角度°
180
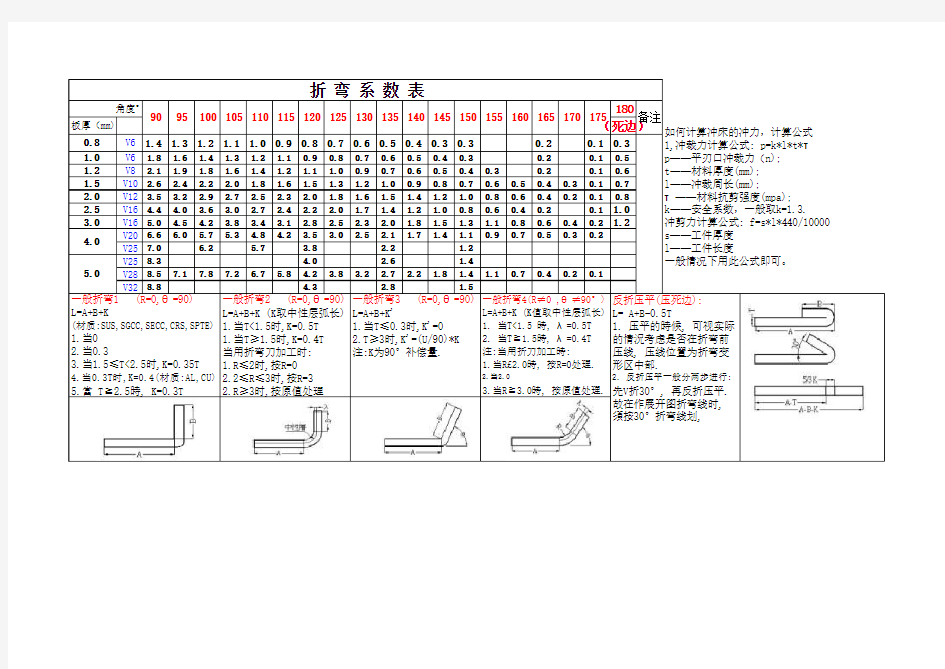
板厚(mm)(死边)0.8V6 1.4 1.3 1.2 1.1 1.00.90.80.70.60.50.40.30.3
0.2
0.10.3
1.0V6 1.8 1.6 1.4 1.3 1.2 1.10.90.80.70.60.50.40.30.20.10.51.2V8
2.1 1.9 1.8 1.6 1.4 1.2 1.1 1.00.90.70.60.50.40.30.20.10.61.5V10 2.6 2.4 2.2 2.0 1.8 1.6 1.5 1.3 1.2 1.00.90.80.70.60.50.40.30.10.72.0V12
3.5 3.2 2.9 2.7 2.5 2.3 2.0 1.8 1.6 1.5 1.4 1.2 1.00.80.60.40.20.10.8
2.5V16 4.4 4.0
3.6 3.0 2.7 2.4 2.2 2.0 1.7 1.4 1.2 1.00.80.60.40.20.1 1.03.0V16 5.0
4.5 4.2 3.8 3.4 3.1 2.8 2.5 2.3 2.0 1.8 1.5 1.3 1.10.80.60.40.2 1.2
V20 6.6 6.0
5.7 5.3
4.8 4.2
3.5 3.0
2.5
2.1 1.7
1.4
1.10.9
0.7
0.5
0.3
0.2
V257.0 6.2 5.7 3.8 2.2 1.2V258.3 4.0 2.6 1.4V288.57.17.8
7.2 6.7
5.8 4.2 3.8 3.2 2.7 2.2 1.8 1.4 1.10.70.40.20.1
V32
8.8
4.3
2.8
1.5
反折压平(压死边):9095100105L= A+B-0.5T
(材质:SUS,SGCC,SECC,CRS,SPTE) 1.当T<1.5时,K=0.5T 1.当T≤0.3时,K'=0 1. 当T<1.5 時, λ=0.5T 折 弯 系 数 表
一般折弯1 (R=0,θ=90)一般折弯2 (R=0,θ=90)一般折弯3 (R=0,θ=90)
一般折弯4(R≠0 ,θ≠90°)注:K为90°补偿量.
注:当用折刀加工時:
L=A+B+K
L=A+B+K (K取中性层弧长)
L=A+B+K'
L=A+B+K (K值取中性层弧长)1.当R£2.0時, 按R=0处理.
4.当0.3T时,K=0.4(材质:AL,CU)2.2≤R≤3时,按R=3 2.当2.0 1.当0 2.T≥3时,K'=(U/90)*K 2. 当T≧1.5時, λ=0.4T 2.当0.3 5.當 T≧2.5時, K=0.3T 2.R≥3时,按原值处理 3.当R≧3.0時, 按原值处理.先V折30°, 再反折压平. 1251301354.05.0 3.当1.5≤T<2.5时,K=0.35T 1.R≤2时,按R=0当用折弯刀加工时:如何计算冲床的冲力,计算公式 1,冲裁力计算公式: p=k*l*t*τp——平刃口冲裁力(n);t——材料厚度(mm);l——冲裁周长(mm); τ——材料抗剪强度(mpa);k——安全系数,一般取k=1.3. 冲剪力计算公式: f=s*l*440/10000s——工件厚度l——工件长度 一般情况下用此公式即可。 1. 压平的時候, 可视实际的情況考虑是否在折弯前压线, 压线位置为折弯变形区中部. 故在作展开图折弯线时,須按30°折弯线划, 140145150155160170175 备注 165110115120
相关主题
文本预览