宝钢热轧厂案例
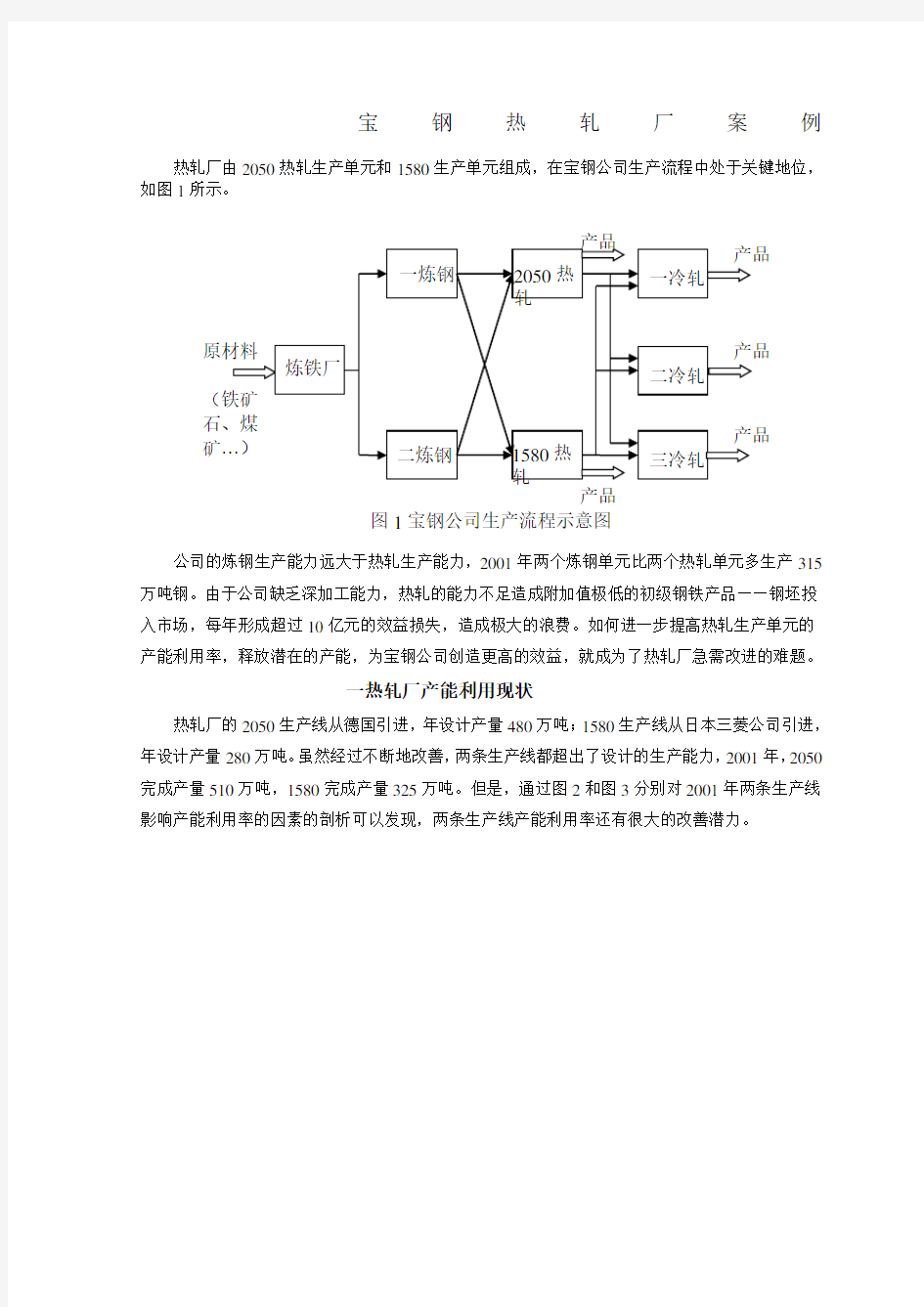
热轧厂由2050热轧生产单元和1580生产单元组成,在宝钢公司生产流程中处于关键地位,如图1所示。
公司的炼钢生产能力远大于热轧生产能力,2001年两个炼钢单元比两个热轧单元多生产315万吨钢。由于公司缺乏深加工能力,热轧的能力不足造成附加值极低的初级钢铁产品——钢坯投入市场,每年形成超过10亿元的效益损失,造成极大的浪费。如何进一步提高热轧生产单元的产能利用率,释放潜在的产能,为宝钢公司创造更高的效益,就成为了热轧厂急需改进的难题。
一热轧厂产能利用现状
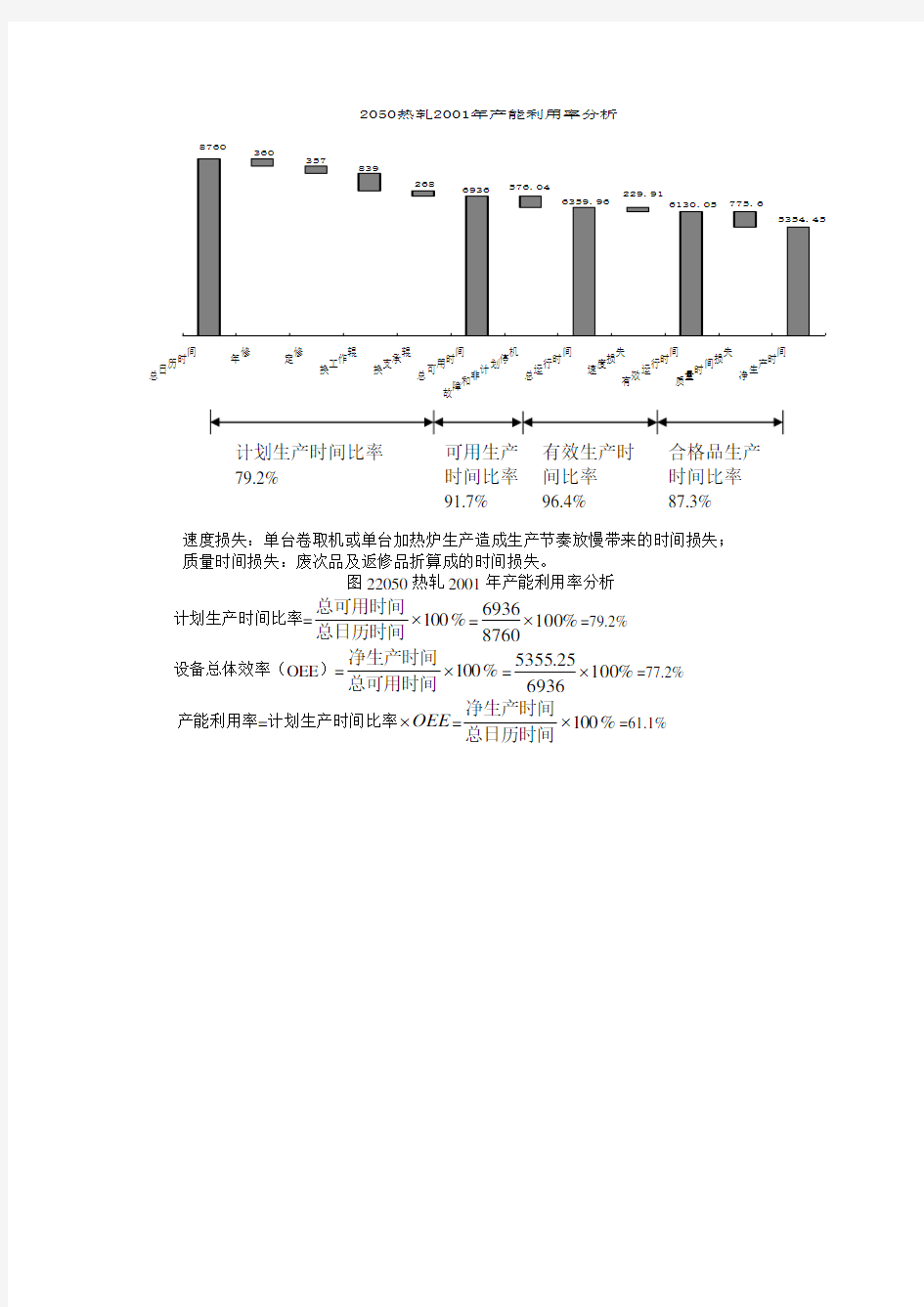
热轧厂的2050生产线从德国引进,年设计产量480万吨;1580生产线从日本三菱公司引进,年设计产量280万吨。虽然经过不断地改善,两条生产线都超出了设计的生产能力,2001年,2050完成产量510万吨,1580完成产量325万吨。但是,通过图2和图3分别对2001年两条生产线影响产能利用率的因素的剖析可以发现,两条生产线产能利用率还有很大的改善潜力。
矿产品
图1宝钢公司生产流程示意图
速度损失:单台卷取机或单台加热炉生产造成生产节奏放慢带来的时间损失; 质量时间损失:废次品及返修品折算成的时间损失。
图22050热轧2001年产能利用率分析
计划生产时间比率=
%100?总日历时间总可用时间=%1008760
6936
?=79.2%
设备总体效率(OEE )=%100?总可用时间净生产时间=%1006936
25
.5355?=77.2%
产能利用率=计划生产时间比率OEE ?=
%100?总日历时间
净生产时间
=61.1%
计划生产时间比率=
%100?总日历时间总可用时间=%1008760
6763
?=77.2%
设备总体效率(OEE )=%100?总可用时间净生产时间=%1006763
6
.5042?=74.6%
产能利用率=计划生产时间比率OEE ?=
%100?总日历时间
净生产时间
=57.6% 从数据分析可以看出,2001年2050和1580生产线的产能利用率分别为61.1%和57.6%。而世界上同类型的一流热轧厂的产能利用率达到70~75%,差距是显而易见的。而造成产能低下的主要原因包括计划停机时间(计划检修时间和计划换辊时间)、非计划停机时间(故障及其它非计划停机时间),以及质量损失时间(降级或修理)。
二设定改进目标
在2002年上半年为期三个月的专家诊断后,从2002年7月开始宝钢股份公司在热轧厂实施精益生产试点,针对产能利用率、产品质量和业绩管理等项目进行改善。从2003年开始,在公司范围推进“以6SIGMA 为特征的精益运营”,开始了6SIGMA 精益运营的持续改进之路。根据对热轧2050和1580两条产线产能利用率的诊断分析,从四个方面通过6SIGMA 精益运营的推进进行改善:减少检修时间、提高检修效率;减少换辊时间;降低非计划停机时间;设备维修策略优化。本文以减少换辊的停机时间为例,说明热轧厂如何通过管理手段减少停机时间,增加生产时间。
在热轧厂,轧辊是直接作用在带钢上并将其压制成所需厚度的产品的部件。由于在轧制过程中轧辊表面不均匀磨损,而且逐渐粗糙,为了保证轧制产品的尺寸和表面
质量,必须根据轧制计划在规定时间里更换轧辊。更换工作辊和支承辊是一项频繁的
作业程序。
换辊作业是在流水线上当产品变更时或者零部件使用到一定时间后停机更换使用的零部件或材料等的作业,是一个典型的适合使用单分换模(SMED)来改善作业效率的例子。
目标设定:根据对历史数据的分析,通过运用单分换模等工具分析改善潜力,结合提出了2050热轧和1580热轧换辊时间改善的目标(表1)。
表1热轧2050和1580生产线换辊时间改善目标
三利用管理手段,减少换辊的停机时间
1.6SIGMA精益运营工具
热轧厂运用6SIGMA精益运营工具制定换辊项目实施计划如下表所示:
表2换辊项目实施计划及6SIGMA精益运营工具
2.进行头脑风暴、产生多项改善建议(以工作辊更换为例)
通过从人、机、料、法等方面的头脑风暴分析,找到了现有的问题/改善潜力环节。2050换辊小组共提出改善建议17项,1580换辊小组共提出改善建议13项。具体情况见表3所示。
通过换辊改善潜力头脑风暴分析后,对其进行优先排序,见图4.
有5表4.对节约时间的影
高
低
可行性 2050换辊
对节约时间的影高
低
可行性 1580换辊
以上行动计划明确责任人和实施时间节点,完成后可节约时间分别为2.5分钟(2050产线)和4.16分钟(1580产线)。
减少支承辊更换时间的改善实施过程和使用方法与上述类似。 3.换辊改善成果
在改善过程中,换辊小组共产生了三十八条改善建议,除二条因技术投入原因不实施外,其余改善建议全部得到实施。改善小组将改进后的换辊作业过程转化为标准化操作步骤(SOP ),在改善现场设立换辊改善目视管理看板,包括对换辊改善方面的激励方案、各操作班换辊实绩和排名。改善小组成员以及操作维护人员通过参与头脑风暴、根本原因分析、目视管理、换辊步骤讨论等各种形式得到很好的培训。为了确保改善成果,固化了目视管理、定期检查、解决问题流程、业绩管理。
到2002年底宝钢热轧厂换辊实绩如下图5所示。 图5宝钢热轧厂换辊改善前后水平比较 改善
目标 1580
20502002年底水平
改善前改善前 换工作辊
F4——7 F1—7 F4—7 F1—7 F4—7 F1—72050改善前2002年底水平1580改善前2002年底底 F4—7换辊取消
四总结与思考
通过6SIGMA和精益生产研究和实际应用,宝钢股份热轧厂显着地提高了产能利用率:
●换辊时间:2002年底,工作辊更换由16.1分钟(1580)和15.0分钟(2050)
降至10分钟;支承辊更换由7小时、5小时下降至4.5小时和3小时;2050
由6小时、4小时下降至4.5小时和零小时;整个年度化效益1.23亿元人民
币。
●定修效率及故障停机:2002年热轧厂两条线定修时间实际值与计划值相比都
小于90%,达到下降10%的目标;2002年年度化效益为1700万元人民币。
●产能利用率:2002年2050产线由2001年的61.3%提高到67.2%,1580产线
由57.7%提高到69.4%,接近世界先进水平。
热轧厂的广大员工掌握了相应的改善工具和系统的改善方法,也为以后进一步的技术改造积累了大量的经验。
讨论题:还有哪些管理手段可以用来提高产能利用率?能否通过供应链管理,比如加快供应链速度来减少生产时间和等待时间,挖掘热轧厂的产能?
基于计算机视觉的宝钢热轧钢卷端面质量检测技术 中国科学院微电子研究所 中国物联网研究发展中心 江苏中科贯微自动化科技有限公司 宝钢集团有限公司热轧厂 功能概述与应用领域 利用工业相机对被检测的钢卷两侧端面进行图像采集,将采集的图像传输至图像处理卡中进行算法处理,将处理后的结果同步到控制端,由控制端控制相应的机械装置将合格品及不合格品分别输送到不同的地方,由此实现钢卷端面质量检测的自动化控制。 应用领域包括:直径1.0—1.6米的钢卷端面的质量检测。 总体设计方案及关键模块 基于计算机视觉的钢卷端面质量检测系统,是典型的光机电一体化系统,涉及机械设计与制造、计算机视觉、精密测量、自动控制等多学科交叉。整个系统在包括如下四个部分:
(1)机械与电气系统:包括相机移动系统、动力输送系统及分类系统等; (2)图像采集与智能处理系统:包括高分辨率视觉图像采集系统、基于高速多核DSP的图像处理处理系统。由于钢卷直径较大,我们分别采用两台相机采集每侧端面的图像; (3)上位机管理系统:包括参数配置、系统标定、状态显示以及数据库管理等功能。 解决的关键核心技术 基于多核DSP TMS320C6678的图像采集与处理硬件系统 视觉系统由德国BASLER ACE系列高速高分辨率CCD相机、中国物联网中心/中国科学院微电子研究所信息识别与系统控制研究中心研制的多核DSP TMS320C6678处理板卡FMC6678组成,用于对视觉图像进行采集与实时处理。相机通过千兆网接口(Gige)将采集的图像数据传输至多核DSP处理板卡,
处理板卡对图像数据进行处理分析,处理分析结果通过工业以太网传输至分选模块。 FMC6678板卡上的DSP芯片采用的是美国德州仪器(Texas Instruments,简称TI)公司的TMS320C6678多核定点/浮点处理器,该处理器采用KeyStone架构,由8个C66X的DSP核组成,每个核工作频率高达1.25 GHz,具有32 KB的L1P,32KB的L1D和512 KB的L2 Cache。片内集成了一个4 MB L2或L3的共享SRAM,供核与核之间数据交互使用。C6678还提供一个64bit的DDR3控制器EMIF接口,可以外接DDR3-1600,支持ECC 校验,其性能、功耗和体积适合用于高分辨率高速图像的实时处理,板卡的主要技术特性为: ·512 MB DDR3-1333存储器。 ·64MB EMIF NAND Flash存储器。 ·16MB SPI NOR FLASH存储器。 ·128KB I2C EEPROM for booting。 ·2个千兆网络接口,每路带宽≥60MB/s。 ·一路RS485接口,可配置成RS232接口。 ·4位用户拨码开关。 ·6个LED指示灯。 ·3个复位按键。 ·3输入、3输出带光耦隔离的IO口。 ·HyperLink - 50Gbaud Operation,全双工。 ·调试接口:60pin EMU和20pin JTAG,支持XDS560v2、XDS560、
南通宝钢热轧产线工艺设备 基本情况 1 总体情况说明 1.1 生产规模 热轧产线为生产规模年产50万t低合金钢棒材,考虑控制冷却技术及小规格切分轧制技术。φ10为三切分工艺,φ12、φ14为两切分工艺,φ16为两切分和单线两种工艺,其余规格为单线轧制工艺。 1.2产品方案 序号品种钢种代表规格年产量比例钢号(mm)(万吨) (%) 1 螺纹钢低合金钢 HRB335、 HRB335E、 HRB400、 HRB400E、 HRB500、 HRB500E φ10~φ14 11.25 22.5 2 φ16~φ18 12 24 3 φ20~φ25 19.5 39 4 φ28~φ36 5 10 5 φ40 2.25 4.5 合计50 100.00 注:连铸坯规格为:150mm×150mm×8000mm,加热炉能力要 求不低于100t/h。
1.3生产工艺流程 1.3.1 车间生产工艺流程框图
连铸 吊运至上料台 辊道输送 推钢入炉 加热 出炉 (不合格坯剔除) 粗轧 切头 中轧 控制冷却 切头 倍尺分段 冷床冷却 冷剪剪切定尺 移送、检查、计数 打捆 称重标志 收集 入库 精轧 1.3.2 生产工艺过程简述
合格的连铸钢坯由炼钢连铸车间用电动平车运输至本车间,然后用吊车吊运至上料台架,坯料由上料台架推入坯料输送辊道,并输送到加热炉入炉端后由推钢机将其从加热炉的端部推到推钢式加热炉中加热。 根据钢种的要求,钢坯在加热炉内加热到1030~1130℃后,按轧制节奏由出钢机从加热炉侧面单根推出炉。如果钢坯有缺陷,由剔除装置从出炉辊道上剔除。 出炉后的热坯,经辊道输送,钢坯开始进入连轧机组轧制。钢坯首先在粗轧机组轧制6个道次,然后轧件由1#飞剪切头后,进入中轧机组轧制,轧成工艺规程要求的断面。 出中轧机组的轧件,再由2#飞剪切去头尾,继续进入精轧机组轧成最终要求的成品断面尺寸。 当轧制过程出现事故时,1#、2#飞剪手动启动,进行连续剪切,将轧件碎断,防止事故进一步扩大。 φ10~φ40mm低合金钢在轧制后立即进入水冷装置进行余热淬火回火处理。 在水冷装置之后设有分段飞剪用来将轧件切成冷床长度(成品倍尺),倍尺飞剪采用优化剪切,随后倍尺轧件沿冷床输入辊道输送,并由升降裙板制动后进入冷床冷却。轧件齐头后由链式移送机按一定间距和数量形成棒材层,然后由托出小车成层移入冷床输出辊道。
宝钢不锈钢热轧板卷工程工艺技术 宝钢不锈钢热轧板卷工程分二期建设。一期工程包括一条不锈钢炼钢连铸生产线、碳钢炼钢连铸生产线和1780mm热轧生产线;二期工程包括一条不锈钢炼钢连铸生产线。二期工程建成投产后,生产规模为年产铁水300万吨,钢340.6万吨(其中碳钢190.6万吨、不锈钢150万吨),钢坯328.9万吨(其中碳钢板坯184.9万吨,不锈钢坯144万吨),钢卷309.73万吨(其中热轧碳钢卷181.2万吨,不锈钢卷1 28.53万吨),不锈钢坯11.5万吨。 工艺流程 图1 不锈钢项目新产线工艺流程 炼钢所用的铁水来自750m3高炉和2500m3高炉,采用炉前脱硅工艺,在出铁场全量脱硅处理后,由2 60t鱼雷罐车扒渣后送往铁水倒罐站。 供不锈钢铁水采用铁水罐顶喷脱磷处理后,兑入100t电炉(EAF),并加入不锈钢返回料、合金等固体料,熔炼成不锈钢母液,然后兑入120t侧复吹氩氧脱碳炉(AOD)脱碳精炼。不锈钢生产工艺组织灵活,可以采用三步法经120t真空脱碳精炼装置(VOD)精炼出成品,也可以采用二步法经侧复吹氩氧脱碳炉(A OD)出成品。在电炉修炉时还可以采用不经电炉的生产工艺,即可用120t侧复吹氩氧脱碳炉(AOD)直接兑脱磷铁水加合金冶炼400系列和300系列不锈钢。
供碳钢铁水采用铁水罐搅拌脱硫处理,兑入2×150t脱磷脱碳双联复吹转炉进行高速少渣冶炼,钢水再经真空脱气装置(RH)或成份调整密封吹氩站(LATS)进行炉外精炼。另设LF炉,既可用于不锈钢又可用于碳钢的保温和精炼,以配合连铸作业。在一般情况下1#、2#转炉也可采用单联法即单炉脱磷脱碳生产。 连铸单元设四台一机一流板坯连铸机,经转炉吹炼及精炼后的不锈钢钢水送往二台不锈钢板坯连铸机;经转炉吹炼及精炼后的碳钢钢水送往两台碳钢板坯连铸机。不锈钢和碳钢板坯连铸机的机型统一,无缺陷不锈钢板坯直送热轧板坯库,部分板坯(约20%)需下线修磨后送板坯库。碳钢板坯在轧制不锈钢时下线,轧制碳钢时可直接热装至加热炉(板坯温度750~800℃),也可直接热送至热轧板坯库,并可与4 00系不锈钢混合轧制。 1780mm热轧单元设3×300t/h步进式加热炉,经高压水除鳞、一架四辊可逆粗轧机轧3~7道次,中间坯可经无芯轴热卷箱、切头飞剪和精轧高压水除鳞后进7机架精轧机组轧至成品,钢带经层流冷却后由2台地下卷取机成卷。设成品库贮存成品钢卷以备出厂。 主要新技术应用 1 全铁水冶炼 图2 AOD全铁水冶炼不锈钢工艺流程 AOD全铁水冶炼不锈钢工艺流程如图2示。该工艺主要技术创新点是AOD全铁水冶炼条件下的脱碳保铬技术研究。该工艺与采用进口不锈钢废钢和国产低磷碳素废钢作原料相比,优点如下:①避免了不锈钢钢水受到不纯废钢的质量影响,Cu、Ni、Sn、Pb、As等微量元素,可以控制在一个极低的范围内,大大降低了冶炼高纯净度400系列不锈钢的难度。[P]含量可以较轻松地达到0.020%以下,钢水成份容易控制;
上海宝钢集团公司企业标准 Q/BQB 310-1999汽车结构用热连轧钢板及钢带 1.范围 本标准规定了汽车结构用热连轧钢板及钢带的尺寸、外形、技术要求、试验方法、检验规则、包装、标志及质量证明书等。 本标准适用于上海宝钢集团公司热轧部生产的、具有良好冷成型性能的碳素及微合金钢热连轧钢板及钢带,产品供制造汽车大梁、横梁、滚型车轮、汽车传动轴管等结构用。 2.引用标准 下列标准包含的条文,通过在本标准中引用而构成为本标准的条文。本标准发布时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。 GB 222-84 钢的化学分析用试样取样法及成品化学成分允许偏差 GB 223 钢铁及合金化学分析方法 GB 228-87 金属拉伸试验方法 GB 232-88 金属弯曲试验方法 GB 2975-82 钢材力学及工艺性能试验取样规定
Q/BQB 300-1999 热连轧钢板及钢带的包装、标志及质量证明书的一般规定Q/BQB 301-1999 热连轧钢板及钢带的尺寸、外形、重量及允许偏差 3 分类及牌号 3.1钢板及钢带按用途、产品类别区分如表1所示。 表1 (续)
Q/BQB 310-1999 表1(完)
2.按边缘状态分为 切边 EC 不切边 EM 3.尺寸、外形、重量及允许偏差 4.1 B330CL、B380CL、B420CL的厚度允许偏差应符合Q/BQB301较高精度(PT.B)规定。 4.2 B440QZR 、B480QZR的厚度允许偏差应符合表2 的规定。 3.其它尺寸外形重量及其允许偏差按Q/BQB301的规定。 表2 mm
宝钢集团有限公司 宝钢集团有限公司简称宝钢(Baosteel),是中国最大的钢铁公司,也是国有企业,它的总部位于上海。子公司宝山钢铁股份有限公司(上交所:600019),简称宝钢股份,是宝钢集团在上海证券交易所的上市公司。 宝钢集团简介 宝钢集团公司(简称“宝钢”)是中国最大、最现代化的钢铁联合企业。宝钢股份以其诚信、人才、创新、管理、技术诸方面综合优势,奠定了在国际钢铁市场上世界级钢铁联合企业的地位。《世界钢铁业指南》评定宝钢股份在世界钢铁行业的综合竞争力为前三名,认为也是未来最具发展潜力的钢铁企业。公司专业生产高技术含量、高附加值的钢铁产品。在汽车用钢,造船用钢,油、气开采和输送用钢,家电用钢,电工器材用钢,锅炉和压力容器用钢,食品、饮料等包装用钢,金属制品用钢,不锈钢,特种材料用钢以及高等级建筑用钢等领域,宝钢股份在成为中国市场主要钢材供应商的同时,产品出口日本、韩国、欧美四十多个国家和地区。 公司全部装备技术建立在当代钢铁冶炼、冷热加工、液压传感、电子控制、计算机和信息通讯等先进技术的基础上,具有大型化、连续化、自动化的特点。通过引进并对其不断进行技术改造,保持着世界最先进的技术水平。 公司采用国际先进的质量管理,主要产品均获得国际权威机构认可。通过BSI英国标准协会ISO9001认证和复审,获美国API会标、日本JIS认可证书,通过了通用、福特、克莱斯勒等世界三大着名汽车厂的QS9000贯标认证,得到中国、法国、美国、英国、德国、挪威、意大利等七国船级社认可。 公司具有雄厚的研发实力,从事新技术、新产品、新工艺、新装备的开发研制,为公司积聚了不竭的发展动力。 公司重视环境保护,追求可持续发展,在中国冶金行业第一家通过 ISO14001环境贯标认证,堪称世界上最美丽的钢铁企业。 公司经营 宝钢集团有限公司是以宝山钢铁(集团)公司为主体,联合重组上海冶金控股(集团)公司和上海梅山(集团)公司,于1998年11月17日成立的特大型钢铁联合企业。 宝钢是中国最具竞争力的钢铁企业,年产钢能力3000万吨左右,赢利水平居世界领先地位,产品畅销国内外市场。2006年12月14日,标准普
宝钢热轧产品牌号对照表 热轧产品相近牌号对照表 ①Q/BQB302 Q/BQB 302-2003 DIN1614-2 -86 EN111-77 EN10111 -199 8 JIS G 3131 -1996 GB 710-91 /GB 711-88 DD11 SPHC StW22 FeP11 DD11 SPHC 08 DD12 SPHD RRStW23 FeP12 DD12 SPHD 08或08Al DD13 SPHE StW24 FeP13 DD13 SPHE 08Al ②Q/BQB303 表1 Q/BQB 303-2003 JIS G 3101:1995 GB 912-89/GB 3274-88 GB 71 0-91/GB 711-88 SS330 SS330 Q195,Q215A,Q215B,15 SS400 SS400 Q235A,Q255A SS490 SS490 Q275A SS540 SS540 - 表2 Q/BQB 303-2003 DIN17100-80 EN10025:1990 EN10025:199 3 GB 912-89/GB 3274-88 St33 St33 Fe310-0 S185 Q195,Q215A,Q215B St37-2 St37-2,RSt37-2 Fe360B S235JR Q235B St37-3 St37-3 Fe360C S235J0 Q235C St44-2 St44-2 Fe430B S275JR Q255B St50-2 St50-2 Fe490-2 E295 Q275,Q345A St52-3 St52-3 Fe510C S355J0 Q345C,Q390B,Q390C 表3 Q/BQB303-2003 DIN17102-80 EU113-72 EN10113-2:199 3 GB 912-89 GB 3274-88 StE255 StE255 FeE255KGN -- StE355 StE355 FeE355KGN S355N Q345B、Q345C 表4 Q/BQB303-2003 DIN17200-84 EN10083-2:1991 GB710-91 GB711-88
宝钢热轧厂案例 热轧厂由2050热轧生产单元和1580生产单元组成,在宝钢公司生产流程中处于关键地位,如图1所示。 公司的炼钢生产能力远大于热轧生产能力,2001年两个炼钢单元比两个热轧单元多生产315万吨钢。由于公司缺乏深加工能力,热轧的能力不足造成附加值极低的初级钢铁产品——钢坯投入市场,每年形成超过10亿元的效益损失,造成极大的浪费。如何进一步提高热轧生产单元的产能利用率,释放潜在的产能,为宝钢公司创造更高的效益,就成为了热轧厂急需改进的难题。 一热轧厂产能利用现状 热轧厂的2050生产线从德国引进,年设计产量480万吨;1580生产线从日本三菱公司引进,年设计产量280万吨。虽然经过不断地改善,两条生产线都超出了设计的生产能力,2001年,2050完成产量510万吨,1580完成产量325万吨。但是,通过图2和图3分别对2001年两条生产线影响产能利用率的因素的剖析可以发现,两条生产线产能利用率还有很大的改善潜力。 矿产品 图1宝钢公司生产流程示意图
速度损失:单台卷取机或单台加热炉生产造成生产节奏放慢带来的时间损失; 质量时间损失:废次品及返修品折算成的时间损失。 图22050热轧2001年产能利用率分析 计划生产时间比率= %100?总日历时间总可用时间=%1008760 6936 ?=79.2% 设备总体效率(OEE )=%100?总可用时间净生产时间=%1006936 25 .5355?=77.2% 产能利用率=计划生产时间比率OEE ?= %100?总日历时间 净生产时间 =61.1%
计划生产时间比率= %100?总日历时间总可用时间=%1008760 6763 ?=77.2% 设备总体效率(OEE )=%100?总可用时间净生产时间=%1006763 6 .5042?=74.6% 产能利用率=计划生产时间比率OEE ?= %100?总日历时间 净生产时间 =57.6% 从数据分析可以看出,2001年2050和1580生产线的产能利用率分别为61.1%和57.6%。而世界上同类型的一流热轧厂的产能利用率达到70~75%,差距是显而易见的。而造成产能低下的主要原因包括计划停机时间(计划检修时间和计划换辊时间)、非计划停机时间(故障及其它非计划停机时间),以及质量损失时间(降级或修理)。 二设定改进目标 在2002年上半年为期三个月的专家诊断后,从2002年7月开始宝钢股份公司在热轧厂实施精益生产试点,针对产能利用率、产品质量和业绩管理等项目进行改善。从2003年开始,在公司范围推进“以6SIGMA 为特征的精益运营”,开始了6SIGMA 精益运营的持续改进之路。根据对热轧2050和1580两条产线产能利用率的诊断分析,从四个方面通过6SIGMA 精益运营的推进进行改善:减少检修时间、提高检修效率;减少换辊时间;降低非计划停机时间;设备维修策略优化。本文以减少换辊的停机时间为例,说明热轧厂如何通过管理手段减少停机时间,增加生产时间。 在热轧厂,轧辊是直接作用在带钢上并将其压制成所需厚度的产品的部件。由于在轧制过程中轧辊表面不均匀磨损,而且逐渐粗糙,为了保证轧制产品的尺寸和表面
精心整理宝钢热轧厂案例 热轧厂由2050热轧生产单元和1580生产单元组成,在宝钢公司生产流程中处于关键地位,如图1所示。 10亿 280 1580完成产量
轧2050和1580两条产线产能利用率的诊断分析,从四个方面通过6SIGMA精益运营的推进进行 改善:减少检修时间、提高检修效率;减少换辊时间;降低非计划停机时间;设备维修策略优化。本文以减少换辊的停机时间为例,说明热轧厂如何通过管理手段减少停机时间,增加生产时间。 在热轧厂,轧辊是直接作用在带钢上并将其压制成所需厚度的产品的部件。由于在轧制过程中轧辊表面不均匀磨损,而且逐渐粗糙,为了保证轧制产品的尺寸和表面质量,必须根据轧制计划在 规定时间里更换轧辊。更换工作辊和支承辊是一项频繁的作业程序。 换辊作业是在流水线上当产品变更时或者零部件使用到一定时间后停机更换使用的零部件或材料等的作业,是一个典型的适合使用单分换模(SMED)来改善作业效率的例子。
目标设定:根据对历史数据的分析,通过运用单分换模等工具分析改善潜力,结合提出了2050热轧和1580热轧换辊时间改善的目标(表1)。 表1热轧2050和1580生产线换辊时间改善目标 2.进行头脑风暴、产生多项改善建议(以工作辊更换为例) 通过从人、机、料、法等方面的头脑风暴分析,找到了现有的问题/改善潜力环节。2050换辊小组共提出改善建议17项,1580换辊小组共提出改善建议13项。具体情况见表3所示。 表3热轧厂换辊小组改善潜力环节
表4.对节约时间的影
以上行动计划明确责任人和实施时间节点,完成后可节约时间分别为2.5分钟(2050产线)和4.16分钟(1580产线)。 3.其余理。 到 ● 分钟;4.5● 定修效率及故障停机:2002年热轧厂两条线定修时间实际值与计划值相比都小于90%,达到下降10%的目标;2002年年度化效益为1700万元人民币。 ● 产能利用率:2002年2050产线由2001年的61.3%提高到67.2%,1580产线由57.7%提高到69.4%,接近世界先进水平。 热轧厂的广大员工掌握了相应的改善工具和系统的改善方法,也为以后进一步的技术改造积累了大量的经验。 讨论题:还有哪些管理手段可以用来提高产能利用率?能否通过供应链管理,比如加快供应链速度来减少生产时间和等待时间,挖掘热轧厂的产能? 改善 目标
宝钢热轧产品牌号对照表 : s# l o5 I0 R" @$ b 热轧产品相近牌号对照表# R; z& l; b$ W8 h ①Q/BQB302 Q/BQB 302-2003 DIN1614-2 -86 EN111-77 EN10111 -1998 JIS G 3131 -1996 GB 710-91 /GB 711-88 DD11 SPHC StW22 FeP11 DD11 SPHC 08 DD12 SPHD RRStW23 FeP12 DD12 SPHD 08或08Al DD13 SPHE StW24 FeP13 DD13 SPHE 08Al ②Q/BQB3030 G8 I9 l& i0 M7 D6 ]1 Q* M 表1 Q/BQB 303-2003 JIS G 3101:1995 GB 912-89/GB 3274-88 GB 710-91/GB 711-88 SS330 SS330 Q195,Q215A,Q215B,15 SS400 SS400 Q235A,Q255A# w V( G& ?" g/ Y8 i& k SS490 SS490 Q275A* T, G% @5 \# B% X& K SS540 SS540 - . K1 p1 _: o: ~3 L 表2, c1 A! F q; o& g; t) } Q/BQB 303-2003 DIN17100-80 EN10025:1990 EN10025:1993 GB 912-89/GB 3274-88* E' O' l, N- M1 u# ^ St33 St33 Fe310-0 S185 Q195,Q215A,Q215B& d% i/ \0 M- e% Q' W7 }3 s St37-2 St37-2,RSt37-2 Fe360B S235JR Q235B1 @) u* K8 O9 j; A St37-3 St37-3 Fe360C S235J0 Q235C m7 x& C/ y4 q; ^ m1 k( [1 d4 G' E St44-2 St44-2 Fe430B S275JR Q255B8 p' q1 T: @$ b+ b) ~# B" n2 b. R St50-2 St50-2 Fe490-2 E295 Q275,Q345A St52-3 St52-3 Fe510C S355J0 Q345C,Q390B,Q390C6 v5 Y h5 t2 p6 e% B 7 E; i: k2 S4 l0 A( ?