
流水线的基本原理
发布者:admin 新闻类别:江扬新闻
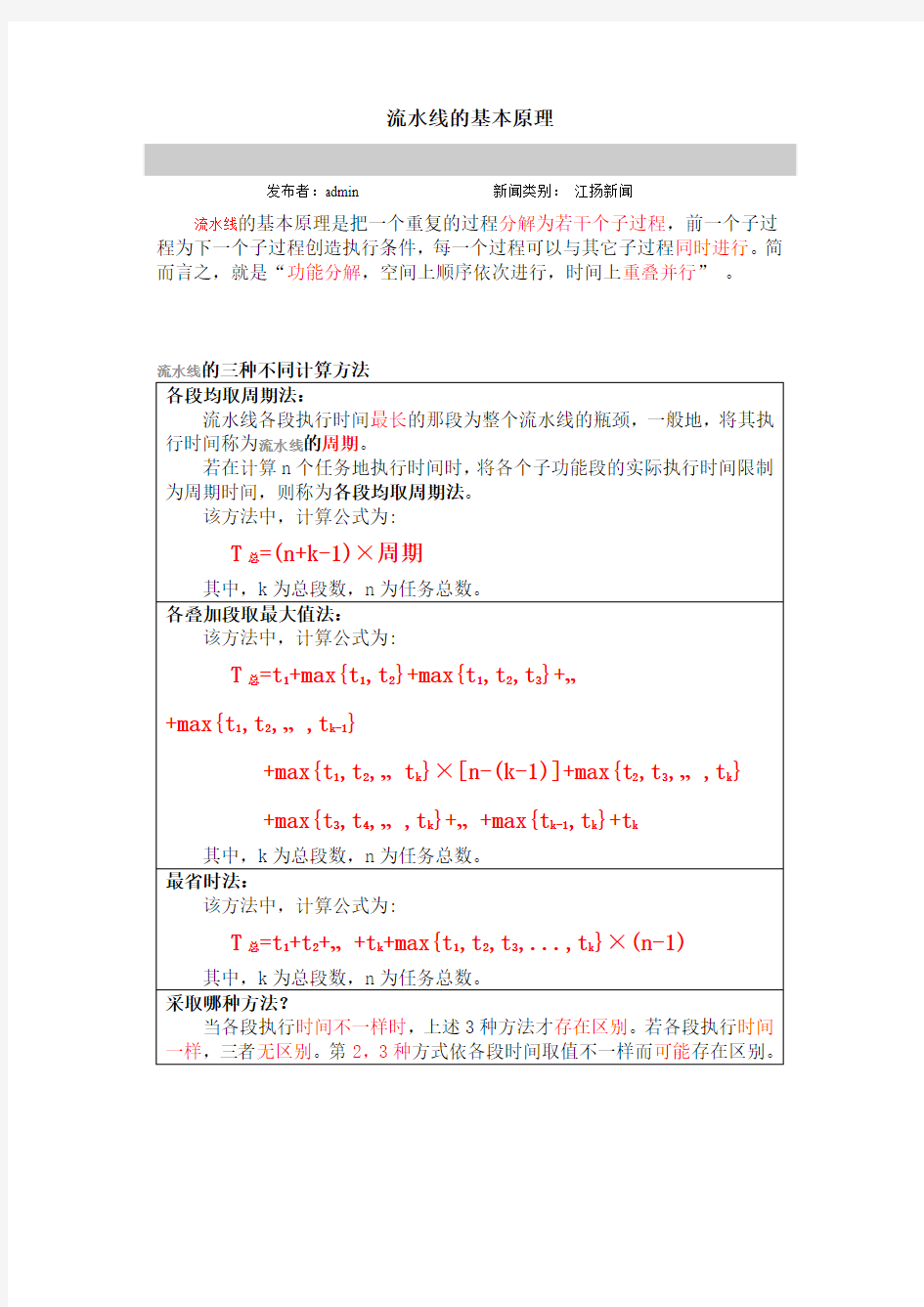
流水线的基本原理是把一个重复的过程分解为若干个子过程,前一个子过程为下一个子过程创造执行条件,每一个过程可以与其它子过程同时进行。简而言之,就是“功能分解,空间上顺序依次进行,时间上重叠并行”。
车间生产工艺流程图 实木车间 1.文件柜类:素板→大平砂→开毛料→贴面→精截→封边→钻孔→ 试装→半成品 2.茶几或沙发架: 锯材→干燥→截断→纵剖→压刨→划线→铣型→ 开榫头、榫槽→钻孔→手工组装→打磨→半成品 3.班台或会议桌: 素板(锯材)→大平砂(干燥)→开毛料(截断)→加厚 (纵剖)→精截(压刨)→加宽(胶贴)→贴面(热压)→ 铣型(精截)→手工组装(包括打磨、打腻子、封边、 钻孔)→试装→半成品 油漆车间 白坯→机磨(大平面)→手磨(小面、曲边)→擦色(打水灰、打底得宝、打腻子)→机磨(大平面)→手磨(小面、曲面)→PU(第1道底漆)→ 机磨(打平面)→手磨(小面、曲面)→PE(第2道底漆)→打磨(机磨、 手磨)→修补→修色→手磨→面漆→干燥→试装→包装 板式车间 1.开料→手工→封边→钻孔→镂铣、开槽→清洗→试装→包装 2.开料→力刨→涂胶→贴面→冷压→精截→手工→封边→钻孔 →镂铣、开槽→清洗、修边→试装→包装 沙发车间 裁皮、开棉→打底(电车)→粘棉→扪皮(组装)→检验→包装
转椅车间 裁布(皮)、开棉→车位、粘绵→扪皮→组装→检验→包装 屏风车间 开料(铝材)→喷胶→贴绵→扪布(打钉)→组装→试装→包装 五金车间 1.椅架类: 开料→弯管→钻孔、攻牙→焊接→打磨→抛光→喷涂 2.钢板类: 开料→冲板(圆孔、圆凸、方孔、方凸、小梅花、大梅花、 网孔、菱凸)→折弯→焊接→打磨→喷涂 3.台架类: 开料→冲弯→钻孔、攻牙→焊接→打磨→抛光→喷涂 4.电镀类: 开料→开皮→冲弯→焊接→打磨→精抛→电镀 总:开料(裁剪、剪板)→制造(冲床、弯管、钻孔、攻牙)→成型(焊接、打磨、抛光)→喷涂、电镀 喷涂车间 清洗→凉干→打磨→喷漆(喷粉)→电烤→包装
IE管理-如何计算标准工时 标准工时是衡量一切工作的标准,它具有相当高的客观性与公平性,IE的全部方法和手段都是为了保证所制订的标准工时合理。在计算标准工时时,要了解以下内容: 1.明确标准工时的作用 (1)预估工厂负荷产量。工厂空间一定,过程上有了标准时间,即可测算工厂产能。(2)制定生产计划的基础。利用标准时间,生产管制部门可以更精确地做生产计划,如在进度控制上有了问题,也可依标准时间来做人力调整。 (3)增加机器设备的依据。依据机器产能(换算标准时间)可得知生产量变动时所需要的机器数量。 (4)保证流水线生产的平衡。一条流水线有很多工序,可依各工序的标准时间来配置人力,使生产线平衡、流畅。 (5)效率分析的基础。有了标准时间,就可计算在多少时间内,完成多少产品。 2.做好标准工时测定准备 (1)收集信息。包括对象作业的周期、产量、生产方式、产品或零部件加工的连续性、作业的标准化程度、作业内容、达到什么精度、制定时间标准的费用等。 (2)选择测定方法。测定标准时间的方法有秒表法、工作抽查法、影像法的细微动作研究和记录动作研究、标准时间资料法、计划估算法、实际成绩资料法、数学法等很多种类。每个方法各有其特点,企业可以根据使用目的和测定的对象作业性质选择适当的方法。 3.计算标准工时 (1)测算作业时间 ①新产品小批试制时,工艺人员持秒表在作业现场对每一工序作业时间进行实际测算。②应选择生产较为顺畅时进行测算,并连续测试20个以上的周期时间。 (2)测算评核系数。工艺人员根据观测的作业人员劳动熟练程度,给出评核系数。测试实际作业时间时,作为参照的作业人员,其劳动熟练程度与中等熟练人员的比较系数称为评核系数。系数越大表示其劳动熟练程度越高。 (3)测算宽放率。工艺人员根据作业条件测算宽放率,其中: 宽放时间=管理宽放时间+生理宽放时间+疲劳宽放时间 宽放率= ×100%=管理宽放率+生理宽放率+疲劳宽放率 其中:管理宽放率一般取3%~10%; 疲劳宽放率一般取5%~20%; 生理宽放率一般取2%~5%。 (4)计算标准时间 标准工时=实测时间×评核系数×(1+宽放率) 4.修改标准工时 标准工时不是固定不变的,企业应根据生产状况及客观实际重新测评。 (1)产品正式投入生产后,生产趋于稳定时(一般为生产一周以上),工艺人员应再次测评标准工时;必要时应予以修改,并发出变更通知。 (2)当生产工艺条件发生变化或技术变更对生产作业有明显影响时,有关部门应重新测评标准工时;必要时应予以修改,并发出变更通知。 (3)其他客观条件导致标准工时不能反映实际工作绩效时,有关部门应重新测评标准工时;必要时应予以修改,并发出变更通知。 (4)各部门认为标准工时不能真实体现作业状况时,可向有关部门申请重新测评。 总之,标准工时是实施现场管理的重要基础,准确的标准工时可以平衡生产线,有效分配工作人员,生产各部门都要依据标准工时制定相应的工作计划。
服装生产工艺流程图 验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│ (一)面辅料进厂检验 面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。 (二)面料检验的目的和要求 把好面料质量关是控制成品质量重要的一环。通过对进厂面料的检验和测定可有效地提高服装的正品率。 面料检验包括外观质量和内在质量两大方面。外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。 面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。 同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。 (三)技术准备的主要内容 在批量生产前,首先要由技术人员做好大生产前的技术准备工作。技术准备包括工艺单、样板的制定和样衣的制作三个内容。技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。 工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。服装加工中的各道工序都应严格参照工艺单的要求进行。 样板制作要求尺寸准确,规格齐全。相关部位轮廓线准确吻合。样板上应标明服装款号、部位、规格、丝绺方向及质量要求,并在有关拼接处加盖样板复合章。 在完成工艺单和样板制定工作后,可进行小批量样衣的生产,针对客户和工艺的要求及时修正不符点,并对工艺难点进行攻关,以便大批量流水作业顺利进行。样衣经过客户确认签字后成为重要的检验依据之一。 (四)裁剪工艺要求 裁剪前要先根据样板绘制出排料图,“完整、合理、节约”是排料的基本原则。在裁剪工序中主要工艺要求如下:(1)拖料时点清数量,注意避开疵点。(2)对于不同批染色或
第5章课后习题 1.填空题 (1) 衡量流水线性能的主要指标有 (2) 指令乱序流动可能造成 (3) 解决数据相关主要有 (4) 超标量处理机开发的是 行性。 (1). 吞吐率、加速比、效率 (2). 先写后读、先读后写、写写 (3). 推后分析、设置专用路径 (4). 空间、时间 2.假设一条指令的执行过程分为"取指令"、"分析"和"执行"三段,每一段的时间分别为△t、2△t和3△t。在下列各种情况下,分别写出连续执行n条指令所需要的时间表达式。 (1) 顺序执行方式。 (2) 仅"取指令"和"执行"重叠。 (3) "取指令"、"分析"和"执行"重叠。 第2题 (1) 顺序执行时每条指令用时=△t+2△t+3△t=6△t, 因此n条指令所需要的时间=6n*△t (2) 第一条指令完成需要时间=△t+2△t+3△t=6△t,根据题义,下一条指令的"取指令"与上一条指令"执行"的最后一个△t重叠。因此,自从第一条指令完成后,每隔4△t完成一条指令。所以余下的n-1条指令用时(n-1)*4△t. 所以,n条指令所需要的时间=6△t+(n-1)*4△t=2(2n+1)△t。 (3) 第一条指令完成需要时间=△t+2△t+3△t=6△t,由于一条指令的"取指令"和"分析"阶段和下一条指令的"执行"阶段重叠,因此,此后每3△t 完成一条指令,余下的n-1条指令用时(n-1)*3△t. 因此n条指令所需要的时间=6△t+(n-1)*3△t=3(n+1)△t
3.用一条5个功能段的浮点加法器流水线计算F=。每个功能段的延迟时间均相等,流水线的输出端与输入端之间有直接数据通路,而且设置有足够的缓冲寄存器。要求用尽可能短的时间完成计算,画出流水线时空图,计算流水线的实际吞吐率、加速比和效率。 第3题 假设每个功能段的延迟时间为△t。 F==[(A1+1A2)+6(A3+2A4)+8(A5+3A6)]+9[(A7+4A8)+7(A9+5A10)] 由上面的时空图可以看出,在20△t时间内共完成9个加法操作。因此: 吞吐率为:TP= 9/20=0.45 加速比为:Sp= 9*5/20=2.5 效率为:E= 45/(20*5)=45% 4.设有一个15000条指令的程序在一台时钟速率为25MHz的线性流水线处理机上执行。假设该指令流水线有5段,并且每个时钟周期发射一条指令。忽略由于转移指令和无序执行造成的损失。 (1) 用该流水线执行这一程序,并用流过延迟与其相等的一个等效非流水线处理机执行同一程序,将两者加以比较,并计算其加速比。 (2) 该流水线处理机的效率是多少? (3) 计算该流水线的吞吐率。 第4题 (1) 等效的非流水处理机执行一条指令需要的时间是5个时钟周期。依照加速比定义, (2) 效率E为
自动生产线的工作流程 自动生产线各部分的机构是按一定的流程进行工作的,理解它们的工作流程对于深人认识自动机械的结构规律非常有帮助。以典型的自动化装配为例,可以将自动化专机(或自动生产线)的工作流程分为以下几个环节。 1. 输送与自动上料 输送与自动上料操作就是在具体的工艺操作之前,将需要被工序操作的对象(零件、部件、半成品)从其他地方移送到进行工序操作的位置。上述被工序操作的对象通常统称为上件,进行工序操作的位置通常都有相应的定位夹具对工件进行准确的定位。 输送通常用于自动化生产线,组成自动化生产线的各种专机或机器人按一定的工艺流程各自完成特定的工序操作,工件必须在各个工位之间顺序流动,一个工位完成工序操作后要将半成品自动传送到下一个相邻的工位进行新的工序操作。 2. 分隔与换向 分隔与换向属于一种辅助操作。以自动化装配为例,通常一个工作循环只装配一套工件,而在工件各自的输送装置中工件经常是连续排列的,为了实现每次只放行一个工件到装配位置,需要将连续排列的工件进行分隔,因此经常需要分料机构,例如采用振盘自动送料的螺钉就需要这样处理。 换向也是在某些情况下需要的辅助操作,例如:当在同一台专机上需要在工件的多个方向重复进行工序操作时,就需要每完成一处操作再通过定位夹具对工件进行一次换向。当需要在工件圆周方向进行连续工序操作时,就需要边进行工序操作边通过定位夹具对工件进行连续回转,例如回转类工件沿圆周方向的环缝焊接就需要这样处理。某些换向动作是在工序操作之前进行,某些则在工序操作之后进行,而某些情况下则与工序操作同时进行。 3. 定位与夹紧 当工件经过前面所述的输送、可能需要的分隔与换向、自动上料而到达工序操作位里后,在正式工序操作之前,还要考虑以下问题: 如何保证每次工作循环中工件的位置始终是确定而准确的?
1目的 确定公司产品生产的标准工时制定流程及方法,制订合理的标准工时定额,是安排生产计划和进行经济核算的基础,在现有设备及生产技术组织条件下,尽可能的精益生产,使大多数员工经过努力都可以达到,先进员工可以超过。制定和管理制造部生产管理指标,评价各部门的生产能力。 2适用范围 本规定适用于公司制造部对产品标准工时定额的制定、修改及管理的全过程。 3职责 3.1 计划管理部职责 3.1.1 计划管理部负责对制造部制定的标准工时定额表进行审核、发布。 3.1.2 计划管理部负责对各制造部制定、下发标准工时测定计划。 3.1.3 计划管理部负责对各制造部进行工时效率考核、UST奖金考核。 3.1.4 计划管理部负责更新并保存日常工时数据。 3.1.5 计划管理部对各部门工时负责人员的资格评定及评价。 3.2 各制造部职责 3.2.1 各制造部按照标准工时的计算方法制定所有产品的标准工时定额表,定期按计划或因需要对标准工时定额表进行修订。 3.2.2 各制造部门工时负责人员任职条件及工作内容 4程序要求 4.1标准工时定额表制定、发布流程
图1 4.1.1 各制造部工时测定员生产现场实地观摩测出各工序的实际作业时间值记入工序作业时间记录表并进行现场评价,将现场记录的手写版工序作业时间记录表交至计划管理部存档、备查。 4.1.2 各制造部由根据LS/WI014.034标准工时宽放率的制定及变更的管理规定确定各工序宽放率,并将宽放率填入宽放率评价表,交至计划管理部存档、备查。 4.1.3 各制造部工时测定员根据各工序的实际作业时间及宽放率计算出各工序的标准时间,编制标准工时定额表。产品的标准工时的计算方法参考下述(标准工时的计算方法)。 4.1.4 各制造部工时测定工程师对工时测定员测定的标准工时进行复核,确认后加入作业指导书中等待审批。 4.1.6 各型号产品的各工序标准工时定额表制定后,经生产技术科科长审批后,再由计划管理部进行审核,计划管理部汇总编制标准工时汇总表。 4.1.7 当对产品的标准工时产生异议时,由制造部工时管理员安排进行重新测定,修订后再次报送计划管理部进行审核。 4.1.8 对同一种产品的标准工时进行两次审核后若仍产生异议,标准工时按照计划管理部测算出的结果进行颁布实施。 4.1.9 各制造部在测定标准工时需通知计划管理部该型号、该工序的具体生产时间,以便掌握现场测定及复核时间,否则无法复核造成的WI批准延迟责任归该制造部。 4.2 标准工时的制定方法 4.2.1 标准工时:标准工时是在正常的作业条件下,以标准的作业方法和设备,在合理的劳动强度和正常的作业速度下完成达到规定的质量要求的单位作业量所需的作业时间。 4.2.2 标准工时申请条件:有受控工艺文件、工艺流程图支持且可增值的工序。 4.2.3 标准工时的基本构成:标准时间 = 正常作业时间×(1+宽放率) 4.2.4 宽放率的构成、定义、计算方法详见LS/GWI012.005标准工时宽放率的制定及变更 4.2.5 时间测定方法 4.2. 5.1 选定被测时间的作业工序,将每一单位作业分割成具体的作业要素、必要时再对作业要素分割成具体的动作要素。
流程图制造软件是一款用于制造各种流程图,同时兼具跨渠道,云贮存,分享功能的专业流程图制造软件。操作简略,功能强大,非常简略完成可视化、分析和沟通杂乱信息。软件内置海量精美的流程图模板与图库,帮助你轻松制造项目办理流程图,程序流程图,作业流程图,进程流程图等。 「亿图图示」是一款专业的图形图表设计软件,它可用于绘制全系列的流程图。一点也不夸张的说,亿图图示绘制流程图速度远高于Word绘图,让原本需要画1小时的流程图,只需10分钟即可完成。毕竟,专业的才是高效的。 与Word机械化的手动绘图方式不同,亿图图示更显智能,特别是以下几点功能尤为突出: 1、具备齐全的流程图符号,拖入画布即可; 2、搭载智能浮动按钮,可实现一键添加或修改符号; 3、画布智能识别连接点,和强迫症说再见; 4、双击符号,即可输入文本; 5、多套主题样式一键替换,所见即所得。
使用亿图图示绘制流程图,无论图有多难、多复杂,都可以被分解为简单的6个步骤。在软件里完成绘图后,流程图可以被导出为PDF、Ofiice以及PNG等格式。如果你想让作品进行在线分享,可以选择单独生成网页地址,这样你的同事、好友不用下载,网页在线或者手机扫一扫就能查看文档。 如果说亿图的哪一项功能更受欢迎,那么它的符号库应是当仁不让。据悉,亿图软件公司设计了一万多个矢量符号,使用的时候,可以直接从软件的左侧符号库中搜索获取。在符号库流程图这一分类下,内置了数据、判断、文档等上百个流程图符号。丰富的符号,专业的图形,帮助我们有效绘图,减少错误率,办公效率只增不减。 基本流程图符号素材:
亿图图示还提供了多样化的模板例子,除了流程图,还涉及思维导图、信息图、商业图表、组织架构图、拓扑图、电路图等等。现成的例子,可供我们参考和使用,这对于新手而言,无疑是加速学习、绘图的好办法。 流程图的运用领域很广很杂,或许曾经我们面对它的时候,是捶胸顿足、是不知所措,但如今学会使用亿图图示画专业的流程图之后,就再也不用担心。
3.12 有一指令流水线如下所示 出 50ns 50ns 100ns 200ns (1) 求连续输入10条指令,该流水线的实际吞吐率和效率; (2) 该流水线的“瓶颈”在哪一段?请采取两种不同的措施消除此“瓶颈”。 对于你所给出的两种新的流水线,连续输入10条指令时,其实际吞吐率和效率各是多少? 解:(1) 2200(ns) 2009200)10050(50t )1n (t T max m 1 i i pipeline =?++++=?-+?=∑= )(ns 220 1 T n TP 1pipeline -== 45.45%11 5 4400TP m t TP E m 1 i i ≈=? =?? =∑= (2)瓶颈在3、4段。 ? 变成八级流水线(细分) 850(ns) 509850t 1)(n t T max m 1 i i pipeline =?+?=?-+?=∑= )(ns 85 1 T n TP 1pipeline -== 58.82%17 10 8400TP m ti TP E m 1 i ≈=? =?? =∑= ? 重复设置部件
)(ns 851T n TP 1pipeline -== 58.82%17 10 8 85010 400E ≈=??= 3.13 4段组成,3段时,一次,然4段。如果 需要的时间都是t ?,问: (1) 当在流水线的输入端连续地每t ?时间输入任务时,该流水线会发生 什么情况? (2) 此流水线的最大吞吐率为多少?如果每t ?2输入一个任务,连续处理 10个任务时的实际吞吐率和效率是多少? (3) 当每段时间不变时,如何提高该流水线的吞吐率?仍连续处理10个 任务时,其吞吐率提高多少? (2)
化妆品流水线生产工序流程图
生产工艺及流程图 一、生产工艺: 按工艺要求在水相锅中投入称好的水相类原料,搅拌加热到80℃,在油相锅中投入称好的油相类原料于85℃完全溶解。将乳化锅预热至60~70℃,抽真空吸入水相及油相,均质搅拌,冷却至45℃加入香精及添加物,搅拌至均匀后出料。半成品检验合格后灌装,成品检验合格后入库。 二、生产工艺简图: 水 锅 油 锅 油相原料 水相原料 包 装 成 品 灌 装 乳化锅 加入香精 添加物 冷却45℃ 均质搅拌 半成品储料 出 料 80℃☆ 入 库 半成品检验合格☆ 半成品检验合格☆ 预热至60~70℃,抽真按工艺要求☆ 85℃溶解 吸入
(预热至60~70℃,抽真空 按工艺要求☆ 85℃溶解☆ 半成品检验合格☆) 注:带☆为主要质量控制点 三、原材料采购与检验流程图 原材料申购 (原料) 盖合格章 合格 不合格 原材料申购 申购单审批 选择供应商 采 购 申请检验 抽 样 检 验 合格通知单 进 仓 留 样 向供应商索取检验报告 工艺验证
四、洗瓶工序流程 不合格通知单 按不合格处理程序处理
备注: 巡检跟踪全过程 五、灌装工序流程图 真空瓶清洗 擦净表面 吹掉瓶内灰尘 装筐标识 臭氧消毒 压嘴清洗 净水浸泡擦洗 装筐标识 烘干 臭氧消毒
六、包装工序流程图 巡检 巡检 巡检 巡检 巡检 巡检 确认半成品 领取半成品 用风筒吹干,不得留有水分 检查半成品 喷 码 贴标识 折彩盒 放内托 装彩盒 填写喷码记录 确认标识是否正 确? 确认说明书 彩盒是否正确?
课程设计任务书 设计题目:生产流水线监控系统设计 教研室主任:指导教师:年月日
摘要 当代计算机是微电子学与计算数学相结合的产物。微电子学的基本元件及其集成电路构成了他的硬件基础;而计算数学的计算方法与数据结构则构成计算机的软件基础。 自从1945年底世界上第一台电子数字计算机ENIAC诞生以来,计算机技术取得了异常迅猛的发展。由电子管、晶体管、集成电路以至第四代的超大规模集成电路计算机,都与微电子技术的进步密切相关,且以所采用的逻辑元件作为划分每代的标志。计算机正是大规模集成电路孕育的产物。 微型计算机被广泛地用于数值计算和工业控制之中。数据采集系统是计算机在工业控制中最为普遍的应用系统。他的任务是采集生产过程中的工况参数并经过 A/ D 转换器送入内存储器 , CPU 将再对这些参数、数据进行分析、运算和处理 , 如数字滤波、量纲变换、仪表误差修正、数字显示、越限报警、打印制表等功能。若再配上输出通道就可以方便地组成计算机控制系统。 此次设计为一生产流水线监控系统,每当一定数目的产品下线,该系统能发出提示信息;根据需要,系统能给出当天已生产产品的总的数量。利用KK1+开关模拟流水线上通过的产品,每按动一次开关就相当于有一个产品下线;现要求每当有若干个(自定)产品下线,系统给出提示信息,同时发出提示声音。另外,根据需要,管理者可随时察看当天已经生产的产品数量。 关键字:流水线发声中断
目录 1 设计内容和要求 (1) 1.1设计题目 (1) 1.2设计要求 (1) 1.3设计目的 (1) 2 设计原理与方法 (2) 2.1开发环境 (2) 2.2原理说明 (2) 2.2.1 发声原理 (2) 2.2.2 中断原理 (2) 2.2.3 定时器原理 (3) 2.2.4 计数原理 (3) 2.3设计思想 (3) 3 芯片介绍 (4) 3.18253/8254芯片介绍 (4) 3.1.1 8253/8254引脚图如下(图3-1) (4) 3.28255芯片介绍 (5) 3.2.1 8255特性 (5) 3.2.2 8255引脚功能 (5) 3.2.3 8255引脚图如下图(图3-2) (6) 3.38259芯片介绍 (6) 3.3.1 8259工作原理 (6) 3.3.2 8259主要功能 (8) 3.3.3 8259引脚图(如图3-3) (8) 4 系统设计 (9) 4.1流程图 (9) 4.2连线图 (10) 4.3电子发生器程序流程图(图4-4) (12) 5 测试结果 (13) 总结 (14) 参考文献 (15) 附录源代码 (16)
1。 2目的 确定公司产品生产的标准工时制定流程及方法,制订合理的标准工时定额,是安排生产计划和进行经济核算的基础,在现有设备及生产技术组织条件下,尽可能的精益生产,使大多数员工经过努力都可以达到,先进员工可以超过。制定和管理制造部生产管理指标,评价各部门的生产能力。 3适用范围 本规定适用于公司制造部对产品标准工时定额的制定、修改及管理的全过程。 4| 5职责 计划管理部职责 3.1.1 计划管理部负责对制造部制定的标准工时定额表进行审核、发布。 3.1.2 计划管理部负责对各制造部制定、下发标准工时测定计划。 3.1.3 计划管理部负责对各制造部进行工时效率考核、UST奖金考核。 3.1.4 计划管理部负责更新并保存日常工时数据。 3.1.5 计划管理部对各部门工时负责人员的资格评定及评价。 各制造部职责 & 3.2.1 各制造部按照标准工时的计算方法制定所有产品的标准工时定额表,定期按计划或因需要对标准工时定额表进行修订。 3.2.2 各制造部门工时负责人员任职条件及工作内容
6程序要求 4.1标准工时定额表制定、发布流程 图1 4.1.1 各制造部工时测定员生产现场实地观摩测出各工序的实际作业时间值记入工序作业时间记录表并进行现场评价,将现场记录的手写版工序作业时间记录表交至计划管理部存档、备查。 4.1.2 各制造部由根据LS/标准工时宽放率的制定及变更的管理规定确定各工序宽放率,并将宽放率填入宽放率评价表,交至计划管理部存档、备查。 4.1.3 各制造部工时测定员根据各工序的实际作业时间及宽放率计算出各工序的标准时间,编制标准工时定额表。产品的标准工时的计算方法参考下述(标准工时的计算方法)。 4.1.4 各制造部工时测定工程师对工时测定员测定的标准工时进行复核,确认后加入作业指导书中等待审批。 4.1.6 各型号产品的各工序标准工时定额表制定后,经生产技术科科长审批后,再由计划管理部进行审核,计划管理部汇总编制标准工时汇总表。 | 4.1.7 当对产品的标准工时产生异议时,由制造部工时管理员安排进行重新测定,修订后再次报送计划管理部进行审核。 4.1.8 对同一种产品的标准工时进行两次审核后若仍产生异议,标准工时按照计划管理部测算出的结果进行颁布实施。 4.1.9 各制造部在测定标准工时需通知计划管理部该型号、该工序的具体生产时间,以便掌握现场测定及复核时间,否则无法复核造成的WI批准延迟责任归该制造部。 标准工时的制定方法 4.2.1 标准工时:标准工时是在正常的作业条件下,以标准的作业方法和设备,在合理的劳动强度和正常的作业速度下完成达到规定的质量要求的单位作业量所需的作业时间。 4.2.2 标准工时申请条件:有受控工艺文件、工艺流程图支持且可增值的工序。
[新版]标准工时产能表 标准工时表 依据公司近期内实际生产和目标,制定如下标准: 位置标准时间备注 插件 2(5S 修正 装配 补充说明: 一)优化生产线 1. 降低生产成本:包括人工成本)管理成本及物料搬运成本等,并且由于产量之提高,使分摊之各项间接费用也随之降低) 2. 提高工作效率:由于各站工作之固定化,不必要之寻找)思考等心力工作大幅减少,使工作效率提高) 3. 简化管理工作:包括人员训练)工作督导)产量计算)品质追踪等等管理工作都能简化. 4. 减少物料搬运:由于生产线之制造流程和搬运路径相同,并且常使用定路径之搬运设备(例如输送带)定轨式吊车)台车)吊蓝)搬运,因此物料搬运量减少) 5. 能满足大量生产之需要:在各种复杂性产品之生产技术中以生产线技术之大量生产投资及单位生产成本最低) 除衣衫五项以外,采用生产线还可以节省厂房面积,减少半成品中间库存,并且还可以使员工容易产生认同感和归属感之优点) 二、生产线有关名词之解说:
生产线有关名词极多,以下仅选择较常用的名词说明: 1、工作站(WORK STATION):又称作业站,是在生产线上执行一项工作或一组工作之工作单位,生产线系由若干工作站所组成,在工作站上执行工作之人员称为工作员,作 业员或操作员,每作业站之作业人员通常为一人和一组作业员,视实际需要调派,生 产线上所含工作站之数目以K代表) 2、单元(WORK ELEMENT OR WORK UNIT):生产线上每一工作站通常都包括若 干工作项目,每一工作项目称为一个工作单元)一般而言公共单元之划分以能够独立成 一工作为原则.常用之代号U或E,第I个工作单元称为Ui或Ei,大的工作单元有部分可 划分为较小工作单元,部分则较困难) 3、作单元时间(performance time):每一工作单元执行一件工作所需之时间称为工作单元时 间,常用代号为ti.工作单元时间一般受制造程序之影响,当程序之安排足以影 响该工 作单元之执行时,工作时间将增加) 4、作业站时间(station time): 指每一工作生产一件产品所需要之时间而言,亦即一工作站 处理所含工作单元所需时间之总和,使用之代号为T) 5、周期时间(cycle time):生产线生产一件产品所需之时间,亦即两产品进入(或离开)生产线之间隔时间,常用代号C)生产线周期通常等于生产线上最长作业站时间,亦即:
1. 目的 是为了清楚地鉴定SMT部门运作所涉及到的整个流程操作,确保SMT部高品质、高效率运作。 2. 适用范围 适用于部SMT生产、工艺及工程控制。 3.SMT部运作程序/职责和工作要求 3.1. SMT部物料运作 SMT物料组 SMT部长计划部 SMT物料组 SMT物料组 SMT物料组 SMT物料组根据计划部通知,填写相应的《套料申请单》。 SMT部长审核后,报计划部审核。 根据《套料申请单》的编号,打印套料单,一式两份,一份留SMT部物料组; 将《套料申请单》联同一份套料单,交仓储部电 子库,并确认领料时间,按照所确认的领料时间,带套料单去电子库领套料; 套料领回后,分类上料柜摆放,并上好管理卡,以备用,物料组要根据各类物料的领料情况作好
操作员《SMT原材料帐簿》以备查数; 各生产线领用时,需签字认可所领用的数量。 ——各生产线在完成工单后,要向物料组报告物料损耗情况。
IPQC操作员 技术人 员 操作员 操作员SMT物料组 SMT物料组 计划部 SMT物料组 根据《SMT零件放置排列表》核对在线物料。 记录《MVIIF每日生产效率及组件抛料记录表》,跟进抛料情况。 将好料存仓,分类保管。 物料报废,将由各生产线写好字据,并由当班负 责人签字后交由物料组处理,物料组收到报废物料及单据后,要整理分类,再填写退料单, 经计划部审核后交回仓储部电子库 在报废料交回仓储部电子库的同时,要开《零星领料单》领回同样数量的同种物料。
3.2. SMT部生产管理
生产课长 操作员 技术人员操作员 操作员 SMT生产安排以生产计划部下达的《周计划》为 参考,以生产计划部下达的《日生产指令书》为依据,具体安排各线的生产; 各生产线在明确自己的生产安排后,要及时向物 料组领取相应的物料及生产辅料,并通知相关技术人员,调试所在生产线的各种机器设备; 调试所在生产线的各种机器设备; 生产线领班需在上料员排好料后,要按照《SMT 零件放置排列表》核对一次; ——核对一次无误后,通知技术人员可开始生产首件,所生产的首件要及时由领班送交品管部检验员进行首件确认,确认无误后,即可开机生产;——在开机生产过程中,所有作业员均应按照《岗位作业指导员》和《机器操作使用说明》正确操作机器,特别是在换料时,要按要求填写《SMT生产人员换料登记表》; 当班结束后,要清点产出及物料情况,与下一班 人员进行交接,交接清楚后,进行换班; ——将产出情况汇报当班组长,由当班组长汇总后,报至文员处,由文员填写《SMT生产日报表》经SMT 主管审核后,报生产计划部; ——SMT部文员在接到报表后,除填写《SMT部生产日报表》以外,还要对生产情况进行总结和生产效率评分,以备月底“双优”竞赛评比时所用;——SMT部的当班组长要对本班各生产线的出勤和“5S”进行负责。
自动化生产流水线节 拍、设备利用率计算-CAL-FENGHAI-(2020YEAR-YICAI)_JINGBIAN
自动化生产流水线节拍 流水线的负荷系数又称编程效率,其值越大,表明流水线的生产效率越高。 流水线上总负荷系数可按下列公式计算: η=T/(N×Pt) 其中η为负荷系数 Pt为生产节拍=计划期有效工作时间/计划期产品产量 =标准总加工时间/作业员人数 =有限机种的标准总加工时间/有限机种台数 N为工位数 T为所有工位完成一个节拍所用时间之合 一般以工作地(机器)作计算单元的,流水线的负荷系数不应低于;以操作工人作计算单位的,其流水线的负荷系数应在-以上。 举个例子 某一新开设的丁恤衫制衣厂,生产目标为每日1000件T恤杉、每日工作8h。生产工序和每个工序的日产量如表所示 工序名称 8H产量 1装袋 320 2缝肩 1000 3缝领 500 4缝袖 950 5上袖 400 6上领 480 7车边 1050 8开门 900 9钉纽 950 ①计算这条生产线的生产节拍Pt Pt=H/Q=8×60/1000=/件 ②计算每个工序所需的标准作业时间,结果如表5-8 ③计算每个工位所需的工位数,结果列于表5-8 例如,第一个工序的作业时间 第一个工序理论上所需的工位数= 15/=个 工序名称作业之间计算工位数实际工位 1 3 2 1 1 3 2 2 4 1 5 3 6 2 7 1 8 1 9 1 合计 15 ④计算出理论上该生产线所需的最小工作位数,即
Nmin=[T/Pt]+1=[]+1=15个 ⑤计算该生产线平衡后的平均负荷率 η=T/(N×Pt)×100%=(15× ×100%=& 依照工序流程安排生产线,首先要按照每个工序的难易程度,计算出各工序所需的工作位数目,务必使各工序每小时的总产量大致相同,才能得到一条子衡的生产线,例1中该生产线平衡后实际的节拍应为(瓶颈工作地节拍),平衡后的工序负荷率为%。 流程的“节拍”(Cycle time)是指连续完成相同的两个产品(或两次服务,或两批产品)之间的间隔时间。换句话说,即指完成一个产品所需的平均时间。节拍通常只是用于定义一个流程中某一具体工序或环节的单位产出时间。如果产品必须是成批制作的,则节拍指两批产品之间的间隔时间。在流程设计中,如果预先给定了一个流程每天(或其它单位时间段)必须的产出,首先需要考虑的是流程的节拍。在机械加工生产线的设计中,节拍是设计的一个很重要的因素。生产节拍的平衡很重要。生产节拍的公式为t=60Tβ/N 式中t为生产节拍,T为一年基本工时,一般规定,按一班制工时为2360h/年,按两班制工时为4650h/年;β为复杂系数,一般取为;N为生产线加工工件的年生产纲领。机械加工生产线的主要分类有:单一产品固定节拍生产线、单一产品非固定节拍生产线、成组产品可调节生产线、柔性制造生产线。
1.计算流水线的节拍 流水线、自动化流水线的节拍就是顺序生产两件相同制品之间的时间间隔。 它表明了流水线生产率的高低,是流水线最重要的工作参数。其计算公式如下:r=F/N 其中:r—流水线的节拍(分/件),F—计划期内有效工作时间(分),N—计划期的产品产量(件).这里:F=F0K,F0—计划期内制度工作时间(分),K—时间利用系数。 确定系数K时要考虑这样几个因素:设备修理、调整、更换模具的时间,工人休息的时间。一般K取0.9—0.96,两班工作时间K取0.95,则F为:F=FOK=306×2×8×0.95 ×60=279072(分) 计划期的产品产量N.除应根据生产大纲规定的出产量计算外,还应考虑生产中不可避免的废品和备品的数量。 当生产线、生产线制造上加工的零件小,节拍只有几秒或几十秒时,零件就要采用成批运输,此时顺序生产两批同样制品之间的时间间隔称为节奏,它等于节拍与运输批量的乘积。流水线采取按批运输制品时,如果批量较大,虽然可以简化运输工作,但流水线的在制品占用量却要随之增大。所以对劳动量大、制件重量大、价值高的产品应采用较小的运输批量;反之,则应扩大运输的批量。 进行工序同期化,计算工作地(设备)需要量 流水线的节拍确定以后,要根据节拍来调节工艺过程,使各道工序的时间与流水线的节拍相等或成整数倍比例关系,这个工作称为工序同期化。工序同期化是组织流水线的必要条件,也是提高设备负荷和劳动生产率、缩短生产周期的重要方法。 进行工序同期化的措施有: ①提高设备的生产效率。可以通过改装设备、改变设备型号、同时加工几 个制件来提高生产效率; ②改进工艺装备。采用快速安装卡具、模具,减少装夹零件的辅助时间; ③改进工作地布置与操作方法,减少辅助作业时间; ④提高工人的工作熟练程度和效率; ⑤详细地进行工序的合并与分解。首先将工序分成几部分,然后根据节拍 重新组合工序,以达到同期化的要求,这是装配工序同期化的主要方法。 工序同期化以后,可以根据新确定的工序时间来计算各道工序的设备需要量,它可以用下式计算: m(i)=t(i)/r 式中:mi—第i道工序所需工作地数(设备台数),ti—第i道工序的单件时间定额(分)包括工人在传送带上取放制品的时间。一般来说,计算出的设备数不是整数,所取的设备数为大于计算数的邻近整数。若某设备的负荷较大,就应转移部分工序到其它设备上或增加工作时间来减少设备的负荷。
設定標準工時的工具、步驟、測試方法: 工具:1)秒表(停表、馬表)2)觀測記錄板3)時間記錄表4)其它 步驟:1)收集資料2)劃分操作單位3)測時並記錄4)評定正常時間5)確定寬放時間6)設立標準時間 測試方法:1)歸零法(測一次回一次零) 2)連續測試法[測時開始直至結束,中間不歸零,此方法有兩種定義:1、測單一工位時,連測;2、從流水線首站開始一站一站測,直至流水線最後工序] 3)MOD法(模特法) 標準工時的計算公式(初階-預算篇) 1、Tack time(TT)= 每日作業時間(分)÷日產量(PCS) = 每日作業時間(分)*生產線稼動率/日產量(PCS)*良品率(不良品除外)Tack Time是指在實際生產中常會發生不良品、組裝不良、設備的調整或故障導致的生產線停止、作業故障導致的運輸混亂等現象; 日產量(PCS)=每日作業時間(分)/TT 以上公式表明,TT值越低,產量越高;(TT可為產距時間、節拍) 注:TT = 作業員每月(日)的操作時間/ 每月(日)市場訂單的需求量 2、標準工時(Standard Time)的計算: ST= 正常時間*作業寬放= 平均操作時間* 評比+ 寬放 單位工時=Neck Time(NT)瓶頸時間* 工程人數*作業寬放 3、生產平衡率= [Σ各工程數測出時間總和/ (瓶頸時間*工程數)]*100% 計算出的值的低於85%,可通過生產線的改善(簡化、重排、合並、剔除、新增)來提高生產平衡率(生產線編成效率) 注:不平衡率= [ (工作總點數* 耗時最多工作點之標準工時) –工作總工時] / 工作總點數* 耗時最多工作點數標準工時= 1-生產平衡率 4、傳送帶速度= 傳送帶上產品間的間距/Tact-Time 傳送帶上產品間的間距是一個舒適的作業,一般不作改動,故以上公式表明,TT 值越低,傳送帶速度越快,結合上面公式說明,產量越高; 5、生產率= 產出/ 投入 產出越高或投入越少,生產率越高;(投入包括成本的投入等綜合的投入),從以上的公式說明,投入可以體現出浪費的程度,所以,控制浪費減少投入,提高生
钢铁生产工艺流程 炼焦生产流程:炼焦作业是将焦煤经混合,破碎后加入炼焦炉内经干馏后产生热焦碳及粗焦炉气之制程。资源来源:台湾中钢公司网站。
烧结生产流程:烧结作业系将粉铁矿,各类助熔剂及细焦炭经由混拌、造粒后,经由布料系统加入烧结机,由点火炉点燃细焦炭,经由抽气风车抽风完成烧结反应,高热之烧结矿经破碎冷却、筛选后,送往高炉作为冶炼铁水之主要原料。资源来源:台湾中钢公司网站。
高炉生产流程:高炉作业是将铁矿石、焦炭及助熔剂由高炉顶部加入炉内,再由炉下部鼓风嘴鼓入高温热风,产生还原气体,还原铁矿石,产生熔融铁水与熔渣之炼铁制程。资源来源:台湾中钢公司网站。 转炉生产流程:炼钢厂先将熔铣送前处理站作脱硫脱磷处理,经转炉吹炼后,再依订单钢种特性及品质需求,送二次精炼处理站(RH真空脱气处理站、Ladle Injection盛桶吹射处理站、VOD真空吹氧脱碳处理站、STN搅拌站等)进行各种处理,调整钢液成份,最后送大钢胚及扁钢胚连续铸造机,浇铸成红热钢胚半成品,经检验、研磨或烧除表面缺陷,或直接送下游轧制成条钢、线材、钢板、钢卷及钢片等成品。资源来源:台湾中钢公司网站。
连铸生产流程:连续铸造作业乃是将钢液转变成钢胚之过程。上游处理完成之钢液,以盛钢桶运送到转台,经由钢液分配器分成数股,分别注入特定形状之铸模内,开始冷却凝固成形,生成外为凝固壳、内为钢液之铸胚,接着铸胚被引拔到弧状铸道中,经二次冷却继续凝固到完全凝固。经矫直后再依订单长度切割成块,方块形即为大钢胚,板状形即为扁钢胚。此半成品视需要经钢胚表面处理后,再送轧钢厂轧延。资源来源:台湾中钢公司网站。
自动化生产流水线节拍 流水线的负荷系数又称编程效率,其值越大,表明流水线的生产效率越高。 流水线上总负荷系数可按下列公式计算: η=T/(N×Pt) 其中η为负荷系数 Pt为生产节拍=计划期有效工作时间/计划期产品产量 =标准总加工时间/作业员人数 =有限机种的标准总加工时间/有限机种台数 N为工位数 T为所有工位完成一个节拍所用时间之合 一般以工作地(机器)作计算单元的,流水线的负荷系数不应低于0.75;以操作工人作计算单位的,其流水线的负荷系数应在0.85-0.9以上。 举个例子 某一新开设的丁恤衫制衣厂,生产目标为每日1000件T恤杉、每日工作8h。生产工序和每个工序的日产量如表所示 工序名称8H产量 1装袋320 2缝肩1000 3缝领500 4缝袖950 5上袖400 6上领480 7车边1050 8开门900 9钉纽950 ①计算这条生产线的生产节拍Pt Pt=H/Q=8×60/1000=0.48min/件 ②计算每个工序所需的标准作业时间,结果如表5-8 ③计算每个工位所需的工位数,结果列于表5-8 例如,第一个工序的作业时间 第一个工序理论上所需的工位数= 15/0.48=3.1个 工序名称作业之间计算工位数实际工位 1 1.5 3.1 3 2 0.48 1 1 3 0.96 2 2 4 0.51 1.1 1 5 1.2 2.5 3 6 1.0 2.1 2 7 0.46 0.95 1 8 0.53 1.1 1 9 0.51 1.05 1 合计7.15 14.90 15 ④计算出理论上该生产线所需的最小工作位数,即
Nmin=[T/Pt]+1=[7.15/0.48]+1=15个 ⑤计算该生产线平衡后的平均负荷率 η=T/(N×Pt)×100%=7.15/(15×0.53) ×100%=89.9& 依照工序流程安排生产线,首先要按照每个工序的难易程度,计算出各工序所需的工作位数目,务必使各工序每小时的总产量大致相同,才能得到一条子衡的生产线,例1中该生产线平衡后实际的节拍应为0.53min(瓶颈工作地节拍),平衡后的工序负荷率为89.9%。 流程的“节拍”(Cycle time)是指连续完成相同的两个产品(或两次服务,或两批产品)之间的间隔时间。换句话说,即指完成一个产品所需的平均时间。节拍通常只是用于定义一个流程中某一具体工序或环节的单位产出时间。如果产品必须是成批制作的,则节拍指两批产品之间的间隔时间。在流程设计中,如果预先给定了一个流程每天(或其它单位时间段)必须的产出,首先需要考虑的是流程的节拍。在机械加工生产线的设计中,节拍是设计的一个很重要的因素。生产节拍的平衡很重要。生产节拍的公式为 t=60Tβ/N 式中t为生产节拍,T 为一年基本工时,一般规定,按一班制工时为2360h/年,按两班制工时为4650h/年;β为复杂系数,一般取为0.65-0.85;N为生产线加工工件的年生产纲领。机械加工生产线的主要分类有:单一产品固定节拍生产线、单一产品非固定节拍生产线、成组产品可调节生产线、柔性制造生产线。