
游标卡尺校正作业规范
一.适用范围;分度值为0.01,0.02,0.05,0.10㎜测量上限至1000㎜的 游标卡尺。
二.校正条件;
1.室内温度对分度值0.02的卡尺为20±3℃,对分度值为0.05和0.10的卡尺为20±5℃
2.受检卡尺与量块放置于检定室内的金属板上其平衡温度时间不少于1.5小时,
在木桌上则不少于4小时。
三.校正方法;
1)外观
要求:卡尺表面无生锈、碰伤或其他缺陷 。不可有影响使用准确度的外观缺陷。 检定方法:目视观察
2)各部分相互作用
要求:尺框沿尺身移动平稳,无阻滞现象。紧固螺钉作用可靠。深度尺无窜动。 尺身与尺框的配合无明显晃动。
检定方法:目视与试验
3)外量爪两测量面的合并归零间隙
检定方法:移动尺框,使两量爪测量面归零,观察两量爪测量面间的间隙,
以光隙法检定,不透光为OK。
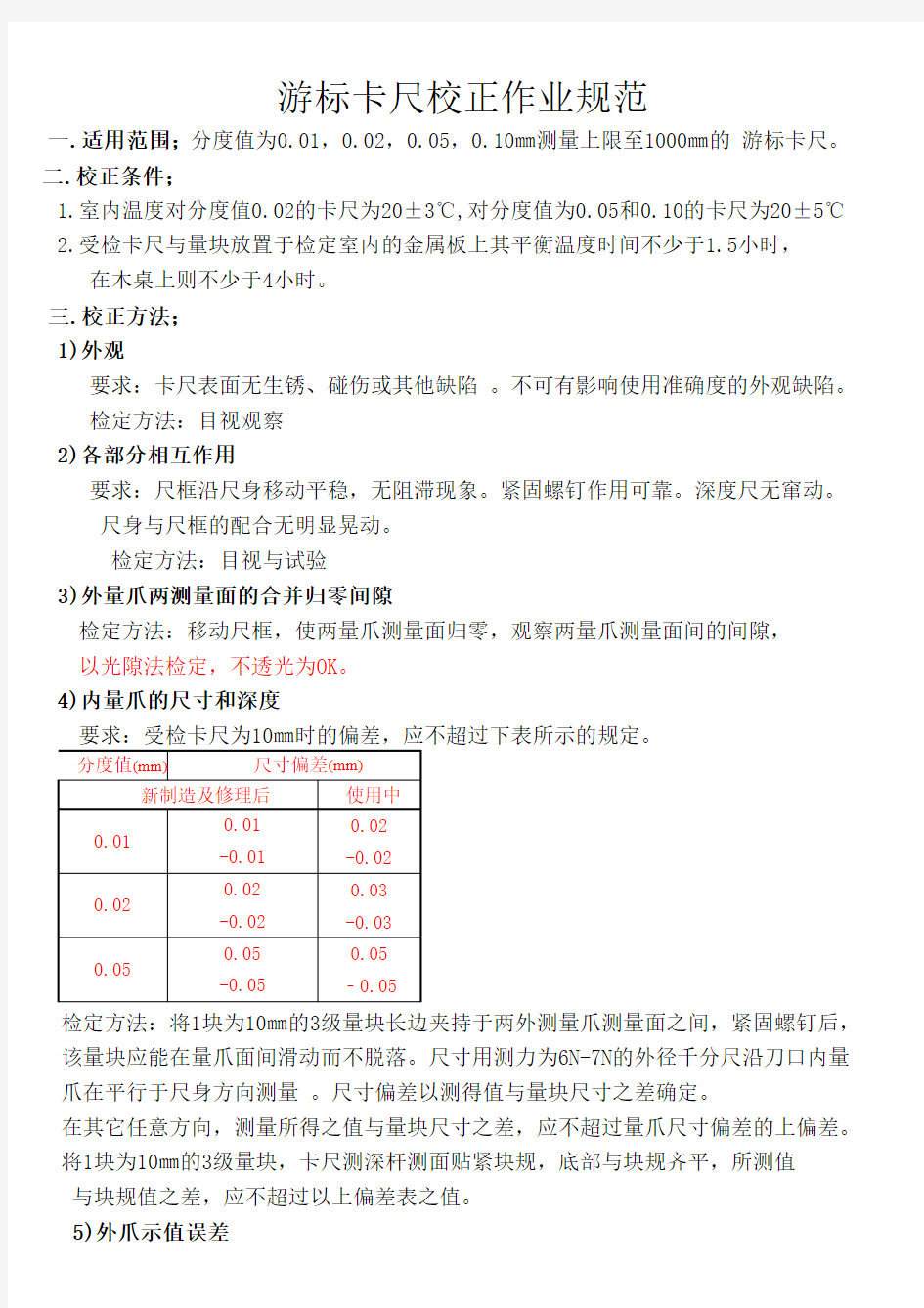
4)内量爪的尺寸和深度
检定方法:将1块为10㎜的3级量块长边夹持于两外测量爪测量面之间,紧固螺钉后,该量块应能在量爪面间滑动而不脱落。尺寸用测力为6N-7N的外径千分尺沿刀口内量爪在平行于尺身方向测量 。尺寸偏差以测得值与量块尺寸之差确定。
在其它任意方向,测量所得之值与量块尺寸之差,应不超过量爪尺寸偏差的上偏差。
将1块为10㎜的3级量块,卡尺测深杆测面贴紧块规,底部与块规齐平,所测值
与块规值之差,应不超过以上偏差表之值。
5)外爪示值误差
检定方法:用3级或6等量块检定。受检点的分布,为3-6个点,根据卡尺的尺寸范围来确定,也可根据实际使用情况适当增加点位。
检定时,每一受检点应在量爪里端和外端两位置检定。量块工作面长边和卡尺测量面长边应垂直。检定应在螺钉紧固和松开两种状态下进行。无论尺框紧固与否,卡尺测量面与量块表面接触应能正常滑动。各点示值误差以该点读数值与量块尺寸之差确定。
每受检点里端外端尺寸之差不应超过上表的规定 。
外爪一般校验取点方法(mm)
四.注意事项
1)操作时必须戴手套作业.
2)使用前.中.后,量块表面必须保持干净。
3)量块及千分尺必须定期校验,且有校验记录。
审核:作成:
3