基于知识的刀具数据库系统 侯陈昊钟振宇 北京卫星制造厂技术四室 摘要:通过确定刀具结构关系和加工信息,建立刀具结构知识库和加工方案知识库,实现智能选刀和加工方案查询功能;开发软件接口和其余信息系统相连,达到资源共享的目的。 关键词:知识库刀具结构知识加工方案知识系统扩展 1 名词及术语 刀片:安装在刀体上,直接作用于工件,是参与切削的主要部分。如图1a所示。 刀体:刀体主要功能是安装刀片,连接刀柄系统。刀片通过螺钉安装在刀体上,切削时,刀体为刀片提供支撑。如图1b所示。 刀柄系统:其主要作用是连接主轴与刀具,使刀具达到所要求的位置与精度,传递切削所需扭矩及保证刀具的快速更换,模块式结构的刀柄系统由多个部件组成。 基础柄:刀柄系统部件之一,直接连接机床主轴。如图1c所示。 接柄/夹头:刀柄系统部件之一,其下接口直接连接刀体,或者通过减径套与夹套与刀体相连。如图1d所示。 加长接杆:一般连接在基础柄和接柄之间,当基础柄和接柄相连长度不能满足加工要求时,可以通过加长接杆来增加刀具悬深。如图1e所示。 夹套:配合弹性夹头接柄使用,特点是其可以接某一系列直径的刀体。如图1f所示。 减径套:是接柄的可选配件,安装减径套后,接柄能连接直径小于其下接口尺寸的刀体,但一类减径套只能连接一种直径的刀体。如图1g所示 上接口:本文中,从主轴向下到刀体,每个部件连接时靠近主轴一端的接口。 下接口:本文中,从主轴向下到刀体,每个部件连接时靠近刀体一端的接口。 a刀片b刀体c基础柄d接柄/夹头e加长杆f夹套g减径套 图1 刀具系统 2 需求分析 随着技术的发展,刀具成为制约提高生产效率的最大瓶颈之一。在技术不断积累的过程中,数控人员逐渐发现,以往使用普通高速钢刀具,已经不能完全适应目前的生产需要,高速刀具的使用成为提高生产效率,改善工件表面质量的一条必经之路。在我厂高效加工的试点中,大量实例证明这一点。 1
公交营运调度系统 解决方案 上海澳马信息技术服务有限公司 2013年11月
目录 1. 前言 (3) 2. 解决方案 (5) 2.1 系统架构 (5) 2.2 主要设备组成 (6) 2.2.1 智能车载调度终端 (6) 2.2.2 司机显示屏 (7) 2.2.3 车载键盘 (8) 2.2.4 电子站牌 (8) 2.2.5 客流统计 (9) 2.3 功能说明 (10) 2.3.1 定位 (10) 2.3.2 安全 (10) 2.3.3 监控录像 (10) 2.3.4 设备扩展 (11) 2.3.5 营运调度 (11) 2.3.6 报表统计 (11) 2.3.7 数据分析 (12) 2.3.8 服务用语功能 (12) 2.3.9 功能图示 (13) 3. 系统特色 (15) 3.1 提高数据精度 (15) 3.2 提高通信链路稳定 (15) 3.3 整合车载信息 (15) 3.4 一体化显示屏 (16) 3.5 大容量处理与存储 (16) 4. 核心优势 (18) 5. 客户案例 (19)
1.前言 随着社会高速发展,交通已成为经济发展的关键要素。其中城市公共交通如血脉一般连接着城市的各个部分,为城市的发展提供着营养。而在我国,地铁普及率较低,城市公交的主要方式还是地面公交。公交行业具有乘客流动性大、密度差异大、素质参差不齐等特点,难以对其进行有效的监控管理,一旦发生安全问题,又往往后果严重。公交行业除了面对驾车安全、防盗防抢、司乘纠纷等传统问题还要特别关注新形势下针对公共交通的恐怖事件,这对公交行业提出了严峻挑战。如何解决面临的难题,给广大市民提供一个安全、稳定的出行环境,已成为公交行业关注的主要课题。 上海澳马公司作为专业的智慧交通解决方案提供商,多年来先后参与了香港回归、50周年国庆、APEC会议、北京奥运、60周年国庆阅兵、上海世博、深圳大运会等多项国家及各大城市的重点项目建设,以骄人的业绩赢得用户、专家、业界乃至政府机构的首肯。 其中由上海澳马自主开发智能公交营运调度系统已在上海、北京、深圳等大型城市有序运作,该类城市的市场份额50%以上。该系统建立在全球定位技术、无线通信技术、地理信息系统、网络技术、计算机技术、自动控制技术、软件技术综合运用的基础上,实现了车辆运营企业调度的信息化、自动化、智能化的高科技管理,实现了车辆调度智能化、实时化、无纸化,同时实现了为乘客提供完善的信息化服务。 中国经济的发展凸现公交行业在运营管理上四个方面的需求: 1)安全 对安全防控范围内的情况进行实时监控录像,并可通过3G无线网络进行远程视频监看以及监控图片的抓拍。 2)运营管理 对车辆进行智能化调度,配车排班、调度日志,电子路单管理、路单日报管理,实时调度发车管理,用来解决运力配备、提高车辆利用率、合理分布线路网点等问题。 3)乘客服务
2008年第42卷№5成型刀具的精确及合理磨削 ——NUMR鲫Opllls尊软件涵盖的广泛应用范围 费德勒?约格 瑞士联邦技术研究所 NUMRO脚lus8软锌在避去20年中已演变成为 刀具磨削的一个标准解决方案,并且适用于30种不同的机器类型。许多刀具生产商和刀具修磨商认识到该软件独立编程的显著优越性,因此选择安装使用NUMROTOpluss软件。“成型铣刀”猩过去lO年里的销售量劲增了500倍,它的功能涵靛了下列多种应用燕圈。 成型刀具及特殊刀具市场在以往几年里明显增大。当标准刀具的销售(如铣刃和钻头)缓步不翦时,成型刃具稻特殊刃具的镑塑却以每年10%的速度递增,蘸要原因是市场的发展追求一个合理化的生产过稷。如汽车工业行业中的零件加工,过去是将加工工件置于船工中心上,经过许多独立的加工过程,并更换大量的单一刀具而最终完成加工。而现在只露要采用一种多用途的特殊刀具在单一的船工中鄄萄完成,采髑此类刀具最锈显的优势在予节省了加工时间,因加工过程中刀具用量的减少而缩短了生产过程。 另外逸稀变化不可忽珞的傀势还有:(1)壶予烟工过程中所需刀具的减少而使整个生产过程更快捷化。零件几何尺寸的公差只与刃具精度有关,丽誉再涉及加工中心的精度。(2)生产过程照易子管理。由于刀具主要采用硬质合金材料,在磨削过程中能形成最佳昀切削刃几何尺寸,同时零件的船工表藤质量得到改善。丽获得高精度的成型刀具和特殊刃具及最佳切削刃几何尺寸的关键,是需要有一个成熟的刃具制造编程软件。 “普邋”或垂铣刃 刀具的刀槽可采用普通圆形铣刀或锥形铣刀经旋转或被直接磨削。 图1三维模拟的带普通后角的成型铣刀承意圈 95 左旋乃具绒右旋刀舆都具备庄旋磨削或右旋磨削的功能。芯厚可经循环或变量加以编程。另外,恩户也可以用势切角刀齿进行磨削,该方案尤其适用于高速钢棒料和硬质合金钢盘焊接材辩的磨削,而不适用于全硬质合金棒料的磨削。由于焊接的钢盘位嚣变换不定,在瘗削蘸必须对冀加以确定,计算出夹紧表面上磨削的准确空闻路径,根据相关路径确定后角的磨削,这可确保所需的轮廓达到高精度的磨瓤效果。 加工后角时,可根据需要使用杯状砂轮、锸尖砂轮、圆角砂轮以及柱状砂轮等进行磨削。通常可采用裂刃刃沿切剃刃磨削惑焦,或者采愿附带一个连续的后角路径,以滚动磨削的方式加工。 圈2以滚动方式磨削后角酌成型铣刀 万能刀齿成型铣刀 其有工艺上豹高合理性,每把刃其的切削刃只用于磨削整个轮廓的一部分。NUMROTOplus*软件允许程刀齿上自由定义轮壤。必要对霹针对後向后角和轴向后角对每个刃齿进行单独编程,泼减少刀具的不规则运行和尖锐凹角的产生。 sc妇嘲雠姆Earn 豳3带尖锐凹角的成型铣刀 交叉乃嚣的生产,爵震右旋方式密裁轮纛端瑟 并用发旋方式磨削轮廓的其余部分,这样可确保刀具在燕直的轮廓范围里保持最佳磨削。 轮廓钢盘、成鳖匿动镌蠢、残鳌旋转訾力等馕轮 万方数据
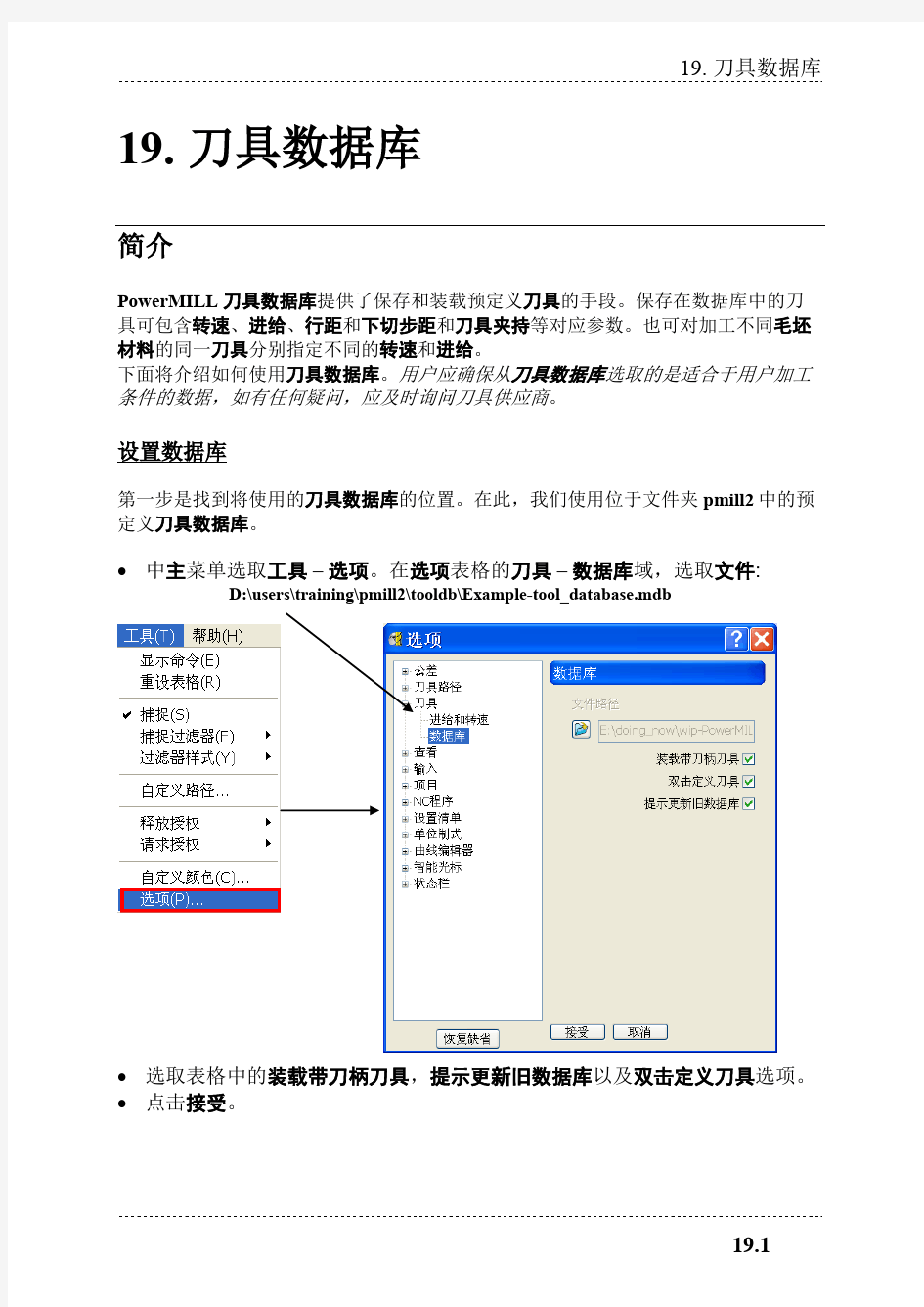
15. 刀具数据库 简介 PowerMill刀具库允许用户方便地装载预定义的刀具以及其对应的转速、进给、行距和下切步距等值。下面将为您介绍如何使用刀具数据库。 用户应确保从刀具数据库选取的是适合于用户加工条件的数据,如有任何疑问,应及时请教刀具供应商。 设置数据库 第一步是找到将使用的数据库的位置以及将装载的切削参数。在此,我们使用PowerMILL Examples文件夹中的样本数据库。 ?从工具菜单选取工具>选项。 ?在选项表格的数据库域浏览文件 C:\Program Files\Delcam\PowerMILL8009\file\examples\sample_tool_database.mdb 自动装载切削深度 切削深度选项框此时应被勾 自动装载进给率 进给率和自动装载 ?自动装载 取。 ?接受表格。
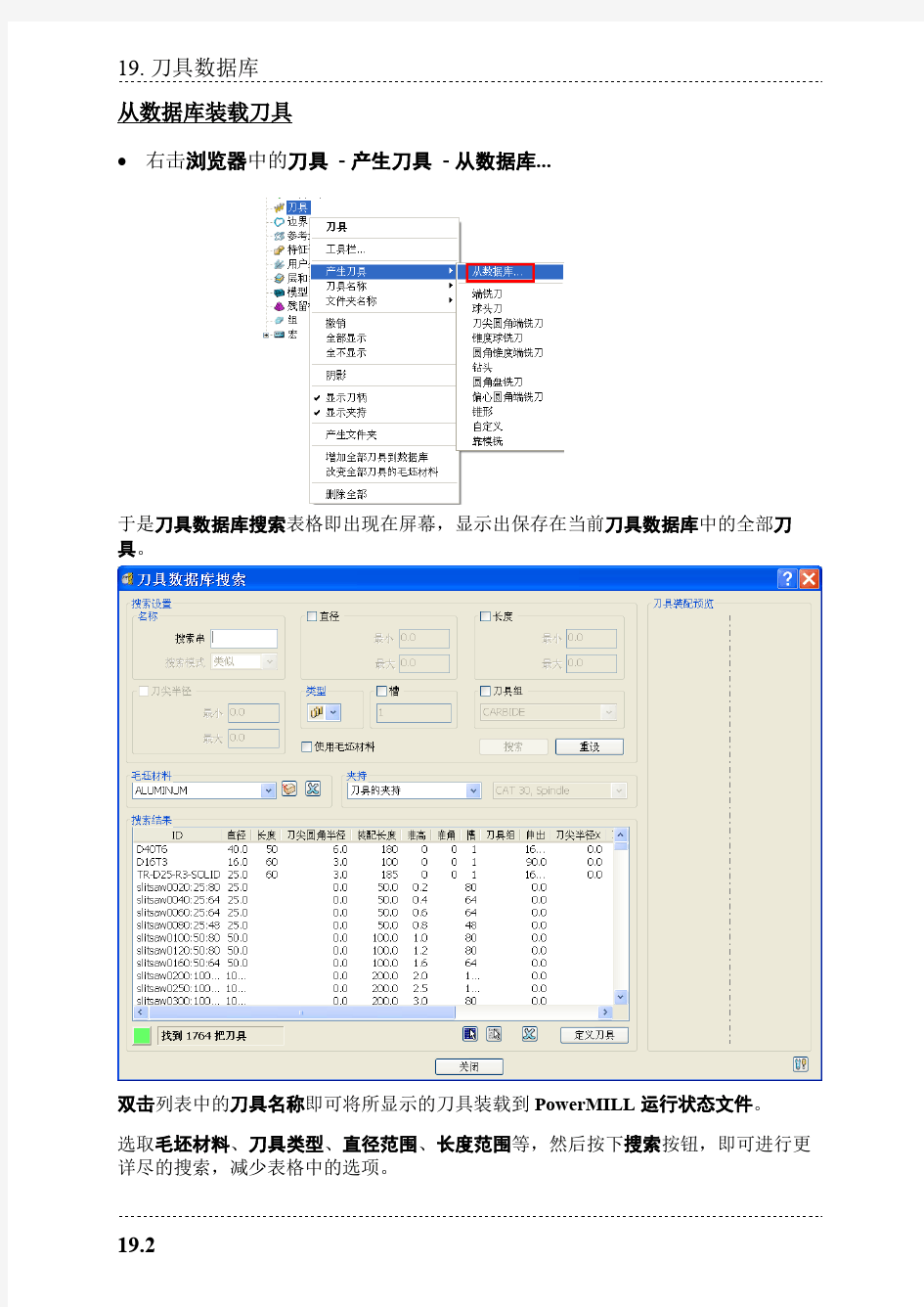
从数据库装载从数据库装载刀具刀具 从数据库装载刀具。 ? 右击浏览器中的刀具>产生刀具>从数据库。 于是刀具数据库搜索表格即出现在屏幕。 选取毛坯材料和刀具类型,按下搜索按钮即可搜索刀具。表中将列出所选类型的全部刀具。勾取相应的直径、长度、刀尖半径并输入相应的尺寸范围可进行更详尽和准确的搜索。 双击列表中的刀具名称即可将该刀具装载到 PowerMill 运行状态文件中。
作业 使用样本刀具数据库Samp Tool_Database将以下刀具输入到PowerMILL运行状态文件,所使用的材料为铝Aluminium: 20 mm dia End Mill. 25 mm dia x 3 rad Tipradiused tool. 15 mm Ball nosed tool, 或是其它合适刀具。 (选取直径 14 或16 并在 PowerMILL 中修改)
软件使用说明书 初始用户名为管理员,初始密码为aa。进入到系统后可以再添加一些用户,方便其它人操作。打开刀具参数视觉检测用户程序,初始界面如图1所示。 图 4.1 登录界面 选择相应的用户名及输入正确的密码,即可进入系统:如下如图所示
图4.2 系统界面 本程序分为三大模块:刀具管理、系统管理、通信。 一,首先进入系统管理,点击菜单栏上的系统管理菜单;如下图所示有三个子菜 单:添加管理员、修改密码、退出系统。 图片4.3 系统管理
(1)点击添加管理员可以添加管理员,方便其它人操作该系统。输入用户名及密码就可以添加管理员了。如下图所示 图片4.4 新增用户 (2)点击修改密码就可对当前用户的密码进行修改,可以修改为自己熟悉的密码或复杂的密码,以防被不法分子破解。如下图所示: 图4.5 修改密码
(3)点击退出系统,系统将退出,所有窗口将被销毁。 二,进入刀具管理,刀具管理模块有二个子模块:刀具类别管理和刀具信息管理。 (1)刀具类别管理:刀具类别管理又有两个子项:刀具类别添加和刀具类别 修改。 点击刀具类别添加,输入种类名称和类别的编号就可以添加刀具类别,如下图所示: 图4.6 刀具类别添加 点击刀具类别修改会出现以下界面:
图 4.7 刀具类别修改 然后点击界面下方的修改按钮,就可以上面的列表中进行修改了,最后点击 下方的保存。若弹出以下对话框,说明修改成功了。 图 4.8 保存成功对话框 (2)刀具信息管理 刀具信息管理模块有三个子项,如下图所示: 图4.9 刀具信息管理
<1>点击添加刀具信息,输入刀具编号、刀具长度、刀具名称、刀具材料、刀具名称、刀具转速、刀具直径、刀具前角、主偏角、刃倾角,选择相应的刀具类别,最后点击确定就可以添加一项刀具信息了。如下图所示: 图4.10 添加刀具信息 <2>点击修改刀具信息,进入以下界面:
1、数据字典: 数据名称数据类型数据长度说明 刀具编号Text 30 刀具名称Text 30 刀具类别Text 12 刀具状态Text 12 刀具所在库编号Text 30 刀具购买时间Date/Time默认 刀具报废时间Date/Time默认 车间编号Text 30 车间名称Text 30 车间类别Text 12 工人编号Text 30 工人姓名Text 12 工人性别Text 4 工人所属部门Text 30 工人所属车间Text 30 机床编号Text 30 机床名称Text 30 机床所属车间Text 30 库房编号Text 30 库房名称Text 30 2.功能模块 刀具信息管理系统 库存管理借还管理权限管理
操作工人编号姓名性别部门属于车间 车间编号车间类别车间名称 3.数据流 录入刀具信 息 刀具资料 刀具管理数据库 录入工人信 息 工人资料 录入机床信息 机床资料 录入车间信 息 车间资料 录入库房信 息 库房资料 查询匹配刀具及库存状 态 录入借出/归还信息 借出/归还申请 更新库存信 息 库存位置最新在库状态录入报废信 息删除库存记 录 报废确认 4.E-R 图 高速钢刀具管理数据流 工号 局部E-R 图
操作工人编号姓名 性别 部门 使用刀具 刀具编号 刀具名称 刀具类别 刀具状态 刀具材料 购买时间 报废时间 返还时间借出时间机床 机床编号 机床名称匹配刀具 刀具编号刀具名称刀具类别刀具状态 刀具材料 购买时间 报废时间 库房库房编号库房名称拥有刀具 刀具编号刀具名称刀具类别刀具状态 刀具材料 购买时间 报废时间 车间车间编号 车间类别拥有机床 机床编号机床名称 车间类别 工号
技术方案 深圳瑞信视讯 智能公交调度系统 技术方案 2013年1月15日
技术方案 1.1 瑞信视讯公交综合运营管理平台特点 1.1.1 系统扩展性强 瑞信视讯公交综合运营管理平台基于REST框架搭建,REST架构不仅仅能够对 于互联网资源进行唯一定位,而且还能告诉我们对于该资源进行怎样运作。为未来扩展成为交通业务数据中心的共享利用定位提供了技术支撑条件。 块式应用开发,可灵活扩展电子站牌系统、公交机务系统、公交物资管理系统、OA 系统、EHR系统、收银点钞系统、停车场系统、线路策划系统等。 1.1.2 与设备兼容性强 瑞信视讯公交综合运营管理平台不绑定任何厂家的硬件设备,兼容目前主流车载 监控设备。系统兼容国家规范《道路运输车辆卫星定位系统平台技术要求》 JT/T 796-2011)《道路运输车辆卫星定位系统车载终端技术要求》 JT/T 794-2011)《道路运输车辆卫星定位动态监管系统终端通讯协议及数据格式》 JT/T 808)《道路运输车辆卫星定位动态监管系统平台数据交换》 JT/T 809)等规范。 1.1.3 深入了解公交业务需求 瑞信视讯目前与苏州园区、新区、黄石、福鼎等多地的公交公司有深入的战略合 作伙伴关系,长期有服务人员驻场服务,及时了解用户第一线需求,并为客户的公交未来信息化提供有力的技术支撑。
技术方案 1.1.4 平台性能指标 1、科学性 具有良好、科学的系统架构,能实现7*24小时无人值守自动调度。 实现无人值守下的自动计算发车间隔。 实现无人值守下的自动统计公里、班次。 2、灵活性 用户能自定义模块、菜单、自定义窗体和字段。 用户能自定义各种报表。 用户能自定义颜色及界面选项。 调度参数可以动态进行配置。 支持多种调度模式,如计划调度、灵活调度、混合调度,其中灵活调度可以自动计算间隔,可人工预设间隔。 3、扩展性 可通过增加服务器等平台硬件设备适应运营车辆增长。 可提供数据接口供其他系统调用,方便公交整体信息化系统的应用。 4、系统通讯相关指标 系统支持同时接入5000个终端进行通讯。 终端的数据上报方式和时间间隔:要求上传间隔和上报方式可以根据需求及时自主进行调整和设置。 车载终端子系统提供数据包断点续传、重传的功能。 5、系统数据完整性指标 趟次统计准确率达到100%,区分高峰趟次、平峰趟次、正班趟次和夜班趟次。 趟次里程计准确率100%(营运里程数、非营运里程数分别统计)
Smart Crib 刀具管理系统 系统概述 Smart Crib 是北京兰光创新科技有限公司集国外先进的刀具管理理念与国内用户的具体需要相结合而研制开发的刀具管理平台。Smart Crib 刀具管理系统具有完善的数据库管理功能,能够非常灵活、高效地对不同生产厂家、不同类型的刀具进行多库房管理,规范的出入库操作,智能的组合刀具拆装,丰富的库存统计等各种强大的功能,Smart Crib 刀具管理系统完全可以满足各类机械企业对刀具管理的各种需求。 Smart Crib 采用目前最前沿的B/S 架构,充分利用Internet 技术,实现网络内刀具信息共享,网络内任意一台计算机无需任何配置均可通过浏览器登录系统,并获得自己需要的刀具信息。人性化的设计理念、友好的人机对话界面及强大的管理功能,Smart Crib 刀具管理系统可以让您轻松获得刀具的最优资源配置,有效地降低生产中的刀具成本,并在最短时间内完成刀具准备,明显地提高机床的利用率。 主要模块 ?系统管理(用户管理,运行日志,数据远程备份,系统初始化,车间维护,系统维护); ?标准数据维护(参考数据定义,刀具定义,组装刀具定义,刀具包定义); ?刀柄管理(刀柄新购、出入库、报损管理、多功能查询); ?附件管理(附件新购、出入库、报损管理、多功能查询); ?组合刀具管理(组合刀具组装、借出、改装、拆卸、多功能查询); ?贵重刀具管理(贵重刀具新购、出入库、打磨维修、报损、维修入库,刀具寿命管理); ?量具管理(量具新购、出入库、校测、报损管理、多功能查询); ?夹具管理(新购/新做、出入库、报损管理、多功能查询); ?非标刀具设计(非标刀具的设计、审批、及出入库、报损管理、多功能查询); ?库房预警、自动订货功能; ?报表管理(附件类报表模块、刀柄类报表模块、贵重刀具类报表); ?友情连接;
MasterCAM铣削刀具库设定方法 MasterCAM铣削刀具库设定方法 一、前言 MasterCAM各种加工方式的加工参数,包括切削参数的实现都是以对话框形式设置的,使用时只需填写即可。MasterCAM铣削中提供公制、英制两类共6个刀具库,基本刀具在刀具库中都有收录,设置加工参数时,调用刀具库中刀具后切削参数即自动输入到对话框中。但是实际使用中我们发现提供的刀具几何参数各轴进给率、提刀速度、主轴转速等切削参数,并不符合车间现有刀具的实际情况,同时它也不能反映车间刀具库中刀具拥有的基本情况,在使用时必须对每一个项目进行设置。下面就MasterCAM铣削刀具库的建立方法加以探讨,以建立适合车间使用的刀具库。 二、刀具库的基本结构及设置方法 1.铣削刀具库的结构及设置规定 刀具库由刀具库规定说明以及若干个单独的刀具描述段组合而成,每个描述段又由9行组成,对刀具作具体说明,单个刀具描述段之间由一个空描述段隔开。下面分别对各行进行详细说明。 (1)刀具库的注释说明注释说明的每行以#开头,后接说明语句,包括刀具库的建立日期,设置方法,各参数意义等。如#刀具库格式MonJan1414:51:192002。 (2)刀具描述段的组成刀具描述段共由9行组成。第1行以TOOL开始,说明刀具定义开始,行号必须标出,而且后跟“”,两者中间以空格隔开,结果为:1——TOOL,以下各行规定和本行相同。第2行说明刀具材料,系统规定各数字代表材料为: 1——HSS,2——CARBIDE,3——COATEDCAR,4——CERAMIC,5——BORZON,10——UNKNOWN ,设置时应用数字代表填入。第3行为对刀具进行注解。第4行指定刀具名称。第5行指定刀具制造厂。第6行指定刀具夹头。第7行指定刀具各项参数。按照刀具号码、刀具型式、半径型式、直径、刀角半径crad、螺纹头数thds、刀尖角度、半径补正、刀长补正、XY进给率、Z轴进给率、提刀速率、主轴转速、冷却液、刃数顺序指定各个刀具的各项参数,各参数之间以空格隔开,0可以不带小数点。第8行指定刀具钻孔、铣削属性。钻孔属性包括以下内容:循环类型cycle,首次下刀深度peck1,其余下刀深度peck2,安全间隙peckclr,切削回缩量chipbrk,暂留时间dwell,肩部角度shldrangle,螺纹小径rootdia(tap),镗孔偏移量boreshift。铣削属性包括以下内容:适用切削形态cutable(粗加工、精加工或者两者都可以),粗加工步距rghx(以刀具直径的百分率指定),粗加工步距rghz,精加工步距finx,精加工步距finz,刀尖角度tipdia,刀具根圆直径rootdia(螺纹铣刀),刀尖角度thdangle。第9行指定夹头以及刀具几何参数,刀端中心孔直径pilotdia,切刃长flutelen,刀长oalen,刃长shldrlen,刀柄直径arbordia,夹头直径hldrdia,夹头长度hldrlen,主轴旋转方向spindleccw,转速sfm(线速度),每刃切削量fpt,计量方法metric。 必须注意,所有的刀具设定必须包含9行以及“TOOL”标头,如果不标定则必须以空格代替内容。 2.铣削刀具库的设置方法 (1)基本刀具库的建立在mill ools目录下系统已经建立起各常用刀具的基本图形,我们可以利用它建立基本刀具库。 1)用记事本建立一文本文件(*.TXT),按规定格式将刀具参数加入文件中,将文件存入C:Mcam9mill ools目录下,文件名的命名规则按照通常规定,如slider.txt。 2)运行Mill9,在主菜单中单击“NC管理”→“定义刀具”→“资料库,在出现的刀具管理对话框中单击右键,在快捷菜单中单击“由文字产生刀具库,打开读取对话框,指定你产生的文本文件slider.txt后,按确定,出现指定保存的刀具库的路径对话框,命名slider确定即可。 3)将slider.txt和slider.tl9保存到C:Mcam9MillTools目录下(假设软件安装在C:Mcam9目录下)。 4)使用时调用刀具库。 (2)自定义刀具的建立1)绘制刀具的半剖图存至C:MCAM9MILLTOOLS目录中,绘图时x方向半
高效的刀具管理软件解决方案ToolExpert 现代的制造车间以数控机床为主,配置各种CAD/CAM、PDM和ERP系统,由于各系统之间相互独立,导致数据无法交换,形成信息孤岛,数据需要重复输入现象严重,信息沟通多通过纸质文件进行,效率低下,而且制造文件的版本控制难以实现。据统计,制造车间NC机床的利用率只有30%。如果能通过一个数据平台,把制造相关的各种信息统一起来,数据能够无缝地进行交换,数控设备的利用率可以提高到70%~80%。 一、概述 现代的制造车间以数控机床为主,配置各种CAD/CAM、PDM和ERP系统,由于各系统之间相互独立,导致数据无法交换,形成信息孤岛,数据需要重复输入现象严重,信息沟通多通过纸质文件进行,效率低下,而且制造文件的版本控制难以实现。据统计,制造车间NC机床的利用率只有30%。如果能通过一个数据平台,把制造相关的各种信息统一起来,数据能够无缝地进行交换,数控设备的利用率可以提高到70%~80%。 针对以上问题,由Spring公司开发的数控刀具管理系统ToolExpert拥有一套成熟的解决方案。例如,用户企业可能拥有至少5台数控加工中心,在机械加工过程中存在下列问题:车间操作员将20%时间花在了切削刀具上;16%的生产计划因为缺少合适的刀具而停止;40%~80%的管理时间浪费在无效的刀具搜索;30%~60%的刀具库存没有被有效地管理等。而在生产车间,一切环节都围绕着机械加工流程展开,如何实现与机械加工各环节的信息化自动管理,成为缩短加工工时与提高生产能力的关键。ToolExpert作为一个数据平台,集成车间现有系统,从工艺编程开始,涉及了整个生产流程,包括计划排产、刀具库房管理、对刀仪数据接口、机床程序传输与监控、机床卸载刀具、刀具报废或修磨处理、刀具消耗统计以及刀具采购与订单接收管理。该系统采用C/S结构,客户端只需一次安装,后期的更新与维护在server端完成,维护简单方便。在sever安装有核心数据库,用于管理生产相关数据。 在数控车间内,通过基础核心数据库,对刀具相关部件、量具、夹具和程序等信息进行管理,集成CAD/CAM、PDM和ERP等系统,数据通过ToolExpert平台进行无缝传输,共享信息,提高及时性,避免了重复数据输入。ToolExpert负责管理以刀具为核心的整个生产过程,包括工艺编程、刀具查找、库房管理(刀具、夹具和量具)、理论装配与物理装配、计划排产、车间备刀、上传/卸载程序、刀具消耗分类统计、刀具使用预测以及采购申请与接收订单。 ToolExpert的设计理念是帮助用户实现生产工艺和生产线的全面自动化管理。优化工艺,监控和管理数字化车间的所有活动,基本功能模块包括:工艺;车间准备;CNC机床准备;库存管理/分析。ToolExpert负责管理所有与刀具相关的工作流程,ToolExpert的功能模块如图1所示。
中国机械采购网 基于OCR 软件的刀具信息数据库开发与应用 陆文灏1,2,张卫星2,张峥2 (11苏州大学机电学院,江苏苏州215021;21苏州工业职业技术学院,江苏苏州215104) 作者简介:陆文灏(1980-),男,江苏苏州人,苏州大学机电工程学院攻读硕士学位研究生,苏州工业职业技术学院机电工程系专业教师。 收稿日期:2010-2-10 摘要:运用OC R 软件ABBY Y Fi neReader 对刀具产品样本进行数据处理,总结出刀具信息数据库的开发方法和实施流程,大幅度 降低企业开发刀具信息查询系统的成本,有助于推广以刀具信息查询系统代替传统纸质样本的应用。关键词:OCR 刀具 数据库 方法 成本 中图分类号:T G71;TP392 文献标识码:A 文章编号:1002-6886(2010)03-0063-03 The Develop m ent and App licati on for Cu tti ng T ool I n f orm ation Database Based on OCR LU W enhao ,ZHANG W ei x i ng ,ZHANG Z heng Abstract :U seOCR s oft w wareABB YY Fi neReader to dealwit h data of t he cutti ng tool sa mples ,su mmari ze the i nf or m ati on database de 2vel op ment method and m i pl ement fl o w ,reduce the enterprise develo p ment cost of cutti ng t ool searchi ng syste m.It is hel p to extend the cutti ng to ols search i ng syste m i n p l ace of t he trad itio nal paper appli cati o n . K ey words :OCR ;cutti ng t ool s ;database ;method ;cost 0 引言 随着制造业在我国的不断发展,运用数控加工技术进行机械加工已经非常普遍,而合理选用切削刀具是生产一个合格零件的重要因素之一。目前,数控技术人员选用刀具的方法主要是参考刀具生产厂家提供的产品样本,从而确定刀具的种类、结构、几何参数、切削参数等。随着计算机技术的发展,将刀具产品信息做成可查询的软件早在10年前就有提及,但是目前也只有世界几大知名刀具厂家采用,国内企业应用很少,分析原因主要是由于刀具的分类复杂,各种参数信息量大,导致人工处理这类数据成本较高,企业难以负担。 随着OC R 技术的日益成熟和识别准确率的不断提高,运用OC R 软件处理刀具产品样本并基于此开发刀具信息数据库可以大幅度提高效率,节约时间,降低成本,并有可能使基于此类数据库的查询软件真正的广泛应用。本文结合为苏州某公司开发的数据库实例,探讨运用OC R 软件开发此类数据库的方法。 1 OCR 软件的功能 111OC R 技术简介 光学字符识别(Opti cal Char acterRecog n iti on)简称OC R ,是通过扫描仪将数字、符号和文字以图形信息的形式输入计算机,再由相应的软件进行识别处理,将原稿上的每一个字符 变为正确的标准代码,让计算机自动完成字符的录入工作。 OC R 的基本处理过程可以分为三个步骤:扫描输入,自动识别、整理输出。1)在扫描仪上输入的原稿只是~页图形信息,识别时先将各个字符相互分离开,再逐字做特征向量分析;2)在自动识别的过程中,相似的字符可能不只一个,需要根据字词关系、语句关系、词意关系进行比较,最终找出字符的正确代码;3)将所有扫描输入的信息全部转换为正确的代码文件,存储在计算机内[1] 。 112ABB YY F i ne Reader 简介 AB B YY Fi ne Rea der Prof ess i onal 是一款真正的专业OC R 软件,它不仅支持多国文字,还支持彩色文件识别、自动保留原稿插图和排版格式以及后台批处理识别功能,能够直接在MSWord 、MS Excel 、Word Perf ect 及Wor d Pr o 中扫描和读取文件、信件或各类表格,并且能存成R TF 、TX T 、DOC 、CS V 、XLS 或HT ML 等格式。它能保持表格与图片中原始的多栏页面设计。F i ne Reader Prof essi onal 在识别方面支持ADF (自动进纸)扫描仪,批处理,拼音检查,强大的表格工具,多语言文件,背景运算和学习新的字体。基于此软件的强大功能和对中文的高准确率识别,所以选择AB B YY Fine Rea der 9.0来处理海量的刀具数据。 2 数据库的分析和开发实现 211数据库开发平台的选择 刀具综合信息数据库采用中小型数据库管理系统M i 2crosof t Access 开发,它具有界面友好、简单易学、高速快捷、 # 63#计算机应用
基于数据库的刀具管理系统的设计与实现 来源:数控机床网作者:数控车床栏目:行业动态 本文通过需求分析、数据库设计和实现,提出了快速刀具查询和数据库管理系统,从而使刀具适应了数控机床高速、高效和自动化程 度高的特点,提高了刀具利用率以及数控加工的灵活性与效率,最终降低了新产品的开发成本,缩短了试制周期。 一、前言 随着人们对机械加工精度、效率以及特殊工件加工要求的提高,数控车间和加工中心已广泛应用于现代化大中型企业。在加工中心中 ,刀具管理是一项重要任务,它不仅为智能制造技术系统和PDM/ERP系统提供有效的技术支持,而且可为制造业进行网络化的虚拟制 造技术研究与开发奠定技术基础,是关系到加工产品的技术先进性、质量可靠性、供货周期、制造成本的关键环节。 作为加工中心工作中不可缺少的步骤,如何有效地组织刀具是影响加工中心乃至柔性制造系统效率的一个重要因素,现有的问题主要 是以下几个方面:如何组织刀具使刀具的存取更方便;如何调度刀具使刀具交换次数最少;如何选配刀具使刀具准备时间最短、利用 率最高。总之,研究刀具资源的管理就是用最小的刀具资源来达到生产要求,尽可能减少对刀具资源的占有。 经过大量调研和分析,该系统以VC++为开发工具,以Microsoft SQL Server 2000为后台数据库建立。 二、数据库设计 车间刀具的数据库管理系统,必须能满足不同用户的需要和要求,这里只详细说明设计过程中的概念结构设计和安全性设计。 1.概念结构设计 该数据库是一套高端数控程序管理系统,可以对程序的编辑者、刀具清单进行管理,还可以对数控程序的各种信息,如程序号、图号 、零件号、机床、用户信息等进行管理,下面是创建与数据库相关部分的实体关系图(ERD),如图1所示。 图1 DNC数据库总体E-R图 2.安全性设计 用户只能用账号登陆到应用软件,通过应用软件访问数据库,而没有其他途径操作数据库。对用户账号的密码进行加密处理,确保在 任何地方都不会出现密码的明文。除非是数据库管理员才能看到,因为他拥有应用软件的所有权限。 确定每个角色对数据库表的操作权限,在应用时再为用户分配角色。角色的权限如表1所示。 表1 角色权限表 三、后台数据库的实现 以VC++开发工具,运用VC++的数据库接口技术、Microsoft SQL Server2000为后台数据库进行dncdb数据库的设计,其具体设计过 程包括建立数据库、建立表、建立关系、实现数据完整性等几个步骤,下面分别介绍。 1.建立数据库
高效的刀具管理软件解决方案ToolExpert 现代的制造车间以数控机床为主,配置各种CAD/CAM、PDM和ERP系统,由于各系统之间相互独立,导致数据无法交换,形成信息孤岛,数据需要重复输入现象严重,信息沟通多通过纸质文件进行,效率低下,而且制造文件的版本控制难以实现。据统计,制造车间NC机床的利用率只有30%。如果能通过一个数据平台,把制造相关的各种信息统一起来,数据能够无缝地进行交换,数控设备的利用率可以提高到70%~80%。 一、概述 现代的制造车间以数控机床为主,配置各种CAD/CAM、PDM和ERP系统,由于各系统之间相互独立,导致数据无法交换,形成信息孤岛,数据需要重复输入现象严重,信息沟通多通过纸质文件进行,效率低下,而且制造文件的版本控制难以实现。据统计,制造车间NC机床的利用率只有30%。如果能通过一个数据平台,把制造相关的各种信息统一起来,数据能够无缝地进行交换,数控设备的利用率可以提高到70%~80%。 针对以上问题,由Spring公司开发的数控刀具管理系统ToolExpert拥有一套成熟的解决方案。例如,用户企业可能拥有至少5台数控加工中心,在机械加工过程中存在下列问题:车间操作员将20%时间花在了切削刀具上;16%的生产计划因为缺少合适的刀具而停止;40%~80%的管理时间浪费在无效的刀具搜索;30% ~60%的刀具库存没有被有效地管理等。而在生产车间,一切环节都围绕着机械加工流程展开,如何实现与机械加工各环节的信息化自动管理,成为缩短加工工时与提高生产能力的关键。ToolExpert作为一个数据平台,集成车间现有系统,从工艺编程开始,涉及了整个生产流程,包括计划排产、刀具库房管理、对刀仪数据接口、机床程序传输与监控、机床卸载刀具、刀具报废或修磨处理、刀具消耗统计以及刀具采购与订单接收管理。该系统采用C/S结构,客户端只需一次安装,后期的更新与维护在server端完成,维护简单方便。在sever安装有核心数据库,用于管理生产相关数据。 在数控车间内,通过基础核心数据库,对刀具相关部件、量具、夹具和程序等信息进行管理,集成C AD/CAM、PDM和ERP等系统,数据通过ToolExpert平台进行无缝传输,共享信息,提高及时性,避免了重复数据输入。ToolExpert负责管理以刀具为核心的整个生产过程,包括工艺编程、刀具查找、库房管理(刀具、夹具和量具)、理论装配与物理装配、计划排产、车间备刀、上传/卸载程序、刀具消耗分类统计、刀具使用预测以及采购申请与接收订单。 ToolExpert的设计理念是帮助用户实现生产工艺和生产线的全面自动化管理。优化工艺,监控和管理数字化车间的所有活动,基本功能模块包括:工艺;车间准备;CNC机床准备;库存管理/分析。ToolExpert 负责管理所有与刀具相关的工作流程,ToolExpert的功能模块如图1所示。
. . . 北京瑞达特科技有限公司 RDT-08值班调度系统 系统简介 所有权 本文包含信息的所有权归北京瑞达特科技有限公司。未经北京瑞达特科 技有限公司书面许可,任何人不得复制或泄露这些信息给未经授权的人。
目录 一、系统概述 (4) 二、系统特点 (4) 三、主要应用功能介绍 (5) 1.簿功能 (5) 2.值班通知功能 (5) 3.重大事件会商功能 (6) 4.呼叫排队和通话保持功能 (6) 5.录音功能 (6) 6.断电应急通话功能 (7) 四、系统组成 (7) 五、系统组网式 (8) 六、系统主要功能介绍 (8) 1.调度功能 (8) 1.1一键呼出 (8) 1.2调度直呼分机、外线用户功能 (9) 1.3调度转接功能 (9) 1.4呼叫保持功能 (9) 1.5强插功能 (9) 1.6强拆功能 (9) 1.7会议监听功能 (9) 1.8呼叫排队功能 (10)
1.9调度台来电显示功能 (10) 1.10通话记录功能 (10) 1.11薄功能 (10) 2.会议功能 (10) 2.1组呼功能 (10) 2.2选呼功能 (10) 2.3会议预编功能 (11) 2.4用户加入会议功能 (11) 2.5听众、发言功能 (11) 3.其他功能 (11) 3.1录音功能 (11) 3.2夜服功能 (12) 3.3短信群发功能 (12) 3.4传真统发功能 (12) 七、系统性能指标 (12) 八、环境指标及工程要求 (13)
一、系统概述 RDT-08型值班调度系统是北京瑞达特科技有限公司开发的新一代应急指挥调度系统,以适应目前信息数字化、业务综合化、通信手段多样化等特点,是一款全面提升值班调度功能的新一代数字调度系统。 系统采用模块化设计,配置灵活,集指挥调度、会议、短信群发、传真统发于一体。具有无阻塞、高集成度、多用途等特点。本系统设计新颖、技术先进、功能齐全、接口丰富、组网能力强、人机界面友好,便于维护和管理。 该系统通过对信息的综合处理达到及时、快速、有效的指挥,强化处理重大突发公共事件的快速反应机制,进一步完善信息反馈和命令调度式。 二、系统特点 1.硬件平台采用基于先进的PCI架构,采用传统CTI技术,满足交换 系统总线等专业级产品要求,满足单位建立小型化、经济型的应急 通信需要。 2.国际领先的回波抑制处理技术和新型的语音叠加技术,使通话质量 不会随通话数的增加而受到影响,且话音更加清晰。 3.系统具有良好的人机交互界面,利用简单便的操作界面可执行调度 指令,也可根据情况设置成员分组结构。
刀具的使用方法 一刀具的分类、特点、适用范围 教学目的: 1、使学员认识刀具,并明白各种刀具的特点及大致适用范围。 2、使学员清楚锥刀、螺纹铣刀各自的特点及具体应用。 教学重点: 1、详细介绍精雕刀具的分类及应用; 2、重点讲解锥刀的各个参数及在加工中的优劣点; 3、重点讲解螺纹铣刀的各个参数及在加工中的优劣点。 我们所使用的CNC雕刻刀具形态各异,从材质和外形上来分,可以分为很多的种类。学会正确的使用刀具之前,我们必须要先了解刀具的特点,掌握各类刀具的适用范围。 1.11 从刀具材质上分 刀具材质有硬质合金、陶瓷、氮化硼等,我们最常用的是硬质合金刀具,这种刀具成本低、加工材料范围广,耐磨性好。陶瓷和氮化硼材质的刀具由于成本较高,一般只用于一些特种加工。 现在手工雕刻使用的有一种材质是高速钢材料的刀具,俗称白钢刀,这种刀能不能用于CNC 雕刻机呢? 回答是不能,这种材料具有较好的韧性,不容易断刀,但耐磨性较差,在精雕机这种高主轴转速的条件下使用10分钟就会严重磨损,这里强调高转速,而高转速下只能使用耐磨性好的硬质合金刀具,我们现在只要知道这些就可以了。 1.1.2 从刀具的外形上来分 这里只做简单介绍,使用挂图让学员在头脑中对各种外形的刀具形成一个直观印象,并要求学员记下各种刀具的注意事项和适用范围。 1、螺纹铣刀
第五章如何辨别、磨制、测量刀具 螺纹铣刀如图5-1所示,又称柱刀、平底刀,主要依靠侧刃进行雕刻,底刃主要用于平面修光。螺纹铣刀是真正的专业型去大料的加工刀具,刀的刃部直径上下一致,它的刃形有单刃、双刃、三刃和四刃,它的主切削刃(侧刃)是螺纹状的,切削过程中平衡性好,可以进行较大深度(5mm)的加工,在高频模的加工中常用的刀具为双刃刀具,一般使用的直径是2mm。螺纹铣刀的雕刻面积大,雕刻效率高,主要用于轮廓切割、铣平面、区域粗雕刻、曲面粗雕刻等。螺纹铣刀的底刃切削能力差,在雕刻金属材料时不要采用直线下刀方式,最好采用斜线下刀或螺旋下刀方式。 注意:要求学员使用螺纹铣刀不要直线下刀,一定要使用斜线下刀或螺旋下刀方式。 2、锥度刀 简称锥刀,如图5-2所示。锥刀是用于文字和图案雕刻的专业刀具,最擅长于修边修角的工作!锥刀形态特点是刃部上宽下窄,手工磨制的锥刀是一种单刃刀具,它的切削是依靠底刃和侧刃。锥刀在整个雕刻行业的应用范围最广,这也是雕刻行业的特点决定的。雕刻行业以精细加工为主,这就需要比较细小同时具有一定强度的刀具,锥刀正好迎合了雕刻行业的这种需求。锥刀的底刃,俗称刀尖类似于平底刀,可以用于小平面的修光,锥刀的侧刃倾斜一定的角度,在雕刻过程中形成倾斜的侧面。锥刀在构造上的特点可以使得它完成雕刻行业特有的三维清角效果。锥刀主要用于单线雕刻、区域粗雕刻、区域精雕刻、三维清角、投影雕刻、图像灰度雕刻等。 图5-1 图5-2 3、球头刀 简称球刀,如图5-3所示。它的切削刃呈圆弧状,雕刻过程中受力均匀,切削平稳。球刀的刀刃在雕刻过程中形成一个半球体,带有一定的弧度,所以特别适合于曲面雕刻,常用于曲面半精雕刻和曲面精雕刻。
车辆智能调度系统设计说明书
目录 第一章、前言 (3) 第二章、系统设计原则 (3) 2.1技术先进 (4) 2.2功能丰富 (4) 2.3可扩充性强 (4) 2.4定位精度高 (5) 2.5安全性好 (5) 2.6通信体制的优越性 (5) 第三章、系统组成 (6) 3.1系统网络结构 (6) 3.2系统组成框图及工作方式 (8) 3.2.1总控中心 (8) 3.2.2分控中心 (9) 3.2.3车载终端设备: (10) 第四章、系统特点及功能 (10) 4.1系统主要特点 (10) 4.1.1电子地图显示 (12) 4.1.2通信系统 (12) 4.1.3地理信息数据库 (12) 4.1.4 GPS系统 (13) 4.2系统主要功能 (13) 4.2.1 GPS导航定位功能 (13) 4.2.2安全监控功能 (14) 4.2.3其它功能 (14) 第五章、系统技术指标 (15) 5.1主要功能及接口 (15) 5.2无线接口特性 (15) 5.3 GPS接口特性 (16) 5.4视频编码特性 (17) 5.5管理接口 (17) 5.6数据通道(串口) (17) 5.7电气及物理特性 (17) 第六章、系统主要设备及软件 (18) 6.1车载终端设备 (18) 6.2车载配套设备 (18) 6.3服务器软件运行信息 (19) 6.4客户端软件运行信息 (19) 第七章、系统维护及可靠性 (21)
第一章、前言 为了更好地以科学手段解决车辆的安全管理,首先必须要依赖于一个覆盖全国的移动通信网,使调度管理中心能瞬时与移动的车辆建立联系,其次要依赖于定位系统,使调度管理中心能随时监控车辆的位置及安全情况,保证整个车队车辆正常运转。 GPS技术、GPRS/CDMA技术、GIS技术和网络技术相结合,为上述问题的解决提供了完整的技术方案。 车辆运营智能调度系统是一个基于GPRS/CDMA数字移动通信网,利用GPRS/CDMA的无线数据业务作为GPS卫星定位信息传输的无线平台系统,它的组成包括:全球卫星定位GPS系统、无线移动车载终端及相应的外扩设备、信息接口及接口系统等部分。 FreeTalk-F9000系列产品,是国内首款,车载全国对讲带定位的系统,设备可以全国范围内无线对讲,不受距离限制,可使许多人同时彼此交流。音质清晰,语音传递快捷,没有延迟,即时沟通,一呼百应,全国对讲没有漫游,经济实用,不产生任何语音费用。用户容量大,可以任意分组通讯,方便快捷,轻松实现全国范围信息交流。主要用于团体车队间的联络及车队的指挥管理调度,大大提高沟通效率和处理突发事件的快速响应能力。 第二章、系统设计原则 车辆运营智能调度系统的设计原则为全面规划,易于扩展,确保系统的先进性,一致性、兼容性和易扩充性,并能够保证用户投资小、见效快、安全实用可靠。提高企业的办事效率,降低事故率,控制运营成本。 本系统采用GPS 与GPRS/CDMA相结合的方式,具有:技术先进、对讲速度快、功能丰富、可扩充性强、定位精度高、安全性好等优点。其主要特点如下: