
搅拌摩擦焊
一、搅拌摩擦焊的定义及原理
搅拌摩擦焊(Friction Stir Welding,简称FSW)是基于摩擦焊技术的基本原理,由英国焊接研究所(TWI)于1991年发明的一种新型固相连接技术。与常规摩擦焊相比,其不受轴类零件的限制,可进行板材的对接、搭接、角接及全位置焊接。与传统的熔化焊方法相比,搅拌摩擦焊接头不会产生与熔化有关的如裂纹、气孔及合金元素的烧损等焊接缺陷;焊接过程中不需要填充材料和保护气体,使得以往通过传统熔焊方法无法实现焊接的材料通过搅拌摩擦焊技术得以实现连接;焊接前无须进行复杂的预处理,焊接后残余应力和变形小;焊接时无弧光辐射、烟尘和飞溅,噪音低;因而,搅拌摩擦焊是一种经济、高效、高质量的“绿色”焊接技术,被誉为“继激光焊后又一次革命性的焊接技术”。
搅拌摩擦焊方法与常规摩擦焊一样,搅拌摩擦焊也是利用摩擦热作为焊接热源。
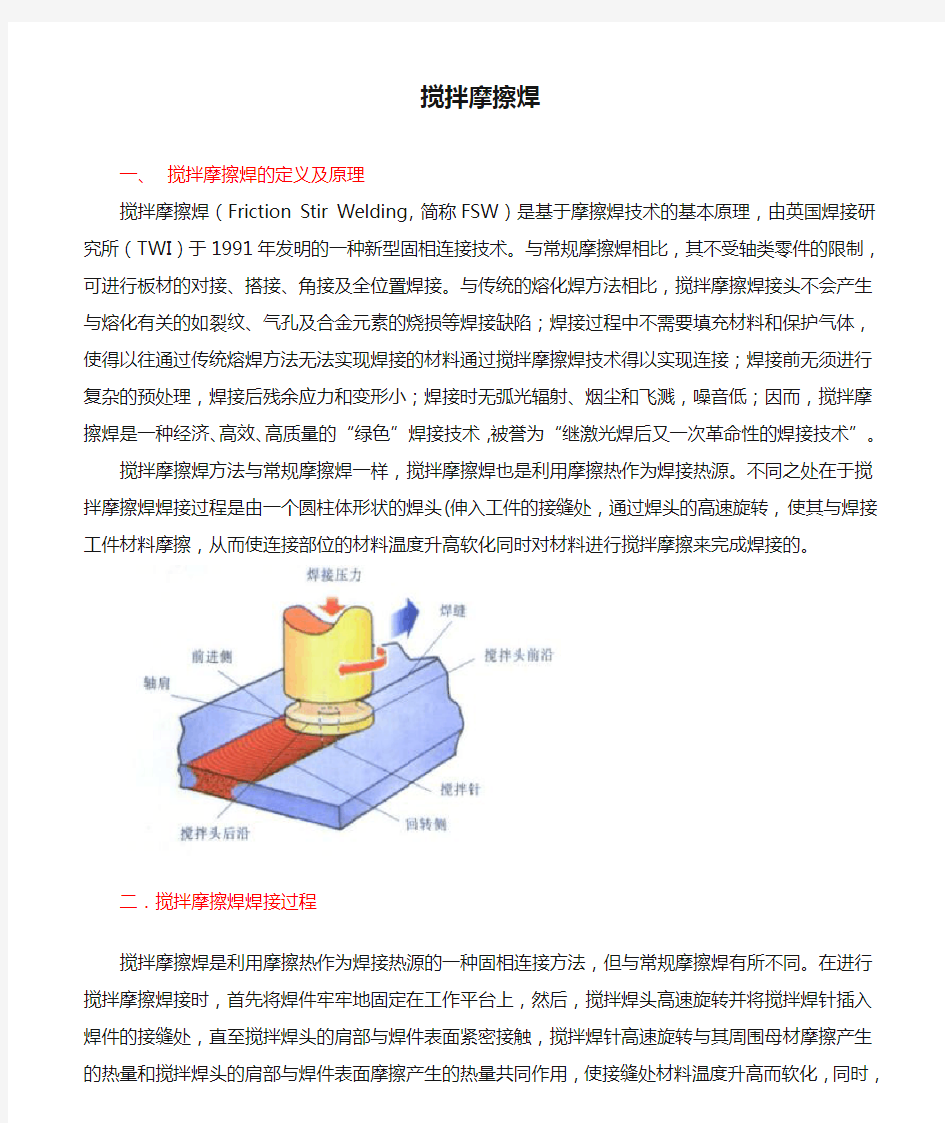
不同之处在于搅拌摩擦焊焊接过程是由一个圆柱体形状的焊头(伸入工件的接缝处,通过焊头的高速旋转,使其与焊接工件材料摩擦,从而使连接部位的材料温度升高软化同时对材料进行搅拌摩擦来完成焊接的。
二.搅拌摩擦焊焊接过程
搅拌摩擦焊是利用摩擦热作为焊接热源的一种固相连接方法,但与常规摩擦焊有所不同。在进行搅拌摩擦焊接时,首先将焊件牢牢地固定在工作平台上,然后,搅拌焊头高速旋转并将搅拌焊针插入焊件的接缝处,直至搅拌焊头的肩部与焊件表面紧密
接触,搅拌焊针高速旋转与其周围母材摩擦产生的热量和搅拌焊头的肩部与焊件表面摩擦产生的热量共同作用,使接缝处材料温度升高而软化,同时,搅拌焊头边旋转边沿着接缝与焊件作相对运动,搅拌焊头前面的材料发生强烈的塑性变形。随着搅拌焊头向前移动,前沿高度塑性变形的材料被挤压到搅拌焊头的背后。在搅拌头轴肩与焊件表层摩擦产热和锻压共同作用下,形成致密的固相连接接头。搅拌摩擦焊接过程如图所示:
三.搅拌摩擦焊工艺
(一)、搅拌摩擦焊接头形式
搅拌摩擦焊可以实现棒材一棒材、板材一板材的可靠连接,接头形式可以设计为对接、搭接、角接及T形接头,可进行环形、圆形、非线性和立体焊缝的焊接。由于重力对这种固相焊接方法没有影响,搅拌摩擦焊可以用于全位置焊接,如横焊、立焊、仰焊、环形轨道自动焊等。
(二)、搅拌摩擦焊的热输入
在搅拌摩擦焊接过程中,搅拌焊针高速旋转并插入焊件,随即在焊接压力的作用下,轴肩与焊件表面接触,于是在轴肩与焊件材料上表面及搅拌针与接合面间产生大量的摩擦热,同时,搅拌针附近材料发生塑性变形和流体流动从而导致形变产热,其中摩擦热是焊接产热的主体。随着搅拌焊头沿焊缝方向行走,这些热量对焊缝及焊缝附近的母材施以热循环作用,导致材料中沉淀相的溶解、焊缝和热影响区发生较大程度的软化搅拌摩擦焊本质上是以摩擦热作为焊接热源的焊接方法,所以热输入是影响焊接质量的直接、关键因素。焊缝中的温度与接头的力学性能之间有一个最佳范围,超出最佳范围,焊缝的热出入过大接头的力学性能
降低.原因:铝合金在焊接过程中,热循环使焊缝两侧发生组织、性能变化的热效应区(HAZ),是产生软化的主要危险区域.软化区间的宽度直接与热输入成正比,所以要减小软化区间的
宽度热输入.当焊缝中的温度进入铝合金的软化温度时,热影响区会发生强化相的析出和聚集,材料的固溶强化效果减弱,焊件的强度降低.随着温度的升高,强化相甚至发生过时效析
出现象,材料固溶强化效果更差,强度下降越多.
(三)搅拌摩擦焊参数的选择
搅拌摩擦焊接是一个复杂的过程,在搅拌头确定的前提下,搅拌摩擦焊最重要的工艺参
数是搅拌头的旋转速度R、焊接速度v和轴肩的下压量。搅拌摩擦焊焊接接头的成型特点及性能和搅拌摩擦焊过程中单位长度焊缝吸收的能量有密切的关系,而单位长度焊缝吸收的能量同旋转速度与焊接速度的比值R/v有关,R/v值越大,表明搅拌头在单位长度的焊缝上旋转的次数越多,则输入材料内的热量越多,焊区的温度越高。反之,R/v值越小,则焊区的温度越低。
1.搅拌头转速
搅拌摩擦焊工艺试验过程中,在焊接压力及焊接速度不变的情况下(焊接速度为
40mm/min,下压量为0.17mm),搅拌头旋转速度较低时,摩擦产热功率小,焊接区金属不能达到热塑性状态,不足以形成热塑性流动层,使得搅拌摩擦焊过程类似于金属的铣削加工,从而在焊缝表面产生沟槽。图1a为搅拌头转速为1000r/min时在焊缝表面产生沟槽。由于热输入不够,焊缝区金属不能完全塑化,塑性流动不够,使得部分镁合金粘附在搅拌头上,不能形成
闭合的焊缝。此时由于搅拌头的探针上粘附了镁合金,其起搅拌作用的部分尺寸有所增加,
使得焊缝背面出现焊透的现象(图1b);当搅拌头转速提高为1100r/min时,焊接区内摩擦产热量增加,在接近试样表面的搅拌焊针周围,首先形成热塑性流动层,但在焊缝的内部,由于
热塑性层的温度相对较低,还无法完成流动、填充、挤压、扩散过程,焊缝表面的沟槽虽然消失,但如果沿焊缝的横截面将其切开,则焊缝内部可能有孔洞甚至出现隧道型缺陷,不能形成良好的固相连接;如果搅拌头旋转速度继续增加到1200r/min,由于热输入的增加,热塑性层逐渐扩大和流动,使得焊缝中的孔洞和隧道消失,形成致密的焊缝(图1)。当搅拌头转速超过
1500r/min时,由于旋转速度过高造成热输入过大而导致焊缝金属过热,甚至局部产生熔化现象。
2.焊接速度
当搅拌头的旋转速度一定时,若焊接速度较慢, 焊缝表面平滑光亮,但在焊缝背面可见到由于局部母材熔化而出现的缩孔。随着焊接速度的增加,这种缩孔会消失,继续增加焊接速度,焊缝表面的光洁度变差,甚至会出现隧道型缺陷;若焊接速度过快,隧道型缺陷逐渐增大,甚至会在焊缝表面出现沟槽。
在搅拌头旋转速度为1300r/min、下压量定为0.17mm时,焊接速度若高于60mm/min,会看到焊缝的一侧产生未焊合或在搅拌头的后面出现长长的沟槽。图2是焊接速度为70mm/min的焊缝,由于热输入不够,在焊缝表面产生沟槽。当焊接速度低于30mm/min时,则焊缝表面发生凹陷或在焊缝某一侧产生切边现象,同时,在焊缝的背面会出现由于过热而形成的缩孔。当焊接速度为30~60mm/min,焊缝的外观成形较好。图3为焊速分别为30mm/min和50mm/min所形成的焊缝正反两面的宏观形貌,可以看出其成形良好。这是由于焊接速度影响单位长度焊缝上的热输入量,搅拌头旋转速度一定而焊接速度过慢时,单位长度焊缝上获得的热量过多,使焊接区温度接近母材的熔化温度而出现局部过热甚至熔化现象;反之,当焊接速度过快时,焊接区获得的热量较少,材料达不到塑性流变状态并且不能充分流动,以致形成隧道型缺陷或在表面出现沟槽。对于一个给定的旋转速度,总有一个适当的焊接速度范围与其相对应,降低旋转速度,焊接速度则相应降低。只有搅拌焊头的旋转速度与焊接速度合理匹配时,才能得到外观成形好、内部无缺陷的优质焊缝。
3.搅拌头轴肩下压量
搅拌头轴肩下压量其实是焊接过程中焊接压力的一种表示方法,搅拌摩擦焊接工艺过程中,只有通过施加足够的焊接压力才能在搅拌焊头和焊件之间获得摩擦力进而获得足够的摩擦热能。同时,焊接压力还起到限制塑性流体外溢保证焊缝成型的作用。因此,搅拌头轴肩下压量的大小对焊接质量有重要的影响。
图4搅拌头轴肩不同下压量时的焊缝宏观形貌
试验过程中,在保持旋转速度和焊接速度不变的情况下,通过改变搅拌头轴肩下压量,观察焊接压力对搅拌摩擦焊焊缝成型的影响,结果表明,对于一定结构尺寸的搅拌焊头,存在一个合适的焊接压力范围与其相对应。当转速为1200r/min,焊速为40mm/min时,轴肩下压量在015~0.2mm之间时,可获得表面成型良好的焊缝。当下压量低于0.15mm时,焊缝内部组织疏松或出现孔洞、隧道型缺陷,在焊缝表面出现沟槽,甚至肩部对焊接区起不到封闭作用而使焊缝.金属流外溢。如图4a所示,焊缝左边部分轴肩下压量为0.12mm,此时焊接压力不够,在焊缝表面出现沟槽;焊缝右边部分轴肩下压量为0.15mm,沟槽现象消失,焊缝成型良好。图4b是轴肩下压量为0.19mm时的焊缝,焊缝表面成形良好没有飞边产生。图4c、图4d是下压量分别为0.2mm和0.25mm时,焊缝表面产生飞边。下压量为0.2mm时,只在后退面上产生少量的飞边;当下压量继续增加到0.25mm时,在前进面和后退面上都有飞边产生,而且特别明显。
增加轴肩的下压量即增加了搅拌头对试样表面的压力,使搅拌头和焊件之间获得足够摩擦热,提高了焊缝组织的致密度,使焊缝成型得到改善。但压力过大,会造成摩擦力增大,搅拌头向前移动的阻力增大,且易造成焊缝凹陷,焊缝表面出现飞边、毛刺。
因此,下压量的选择对焊缝飞边的产生有着重要的影响,在搅拌头转速和焊速一定的情况下,选择合适的下压量是得到成形良好焊缝的关键因素。图4e、图4f是下压量为0.15mm时,成形良好的焊缝正面和反面图。
根据以上试验结果,当转速为1200~1500r/min、焊速为30~60mm/min,轴肩下压量为
0.15~0.2mm时,可以得到表面成形良好、剖开后没有孔洞和隧道的焊缝。
结论:
1.镁合金搅拌摩擦焊焊接接头的成形质量影响最大的因素是搅拌头的旋转速度、焊接速度和轴肩的下压量。
2.搅拌头转速过快或者焊接速度过慢时,单位长度焊缝上的热输入量过多,会使焊接区温度接近母材的熔化温度而出现局部过热甚至熔化现象;反之,当搅拌头转速不够或者焊接速度过快时,焊接区获得的热量较少,材料达不到塑性流变状态并且不能充分流动,以致形成隧道
型缺陷或在表面出现沟槽。
3.当轴肩下压量过低时,焊缝内部组织疏松或出现孔洞、隧道型缺陷,在焊缝表面出现沟槽,甚至肩部对焊接区起不到封闭作用而使焊缝金属流外溢;下压量过大,会造成摩擦力增大,搅拌焊头向前移动的阻力增大,易使焊缝凹陷,焊缝表面出现飞溅。
四.搅拌摩擦焊的特点
与传统摩擦焊及其他焊接方法相比,搅拌摩擦焊有以下优点:
1. 焊接接头质量高,不易产生缺陷。焊缝是在塑性状态下受挤压完成的,属于固相焊接,因而其接头不会产生与凝固冶金有关的一些如裂纹、气孔以及合金元素的烧损等焊接缺陷和脆化现象,适于焊接铝、铜、铅、钛、锌、镁等有色金属及其合金以及钢铁材料、复合材料等,也可用于异种材料的连接。
2.不受轴类零件的限制,可进行平板的对接和搭接,可焊接直焊缝、角焊缝及环焊缝,可进行大型框架结构及大型筒体制造、大型平板对接等,扩大了应用范围。
3.易于实现机械化、自动化,质量比较稳定,重复性高。搅拌摩擦焊工艺参数少,焊接设备简单,容易实现自动化,从而使焊接操作十分简便,焊机运行和焊接质量的可靠性大大
提高。
4.焊接成本较低,效率高。无须填充材料、保护气体,焊前无须对焊件表面预处理,焊接过程中无须施加保护措施。厚焊接件边缘不用加工坡口。焊接铝材工件不用去氧化膜,只需去除油污即可。对接时允许留一定间隙,不苛求装配精度。
5.焊接变形小,焊件尺寸精度较高。由于搅拌摩擦焊为固相焊接,其加热过程具有能量密度高、热输入速度快等特点,因而焊接变形小,焊后残余应力小。在保证焊接设备具有足够大的刚度、焊件装配定位精确以及严格控制焊接参数的条件下,焊件的尺寸精度高。
6.绿色焊接。焊接过程中无弧光辐射、烟尘和飞溅,噪音低,因而搅拌摩擦焊是一种高质量、低成本的“绿色焊接方法”。
同时,搅拌摩擦焊也存在一些不足,主要表现在:
1.焊接工具的设计、过程参数及力学性能只对较小范围、一定厚度的合金适用。
2.搅拌焊头的磨损相对较高。
3.目前焊接速度不高。
4.需要特定的夹具,设备的灵活性差。
五.搅拌摩擦焊的应用
1.在航天领域,搅拌摩擦焊已经成功应用在火箭和航天飞机助推燃料筒体的纵向对接焊缝和环向搭接接头的焊接,如图2-33所示。用ESAB公司生产的称为SuperStir的搅拌摩擦焊机焊接了直径
2.4m、板厚22.2mm、型号为2014-T6铝合金δ火箭燃料筒的纵缝,与MIG 焊相比,搅拌摩擦焊缺陷率很低,MIG焊焊缝长832cm出现一个缺陷,而搅拌摩擦焊焊缝长7620cm出现一个缺陷,相当MIG焊的1/10。最近在δⅣ火箭中搅拌摩擦焊焊接的1200m长焊缝中无任何缺陷出现。
图2-33搅拌摩擦焊焊接的运载火箭低温燃料筒
2.在电子工业方面,搅拌摩擦焊已用于大型铝合金散热片的焊接,大型宽幅铝合金散热片是高速列车、城轨等轨道车辆的重要部件。
铜的熔点和热传导率比铝高,铜及铜合金采用一般熔焊方法也是极困难的。在欧洲用搅拌摩擦焊制作了大型铜容器,用来储藏高能放射性物质,将盖和筒体焊接在一起,熔深为58mm,搅拌头的肩部直径为60mm,接头附近的温度高达750℃。与非真空电子束焊相比,非真空电
子束焊的焊速为254mm/min,而搅拌摩擦焊为100.4mm/min,焊速较慢,但没增加热输入,所以能满足要求。
3.搅拌摩擦焊(FSW)作为一种成熟技术,已被应用于奔驰SL级铝制车身的平板对接和连续小曲率半径曲面件的对接中。
节能环保是汽车制造业的大势所趋,解决汽车高排放最直观的方式是车身轻量化。奔驰SL级车身中98%以上为铝制部件,除了机械连接之外,也采用了TIG熔化焊,在车身主地板上,采用了搅拌摩擦焊的技术,其结构示意图如图8所示。其中,焊缝a和b为平板对接缝,板厚一致,鱼鳞纹分布非常均匀,背部焊接痕非常稳定,即连接过程参数保持一致。但是,在焊缝终端,发现了如图5所示的“匙孔”,即左右的a和b焊缝采用了不可伸缩式搅拌头。但因为结构设计的原因,此“匙孔”无需处理。
焊缝c和d位于传动轴罩板,此处由厚度不一致的三部分组成,从主地板总成来看,并未开坡口,但焊缝成形美观,鱼鳞纹分布均匀,背部焊接痕非常规则稳定。
随着人们对搅拌摩擦焊技术认识的提高,预计在不远的将来,铝合金材料的连接将主要由搅拌摩擦焊来完成,尤其在运载火箭、高速铝合金列车、铝合金高速快艇、全铝合金汽车等项目中搅拌摩擦焊技术将会占到主导地位。
目前最先进的焊接工艺,搅拌摩擦焊,你知道原理吗 搅拌摩擦焊是由英国焊接技术研究所于1991年发明的新型焊接技术,其原理如下图所示。 一根安装在主轴上的形状为蜗杆形式的搅拌针在一定压力下被插入焊缝位置,搅拌针的长度一般要比焊缝深度略浅,以此来保证主轴的轴肩能紧贴被焊接的工件表面。当工件与搅拌针和轴肩摩擦生热,焊缝附近的材料会因受热产生严重的塑性变形,但是,并不是熔化,只是成为一种“半流体”的状态,随着主轴带动搅拌针沿着焊缝的走向进给,搅拌针不断把已经处于“半流体”状态的材料搅拌到身后,当主轴离开后,这些材料将冷却固化,从而形成一条稳定的焊缝。
大家都知道,以铝合金和镁合金为代表的轻质合金是航空航天器的主要结构材料之一。然而这些轻质合金的可焊性都非常差,传统的各种熔焊工艺都无法从根本上杜绝热裂纹、气孔和夹渣等这些焊接缺陷的产生,需要靠操作者具有非常高超的技术和工艺才能保证焊接质量。并且,熔焊的高温会产生大量热量和有毒的烟气,这对操作者的身体健康也造成了很大的威胁。而搅拌摩擦焊的出现从根本上解决了这一系列问题。 其次,相较于传统熔焊工艺在焊缝附近形成重新铸造形态,搅拌摩擦焊由于主轴会给被焊接的工件部位施加一个很大的压力,所以在焊缝附近得到的是锻造形态,这种锻造形态组织比铸造形态组织致密得多,因而焊接后零件的机械性能也比传统熔焊工艺做出来的好得多。 而搅拌摩擦焊最大的优势体现在其本质是把机械能转化成焊接所需要的热能,所以可以用特定的公式相当准确的计算出焊接热及其引发的工件热变形的量,从而为事前的补偿和事后的纠正提供了几乎不依赖操作者经验的定量的依据,这是任何一种传统焊接工艺都望尘莫及的。
搅拌摩擦焊焊机操作规程 示范文本 In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of Each Link To Achieve Risk Control And Planning 某某管理中心 XX年XX月
搅拌摩擦焊焊机操作规程示范文本使用指引:此操作规程资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。 1.打开电闸; 2.按下遥控器上的紧急停止按钮; 3.打开控制柜上电源开关,三个灯都亮,说明电源正 常,否则关闭电源开关,检查有关开关和保险丝,直到检 测出问题并修复为止; 4.启动操纵台上的电源开关,电源指示灯亮,给控制柜 送电; 5.按控制柜上F4(手动)按钮,出现一个红色条框。 正常情况没有向下的白色箭头,如果有按向下↓按钮,查看 错误情况; 6.如果没有问题,打开遥控器上的红色按钮,这时主轴 电机通电,工作灯亮;
7.进行编程或采用已有的程序; 8.在进行搅拌头位置调整时,向窗口方向为X+,向窗口的反方向为X—;向文件柜方向为Y+,向文件柜反方向为Y—;向上为Z+,向下为Z—; 9.焊接结束后首先按下遥控器上的红色按钮,然后计算机关机,关闭操纵台上的电源开关,关闭控制柜上电源开关,关闭电闸。 请在此位置输入品牌名/标语/slogan Please Enter The Brand Name / Slogan / Slogan In This Position, Such As Foonsion
The Daily Operation Mode, It Includes All The Implementation Items, And Acts To Regulate Individual Actions, Regulate Or Limit All Their Behaviors, And Finally Simplify Management Process. 编订:XXXXXXXX 20XX年XX月XX日 搅拌摩擦焊焊机操作规程 简易版
搅拌摩擦焊焊机操作规程简易版 温馨提示:本操作规程文件应用在日常的规则或运作模式中,包含所有的执行事项,并作用于规范个体行动,规范或限制其所有行为,最终实现简化管理过程,提高管理效率。文档下载完成后可以直接编辑,请根据自己的需求进行套用。 1.打开电闸; 2.按下遥控器上的紧急停止按钮; 3.打开控制柜上电源开关,三个灯都亮,说明电源正常,否则关闭电源开关,检查有关开关和保险丝,直到检测出问题并修复为止; 4.启动操纵台上的电源开关,电源指示灯亮,给控制柜送电; 5.按控制柜上F4(手动)按钮,出现一个红色条框。正常情况没有向下的白色箭头,如果有按向下↓按钮,查看错误情况; 6.如果没有问题,打开遥控器上的红色按钮,这时主轴电机通电,工作灯亮;
7.进行编程或采用已有的程序; 8.在进行搅拌头位置调整时,向窗口方向为X+,向窗口的反方向为X—;向文件柜方向为Y+,向文件柜反方向为Y—;向上为Z+,向下为Z—; 9.焊接结束后首先按下遥控器上的红色按钮,然后计算机关机,关闭操纵台上的电源开关,关闭控制柜上电源开关,关闭电闸。 该位置可填写公司名或者个人品牌名 Company name or personal brand name can be filled in this position
Location: pWPS No. : 焊接方法: 坡口准备和清理: Welding process : preparation and cleaning : 接头类型: 焊接设备: Joint type : Welding equipment : 母材规格(㎜): 夹紧装置: Parent metal size(㎜): Clamping arrangement : 母材质保书: 焊接位置: Base metal specification : Welding positions : 搅拌头材料 : 焊工姓名: Tool Material: Welder , s name : Preheat temperature(℃): Other information : 预热维护温度(℃) : 基值电流/峰值电压: Preheat maintenance temperature (℃) : Base current/Peak voltage : 层间温度(℃): 脉冲频率(Hz): Interpass temperature(℃): Pulse frequency(Hz): 焊前热处理: 脉冲时间(ms): Pre-weld heat treatment : Pulse time(ms): 焊后热处理: 弧长/微调: Post-weld heat treatment : Arc length/Fine adjust : 时间、温度、方法: 摆动(焊道的最大宽度)(㎜): T im e 、tem perature 、m ethod : W e a v i n g (M a x i m u m w i d t h o f r u n ) (㎜): 加热和冷却速度(℃/h): 振动(振幅、频率、停留时间): Heating and cooling rates(℃/h): O s c i l l a t i o n (Am p l i t u d e , f r e q u e n cy , d w e l l t i m e ): 制造商: Manufacture :
Trans. Nonferrous Met. Soc. China 22(2012) 1064í1072 Correlation between welding and hardening parameters of friction stir welded joints of 2017 aluminum alloy Hassen BOUZAIENE, Mohamed-Ali REZGUI, Mahfoudh AYADI, Ali ZGHAL Research Unit in Solid Mechanics, Structures and Technological Development (99-UR11-46), Higher School of Sciences and Techniques of Tunis, Tunisia Received 7 September 2011; accepted 1 January 2011 Abstract: An experimental study was undertaken to express the hardening Swift law according to friction stir welding (FSW) aluminum alloy 2017. Tensile tests of welded joints were run in accordance with face centered composite design. Two types of identified models based on least square method and response surface method were used to assess the contribution of FSW independent factors on the hardening parameters. These models were introduced into finite-element code “Abaqus” to simulate tensile tests of welded joints. The relative average deviation criterion, between the experimental data and the numerical simulations of tension-elongation of tensile tests, shows good agreement between the experimental results and the predicted hardening models. These results can be used to perform multi-criteria optimization for carrying out specific welds or conducting numerical simulation of plastic deformation of forming process of FSW parts such as hydroforming, bending and forging. Key words: friction stir welding; response surface methodology; face centered central composite design; hardening; simulation; relative average deviation criterion 1 Introduction Friction stir welding (FSW) is initially invented and patented at the Welding Institute, Cambridge, United Kingdom (TWI) in 1991 [1] to improve welded joint quality of aluminum alloys. FSW is a solid state joining process which was therefore developed systematically for material difficult to weld and then extended to dissimilar material welding [2], and underwater welding [3]. It is a continuous and autogenously process. It makes use of a rotating tool pin moving along the joint interface and a tool shoulder applying a severe plastic deformation [4]. The process is completely mechanical, therefore welding operation and weld energy are accurately controlled. B asing on the same welding parameters, welding joint quality is similar from a weld to another. Approximate models show that FSW could be successfully modeled as a forging and extrusion process [5]. The plastic deformation field in FSW is compared with that in metal cutting [6í8]. The predominant deformation during FSW, particularly in vicinities of the tool, is expected to be simple shear, and parallel to the tool surface [9]. When the workpiece material sticks to the tool, heat is generated at the tool/workpiece contact due to shear deformation. The material becomes in paste state favoring the stirring process within the thermomechanically affected zone, causing a large plastic deformation which alters micro and macro structure and changes properties in polycrystalline materials [10]. The development of the mechanical behavior model, of heterogeneous structure of the welded zone, is based on a composite material approach, therefore it must takes into account material properties associated with the different welded regions [11]. The global mechanical behavior of FSW joint was studied through the measurement of stress strain performed in transverse [12,13] and longitudinal [14] directions compared with the weld direction. Finite element models were also developed to study the flow patterns and the residual stresses in FSW [15]. B ased on all these models, numerical simulations were performed in order to investigate the effects of welding parameters and tool geometry on welded material behaviors [16] to predict the feasibility of the process on various shape parts [17]. Corresponding author: Mohamed-Ali REZGUI; E-mail: mohamedali.rezgui@https://www.doczj.com/doc/cd2920412.html, DOI: 10.1016/S1003-6326(11)61284-3
目前最先进的焊接工艺,搅拌摩擦 焊,你知道原理吗 搅拌摩擦焊是由英国焊接技术研究所于1991年发明的新型焊接技术,其原理如下图所示。 一根安装在主轴上的形状为蜗杆形式的搅拌针在一定压力下被插入焊缝位置,搅拌针的长度一般要比焊缝深度略浅,以此来保证主轴的轴肩能紧贴被焊接的工件表面。当工件与搅拌针和轴肩摩擦生热,焊缝附近的材
料会因受热产生严重的塑性变形,但是,并不是熔化,只是成为一种“半流体”的状态,随着主轴带动搅拌针沿着焊缝的走向进给,搅拌针不断把已经处于“半流体”状态的材料搅拌到身后,当主轴离开后,这些材料将冷却固化,从而形成一条稳定的焊缝。 大家都知道,以铝合金和镁合金为代表的轻质合金是航空航天器的主要结构材料之一。然而这些轻质合金的可焊性都非常差,传统的各种熔焊工艺都无法从根本上杜绝热裂纹、气孔和夹渣等这些焊接缺陷的产生,需要靠操作者具有非常高超的技术和工艺才能保证焊接质量。并且,熔焊的高温会产生大量热量和有毒的烟气,这对操作者的身体健康也造成了很大的威胁。而搅拌摩擦焊的出现从根本上解决了这一系列问题。 其次,相较于传统熔焊工艺在焊缝附近形成重新铸造形态,搅拌摩擦焊由于主轴会给被焊接的工件部位施加一个很大的压力,所以在焊缝附近得到的是锻造形态,这种锻造形态组织比铸造形态组织致密得多,因而焊接后零件的机械性能也比传统熔焊工艺做出来的好得多。 而搅拌摩擦焊最大的优势体现在其本质是把机械能转化成焊接所需要的热能,所以可以用特定的公式相当准确的计算出焊接热及其引发的工件热变形的量,从而为事前的补偿和事后的纠正提供了几乎不依赖操作者经验的定量的依据,这是任何一种传统焊接工艺都望尘莫及的。
台式搅拌摩擦焊设备项目可行性研究报告完整立项报告 中咨国联出品
目录 第一章总论 (9) 1.1项目概要 (9) 1.1.1项目名称 (9) 1.1.2项目建设单位 (9) 1.1.3项目建设性质 (9) 1.1.4项目建设地点 (9) 1.1.5项目负责人 (9) 1.1.6项目投资规模 (10) 1.1.7项目建设规模 (10) 1.1.8项目资金来源 (12) 1.1.9项目建设期限 (12) 1.2项目建设单位介绍 (12) 1.3编制依据 (12) 1.4编制原则 (13) 1.5研究范围 (14) 1.6主要经济技术指标 (14) 1.7综合评价 (16) 第二章项目背景及必要性可行性分析 (18) 2.1项目提出背景 (18) 2.2本次建设项目发起缘由 (20) 2.3项目建设必要性分析 (20) 2.3.1促进我国台式搅拌摩擦焊设备产业快速发展的需要 (21) 2.3.2加快当地高新技术产业发展的重要举措 (21) 2.3.3满足我国的工业发展需求的需要 (22) 2.3.4符合现行产业政策及清洁生产要求 (22) 2.3.5提升企业竞争力水平,有助于企业长远战略发展的需要 (22) 2.3.6增加就业带动相关产业链发展的需要 (23) 2.3.7促进项目建设地经济发展进程的的需要 (23) 2.4项目可行性分析 (24) 2.4.1政策可行性 (24) 2.4.2市场可行性 (24) 2.4.3技术可行性 (24) 2.4.4管理可行性 (25) 2.4.5财务可行性 (25) 2.5台式搅拌摩擦焊设备项目发展概况 (25) 2.5.1已进行的调查研究项目及其成果 (26) 2.5.2试验试制工作情况 (26) 2.5.3厂址初勘和初步测量工作情况 (26)
搅拌摩擦焊接夹具助推工业自动化 宁波友智机械科技有限公司,是专业从事创新型环保节能设备、自动化夹具的高新技术企业;致力于为客户提供优质的机械自动化整体解决方案,特别是搅拌摩擦焊接夹具的技术支持,可根据不同客户的需求,进行自主设计、生产,近日,宁波某上市公司向我司采购搅拌摩擦焊机及夹具三套。 免费的三维实体夹具模型设计,提供工业自动化整体解决方案,将最好的服务带给每位客户。 搅拌摩擦焊接技术在新能源汽车领域的应用。为达到汽车轻量化的目的,汽车中的多个位置需要铝合金,但各个位置所需铝合金的种类不同,对其焊接性及焊接方法的适应性要求比较高。在传统焊接中,焊接后容易出现焊接质量缺陷,变形难控制等问题。搅拌摩擦焊接能够有效地避免这些问题,焊接后的产品性能优异,被广泛认为是焊接铝及其合金的最佳连接方式,在汽车制造工业中有着广泛的应用前景。 目前,搅拌摩擦焊接主要是用于底盘、驱动电机外壳、控制模组、副车架、车门车窗、电池水冷板、散热器、导电杆等部位的焊接,也将在未来新能源汽车制造中占据更大的适用空间。
搅拌摩擦焊接以其绿色焊接的形象走入人们的视野,凭借其强大的焊接能力以及快速便捷的焊接方式,为智能工业的实现,做出了极大的贡献。搅拌摩擦焊接技术的实现,在降低成本方面,具有显著的优势,其焊接本身只需要消耗搅拌焊头,这样一来,大大地减少了焊接过程中所花费的其他费用。而焊头根据质量不同,其本身消耗也不同,但是据了解,平均搅拌焊头能运行的距离大概在1200米左右,而焊头本身的成本是相当低的。 工业自动化工程,推动的是整体的自动化服务,从而更好地解放人力,也能在一定程度上提升加工的精细度,随着搅拌摩擦焊接技术在新能源汽车领域得到广泛应用,而我司,在不断的业务发展过程中,也针对搅拌摩擦焊接技术,融合公司本身成熟的夹具设计技术,研发、设计了搅拌摩擦焊接夹具,为您提供整体的搅拌摩擦焊接解决方案。 以下是友智制造的搅拌摩擦焊接夹具,其满足当代工业自动化的需求。
几种新型搅拌摩擦焊技术 搅拌摩擦焊技术自1991年问世以来就倍受业界瞩目,特别是1996年搅拌摩擦焊被成功应用于宇航结构件的焊接以后,在制造业掀起了技术研究、发展和推广应用的热潮[1-3]。 双轴肩自适应搅拌摩擦焊技术 搅拌摩擦焊作为一种先进的固相连接技术,已经在造船、航空航天、轨道交通等领域获得了广泛的应用。但是在一些特殊的加工过程中需要搅拌摩擦焊设备提供较大的焊接力,同时要求在焊接过程中对待焊零件进行严格装夹(包括背部的刚性支撑),这给某些特殊结构形式下实施FSW造成了困难,如大直径火箭贮箱环缝结构的焊接等。而双轴肩自适应搅拌摩擦焊(Self-ReactingPin Tool,SRPT)技术成功地解决了上述问题。 1 原理 双轴肩自适应搅拌摩擦焊是通过上下轴肩夹持作用加紧工件,下轴肩代替了常规搅拌摩擦焊的垫板装置。搅拌针与驱动装置及下轴肩相连,这样既可调节加载载荷又可调整下轴肩的位置。且上轴肩与单独的驱动轴相连,这种上下轴肩单独控制的方式使得自适应系统得以实现,并且使上下轴肩的顶锻力反向相等,整个工件在垂直板件方向所受合力为零。由于SRPT采用了两个轴肩的模式,提高了焊缝背部的热输入,可以预防和降低焊缝背部缺陷。 与常规 FSW 相比,SRPT有两个独立控制的轴肩;常规FSW焊件背面需要配套的刚性支撑垫板,而SRPT焊件背面则不需要;常规FSW被焊工件需要严格的装夹,焊件需要被垂直及侧向压紧,而 SRPT大大简化了装夹机构;常规FSW焊缝背部常常是整个焊件的薄弱环节,SRPT由于下轴肩的产热减小了从焊缝表面到背部的温度梯度,降低了焊缝的热损耗,提高了热效率,因此可以很好地消除焊缝背部未焊透等缺陷。 2 试验验证与工程应用 Edwards 等[4]成功地应用双轴肩自适应搅拌摩擦焊技术对薄板铝合金进行了焊接,试验表明:在薄板焊接领域此技术可以实现1.8mm及更薄的铝合金型材的焊接;焊接速度可以达到1m/min以上;对2mm厚A l6061铝合金的试验表明,焊缝强度系数可达88%,而且强度系数还可以进一步提高。 TWI的研究表明[5]:双轴肩技术可以在较低的轴向顶锻力下焊接25mm厚的铝板;此项技术可以提供完全焊透的焊缝,不会出现未焊透和其他根部缺陷。 复合热源搅拌摩擦焊技术
搅拌摩擦焊-铝合金-第一部分:术语 范围 此部分ISO25239定义了搅拌摩擦焊的术语与定义。在此标准中,术语“铝”涉及铝及其合金。 术语与定义 针对此文件的用途,适用于下列各项术语与定义。 1、焊针可调式搅拌头adjustable probe tool 此搅拌头的针长、旋转速度和旋转方向是可以调节的,焊接过程中旋转速度可能会不同于轴肩的旋转速度。 可调焊针可以修整; 此搅拌头能够在不产生过多的飞边的情况下使起始与尾孔阶段形成完好的焊缝。 1 轴肩 2 非焊接工作区 3 搅拌针 4 搅拌针下移方向 5 焊接工作区 6 搅拌针达到需求深度 7 搅拌针上移方向 a 搅拌针旋转方向 b 轴肩旋转方向 c 焊接方向 图1 焊针可调式搅拌头 2、焊缝前进侧 advancing side of weld 搅拌头旋转的方向与焊接前进方向相同的焊缝一侧,见图1 序号7。 1 工件 2 搅拌头 3 轴肩 4 搅拌针 5 焊缝表面 6 后退侧 7 前进侧 8 尾孔 a 搅拌工具旋转方向 b 搅拌工具向下运动 c 轴向力 d 焊接方向 e 搅拌头向上运动 图2 搅拌摩擦焊的基本原理 3、轴向力 axial force 沿着搅拌头旋转轴作用于工件的作用力,见图1 序号c。 4、双轴肩搅拌头 bobbin tool 搅拌头由固定长度的搅拌针和两个分离的轴肩组成,见图2。 5、结束停留时间 d well time at end of weld 从搅拌针在焊接前进方向停止行走,至搅拌针开始离开焊缝的这段时间。 6、起始停留时间dwell time at start of weld 从搅拌针扎入材料后,至搅拌针开始向焊接方向运动的这段时间。 7、尾孔 exit hoe 在焊接结束部位,搅拌头移走后留下的孔,见图1 序号11。 8、接合面faying surface 一个接头中一个工件与另一个工件的接触面 9、固定搅拌针fixed probe 伸出轴肩固定长度的搅拌针,焊接中旋转方向、速度均与轴肩相同。 10、压力控制force control 焊接过程中使搅拌头维持所需压力的措施。 11、搅拌摩擦焊 friction stir welding 旋转的搅拌头插入被焊材料产生摩擦热,使材料热塑化,实现工件间固相连接的焊接方法。 12、锻压侧heel 搅拌头前进反方向的轴肩部分。 13、压入量heel plunge depth 轴肩后缘压入工件内部的深度。 14、界面畸变 hook
48 航空制造技术·2008 年第21 期 搅拌摩擦焊技术自1991年问世 以来就倍受业界瞩目,特别是1996年搅拌摩擦焊被成功应用于宇航结构件的焊接以后,在制造业掀起了技术研究、发展和推广应用的热潮[1-3]。双轴肩自适应搅拌 摩擦焊技术 搅拌摩擦焊作为一种先进的固几种新型搅拌摩擦焊技术 New Types of Friction Stir Welding Technology 大连交通大学 韩文妥 许鸿吉 北京航空制造工程研究所 李 光 董春林 栾国红 经过多年的发展和实践,新型的搅拌摩擦焊技术层出不穷,涉及领域广泛,其中最具代表性和创新性的新型搅拌摩擦焊技术有:双轴肩自适应搅拌摩擦焊技术、复合热源搅拌摩擦焊接技术、动态控制低应力无变形搅拌摩擦焊技术和双头搅拌摩擦焊技术。 韩文妥 大连交通大学与北京航空制造工 程研究所联合培养硕士研究生。从事 搅拌摩擦焊方面的研究。参与项目:“十一五”重点项目“新型精密焊接技术与装备研究”;航空基金重点项目“搅 拌摩擦焊应力与变形规律研究”、“飞机 整体结构件搅拌摩擦焊综合强度性能 基础研究” 等。相连接技术,已经在造船、航空航天、轨道交通等领域获得了广泛的应用。但是在一些特殊的加工过程中需要搅拌摩擦焊设备提供较大的焊接力,同时要求在焊接过程中对待焊 零件进行严格装夹(包括背部的刚性 支撑),这给某些特殊结构形式下实施F S W 造成了困难,如大直径火箭贮箱环缝结构的焊接等。而双轴肩自适应搅拌摩擦焊(Self-Reacting Pin Tool,SRPT)技术成功地解决了上述问题。 1 原理 双轴肩自适应搅拌摩擦焊是通过上下轴肩夹持作用加紧工件, 下轴肩代替了常规搅拌摩擦焊的垫板装置。搅拌针与驱动装置及下轴肩相 连, 这样既可调节加载载荷又可调整下轴肩的位置。且上轴肩与单独的驱动轴相连,这种上下轴肩单独控制的方式使得自适应系统得以实现,并且使上下轴肩的顶锻力反向相等, 整个工件在垂直板件方向所受合力为 零。由于S R P T 采用了两个轴肩的模式,提高了焊缝背部的热输入,可以预防和降低焊缝背部缺陷。 与常规F S W 相比,S R P T 有两个独立控制的轴肩;常规F S W 焊件背面需要配套的刚性支撑垫板,而S R P T 焊件背面则不需要;常规F S W 被焊工件需要严格的装夹,焊件需要被垂直及侧向压紧,而S R P T 大大简化了装夹机构;常规F S W 焊缝背部常常是整个焊件的薄弱环节,S R P T 由于下轴肩的产热减小了从焊缝表面到背部的温度梯度,降低了焊缝的热损耗,提高了热效率,因此可以很好地消除焊缝背部未焊透等缺陷。 2 试验验证与工程应用 Edwards 等[4]成功地应用双轴肩自适应搅拌摩擦焊技术对薄板铝合金进行了焊接,试验表明:在薄板焊接领域此技术可以实现1.8m m 及
搅拌摩擦焊工艺参数对焊缝质量的影响 摘要:自主设计了多种结构的搅拌针,并针对铝合金材料进行焊接工艺实验,分析了焊头形状、旋转速度、焊接速度等对焊缝质量的影响,为进一步研究开发和铝合金零部件生产应用摩擦搅拌焊接技术提供理论和实践依据。 关键词:搅拌摩擦焊;工艺参数 随着人们对节能、环保、安全提出更高的要求,铝合金等轻质高强材料的应用获得广泛关注。所以铝材成为航空航天和现代交通运输轻量化、高速化的关键材料。轻量化可使飞机和宇航器飞得更高、更快、更远,可使导弹打得更快、更远、更准,可使电动汽车零污染高速行驶,可减少牵引力和节省大量能源,使运输工具既安全又准点[ 1]。 1.试验材料及方法 选用轨道客车中空车体及结构件用厚为3mm的铝合金挤压板材,将板材裁剪多组尺寸为600×110mm的母板。用XD5032A立式升降台铣床作为FSW的设备。 2.试验结果与讨论 对于一定形状的搅拌焊头,影响焊缝成型和接头机械性能的主要因素是旋转速度(n)、焊接速度(v)和焊接压力(p)。 2.1.旋转速度对焊缝质量的影响 搅拌焊头的旋转速度一定时,若焊接速度较慢,焊缝表面平滑光亮,但在焊缝背面可见到由于局部母材熔化而出现的缩孔。随着焊接速度的增加,这种缩孔会消失,继续增加焊接速度,焊缝表面的光洁度变差,沿焊缝的横截面将试样切开会发现隧道型缺陷,若焊接速度过快,隧道型缺陷逐渐增大,甚至会在焊缝表面出现沟槽。 采用本实验的搅拌焊头焊接时,将旋转速度定为1500rpm/min,此时,焊接速度若高于35mm/min,会看到焊缝的一侧产生未焊合或在搅拌焊头的后面出现长长的沟槽;当焊接速度低于23.5mm/min时,则焊缝表面发生凹陷或在焊缝某一侧产生切边现象,同时,在焊缝的背面会出现由于过热而形成的缩孔。当焊接速度在23-40mm/min范围内,焊缝的外观成型较好;拉伸试验结果表明,当焊接速度在35-60mm/min范围内时,焊缝的抗拉强度较高。如果将旋转速度降低为1180rpm/min,焊接速度为23-45mm/min时,焊缝的外观成型及接头的抗拉强度均较高。这是由于焊接速度影响单位长度焊缝上的热输入量,旋转速度一定而焊接速度过慢时,单位长度焊缝上获得的热量过多,使焊接区温度接近母材的熔化温度而出现局部过热甚至熔化现象;反之,当焊接速度过快时,焊接区获得的
万方数据
搅拌摩擦焊接过程中,接头温度峰值始终处于材料熔化点以下(约为材料熔点的0.8),不会出现材料熔化,从而避免了常规熔焊工艺中因熔化一凝固现象的存在所造成的各种焊接缺陷。所以,搅拌摩擦焊是一种固相焊接技术。接头材料在高温软化状态下,由于搅拌 图1 搅拌摩擦焊基本原理及工艺过程 头的挤压而形成牢固的锻造细晶组织(与此不同的是,熔焊接头通常为晶粒粗大的铸造组织)。与其他焊接方法相比,搅拌摩擦焊具有以下特点: (1)搅拌摩擦焊是一种固相连接技术,接头性能优 异。 (2)焊前不需要开坡口,可以节省焊前准备工时。(3)焊接过程中不需要保护气,也不需要填充材料。 (4)焊接过程容易实现自动化,可以实现全位置焊 接,接头质量一致性好。 (5)焊接热输入小,从而导致焊接变形小、接头残 余应力水平低,是一种低应力,小变形焊接技术。 (6)焊接过程中无飞溅、无弧光,无辐射,是一种绿色焊接技术。 (7)焊接效率高、能耗低,是一种高效焊接技术。搅拌摩擦焊技术的这一系列特点使其对于以铝合金为代表的轻金属结构焊接具有非常重要的意义,在航空、航天、船舶、列车、汽车以及电力、电子等领域具有非常广阔的应用前景。 :.搅拌摩擦焊技术应用现状 搅拌摩擦焊作为一种轻合金材料连接的优选焊接 E口!唑堡笙!塑壁董皇塑型 参磊加工热加工 www,machinist.com,cn 技术,已经从技术研究迈向高层次的工程化和工业化应用阶段,如在美国的宇航制造工业、北欧的船舶制造工业和日本的高速列车制造等领域,搅拌摩擦焊技术都得到了广泛应用。搅拌摩擦焊技术1995年(通过申请专 利)进入中国,但是这项技术在中国真正获得发展却是在2002年以后——中心成立以来的这几年时间,它是以 中国自主研制的第一台专机搅拌摩擦焊设备的交付使用为标志的。2002年以来,搅拌摩擦焊技术已被迅速推广到国内的航空、航天、船舶、电力、电子以及汽车等领域,并在几十种产品型号中得到应用。 1.搅拌摩擦焊技术在航天型号产品研制中的应用 由于轻量化的需要,航天领域大量采用了铝合金 结构——最适合采用搅拌摩擦焊技术,从而使搅拌摩擦 焊技术最早在火箭、航天飞机等宇航产品中得到推广。国内则是首先在一些火箭、导弹等新型号武器装备研制中采用了搅拌摩擦焊技术,并配备了中国搅拌摩擦焊中 心自主研制的搅拌摩擦焊专机设备。 出于减重、减少成本和提高性能等方面的考虑, 我国导弹武器舱段的设计拟由原来的防锈铝(女115A06铝合金)改为高强铝合金(女IILYl2),但是这些材料采用熔焊的方法很难实现焊接,整体成形的成本又很 高,因此迫切需要像搅拌摩擦焊这样的新型固相焊接技术。 2004~2005年,中国搅拌摩擦焊中心与某航天制 造基地合作开展了这方面的研究,分别对与导弹武器整体舱段制造的纵缝连接,环缝连接等进行了应用开发,试制了多个型号的产品(图2所示为工艺验证模拟结构 件)并成功试飞。目前,搅拌摩擦焊技术已准备用于相 关军工产品的工业化生产。 万方数据
( 操作规程 ) 单位:_________________________ 姓名:_________________________ 日期:_________________________ 精品文档 / Word文档 / 文字可改 搅拌摩擦焊焊机操作规程(最新 版) Safety operating procedures refer to documents describing all aspects of work steps and operating procedures that comply with production safety laws and regulations.
搅拌摩擦焊焊机操作规程(最新版) 1.打开电闸; 2.按下遥控器上的紧急停止按钮; 3.打开控制柜上电源开关,三个灯都亮,说明电源正常,否则关闭电源开关,检查有关开关和保险丝,直到检测出问题并修复为止; 4.启动操纵台上的电源开关,电源指示灯亮,给控制柜送电; 5.按控制柜上F4(手动)按钮,出现一个红色条框。正常情况没有向下的白色箭头,如果有按向下↓按钮,查看错误情况; 6.如果没有问题,打开遥控器上的红色按钮,这时主轴电机通电,工作灯亮; 7.进行编程或采用已有的程序; 8.在进行搅拌头位置调整时,向窗口方向为X+,向窗口的反方
向为X—;向文件柜方向为Y+,向文件柜反方向为Y—;向上为Z +,向下为Z—; 9.焊接结束后首先按下遥控器上的红色按钮,然后计算机关机,关闭操纵台上的电源开关,关闭控制柜上电源开关,关闭电闸。 云博创意设计 MzYunBo Creative Design Co., Ltd.
搅拌摩擦焊的原理及其应用 摘要:摩擦焊是利用焊件接触面之间的相对摩擦运动和塑性变形所产生的热量使接触面及附近区域的材料达到热塑性状态,通过两侧材料间的相互扩散和动态再结晶而完成焊接,文章分析了搅拌摩擦焊的工作原理,并论述了其相关的应用。 关键词:搅拌摩擦焊焊接变形焊接工艺 引言 搅拌摩擦焊是英国焊接研究所发明的新型固态塑化焊接技术,是世界焊接技术发展史上自发明到工业应用时间跨度最短并且发展最快的一项连接技术。搅拌摩擦在材料的熔点以下进行,属于固相焊接,因此可以避免熔化焊所产生的气孔、裂纹、变形和氧化等问题。更重要的是焊接加热温度低,使焊接接头软化程度得到减轻,性能得到改善。 搅拌摩擦焊在国外铝合金车体制造方面得到了一定的应用,日本、法国、德国、瑞典等国车辆制造商己经采用搅拌摩擦焊技术制造列车车体,焊接接头性能得到改善,效果良好。国内搅拌摩擦焊在铁道车辆制造方面的应用尚属空白。文章分析了搅拌摩擦焊的工作原理,并论述了其相关的应用。 1 搅拌摩擦焊的工作原理及特点 搅拌摩擦焊接时,搅拌头一边高速旋转,一边沿着焊接方向前进,焊接过程中,搅拌头轴肩与被焊工件表面摩擦产生热量使工件达到塑性状态,塑性状态的金属在搅拌头旋转压力的挤压作用下,沿搅拌针从前进侧被搅拌到后退侧,随着搅拌头的移动,高度塑性变形的金属流向搅拌头的后部,冷却后形成焊缝。在实际工作中,搅拌摩擦焊的焊核由于受到搅拌头的高速旋转挤压作用,该区原始的组织晶粒被搅拌破碎,同时在轴肩与母材摩擦产生的热作用下,发生动态再结晶,由母材轧制状组织变为细小的等轴晶。热机械影响区在搅拌头的高速旋转作用下发生明显塑性变形,受到的摩擦热低于焊核,不足以使组织发生再结晶,因此只发生部分长大。热影响区在热循环作用下,组织晶粒发生二次长大,该区组织明显粗化,甚至比母材还粗大。焊接时搅拌头缓慢插入母材中,摩擦头的轴肩与板材的表面紧密接触并压入一定深度。焊接时摩擦头高速旋转并沿待焊板材的接缝向前运动。摩擦头的轴肩、搅拌针与试件摩擦生热,产生的摩擦热使搅拌针周围金属处于热塑性状态。在摩擦搅拌过程中轴肩一方面提供了大部分的摩擦热,另一方面轴肩的下压作用防止了塑性状态金属的溢出,搅拌针前方塑性状态下的金属在摩擦头的驱动下向后方流动。在搅拌头的摩擦搅拌作用下,搅拌针周围的材料形成塑性层,从而形成了搅拌摩擦焊焊缝,使待焊件焊为一个整体。同时,因为搅拌摩擦焊焊接温度在铝合金熔点以下,使其与普通熔化焊有不同的本质,相应地带来了一系列优点:
搅拌摩擦焊 一、搅拌摩擦焊的定义及原理 搅拌摩擦焊(Friction Stir Welding,简称FSW)是基于摩擦焊技术的基本原理,由英国焊接研究所(TWI)于1991年发明的一种新型固相连接技术。与常规摩擦焊相比,其不受轴类零件的限制,可进行板材的对接、搭接、角接及全位置焊接。与传统的熔化焊方法相比,搅拌摩擦焊接头不会产生与熔化有关的如裂纹、气孔及合金元素的烧损等焊接缺陷;焊接过程中不需要填充材料和保护气体,使得以往通过传统熔焊方法无法实现焊接的材料通过搅拌摩擦焊技术得以实现连接;焊接前无须进行复杂的预处理,焊接后残余应力和变形小;焊接时无弧光辐射、烟尘和飞溅,噪音低;因而,搅拌摩擦焊是一种经济、高效、高质量的“绿色”焊接技术,被誉为“继激光焊后又一次革命性的焊接技术”。 搅拌摩擦焊方法与常规摩擦焊一样,搅拌摩擦焊也是利用摩擦热作为焊接热源。 不同之处在于搅拌摩擦焊焊接过程是由一个圆柱体形状的焊头(伸入工件的接缝处,通过焊头的高速旋转,使其与焊接工件材料摩擦,从而使连接部位的材料温度升高软化同时对材料进行搅拌摩擦来完成焊接的。 二.搅拌摩擦焊焊接过程 搅拌摩擦焊是利用摩擦热作为焊接热源的一种固相连接方法,但与常规摩擦焊有所不同。在进行搅拌摩擦焊接时,首先将焊件牢牢地固定在工作平台上,然后,搅拌焊头高速旋转并将搅拌焊针插入焊件的接缝处,直至搅拌焊头的肩部与焊件表面紧密
接触,搅拌焊针高速旋转与其周围母材摩擦产生的热量和搅拌焊头的肩部与焊件表面摩擦产生的热量共同作用,使接缝处材料温度升高而软化,同时,搅拌焊头边旋转边沿着接缝与焊件作相对运动,搅拌焊头前面的材料发生强烈的塑性变形。随着搅拌焊头向前移动,前沿高度塑性变形的材料被挤压到搅拌焊头的背后。在搅拌头轴肩与焊件表层摩擦产热和锻压共同作用下,形成致密的固相连接接头。搅拌摩擦焊接过程如图所示: 三.搅拌摩擦焊工艺 (一)、搅拌摩擦焊接头形式 搅拌摩擦焊可以实现棒材一棒材、板材一板材的可靠连接,接头形式可以设计为对接、搭接、角接及T形接头,可进行环形、圆形、非线性和立体焊缝的焊接。由于重力对这种固相焊接方法没有影响,搅拌摩擦焊可以用于全位置焊接,如横焊、立焊、仰焊、环形轨道自动焊等。
目录 1绪论 (2) 2搅拌头的设计 (4) 2.1搅拌头材料的选择 (4) 2.2搅拌头结构尺寸设计 (5) 2.2.1轴肩 (5) 2.2.1搅拌针 (6) 3搅拌头的具体设计 (7) 3.1搅拌头的材料选择 (7) 3.2轴肩及搅拌针的具体设计尺寸 (7) 3.3轴肩及搅拌针的几何形状设计 (8) 3.3.1设计原理 (8) 3.3.2形状设计 (9) 参考文献 (10)
1绪论 搅拌摩擦焊( Friction Stir Welding,简称 FSW) 是由英国焊接研究所(The Welding Institute,简称 TWI)于1991年研究发明的一种先进的固相连接技术,被认为是自激光焊接问世以来最引人注目和最具潜力的连接技术[1]。其焊接工作原理如图1-1 所示,高速旋转的搅拌头扎入工件后沿焊接方向运动,在搅拌头与工件接触部位产生摩擦热,使其周围金属形成塑性软化层,软化金属在搅拌头的旋转作用下填充后方空腔并在轴肩与搅拌针的搅拌及挤压作用下实现材料连接。 图1.1 搅拌摩擦焊工作原理 FSW与弧焊、激光焊、电子束焊、钎焊和扩散连接等传统焊接方法相比,FSW具有高效低耗、焊接温度低、接头残余应力小、焊接工件变形小、环境友好等特点,特别在大规格薄板焊接中是其他焊接方法远不可相比的。经过20多年的发展,搅拌摩擦焊已经从技术研究迈向高层次的工程化和工业化应用阶段。被焊材料也已从铝合金逐渐扩展到镁合金、铅合金、铜合金、钢、钛合金以及复合材料等。目前,搅拌摩擦焊设备的制造和产品的加工在国内外已经成为一类高技术新兴产业。搅拌摩擦焊不仅具备普通摩擦焊技术的优点,由于搅拌头的灵活性还可以适应不同接头形式和位置的焊接。由于焊接过程中的热量仅仅能使被焊金属达到塑性状态,故焊接过程焊件的变形量小,焊接无需添料,焊接过程绿色环保、耗材少。应用方面,因为搅拌摩擦焊焊接过程操作简便,焊接缺陷少接头性能好,自动化程度高且生产周期短,现已被广泛用于造船业、车辆制造、飞机制造、航天制造等工业领域。