234图1、2
1212323
3
34
100×16mm
1来件检查无油污、脏物(除油剂)
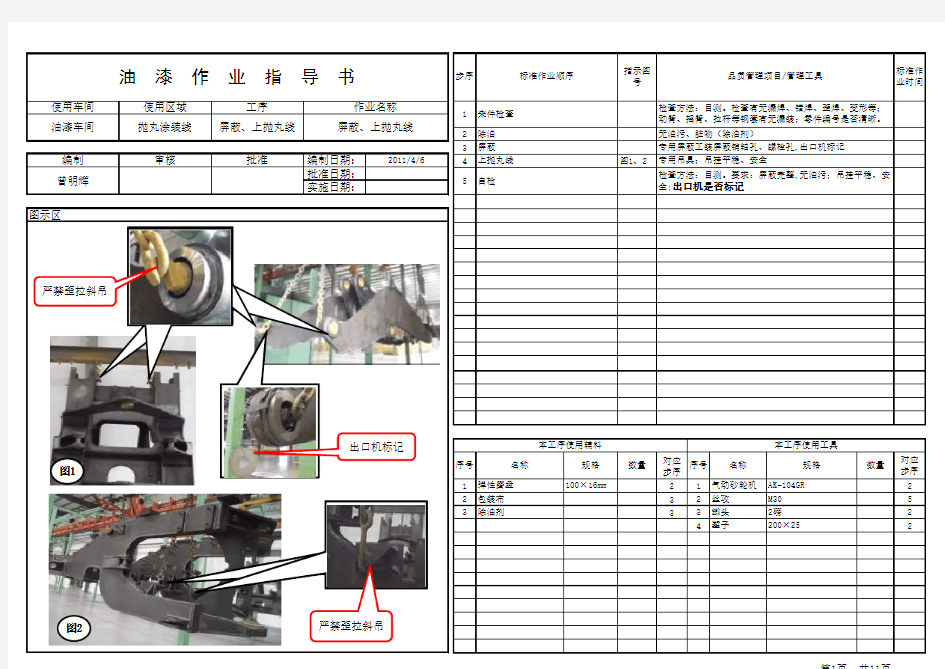
专用屏蔽工装屏蔽销轴孔、螺栓孔,出口机标记检查方法:目测。检查有无漏焊、错焊、歪焊、变形等;动臂、摇臂、拉杆等钢套有无漏装;零件编号是否清晰。检查方法:目测。要求:屏蔽完整,无油污;吊挂平稳、安全;出口机是否标记
曾明辉图示区
编制日期:2011-4-6
上抛丸线专用吊具;吊挂平稳、安全
编制审核
批准
200×25
錾子
鎯头2磅本工序使用工具
规格
数量
丝攻M30对应步序序号名称名称
规格弹性磨盘本工序使用辅料
序号数量
AK-104GR 气动砂轮机品质管理项目/管理工具
屏蔽除油指示图号使用区域工序作业名称油 漆 作 业 指 导 书
步序标准作业顺序使用车间油漆车间抛丸涂装线屏蔽、上抛丸线
屏蔽、上抛丸线批准日期:实施日期:
自检
5
包装布除油剂
图1
严禁歪拉斜吊
出口机标记
图2
严禁歪拉斜吊
123图1
1
2
序号数量
使用区域工序作业名称审核
版本号:
品质管理项目/管理工具
2011001
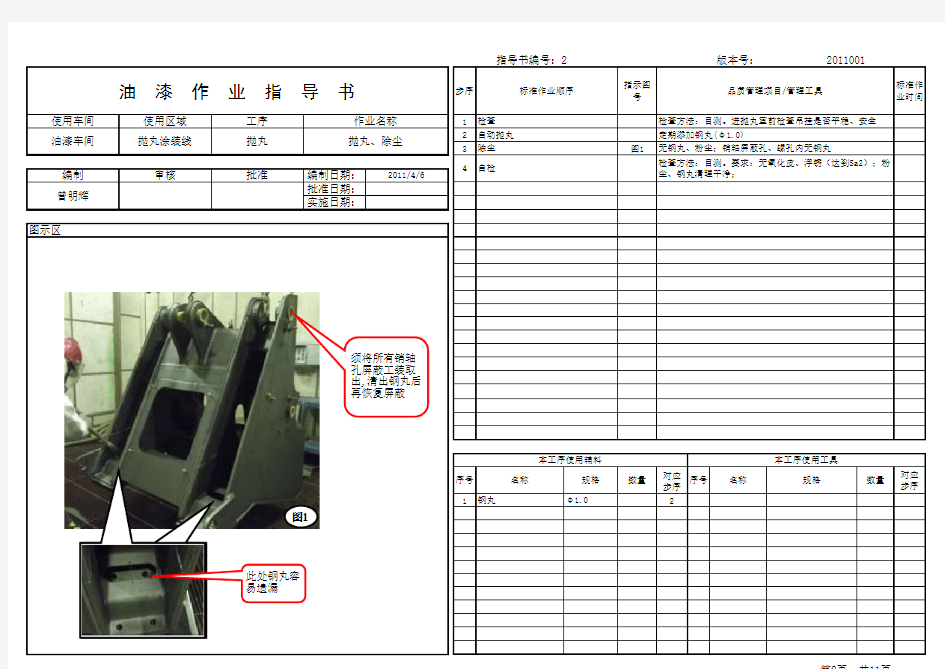
指导书编号:2无钢丸、粉尘;销轴屏蔽孔、螺孔内无钢丸
检查方法:目测。要求:无氧化皮、浮锈(达到Sa2);粉尘、钢丸清理干净;
图示区
编制指示图号
定期添加钢丸(φ1.0)
抛丸涂装线抛丸抛丸、除尘
自动抛丸除尘2011-4-6
标准作业顺序
使用车间4
批准日期:实施日期:
油 漆 作 业 指 导 书
步序批准
编制日期:油漆车间曾明辉名称
对应步序本工序使用工具
φ1.0
钢丸
数量
规格
序号
名称
规格本工序使用辅料
检查自检
检查方法:目测。进抛丸室前检查吊挂是否平稳、安全须将所有销轴孔屏蔽工装取出,清出钢丸后再恢复屏蔽
图1
此处钢丸容易遗漏
1256
71
3、4
123
规格
5"2011001
数量
10min
品质管理项目/管理工具
检查方法:目测。有无漏抛、钢丸、粉尘、油污检查方法:目测。有无漏补;刮涂后要求平整,无砂眼版本号:
腻子修补范围
国内机 A 面:可见划痕、大于φ1.5mm的凹坑、可见的局部或全域板材腐蚀缺陷及砂磨伤底 。
B面:宽度大于1.5mm的可见划痕、大于φ3mm的凹坑、单个
大于φ2mm的密集凹坑、严重砂磨伤底 。
C面:大于φ4mm的凹坑、单个大于φ3mm的密集凹坑。
出口机
A面:宽度大于1mm、深度大于1mm的可见划痕,大于1.5mm且深度大于1mm凹坑或大于φ5mm,片状腐蚀缺陷及碰挂伤底B面:宽度大于1.5mm、深度大于1mm的可见划痕,大于φ3mm 且深度大于2mm凹坑或大于φ8mm,片状腐蚀缺陷及碰挂伤底
腻子与固化剂的比例为100︰2;搅拌均匀,操作时间和干燥时均受温度和湿度影响,一般在7-11分钟内使用完毕
对工件表面凸出部位,用砂轮机打磨平整后再腻子
对应步序气动砂轮机
AK-104GR
刮刀4规格
本工序使用辅料
序号灰边、余灰、螺孔内残灰、零件编号清理
自检
修补腻子
6本工序使用工具
图1、2、3、4、5橡皮刮刀调配腻子
标准作业顺序
清理指示图号
序号名称3
数量
环境温度≤10℃时,35min/(90±5)℃;10℃<环境温度≤20℃时,35min/(80±5)℃;20℃<环境温度≤30℃时,35min/(70±5)℃;;环境温度>30℃时,35min/(60±5)℃;工件在烘房内烘烤时间最长不能超过1小时,,定期校核烘房温度(至少每月一次),设置温度与显示温度误差<5℃图示区
批准
指导书编号:3作业名称油 漆 作 业 指 导 书
步序使用车间检查使用区域工序原子灰
油漆车间抛丸涂装线刮涂腻子实施日期:
编制审核
曾明辉批准日期:烘烤
冷却
名称刮涂腻子
编制日期:2011-4-6
清理B 面
A 面左右对称
C 面左右对称
B 面
图2
图5
A 面左右对称
B 面
图4
A 面左右对称
C 面
B 面左右对称
A 面左右对称
图3
234
1
1
12
数量
规格
对应步序名称本工序使用辅料
5"
刮刀
规格
本工序使用工具
序号数量
指示图号
版本号:
品质管理项目/管理工具
2011001
方法:
1.打磨时应按纵横交替的方法进行,对平面不要过猛施加压力;
2.经打磨后的整个表面应平整、光滑、坚硬而无光泽,线角分明,腻子与零件表面连接处不得有明显接痕,刮过腻子的表面与工件的弧线应一致;使用砂纸型号:80#;
步序标准作业顺序
油 漆 作 业 指 导 书
指导书编号:4自检
序号除尘背胶砂纸
名称
腻子打磨
1使用车间使用区域工序作业名称2011-4-6
清理油漆车间抛丸涂装线腻子打磨腻子打磨
编制审核
批准
编制日期:批准日期:检查方法:目测。要求:无腻子接痕、灰边、平整
灰边、余灰,死角用手工打磨、清理
曾明辉图示区
实施日期:
80#
气动磨光机AK-5531
1234
图1、2、
3
1412423434
2
456
屏蔽
检查并补屏蔽;屏蔽零件编号
检查方法:目测。要求:漏打磨、漏屏蔽、粉尘、出口机无漏打胶
数量
本工序使用辅料序号数量
本工序使用工具
刀片背胶砂纸
52011-4-6
图示区
编制审核批准
编制日期:曾明辉步序指示图号
标准作业顺序
油 漆 作 业 指 导 书
油漆车间
抛丸涂装线
漆前准备
除尘、打胶
使用车间指导书编号:5清理除尘实施日期:
工序作业名称版本号:
品质管理项目/管理工具
检查焊渣、焊子,腻子接痕检查方法:目测。有无漏打磨、漏屏蔽2011001
6使用区域出口机、特殊要求产品的断续焊缝处打胶 :1.涂覆表面无油污、水份、灰尘、脏物;
2.弥补外观缺陷的密封胶缝的填补,应先将缝隙两边屏蔽整
齐; 3.
按所涂缝隙尺寸打开胶筒,使出胶量与缝隙相协调;
4.用溶剂将密封胶涂抹光滑,使其经涂漆后与涂胶周围形成平滑、协调的表面;
批准日期:310mm短
名称
自检
规格
名称打胶
图2、3200×25对应步序序号手动胶枪规格
气动胶枪磨光机纸胶带密封胶HT919牛皮纸30mm 錾子80#
AK-5531鎯头
2磅
粉尘、钢丸
图1
屏蔽吊具周围
零件编号须屏蔽整齐
图2
出口机断续焊
零件编号须屏蔽整齐
零件编号须屏蔽整齐
图3
出口机断续焊
1
34
光泽度桔皮流挂
补涂痕
不明显不严重
11台
23
2喷底漆使用喷枪要求:
NEW-71喷枪:喷涂距离150—200㎜,喷幅宽度100—200㎜;空气辅助式高压无气喷枪:涂料压力0.45—0.55Mpa,辅助气压0.2—0.3Mpa,喷涂距离250—400mm,喷幅宽度100—200㎜;喷嘴:415方法:
1.应按从里到外、从上到下原则进行;
2.先喷涂棱边、死角、焊缝,再喷涂相对较大的表面;
3.喷嘴与被涂表面应尽量保持垂直;喷枪的运动速度应保持均匀一致,重叠三分之一至二分之一, 喷涂覆盖面应按纵横交替的方式进行;
图1
NEW-71漆前检查
检查方法:目测。有无漏打胶、漏打磨、漏屏蔽、粉尘喷底漆使用区域工序装置名称编制审核
批准
作业名称抛丸涂装线工序曾明辉批准日期:使用车间使用区域实施日期:
作业名称编制日期:2011-4-6
油漆车间喷底漆
图示区
底漆技术指标
序号36:1喷枪50--70
序号NEW-77
喷枪
规格
GD锌灰厚浆型工程专用底漆
2对应步序GRACO 名称名称
规格
数量
所有销轴孔、钢套、螺纹孔内、装配面需屏蔽,禁止漆膜附着。
本工序使用辅料
本工序使用工具
数量2外表面A
厚薄均匀、无漏涂、误涂、气泡、针
孔
其余表面
漆膜厚度(μm)部位外观
1
2GD锌灰厚浆型工程专用底漆稀释剂GD锌灰厚浆型工程专用底漆固化剂
2
70--90表面代号
52
环境温度≤10℃时,35min/(115±5)℃;10℃<环境温度≤15℃时,35min/(105±5)℃;15℃<环境温度≤20℃时,35min/(100±5)℃;20℃<环境温度≤25℃时35min/(95±5)℃;25℃<环境温度≤30℃时,35min/(90±5)℃;环境温度>30℃时,35min/(85±5)℃;工件在烘房内烘烤时间最长不能超过1小时,,定期校核烘房温度(至少每月一次),设置温度与显示温度误差<5℃
烘烤
流平
10min
清理流挂、漏涂图1
喷涂距离250—400mm ,喷幅宽度
1234
67
9光泽度桔皮流挂
补涂痕
不明显不严重
11台
234
415
1
AK-5531
NEW-71喷枪5对应步序序号无漏打胶、漏打磨、漏屏蔽、粉尘;工件表面温度<50℃头道面漆技术指标
漆前检查
油漆车间抛丸涂装线背胶砂纸120#部位表面代号
外表面GRACO 36:1本工序使用工具
数量规格
磨光机
流挂、漏涂A
冷却
屏蔽零件编号、其它漏屏蔽
95--110外观
色泽均匀、无露底、无漏涂、无严重
流挂
漆膜厚度(μm)70--90
名称
规格
喷头道面漆使用喷枪要求:
NEW-71喷枪:喷涂距离150—200㎜,喷幅宽度100—200㎜;空气辅助式高压无气喷枪:涂料压力0.45—0.55Mpa,辅助气压0.1—0.2Mpa,喷涂距离250—400mm,喷幅宽度100—200㎜;喷嘴415方法:
1.应按从里到外、从上到下原则进行;
2.先喷涂棱边、死角、焊缝,再喷涂相对较大的表面;
3.喷嘴与被涂表面应尽量保持垂直;喷枪的运动速度应保持均匀一致,重叠三分之一至二分之一, 喷涂覆盖面应按纵横交替的方式进行;
其余表面
名称喷枪曾明辉实施日期:
批准日期:本工序使用辅料
10min
作业名称编制审核
2011-4-6
图1
图示区
所有销轴孔、钢套、螺纹孔内、装配面需屏蔽,禁止漆膜附着。数量
序号
环境温度≤10℃时,35min/(115±5)℃;10℃<环境温度≤15℃时,35min/(105±5)℃;15℃<环境温度≤20℃时,35min/(100±5)℃;20℃<环境温度≤25℃时35min/(95±5)℃;25℃<环境温度≤30℃时,35min/(90±5)℃;环境温度>30℃时,35min/(85±5)℃;工件在烘房内烘烤时间最长不能超过1小时,,定期校核烘房温度(至少每月一次),设置温度与显示温度误差<5℃头道面漆喷头道面漆
批准
编制日期:使用车间使用区域工序58NEW-7710min
烘烤
背胶砂纸
80#
精品成工黄聚氨脂工程漆5#(头道)精品聚氨脂工程漆固化剂(头道)
15523精品聚氨酯稀释剂(出口)清理流平
清理粉尘
除尘打磨A面(外观表面)底漆打磨图1
喷涂距离250—400mm ,喷幅宽度
前后车架桥安装面不喷头道面漆
12图1
4图2
54
待修补面用180#打磨(干透漆表面不打磨无附着力)规格
数量
AK-5531
橡皮刮刀气动磨光机
版本号:
检查方法:目测手检。面漆是否干透
品质管理项目/管理工具
灰边、余灰、螺孔内残灰、零件编号清理
2011001
灰与固化剂的比例为100︰2;搅拌均匀,操作时间和干燥时均受温度和湿度影响,一般在7-11分钟内使用完毕
指示图号
油 漆 作 业 指 导 书
步序指导书编号:8标准作业顺序
打磨使用车间使用区域工序作业名称油漆车间抛丸涂装线点补腻子点补腻子
检查2011-4-6
修补腻子按工艺要求修补缺陷
3调配腻子曾明辉批准日期:实施日期:
编制审核
批准
编制日期:自检
清理6
检查方法:目测。有无漏补;刮涂后要求平整,无砂眼,缺多少补多少
图示区
规格
名称序号
对应步序序号
本工序使用辅料
本工序使用工具
原子灰
数量
名称
灰刀5"图1
打磨待修补面
图2
平整,无砂眼,缺多少补多少
23111212343
4
3
自检
检查方法:目测。1.有无漏打胶、漏屏蔽、粉尘;
2.国内机A面90﹪表面无亮点;B、C面70﹪表面无亮点;其余面40﹪表面无亮点。
3.出口机﹖
数量
序号名称4鎯头数量
对应步序粘尘布
18"×36"
清理除尘本工序使用辅料180#死角、灰边、焊子、零件编号清除打磨粉尘
方法:
1.打磨时以零部件平面为单元,打磨线路呈直线或弧线,打磨幅度重叠1/2;
2.打磨时应按纵横交替的方法进行,应掌握“磨去残存、表面平整、轻磨慢打、线条分明” 的原则,动作均匀平缓,对平面不要过猛施加压力;
3.对边、角等磨光机不易打磨的部位采用手工打磨、清理。
要求:
1.表面应平整并呈均匀的无光的磨砂面,经涂漆后不能有砂纸纹及其它凹凸不平的表面缺陷。
2.国内机B面、C面及其它未标注面使用180#砂纸打磨;A面最后一遍使用240#砂纸打磨;
3.出口机﹖
打磨
名称
规格使用区域工序作业名称1背胶砂纸序号纸胶带使用车间2011-4-6
编制审核
批准
编制日期:油漆车间抛丸涂装线精磨面漆打磨、除尘曾明辉图示区
批准日期:实施日期:
30mm
图1、2、3
2磅本工序使用工具
錾子
200×25
AK-5531规格
气动磨光机背胶砂纸240#图1
B 面
A 面左右对称图2
B 面
A 面左右对称
C 面左右对称
图3
A 面左右对称
C 面
B 面左右对称
156811台
23
喷二次面漆
使用车间使用区域工序图示区
曾明辉批准日期:实施日期:
无漏打磨、漏屏蔽、粉尘;工件表面温度<40℃
图1
2
使用喷枪要求:
NEW-71喷枪:喷涂距离150—200㎜,喷幅宽度100—200㎜;空气辅助式高压无气喷枪:涂料压力0.45—0.55Mpa,辅助气压0.1—0.2Mpa,喷涂距离250—400mm,喷幅宽度100—200㎜;喷嘴413方法:
1.应按从里到外、从上到下原则进行;
2.先喷涂棱边、死角、焊缝,再喷涂相对较大的表面;
3.喷嘴与被涂表面应尽量保持垂直;喷枪的运动速度应保持均匀一致,重叠三分之一至二分之一, 喷涂覆盖面应按纵横交替的方式进行;
辩别零件机型
辩别方法:目测。出口机用圆环标记。国内机使用精品黄聚氨脂工程漆5#;出口机使用精品黄聚氨脂工程漆5#(出口)编制审核
批准
编制日期:检查作业名称油漆车间抛丸涂装线面漆喷枪
NEW-77
44
精品成工黄聚氨脂工程漆5#(出口)4冷却
本工序使用辅料
4流挂、漏涂7烘烤
NEW-7110min
1GRACO 36:143精品聚氨酯固化剂(出口)
2
本工序使用工具
序号数量
规格规格数量
序号
名称
对应步序名称
5
精品聚氨酯固化剂
精品聚氨酯稀释剂(出口)
4精品成工黄聚氨脂工程漆5#
喷成品面漆图1
环境温度≤10℃时,35min/(110±5)℃;10℃<环境温度≤15℃时,35min/(105±5)℃;15℃<环境温度≤20℃时,35min/(100±5)℃;20℃<环境温度≤25℃时35min/(95±5)℃;25℃<环境温度≤30℃时,35min/(90±5)℃;环境温度>30℃时,35min/(85±5)℃;工件在烘房内烘烤时间最长不能超过1小时,,定期校核烘房温度(至少每月一次),设置温度与显示温度误差<5℃清理流平10min
4喷枪图1
出口机标记
喷涂距离250—400mm ,喷幅宽度
2图4
37
代号光泽度桔皮流挂
补涂痕附着力
A ﹥80
轻微
无
不明显无脱落B 不明显不明显无脱落A ﹥85轻微无不可见无脱落B
﹥80轻微无
不明显
无脱落
1412423434445
4
56
按照规范填写、无遗漏。
规格
NEW-71序号
名称
规格数量
数量
180#喷枪油漆车间本工序使用辅料
本工序使用工具
成品面漆技术指标
图示区
曾明辉实施日期:
编制审核
批准
编制日期:使用车间使用区域工序作业名称油 漆 作 业 指 导 书
步序标准作业顺序
抛丸涂装线指示图号
屏蔽工装归类并返回上件点
铁链挂上工字钢后长度<70cm 版本号:
出口机、参展机直接转入回转线涂第三道面漆;国内机(A 面)不合格品返回回转线修补涂漆2011001
零件下线下件拆屏蔽批准日期:下件、清整、摆放1回转线控制指导书编号:11品质管理项目/管理工具
1.出口机、参展机断续焊缝有无漏打胶;
2.零件编号是否清晰可见;
3.国内机、出口机油漆是否使用正确;
4.销轴孔是否误涂;
5.销轴孔、螺孔有无钢丸;
6.修补漆后出口机、参展机A面不能有补涂痕;
7.死角、吊痕处有无漏涂
正确填写记录表
漆膜厚度(μm)部位
外观国内机对应步序序号名称平整、光滑、色泽均匀、无
漏涂、无误涂平整、光滑、丰满、色泽均匀、无漏涂、无误涂
所有销轴孔、钢套、螺纹孔内、装配面需屏蔽,禁止漆膜附着。
出口机外表面
120--140100--120背胶砂纸240#内表面未标识表面
内表面未标识表面
130--150110--130
外表面
背胶砂纸扳手
气动抛光机AK-83HP 喷枪
W-71气动磨光机AK-5531300×36mm
粘尘布
18"×36"
气动砂轮S0401牛皮纸纸胶带30mm 5销孔、螺孔误涂、钢丸清理;吊痕补涂;流挂清整:A面补面不补点,B面不能有明显补涂痕迹
6转运、摆放摆放至规定区域;注意保护油漆,工件未冷却,不能重叠、不能触摸。
4
清整
检查
A 面
B 面
图3
图2
A 面
B 面
<70cm
图4
图1
A 面
B 面