u型螺栓表面处理工艺解析(一)镀锌的意义及作用 固伦特u型螺栓作为最常用的紧固件之一,因为其作用的重要性,需要在其使用过程中进行长期的维护保养。而维护保养的最重要的方式之一就是对u型螺栓作防氧化处理。也就是平常我们所说的防锈处理。最行之有效的一种方法就是镀锌。镀锌是指在金属、合金或者其它材料的表面镀一层锌以起美观、防锈等作用的表面处理技术。主要采用的方法是热镀锌。 热镀锌的国家标准是GB/T 13912-2002《金属覆盖层钢铁制件热浸镀锌层技术要求及试验方法》,镀锌以后的金属应该是外观光滑,无锌瘤、毛刺,呈银白色;厚度均为可控,在5-107μm之内任意选择;表面无氢脆、无温度危害,可保证材料力学性能不变;可代替部分需热镀锌的工艺;镀锌以后金属的耐腐蚀性好,中性盐雾试验达240小时。 镀锌的应用范围很广,像钢钉、铁钉、紧固件、各种五金管件、脚手架扣件等等。 固伦特u型螺栓表面处理工艺解析(二)几种常见的镀锌方式 根据镀锌以后表面颜色的不同和作用,镀锌的常见方式有八种,电镀白锌、蓝白锌、五彩锌、发黑、镀铬、热镀锌、镀达克罗、本色 固伦特u型螺栓表面处理工艺解析(三)影响镀锌的常见因素有哪些 影响镀锌的常见因素主要有以下几种: (1)前处理不彻底。工件表面有氧化膜,影响锌的正常沉积。 (2)导电不良。电流在导线上消耗,分配到工件表面的电流过小。 (3)工件含碳量高。高碳钢、铸铁件等会降低氢的析出电位,工件表面析氢加速,电流效率降低。 (4)工件绑扎过密。镀锌时工件局部遭到屏蔽而导致镀层过薄。 (5)镀液温度偏低。当镀液温度偏低时配送的电流密度相应降低,镀层的沉积速度也必然降低。 (6)镀液中氢氧化钠含量偏高。氢氧化钠含量偏高时电流效率相应降低。 (7)镀液中添加剂含量偏低。添加剂含量偏低会影响分散能力,镀层局部显得过薄。 (8)受镀件面积估算不足,施镀时配送的电流密度显得过小。 (9)工件悬挂方法不当,与锌阳极间距过大,应调整位置。 (10)工件过腐蚀。降低氢的析出电位,工件表面析氢加速电流效率降低,从而影响锌的沉积速度。应在酸洗溶液中加入适量的缓蚀剂,局部处氧化皮过厚先用机械法除去,酸洗过程中多作检查。 (11)阳极钝化。有效面积减少,影响电流的正常分布。 (12)氢氧化钠含量偏低。若氢氧化钠含量偏低时,电流密度提不高,阳极钝化。 固伦特u型螺栓表面处理工艺解析(四)镀锌的种类及优缺点 根据镀锌的方法及客户的不同要求,u型螺栓最常用的镀锌工艺有电镀锌、粉末渗锌、机械镀锌、热浸镀锌四种镀锌方式;下面我们就分析一下每种方式的优缺点; 1、电镀锌 电镀锌是紧固件产品生产制造中最常见的一种表面处理方法和工艺技术。
多排悬挑架主梁验算计算书计算依据: 1、《建筑施工门式钢管脚手架安全技术规》JGJ128-2010 2、《建筑施工扣件式钢管脚手架安全技术规》JGJ130-2011 3、《钢结构设计规》GB50017-2003 一、基本参数 二、荷载布置参数
2 上拉4300 5700 2000 是 作用点号各排立杆传至梁上荷载标准 值F'(kN) 各排立杆传至梁上荷载设计 值F(kN) 各排立杆距主梁外锚固点水 平距离(mm) 主梁间距l a(mm) 1 15 15 200 900 2 15 15 1200 900 3 15 15 2000 900 4 1 5 15 3000 900 附图如下:
平面图 立面图 三、主梁验算 主梁材料类型工字钢主梁合并根数n z 1 主梁材料规格16号工字钢主梁截面积A(cm2) 26.1 主梁截面惯性矩I x(cm4) 1130 主梁截面抵抗矩W x(cm3) 141 主梁自重标准值g k(kN/m) 0.205 主梁材料抗弯强度设计值[f](N/mm2) 215 主梁材料抗剪强度设计值[τ](N/mm2) 125 主梁弹性模量E(N/mm2) 206000 荷载标准值:
q'=g k=0.205=0.2kN/m 第1排:F'1=F1'/n z=15/1=15kN 第2排:F'2=F2'/n z=15/1=15kN 第3排:F'3=F3'/n z=15/1=15kN 第4排:F'4=F4'/n z=15/1=15kN 荷载设计值: q=1.2×g k=1.2×0.205=0.25kN/m 第1排:F1=F1/n z=15/1=15kN 第2排:F2=F2/n z=15/1=15kN 第3排:F3=F3/n z=15/1=15kN 第4排: F4=F4/n z=15/1=15kN 1、强度验算
多排悬挑架主梁验算计算书 计算依据: 1、《建筑施工门式钢管脚手架安全技术规范》JGJ128-2010 2、《建筑施工扣件式钢管脚手架安全技术规范》JGJ130-2011 3、《钢结构设计规范》GB50017-2003 一、基本参数 二、荷载布置参数
附图如下: 平面图 立面图三、主梁验算 荷载标准值: q'=g k=0.205=0.2kN/m 第1排:F'1=F1'/n z=15/1=15kN 第2排:F'2=F2'/n z=15/1=15kN 第3排:F'3=F3'/n z=15/1=15kN 第4排:F'4=F4'/n z=15/1=15kN 荷载设计值: q=1.2×g k=1.2×0.205=0.25kN/m 第1排:F1=F1/n z=15/1=15kN 第2排:F2=F2/n z=15/1=15kN 第3排:F3=F3/n z=15/1=15kN
第4排:F4=F4/n z=15/1=15kN 1、强度验算 弯矩图(kN·m) σmax=M max/W=26.14×106/141000=185.42N/mm2≤[f]=215N/mm2 符合要求! 2、抗剪验算 剪力图(kN) τmax=Q max/(8I zδ)[bh02-(b-δ)h2]=44.12×1000×[88×1602-(88-6)×140.222 τmax=52.14N/mm2≤[τ]=125N/mm2 符合要求! 3、挠度验算 变形图(mm) νmax=16.25mm≤[ν]=2×l x/400=2×4400/400=22mm 符合要求! 4、支座反力计算 R1=-16.14kN,R2=60.66kN,R3=16.98kN 四、上拉杆件验算
工程车U型螺栓上穿新增工装技术任务书1主题和适用范围: 1.1设备名称:平衡轴分装台及平衡轴总成转运台架 1.2设备数量:平衡轴分装台1套,平衡轴总成转运台架15台 1.3设备用途:用于平衡轴的分装及平衡轴总成的转运。 1.4交付期:合同签订后三个月 1.5工艺节拍:整体分装节拍6.25分钟(包含辅助时间) 1.6货物需求表(见表1) 2工厂条件: 2.1电流种类及电压:50Hz ,电压380V±15%。 2.2压缩空气压力:0.60Mpa±10%。 2.3厂房温度与湿度:-10~40℃,相对湿度≤85%。 2.4照明条件:200LX。 3产品工艺参数: 3.1平衡轴总成分装完成后的尺寸见下图:
4工艺技术要求: 4.1分装工艺流程: 4.1.1平衡轴分装工艺流程如下:放盖板 成吊装平衡轴承毂总成带连通轴及支架合件 穿螺栓(2904131-TK500) 翻转上螺母 翻转吊装下线。 4.1.2具体见下图: a.放置盖板 b.落装板簧 c.吊装平衡轴总成 d.穿U型螺栓,压紧 e.翻转 f.手上螺母
g.工作台交换,机器人拧紧螺母h.工作台交换,翻转,吊离总成 4.2分装场地:在总装二线C9柱和C11柱之间布置平衡轴总成分装阵地,总占地面积约145平方米。 5设备的主要功能和技术要求 5.1 需方可根据现场实际情况要求供方对工装进行变更,供方必须在需方要求时间节点前完成变更,变更费用含在此项目费用中。 5.2平衡轴分装台技术要求 5.2.1 平衡轴分装台应满足目前所有上穿结构车型的分装、夹紧及翻转的要求,保证 平衡轴总成在旋转完成后,拧紧机能方便地对U形螺栓进行交替均匀拧紧。 5.2.2 盖板要求定位放置,保证中心距的准确性及旋转过程中的可靠性,满足机器人视觉识别系统的工作要求; 5.2.3 板簧限位装置必须保证板簧分装姿态,保证板簧落装快捷。 5.2.4 板簧限位装置能适应板簧尺寸:90/100mm。(预留扩展功能)。 5.2.5板簧中心距尺寸在(1000~1060)mm可调,分装台中心距精度±1mm。 5.2.6夹紧装置可根据不同的车型的调试要求进行调节,夹紧可靠、安全,不得对零部件造成磕碰划伤。 5.2.7 夹紧装置的调节需保证足够的操作空间,夹紧装置需要手动和自动功能全部实现。 5.2.8分装台操作时满足人体工程学要求,操作时不能出现大幅度弯腰等劳动强度大的动作。
多排悬挑架主梁验算计算书 令狐采学 计算依据: 1、《建筑施工门式钢管脚手架安全技术规范》JGJ128 2、《建筑施工扣件式钢管脚手架安全技术规范》JGJ130 3、《钢结构设计规范》GB50017 一、基本参数 二、荷载布置参数
附图如下: 平面图 立面图三、主梁验算 荷载标准值: q'=gk=0.205=0.2kN/m 第1排:F'1=F1'/nz=15/1=15kN 第2排:F'2=F2'/nz=15/1=15kN 第3排:F'3=F3'/nz=15/1=15kN 第4排:F'4=F4'/nz=15/1=15kN 荷载设计值: q=1.2×gk=1.2×0.205=0.25kN/m 第1排:F1=F1/nz=15/1=15kN 第2排:F2=F2/nz=15/1=15kN 第3排:F3=F3/nz=15/1=15kN 第4排:
F4=F4/nz=15/1=15kN 1、强度验算 弯矩图(kN·m) σmax=Mmax/W=26.14×106/141000=185.42N/mm2≤[f]=215N/ mm2 符合要求! 2、抗剪验算 剪力图(kN) τmax=Qmax/(8Izδ)[bh02(bδ)h2]=44.12×1000×[88×1602(886)×1 40.22]/(8×11300000×6)=52.14N/mm2 τmax=52.14N/mm2≤[τ]=125N/mm2
符合要求! 3、挠度验算 变形图(mm) νmax=16.25mm≤[ν]=2×lx/400=2×4400/400=22mm 符合要求! 4、支座反力计算 R1=16.14kN,R2=60.66kN,R3=16.98kN 四、上拉杆件验算 钢丝绳绳卡作法 钢丝绳连接吊环作法 上拉杆件角度计算: α1=arctanL1/L2=arctan(5700/2000)=70.67° 上拉杆件支座力: RS1=nzR3=1×16.98=16.98kN 主梁轴向力: NSZ1=RS1/tanα1=16.98/tan70.67°=5.96kN
(19)中华人民共和国国家知识产权局 (12)实用新型专利 (10)授权公告号 (45)授权公告日 (21)申请号 201920438649.X (22)申请日 2019.04.02 (73)专利权人 高创建工股份有限公司 地址 450046 河南省郑州市郑东新区金水 东路85号东方国际广场3号楼6层 (72)发明人 赵学义 瞿海燕 骆春良 刘志勇 王继伟 张瑞杰 宗红彪 赵新 李光要 白新峰 蔡亚亮 (74)专利代理机构 郑州中原专利事务所有限公 司 41109 代理人 李想 (51)Int.Cl. F16L 3/227(2006.01) H02G 3/04(2006.01) (54)实用新型名称一种建筑施工用管道固定装置(57)摘要本实用新型公开一种建筑施工用管道固定装置,包括固装在墙上的U型连接架,连接架上固接用于支撑管道的固定横梁,固定横梁上卡接固定有固定环组件,所述固定横梁内沿其轴向设置有开口向上的主卡槽,主卡槽的上段尺寸小于其下段尺寸,主卡槽中部为入口槽,入口槽的尺寸与主卡槽下段的尺寸一致,所述固定横梁上沿其轴向间隔开设有开口向上的侧卡槽,侧卡槽与主卡槽连通且其轴向相互垂直,侧卡槽与主卡槽形状相同;所述固定环组件包括用于承装管道的卡环,卡环底部固装有连接杆,连接杆底部固装卡接头,连接杆的尺寸小于主卡槽的上段尺寸,卡接头的尺寸小于主卡槽的下段尺寸且大于主卡槽的上段尺寸。本实用新型固定卡接操作简单, 安装方便。权利要求书1页 说明书3页 附图3页CN 209839351 U 2019.12.24 C N 209839351 U
权 利 要 求 书1/1页CN 209839351 U 1.一种建筑施工用管道固定装置,包括固装在墙上的U型连接架(1),连接架(1)上固接用于支撑管道的固定横梁(3),其特征在于:固定横梁(3)上卡接固定有固定环组件(4),所述固定横梁(3)内沿其轴向设置有开口向上的主卡槽(31),主卡槽(31)的上段尺寸小于其下段尺寸,主卡槽(31)中部为入口槽(32),入口槽(32)的尺寸与主卡槽(31)下段的尺寸一致,所述固定横梁(3)上沿其轴向间隔开设有开口向上的侧卡槽(33),侧卡槽(33)与主卡槽(31)连通且其轴向相互垂直,侧卡槽(33)与主卡槽(31)形状相同;所述固定环组件(4)包括用于承装管道的卡环(41),卡环(41)底部固装有连接杆(43),连接杆(43)底部固装卡接头(44),连接杆(43)的尺寸小于主卡槽(31)的上段尺寸,卡接头(44)的尺寸小于主卡槽(31)的下段尺寸且大于主卡槽(31)的上段尺寸。 2.如权利要求1所述的建筑施工用管道固定装置,其特征在于:所述卡接头(44)侧面设置有竖直的通孔(45),通孔(45)内穿设有固定销(47),所述侧卡槽(33)的外端底面向下开设有与固定销(47)相配合卡接的固定槽(34),固定销(47)插入固定槽(34)将固定环组件(4)与固定横梁(3)卡接固定。 3.如权利要求2所述的建筑施工用管道固定装置,其特征在于:所述固定销(47)的顶部连接有便于将其拉出的吊绳,所述连接杆(43)侧面固装有螺钉(46),吊绳缠绕在螺钉(46)。 4.如权利要求3所述的建筑施工用管道固定装置,其特征在于:所述通孔(45)底端边缘向内固设有环形的弹性片(48)。 5.如权利要求1所述的建筑施工用管道固定装置,其特征在于:所述侧卡槽(33)以入口槽(32)为中心对称分布在主卡槽(31)的两侧。 6.如权利要求1所述的建筑施工用管道固定装置,其特征在于:所述卡接头(44)为球形或方形。 2
自动化控制施工程一般规范施工工序原则:遵循先单校后安装;先地下后地上;先安装设备再配置布线;先两端(控制室、现场仪表)后中间(电缆、导压管)的程序。 仪表设备安装要在控制室的土建及电气工程完工后进行,安装过程遵循先里后外、先高后低、先重后轻的程序。 仪表调校遵循:先取证后校验;先单校后联校;先离线测试后在线测试;先单回路再复杂回路;先单点后网络的原则。 遵循以上原则,常规自控系统施工调试的一般顺序为: 1.自控系统变送、执行、显示、控制等器件接收,项目人员检查参数符合情况, 仓库记录来料流水。 2.项目安装人员对器件进行抽样检查。 3.变送、执行、显示、控制器件安装。 4.电缆布线(在前期与设备协同施工) 5.就地控制箱柜安装、PLC柜安装 6.接线 7.接线检查 8.对系统中各个设备进行逐一上电测试 9.仪表、传感器进行参数设定、标定 10.程序模拟调试 11.程序联机调试 12.程序参数优化,程序存档 竣工阶段主要包括以下内容: 1.软件与文件验收(公司有相应具体文件) 2.运行人员培训 3.工程竣工验收 不同工程情况可能顺序可能略有差异,个别顺序或颠倒或增减或合并进行。
仪表、器件安装规范 一般规定: ●仪表安装前首先按照图纸对型号、规格、材质、位号进行核对,附件齐 全、外观完好,并经单体调校和试验合格。 ●现场就地仪表安装高度,表中心距地面宜为1.2m左右,显示仪表安装在 便于观察维护的位置。 ●安装在工艺管道上的仪表必须便于操作、维护、拆卸,并考虑操作工在 操作时间的人身安全。 ●仪表外壳上的箭头指向必须与管道介质流向一致 ●可编程度控制(PLC)系统必须在控制室的土建、电气、安防、暖通工 程全部完工后安装。 盘箱柜和操作台安装: 1.PLC系统设备出库运输时应选择平坦、无障碍的运输道路。运输过程中,车速不宜快,并应防止剧烈冲击与振动。装卸作业场地应平整、坚固,并具有足够的作业空间。 2.在设备吊装与搬运过程中,应保持平稳。宜用吊车或铲车进行作业,不得使用斜度大于10°的滑梯、滑板进行人工装卸。开箱检验应在制造厂代表在场的情况下会同监理、业主共同进行,检验后应签署检验记录。 3.设备开箱前,应检查外包装是否完整。开箱后,应检查内包装是否破损、有无积水,防潮、防水及防震等措施是否齐备,防倾斜、防振动标志是否异常。当环境温度小于4℃时不宜对刚搬进室内的设备进行开箱,避免凝结水侵蚀设备。 4.开箱检验应按装箱单逐一清点,并应符合下列要求: ●所有硬件、备件、随机工具的数量、型号、规格应与装箱单一致。 ●设备及备件外观良好,无变形、破损、油漆脱落、锈蚀等缺陷。 ●资料齐全,软件媒体外包装应完好无损。资料应包括系统硬件配置图、 盘内平面布置图、盘内接线图、I/O地址分配表、梯形逻辑图、功能模 块逻辑图或应用程序文件清单、因果表、启动停车顺序图、系统软件组 态手册、系统安装手册、使用手册或系统操作手册等。
第十章专业词汇中日文对照 1.塑料 樹脂(じゅし)塑料 汎用樹脂(はにょうじゅし)通用塑料 アクリロニトリルブタジエンスチレン共重合体 ABS (Acrylonitrile-Butadiene-Styrene resin) アクリロニトリルスチレン共重合体 AS (Acrylonitrile-Styrene copolymer) ポリスチレン PS (PolyStyrene) ポリエチレン PE (PolyEthylene) ポリプロピレン PP (PolyPropylene) ポリ塩化ビニル PVC (PolyVinylChloride) ポリメタクリル酸メチル(アクリル) PMMA (PolyMethylMethAcrylate) ポリアミド(ナイロン) PA (PolyAmide) エンプラ樹脂工程塑料 ポリカーボネート PC (PolyCarbonate) ポリブチレンテレフタレート PBT (Polybutylene Terephthalate) ポリエチレンテレフタレート PET (PolyEthyleneTerephthalate) ポリオキシメチレン(アセタール) POM (PolyOxyMethylene) ポリフェニレンスルフィド PPS (PolyPhenilenSulfide) ポリフェニレンオキシド PPO (PolyPhenyleneOxide) ポリエーテルスルホン PES (PolyEtherSulfone) ポリエーテルエーテルケトン PEEK (PolyEtherEtherKetone) 見掛比重(みかけひじゅう)堆积密度 安息角(あんそくかく)安息角 樹脂潜熱树脂潜热 樹脂比熱树脂比热 2.材料输送 ジェットローダー(jet loader)加料机 カウンター计数器 タイミング时机 目詰まり(もくつまり)堵塞 ダスト(dust)粉尘 金属音(きんぞくおん)机器运转声音 輸送音(ゆそうおん)输送声音 騒音(そうおん)噪音 カット减少 デジタル数字 タッチパネル(touch panel)触模式面板 清掃(せいそう)清扫 排出ダンパー(はいしゅつダンパー)排出档板 バルプ阀 2方向(ほうこう)2方向 2方向分岐(ぶんき)バルプ2方向切换阀
Q/CC x x汽车股份有限公司企业标准 Q/CC JT018—2008 代替Q/CC JT018—2006 汽车钢板弹簧技术条件 Technical Requirements of Leaf Spring Used on Vehicle 2008-09-06发布2008-12-01实施xx汽车股份有限公司发布
目次 前言................................................................................. II 1 范围 (1) 2 规范性引用文件 (1) 3 术语和定义 (1) 4 技术要求 (1) 5 检验和试验方法 (3) 6 检验规则 (3) 7 标志、包装、贮存 (4) 8 质量保证 (4) 附录A (规范性附录)汽车用钢板弹簧台架试验方法 (5)
前言 本标准是对Q/CC JT018—2006《汽车钢板弹簧技术条件》的修订。本标准在修订过程中主要参考了GB/T 19844-2005《钢板弹簧》。本标准与Q/CC JT018—2006相比,主要变化如下: ——增加了“3术语和定义”; ——增加了“附录A(规范性附录)”; ——增加了“4.4热处理”中洛氏硬度的数值要求; ——修订了“5 检验和试验方法”细化了具体方法; ——对相关条款进行调换和规范; ——删除了旧版中有关产品“断裂数据”方面的内容。 本标准自实施之日起代替Q/CC JT018—2006。 本标准由xx汽车股份有限公司技术研究院提出。 本标准由xx汽车股份有限公司技术研究院标准化科归口。 本标准由xx汽车股份有限公司技术研究院K-底盘部负责起草。 本标准主要起草人:纪国锋、宗召波。
一:线路材料总述 1.线路金具材料。 2.“110KV”线路配备常用金具及辅助材料。 3.“110KV”线路、杆塔、铁件、材料。 4.线路常用绝缘子。 5.“110 KV”线路使用砼杆各类铁件组合。 6.“110KV”线路常用金具材料组合。 7.“110KV”线路常用导线的配备与计算。 8.“110KV”线路常用地线的配备与计算。 9.砼制件及其它。
二、金具材料: 1.用途:在架空线路上及配电装置中,用于、支持、固定、接续(导线及绝缘子成串) 保护,导线及绝缘体的作用。 2.金具的分类:(按金具的主要性能和用途) (1)支持金具(也叫悬垂金具)(符号:以χ表示) 例:ΧGU-2ΧGU-5(A)等 (2)锚固金具、(也叫紧固和耐张金具)(符号:以N表示) 例;NUT-1NLD-4NB-300/40 (3)联结金具、(挂线金具,挂线零件)(按企业产品名称首个字母表示,无统一符号)例:Ws—7 W—7A QP—7 Z—7 L—1040 U—7PH—10 QP—10U—1080等
(4)接续金具(用于导地线的接续)(符号以J表示) 例:JY—50G(地线接续管)JYD—300/40(导线接续管) 注:接续金具可分为:异型、圆型、爆压、液压、钳压。 (5)防护金具(重锤、护线条、防振锤等)(符号以F表示) (主要是保护导地线、绝缘子等:如保护绝缘子使用的均压环。防止绝缘子串上拔用重锤、防止导地线振动用防振锤) 例:1. FG—50G(地线) 3. FYH—300/40(护线条) 2. FD—5(导线) 4. ZC—30kg(30kg重锤) (6)接触金具(软、硬母线与设备端子电气接触)(符号、T表示)例:T型线夹,设备线夹。 (7)固定金具(电厂和大电流母线具)组合母线、电缆金具。 (8)设备线夹用S表示,母线金具用M表示。 (9)电力金具归类划分图:(注:根据金具材料性能与用途归类划分)
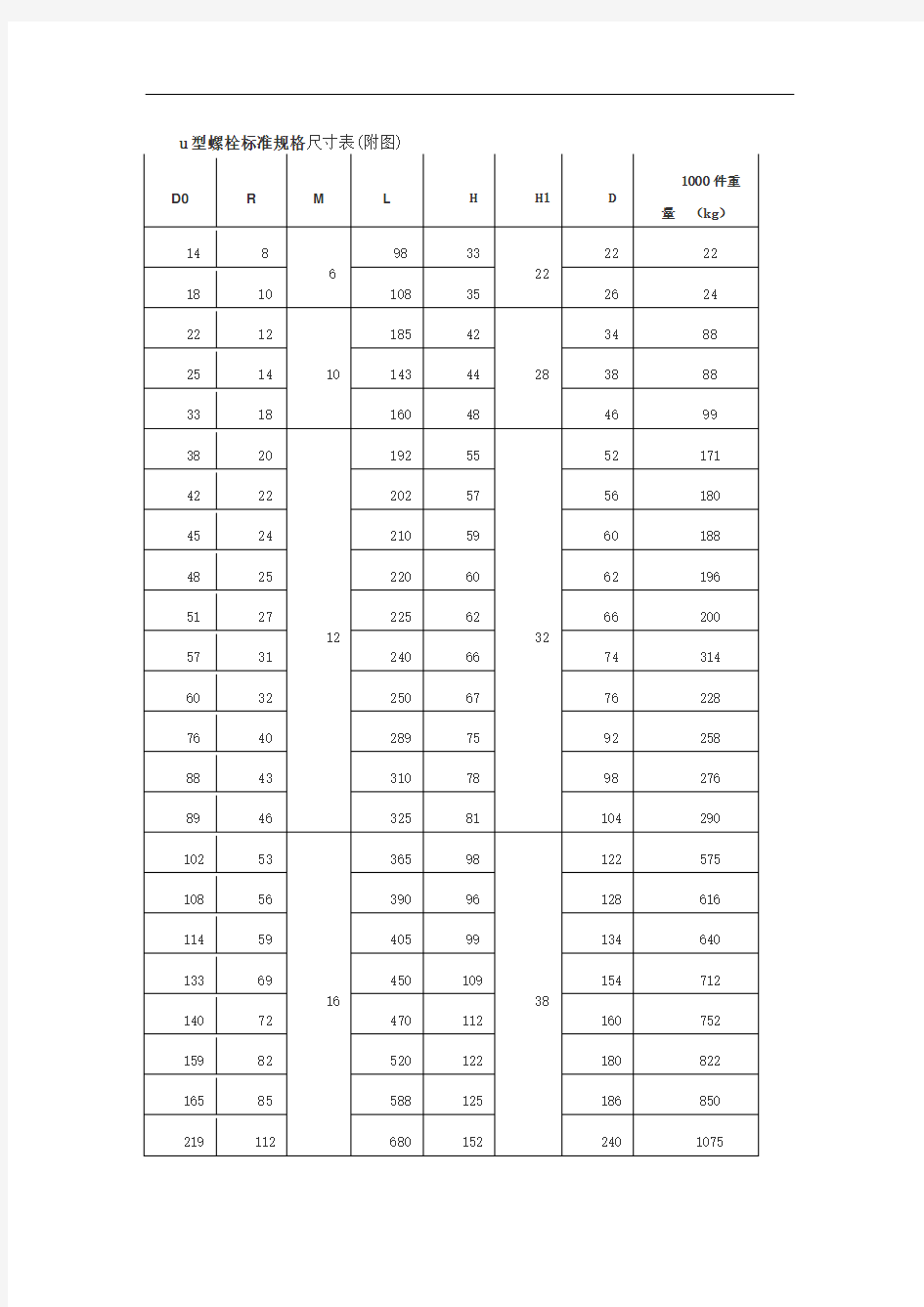
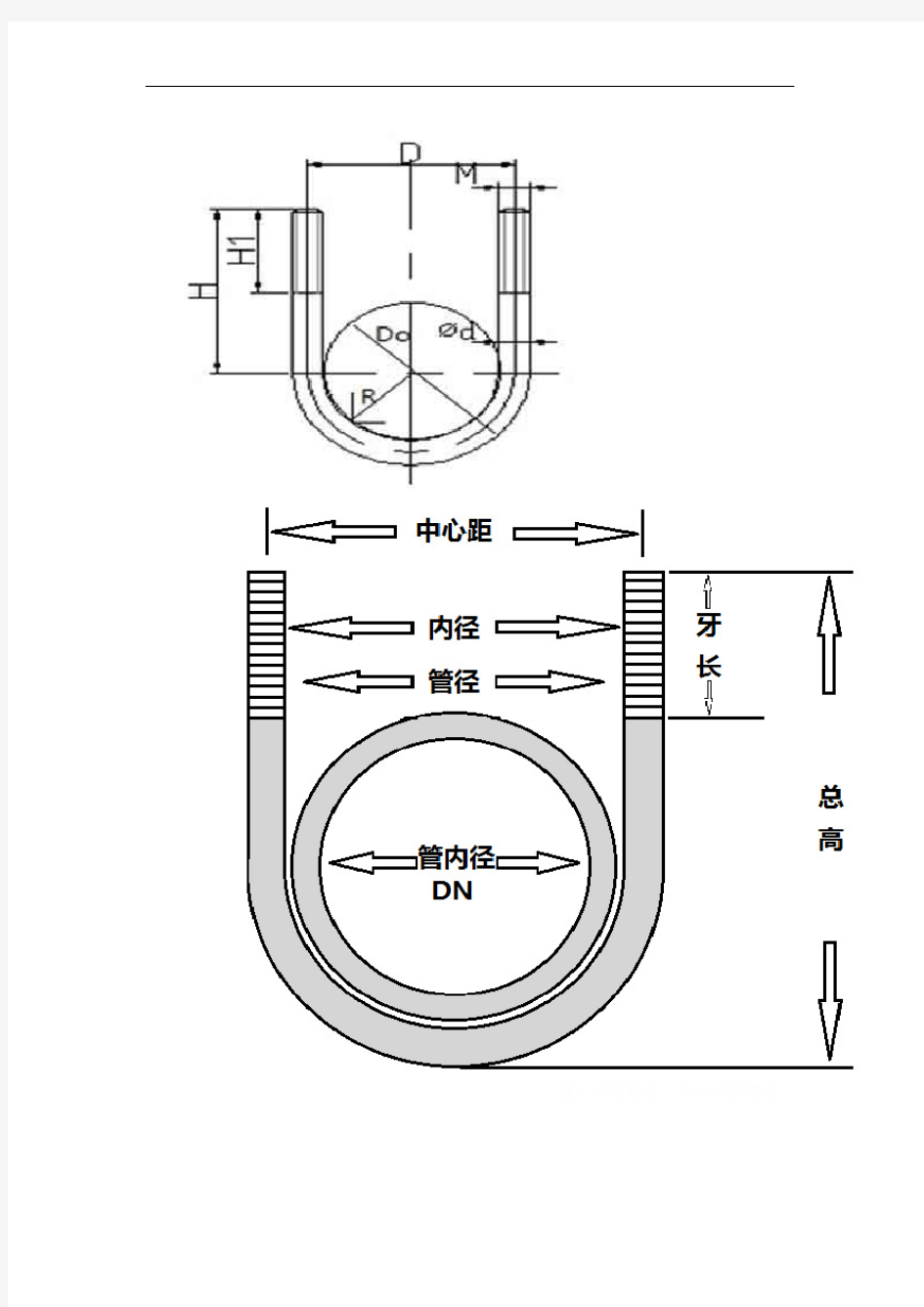
螺柱常用国家标准GB27六角头铰制孔用螺栓GB70内六角园柱头螺钉GB798活节螺栓(粗制)GB799地脚螺栓(粗制)GB897、GB898、GB899、GB900双头螺柱GB901等长双头螺柱GB953等长双头螺柱(粗制)GB5780六角头螺栓——C级GB5781六角头螺栓——全螺纹—C级GB5782六角头螺栓——A、B级GB5783六角头螺栓——全螺纹—A、B级GB5784六角头螺栓——细杆—B级GB5785六角头螺栓——A、B级GB5786六角头螺栓——细牙—全螺纹—A、B级GB5787六角法兰面螺栓——B级GB5788六角法兰面螺栓——细杆—B级GB5789六角法兰面螺栓——加大系列—B级GB5790六角法兰面螺栓—加大系列—细杆—B级GB1228大六角头螺栓(钢结构用高强度)螺母常用国家标准GB41 Ⅰ型六角螺母——C级GB6170 Ⅰ型六角螺母——A、B级GB6171Ⅰ型六角螺母—细牙—A、B级GB6172六角薄螺母——A、B级—倒角GB6173六角薄螺母——细牙—A、B级GB6174六角薄螺母——B级—无倒角GB6175Ⅱ型六角螺母——A、B级GB6176Ⅱ型六角螺母——细牙—A、B级GB6177六角法兰面螺母—A 级GB56六角厚螺母GB1229大六角螺母(钢结构用高强度)螺栓螺柱企标、部标外标HG20613钢制管法兰用紧固件标准(美洲体系)HG20634钢制管法兰用紧固件标准(欧洲体系)SHJ404-88管法兰用紧固件(中石化公司)HGJ75-91化工机械部标准(螺栓、螺柱、螺母)HGJ524-91/A1-1化学工业部标准(公制管用,U型螺栓)HGJ524-91/A1-2化学工业部标准(英制管用,U型螺栓)HGJ524-91/A2-1化学工业部标准(公制管用,带角钢U型螺栓)HGJ524-91/A5-1化学工业部标准