文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持. ASTM:A269-94a
一般用途的无缝和焊接不锈钢管规范
1.范围
1.1 这个规范含盖了在名义壁厚下的耐腐蚀、耐高低温用途的不锈钢管(如表格1所示)。
1.2 参照这个规范所生产的不锈钢管的范围如下:内径1/4英寸(6.4mm)以上,壁厚
0.020英寸(0.51mm)以上。
1.3 对机械性能的要求不适用于内径小于1/8英寸(3.2mm)或者壁厚小于0.015英寸
(0.38mm)的管子。
1.4 当有需要对这些条款进行增补时,所增补的每一条内容都需在定单上面注明。
1.5 请注意,在规范中出现的均为英制单位。
2.参考文献
2.1 ASTM 标准
A262---测定奥氏体不锈钢晶间破坏敏感性的标准方法
A370---钢铁产品机械性能的力学试验方法及定义
A450/A 450M 碳素钢,铁素体和奥氏体合金钢管的一般要求规范
A480/A 480M 平滚不銹钢及耐热钢板,片及条的一般要求规范
A 632 一般用途的无缝和焊接奥氏体不锈钢管(小直径)规范
2.2 ANSI 标准
B31.3 化工及炼油用管标准
2.3 ASME 压力容器
第八章第一篇:压力容器
一般要求
3.1 除非有其他要求,本规范所要求的原材料要与当前版本的A450/A450M规范适用要
求一致。
3.定单信息
4.1 以此标准制定的定单必须按照下述要求对材料进行详尽的描述:
4.1.1 数量(英尺、米或者定尺的支数)
4.1.2 材料名称(无缝管或者焊接管)
4.1.3 牌号(表格1)
4.1.4 尺寸(外径和名义壁厚)
4.1.5 长度(定尺或者不定尺)
4.1.6 增补条款(10.6或者12篇)
4.1.7 需要的测验报告(参阅A450/A450M规范中的质检篇)
4.1.8 指定规范
4.1.9 特殊要求以及其它增补条款。
4.生产流程
5.1 管子应该按照无缝(焊接管)的既定流程来生产
5.2 管子生产分冷加工热加工两种,厂家根据自己情况选择
1
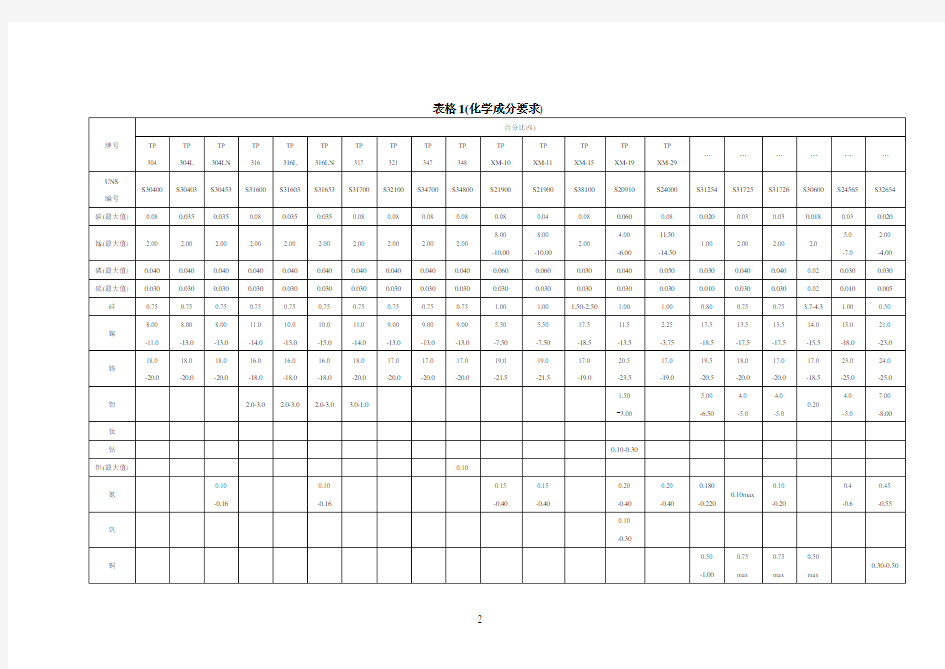
表格1(化学成分要求)
2
无缝钢管执行标准 1、结构用无缝管(GB/T8162-2008)是用于一般结构和机械结构的无缝钢管。 2、流体输送用无缝钢管(GB/T8163-2008)是用于输送水、油、气等流体的一般无缝钢管。 3、低中压锅炉用无缝钢管(GB3087-2008)是用于制造各种结构低中压锅炉过热蒸汽管、沸水管及机车锅炉用过热蒸汽管和拱砖管用的优质碳素结构钢热轧和冷拔(轧)无缝钢管。 4、高压锅炉用无缝钢管(GB5310-2008)是用于制造高压及其以上压力的水管锅炉受热面用的优质碳素钢、合金钢和不锈耐热钢无缝钢管。 5、化肥设备用高压无缝钢管(GB6479-2000)是适用于工作温度为-40~400℃、工作压力为10~30Ma的化工设备和管道的优质碳素结构钢和合金钢无缝钢管。 6、石油裂化用无缝钢管(GB9948-2006)是适用于石油精炼厂的炉管、热交换器和管道无缝钢管。 7、地质钻探用钢管(YB235-70)是供地质部门进行岩心钻探使用的钢管,按用途可分为钻杆、钻铤、岩心管、套管和沉淀管等。 8、金刚石岩芯钻探用无缝钢管(GB3423-82)是用于金刚石岩芯钻探的钻杆、岩心杆、套管的无缝钢管。
9、石油钻探管(YB528-65)是用于石油钻探两端内加厚或外加厚的无缝钢管。钢管分车丝和不车丝两种,车丝管用接头联结,不车丝管用对焊的方法与工具接头联结。 10、船舶用碳钢无缝钢管(GB5213-85)是制造船舶I级耐压管系、Ⅱ级耐压管系、锅炉及过热器用的碳素钢无缝钢管。碳素钢无缝钢管管壁工作温度不超过450℃,合金钢无缝钢管管壁工作温度超过450℃。 11、汽车半轴套管用无缝钢管(GB3088-82)是制造汽车半轴套管及驱动桥桥壳轴管用的优质碳素结构钢和合金结构钢热轧无缝钢管。12、柴油机用高压油管(GB3093-2002)是制造柴油机喷射系统高压管用的冷拔无缝钢管。 13、液压和气动缸筒用精密内径无缝钢管(GB8713-88)是制造液压和气动缸筒用的具有精密内径尺寸的冷拔或冷轧精密无缝钢管。14、冷拔或冷轧精密无缝钢管(GB3639-2000)是用于机械结构、液压设备的尺寸精度高和表面光洁度好的冷拔或冷轧精密无缝钢管。选用精密无缝钢管制造机械结构或液压设备等,可以大大节约机械加工工时,提高材料利用率,同时有利于提高产品质量。 15、结构用不锈钢无缝钢管(GB/T14975-2002)是广泛用于化工、石油、轻纺、医疗、食品、机械等工业的耐腐蚀管道和结构件及零件的不锈钢制成的热轧(挤、扩)和冷拔(轧)无缝钢管。 16、流体输送用不锈钢无缝钢管(GB/T14976-2002)是用于输送流体的不锈钢制成的热轧(挤、扩)和冷拔(轧)无缝钢管。
工业管道的分类和分级 工业管道通常按照介质的压力、温度、性质分类,亦可按管道材质、温度和压力分类。 一、按介质压力分类 根据《工业管道工程施工及验收规范金属管道篇》GB 235-82 的规定,分为真空管道、低压管道、中压管道、高压管道四级,见表1-1。 表1 – 1 管道的压力分级 亦可将真空管道与低压管道合并,分为低压、中压、高压、超高压管道四种,见表1-2。 表1 – 2 工业管道按介质压力分类 管道在介质压力作用下,应满足以下主要要求: ①具有足够的机械强度,管道所用管材和管路附件,以及接头构造,在介质压力作用下均须安全可靠。特别是高压管道,还会产生振动。所以高压管道还必须处理好防震加固问题。 ②具有可靠的密封性,保证管道和管路附件以及连接接头在介质压力作用下严密不漏,这就必须正确地选择连接方法和密封材料,合理地进行施工安装。 二、按介质温度分类 根据管道工作温度的不同分为常温、低温、中温、高温管道,见表1-3。 管道在介质温度作用下,应满足以下主要要求: ①管材耐热的稳定性。管材在介质温度的作用下必须稳定可靠。对于同时承受介质温度和压力作用的管道,必须从耐热性和机械强度两个方面满足工作条件的要求。 ②管道热应变的补偿。管道在介质温度和外界温度变化作用下,将产生热变形,并使
管道承受热应力的作用。所以输送热介质的管道应设计补偿器,以便吸收管道的热变形,减少管道的热应力。 ③管道的绝热保温。为了减少管道热交换和温差应力,输送热介质和冷介质的管道,管道外壁应设绝热层。 按介质性质分类 按介质的性质如腐蚀性、化学危险性、凝固性的不同,共分五类,见表1-4。 表1-4工业管道按介质性质分类 三、按管道材质、温度、压力综合分类 这种分类方法是基于对管道工作状态的可靠性和介质的危险性的一种分类方法,共分为五类,见表1-5。 表1-5管道材质、介质温度和压力分类(GBJ235-82)
焊接鋼管的用途分類 1.低壓流體輸送用焊接鋼管(GB/T3092-1993)也稱一般焊管,俗稱黑管。是用於輸送水、煤氣、空氣、油和取暖蒸汽等一般較低壓力流體和其他用途的焊接鋼管。鋼管接壁厚分為普通鋼管和加厚鋼管;接管端形式分為不帶螺紋鋼管(光管)和帶螺紋鋼管。鋼管的規格用公稱口徑(mm)表示,公稱口徑是內徑的近似值。習慣上常用英寸表示,如11/2 等。低壓流體輸送用焊接鋼管除直接用於輸送流體外,還大量用作低壓流體輸送用鍍鋅焊接鋼管的原管。 2.低壓流體輸送用鍍鋅焊接鋼管(GB/T3091-1993)也稱鍍鋅電焊鋼管,俗稱白管。是用於輸送水、煤氣、空氣、油及取暖蒸汽、暖水等一般較低壓力流體或其他用途的熱浸鍍鋅焊接(爐焊或電焊)鋼管。鋼管接壁厚分為普通鍍鋅鋼管和加厚鍍鋅鋼管;接管端形式分為不帶螺紋鍍鋅鋼管和帶螺紋鍍鋅鋼管。鋼管的規格用公稱口徑(mm)表示,公稱口徑是內徑的近似值。習慣上常用英寸表示,如11/2 等。 3.普通碳素鋼電線套管(GB3640-88)是工業與民用建築、安裝機器設備等電氣安裝工程中用於保護電線的鋼管。 4.直縫電焊鋼管(YB242-63)是焊縫與鋼管縱向平行的鋼管。通常分為公制電焊鋼管、電焊薄壁管、變壓器冷卻油管等等。 5.承壓流體輸送用螺旋縫埋弧焊鋼管(SY5036-83)是以熱軋鋼帶卷作管坯,經常溫螺旋成型,用雙面埋弧焊法焊接,用於承壓流體輸送的螺旋縫鋼管。鋼管承壓能力強,焊接性能好,經過各種嚴格的科學檢驗和測試,使用安全可*。鋼管口徑大,輸送效率高,並可節約鋪
設管線的投資。主要用於輸送石油、天然氣的管線。 6.承壓流體輸送用螺旋縫高頻焊鋼管(SY5038-83)是以熱軋鋼帶卷作管坯,經常溫螺旋成型,採用高頻搭接焊法焊接的,用於承壓流體輸送的螺旋縫高頻焊鋼管。鋼管承壓能力強,塑性好,便於焊接和加工成型;經過各種嚴格和科學檢驗和測試,使用安全可*,鋼管口徑大,輸送效率高,並可節省鋪設管線的投資。主要用於鋪設輸送石油、天然氣等的管線。 7.一般低壓流體輸送用螺旋縫埋弧焊鋼管(SY5037-83)是以熱軋鋼帶卷作管坯,經常溫螺旋成型,採用雙面自動埋弧焊或單面焊法制成的用於水、煤氣、空氣和蒸汽等一般低壓流體輸送用埋弧焊鋼管。 8.一般低壓流體輸送用螺旋縫高頻焊鋼管(SY5039-83)是以熱軋鋼帶卷作管坯,經常溫螺旋成型,採用高頻搭接焊法焊接用於一般低壓流體輸送用螺旋縫高頻焊鋼管。
钢管作为钢铁产品的重要组成部分,因其制造工艺及所用管坯形状不同而分为无缝钢管(圆坯)和焊接钢管(板,带坯)两大类。 (1)无缝钢管 因其制造工艺不同,又分为热轧(挤压)无缝钢管和冷拔(轧)无缝钢管两种。冷拔(轧)管又分为圆形管和异形管两种。 a.工艺流程概述 热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→坯管→矫直→水压试验(或探伤)→标记→入库。 冷拔(轧)无缝钢管:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→ 多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。 b.无缝钢管,因其用途不同而分为如下若干品种: GB/T8162-1999(结构用无缝钢管)。主要用于一般结构和机械结构。其代表材质(牌号):碳素钢20、45号钢;合金钢Q345、20Cr、40Cr、20CrMo、30 -35CrMo、42CrMo等。 GB/T8163-1999(输送流体用无缝钢管)。主要用于工程及大型设备上输送流体管道。代表材质(牌号)为20、Q345等。
GB3087-1999(低中压锅炉用无缝钢管)。主要用于工业锅炉及生活锅炉输送低中压流体的管道。代表材质为10、20号钢。 GB5310-1995(高压锅炉用无缝钢管)。主要用于电站及核电站锅炉上耐高温、高压的输送流体集箱及管道。代表材质为20G、12Cr1MoVG、15CrMoG等。 GB5312-1999(船舶用碳钢和碳锰钢无缝钢管)。主要用于船舶锅炉及过热器用I、II级耐压管等。代表材质为360、410、460钢级等。 GB1479-2000(高压化肥设备用无缝钢管)。主要用于化肥设备上输送高温高压流体管道。代表材质为20、16Mn、12CrMo、12Cr2Mo 等。 GB9948-1988(石油裂化用无缝钢管)。主要用于石油冶炼厂的锅炉、热交换器及其输送流体管道。其代表材质为20、12CrMo、1Cr5Mo、1Cr19Ni11Nb等。 GB18248-2000(气瓶用无缝钢管)。主要用于制作各种燃气、液压气瓶。其代表材质为37Mn、34Mn2V、35CrMo等。 GB/T17396-1998(液压支柱用热轧无缝钢管)。主要用于制作煤矿液压支架和缸、柱,以及其它液压缸、柱。其代表材质为20、45、27SiMn等。 GB3093-1986(柴油机用高压无缝钢管)。主要用于柴油机喷射系统高压油管。其钢管一般为冷拔管,其代表材质为20A。 GB/T3639-1983(冷拔或冷轧精密无缝钢管)。主要用于机械结构、碳压设备用的、要求尺寸精度高、表面光洁度好的钢管。其代表材质20、45钢等。
无缝钢管的分类执行标准制作工艺 冷拔或冷轧精密无缝钢管(GB3639-2000)是用于机械结构、液压设备的尺寸精度高和表面光洁度好的冷拔或冷轧精密无缝钢管。 高精度冷拔精密钢管是一种新型高技术节能产品。,高精度冷拔精密钢管的推广应用对节约钢材,提高加工工效,节约能源所谓高精度冷拔无缝钢管是指内、外径尺寸精度(公差范围)严格,内外表面光洁度、圆度、直度良好,壁厚均匀的精该技术所生产的高精度冷拔无缝钢管的主要技术指标已达到或部分超过国家标准GB8713--88和国际标准ISO4394/I-1980(E) 的要求。详见下表: 主要技术指标与标准对照表选用精密无缝钢管制造机械结构或液压设备等,可以大大节约机械加工工时,提高材料利用率,同时有利于提高产品质量 无缝钢管的分类:无缝钢管分热轧和冷轧、冷拔无缝钢管三类。热轧无缝钢管分一般钢管,低、中压锅炉钢管,高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、地质钢管和其它钢管等。 冷轧无缝钢管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。热轧无缝管外径一般大于32mm,壁厚2.5-75mm,冷轧无缝钢管处径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm,壁厚小于0.25mm,冷轧比热轧尺寸精度高,而冷拔无缝钢管 一般用无缝钢管:是用10#、20#、30#、35#、45#等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合金钢热轧或冷轧制成的。10、20等低碳钢制造的无缝管主要用于流体输送管道。45#、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。一般用无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。 低中压锅炉用无缝钢管:用于制造各种低中压锅炉、过热蒸汽管、沸水管、水冷壁管及机车锅炉用过热蒸汽管、大烟管、小烟管和拱砖管等。用优质碳素结构钢热轧或冷轧(拨)无缝钢管。主要用10、20号优质碳素结构钢制造,除保证化学成分和机械性能外要做水压试验,卷边、扩口、压扁等试验。热轧以热轧状态交货、冷轧(拨)以热处理状态交货。 高压锅炉无缝钢管:主要用来制造高压及其以上压力的蒸汽锅炉管道等用的优质碳素结构钢、合金结构钢和不锈耐热钢无缝钢管、这些锅炉管经常处于高温和高压下工作、管子在高温烟气和水蒸汽的作用下还会发生氧化和腐蚀,因此要求钢管有高的持久强度、高的抗氧化性能,并具有良好的组织稳定性,采用钢号有:优质碳素结构钢钢号有20G、20MnG、25MnG;合金结构钢钢号15MoG、20MoG、12CrMoG、15CrMoG、12Cr2MoG、12CrMoVG、12Cr3MoVSiTiB等;有锈耐热钢常用1Cr18Ni9、1Cr18Ni11Nb高压锅炉管除保证化学成分和机械性能外,要逐根做水压试验,要作扩口、压扁试验。钢管以热处理状态交货。此外,对成品钢管显微组织、晶粒度、脱碳层也有一定要求。 地质钻探及石油钻探用无缝钢管:为探明地下岩层结构、地下水、石油、天然气及矿产资源情况,利用钻机打井。石油、天然气开采更离不开打井,地质钻探用石油钻探用无缝钢管是钻井的主要器材,主要包括岩芯外管、岩芯内管、套管、钻杆等。由于钻探用管要深入到几千米地层深度工作,工作条件极为复杂,钻杆承受拉、压、弯曲、扭转和不均衡冲击载荷等应力作用,还要受到泥浆、岩石磨损,因此,要求管材必须具有足够的强度、硬度、耐磨性和冲击韧性,钢管用钢用“DZ”(地质的汉语拼音字头)加数字一代表
管道焊接常用标准 金属管道种类繁多、数量大,使用工况千差万别。我国不同行业采用不同的应用标准体系,标准之间差别很大。当然,由于金属管道的工况,如温度、压力、介质、环境等不同,标 准有差距是客观存在的。例如,电力电站管道高压、高温、蒸汽介质居多;石化、石油管道受压、腐蚀介质居多;化工行业管道还有剧毒介质(如氯气);机械行业压力容器,按使 用情况及工况分成低压、中压、高压、超高压,按容器类别分成第一类压力容器、第二类压力容器、第三类压力容器。船舶管道有高压的蒸汽管道、主机冷却的海水管道(承压及受 腐蚀)、污水管道(承压及受高温)、燃油输送管道、压缩空气管道等,在不同的工况条件下运行。以下择要介绍一些基本标准。 一、压力管道分类 1. 压力管道的定义 压力管道是指在生产、生活中使用的可能引爆或中毒等危险性较大的特种设备及管道。 ① 输送GB5044① 《职业性接触毒物性危害程度分级》中规定的毒性程度为极度危害介质的管道。 ② 输送GB5016②《石油化工企业设计防火规范》及GBJ16《建筑设计防火规范》中规定的火灾危险性为甲、乙类介质的管道。 ③ 最高工作压力不小于(表压,下同),输送介质为气(汽)体及液化气体的管道。 ④最高工作压力不小于,输送介质为可燃、易焊、有毒以及有腐蚀性或高温工作温度不小于标 准沸点的液体管道。 ⑤ 上述四项规定管道的附属设施(弯头、大小头、三能、管帽、加强管接头、异径短管、管箍、仪表管、嘴、漏斗、快速接头等管件;法兰、垫片、螺栓、螺母、限流孔板、盲板、法 兰盖等连接件;各类阀门、过滤器、流水器、视镜等管道设备,还包括管道支架以及安装在压力管道上的其他设施)。 ① GB5044分为四级(与99容规相同):极度危害(1级)
实用标准文案 氟利昂制冷无缝钢管管道安装工艺 1范围 本工艺适用于工作压力不高于 2.5MPa,工作温度在-40?150 C的制冷系统氟利昂制冷剂管道安装工程。 2规范性引用文件 GB50243-2002通风与空调工程施工质量验收规范 GB50236-98 现场设备、工业管道焊接工程施工及验收规范 GB50235-97 工业金属管道工程施工及验收规范 GB50185-93 工业设备及管道绝热工程质量检验评定标准 GB/T7306.2-2000 55 。密封管螺纹第2部分:圆锥内螺纹与圆锥外螺纹 3 工艺流程方框图(见图1)
4.9系统吹扫 图1 工艺流程方框图 4工艺过程 4.1施工准备 4.1.1施工技术准备 4.1.1.1 熟悉施工图纸和有关的技术资料,了解施工程序、施工方法、质量标准及施工验收技术规范。 4.1.1.2按施工图与现场复查核对,发现问题及时提请有关部门解决,并按规定办理确认手续。 4.1.1.3 编制施工预算及施工方案及施工技术措施。 4.1.1.4 根据施工方案对施工班组进行技术交底。交底包括执行标准规范、施工方法、技术质量要求、安全操作规定、施工进度,材料及加工件使用要求等。 4.1.2管道施工所具备的条件 4.1.2.1 管道管件和阀门的型号、材质及工作压力等必须符合设计要求,并且有合格证,质量证明书。 4.1.2.2规划和搭设临时设施和管道预制加工及管道清洗场地。 4.1.2.3施工工具、施工机械准备就绪,计量器具应在定检、周检期内。 4.1.3材料准备 4.1.3.1按进度计划要求编制材料计划及加工件计划的申报。
实用标准文案 4.1.3.2认真清点到场的材料及加工件,并应分类分项整齐堆放在指定地点,做好标色。
防腐钢管种类及执行标准 防腐钢管产品适用于煤矿井下供排水、井下喷浆、正负压通风、抽放瓦斯、消防洒水等管网.电厂:热电厂工艺用水废渣、回水输送管道.消防:对于防喷淋、洒水系统的给水管路 具有卓越的适用性。 1、石油天然气用3pe钢管防腐、二层聚乙烯(2PE)钢管防腐.标准:SY/T0413-2002 DIN30670 2、石油天然气用FBE防腐钢管(单层熔结环氧粉末防腐)钢管、2FBE(双层熔结环氧粉末防腐)钢管.标准:SY/T0315-97、SY/T0315-2005 3、供水管线水泥沙浆衬里钢管内防腐.标准:CECS10:89 4、环氧煤沥青玻璃布钢管防腐.标准:GB50268-97SY/T0447-96 5、供水管线IPN8710高分子无毒涂料钢管内防腐.标准:SY/T0457-2000 6、销售环氧煤沥青防腐涂料、IPN8710涂料、氯化橡胶防腐涂料、聚氨脂防腐涂料、等防腐涂料. 7,高密度聚乙烯聚氨酯发泡保温钢管.标准:SY/T114-2000SY/T115-2001
1.2PE/3PE防腐3PE防腐:管道三层PE防腐结构:第一层环氧粉末(FBE>100um), 第二层胶粘剂(AD)170~250um,第三层聚乙烯(PE)2.5~3.7mm.三种材料融为一体,并与钢 管牢固结合形成优良的防腐层.管径范围Φ60~Φ14202PE防腐:管道二层PE防腐 结构,第一层胶粘剂(AD),第二层聚乙烯(PE),二种材料融为一体,各层厚度同三层PE相同. 3PE防腐(三层聚乙烯)工艺是上世纪90年代后期从国外引进的先进防腐技术,它的全称为熔结环氧/挤塑聚乙烯结构防护层.3PE防腐技术综合了环氧涂层与挤压聚乙烯两种防腐层的 优良性能,将环氧涂层的界面特性和耐化学特性与挤压聚烯防腐层的机械保护特性等优点结合起来,从而显著改善了各自的性能.其特点:机械强度高、耐磨损、耐腐蚀、耐热、耐冷、可应用于150度介质中,在寒冷地带均适应.因此,3PE防腐层是理想的埋地管线外防护层.据权威部门检测,用3PE防腐技术的埋地管道寿命可长达50年.2PE防腐(二层聚乙烯)管道 二层PE防腐结构,第一层胶粘剂(AD),第二层聚乙烯(PE),二种材料融为一体,各层厚度同三层PE相同.由此看出区别在于:3PE防腐多了一个环氧粉末层,而环氧粉末耐腐蚀性能好、力 学性能好、抗阴极剥离强,虽然它有表面处理严格、耐候性差、吸水率偏高等优点,但它适用于埋地管道海底管道,包覆层厚度仅为0.3~0.5毫米,使用寿命可达40~50年. 2.预制聚氨酯保温管保温层材料为密度60kg/m3至80kg/m3的硬质聚氨酯泡沫, 充分添满钢管与套管之间的间隙,并具有一定的粘接强度,使钢管、外套管及保温层三者之间形成一个牢固的整体.聚氨酯泡沫具有良好的机械性能和绝热性能,通常情况下可耐温120℃,通过改性或与其它隔热材料组合可耐温180℃.硬质聚氨酯保温管是黑料和白料混 合发泡而成的一种绝热管壳. (1)白料的主要成分是含磷聚醚树脂、甘油聚醚树脂、乙二醇聚醚树脂,另外还需要加入阻燃剂、稳泡剂和催化剂. (2)黑料主要成分就是多苯基多异氰酸酯,纯度在90%.
钢管的分类及标准 钢管作为钢铁产品的重要组成部分,因其制造工艺及所用管坯形状不同而分为无缝钢管(圆坯)和焊接钢管(板,带坯)两大类。 (1)无缝钢管 因其制造工艺不同,又分为热轧(挤压)无缝钢管和冷拔(轧)无缝钢管两种。冷拔(轧)管又分为圆形管和异形管两种。 a.工艺流程概述 热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→坯管→矫直→水压试验(或探伤)→标记→入库。 冷拔(轧)无缝钢管:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。 b.无缝钢管,因其用途不同而分为如下若干品种: GB/T8162-1999(结构用无缝钢管)。主要用于一般结构和机械结构。其代表材质(牌号):碳素钢20、45号钢;合金钢Q345、20Cr、40Cr、20CrMo、30-35CrMo、42CrMo等。
GB/T8163-1999(输送流体用无缝钢管)。主要用于工程及大型设备上输送流体管道。代表材质(牌号)为20、Q345等。 GB3087-1999(低中压锅炉用无缝钢管)。主要用于工业锅炉及生活锅炉输送低中压流体的管道。代表材质为10、20号钢。 GB5310-1995(高压锅炉用无缝钢管)。主要用于电站及核电站锅炉上耐高温、高压的输送流体集箱及管道。代表材质为20G、12Cr1MoVG、15CrMoG等。 GB5312-1999(船舶用碳钢和碳锰钢无缝钢管)。主要用于船舶锅炉及过热器用I、II级耐压管等。代表材质为360、410、460钢级等。 GB1479-2000(高压化肥设备用无缝钢管)。主要用于化肥设备上输送高温高压流体管道。代表材质为20、16Mn、12CrMo、12Cr2Mo等。 GB9948-1988(石油裂化用无缝钢管)。主要用于石油冶炼厂的锅炉、热交换器及其输送流体管道。其代表材质为20、12CrMo、1Cr5Mo、1Cr19Ni11Nb等。 GB18248-2000(气瓶用无缝钢管)。主要用于制作各种燃气、液压气瓶。其代表材质为37Mn、34Mn2V、35CrMo等。 GB/T17396-1998(液压支柱用热轧无缝钢管)。主要用于制
氟利昂制冷无缝钢管管道安装工艺 1 范围 本工艺适用于工作压力不高于2.5MPa,工作温度在-40~150℃的制冷系统氟利昂制冷剂管道安装工程。 2 规范性引用文件 GB50243-2002 通风与空调工程施工质量验收规范 GB50236-98 现场设备、工业管道焊接工程施工及验收规范 GB50235-97 工业金属管道工程施工及验收规范 GB50185-93 工业设备及管道绝热工程质量检验评定标准 GB/T7306.2-2000 55°密封管螺纹第2部分:圆锥内螺纹与圆锥外螺纹 3工艺流程方框图(见图1)
图1 工艺流程方框图 4 工艺过程 4.1施工准备 4.1.1施工技术准备 4.1.1.1熟悉施工图纸和有关的技术资料,了解施工程序、施工方法、质量标准及施工验收技术规范。
4.1.1.2按施工图与现场复查核对,发现问题及时提请有关部门解决,并按规定办理确认手续。 4.1.1.3编制施工预算及施工方案及施工技术措施。 4.1.1.4根据施工方案对施工班组进行技术交底。交底包括执行标准规范、施工方法、技术质量要求、安全操作规定、施工进度,材料及加工件使用要求等。 4.1.2管道施工所具备的条件 4.1.2.1管道管件和阀门的型号、材质及工作压力等必须符合设计要求,并且有合格证,质量证明书。 4.1.2.2规划和搭设临时设施和管道预制加工及管道清洗场地。 4.1.2.3施工工具、施工机械准备就绪,计量器具应在定检、周检期内。 4.1.3材料准备 4.1.3.1按进度计划要求编制材料计划及加工件计划的申报。 4.1.3.2认真清点到场的材料及加工件,并应分类分项整齐堆放在指定地点,做好标色。 4.1.4焊接准备 4.1.4.1开工前,焊接技术人员应按焊接工艺编制焊接作业指导书,填写上岗焊工登记表。 4.1.4.2开工前做好焊工培训与考核工作,取得资格证书后方可上岗施焊。 4.2材料检验 4.2.1检查产品合格证,核对材料的规格、型号、材质、数量等符合设计要求。 4.2.2 对材料进货验收中,按全数检验和《材料抽样检验规定》进行检验或试验。 4.2.3管道管件和阀门的型号、材质及工作压力等必须符合设计要求,并且有合格证,质量证明书。 4.3管道管件阀门清洗 4.3.1制冷系统管道材质为无缝钢管。 4.3.2管道安装前进行内外壁的除锈,按设计要求除锈后进行防腐 (1)制冷管道在安装前必须进行除锈、清洗和干燥,管内要清洁且不能有水分。 (2)对于钢管,可用人工或机械方法清除管内污物及铁锈,再用棉纱、破布浸煤油反复拉洗干净。 (3)然后用干燥的压缩空气吹净钢管内部,用浅色布检查内壁无污物为合格,并及时封闭管口
焊接钢管焊接种类英语汇总(2008/06/20 17:00) 焊接Welding 焊接种类Varieties of Welding 电弧焊arc welding 电熔焊electric fusion welding (EFW) 气熔焊fusion gas welding (FGW) 电阻焊electric resistance welding (ERW) 有保护的金属电弧焊shielded metal arc welding (SMAW) 手工或自动隋性气体保护钨极电弧焊manual and automatic inert gas tungsten arc welding (GTAW) 自动埋弧焊automatic submerged arc welding 金属极隋性气体保护电弧焊gas metal arc weiding (GMAW) 氩弧焊argon-arc welding, 气体保护电弧焊gas-shielded arc welding 气焊gas welding; flame welding 等离子焊plasma welding 硬钎焊braze welding 电渣焊electroslag welding 爆炸焊explosive welding 1、按生产方法分类 (1)无缝管——热轧管、冷轧管、冷拔管、挤压管、顶管 (2)焊管 (a)按工艺分——电弧焊管、电阻焊管(高频、低频)、气焊管、炉焊管(b)按焊缝分——直缝焊管、螺旋焊管 2、按断面形状分类 (1)简单断面钢管——圆形钢管、方形钢管、椭圆形钢管、三角形钢管、六角形钢管、菱形钢管、八角形钢管、半圆形钢圆、其他 (2)复杂断面钢管——不等边六角形钢管、五瓣梅花形钢管、双凸形钢管、双凹形钢管、瓜子形钢管、圆锥形钢管、波纹形钢管、 表壳钢管、其他
焊接技术交底 一、工艺要求 镀锌无缝钢管的焊前准备与一般的低碳钢是相同的,需要注意的是要认真处理好坡口尺寸和附近的镀锌层。为了焊透,坡口尺寸要适当,一般60~65°,要留有一定的间隙,一般为~;为了减少锌对焊缝的渗透,在焊之前,可将坡口内的镀锌层清除以后再焊。在实际工作中,采用了集中打坡口,不留钝边工艺进行集中控制,两层焊接工艺,减少了未焊透的可能性。焊条应根据镀锌管的基体材质选用,一般低碳钢由于考虑易操作性,选用J422焊条。 二、焊接手法 在焊多层焊的第一层焊缝时,尽量使锌层熔化并使之汽化、蒸发而逸出焊缝,可大大减少液体锌留在焊缝中。在焊角焊缝时,同样在第一层尽量使锌层熔化并使之汽化、蒸发而逸出焊缝,其方法是先将焊条端部向前移出约5~7mm左右,当使锌层熔化后再回到原来位置继续向前施焊。采用前后往返运条技术,更可以得到无缺陷的焊接质量。
三、焊接措施 从人、机、料、法、环五方面保证焊接质量的措施有: 1、人的因素是燃气镀锌管施焊的控制重点。由于缺乏必要的焊后控制手段,极易偷工减料,影响质量;同时镀锌管的焊接特殊性使得不容易保证焊接质量。因此,在工程开始前,就应该选择技术熟练、最好持有相应锅炉压力容器或相当的焊工证的焊工,进行必要的技术培训、交底,参照锅炉压力容器焊工考试规则进行现场焊工考核认可后,给予进入现场施焊的许可。并不得随意更换,保证施焊该管道焊工人员相对稳定。 2、焊材的控制:保证采购的是正规渠道的焊材,有质保书、合格证,符合工艺要求;焊材的验收、领发料手续要正规齐全,焊条头回收控制严格,以保证流向、用量;焊材要严格按工艺烘烤,并一次发放不超过半天用量。 3、焊机;焊机是施焊的机具,必须保证性能可靠、符合工艺需要;焊机必须有检定合格的电流、电压表,以保证焊接工艺的正确实施。焊接电缆不能过长,较长时要调整焊接参数。 4、焊接工艺方法: 1)焊前管口组对:管口组对采用专用的组对工具,以
国内无缝钢管最新执行标准/无缝钢管材质用途速查对照表 1、结构用无缝钢管(GB/T8162-2008)是用于一般结构和机械结构的无缝钢管。 2、流体输送用无缝钢管(GB/T8163-2008)是用于输送水、油、气等流体的一般无缝钢管。 3、低中压锅炉用无缝钢管(GB3087-2008)是用于制造各种结构低中压锅炉过热蒸汽管、沸水管及机车锅炉用过热蒸汽管和拱砖管用的优质碳素结构钢热轧和冷拔(轧)无缝钢管。 4、高压锅炉用无缝钢管(GB5310-2008)是用于制造高压及其以上压力的水管锅炉受热面用的优质碳素钢、合金钢和不锈耐热钢无缝钢管。 5、化肥设备用高压无缝钢管(GB6479-2000)是适用于工作温度为-40~400℃、工作压力为10~30Ma的化工设备和管道的优质碳素结构钢和合金钢无缝钢管。 6、石油裂化用无缝钢管(GB9948-2006)是适用于石油精炼厂的炉管、热交换器和管道无缝钢管。 7、地质钻探用钢管(YB235-70)是供地质部门进行岩心钻探使用的钢管,按用途可分为钻杆、钻铤、岩心管、套管和沉淀管等。 8、金刚石岩芯钻探用无缝钢管(GB3423-82)是用于金刚石岩芯钻探的钻杆、岩心杆、套管的无缝钢管。 9、石油钻探管(YB528-65)是用于石油钻探两端内加厚或外加厚的无缝钢管。钢管分车丝和不车丝两种,车丝管用接头联结,不车
丝管用对焊的方法与工具接头联结。 10、船舶用碳钢无缝钢管(GB5213-85)是制造船舶I级耐压管系、Ⅱ级耐压管系、锅炉及过热器用的碳素钢无缝钢管。碳素钢无缝钢管管壁工作温度不超过450℃,合金钢无缝钢管管壁工作温度超过450℃。 11、汽车半轴套管用无缝钢管(GB3088-82)是制造汽车半轴套管及驱动桥桥壳轴管用的优质碳素结构钢和合金结构钢热轧无缝钢管。 12、柴油机用高压油管(GB3093-2002)是制造柴油机喷射系统高压管用的冷拔无缝钢管。 13、液压和气动缸筒用精密内径无缝钢管(GB8713-88)是制造液压和气动缸筒用的具有精密内径尺寸的冷拔或冷轧精密无缝钢管。 14、冷拔或冷轧精密无缝钢管(GB3639-2008)是用于机械结构、液压设备的尺寸精度高和表面光洁度好的冷拔或冷轧精密无缝钢管。选用精密无缝钢管制造机械结构或液压设备等,可以大大节约机械加工工时,提高材料利用率,同时有利于提高产品质量。 15、结构用不锈钢无缝钢管(GB/T14975-2002)是广泛用于化工、石油、轻纺、医疗、食品、机械等工业的耐腐蚀管道和结构件及零件的不锈钢制成的热轧(挤、扩)和冷拔(轧)无缝钢管。 16、流体输送用不锈钢无缝钢管(GB/T14976-2002)是用于输送流体的不锈钢制成的热轧(挤、扩)和冷拔(轧)无缝钢管。 17、异型无缝钢管是除了圆管以外的其他截面形状的无缝钢管的
不锈钢管种类、规格尺寸与应用 不锈钢管材是一种中空的长条钢材,大量用作输送流体的管道,如石油、天燃气、水、煤气、蒸气等,另外,在搞弯、抗扭强度相同时,重量较轻,所以也广泛用于制造机械零件和工程结构。也常用作生产各种常规武器、枪管、炮弹等。 不锈钢管件属于管件的一种,它是由不锈钢的材质制成所以叫不锈钢管件,它包含:不锈钢弯头,不锈钢三通,不锈钢四通,不锈钢异径管,不锈钢管帽等,根据联接方法可分为承插式不锈钢管件、螺纹不锈钢管件、法兰不锈钢管件和焊接不锈钢管件四类。不锈钢弯头用于管件转弯的地方;法兰用于使管子与管子相互连接的零件,连接于管端,不锈钢三通管用于三根管子汇集的地方;不锈钢四通管用于四根管子汇集的地方;不锈钢异径管用于不同 管径的两根管子相联接的地方。 不锈钢管件的种类介绍: 纲后外邦的开展战对钢材各品种型的需供,大部门钢材市场曾经逐渐败型,出产各类钢材的企业也非出现进去,像特殊罕用的304没有锈钢管,无缝管,开金管等等,修建企业,制作企业皆对于钢管钢板的需要质大。固然如今里临的是国内化的金融安机,外邦钢材企业也遭到很小的影响,然而关于一些出名不锈钢管钢材钢板种型的死产厂野影响不是很大。次要是入入口圆面有必定的反面影响。隐正在海内的重要熟产没有锈钢管产品大体无上面多少品种型。镀锌钢管:替提高钢管的耐侵蚀性能,对一般钢管(乌管)进行镀锌。镀锌钢管合暖镀锌和电钢锌二种,冷镀锌镀锌层薄,电镀锌成本低。吹氧焊管:用做炼钢吹氧用管,普通用大心径的焊接钢管,规格由3/8寸-2寸八类。用08、10、15、20或Q195-Q235钢带制成,留学英国。替攻蚀,有的进行渗铝处置。 同型管:由普通碳解解构钢及16Mn等钢带焊制的圆形管、矩形管、帽形管、空胶钢 实木门窗用钢管,次要用作工机构件、钢窗室内门等。电焊薄壁管:重要用往制造家具、玩具、灯具等。远暮年去没有锈钢带制做的薄壁管利用很狭,高等野具、装潢、栏栅等。螺旋焊管:非将矮碳碳素构造钢或矮开金解构钢钢带按一订的螺旋线的角度(鸣败型角)舒成管坯,而后将管缝焊交止往制成,它能够用较狭的带钢生产小直径的钢管。螺旋焊管重要用于石油、天然气的保送管线,其规格用中径*壁薄表现。螺旋焊管有双里焊的和单面焊的,焊管当保障火压试验、焊缝的抗推弱度和寒弯性能要契合规定。
空调工程焊接钢管的分类 作为空调工程外行,您可能对焊接钢管分类常识较为陌生。下面,就让我们和专家一道,来共同了解一下焊接钢管分类的具体内容。 1.低压流体输送用焊接钢管(GB/T3092-1993)也称一般焊管,俗称黑管。是用于输送水、煤气、空气、油和取暖蒸汽等一般较低压力流体和其他用途的焊接钢管。钢管接壁厚分为普通钢管和加厚钢管;接管端形式分为不带螺纹钢管(光管)和带螺纹钢管。钢管的规格用公称口径(mm)表示,公称口径是内径的近似值。习惯上常用英寸表示,如11/2 等。低压流体输送用焊接钢管除直接用于输送流体外,还大量用作低压流体输送用镀锌焊接钢管的原管。 2.低压流体输送用镀锌焊接钢管(GB/T3091-1993)也称镀锌电焊钢管,俗称白管。是用于输送水、煤气、空气油及取暖蒸汽、暖水等
一般较低压力流体或其他用途的热浸镀锌焊接(炉焊或电焊)钢管。钢管接壁厚分为普通镀锌钢管和加厚镀锌钢管;接管端形式分为不带螺纹镀锌钢管和带螺纹镀锌钢管。钢管的规格用公称口径(mm)表示,公称口径是内径的近似值。习惯上常用英寸表示,如11/2 等。 3.普通碳素钢电线套管(GB3640-88)是工业与民用建筑、安装机器设备等电气安装工程中用于保护电线的钢管。 4.直缝电焊钢管(YB242-63)是焊缝与钢管纵向平行的钢管。通常分为公制电焊钢管、电焊薄壁管、变压器冷却油管等等。 5.承压流体输送用螺旋缝埋弧焊钢管(SY5036-83)是以热轧钢带卷作管坯,经常温螺旋成型,用双面埋弧焊法焊接,用于承压流体输送的螺旋缝钢管。钢管承压能力强,焊接性能好,经过各种严格的科学检验和测试,使用安全可靠。钢管口径大,输送效率高,并可节约铺设管线的投资。主要用于输送石油、天然气的管线。 6.承压流体输送用螺旋缝高频焊钢管(SY5038-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接。 7.一般低压流体输送用螺旋缝埋弧焊钢管(SY5037-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。
无缝钢管带磁性的原因及消磁焊接方法 文档编制序号:[KKIDT-LLE0828-LLETD298-POI08]
消磁焊接方法: 用直流电消磁,可以按几种方案完成。单根消磁,先在一端沿外圆绕8~12匝的线圈,以最大的磁场值来消磁。当单根消磁到对接处时,将两根拉开距离不小于300 mm,在距每一根管子端面80~100 mm 处绕上18~20匝的线圈,并按图3(a)方法完成消磁。 图3 对接装配前用直流电消磁的系统图 l一被消磁2一焊接导线3 直流焊接电源4 带焊条的电焊钳5一金属板片在个别场合下, 推荐使用将电焊钳和金属板片接入电气系统中消磁的方案,见图3(b)。将装入电焊钳中的焊条,在300 A 电流下与金属板短路10 s。然后断开。在每一次短路一一断开循环之后,用磁力计检查磁性,并在必要时重复消磁过程。 当对装配好的对接处消磁时,在被对接端绕上截面35~50 mm 的焊接导线,形成两根的共用线圈,见图4(a)。 线圈可以重叠绕(沿顺时针或者逆时针),总匝数为16~22匝。此时,匝数多的应该在剩磁大一些的上。这种消磁工艺往往是最佳的。当测量剩磁等级小于2O×10 T 以后,完成焊缝根部的焊接。此时,推荐在小电流10~ 20 A下进行补充消磁。 (2)用交流电消磁用交流电消磁可以应用于单根装配前单根的末端,以及壁厚达25 mm 的已装配对接端。此时,除按上述方图4 用公用焊接导线对对接管端消磁系统图法消磁以外,还有如下的补充:按图4(b)的消磁系统图装配,采用1根焊接导线组成的线圈,在回路中接入长0.5~ 1.0 m、直径1.5~3.0 mm 的钢丝。这根钢丝安置在绝缘且不可燃材料的垫板 (如石棉砖)上。钢丝可以平滑地改变通电电流的大小,从而改变消磁磁场的大小。当电源接通后,钢丝被加热并在一定时间内烧断。烧断时间
一、钢管的分类 1、按生产方法分类 (1)无缝管——热轧管、冷轧管、冷拔管、挤压管、顶管 (2)焊管 (a)按工艺分——电弧焊管、电阻焊管(高频、低频)、气焊管、炉焊管(b)按焊缝分——直缝焊管、螺旋焊管 2、按断面形状分类 (1)简单断面钢管——圆形钢管、方形钢管、椭圆形钢管、三角形钢管、六角形钢管、菱形钢管、八角形钢管、半圆形钢圆、其他 (2)复杂断面钢管——不等边六角形钢管、五瓣梅花形钢管、双凸形钢管、双凹形钢管、瓜子形钢管、圆锥形钢管、波纹形钢管、表壳钢管、其他 3、按壁厚分类——薄壁钢管、厚壁钢管 4、按用途分类——管道用钢管、热工设备用钢管、机械工业用钢管、石油、地质钻探用钢管、容器钢管、化学工业用钢管、特殊用途钢管、其他 二、无缝钢管是一种具有中空截面、周边没有接缝的长条钢材。钢管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等。钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是
一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等。用钢管制造环形零件,可提高材料利用率,简化制造工序,节约材料和加工工时,如滚动轴承套圈、千斤顶套等,目前已广泛用钢管来制造。钢管还是各种常规武器不可缺少的材料,枪管、炮筒等都要钢管来制造。钢管按横截面积形状的不同可分为圆管和异型管。由于在周长相等的条件下,圆面积最大,用圆形管可以输送更多的流体。此外,圆环截面在承受内部或外部径向压力时,受力较均匀,因此,绝大多数钢管是圆管。但是,圆管也有一定的局限性,如在受平面弯曲的条件下,圆管就不如方、矩形管抗弯强度大,一些农机具骨架、钢木家具等就常用方、矩形管。根据不同用途还需有其他截面形状的异型钢管。 1.结构用无缝钢管(GB/T8162-1999)是用于一般结构和机械结构的无缝钢管。 2.流体输送用无缝钢管(GB/T8163-1999)是用于输送水、油、气等流体的一般无缝钢管。 3.低中压锅炉用无缝钢管(GB3087-1999)是用于制造各种结构低中压锅炉过热蒸汽管、沸水管及机车锅炉用过热蒸汽管、大烟管、小烟管和拱砖管用的优质碳素结构钢热轧和冷拔(轧)无缝钢管。 4.高压锅炉用无缝钢管(GB5310-1995)是用于制造高压及其以上压力的水管锅炉受热面用的优质碳素钢、合金钢和不锈耐热钢无缝钢管。 5.化肥设备用高压无缝钢管(GB6479-86)是适用于工作温度为-40~400℃、工作压力为10~30Ma的化工设备和管道的优质碳素结构钢和合金钢无缝钢管 6.石油裂化用无缝钢管(GB9948-88)是适用于石油精炼厂的炉管、热交换器和管道无缝钢管。
钢管的分类及执行标准 钢管因其制造工艺及所用管坯形状不同而分为无缝钢管(圆坯)和焊接钢管(板,带坯)两大类。 (1)无缝钢管 因其制造工艺不同,又分为热轧(挤压)无缝钢管和冷拔(轧)无缝钢管两种。冷拔(轧)管又分为圆形管和异形管两种。 A.工艺流程概述 热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→坯管→矫直→水压试验(或探伤)→标记→入库。 冷拔(轧)无缝钢管:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。 B.无缝钢管,因其用途不同而分为如下若干品种: GB/T8162-1999(结构用无缝钢管)。主要用于一般结构和机械结构。其代表材质(牌号):碳素钢20、45号钢;合金钢Q345、20Cr、40Cr、20CrMo、30-35CrMo、42CrMo等。 GB/T8163-1999(输送流体用无缝钢管)。主要用于工程及大型设备上输送流体管道。代表材质(牌号)为20、Q345等。 GB3087-1999(低中压锅炉用无缝钢管)。主要用于工业锅炉及生活锅炉输送低中压流体的管道。代表材质为10、20号钢。 GB5310-1995(高压锅炉用无缝钢管)。
主要用于电站及核电站锅炉上耐高温、高压的输送流体集箱及管道。代表材质为20G、12Cr1MoVG、15CrMoG等。 GB5312-1999(船舶用碳钢和碳锰钢无缝钢管)。主要用于船舶锅炉及过热器用I、II级耐压管等。代表材质为360、410、460钢级等。 GB1479-2000(高压化肥设备用无缝钢管)。主要用于化肥设备上输送高温高压流体管道。代表材质为20、16Mn、12CrMo、12Cr2Mo 等。 GB9948-1988(石油裂化用无缝钢管)。主要用于石油冶炼厂的锅炉、热交换器及其输送流体管道。其代表材质为20、12CrMo、1Cr5Mo、1Cr19Ni11Nb等。 GB18248-2000(气瓶用无缝钢管)。 主要用于制作各种燃气、液压气瓶。其代表材质为37Mn、34Mn2V、35CrMo等。 GB/T17396-1998(液压支柱用热轧无缝钢管)。主要用于制作煤矿液压支架和缸、柱,以及其它液压缸、柱。其代表材质为20、45、27SiMn等。 GB3093-1986(柴油机用高压无缝钢管)。主要用于柴油机喷射系统高压油管。其钢管一般为冷拔管,其代表材质为20A。 GB/T3639-1983(冷拔或冷轧精密无缝钢管)。主要用于机械结构、碳压设备用的、要求尺寸精度高、表面光洁度好的钢管。其代表材质20、45钢等。