装饰用焊接不锈钢管国标(GB/T 18705-2002)
目前国内不锈钢焊管的生产主要集中在经济发达的沿海经济区域,代表的有珠三角佛山、长三角苏州无锡、京津冀;其中产业聚集代表为广东佛山。这里集中了全国近70%的装饰用焊接不锈钢管的产能,并集聚原材料、仓储、加工、贸易、物流、配套再加工深加工的产业群。其不锈钢产业群聚效益明显,自上世纪80年代初我国不锈钢焊管、不锈钢装饰用材的发源于此,历经30多年的发展形成国内最大的不锈钢生产、交易、物流市场。但是行业的发展和成熟是一个过程,目前装饰用不锈钢管的整体产业集中在中低端产品为主,中高端仍供给不足的局面。导致这种现象的原因固然很多,一方面市场对于产品成本的压制、其次是高端产品的需求有限等等。
为促进产业完善和产品质量的控制和标准化。我国于1995年由中华人民共和国建设部发布了建筑工业行业标准(JG/T3030-1995)【建筑装饰用不锈钢焊接管材】;以及1999年11月5日发布、2000年3月1日实施的(JG/T 73-1999)【不锈钢建筑型材】;2002年我国发布并与当年10月1日实施的中华人民共和国国家标准(GB/T 18705-2002)【装饰用焊接不锈钢管】从而规范了不锈钢装饰用材的标准。
从现实情况来看,由于近年来行业的产能过剩,参与竞争的企业逐步增多,行业的产品质量良莠不齐,也是导致产品价格竞争的主要因素之一,那么究竟各个企业之间的产品是否有差异化、质量标准是否有细分化。这很值得进一步研究,据闽徽不锈钢的市场调研分析,对于不锈钢装饰焊接管材的生产企业所执行的标准来看,高于国标的企业标准是大量存在的。但是实际上产品并不能达到所谓的企业标准或者国标,甚至一些具有ISO管理认证的大企业也存在类似的问题。
所以说原来的国家标准对于企业的生产指导意义逐渐减弱,市场和消费者因价格和成本会采取用脚投票的方式进一步限制企业精益求精的生产工艺,或者说生产企业没有很高的积极性去获得高品质市场和高利润市场的支撑。这些是客观存在的现实。制造业的精益工业可能远远没有理想中的规模,或者说我国传统工业的全面升级和纵向转型是一个过程。要实现高端制造业和中低端制造业的全方位扩展还需要所有产业从业者的努力。
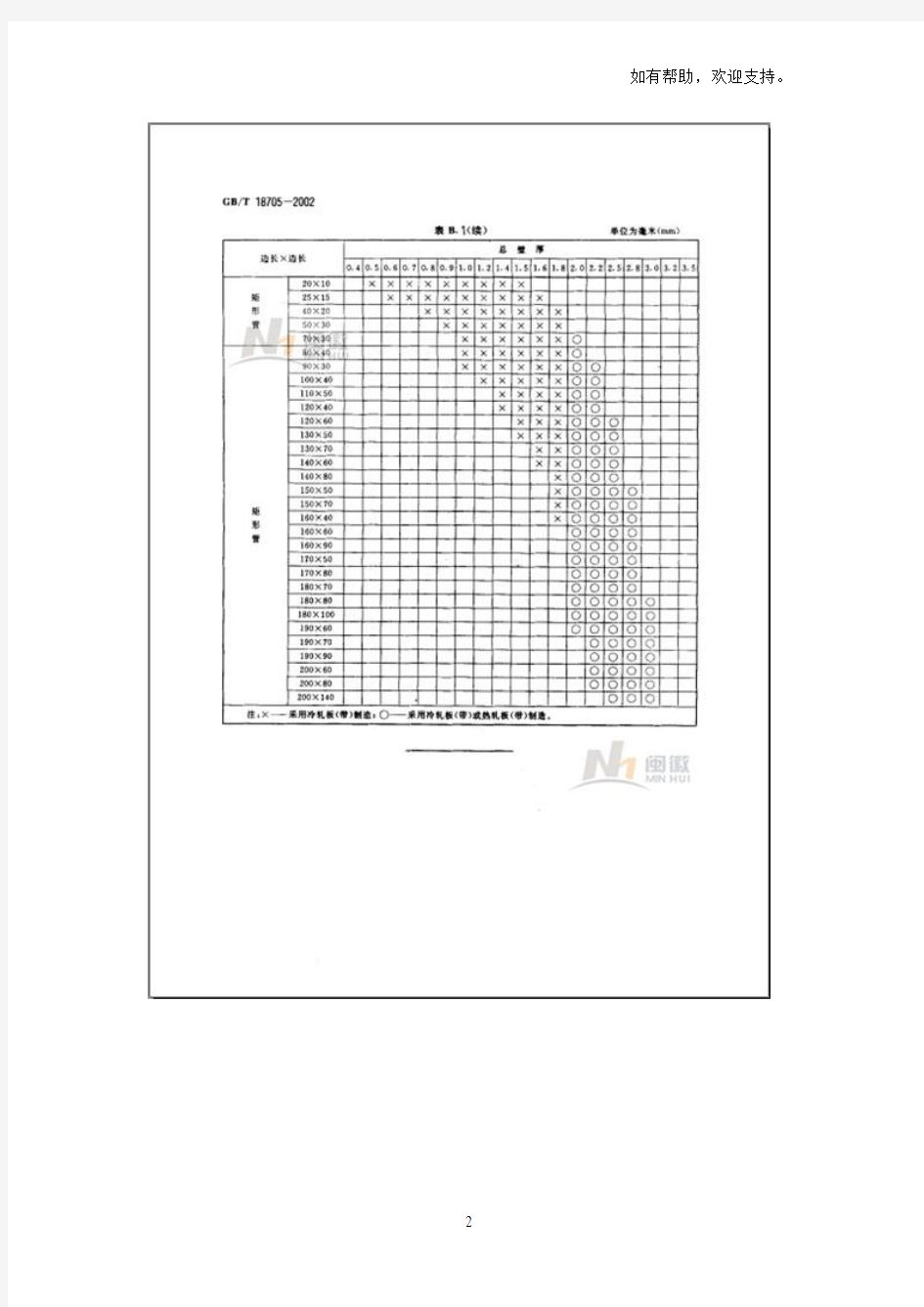
以下是:【装饰用焊接不锈钢管国标(GB/T 18705-2002)】仅供大家参考和分享
W--镀锌管每米重量:kg/m C--镀锌管比黑铁管增加的重量系数 D--黑铁管的外径 S--黑铁管的壁厚 W=*S*(公称外径-S) 镀锌钢管每米重量=壁厚x(外径-壁厚) 镀锌管也是钢材,表面度了一层薄薄得锌,密度cm3 钢管的重量=×π×(外径平方-内径平方)×L×钢铁比重其中:π = L=钢管长度钢铁比重取所以,钢管的重量=××(外径平方-内径平方)×L× * 如果尺寸单位取米(M),则计算的重量结果为公斤(Kg) 钢的密度为: cm3 钢材理论重量计算 钢材理论重量计算的计量单位为公斤( kg )。其基本公式为: W(重量,kg )=F(断面积mm2)×L(长度,m)×ρ(密度,g/cm3)×1/1000 各种钢材理论重量计算公式如下: 名称(单位) 计算公式符号意义计算举例 圆钢盘条(kg/m) W= ×d×d d = 直径mm 直径100 mm 的圆钢,求每m 重量。每m 重量= ×1002= 螺纹钢(kg/m) W= ×d×d d= 断面直径mm 断面直径为12 mm 的螺纹钢,求每m 重量。每m 重量= ×12 2= 方钢(kg/m) W= ×a ×a a= 边宽mm 边宽20 mm 的方钢,求每m 重量。每m 重量= ×202= 扁钢 (kg/m) W= ×b ×d b= 边宽mm d= 厚mm 边宽40 mm ,厚5mm 的扁钢,求每m 重量。每m 重量= ×40 ×5=
W= ×s×s s= 对边距离mm 对边距离50 mm 的六角钢,求每m 重量。每m 重量= ×502=17kg 八角钢 (kg/m) W= ×s ×s s= 对边距离mm 对边距离80 mm 的八角钢,求每m 重量。每m 重量= ×802= 等边角钢 (kg/m) = ×[d (2b – d )+ (R2 – 2r 2 )] b= 边宽 d= 边厚 R= 内弧半径 r= 端弧半径 求20 mm ×4mm 等边角钢的每m 重量。从冶金产品目录中查出4mm ×20 mm 等边角钢的R 为,r 为,则每m 重量= ×[4 ×(2 ×20 – 4 )+ ×(– 2 × 2 )]= 不等边角钢 (kg/m) W= ×[d (B+b – d )+ (R2 – 2 r 2 )] B= 长边宽 b= 短边宽 d= 边厚 R= 内弧半径 r= 端弧半径 求30 mm ×20mm ×4mm 不等边角钢的每m 重量。从冶金产品目录中查出30 ×20 ×4 不等边角钢的R 为,r 为,则每m 重量= ×[4 ×(30+20 – 4 )+ ×(– 2 × 2 )]= 槽钢 (kg/m) W= ×[hd+2t (b – d )+ (R2 – r 2 )] h= 高 b= 腿长 d= 腰厚 t= 平均腿厚 R= 内弧半径 r= 端弧半径 求80 mm ×43mm ×5mm 的槽钢的每m 重量。从冶金产品目录中查出该槽钢t 为8 ,R 为8 ,r 为4 ,则每m 重量= ×[80 ×5+2 ×8 ×(43 – 5 )+ ×(82–4 2 )]= 工字钢(kg/m) W= ×[hd+2t (b – d )+ (R2 – r 2 )] h= 高
不锈钢的焊接方法教程 一.不锈钢焊接方法、不锈钢焊接技术及注意事项 不锈钢管的标准规格有200多种,大小均有,小管较贵,尤其是毛细管.毛细管最差得由304材质生产,不然管子容易爆裂.还可以为客户定做非标规格的管材.无缝管主要用于工业上,表面为雾面,不光亮.有缝管的表面是光亮面,管内有一条很细的焊接线,俗称焊接管,主要用于装饰材料.另有工业流体管,其抗压力视壁厚决定.310与310S为耐高温管.1080度以下能正常使用,最高耐温达到1150度.二.不锈钢焊管生产工艺 原料--分条--焊接制管--修端--抛光--检验(喷印)--包装--出货(入仓)(装饰焊管)原料--分条--焊接制管--热处理--矫正--矫直--修端--酸洗--水压测试--检验(喷印)-包装--出货(入仓)(焊管工业配管用管) 三.不锈钢最常用的焊接方法 主要是手工焊(MMA),其次是金属极气体保护焊(MIG/MAG)和钨极惰性气体保护焊(TIG)。 1.焊前准备 4mm一下的厚度不用开破口,直接焊接,单面一次焊透。4到6mm厚度对接焊缝可采用不开破口接头双面焊。6mm以上,一般开V或U,X形坡口。其次:对焊件,填充焊丝进行除油和去氧化皮。以保证焊接质量。 2焊接参数 包括焊接电流,钨极直径,弧长,电弧电压,焊接速度,保护气流,喷嘴直径等。 (1)焊接电流是决定焊缝成形的关键因素。通常根据焊件材料,厚度,及坡口形状来决定的。(2)焊极直径根据焊接电流大小决定,电流越大,直径也越大。(3)焊弧和电弧电影,弧长范围约0.5到3mm,对应的电弧电压为8~10V。(4)焊速:选择时要考虑到电流大小,焊件材料敏感度,焊接位置及操作方式等因素决定。 ①手工焊(MMA)
国标热镀锌钢管规格尺寸 理论重量表 Lele was written in 2021
镀锌管相关资料 钢管重量计算公式:[(外径-壁厚)*壁厚]*=kg/米(每米的重量) 镀锌钢管尺寸规格表 公称口径外径壁厚镀锌管壁黑铁管增加的重量系数 MM MM MM 普通钢管加厚钢管 6 2 1. 064 8 13. 5 10 15
20 25 32 公称口径外径壁厚镀锌管壁黑铁管增加的重量系数 MM MM MM 普通钢管加厚钢管 40 50 65 80 100 125 150 镀锌钢管尺寸规格表说明:W=C×[×(D-S)×S] W--镀锌管每米重量:kg/m C--镀锌管比黑铁管增加的重量系数 D--黑铁管的外径 S--黑铁管的壁厚 镀锌管的分类 镀锌钢管分冷镀管、热镀管,前者已被禁用,后者还被国家提倡暂时能用. 热镀锌管:
热镀锌管是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合。热镀锌是先将钢管进行酸洗,为了去除钢管表面的氧化铁,酸洗后,通过氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液槽中进行清洗,然后送入热浸镀槽中。热镀锌具有镀层均匀,附着力强,使用寿命长等优点。 冷镀锌管: 冷镀锌就是电镀锌,镀锌量很少,只有10-50g/m2,其本身的耐腐蚀性比热镀锌管相差很多。正规的镀锌管生产厂家,为了保证质量,大多不采用电镀锌(冷镀)。只有那些规模小、设备陈旧的小企业采用电镀锌,当然他们的价格也相对便宜一些。目前建设部已正式下文,淘汰技术落后的冷镀锌管,今后不准用冷镀锌管作水、煤气管。 热镀锌钢管:钢管基体与熔融的镀液发生复杂的物理、化学反应,形成耐腐蚀的结构紧密的锌一铁合金层。合金层与纯锌层、钢管基体融为一体。故其耐腐蚀能力强。 冷镀锌钢管:锌层是电镀层,锌层与钢管基体独立分层。锌层较薄,锌层简单附着在钢管基体上,容易脱落。故其耐腐蚀性能差。在新建住宅中,禁止使用冷镀锌钢管作为给水管。 镀锌钢管的用途 常说的镀锌管,镀锌管的用途现在煤气、暖气用的那种铁管也是镀锌管,镀锌管作为水管,使用几年后,管内产生大量锈垢,流出的黄水不仅污染洁具,而且夹杂着不光滑内壁滋生的细菌,锈蚀造成水中重金
201不锈钢焊管、具有耐酸、耐碱,密度高、抛光无气泡、无针孔等特点,是生产各种表壳、表带底盖优质材料等。主要用于做装饰管,工业管,一些浅拉伸的制品. 201不锈钢焊管是国际不锈钢标示方法 201不锈钢焊管--S20100(AISI.ASTM) 美国钢铁学会是用三位数字来标示各种标准级的可锻不锈钢的。其中: ①奥氏体型不锈钢用200和300系列的数字标示, ②铁素体和马氏体型不锈钢用400系列的数字表示。例如,某些较普通的奥氏体不锈钢是以201、 304、 316以及310为标记 ③铁素体不锈钢是以430和446为标记,马氏体不锈钢是以410、420以及440C为标记,双相(奥氏体-铁素体) ④不锈钢、沉淀硬化不锈钢以及含铁量低于50%的高合金通常是采用专利名称或商标名。
202不锈钢管化学成分: C ≤0.15% Mn~7.5-10 ,P≤0.06 S ≤0.03 Ni ~ 4.0-6.0 Cr~ 17.0-19.0 202不锈钢管的物理性能 202与对应的300 系钢固溶处理状态下的物理性能,200 系和300 系物理性能没有多大差别,几乎是相当的。但是冷加工后的透磁率的变化不同,由于冷作时诱变马氏体程度不同,透磁率上升比200系比300系小。202不锈钢管的机械性能 201、202 与其他200 系材料不同,与301,302 等一样都属于亚稳奥氏体系不锈钢,有着较大的加工硬化性。这些钢加工硬化曲线。201 与301 及 202 于302 有类似的硬化特性。201,301 加工硬化性大一些。马氏体的生成量,各牌号是不同的,202,304 马氏体生成的极少,加工硬化主要靠畸。204、204L 以下各钢种,加工硬化几乎都是靠畸变。CrMnN 系材料的机械性能和透磁率见表 5。这些钢种固溶处理状态硬度在HV250 左右,冷轧强化后强度更高,Hv 可达到 500,但在此状态下透磁率仍低于 1.005。
焊接钢管规格表 2011-01-160-8-13 作者:lk 焊接钢管规格表: 壁厚/mm O.5, 0.6, 0.8, 1.0 ,1.2, 1.4, 1.5 ,1.6, 1.8, 2.O, 2.2, 2.5, 2.8, 3.0, 3.2, 3.5 钢管的理论质量/(kg/m) ?5: O.055 0.065 O.083 O.099 ? 8 : 0.092 O.109 O.142 O.173 O.201 ? 10: 0.117 O.139 0.181 0.222 0.260 ? 12: 0.142 O.169 O.221 O.271 O.320 O.366 O.388 0.410 ? 13: O.183 0.241 0.296 O.343 0.400 O.425 0.450 ? 14: 0.198 O.260 O.321 O.379 O.435 O.462 O.489 ? 15: O.123 0.280 O.345 0.408 O.470 O.499 O.529 ? 16: O.228 O.300 O.370 0.438 0.504 O.536 O.568 ? 17: 0.243 O.320 O.395 O.468 0.359 O.573 O.608 ? 18: 0.257 0.339 O.419 O.497 O.573 0.610 0.647 ? 19: O.272 O.359 0,444 0.527 0.608 O.647 O.687 20 0.287 0.379 O.469 O.556 O.642 O.684 O.726 0.808 0.888 21 0.399 0.493 0.586 0.677 O.721 O.765 0.852 0.937 22 O.418 O.518 O.616 O.7U O.758 O.805 O.897 0.986 1.074 25 O.477 O.592 O.704 0.815 O.869 O.923 1.030 1.134 1.237 1.387
焊接钢管的标准 焊接钢管也称焊管,是用钢板或钢带经过卷曲成型后焊接制成的钢管。焊接钢管生产工艺简单,生产效率高,品种规格多,设备资少,但一般强度低于无缝钢管。20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。 直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。 因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。 1.低压流体输送用焊接钢管(GB/T3092-1993)也称一般焊管,俗称黑管。是用于输送水、煤气、空气、油和取暖蒸汽等一般较低压力流体和其他用途的焊接钢管。钢管接壁厚分为普通钢管和加厚钢管;接管端形式分为不带螺纹钢管(光管)和带螺纹钢管。钢管的规格用公称口径(mm)表示,公称口径是内径的近似值。习惯上常用英寸表示,如11/2 等。低压流体输送用焊接钢管除直接用于输送流体外,还大量用作低压流体输送用镀锌焊接钢管的原管。 2.低压流体输送用镀锌焊接钢管(GB/T3091-1993)也称镀锌电焊钢管,俗称白管。是用于输送水、煤气、空气油及取暖蒸汽、暖水等一般较低压力流体或其他用途的热浸镀锌焊接(炉焊或电焊)钢管。钢管接壁厚分为普通镀锌钢管和加厚镀锌钢管;接管端形式分为不带螺纹镀锌钢管和带螺纹镀锌钢管。钢管的规格用公称口径(mm)表示,公称口径是内径的近似值。习惯上常用英寸表示,如11/2 等。 3.普通碳素钢电线套管(GB3640-88)是工业与民用建筑、安装机器设备等电气安装工程中用于保护电线的钢管。 4.直缝电焊钢管(YB242-63)是焊缝与钢管纵向平行的钢管。通常分为公制电焊钢管、电焊薄壁管、变压器冷却油管等等。 5.承压流体输送用螺旋缝埋弧焊钢管(SY5036-83)是以热轧钢带卷作管坯,经
不锈钢焊接方法、不锈钢焊接技术及注意事项 不锈钢管的标准规格有200多种,大小均有,小管较贵,尤其是毛细管.毛细管最差得由304材质生产,不然管子容易爆裂.还可以为客户定做非标规格的管材.无缝管主要用于工业上,表面为雾面,不光亮.有缝管的表面是光亮面,管内有一条很细的焊接线,俗称焊接管,主要用于装饰材料.另有工业流体管,其抗压力视壁厚决定.310与310S为耐高温管.1080度以下能正常使用,最高耐温达到1150度.不锈钢焊管生产工艺:原料--分条--焊接制管--修端--抛光--检验(喷印)--包装--出货(入仓)(装饰焊管)原料--分条--焊接制管--热处理--矫正--矫直--修端--酸洗--水压测试--检验(喷印)-包装--出货(入仓)(焊管工业配管用管) 不锈钢最常用的焊接方法是手工焊(MMA),其次是金属极气体保护焊(MIG/MAG)和钨极惰性气体保护焊(TIG)。 焊前准备:4mm一下的厚度不用开破口,直接焊接,单面一次焊透。4到 6 mm 厚度对接焊 缝可采用不开破口接头双面焊。6 mm以上,一般开V或U,X形坡口。 其次:对焊件,填充焊丝进行除油和去氧化皮。以保证焊接质量。 焊接参数:包括焊接电流,钨极直径,弧长,电弧电压,焊接速度,保护气流,喷嘴直径等。 (1)焊接电流是决定焊缝成形的关键因素。通常根据焊件材料,厚度,及坡口形状来决定的。 (2)焊极直径根据焊接电流大小决定,电流越大,直径也越大。 (3)焊弧和电弧电影,弧长范围约0.5到3mm,对应的电弧电压为8~10V。 (4)焊速:选择时要考虑到电流大小,焊件材料敏感度,焊接位置及操作方式等因素决定。 1 手工焊(MMA): 手工焊是一种非常普遍的、易于使用的焊接方法。电弧的长度靠人的手进行调节,它决定 于电焊条和工件之间缝隙的大小。同时,当作为电弧载体时,电焊条也是焊缝填充材料。 这种焊接方法很简单,可以用来焊接几乎所有材料。对于室外使用,它有很好的适应性,
国标焊接钢管壁厚 规格外径 mm 壁厚 mm 最小壁厚 mm 焊管(6米定尺) 公称内径英寸米重kg 根重k DN15 1/2 21.3 2.8 2.45 DN20 3/4 26.9 2.8 2.45 1.66 9.96 DN25 1 33.7 3.2 2.8 2.41 14.46 DN32 1.25 42.4 3.5 3.06 3.36 20.16 DN40 1.5 48.3 3.5 3.06 3.87 23.22 DN50 2 60.3 3.8 3.325 5.29 31.74 DN65 2.5 76.1 4.0 3.5 7.11 42.66 DN80 3 88.9 4.0 8.38 50.28 DN100 4 114.3 4.0 10.88 65.28 DN125 5 140 4.5 15.04 90.24 DN150 6 168.3 4.5 18.18 109.0 DN200 8 219.1 6.0(焊管) 31.53 189.1 DN200 8 219.1 6.5(热镀锌) 国标焊接钢管壁厚 规格外径 mm 壁厚 mm 最小壁厚 mm 公称内径英寸 1 2 DN15 1/2 21.3 2.8 2.45 DN20 3/4 26.9 2.8 2.45 DN25 1 33.7 3.2 2.8 DN32 1.25 42.4 3.5 3.06 DN40 1.5 48.3 3.5 3.06 3.0 3.0 DN50 2 60.3 3.8 3.325 3.56 3.0
DN65 2.5 76.1 4.0 3.5 3.1 3.0 DN80 3 88.9 4.0 3.5 3.0 DN100 4 114.3 4.0 DN125 5 140 4.5 DN150 6 168.3 4.5 DN200 8 219.1 6.0(焊管) DN200 8 219.1 6.5(热镀锌) 40X20X0.6--3.0mm 30X20X0.6--2.0mm 20X14X0.5--1.2mm 20X10X0.5--1.2mm 100X40X2.0--3.0mm 90X60X2.0--4.0mm 80X60X1.4--4.0mm 80X50X1.2--3.0mm 80X40X0.9--4.0mm 70X50X1.2--4.0mm 70X30X1.5--3.0mm 60X40X0.8--4.0mm 60X30X0.8--3.0mm 50X40X0.8--3.0mm 50X30X0.7--4.0mm 50X25X0.7--3.0mm 50X20X0.7--1.7mm 40X30X0.7--3.0mm 40X25X0.7--2.5mm
国标焊管及镀锌管规格重量表(按GB/T3091—2001标准执行) 规格外径mm 壁厚mm 最小壁厚mm 焊管(6米定尺)镀锌管(6米定尺) 米重kg 根重kg 米重kg 根重kg 公称内径英寸 DN15 1/2 21.3 2.8 2.45 1.28 7.68 1.357 8.14 DN20 3/4 26.9 2.8 2.45 1.66 9.96 1.76 10.56 DN25 1 33.7 3.2 2.8 2.41 14.46 2.554 15.32 DN32 1.25 42.4 3.5 3.06 3.36 20.16 3.56 21.36 DN40 1.5 48.3 3.5 3.06 3.87 23.22 4.10 24.60 DN50 2 60.3 3.8 3.325 5.29 31.74 5.607 33.64 DN65 2.5 76.1 4.0 3.5 7.11 42.66 7.536 45.21 DN80 3 88.9 4.0 8.38 50.28 8.88 53.28 DN100 4 114.3 4.0 10.88 65.28 11.53 69.18 DN125 5 140 4.5 15.04 90.24 15.942 98.65 DN150 6 168.3 4.5 18.18 109.08 19.27 115.62 DN200 8 219.1 6.0 (焊管) 31.53 189.18 DN200 8 219.1 6.5 (热镀锌)36.12 216.72 镀锌钢管常用规格 公称口径外径壁厚镀锌管壁黑铁管增加的重量系数 MM MM MM 普通钢管加厚钢管 6 10.0 2 1.064 1.059 8 13.5 2.75 1.056 1.046 10 17.0 3.50 1.056 1.046 15 21.3 3.15 1.047 1.039 20 26.8 3.40 1.046 1.039 25 33.5 4.25 1.039 1.032 32 42.3 5.15 1.039 1.032 40 48.0 4.00 1.036 1.030 50 60.0 5.00 1.036 1.028 65 75.5 5.25 1.034 1.028 80 88.5 4.25 1.032 1.027 100 114.0 7.00 1.032 1.026 125 140.0 7.50 1.028 1.023 150 165.0 7.50 1.028 1.023 说明:W=C*[0.02466*(D-S)*S] W--镀锌管每米重量:kg/m C--镀锌管比黑铁管增加的重量系数 D--黑铁管的外径
不锈钢焊接方法 公司内部编号:(GOOD-TMMT-MMUT-UUPTY-UUYY-DTTI-
不锈钢焊接方法、不锈钢焊接技术及注意事项 不锈钢管的标准规格有200多种,大小均有,小管较贵,尤其是毛细管.毛细管最差得由304材质生产,不然管子容易爆裂.还可以为客户定做非标规格的管材.无缝管主要用于工业上,表面为雾面,不光亮.有缝管的表面是光亮面,管内有一条很细的焊接线,俗称焊接管,主要用于装饰材料.另有工业流体管,其抗压力视壁厚决定.310与310S为耐高温管.1080度以下能正常使用,最高耐温达到1150度.不锈钢焊管生产工艺:原料--分条--焊接制管--修端--抛光--检验(喷印)--包装--出货(入仓)(装饰焊管)原料--分条--焊接制管--热处理--矫正--矫直--修端--酸洗--水压测试--检验(喷印)-包装--出货(入仓)(焊管工业配管用管) 不锈钢最常用的焊接方法是手工焊(MMA),其次是金属极气体保护焊 (MIG/MAG) 和钨极惰性气体保护焊(TIG)。 焊前准备:4mm一下的厚度不用开破口,直接焊接,单面一次焊透。4到6mm厚度对接焊 缝可采用不开破口接头双面焊。6mm以上,一般开V或U,X形坡口。
其次:对焊件,填充焊丝进行除油和去氧化皮。以保证焊接质量。 焊接参数:包括焊接电流,钨极直径,弧长,电弧电压,焊接速度,保护气流,喷嘴直径等。 (1)焊接电流是决定焊缝成形的关键因素。通常根据焊件材料,厚度,及坡口形状来决定的。 (2)焊极直径根据焊接电流大小决定,电流越大,直径也越大。 (3)焊弧和电弧电影,弧长范围约到3mm,对应的电弧电压为8~10V。 (4)焊速:选择时要考虑到电流大小,焊件材料敏感度,焊接位置及操作方式等因素决定。?
常用管材(钢管)规格表(A) 公称直 径焊接钢管(普通) GB3091-82 焊接钢管(加厚) GB83092-82 无缝钢管(热轧) GB8163-87 螺旋电焊钢管 DN pg≤1.0Mpa pg≤1.6Mpa pg≤2.5Mpa pg≤1.6Mpa D×∮重量 (Kg/m) D×∮重量 (Kg/m) D×∮重量 (Kg/m) D× ∮ 重量 (Kg/m) DN15 21.3*2.75 1.25 21.3*3.25 1.44 ---- ---- ---- ---- DN20 26.8*2.75 1.63 26.8*3.5 2.01 ---- ---- ---- ---- DN25 33.5*3.25 2.42 33.5*4 2.91 32*3.5 2.46 ---- ---- DN32 42.3*3.25 3.13 42.3*4 3.77 38*3.5 2.98 ---- ---- DN40 48*3.5 3.84 48*4.25 4.58 45*3.5 3.58 ---- ---- DN50 60*3.5 4.88 60*4.5 6.16 57*3.5 4.62 ---- ---- DN65 75.5*3.75 6.64 75.5*4.5 7.88 73*4 6.81 ---- ---- DN80 88.5*4 8.34 88.5*4.75 9.81 89*4 8.38 ---- ---- DN100 114*4 10.85 114*5 13.44 108*4 10.26 ---- ---- DN125 140*4.5 15.04 140*4.5 18.24 133*4 12.72 ---- ---- DN150 165*4.5 17.81 165*5.5 21.63 159*4.5 17.14 168*5 20.10 DN200 ---- ---- ---- ---- 219*6 31.52 219*5 31.52 DN250 ---- ---- ---- ---- 273*8 52.28 273*7 45.92 DN300 ---- ---- ---- ---- 325*8 62.54 325*7 54.90 DN350 ---- ---- ---- ---- 377*9 81.67 377*7 63.87 DN400 ---- ---- ---- ---- 426*9 92.55 426*7 72.33 DN450 ---- ---- ---- ---- 480*9 104.53 478*7 81.31 DN500 ---- ---- ---- ---- 530*9 115.62 529*7 90.11 DN600 ---- ---- ---- ---- 630*9 137.82 630*7 107.50
双相不锈钢的焊接工艺 规程 HEN system office room 【HEN16H-HENS2AHENS8Q8-HENH1688】
1 绪论 随着工业技术的日益发展,一般奥氏体不锈钢难以满足应力腐蚀、点腐蚀和缝隙隧洞式腐蚀的要求。为此,冶金工作者进行了大量研究,研制出奥氏体—铁素体型不锈钢,即双相不锈钢。 传统的奥氏体不锈钢在晶间腐蚀、应力腐蚀、点腐蚀和缝隙腐蚀等局部腐蚀方面的抗力不足,尤其是应力腐蚀引起的断裂,其危害性极大。双相不锈钢是近二十年来开发的新钢种。通过正确控制各合金元素比例和热处理工艺使其固溶组织中铁素体相和奥氏体相各约占50%,从而将奥氏体不锈钢所具有的优良韧性和焊接性与铁素体不锈钢所具有的较高强度和耐氯化物应力腐蚀性能结合在一起,使双相不锈钢兼有铁素体不锈钢和奥氏体不锈钢的优点。 所谓双相不锈钢是在其固溶组织中铁素体相与奥氏体相约各占一半,一般量少相的含量也需要达到30%。在含C较低的情况下,Cr含量在18%-28%,Ni含量在3%-10%。有些钢还含有Mo、Cu、Nb、Ti,N等合金元素。该类钢兼有奥氏体和铁素体不锈钢的特点,与铁素体相比,塑性、韧性更高,无室温脆性,耐晶间腐蚀性能和焊接性能均显着提高,同时还保持有铁素体不锈钢的475℃脆性以及导热系数高,具有超塑性等特点。与奥氏体不锈钢相比,强度高且耐晶间副食和耐氯化物应力腐蚀有明显提高。双相不锈钢具有优良的耐孔蚀性能,也是一种节镍不锈钢。 由于两相组织的特点,通过正确控制化学成分和热处理工艺,使双相不锈钢兼有铁素体不锈钢和奥氏体不锈钢的优点,它将奥氏体不锈钢所具有的优良韧性和焊接性与铁素体不锈钢所具有的较高强度和耐氯化物应力腐蚀性能结合在一起,正是这些优越的性能使双相不锈钢作为可焊接的结构材料发展迅速,80年代以来已成为和马氏体型、奥氏体型和铁素体型不锈钢并列的一个钢 类。 上世纪30年代就已在瑞典的试验室中研制出双相不锈钢(3RE60、 Uranus50等),但是双相不锈钢真正产业化还是在上世纪60年代以后,其 发展经历了3代历程。
1 绪论 随着工业技术的日益发展,一般奥氏体不锈钢难以满足应力腐蚀、点腐蚀和缝隙隧洞式腐蚀的要求。为此,冶金工作者进行了大量研究,研制出奥氏体—铁素体型不锈钢,即双相不锈钢。 传统的奥氏体不锈钢在晶间腐蚀、应力腐蚀、点腐蚀和缝隙腐蚀等局部腐蚀方面的抗力不足,尤其是应力腐蚀引起的断裂,其危害性极大。双相不锈钢是近二十年来开发的新钢种。通过正确控制各合金元素比例和热处理工艺使其固溶组织中铁素体相和奥氏体相各约占50%,从而将奥氏体不锈钢所具有的优良韧性和焊接性与铁素体不锈钢所具有的较高强度和耐氯化物应力腐蚀性能结合在一起,使双相不锈钢兼有铁素体不锈钢和奥氏体不锈钢的优点。 所谓双相不锈钢是在其固溶组织中铁素体相与奥氏体相约各占一半,一般量少相的含量也需要达到30%。在含C较低的情况下,Cr含量在18%-28%,Ni含量在3%-10%。有些钢还含有Mo、Cu、Nb、Ti,N等合金元素。该类钢兼有奥氏体和铁素体不锈钢的特点,与铁素体相比,塑性、韧性更高,无室温脆性,耐晶间腐蚀性能和焊接性能均显著提高,同时还保持有铁素体不锈钢的475℃脆性以及导热系数高,具有超塑性等特点。与奥氏体不锈钢相比,强度高且耐晶间副食和耐氯化物应力腐蚀有明显提高。双相不锈钢具有优良的耐孔蚀性能,也是一种节镍不锈钢。 由于两相组织的特点,通过正确控制化学成分和热处理工艺,使双相不锈钢兼有铁素体不锈钢和奥氏体不锈钢的优点,它将奥氏体不锈钢所具有的优良韧性和焊接性与铁素体不锈钢所具有的较高强度和耐氯化物应力腐蚀性能结合在一起,正是这些优越的性能使双相不锈钢作为可焊接的结构材料发展迅速,80年代以来已成为和马氏体型、奥氏体型和铁素体型不锈钢并列的一个钢类。 上世纪30年代就已在瑞典的试验室中研制出双相不锈钢(3RE60、Uranus50等),但是双相不锈钢真正产业化还是在上世纪60年代以后,其发展经历了3代历程。 1.1 我国双相不锈钢的应用 双相不锈钢是根据石油化工中强酸强碱造成的局部点蚀、应力腐蚀以及孔穴式腐蚀现象,一般不锈钢难以胜任的容器、管道以及零部件等而研制的,但由于
钢管的分类及标准 钢管作为钢铁产品的重要组成部分,因其制造工艺及所用管坯形状不同而分为无缝钢管(圆坯)和焊接钢管(板,带坯)两大类。 (1)无缝钢管 因其制造工艺不同,又分为热轧(挤压)无缝钢管和冷拔(轧)无缝钢管两种。冷拔(轧)管又分为圆形管和异形管两种。 a.工艺流程概述 热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→坯管→矫直→水压试验(或探伤)→标记→入库。 冷拔(轧)无缝钢管:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。 b.无缝钢管,因其用途不同而分为如下若干品种: GB/T8162-1999(结构用无缝钢管)。主要用于一般结构和机械结构。其代表材质(牌号):碳素钢20、45号钢;合金钢Q345、20Cr、40Cr、20CrMo、30-35CrMo、42CrMo等。
GB/T8163-1999(输送流体用无缝钢管)。主要用于工程及大型设备上输送流体管道。代表材质(牌号)为20、Q345等。 GB3087-1999(低中压锅炉用无缝钢管)。主要用于工业锅炉及生活锅炉输送低中压流体的管道。代表材质为10、20号钢。 GB5310-1995(高压锅炉用无缝钢管)。主要用于电站及核电站锅炉上耐高温、高压的输送流体集箱及管道。代表材质为20G、12Cr1MoVG、15CrMoG等。 GB5312-1999(船舶用碳钢和碳锰钢无缝钢管)。主要用于船舶锅炉及过热器用I、II级耐压管等。代表材质为360、410、460钢级等。 GB1479-2000(高压化肥设备用无缝钢管)。主要用于化肥设备上输送高温高压流体管道。代表材质为20、16Mn、12CrMo、12Cr2Mo等。 GB9948-1988(石油裂化用无缝钢管)。主要用于石油冶炼厂的锅炉、热交换器及其输送流体管道。其代表材质为20、12CrMo、1Cr5Mo、1Cr19Ni11Nb等。 GB18248-2000(气瓶用无缝钢管)。主要用于制作各种燃气、液压气瓶。其代表材质为37Mn、34Mn2V、35CrMo等。 GB/T17396-1998(液压支柱用热轧无缝钢管)。主要用于制
不锈钢管焊接工艺及热处 理模板 1
不锈钢管焊接工艺及热处理 [我的钢铁] -02-03 15:10:20 不锈钢管热处理 不锈钢管热处理国外普遍采用带保护气体的无氧化连续热处 理炉, 进行生产过程中的中间热处理和最终的成品热处理, 由于能够获得无氧化的光亮表面, 从而取消了传统的酸洗工序。这一热处理工艺的采用, 既改进了钢管的质量, 又克服了酸洗对环境的污染。 根据当前世界发展的趋势, 光亮连续炉基本分为三种类型: ( 1) 辊底式光亮热处理炉。这种炉型适用于大规格、大批量钢管热处理, 小时产量为1.0吨以上。可使用的保护气体为高纯度氢气、分解氨及其它保护气体。能够配备有对流冷却系统, 以便较快地冷却钢管。 ( 2) 网带式光亮热处理炉。这种炉型适合于小直径薄壁精密钢管, 小时产量约为0.3-1.0吨, 处理钢管长度可达40米, 也能够处理成卷的毛细管。 2
( 3) 马弗式光亮热处理炉。钢管装在连续的把架上, 在马弗管 内运行加热, 能以较低的成本处理优质小直径薄壁钢管, 小时产量 约在0.3吨以上。 不锈钢焊管工艺技术——氩弧焊 不锈钢焊管要求熔深焊透, 不含氧化物夹杂, 热影响区尽可能小, 钨极惰性气体保护的氩弧焊具有较好的适应性, 焊接质量高、 焊透性能好, 其产品在化工、核工业和食品等工业中得到广泛应用。 焊接速度不高是氩弧焊的不足之处, 为提高焊接速度, 国外研 究开发了多种方法。其中由单电极单焊炬发展采用多电极多焊炬 的焊接方法在生产中应用。70年代德国首先采用多焊炬沿焊缝方向直线排列, 形成长形热流分布, 明显提高焊速。一般采用三电极 焊炬的氩弧焊, 焊接钢管壁厚S≥2mm, 焊接速度比单焊炬提高3-4倍, 焊接质量也得以改进。氩弧焊与等离子焊组合能够焊接更大壁厚的钢管, 另外, 在氩气中5-10%的氢气, 再采用高频脉冲焊接电源, 也可提高焊接速度。 多焊炬氩弧焊适用于奥氏体和铁素体不锈钢管的焊接。 不锈钢焊管工艺技术——高频焊 3
镀锌管相关资料 镀锌钢管尺寸规格表 公称口径外径壁厚镀锌管壁黑铁管增加的重量系数MM MM MM 普通钢管加厚钢管 6 10.0 2 1. 064 1.059 8 13. 5 2.75 1.056 1.046 10 17.0 3.50 1.056 1.046 15 21.3 3.15 1.047 1.039 20 26.8 3.40 1.046 1.039 25 33.5 4.25 1.039 1.032
32 42.3 5.15 1.039 1.032 公称口径外径壁厚镀锌管壁黑铁管增加的重量系数 MM MM MM 普通钢管加厚钢管 40 48.0 4.00 1.036 1.030 50 60.0 5.00 1.036 1.028 65 75.5 5.25 1.034 1.028 80 88.5 4.25 1.032 1.027 100 114.0 7.00 1.032 1.026 125 140.0 7.50 1.028 1.023 150 165.0 7.50 1.028 1.023 镀锌钢管尺寸规格表说明:W=C×[0.02466×(D-S)×S] W--镀锌管每米重量:kg/m C--镀锌管比黑铁管增加的重量系数 D--黑铁管的外径 S--黑铁管的壁厚 镀锌管的分类 镀锌钢管分冷镀管、热镀管,前者已被禁用,后者还被国家提倡暂时能用. 热镀锌管: 热镀锌管是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合。热镀锌是先将钢管进行酸洗,为了去除钢管表面的氧化铁,酸洗后,通过氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液槽中进行清洗,然后送入热浸镀槽中。热镀锌具有镀层均匀,附着力强,使用寿命长等优点。
不锈钢管焊缝无损检测方法介绍 作者:不锈钢管来源:未知日期:2010/10/4 13:27:50 人气:2 标签:不锈钢管不锈钢管焊缝无损检 测 导读:(1)渗透探伤(PT)采用带有荧光染料(荧光法)或红色染料(着色法)的渗透剂的渗透作用,来显示焊接接头表面微小缺陷的无损检验法。检测时一要求被测表面平整光洁。此方… (1)渗透探伤(PT)采用带有荧光染料(荧光法)或红色染料(着色法)的渗透剂的渗透作用,来显示焊接接头表面微小缺陷的无损检验法。检测时一要求被测表面平整光洁。此方法分为荧光探伤和着色探伤,其中荧光探伤的测量精度较高,可达10μm。焊接构件表面检查常用着色法渗透探伤。 (2)磁粉探伤(MT)利用在强磁场中,铁磁材料表层缺陷产生的漏磁场吸附磁粉的现象而进行的无损检验方法。在有缺陷处,由于漏磁的作用会集中吸附撒上的铁粉。可根据吸附铁粉的形状、厚度和多少,来判断焊接缺陷的位置和大小。该方法不适用无磁性的奥氏体型不锈钢。 (3)射线探伤(RT)采用X射线或γ射线照射焊接接头检查其内部缺陷的一种无损检验方法。它能准确地显示出焊缝中焊接缺陷的种类、形状、尺寸、位置和分布情况。评定标准按《钢熔化焊对接接头射线照相法和质量分级》(GB3329-87)进行。该探伤方法长期操作,对操作者身体有一定的影响。 (4)超声波探伤(UT)借助于超声波探伤仪来检测焊缝内部缺陷的一种无损探伤方法。此法适用于探伤厚板,可确定5mm以内缺陷。探伤周期短、成木低、设备简单,对操作者身体无害,但不能准确判断缺陷的性质。 (5)涡流探伤(ET)涡流探伤是以电磁感应原理为基础,当钢管(指碳钢、合金钢和不锈钢)通过交流电的绕组时,钢管表面或近表面出现集肤效应,使其有缺陷部位的涡流发生变化,导致绕组的阻抗或感应电压产生变化,从而得到关于缺陷的信号。从信号的幅值及相位等可以对缺陷进行判别,能有效地识别钢管内外表面的不连续性缺陷,如裂纹、未焊透、夹渣、气孔、点腐蚀等,对开放性线性缺陷最为敏感。 无缝钢管的工艺流程概述 热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→坯管→矫直→水压试验(或探伤)→标记→入库。 冷拔(轧)无缝钢管:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。 无缝管和焊管的区别 1、两种钢管的用途不同 无缝钢管:GB/T8162-1999(结构用无缝钢管)。主要用于一般结构和机械结构。 焊接钢管:主要用于中低压的流体材料的输送,严禁用于结构件。
焊接钢管的验收标准 1 验收 1.1 焊接钢管的质量检查和验收,应由供方技术质量监视部门停止。 1.2 供方必需保证交货焊接钢管契合相应产品规范的规则。需方有权按相应产品规范停止检查和验收。 1.3 焊接钢管应成批提交验收,组批规则应契合相应产品规范的规则。 1.4 焊接钢管的检验项目、取样数量、取样部位和实验办法,按相应产品规范的规则。 经需方同意,热轧无缝焊接钢管可按轧制根数组批取样。 1.5 焊接钢管实验结果,某一项不契合产品规范的规则时,应将不合格者挑出,并从同一批焊接钢管中,任取双倍数量的试样,停止不合格项目的复验。 复验结果(包括该项目实验所请求的任一指标)不合格,则该批焊接钢管不得交货。 下列检验项目,初验不合格时,不允许停止复验: a. 低倍组织中有白点; b. 显微组织。 1.6 复验结果不合格(包括初验结果显微组织不合格,不允许复验的项目)的焊接钢管,供方可逐根提交验收;或重新停止热处置(重新热处置次数不得超越二次),以新的一批提出验收。 1.7 如产品规范未作特殊规则,焊接钢管的化学成分按熔炼成分停止验收。 2 标志 2.1 外径不小于36mm的焊接钢管及截面周长不小于150mm的异型焊接钢管,应在每根焊接钢管一端的端部有喷印、盖印、滚印、钢印或粘贴印记。印记应明晰明显,不易零落。印记应包括钢的牌号、产品规格、产规范号和供方印记或注册商标。合金钢焊接钢管应在钢的牌号后印有炉号、批号。地质、石油用焊接钢管的管接头,应有牌号或钢级的标志。左螺纹的车螺纹焊接钢管,应在规范号后印有“左”字。低压流体保送用焊接焊接钢管和镀锌焊接焊接钢管、电线套管、普通用处的电焊焊接钢管、异型断面焊接焊接钢管、复杂断面的异型无缝焊接钢管,可不在每根焊接钢管上打印记。 2.2 外径小于36mm的焊接钢管和截面周长小于150mm的异型焊接钢管,可不打印记。 2.3 成捆包装的每捆焊接钢管上,应挂有不少于2个标牌(每根焊接钢管上有印记的可挂1个标牌)。标牌上应注明:供方印记或注册商标、钢的牌号(产品规范未规则按炉号交货者除外)、批号、合同号、产品规则、产品规范号、重量或根数、制造日期和供方技术监视部门的印记。 2.4 容器包装的焊接钢管及管接头,在容器内应附1个标牌。在容器外端面上,也应挂上1个标牌。标牌上的内容应契合 3.3的规则。 2.5 对焊接钢管标志如有增减要求的,在产品标准中加以规定,或经供需双方协议 详情请参考:https://www.doczj.com/doc/b3561620.html,
常用管材(钢管)规格表(A)公称直径焊接钢管(普通)GB3091-82pg≤1.0MpaD×∮ 21.3* 2.7 526.8* 2.7 533.5* 3.2 542.3* 3.2548* 3.560* 3.5 75.5* 3.7 588.5*4114*4140* 4.5165* 4.5--------------------------------重量(Kg/m) 1.2 51.6 32.4 23.1
33.8 44.8 86.6 48.3 410.8 515.0 417.81--------------------------------焊接钢管(加厚)GB83092-82pg≤1.6MpaD×∮ 21.3* 3.2 526.8* 3.5 33.5* 442.3*448* 4.2560* 4.5 75.5* 4.5 88.5* 4.75114*5140* 4.5165*
5.5--------------------------------重量(Kg/m) 1.4 42.0 12.9 13.7 74.5 86.1 67.8 89.8 113.4 418.24无缝钢管(热轧)GB8163-87pg≤ 2.5MpaD×∮--------32* 3.538* 3.545* 3.557* 3.573*489*4108*4133*4重量(Kg/m)-------- 2.4 62.9 83.5 84.6 26.8
18.3 810.2 612.72螺旋电焊钢管DNpg≤ 1.6MpaD×∮----------------------------------------重量(Kg/m)---------------------------------------- DN15DN20DN25DN32DN40DN50DN65DN80DN100DN125DN150DN200DN250DN30 0DN350DN400DN450DN500DN 60021.63159* 4.5 17.14168* 520.10-------------------------------- 219*6273*8325*8377*9426*9480*9530*9630* 931.52219* 531.5 2.28273* 745.9 262.54325* 754.9 081.67377* 763.8 792.55426* 772.3