡,生产计划数量越近似订单数量说明生产运作越正常,反之就是管理差或者加工工艺受到局限,等等未能突破的各种瓶颈影响计划的达成。 实际生产数量=订单数量(客户需求)+提前废率(考虑减去库存) 生产线上一旦出现红色或者黄色标示物料,就意味着不能按时发货,不能保证产品质量,或者是打乱生产计划等等问题出现,管理者会不约而同的来到现场对其进行分析和处理。 正常情况下,当生产线出现有警示颜色的标签时,生产部和品质部管理者都应该收到《信息反馈单》在警示标签和信息反馈单的双重示警作用下,不良品问题应该迅速得到解决。 标签的统一性 标签和ERP系统中的BOM数据统一,即名称、规格、型号实现三统一,在各个生产工序及仓库流转过程中统一标示,体现物料的唯一性和输出端,(客户)还要体现的就是生产计划中的物流信息。无论何种标签上的信息一定是按照生产计划中的BOM代码标示。 举例说明
标准件常识 STANDARD PARTS IN COMMON BY:John.CJ 标记含义CODE MEANING □□ □□/□ □□□□-□□□□ M□□×□□ □□ 等级GRADE 公称长度NOMINAL LENGTH 公称直径NOMINAL DIAMETER 米制METRIC 发布年份YEAR OF ISSUE 发布顺序号RELEASE ORDER NO. 推荐RECOMMENDATION 标准类别STANDARD CATEGORY 零件类别PARTS TYPE 注:标记时,根据需要可能仅列出部分内容。 NOTE: When marking, only parts of the content may be listed according to need. E.G 螺栓GB/T 5781-2000 M12×50 C级 BOLT GB/T 5781-2000 M12×50 C GRADE 螺栓GB/T 5781 M12×50 BOLT GB/T 5781 M12×50
NOTES Hexagon bolts with wire holes on head-grade A Hexagon head bolts with fine pitch thread-Full
Slotted countersunk flat head screws(common 和有
Hexagon thin nuts (chamfered) with fine pitch Prevailing torque type all-metal hexagon nuts,
物料存储管理规范-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
1.目的 使物料储存、保管、搬运和防护有序进行,以维护质量良好。 2.范围 本公司所有物料、半成品及成品。 3.职责 3.1 仓库负责使本控制办法得到有效实施。 3.2 计划部负责超期物料是否再使用的判定。 3.3 品质部和工程负责超期物料的检验和分析。 4.定义与缩写 无 5.工作流程及内容说明 5.1 储存期限 5.1.1 贴片阻容件类: 6 个月 5.1.2 (真空包装)IC :1 年 5.1.3 SMD 类贴片 LED 元件:1 年 5.1.4 插件阻容件类:电阻、电容、二极管、三极管、电感、晶振:3~6 个月 5.1.5 插件变压器类:6 个月 5.1.6 插件 IC 类:4 个月 5.1.7 PCB 类(PCB、PCBA):6 个月 5.1.8 插件连接器类:6 个月 5.1.9 小型的电力,电子装置类:6 个月 5.1.10 包装材料类:12 个月(彩盒 6 个月) 5.1.11 塑胶类:4 个月 5.1.12 金属类:6 个月 5.1.13 助焊/去焊剂类、松香、天那水、酒精等:供应商提供期限 5.1.14 锡膏:6 个月 5.1.15 锡线类(锡线、锡条等):6 个月 5.1.16 半成品:6 个月 5.1.17 成品:6 个月 5.1.18 电芯:12 个月(每三个月分容一次) 5.2 储存区域环境 5.2.1 储存区分为:暂存区、良品区、不良品区。 5.2.2 储存条件:仓储场地须通风、通气、通光、干净,白天保持空气流畅,下雨天应关好门 窗,以保证物料干燥,防止受潮。 5.2.2.1 IC\电芯仓库温度<40 度、湿度<70%;
编号:S14-20120516-0668丹东黄海汽车有限责任公司乘用车分公司技术标准 紧固件的采用原则及其标注规则 1范围 本文件规定了产品设计中紧固件的采用原则及其在图样中的标注规则。 本文件适用于丹东黄海汽车有限责任公司乘用车分公司的新产品设计和老产品改进中紧固件的设计。 2规范性引用文件 QC/T326汽车标准件产品编号规则 汽车设计标准资料手册(标准件篇) S14-20111208-0416汽车零部件编号规则 3紧固件采用原则 紧固件的选择应严格按以下顺序执行: a)紧固件应优先在“企业标准件库”中(以下简称为企标件)选择; b)在企标件中选不到的情况下,宜从“汽车设计标准资料手册(标准件篇)”(以下简称为 汽标件)中选择; c)在汽标件中选择不到的情况下,可从国家标准件(以下简称为国标件)中选择; d)在即没有对应的汽标件也没对应的国标件(以下简称为非标件)的情况下,按普通汽车 零件即专用件处理(需要出图纸)。 4紧固件代号及标注规则 4.1汽标件 企标件及汽标件中的紧固件代号均按QC/T326标准执行。具体规定如下。 4.1.1汽标件编号的组成 Q□□□·□T□F□□ 分型代号 表面处理代号 机械性能、材料代号 总成件专用隶属件代号 分隔点 尺寸规格代号 变更代号 品种代号 汽标件特征代号
4.1.2 汽标件代号均以Q (汽)开头。4.1.3品种代号由三位数字组成,首位表示产品大类,第二位为分组号、第三位为组内顺序号。 大类含义见表1。表1 大类代号01 23456789产品类别螺柱 螺栓螺钉螺母垫圈、挡圈、铆钉销键螺塞、扩口式管接件、管箍、管夹滑脂嘴、封堵件、操纵联接件卡套式管接头 其它4.1.4 变更代号以一个汉语拼音大写字母表示,由字母“B ”开始。4.1.5 尺寸规格代号尺寸规格代号直接以产品的主要尺寸参数表示。4.1.5.1 由一个主要尺寸参数即可表示产品规格的,直接以该参数值的2~3位数字表示。当参数仅一位数时,于左边加“0”补足两位数。4.1.5.2由两个或三个主要尺寸参数(如直径及公称长度)表示产品规格的,直接以参数值按主次顺次相接的3~6位数字表示。其中 a)第一参数值仅一位数的,于左边加“0”补足两位数,其余参数直接写入,不补位;b)某些品种主要参数含有带小数规格时,该参数中的小数规格以增为10倍的整数表示;若 与其余整数规格混淆时,则该参数全部规格均增为10倍表示。 4.1.6机械性能及材料代号 常用机械性能及材料代号见表2。一个品种仅有一种要求或推荐采用的基本要求时,在其产品编号中予以省略。选用其它机械性能、材料时要加注代号。 表2代号 机械性能或材料牌号及标准适用产品 T 钢10.9GB/T 3098.1螺柱、螺栓T1 钢8.8GB/T 3098.1螺柱、螺栓T13 钢10粗牙GB/T 3098.2、细牙GB/T 3098.4螺母T16 钢200HV GB/T 848,GB/T 97.1平垫圈T30 不锈钢A2-70GB/T 3098.6螺母、螺柱、螺栓(d ≤20)T31不锈钢A2-50GB/T 3098.6螺栓(d >20),螺钉84.1.7表面处理代号 表面处理按表3,一个品种仅有一种要求以及推荐采用的基本要求,在其产品编号中予以省略。选用其它表面处理时应加注代号。表3 代号 表面处理适用产品类型 F 不处理,钢质件涂油防锈全部F2 防蚀磷化QC/T 625钢质件F3 镀锌彩虹色钝化QC/T 6251、外螺纹件:P <0.5,镀层厚度3μm ;P=0.5~0.8,镀层厚度5μm ;P >0.8,镀层厚度8μm 2、内螺纹件:镀层厚度5μm F31 镀锌黑色钝化QC/T 625F4 涂聚乙稀塑料QC/T 625非螺纹件F6 锌铝铬涂层QC/T 625车轮螺母、外螺纹件及弹性垫圏组合件F9 氧化QC/T 625钢制件F6F31黑色达克罗螺纹件注:F6F31是公司内部暂定代号,非汽车行业标准代号
物料标识管理规定版本记录
物料标识管理规定 1.目的 对公司的产品生产的全过程,包括从原辅材料的接收、工序生产、成品入库,直至出厂,都保持相应的标识,以确保在需要时对产品质量的形成过程实现追溯;规定相应检验状态的标识种类和管理办法,确保合格的原料才能使用,合格的成品才能出厂。 2. 适用范围 本程序适用于公司产品,包括进货物资,生产过程,直至产品出厂全过程标识的控制。 3. 职责 3.1 生产部 3.1.1 负责制定对生产全过程的产品标识及检验状态标识实施严格管理,若需要对产品质量进行追溯时,生产部参与追溯工作的进行和评审; 3.1.2 仓库负责对所有原材料的标识控制; 3.1.3 生产车间和仓库负责对工序产品及成品的标识控制; 3.2 技术部负责产品质量跟踪活动的控制,发生需要追溯时,组织并协调追溯工作的进行和评审;并 监督检查各执行部门的实施。 3.4 各部门应熟悉并掌握各类物品检验状态标识方法和意义,严格执行不同状态标识的规定,发现问 题及时进行追踪复查。成品仓库负责产品其标识的核对。 4.工作程序 4.1 原料仓库标识控制 4.1.1 原料仓库管理员根据《采购控制程序》进行收货,并在包装袋/桶上,用标贴的方法进行码堆标识,在检验中的原材料不贴标识或写上“待检”字样,根据原料检验报告,分别使用PASS和UNPASS 标识贴在包装袋/桶上。备料区的零头原料,可直接在所盛放的容器贴上“合格”标识及原 材料编号。根据不同物资进行分开码堆存放。 4.1.2 标识时应注明批次信息,批次编号方式为原料编号+采购批次,标识卡还应有注明原料编号、 产地、合格或到货日期、若该原料具有有效期限的,则需注明,并标明检验状态。 4.1.3 当原料被领入生产时,送料人员应在所领用的每板原料上用笔注明产品编号、生产批号、原料 名称、数量、送料日期等。 4.2 成品仓库标识控制 4.2.1 成品完工后,应在成品包装贴上批次信息,批次信息以生产指令单上为准,检验前应贴上“待检中”标识,待合格后由质量部通知产品合格,摘除“待检中”标识。 4.2.2 成品仓内经检验和试验(复检)判定合格的产品,技术部在“产品送检单”中,填写检索结果并签名。合格的存放于规定的“合格品区”内,并准予出厂;当判定不合格的成品,在没有进行适当处置之前,
物料主数据管理规范 文件编号: ZW/QI-R&D-029 受控标识: 版本状态: 发放序号: 编制:日期: 审核:日期: 批准:日期: 机密性:公开总页数:22页
1、目的 规范物料主数据的管理。 2、适用范围 适用于本公司物料主数据管理。 3、物料主数据 物料主数据维护申请单 物料主数据维护申请单包括基本视图、销售视图、MRP视图、采购视图、工厂存储视图、质量视图、会计成本视图七个视图,每个视图由对应的部门相关人员填写完成。 3.1 .1 基本视图 基本视图是由使用人员申请时填写,其中新物料申请时必填项有物料描述、基本计量单位、工厂、物料类型、物料组、基本物料(ESD 潮敏等级封装);旧物料更改、删除、冻结、解冻时必填项除了上述几个外还包括物料号。 3.1.2 销售视图 销售视图是由市场部相关项目负责人员填写,包括有销售组织、分销渠道、科目设置组、产品组、税分类。 3.1.3 MRP视图 MRP视图是由计划部相关负责人员填写,包括有基本计量单位、MRP组、特定工厂的物料状态、MRP 类型、MRP控制者、批量大小、最小批量大小、舍入值、ABC标识、采购组、采购类型、生产仓储地点、特殊采购类、自制生产天数、收货处理时间、计划交货时间、计划边际码、期间标识、外部采购仓储地点、策略组、计划边际码、期间标识、外部采购仓储地点、策略组、可用性检查、消耗模式、逆向消耗期间、向前消耗期间、综合MRP、独立/集中、调度员。 3.1.4 采购视图 采购视图由物料部相关负责人员填写,包括有基本计量单位、订单单位、采购组、最小批量大小、与基本计量单位换算关系、舍入值、计划交货时间、自动采购单。 3.1.5 工厂存储视图 工厂存储视图由仓储部相关负责人员填写,包括ABC标识、序列号参数文件、批次管理、仓库地点、外部采购仓储地点、仓库仓位、生产仓储地点。 3.1.6 质量视图
华泰汽车集团技术规范 YF-GF-A0—001 标 准 件 编 号 技 术 规 范 2010-07-01发布 2010-07-01实施 华泰汽车集团研发中心发布
标准件编号技术规范 1、概述 根据公司各项目实际运行情况,为规范所有项目产品零部件编号,为今后产品的设计、制造、生产、采购、销售等提供规范性基础文件,特制定本规范。 2、参考标准 QCT326-1999 汽车标准件产品编号规则 3、标准件编号规则 3.1 标准件和准标准件 3.1.1 标准件:标准编号及标准名称完全符合国家或行业标准的标准件称为标准件。 标准件的编号中不能表达性能等级的信息时,标准件性能等级在备注中注明。例:Q150B0680 8.8级。如标准件代号中已表达了性能等级、表面处理信息的,在备注栏不必再注明。 3.1.2 准标准件:可以用标准件进行表达的非标件称准标准件,准标准件编号为:在标准编号尾增加更改标识。但准标准件只限于: a)螺纹螺距规格的更改(P) 一个标准的螺母或螺栓没有所需的螺距: 例:Q1841025 六角法兰面螺栓标准规格为M10×1.5如设计需要M10×1.25的,表示方法如下:准标准件编号:Q1841025P1.25。 b)螺纹长度规格的更改(b)
标准件螺纹长度的变化: 如一个标准件Q1841280,其中螺杆的长度为80,螺纹长度为30。根据设计要求,螺纹长度要50,表示方法如下:准标准件编号:Q184128050b其中:b是螺纹的长度。标准名称不变。 c)螺栓长度规格的更改(L) 选用的标准螺栓没有需要的长度: 例:如果一个选用的标准螺栓,长度系列最长为60,而实际需要的长度为80,表示方法如下:准标准件编号:Q150B0680L;标准名称不变。 d)平垫圈规格的更改 组合标准件更改平垫圈规格: 例:Q1460820 六角头螺栓、弹簧垫圈和平垫圈组合件。其中垫圈为Q407是标准垫圈,因需要改为Q402大垫圈,表示方法如下: 准标准件编号:Q1460820Q402;标准名称不变。 e)标准件组合 几个单个标准件组合成一个组合件: 准标准中的组合件均不可拆分,各种垫圈和弹簧垫圈的内径应随主件变更,外径等其它参数按取选垫圈的规格确定。 例:一个标准六角法兰面螺栓Q1841080和一个标准垫圈Q402组合,表示方法如下: 准标准件编号:Q1841080Q402;准标准件名称:六角发兰面螺栓和平垫圈组合件。 f) 准标准件编号字符超过18位 例:一个标准内六角花形圆柱头螺钉Q2100620、平垫圈Q401和弹簧垫圈Q403三个标准件组合,表示方法如下: 准标准件编号:Q2100620Q401403F32;
物料包装标识规范和搬运安全制度批准: 1、目的:为便于物流过程的需要和物料的防护及可追溯性,特规定物料的包装要规范,标识要清晰,交付搬运安全要源头控制,以确保物料包装完整、标识清晰,质量完好。 2、适用范围:公司所有物料(极个别物料除外) 3、职责: 3.1 物控/采购人员负责通知联络供应商,并要求供应商按规范制度操作及相关问题的处理。 3.2 仓储部收货人员负责监督供应商送货物料包装、标识、搬运安全的源头控制。 4、标准规范制度要求: 4.1机加件/钣金件标识、包装要求、包装防护 4.1.1所有机加件标识单统一张贴在物料包装的右上角处,所有钣金件标识单统一张 贴在物料包装的左边位置(成套物料粘贴一个标识需提供清单,如:控制箱、机罩等);4.1.2表面处理过(含打标)的机加件,要进行单件包装,若是小件单个防护后,再按2 的倍数进行单位包装; 4.1.3表面在10㎝2 平面左右的机加件(即超过手掌大小的),即要单个包装防护、标识; 4.1.4不超过五角硬币大的小件物料使用密封袋按10件以上(含)1包(50件为上限),如有特殊保护要求,需单件包装,并按要求使用专用包装盒; 4.1.5对于表面光洁或精度要求很高的物料,必须先用防护膜包装一层做好防护,以避免在物料运输过程中摩擦擦伤; 4.1.6一元硬币大小的小件物料使用密封袋按10件1包,如有特殊保护要求,需单件包装,并按要求使用专用包装盒;
小件物料使用气泡垫或防震珍珠棉包裹.原则上,铝、铜制产品使用发泡塑料,钢制产品使用木制盒。对于外观及精度有特别要求的物料要设计使用专用包装。 为便于统一管理,发泡塑料及木制盒的外型尺寸应保持统一,仅仅根据产品的形状等要求设计不同的内部型式。内部型式必须保证产品之间的隔离,避免运输过程发生相互碰撞。尤其对于有外观要求的产品,应设计缓冲或填充型式。注意:缓冲填充材料禁止使用木屑、报纸、碎纸片等材料。 4.1.7 除以上小件物料包装要求之外,其他所有机加/钣金件物料都要求单件/独立包装。 4.1.8对于大件和大板以及表面要求较高的工作台面板,原则上要求采用厚度为2mm以上韧性较好的珍珠棉,或供应商采用更有效的包装保护材料,如果没有此要求的珍珠棉就用气泡袋,包装5层为宜,四个角用纸皮垫起,不能有裸露(气泡袋的抗压能力并不如珍珠棉,采用淡红色的近4mm厚度的珍珠棉,包装二层,做好四个角垫起,保护效果也可以)。放置在卡板上时,卡板与物料之间要有必要的防护措施(譬如在卡板上先垫上纸皮),以防物料划伤.运送时用防护膜加护,合格标识统一张贴在机加物品右上角; 对于其它型产品如:线型、管型、扁平型、结构复杂型,基本要求如下:线型、管型产品应先使用气泡垫、塑料袋或者特制硬纸盒进行独立包装,然后再按照规定的数量用气泡垫捆扎在一起; 扁平型产品先使用气泡垫独立包装,按照规定的单位数量进行叠放,对于其棱角部分,要求至少使用硬纸皮进行包角。 结构复杂型产品应先使用气泡垫包装后,按规定的数量放入定制包装箱内。产品防护有特别要求的,定制木箱内应设计缓冲材料和缓冲形式,如F6Z0050A主轴夹专用包装箱;对于巨型的产品,无法使用木箱包装或者使用木箱包装成本过高的,可以使用气泡垫多层包裹好直接放置在木托盘上,尤其对于其棱角部分,要求至少使用硬纸皮进行包装防护。 产品放入包装前需要使用高压空气吹净后方可放入周转包装内,有特殊要求的,应使用专用布抹净。产品的取出和放入应小心不要碰撞到箱体和箱内其他产品。 对于尺寸稍大、周转包装无法对应的产品,可放置在防震珍珠棉铺设的木板托盘或铁架上,使用前,同样需要将其吹净。分层放置时,产品应保持稳定放置,产品与产品
标准件的标记规
1、前言 本标准适用于BOM、爆炸图、装配图及部件图、工序作业指导书、检验与试验作业指导书等技术文件。 2、引用或参考标准 GB/T1237-2000《紧固件的标记方法》GB/T117-2000《圆锥销》GB/T 118-2000《螺纹圆锥销》 GB/T 119.1-2000《普通圆柱销》GB/T 879.1-2000《弹性圆柱销》GB/T 91-2000《开口销》 GB/T 65-2016《开槽圆柱头螺钉》GB/T 67-2008《开槽盘头螺钉》GB/T 70.1-2008《六角圆柱头螺钉》 GB /T 2671.2-2004《六角花形圆柱头螺钉》GB/T 68-2016《开槽沉头螺钉》 GB/T 69-2016《开槽半沉头螺钉》GB/T 818-2016《十字槽盘头螺钉》 GB/T 819.1-2016《十字槽沉头螺钉》GB/T 83-1988《方头长圆柱球面端紧定螺钉》GB/T 41-2016《1型六角螺母—C级》GB/T 9457-1988《1型六角开槽螺母—细牙—A和B级》GB/T 6172.1-2016《六角薄螺母—A和B级一倒角》GB/T 6174-2016《六角薄螺母—B级—无倒角》GB 6178-1986《1型六角开槽螺母—A和B级》GB/T 812-1988《圆螺母》GB /T 97.1-2002《平垫圈A级》 GB 894.1-1986《轴用弹性挡圈—A型》GB 93-1987《标准型弹簧垫圈》GB 893.1-1986《孔用弹性挡圈—A型》GB 863.1-1986《半圆头铆钉》GB 865-1986《沉头铆钉》GB/T 872-1986《扁平头铆钉》GB 876-1986《空心铆钉》 3、螺钉 (螺栓、螺丝) 3.1 螺钉常见的头型 圆柱头平圆头大扁头沉头半沉头六角头 六角垫圈头平圆垫圈头防松垫圈头大平头 3.2 螺钉顶部常用的槽型: 一字槽十字槽一十字槽 H字槽梅花槽三角槽六角三翼槽
物料标识管理规定 1.目的 对公司的产品生产的全过程,包括从冲压件的接收、工序生产、成品入库,直至出厂,都保持相应的标识,以确保在需要时对产品质量的形成过程实现追溯;规定相应检验状态的标识种类和管理办法,确保合格的物料能使用,合格的成品才能出厂。 2. 适用范围 适用于公司产品,包括进货物料、生产过程、直至产品出厂全过程标识的控制。 3. 职责 3.1生产部 3.1.1负责制定对生产全过程的产品标识及检验状态标识实施严格管理,若需要对产品质量进行追溯时,生产部参与追溯工作的进行和评审; 3.1.2仓库负责对所有原材料的标识控制; 3.1.3生产车间和仓库负责对工序产品及成品的标识控制; 3.2质量室负责产品质量跟踪活动的控制,发生需要追溯时,组织并协调追溯工作的进行和评审;并监督检查各执行部门的实施。 3.4 各部门应熟悉并掌握各类物品检验状态标识方法和意义,严格执行不同状态标识的规定,发现问题及时进行追踪复查。成品仓库负责产品其标识的核对。 4.工作程序 4.1 冲压件仓库标识控制 4.1.1原料仓库管理员根据《采购控制程序》进行到货零件的包装标识确认并通知进货质检,进货检查员在供应商到货抽检后在合格包装标签上盖上检验合格章,并在相应的送货单上签字确认,仓管员在收到质检签字确认单后,方可办理收货,配货员根据不同零件进行分区域存放,并更新先进先出目视板。 4.1.2供应商到货标识应按我公司规定的标识标签模板,注明批次信息,零件编号、供应商名称、检验状态格状态和到货日期。 4.1.3当物料被投入生产时,送料人员应在所领用的每班物料上挂上我公司标签,标签信息包括生产批号、物料名称、数量、送料日期等。 4.2成品仓库标识控制 4.2.1成品完工后进行包装入库,出货检查员在检查确认后根据客户要求在各种包装上贴上客户要求的相应的标识,如DFV的绿色合格标识和DFPV的产品系统条码。
Q XXXXXXXX有限公司企业标准 QXXJ02-2013 图样标注要求 2013-12-10发布2014-1-20实施
XXXXXXXX有限公司 图样标注要求 1 范围 本要求规定了本公司产品图样上材料标注、标准件标注、粗糙度标注、未注尺寸公差标注、表面处理标注等通用要求。 工装图样、工位器具图样参照使用。 2规范性引用文件 下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版 本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。 GB/T 710-2008 优质碳素结构钢热轧薄钢板和钢带 GB/T711-2008 优质碳素结构钢热轧厚钢板和钢带 GB/T 912-1989 碳素结构钢和低合金结构钢热轧冷钢板及钢带 GB/T3274-2007 碳素结构钢和低合金结构钢_热轧厚钢板和钢带 GB/T11251-2009 合金结构钢热轧厚钢板 GB/T 3280-2007 不锈钢冷轧钢板 GB/T11253-2007 碳素结构钢冷轧薄钢板及钢带 GB/T13237-91 优质碳素结构钢冷轧薄钢板和钢带 YB/T 5132-2007 合金结构钢薄钢板要求 GB/T 3091-2008 低压流体输送用焊接钢管 GB/T 8162-2008 结构用无缝钢管 GB/T12770-2002 机械结构用不锈钢焊接钢管 GB/T13793-1992 直缝电焊钢管 GB/T 708-2006 冷轧钢板和钢带的尺寸、外形、重量及允许偏差 GB/T 709-2006 热轧钢板和钢带的尺寸、外形、重量及允许偏差 GB/T699-1999 优质碳素结构钢 GB/T700-2006 碳素结构钢要求 GB/T3077-1999 合金结构钢
物料标识管理规定版本记录 物料标识管理规定 1.目的
对公司的产品生产的全过程,包括从原辅材料的接收、工序生产、成品入库,直至出厂,都保持相应的标识,以确保在需要时对产品质量的形成过程实现追溯;规定相应检验状态的标识种类和管理办法,确保合格的原料才能使用,合格的成品才能出厂。 2. 适用范围 本程序适用于公司产品,包括进货物资,生产过程,直至产品出厂全过程标识的控制。 3. 职责 3.1生产部 3.1.1负责制定对生产全过程的产品标识及检验状态标识实施严格管理,若需要对产品质量进行追溯时,生产部参与追溯工作的进行和评审; 3.1.2仓库负责对所有原材料的标识控制; 3.1.3生产车间和仓库负责对工序产品及成品的标识控制; 3.2技术部负责产品质量跟踪活动的控制,发生需要追溯时,组织并协调追溯工作的进行和评审;并监督检查各执行部门的实施。 3.4 各部门应熟悉并掌握各类物品检验状态标识方法和意义,严格执行不同状态标识的规定,发现问题及时进行追踪复查。成品仓库负责产品其标识的核对。 4.工作程序 4.1 原料仓库标识控制 4.1.1原料仓库管理员根据《采购控制程序》进行收货,并在包装袋/ 桶上,用标贴的方法进行码堆标识,在检验中的原材料不贴标识或写上“待检”字样,根据原料检验报告,分别使用PASS和UNPASS 标识贴在包装袋/桶上。备料区的零头原料,可直接在所盛放的容器贴上“合格”标识及原材料编号。根据不同物资进行分开码堆存放。 4.1.2标识时应注明批次信息,批次编号方式为原料编号+采购批次,标识卡还应有注明原料编号、产地、合格或到货日期、若该原料具有有效期限的,则需注明,并标明检验状态。 4.1.3当原料被领入生产时,送料人员应在所领用的每板原料上用笔注明产品编号、生产批号、原料名称、数量、送料日期等。 4.2成品仓库标识控制 4.2.1成品完工后,应在成品包装贴上批次信息,批次信息以生产指令单上为准,检验前应贴上“待检中”标识,待合格后由质量部通知产品合格,摘除“待检中”标识。 4.2.2成品仓内经检验和试验(复检)判定合格的产品,技术部在“产品送检单”中,填写检索结果并签名。合格的存放于规定的“合格品区”内,并准予出厂;当判定不合格的成品,在没有进行适当处置之前,由成品管理人员进行隔离存放,并将该批产品存放在“质量问题仓”或“返工处理仓”中;对经检索和试验判定为限制使用的成品由成品仓管理人员在该批产品上挂橙色“限制使用”标识牌。