催化裂化汽油馏分中烯烃的加氢饱和反应规律研究
摘要:随着社会的进步和城市的发展,国家可持续发展战略的快速推进,国家对环境质量
的要求也越来越严格。江苏部分城市对黄牌车实施了限行政策,苏州作为国家生态文明城
市更是禁止黄牌车上路。主要原因就是国Ⅲ排量以下的汽车尾气,对城市环境造成了巨大
的破坏。而影响尾气排放是否达标,主要取决于汽油中的硫含量。加氢脱硫是实现达标的
重要因素,因此本文主要从国内车用汽油的重要组成部分来进行探讨和分析,对催化裂化
汽油馏分(简称FCCN)中烯烃的加氢饱和反应规律来研究, 包括加氢脱硫与烯烃饱和反应
的条件与过程 ,以及不同情况下所反应的变化规律。
关键词:催化裂化;汽油馏分;烯烃;加氢饱和;反应规律
汽油作为交通工具的主要燃料和生产生活的必需品,在人类生活中所占的地位越来越高,但是汽车尾气给我们的环境也造成了绝大破坏。雾霾已经成为人们口中常常提起的词语,环境保护的重要性日益受到重视。为了保护人类所生活的家园,世界各国对汽车尾气
中的SO x、NO x、CO、VOC、苯、甲醛、多环有机物及空气中的悬浮颗粒时时监控,严格管控
每一种有害物质的数量。而我国作为发展中国家,在环境保护方面还没有发达国家的认识度,在大力推进生产时,对环境的管控力度不够,给环境造成了巨大的压力。尤其是汽车
尾气中的排放不达标,而我国人口众多,汽车数量与日俱增,生态环境已经到了可承受的
边缘,因此发展健康的城市环境成为了“十三五”下一个五年计划的重要内容。
1.催化裂化汽油馏分技术研究的背景
我国汽车尾气排放2008年7月开始执行第三阶段(国III)标准,其中规定硫含量必
须控制在150μg/g以下,北京甚至要求到不能高于50μg/g,烯烃体积分数控制在1/4以内。我国的汽车使用的汽油,催化裂化汽油馏分所占比例高达70%,大多数催化裂化装置
原料通常没有加氢处理,这样催化裂化后馏分的渣油和蜡油馏分硫含量和烯烃含量都极高,在汽车发动机燃烧过程中,不仅会因为燃烧不充分导致尾气超标,还会对发动机造成积碳
过多等问题致使发动机寿命减短。所以,我们必须实施有效降低硫含量的过度排放的催化
裂化馏分方法,生产出更加清洁和环保的汽油。
环境问题是全球问题,世界各国炼油企业与研究所早已关注,对降低催化裂化汽油中
硫和烯烃的含量的技术最大的共识是采用加氢饱和反应,从而在加氢催化裂化馏分处理中
变化出不同的技术种类,其中包括有,ExxonMobil 公司推出的SCAN fining 技术、Octgain 技术、的Prime-G(+)技术、ISAL 技术、RSDS 技术、RIDOS 技术、OCT-M 技术
等等。显然,催化裂化汽油馏分中的烯烃的加氢饱和反应技术对硫含量和烯烃含量的控制
更具有环保性。不仅能让汽油中产生的过高的烯烃含量排放得到减少,还能抑制汽油中含
有烯烃成分的高辛烷值[1]。
2.烯烃加氢饱和的动力学原理
在FCCN汽油中含有相当量的烯烃,在催化裂化汽油馏分中烯烃的加氢饱和反应过程中烯烃很容易饱和,从而引起辛烷值的降低,但是关于采用动力学与烯烃加氢饱和反应的实
验不是很多。在研究过程中发现,烯烃加氢饱和在化学反应的步骤中,为控制表面化学反应,L-H方程可以满足其动力学行为的表述需要,但是也有使用零级方程来对环烯烃的实
验进行描述。有些学者在对混合辛烯的催化裂化馏分加氢饱和反应时,发现反应的表面有
吸附活泼氢和辛烯而生成的部分加氢饱和辛烯。通过C2-C8烯烃的加氢饱和方程发现分子
氢对烯烃的加氢饱和会存在一定的抑制,而主要原因就是因为这些吸附于表面的活泼氢,
也是烯烃分子扩散所导致,扩散速度会阻碍饱和度。
汽油的催化裂化馏分中烯烃的加氢饱和反应动力学研究,是为了开发出新一代的催化剂,以新方法和反应设备作为理论依据,可以更好的研究催化剂在加氢饱和反应中的硫化
物控制。目前汽油的加氢脱硫动力学研究主要是针对噻吩模型化合物,而这项技术更多的
是在柴油上采用。其组成可以以下几种:
2.1简单动力学模型
简单动力学模型又可以分成:假一级反应动力学模型、假二级反应动力学模型、快慢
一级反应动力学模型和快慢二级反应动力学模型。这种动力学模型是通过对十几种不同的
馏分的原料加氢饱和反应研究和实验得出的。
2.2 n级动力学模型
n 级动力学模型主要是用在工业过程的模拟试验和对结果进行预估,模型的参数及形
式受到所采用的原料油的性质、催化剂、工艺流程和设备等因素影响,适用的范围比较小,实验结论也比较有限。
2.3 L-H 型动力学模型
机理型动力学方程基本上都是以L-H 方程为基础,根据不同的机理修正后得出结果。
该模型技术尚有发展空间,随着深入研究和开发,新的催化剂和严苛的加氢饱和反应条件下,这种L-H型动力学模型的变式可能会发现新规律。
2.4集总动力学模型
该HDS反应动力学模型中,把汽油馏分中的硫化物按照结构不同划分为三个集总:硫
醇类、硫醚类和噻吩类,兼顾硫化氢与烯烃生成硫醇的反应,使其符合高温下汽油加氢脱
硫反应的特点。
2.5分子尺度动力学模型
分子尺度动力学模型所采用的实验数据分析手段是最为先进的,采用虚拟分子或模型
化合物作为分析对象,征得实际分子或化合物属性,不过这项技术还只停留在理论体系中,还不能在实际中使用。不过在物理学的不断进步以及计算机科学的发展中,这种分子尺度
动力学模型的研究也将得到深入发展[2]。
3.实验过程
我们使用250ml催化剂装量,在中型等温固定床连续加氢装置上进行试验,让原料油
和新氢一次性通过流程,使用的催化裂化汽油催化剂是加氢脱硫催化剂RSDS-1,所用的催
化裂化馏分原料为催化裂化汽油,其属性为密度为0.7234(20℃)/g·cm-3,总硫含量为995μg/g,溴价达到54.2gBr/(100ml)-1,馏程范围在28℃到198℃之间,作为一种较为
典型的催化裂化汽油馏分原料,烯烃饱和度分析得出其中总烯烃质量占总数的37.25%。对
于催化裂化馏分中烯烃的加氢饱和反应中的烃类组成分析,可以使用多维气相色谱的试验。该中试验方法可以更加方便快捷的测定高烯烃含量的汽油,并且有较好的稳定性和再现性,也可降低试验经费。而在试验过程中,该方法定量出不同结构烃类时可使用碳数分布进行
对照,对于分析催化裂化汽油馏分中的烯烃的加氢饱和反应提供了不同的理论支持。
4.实验结果与分析
4.1反应温度在催化裂化汽油馏分中对加氢脱硫与烯烃饱和反应的影响
催化裂化汽油馏分加氢精制过程中重要的化学实验反应是加氢脱硫反应和烯烃加氢饱
和反应。在氢油体积比为400:1条件下,氢分压控制在1.6MPa、体积空速为4.0h-1,随着温度的不同对加氢脱硫和烯烃饱和反应造成的影响也不同,烯烃的加氢饱和率和脱硫率都
在温度的升高后得到增加,但是两者的反应程度不同。在此次试验中表明,实验温度越高,烯烃饱和率越高,而温度较低时,汽油的脱硫率受到试验温度的影响较大。在选择加氢饱
和反应脱硫和烯烃技术时,脱硫率随着反应温度增加而增加,但达到一定温度时,烯烃饱
和反应程度加快。如温度在260℃时,原料的烯烃饱和率为33.5%,而达到290℃时,饱和
率一下增加到了60%。
再使用HCN为原料,在氢分压1.6MPa、体积空速为4.0h-1、氢油体积比400的条件下
同样考察温度对烯烃加氢饱和反应的影响。对于实验反应可以发现,把总烯烃、正构烯烃
和异构烯烃、环烯烃饱和反应速率进行计算后,系数分别为0.991,0.995,0.986,0.972,
结果表明对于催化裂化汽油馏分中烯烃的加氢饱和反应仍然与FCCN原料结果相同。虽然总烯烃、正构烯烃和异构烯烃、环烯烃饱和级数为1级,但不同的烯烃结构的反应速度仍然
有区别。因此一般情况下我们可以采用提高温度来加快脱硫率,但是这样做也会导致辛烷
值的损失加剧[3]。
4.2不同结构烯烃对催化裂化汽油馏分中对加氢饱和反应的影响
反应温度中烯烃可存在多种结构,其中包括正构烯烃、异构烯烃、环烯烃以及少量的
二烯烃,而不同结构的烯烃在加氢饱和反应中都会生成不同的饱和烃。从烷烃相同的碳数
值来分析,在饱和烃中的带支链的异构烷烃高于正构烷烃辛烷值,而带支链的异构烷烃产
生越高,辛烷值也会更高。所以在加氢饱和试验中,正构烯烃饱和为正构烷烃损失的辛烷
值远远高于其他结构的烯烃。我们在催化裂化汽油馏分中烯烃的加氢饱和反应时要避免正
构烯烃发生反应,从而把辛烷值的损失降到最低。
在试验结果下进行观察分析。不同反应温度条件下,汽油中各类烯烃饱和率随着温度
的变化情况可知,正构烯烃和异构烯烃的加氢饱和率随着温度的增加也增加,相同反应温
度下正构烯烃加氢饱和率略高,环烯烃在较高反应温度下加氢饱和率较高,而随着反应温度的达到一定温度后,环烯烃与异构烯烃饱和率几乎相同。也就是说,环烯烃加氢饱和反应
随着温度的升高反应更加迅速,而反应所需的起始温度也高于其他结构,反应活化能高。
在催化裂化汽油六分钟二烯烃含量比较低,只有不到0.3%,且在较低的260℃时就已经达
到60%的饱和度,二烯烃的反应速度相比较其他结构更快更易饱和。而在总烯烃饱和率一
定的情况下,正构烯烃饱和率越低,汽油加氢过程中辛烷值损失越小。因此,催化裂化汽
油馏分中烯烃的加氢饱和反应在抑制总烯烃的饱和反应的同时,也要注意温度在不同结构
的烯烃加氢饱和反应后辛烷值损失程度。
4.3氢分压对于催化裂化汽油馏分中对加氢饱和反应的影响
在氢油体积比为400:1,体积空速为4.0h-1,温度控制在280℃的条件下,烯烃饱和
率随着氢分压变化进行实验。我们发现氢分压越高,正构烯烃、异构烯烃、环烯烃以及二
烯烃的加氢饱和率都随之升高;而在同等氢分压时,正构烯烃和二烯烃的饱和率较高,然
后是异构烯烃,饱和率最低的是环烯烃。而在氢分压再升高后,正构烯烃和环烯烃的加氢
饱和率仍然能够有较大幅度的提高,异构烯烃和二烯烃的饱和率增加幅度不大。这与温度
对烯烃饱和率的影响有所不同,氢分压对正构烯烃和二烯烃的饱和率影响更多。
4.4体积空速对于催化裂化汽油馏分中对加氢饱和反应的影响
在氢油体积比为400:1,氢分压1.6MPa,温度控制在280℃的条件下,不同结构的烯
烃随相对静止的(1/LHSV)的变化可见,在相对静止的时间中,饱和顺序由大到小变为正
构烯烃,异构烯烃,二烯烃和环烯烃。而其中随着变化影响趋势变化一致的是正构烯烃与
异构烯烃,能够随着相对静止时间增加体积空速而增加饱和度,而环烯烃和二烯烃加氢饱
和反应率随着相对静止时间的变化而增减程度比较大[4]。
5.结束语
综上所述,在中型等温固定床连续加氢装置上进行试验中,催化裂化汽油馏分中烯烃
的加氢饱和反应规律可以分析得到规律,FCCN加氢脱硫和烯烃饱和反应在温度升高时都会
加速,而在温度升高至一定程度,烯烃饱和反应会加剧,饱和度也会更大;在相同反应条
件下,不同结构的烯烃中反应程度从高到低依次是二烯烃、正构烯烃、异构烯烃和环烯烃;而在温度变化时,对环烯烃的影响相对较显著异构烯烃的饱和反应对氢分压变化敏感程度低于正构烯烃和环烯烃随体积空速变化,正构烯烃与异构烯烃的加氢饱和率变化趋势基本一致,环烯烃的饱和率幅度相对比较明显;在反应条件范围之内,实验表明正构烯烃、异构
烯烃和环烯烃的加氢饱和反应可以采用拟1级反应,二烯烃不遵循该规律,氢油体积比对
烯烃饱和反应影响不大 ,在试验条件范围内氢油体积比为时效果最好
参考文献:
[1]李明丰,习远兵,潘光成,聂红.催化裂化汽油选择性加氢脱硫工艺流程选择[J]. 石
油炼制与化工,2010,41(5):1-4.
[2]周余坤,方向晨,段为宇,郭蓉,杨义.FCC汽油选择性加氢反应动力学研究进展[J].
当代化工,2011,40(4):372-373.
[3]石玉林,李大东,习远兵,吴昊.催化裂化汽油馏分中烯烃的加氢饱和反应规律研究[J].石油炼制与化工,2010,41(3):28-31.
[4]石玉林,李大东,习远兵,董建伟.催化裂化汽油馏分加氢精制过程中烯烃的叠合与环
化反应[J].石油炼制与化工, 2010,41(2):7-10.
C9馏分油加氢精制工艺研究 一、前言 C9馏分油存在的主要问题是异味大,颜色深,烯烃和二烯烃多,通过加氢可以改善其性质,现在国内很多企业是将C9切割出60%~80%左右进行加氢生产优质的化工产品,但切割剩余的馏分只能做黑树脂处理,其经济效益受到很大的影响。辽宁国隆石油化工有限公司(以下简称“国隆石化”)是一家经营C9馏分油多年的企业,为了提高产品质量,使C9馏分油得到有效利用特委托抚顺新瑞催化剂有限公司(以下简称“新瑞公司”)开发C9全馏分加氢项目,为此新瑞公司在200ML加氢装置上进行C9全馏分油加氢精制工艺研究。 二、试验部分 1、原料油 试验用原料油是国隆石化提供的抚顺乙烯厂的裂解C9,其中用2010年1月送来的第一批原料作了大量的试验均没有达到试验要求的目的,后了解到装C9馏分油原料的包装桶内有异物,将原料油污染了。2010年2月下旬国隆石化再次送抚顺乙烯厂C9原料,其物化性质见表1。 表1 C9馏分油性质 从表1可以看出C9馏分油溴值高、密度大、原料不饱和烃含量高等特点,因此加氢难度较大。
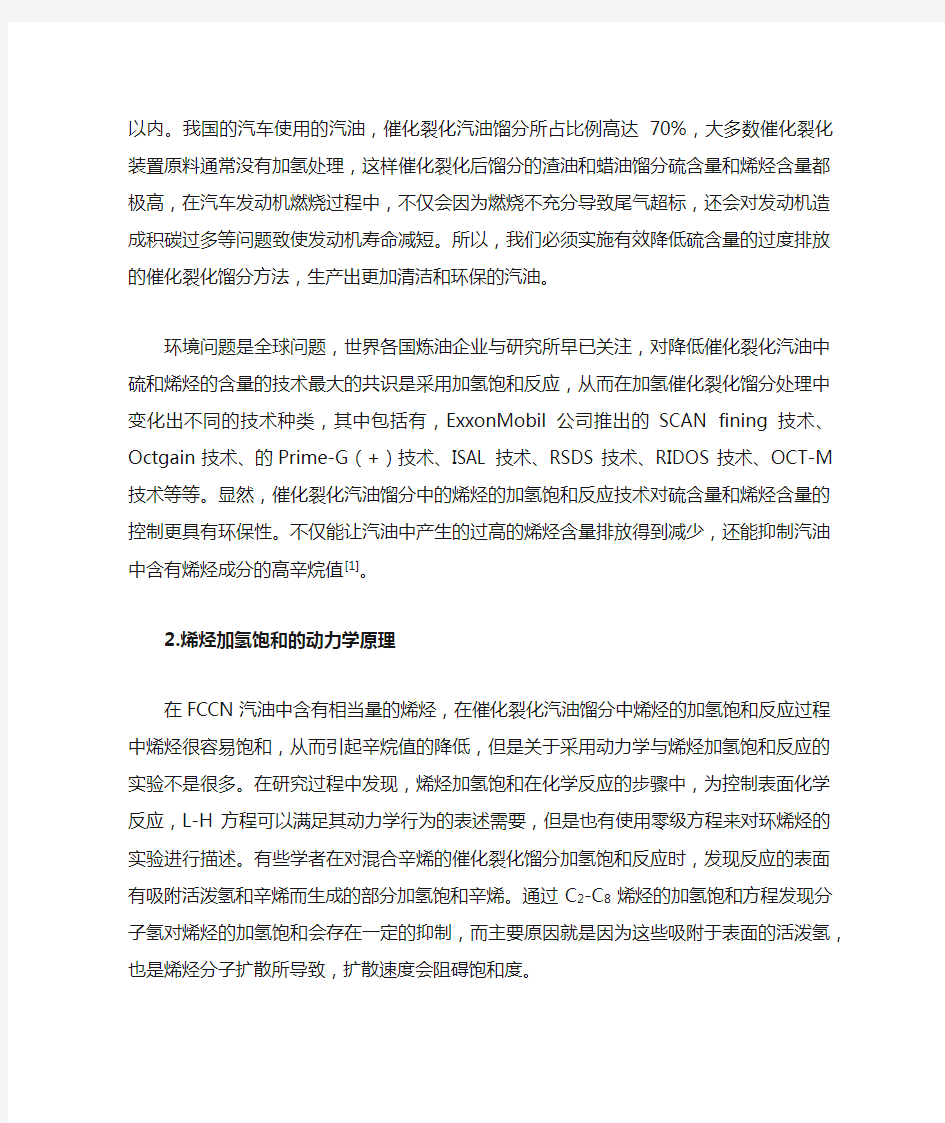
2、催化剂的性质 C9馏分油加氢工艺研究过程中新瑞公司根据原料油的物化性质研究制备了14种催化剂,经过探索性评价试验,最后筛选出C-11、C-13、C-14三个一段加氢催化剂并和国内外的四种催化剂进行了对比试验,催化剂的物化性质见表2。 表2 催化剂物化性质 试验在实验室200mL连续加氢固定床小试装置上进行。反应器由六段电炉加热,可分段由数显温控表控制床层温度,使反应在等温床层中进行;进油量用计量管计量,可准确指示进油的速率;原料油和氢气混合后一次通过反应器;废气用浮子流量计计量,并用湿式气体流量计定时校正流量。试验所用氢气为甲醇制氢,氢纯度>99.5%。装置的原则示意流程见图1 。 1、压力调节器 2、计量管 3、计量泵4-1、4-2反应器 5、高压分离器 6、低压分离器 7、气体流量计
毕业设计 题目重油催化裂化反应-再生系统工艺设计系(部)化学工程系 专业石油化工生产技术 指导教师 学生 时间2013/5/19 目录
前言 第一节设计原则 第二节装置状况 第三节工艺流程概述 3.1反应部分工艺流程 3.2再生部分工艺流程 第四节设计基础数据 4.1原料油物性 4.2催化剂的物化性质 4.3助剂及相关功用 第五节反应再生系统工艺计算 5.1再生器物料平衡计算 5.2再生器热平衡 5.3反应器的热平衡和物料平衡 5.4再生器主要附件 5.5提升管主要附件 5.6两器压力平衡(反应器和再生器) 5.7主要设备计算结果汇总 第六节主要设备选择 第七节反应部分工艺技术方案及特点 第八节再生部分工艺技术方案及特点
第九节能耗分析和节能措施 第十节环境保护及职业安全卫生 10.1污染源及治理措施 10.2安全措施 总结……… 参考文献…….
前言 催化裂化是一项重要的炼油工艺。其技术复杂程度位居各类炼油工艺首位,但因其投资省,效益好,因而在炼油工业中占有举足轻重的地位。催化裂化过程是原料在催化剂存在时,在470~530度和0.1~0.3mpa的条件下,发生裂解等一系列的化学反应,转化为气体,汽油,柴油等轻质产品和焦炭的工艺过程。其原料一般是重质馏分油,如减压馏分油和焦化馏分油等,随着催化裂化技术和催化剂的不断发展,进一步扩大原料来源,部分或全部渣油也可以作为催化裂化的原料。 近年来,我国汽车工业飞速发展,2003年全国生产汽车444万辆,截止2003底.全国汽车保有量达到2420辆。专家预测2020年汽车保有量将超过1亿辆(此外还有1亿辆摩托车)。在调整车型结构提高燃油经济性的前提下,汽油需求量超过7400万吨、柴油需求量将超过1亿吨。我过约80%的商品汽油和30%的商品柴油来自催化裂化,使催化裂化成为我国应输燃料最重要的生产装置。 从以上两个方面可见,催化裂化在实际生产中有很重要的意义,研究其工艺很有价值。在原油价格居高不下,炼化企业的效益日益恶化的背景下,使用劣质原料来获得优质质,是炼厂的必然选择。因此,要不断开发催化裂化新技术、新工艺,以增加产品收率、提高产品质量,这也是炼化企业在21世纪可持续发展的重大战略措施。 第一节设计原则 1 工程设计采用国内开发的先进可靠的工艺技术,成熟可靠的新设备、新材料等,以达到装置技术先 进,经济合理。 2 除少量关键仪表及特殊设备需引进外,其它设备及仪表立足国内。 3 尽量采用“清洁工艺”减少环境污染。严格遵循环保、安全、卫生有关法规,确保装置的安全生产。 4 充分吸收国内生产装置长期实践积累的有利于长周期运转,降低能耗以及简化操作等方面的经验, 确保装置投产后高水平,安、稳、长、满、优生产。 第二节装置概况 1采用集散型控制系统(DCS),提高自动控制水平。 2采用HSE(health, safety, environment)管理体系,以便减少可能引起的人员伤害、财产损失和环境污染。 3 原料油 设计采用的原料油为胜利减压流出油。
汽油加氢装置工艺流程培训教案 1 汽油加氢装置简介 1.1 概况 乙烯装置来的裂解汽油(C5—C9馏份)中含有大量的苯、甲苯、二甲苯等芳烃成份,是获得芳烃的宝贵原料。裂解汽油中除芳烃外,还含有单烯烃,双烯烃和烯基芳烃,还含有硫、氧、氮杂质。由于有不饱和烃的存在,裂解汽油是不稳定的。裂解汽油加氢的目的就是使不饱和烃变成饱和烃,并除去硫、氮、氧等杂质,为芳烃抽提装置提供稳定的高浓度芳烃含量的原料—加氢汽油。 1.2 原辅料及成品的特性 本装置在工艺上属于易燃、易爆、高温生产线,易发生着火、爆炸和气体中毒等事故。 裂解汽油为淡黄色芳香味挥发性液体,是芳香族和脂肪碳氢化合物的混合体。主要是由苯、甲苯、二甲苯、乙苯及C5-C9以上烃类组成。对人体存在危害作用。 氢气是种易燃易爆气体。氢气与空气混合,爆炸范围为4-74%(V)。 加氢汽油主要是由由苯、甲苯、二甲苯、乙苯及C5-C8饱和烷烃组成,对人体也存在危害作用。 过氧化氢异丙苯为无色或黄色油状液体,有特殊臭味,易分解引起爆炸。 硫化氢属于高危害毒物,密度比空气重,能沿地面扩散,燃烧时会产生二氧化硫有毒蒸汽,对人体存在危害作用。 2 工艺流程简介
2.1工艺特点 汽油装置采用国产化汽油加氢技术,其生产方法是先切除C 5馏份和C 9馏份,剩下的C 6—C 8馏份进行一段加氢,二段加氢,最终得到芳烃抽提的原料—加氢汽油。 2.2装置组成 汽油加氢装置由以下三部分组成: A :预分馏单元(主要包括切割C 5、脱砷、切割C 9) B :反应单元(主要包括一段加氢、二段加氢、压缩、和过热炉) C :稳定单元(主要包括脱硫化氢系统) 2.3工艺说明 2.3.1生产方法 利用裂解汽油中各组分在一定温度、压力的条件下,其相对挥发度不同,采用普通精馏的方法,将C 5馏份和沸点在其以下的轻馏份、C 9馏份和沸点在其以上的重组份,通过脱C 5塔和脱C 9塔分离,得到C 6—C 8馏份,然后通过钯或镍系催化剂和钴钼催化剂,进行选择性二次加氢,将C 6—C 8馏份中的不饱和烃加氢成饱和烃,并除去其中的有机硫化物、氧化物、氯化物,其主要化学反应有: (1)双烯加氢,在一段反应器进行。例如: (2)单烯及硫、氧、氮、氯化物加氢,在二段反应器进行。 例如: H 3C-CH=CH-CH=CH-CH 3+H 2 H 3C-CH=CH-CH 2-CH 2-CH 3 Pa Al 2O 3 CH 3-CH 2-CH=CH-CH 2-CH 3+H 2 CH 3-(CH 2)4-CH 3 Co+Mo Al 2O 3
馏分油加氢处理 加氢处理工艺的目的在于在高温高压和催化剂存在下用氢气处理原料,从馏分燃料—石脑油,煤油和柴油中脱出硫和氮等杂质。最近几年,加氢处理已扩展到常压渣油,以减少渣油的硫和金属含量,生产低硫燃料油。加氢处理的操作条件依赖于原料类型和处理产品希望的脱硫水平。原料类型包括:石脑油、煤油、瓦斯油、常压渣油、拔顶油。 需要脱出的杂质通常是:硫、氮、氧、烯烃、金属。 加氢处理涉及的基本反应概括于图2-1 脱硫 甲基噻吩正戊烷 戊硫醇正戊烷 二丙基二硫 脱氮 甲基吡咯正戊烷
喹啉 加氢饱和 加氢脱氧 图2-1 基本反应 硫 含硫化合物主要是硫醇、硫化物、二氧化硫、多硫化物和噻吩类。噻吩比大多数其它类型硫更难于脱出。 氮 氮化物严重抑制催化剂的酸性功能。它们通过与氢气反应转化为氨。 氧 溶解的或以酚或过氧化物等化合物形式存在的氧与氢气反应后以水的形式脱除。 烯烃 烯烃在高温下能引起催化剂上或加热炉中焦炭沉积物的形成。他
们易于转化为稳定的烷烃。这样的反应是强放热反应。来自原油蒸油装置的直馏原料通常不含烯烃。然而,如果原料有大量烯烃,加氢反应器内要使用急冷液体来控制反应器出口温度在设计操作范围内。金属 石脑油原料中含有的金属是砷、铅、很少量的铜和镍。他们能对重整催化剂造成永久性破坏。减压瓦斯油和渣油原料可能含有大量的矾和镍。在加氢处理过程中,含有这些金属的化合物分解,金属沉积到加氢催化剂上。 操作参数 加氢脱硫(HDS)反应的基本操作参数是温度、反应器总压、氢分压(PPH2)、氢气循环比和空速(VVH)。 温度 提高反应温度对加氢反应是有利的,但同时高温引起结焦反应,降低催化剂的活性,脱硫反应是放热反应,反应热大约为22-30Btu/mol氢。必须找到反应速率和催化剂总寿命之间的一个折中温度。根据进料的性质,操作温度(开工初期/开工末期)大约为625-698℉。在运转过程中,逐渐升高催化剂温度以补偿由于焦炭沉积造成的催化剂活性下降,直到达到加氢脱硫催化剂限制温度。这时催化剂必须再生或卸出。 压力 氢分压增加能增加加氢脱硫速率,减轻焦炭在催化剂上的沉积,因而减轻催化剂的失活速率,增加催化剂的寿命。很多不稳定的化合
对重油催化裂化分馏塔结盐原因分析及对策 王春海 内容摘要 分析了重油催化裂化装置发生分馏塔结盐现象的原因,并提出了相应的对策。分馏塔结盐是由于催化原料中的有机、无机氯化物和氮化物在提升管反应器中发生反应生成HCl和NH3 ,二者溶于水形成NH4Cl溶液所致。可采取尽可能降低催化原料中的含盐量、对分馏塔进行在线水洗、利用塔顶循环油脱水技术等措施,预防和应对分馏塔结盐现象的发生。 关键词: 重油催化裂化分馏塔结盐氯化铵水洗循环油脱水
目前,催化裂化装置( FCCU)普遍通过掺炼渣油及焦化蜡油进行挖潜增效,但由于渣油中的氯含量和焦化蜡油中的氮含量均较高,势必导致FCCU 分馏塔发生严重的结盐现象。另外,近年来国内市场柴油消费量迅速增长,尽管其生产量增长也很快,但仍不能满足市场的需求。因此许多FCCU 采用降低分馏塔塔顶温度(以下简称顶温)的操作来增产柴油,但顶温低致使分馏塔顶部水蒸气凝结成水,水与氨(NH3)和盐酸(HCl)一起形成氯化铵(NH4Cl)溶液,从而加速分馏塔结盐。随着分馏塔内盐层的加厚,沉积在塔盘上的盐层会影响传质传热效果,致使顶温失控而造成冲塔;沉积在降液管底部的盐层致使降液管底部高度缩短,塔内阻力增加,最终导致淹塔.。可见,如何避免和应对分馏塔结盐现象的发生,是FCCU 急需解决的生产难题。 一、分馏塔结盐原因及现象分析 (一)原因 随着FCCU所用原料的重质化,其中的氯和氮含量增高。在高温临氢催化裂化的反应条件下,有机、无机氯化物和氮化物在提升管反应器中发生反应生成HCl和NH3 ,其反应机理可用下式表示: : 催化裂化反应生成的气体产物将HCl和NH3从提升管反应器中带入分馏塔,在分馏塔内NH3 和HCl与混有少量蒸汽的油气在上升过程中温度逐渐降低,当温度达到此环境下水蒸气的露点时,就会有冷凝水产生,这时NH3和HCl溶于水形成NH4Cl溶液。NH4Cl溶液沸点远高于水的沸点,其随塔内回流液体在下流过程中逐渐提浓,当盐的浓度超过其在此温度下的饱和浓度时,就会结盐析出,沉积在塔盘及降液管底部。 (二)现象 1.由于塔顶部冷凝水的存在,形成塔内水相内回流 ,致使塔顶温度难以控制 ,顶部循环泵易抽空,顶部循环回流携带水。 2.由于沉积在塔盘上的盐层影响传热效果,在中段回流量、顶部循环回流量发生变化时,塔内中部、顶部温度变化缓慢且严重偏离正常值。 3.由于沉积在塔盘上的盐层影响传质效果,导致汽油、轻柴油馏程发生重叠,轻柴油凝
汽油加氢技术 主要是加氢脱硫 对于汽油加氢脱硫 按照原料是否加氢前切割,可以分为全馏分汽油加氢脱硫和切割馏分汽油加氢脱硫现在的汽油加氢技术很多。如法国ifp、美国uop 等都有这方面的专利技术。其原理就是加氢脱硫而尽量不饱和烯烃,以减少辛烷值的损失。国内石化研究院有一种技术是先将烯烃芳构化,然后再进行加氢脱硫。 目前比较牛逼的技术:国外就是prime-g+,szorb;国内就是抚研院的oct-m,石科院的rsds;prime-g+:首先进行加氢预处理,解决二烯烃问题,再切割轻重两部分,轻馏分去无碱脱臭,重馏分加氢脱硫,再轻重调合。(原料适应性较好,流程复杂,投资高)cdtech: 一种组合技术,贵金属类催化剂,不适合我国情况。 s-zorb:沸腾床吸附脱硫,辛烷值损失最小,原料适应性强,要
求规模大,投资最大。oct-m:无预处理,直接切割轻重两部分,轻馏分去无碱脱臭,重馏分加氢脱硫,再轻重调合。(工艺简单)rsds:无预处理,直接切割轻重两部分,轻馏分进行碱液抽提(有环保压力),重馏分加氢脱硫,再轻重调合催化剂上活性金属基本上是:co、mo、ni 发生的反应为(以噻吩硫为例):噻吩在催化剂活性金属的催化下,与氢发生反应,生成烃类和硫化氢 技术的关键控制指标:辛烷值损失与硫脱除率 1.国外工艺技术概况 国外f汽油脱硫、降烯烃的主要工艺技术有以下几种:isal(加氢脱硫/辛烷值恢复技术)、octgain(加氢脱硫/辛烷值恢复技术)、scanfining(选择性加氢脱硫工艺)、prime-g和prime-g+(选择性加氢脱硫工艺)、cdhydrocdhds(催化蒸馏加氢脱硫工艺)和s-zorb工艺等。 上述几种工艺技术可以分为固定床加氢技术(含催化蒸馏技术)
石油化工重油催化裂化工艺技术 石油化工行业的稳定发展,对于各类化工产品的稳定出产,以及社会经济的稳定发展产生了较大的影响。因此在实际发展中关于石油化工行业发展中的各类工艺技术发展现状,也引起了研究人员的重视。其中石油化工重油催化裂化工艺技术,则为主要的关注点之一。文章针对当前石油化工重油催化裂化工艺技术,进行简要的分析研究。 标签:重油催化裂化;催化剂;生产装置;工艺技术 重油催化裂化在石油化工行业的发展中,占据了较大的比重。良好的重油催化裂化对于液化石油气,汽油,柴油的生产质量提升,发挥了重要的作用。因此在实际发展中如何有效的提升重油的催化裂化质量,并且提升各类生产产品的生产稳定性,成为当前石油化工行业发展中主要面临的问题。笔者针对当前石油化工重油催化裂化工艺技术,进行简要的剖析研究,以盼能为我国石油化工行业发展中重油催化裂化技术的发展提供参考。 1 重油催化裂化工艺技术 重油催化裂化为石油化工行业发展中,重要的工艺技术之一。其工艺技术在实际应用中,通过催化裂化重油生产了高辛烷值汽油馏分,轻质柴油等其他化工行业发展中的气体需求材料。具体在工艺技术应用的过程中,其在工艺操作中对重油加入一定量的催化剂,使得其在高温高压的状态下产生裂化反应,最终生产了相应的产物。该类反应在持续中反应深度较高,但生焦率及原料损失较大,并且后期的产物需进行深冷分离。因此关于重油催化裂化工艺技术的创新和提升,也为行业研究人员长期研究的课题。 2 当前重油催化裂化工艺技术的发展现状 分析当前我国石油化工行业在发展中,关于重油催化裂化工艺技术,宏观分析整体的发展态势较为稳定。但从具体实施的过程分析,我国重油催化裂化工艺技术的发展现状,还存在较大的提升空间。分析当前重油催化裂化工艺技术的发展现状,实际发展中主要存在的问题为:工艺催化剂生产质量低、工艺运行装置综合效率低、工艺自动化水平低。 2.1 工艺催化剂生产质量低 当前我国重油催化裂化工艺技术在发展中,工艺应用催化剂的生产质量低,为主要存在的问题之一。工艺应用催化剂的生产质量较低,造成工艺技术的发展存在先天不足。分析当前在关于催化剂的生产发展现状,主要存在的问题为:催化剂生产成本高、催化剂保存技术不完善,催化剂精细程度较低等现象。 2.2 工艺运行装置综合效率低
40万吨/年汽油加氢脱硫装置开工运行总结 张超群崔昕宇 重整加氢车间 一、装置概况 中国石油玉门油田公司炼油化工总厂40万吨/年汽油加氢装置,采用中国石油化工研究院研发的DSO技术,运用低压固定床工艺,以催化汽油为原料,对催化汽油进行预加氢、加氢精制和加氢改质,以改善汽油产品质量,满足全厂调和生产国Ⅳ汽油产品的需求,并为满足全厂调和生产国Ⅴ汽油产品打下基础。根据玉门炼化总厂催化汽油的生产情况,本装置预加氢部分设计规模为40万吨/年,操作弹性为60%~110%,设计年开工时间8400h。玉门炼化总厂40万吨/年汽油加氢装置由中国石油华东勘察设计院EPC项目总承包,于2013年9月28日装置建成中交,炼化总厂从9月29日开始组织装置投料试车。 二、开工情况 1、非临氢系统主要开工过程: 9月29日至10月4日进行分馏、稳定系统吹扫;10月5日至7日原料脱砷、分馏、稳定系统试压;10月8日至9日单机试运后水联运;10月10日至11日冷油联运;10月12日热油联运,带分馏塔底循环加热炉烘炉。10月16日分馏系统冲压至操作压力0.7MPa、稳定系统冲压至操作压力0.9MPa,气密结束。10月18日E-1205密封面整改完毕,稳定塔冲压做气密。10月19日分馏塔底再沸炉烘炉完毕。10月22日18:00装置广播对讲系统调试完毕。10月23日至30日进行非临氢系统检查,并对发现问题及时整改。 2、临氢系统主要开工过程: 9月28日至10月2日临氢系统爆破吹扫;10月3日至5日临氢氮气置换,系统1.0MPa氮气气密、试压、整改漏点,并进行新氢压缩机、循环氢压缩机试运;10月6日至9日临氢系统2.2MPa 氮气气密、试压、整改漏点;10月9日至13日加氢脱硫产物加热炉烘炉、反应系统升温干燥;10月13日至15日,各反应器催化剂的装填完毕;10月16日脱砷剂装填完毕。10月17日20:00启动循环氢压缩机,预加氢催化剂、加氢脱硫催化剂开始干燥;10月20日19:50,预加氢催化剂和加氢脱硫催化剂干燥结束;10月21日8:20,开始干燥后处理催化剂;10月22日22:30,后处理催化剂干燥结束;10月23日8:30,开始脱砷剂干燥;10月24日15:30 脱砷剂干燥结束;10月25日至28日,装置所有工艺联锁逻辑回路调试完毕。11月6日至9日,预加氢催化剂、加氢脱硫催化剂、后处理催化剂硫化结束,20:10导通开工正向流程。21:10预加氢反应器开始充液。11月10日4:50切进催化汽油原料,调整操作参数。 11月11日20:00,R-1101入口温度升至80℃,R-1201入口升至215℃,R-1202入口温度升至260℃,汽油产品总硫降至48.95ppm,硫醇硫2ppm,辛烷值损失小于1,产品质量达到设计值,
重油催化裂化基础知识 广州石化总厂炼油厂重油催化裂化车间编 一九八八年十二月
第一章概述 第一节催化裂化在炼油工业生产中的作用 催化裂化是炼油工业中使重质原料变成有价值产品的重要加工方法之一。它不仅能将廉价的重质原料变成高价、优质、市场需要的产品,而且现代化的催化裂化装置具有结构简单,原料广泛(从瓦斯油到常压重油),运转周期长、操作灵活(可按多产汽油、多产柴油,多产气体等多种生产方法操作),催化剂多种多样,(可按原料性质和产品需要选择合适的催化剂),操作简便和操作费用低等优点,因此,它在炼油工业中得到广泛的应用。 第二节催化裂化生产发展概况 早在1936年美国纽约美孚真空油公司(、)正式建立了工业规模的固定床催化裂化装置。由于所产汽油的产率与辛烷值均比热裂化高得多,因而一开始就受到人们的重视,并促进了汽车工业发展。如图所示,片状催化剂放在反应器内不动,反应和再生过程交替地在同一设备中进行、属于间歇式操作,为了使整个装置能连续生产,就需要用几个反应器轮流地进行反应和再生,而且再生时放出大量热量还要有复杂的取热设施。由于固定床催化裂化的设备结构复杂,钢材用量多、生产连续性差、产品收率与性质不稳定,后为移动床和流化床催化裂化所代替。 第一套移动床催化裂化装置和第一套流化床催化裂化(简称装置都是1942年在美国投产的。
固定床反应器 移动床催化裂化的优点是使反应连续化。它们的反应和再生过程分别在不同的两个设备中进行,催化裂化在反应器和再生器之间循环流动,实现了生产连续化。它使用直径约为3毫米的小球型催化剂。起初是用机械提升的方法在两器间运送催化剂,后来改为空气提升, 生产能力较固定床大为提高、 空气
30万吨环烷基馏分油加氢项目 1.4 项目背景及建设理由 1.4.1 项目背景 北沥公司现有主要生产装置两套,一套为100万吨/年重交沥青装置,另一套为20万吨/年环烷基馏分油加氢装置。100万吨/年重交沥青装置于2011年10月31日中交,11月9日投用,除主产品沥青外,还有年产50余万吨减压侧线油,其中20余万吨作为环烷基馏分油加氢装置的原料,剩余的30余万吨作为基础料直接销售出厂,大大影响了企业“效益最大化”的发展方向。同时20万吨/年环烷基馏分油加氢装置所产的环烷基润滑油基础油存在着油品短期内“黄变”(即光热安定性差)的问题,极大的影响了产品的销售价格,进而影响着企业的经济效益。 1.4.2 项目建设理由 环烷基原料油具有含蜡量低、馏分重、粘度高、密度大、凝点低等特点。其裂解性能差,是生产沥青的优质原料。加工方案多是燃料-沥青-润滑油型。常减压蒸馏切出直馏沥青产品,侧线调和燃料油,减压馏分经传统加工工艺—糠醛精制、络合脱氮、白土精制或新工艺加氢处理—加氢降凝—加氢补充精制,生产轻质、中质和重质润滑油料,然后经过调合生产润滑油成品。国内外生产沥青的公司,均选用环烷基原料或环烷、环烷中间基稠油的同时,联产性能特别的环烷基润滑油,实现资源综合利用,产品升级,企业效益提升,如国内的新疆克拉玛依石化、国外瑞典的NYNAS。新疆克拉玛依石化的润滑油在国内市场占有重要的地位,NYNAS是瑞典NESTE石油公司与委内瑞拉国家石油公司(PDVSA)1989年合资,利用委内瑞拉的环烷基超重油资源,现在已成为北欧最大沥青生产商和年产75万吨各类环烷基润滑油的世界领军企业。 北沥公司所加工原油为环烷基类,环烷基原油是一种稀缺资源,只占世界原油储量的3%,该类原油的减压侧线油都是生产特种油的好原料。北沥公司减压侧线油按基础料销售,平均售价在6500~7400元/吨,公司即没有取得最大经济效益又造成资源的浪费。如果采用高压加氢工艺把现有的基础料加工成环烷基润滑油基础油,售价提高到8000~10000元/吨,可为公司带来巨大的经济效益,并能满足市场对环烷基润滑油基础油的需求。
Safety is the goal, prevention is the means, and achieving or realizing the goal of safety is the basic connotation of safety prevention. (安全管理) 单位:___________________ 姓名:___________________ 日期:___________________ 加氢装置火灾爆炸危险性及安全 措施(通用版)
加氢装置火灾爆炸危险性及安全措施(通用 版) 导语:做好准备和保护,以应付攻击或者避免受害,从而使被保护对象处于没有危险、不受侵害、不出现事故的安全状态。显而易见,安全是目的,防范是手段,通过防范的手段达到或实现安全的目的,就是安全防范的基本内涵。 作业五区8套装置,基本都有加氢工艺,以加氢工艺装置为例,汽柴油加氢装置含有多种可燃气体,且有高温、中压的特点,因而具有易燃易爆的特点。工艺物料中的氢气、燃料气、汽柴油等这些物质具有强爆炸危险性和穿透性;而主要危险性为火灾爆炸危险性,以下主要分析物料的火灾爆炸危险性;工艺装置火灾危险性;工艺设备的火灾危险性。通过对主要危险性分析,结合作业05年以来,发生的火灾情况,从装置的工艺、设备及安全管理方面提出综合控制措施,降低装置发生火灾的概率,提高装置安全运行。 一、汽柴油加氢装置火灾爆炸危险性 1物料的火灾爆炸危险性 汽柴油加氢装置以焦化汽柴油、催化柴油和直馏柴油为原料,在催化剂作用下,经高温、中压、临氢反应,并在分馏塔内进行脱硫化氢以及汽、柴油的分离,以生产高质量的汽柴油产品。所用燃料气来
( 安全技术 ) 单位:_________________________ 姓名:_________________________ 日期:_________________________ 精品文档 / Word文档 / 文字可改 汽油加氢装置改造过程的HSE管 理(2021年) Technical safety means that the pursuit of technology should also include ensuring that people make mistakes
汽油加氢装置改造过程的HSE管理(2021 年) 2004年4月,石家庄炼油化工股份有限公司100×104t/a汽、柴油加氢精制装置顺利开工、投产。由于该加氢装置已完全满足生产任务,公司决定将原有的60×104t/a加氢装置改造为催化重汽油选择性加氢脱硫装置。装置改造成功后,可处理重汽油32×104t/a,处理后汽油硫含量将有较大幅度降低,可完全满足欧Ⅱ质量标准,是一项环保改造项目。 为了使整个改造工程安全、如期完成,我们进行了HSE管理,通过预先运用危险源辨识和风险评价以及环境因素识别,辨识出改造施工过程中风险度较大的危险源以及重要环境因素,制定相应的安全措施,确保了装置改造过程的施工安全。 1、32×104t/a汽油加氢装置改造工程概况
根据工艺的要求,本次改造后的流程基本没有变化,增加一套紧急停车控制系统ESD。中控室部分和DCS控制系统利旧不变。原装置的仪表需要更新的,其型号均和过去保持一致。主要设备大部分都利旧,这些设备必须按照《在用压力容器检验规程》的要求进行检验,满足要求后方可使用。因操作条件改变,此次新增一台重汽油产品水冷器(E-305),增上一台原料泵(泵301/3),原有的控制阀和手阀控制改为完全自动控制,工艺管线做相应的改动,催化剂进行更换。此工程吊装、动火交叉作业频繁,参与作业人员多,西临正在运行的100×104t/a加氢装置,其稳定系统、含硫污水线、汽油线及汽油不合格线、污油线,高低压酸性气线、放空线、循环水线运行的100×104t/a加氢装置正在使用,给运行装置的安全生产和施工带来很大的困难。 2、装置常规检修和改造过程中危害识别和环境因素识别 2.1运用HSE管理方法开展风险评价 在施工前期,我们遵循科学性、系统性、综合性、实用性的原则对PSA装置拆除和恢复过程中的危害和环境因素进行了识别,评
第二节裂解汽油加氢 一、裂解汽油的组成 裂解汽油含有C6~C9芳烃,因而它是石油芳烃的重要来源之一。裂解汽油的产量、组成以及芳烃的含量,随裂解原料和裂解条件的不同而异。例如,以石脑油为裂解原料生产乙烯时能得到大约20%(质、下同)的裂解汽油,其中芳烃含量为40~80%;用煤柴油为裂解原料时,裂解汽油产率约为24%,其中芳烃含量达45%左右。 裂解汽油除富含芳烃外,还含有相当数量的二烯烃、单烯烃、少量直链烷烃和环烷烃以及微量的硫、氧、氮、氯及重金属等组分。 裂解汽油中的芳烃与重整生成油中的芳烃在组成上有较大差别。首先裂解汽油中所含的苯约占 C6~C8芳烃的 5 0%,比重整产物中的苯高出约5~8%,其次裂解汽油中含有苯乙烯,含量为裂解汽油的3~5 %,此外裂解汽油中不饱和烃的含量远比重整生成油高。 二、裂解汽油加氢精制过程 由于裂解汽油中含有大量的二烯烃、单烯烃。因此裂解汽油的稳定性极差,在受热和光的作用下很易氧化并聚合生成称为胶质的胶粘状物质,在加热条件下,二烯烃更易聚合。这些胶质在生产芳烃的后加工过程中极易结焦和析碳,既影响过程的操作,又影响最终所得芳烃的质量。硫、氮、氧、重金属等化合物对后序生产芳烃工序的催化剂、吸附剂均构成毒物。所以,裂解汽油在芳烃抽提前必须进行预处理,为后加工过程提供合格的原料。目前普遍采用催化加氢精制法。 1.反应原理 裂解汽油与氢气在一定条件下,通过加氢反应器催化剂层时,主要发生两类反应。首先是二烯烃、烯烃不饱和烃加氢生成饱和烃,苯乙烯加氢生成乙苯。其次是含硫、氮、氧有机化合物的加氢分解(又称氢解反应),C—S、C—N、C—O键分别发生断裂,生成气态的H2S、N H3、H2O以及饱和烃。例如: 金属化合物也能发生氢解或被催化剂吸附而除去。加氢精制是一种催化选择加氢,在
炼油生产安全 中国是世界上最早发现、利用石油资源的国家之一。我国石油产品品种较为齐全,除能满足国内需要外,还可部分出口。我国39类炼油生产装置名称见表1。 表1我国39类炼油生产装置名称 炼油厂类型:炼油厂是以各类原油为原料,采用物理分离和化学反应的方法得到石油燃料、润滑油、石蜡、沥青、石油焦、液化石油气和石油基本化工原料等产品。按照原油性质,生产出不同类型的产品特性,炼油厂可分为五种类型:①燃料型;②燃料—润滑油型;③燃料—化工型;④燃料-润滑油-化工型;⑤燃料—化肥—化工型。从当前石油加工的趋势看,单纯的生产燃料或燃料—润滑油石油制品的企业已逐步转为以炼油为龙头向深度加工转化,同时还生产化肥、基本化工原料和各类化工产品,以充分利用资源取得最佳效益。 主要炼油生产装置:随着科学技术发展,炼油厂的生产规模越来越大,一般都有十几套或几十套装置组成。炼油生产主要装置介绍如下。 1.常减压蒸馏。它是每个炼油厂必须有的炼油加工的第一道工序,也是最基本的石油炼制过程。它采用蒸馏的方法反复地通过冷凝与汽化将原油分割成不同沸点范围的油品或半
成品,得到各种燃料和润滑油馏分,有的可直接作为产品调和出厂,但大部是为下一道工序提供原料。该装置通常由电脱盐,初馏、常压和减压蒸馏等工序组成。 图1 常减压蒸馏工艺方框流程图 首先将原油换热至90~130℃加入精制水和破乳剂,经混合后进入电脱盐脱水器,在高压交流电场作用下使混悬在原油中的微小液滴逐步扩大成较大液滴,借助重力合并成水层,将水及溶解在水中的盐、杂质等脱除。经脱盐脱水后的原油换热至220~250℃,进入初馏塔,塔顶拔出轻汽油,塔底拔顶原油经换热和常压炉加热到360~370℃进入常压分馏塔,分出汽油、煤油、轻柴油、重柴油馏分,经电化学精制后作成品出厂。常压塔底重油经减压炉加热至380~400℃进入减压分馏塔,在残压为2~8kPa下,分馏出各种减压馏分,作催化或润滑油原料。减压渣油经换热冷却后作燃料油或经换热后作焦化、催化裂化,氧化沥青原料。 2.催化裂化。催化裂化是重质油轻质化的最重要的二次加工生产装置。它以常压重油或减压馏分油掺入减压渣油为原料,与再生催化剂接触在480~500℃的条件下进行裂化、异构化、芳构化等反应,生产出优质汽油、轻柴油、液化石油气及干气(作炼油厂自用燃料)。使用催化剂的主要成分是硅酸铝,现大都为高活性的分子筛催化剂。反应后的催化剂经700℃左右高温烧焦再生后循环使用。催化裂化生产工艺方框流程见图2。 图2 重油催化裂化生产工艺方框流程图 3.加氢裂化。加氢裂化是重质油轻质化的一种工艺方法。以减压馏分油为原料,与氢气混合在温度400℃左右,压力约17MPa和催化剂作用下进行裂化反应,生产出干气、液化石油气、轻石脑油、重石脑油、航空煤油、轻柴油等产品。其生产方案灵活性大,产品质量稳定性好,但由于该装置对设备要求高,工艺条件苛刻,投资高,因而加氢裂化总加工量远不如催化裂化装置。 加氢裂化生产工艺方框流程见图3。 图3 加氢裂化生产工艺方框流程图 4.催化重整。由常减压蒸馏初馏塔、常压塔顶来的直馏轻汽油馏分,经预分馏切出肋℃以前的馏分,将60~180℃轻烃组分与氢气混合后,加热至280~340℃进行预加氢,以去除硫、氮、氧等杂质,再与氢气混合加热至490~510℃进入重整反应器,在铂催化剂的作用
一、概念题 1.催化加氢:催化加氢是在氢气存在下对石油馏分进行催化加工过程的通称。 2.加氢处理:指在加氢反应过程中,只有≤10%的原料油分子变小的加氢技术。 3.加氢裂化:指在加氢反应过程中,原料油分子中有10%以上变小的加氢技术。 4.加氢脱硫(HDS)反应:石油馏分中的含硫化合物在催化剂和氢气的作用下, 进行氢解反应,转化为不含硫的相应烃类和H2S。 5.加氢脱氮(HDN)反应:石油馏分中的含氮化合物在催化剂和氢气的作用下, 进行氢解反应,转化为不含氮的相应烃类和NH3。 6.加氢脱氧(HDO)反应:含氧化合物通过氢解反应生成相应的烃类及水。 7.空速:指单位时间里通过单位催化剂的原料油的量,有两种表达形式,一种 为体积空速(LHSV),另一种为重量空速(WHSV)。 8.氢油比:单位时间里进入反应器的气体流量与原料油量的比值。 9.石脑油加氢精制:指对高硫原油的直馏石脑油和二次热加工石脑油(如焦化 石脑油)进行加氢精制,脱除其中硫、氮等杂质及烯烃饱和,从而获得乙烯裂解原料。 10.润滑油催化脱蜡技术:在氢气和择形分子筛的存在下,将高凝点的正构烷烃 选择性地裂化成气体和较小的烃分子,从而降低润滑油凝点的过程。 11.润滑油异构脱蜡技术:指在专用分子筛催化剂的作用下,将高倾点的正构烷 烃经异构化反应生成低倾点的支链烷轻。 12.氢脆:由于氢残留在钢中所引起的脆化现象。 13.高温氢腐蚀:在高温高压条件下扩散侵入钢中的氢与不稳定的碳化物发生化 学反应,生成甲烷气泡(它包含甲烷的成核过程和成长),即Fe3C+2H2→CH4+3Fe,并在晶间空穴和非金属夹杂部位聚集,引起钢的强度、延性和韧性下降与劣化,同时发生晶间断裂。 14.设备漏损量:即管道或高压设备法兰连接处及循环氢压缩机运动部位等处的 漏损。 15.溶解损失量:指在高压下溶于生成油中的气体在生成油减压时这部分气体排 出时而造成的损失。 二、简答题 1.加氢精制的目的和优点。 答:⑴加氢精制的目的在于脱除油品中的硫、氮、氧杂原子及金属杂质,同时还使烯烃、二烯烃、芳烃和稠环芳烃选择加氢饱和,从而改善油品的使用性能。⑵加氢精制的优点是,原料油的范围宽,产品灵活性大,液体产品收率高(>100%(体)),产品质量好。而且与其它产生废渣的化学精制方法相比还有利于保护环境和改善工人劳动条件。因此无论是加工高硫原油还是加工低硫原油的炼厂,都广泛采用这种方法来改善油品的质量。 2.为什么说热裂解反应在渣油加氢裂化过程中有重要作用?
目前,对重油催化裂化装置的结焦原因探讨很多,对结焦问题的认识还停留在经验阶段[41],尽管取得了很大的成绩,但还没有根本性的突破,主要有以下几种结焦机理。 1. 液相重组分高温缩合机理 季根忠等[42]认为催化裂化结焦可能通过以下四种假设模型: 模型一:油气结焦 模型二:油气结焦 模型三:原料油气结焦 模型四:原料油结焦 在提升管反应器中,原料中的重组分未能充分气化,而以液相形式粘附在催化剂颗粒的表面,在提升管油剂活塞流运动过程中,催化剂颗粒间相互接触传热的机会较少。粘附重组分液相的催化剂颗粒的加热,只能靠从别的催化剂颗粒上气化或者裂化产生的油气来完成,这种热量的传递是有限的。当这些催化剂离开提升管后,就会很容易粘附在沉降器器壁上形成结焦中心。因此,粘附在催化剂颗粒表面上的未气化的原料油重组分,在沉降器及汽提段温度条件下发生缩合反应,结焦遵从模型四的机理。 重油的沸程目前尚无法用实验直接测定,利用石油大学重质油国家重点实验室初步建立的模拟计算渣油沸程的方法估算,0.3Mpa、600℃及7wt%蒸汽(相对原料)条件下,大庆常压渣油的平衡气化率约为55wt%,即在此条件下,大庆常压渣油中沸点>500℃的部分(相当于减渣)约有40wt%~50wt%的气化率,未气化的液相部分在重油原料中占相当大的比例,在渣油催化裂化时,原料中的减压渣油部分有相当一部分并未气化[43]。对济南炼油厂工业提升管在不同高度取样的分析结果[44]也间接地证明了上述气化率估算的合理性。重油中的胶质和沥青质绝大部分存在于577℃以上的馏分中,而提升管中剂油混合点温度一般在560℃以下,故此类物质喷到催化剂表面时多以液态存在。另外,胶质、沥青质含极性物质较多,所含极性物质越多,则越难挥发气化,越易分解和缩合,有明显的生焦倾向。 催化裂化沉降器的结焦,主要原因是原料油中多环芳烃通过热聚合反应的结果。在催化裂化反应过程中,一部分反应产物形成高分子烃类,在操作条件下不易挥发,附着在沉降器内壁上。这种高分子烃类即为“结焦前身物”,他们在与较低温度的器壁接触时冷凝为液相,进而缩合为焦炭。根据以上机理,在沉降器温度下,原料和反应产物中的重组分一部分以液滴形式存在,其粘附性很强,它们很容易粘附催化剂颗粒。当它们碰撞到沉降器内壁上时,会粘附在沉降器内壁上,经过一段时间后缩合为焦炭。 2.
催化汽油加氢脱硫技术简介 摘要:本文介绍了国内外催化汽油加氢脱硫技术的工艺以及工业进展情况,并针对国内催化汽油的特点,对我国的加氢脱硫技术提出了建议。 关键词:催化汽油加氢脱硫工艺特点 Technology progress of FCC gasoline hydrodesulphurization Abstract: The main purpose of this article is to introduce different technological features of FCC gasoline hydrodesulphurization technology both at home and abroad, and put forward proposal for domestic development. Key words: FCC gasoline; hydrodesulfurization; technological features 汽油低硫化是一种发展趋势,限制硫含量是生产清洁燃料和控制汽油排放污染最有效的方法之一。目前我国成品汽油的主要调和组分有催化裂化汽油、催化重整汽油、烷基化汽油、异构化汽油等,其中的催化裂化汽油占我国成品汽油的80%以上,因此,如何有效地控制催化汽油的硫含量是控制成品汽油硫含量的关键。与国外汽油相比,我国的催化裂化汽油基本呈现两高两低的特点(高硫高烯烃,低芳烃低辛烷值),由于烯烃是辛烷值比较高的组分,因此如何在脱硫的同时尽量保持烯烃不被饱和,就成了催化汽油加氢脱硫的研究重点。以下便是对国内外的几家选择性加氢脱硫技术的简要介绍。 1.Prime G+技术: AXENS的Prime-G+是在Prime-G的基础上发展起来的,采用固定床双催化剂的加氢脱硫技术。该技术能够在保证脱硫的同时尽量减少烯烃的饱和。其工艺流程包括:全馏分选择性加氢(SHU)及分馏,重汽油选择性加氢脱硫(HDS)。在全馏分加氢过程中,发生以下反应: ● 二烯烃的加氢 ●反式烯烃异构为顺式烯烃 ●轻硫醇及轻硫化物与烯烃发生硫醚化反应转化成较重的硫化物 在SHU过程中,硫醇、轻硫化物和二烯烃含量降低,但总硫量并不降低,仅把轻硫化物转化成重硫化物,无H2S生成,烯烃不被饱和,所以产品辛烷值不损失,SHU后经分馏可以生产低硫和无硫醇的轻石脑油,硫醚化生成的重质硫化物在分馏的时候留在重质汽油中[1]。 重质汽油去后续的选择性加氢(HDS)单元,该单元是在保证高的脱硫水平下控制烯烃饱和率尽量低。该工艺采用了两种催化剂,通过第一种催化剂完成了大部分的脱硫反应,由于催化剂的脱硫率高、选择性好,烯烃饱和量少;第二种催化剂只是降低硫醇含量而没有烯烃饱和,通过两种催化剂的作用,在脱硫的同时保证了辛烷值损失在可允许范围内。其示意流程图如下: Prime G+的特点是:催化裂化全馏分汽油,脱硫率可以达到98%,能够满足硫含量低于10ppm 的超低硫规格。烯烃饱和少,汽油辛烷值损失小,液收率高,同步脱臭,不需要另外进行脱臭操作。该工艺目前在世界范围内应用最广。2008年奥运会之前,中石油大港石化分公司和锦西石化分公司就分别采用了一套Prime G+技术。大港石化分公司加氢脱硫后的汽油硫含量小于
管理制度参考范本 汽油加氢装置改造过程的HSE管理B
I时'间H 卜/ / 1 / 7 ..胆■
20xx年4月,石家庄炼油化工股份有限公司100Xl04t/a汽、柴 油加氢精制装置顺利开工、投产。由于该加氢装置已完全满足生产任务,公司决定将原有的60X 104t/a加氢装置改造为催化重汽油选择性 加氢脱硫装置。装置改造成功后,可处理重汽油32X 104t/a ,处理后汽油硫含量将有较大幅度降低,可完全满足欧n质量标准,是一项环保改造项目。为了使整个改造工程安全、如期完成,我们进行了HSE 管理,通过预先运用危险源辨识和风险评价以及环境因素识别,辨识 出改造施工过程中风险度较大的危险源以及重要环境因素,制定相应加氢装置改造工程概况根据工艺的要求,本次改造后的流程基本没有变化,增加一套紧急停车控制系统ESD中控室部分和DCS空制系统 的安全措施,确保了装置改造过程的施工安全。1、32 X 104t/a 汽油利旧不变。原装置的仪表需要更新的,其型号均和过去保持一致。主要设备大部分都利旧,这些设备必须按照《在用压力容器检验规程》的要求进行检验,满足要求后方可使用。因操作条件改变,此次新增一台重汽油产品水冷器(E-305),增上一台原料泵(泵301/3 ),原有的控制阀和手阀控制改为完全自动控制,工艺管线做相应的改动,催化剂进行更换。此工程吊装、动火交叉作业频繁,参与作业人员多,西临正在运行的100X 104t/a 加氢装置,其稳定系统、含硫污水线、汽油线及汽油不合格线、污油线,高低压酸性气线、放空线、循环水线运行的100X 104t/a 加氢装置正在使用,给运行装置的安全生产和施工带来很大的困难。
加氢精制催化剂及工艺技术 ?加氢精制技术应用概况 ?加氢精制主要反应及模型化合物加氢反应历程 主要反应 模型化合物加氢反应历程 典型工艺流程 ?加氢精制工艺技术 重整原料预加氢催化剂及工艺 二次加工汽油加氢精制催化剂及工艺 煤油加氢精制催化剂及工艺 劣质二次加工柴油加氢精制催化剂及工艺 进口高硫柴油加氢精制催化剂及工艺 焦化全馏分油加氢精制催化剂及工艺 石蜡加氢精制催化剂及技术 ?加氢精制催化剂 加氢精制技术应用概况 抚顺石油化工研究院(FRIPP)是国内最早从事石油产品临氢催化技术开发的科研机构。几十年来,FRIPP在轻质馏分油加氢精制、重质馏分油加氢处理、石油蜡类加氢精制、渣油加氢处理和临氢降凝等领域已开发成功5大类共30个品牌的商业催化剂,先后在国内45个厂家共115套加氢精制/加氢处理工业装置上应用,累计加工能力超过4000万吨/年。 FRIPP加氢精制技术开发的经历:
?1950s 页岩油加氢技术 ?1960s 重整原料预精制技术 ?1970s 汽、煤、柴油加氢精制技术 ?1980s 石油蜡类加氢精制技术 ?1990s 重质馏分油加氢精制技术、渣油加氢处理技术 FRIPP加氢精制系列催化剂: ?轻质馏分油 481、481-3、FH-5、FH-5A、FDS-4、FDS-4A、FH-98 ?重质馏分油 3926、3936、CH-20、3996 ?柴油临氢降凝 FDW-1 ?石油蜡类 481-2、481-2B、FV-1 ?渣油 FZC-10系列、FZC-20系列、FZC-30系列、FZC-40系列、FZC-100系列、 FZC-200系列、FZC-300系列 FRIPP加氢精制催化剂工业应用统计(1999年): 加氢精制主要反应及模型化合物加氢反应历程 加氢精制主要反应 加氢精制主要反应为加氢脱硫、加氢脱氮、加氢脱氧、烯烃与芳烃的饱和加氢,以及加氢脱金属。其典型反应如下: