ZT:常用材料的切削加工性能 part1
良好的切削加工性能:
1)刀具的寿命较高,或在一定的寿命下允许的切削速度较高
2)在相同的切削条件下,切削力较小
3)切削温度较低,容易获得较细的表面粗糙度,容易控制切削形状或者断屑
§5-1工件材料和切削的加工性
本章从工工件材料方面本分析影响生产率及表面质量的因素,以及提高它们的途径:从生产实际中了解到,有些材料容易切削(生产率高,表面质量好),而另一些材料却很切削;分析工件材料的机械物理性能以及化学成分如何影响切削加性,如何提高工件材料的切削加工性。材料的切削加工性是指导某种材料进行切削加工性的难易程度,其易程度,一般与材料的化学成份,热处理状态﹑金相组织﹑物理力学性能以及切削条件有关。
一﹑衡量切削加工的指标
工件材料的切削加工性,通常用下面的一个或数个指标衡量:
1 ﹑刀具耐用度;
2﹑一定刀具耐用度允许的切削速度;
3﹑切削力;
4﹑切削温度;
5﹑加工表面粗糙度或表面质量。
目前,常用一定刀具耐用度下充许的切削速度v T作为衡量指标。v T__-指刀具耐用度为T时,切削某种材料的允许的切削速度。v T越高,说明该材料的切削加工性能好。任何事情都是相对而言,那么对于材料的切削加工性,也要用相对加工性Kr 表示。它的基准是以切削抗拉强度&b = 0.735Gpa的45#钢,耐用度T=60min时的切削速度Vb60为基准。相对加工性就是以该基准与切削其它材料时V60的比值。即
Kr=V60 / Vb60
①当Kr>1时,说明该材料比45﹟钢易切削;切削加工性好;
②当Kr<1时,该材料比45﹟钢难切削,切削加工性能差。
常用材料切削加工性,根据相对加工性Kr的大小切分为八级,见表5—1。
二﹑改善材料可切削性的途经
1﹑改善材料的化学成份。
1*在黄铜中加入1%~3%的铅,在钢中加入0.1%~0.25%的铅。铅可以球状粒子存在于材料的金相组织中,切削时能起很好润滑作用,减少摩擦,使刀具耐
用度和表面质量得提高。
2*在碳钢中加入MnS,Mn 分布于珠光体中,起润滑作用,使刀具耐用度和切切削后的表面质量提高,增大脆性,切屑易断。
2﹑进行适当热处理:
1*塑性大的材料如低碳钢,能过正火调质,可降低塑性,提高硬度,容易切削;
2*脆性材料如高碳钢,白口铸铁,经过退火处理,可以降低硬度,改善切削性能;
3*低碳钢根据泠作硬化,采用泠拔使塑性降低,提高硬度,改善其切削功工性;
三﹑几种难加工材料的切削功工性:
难加工金属材料主要有:高强度钢,超高强度钢,泠硬铸铁,不锈钢,钛合金等。
1﹑高强度钢,超高强度钢的切削加工性
高强度钢,超高强度钢的半精加工,精加工和部分粗加工常在调质状态下进行。调质后它们的金相组织,一般为索化体或和托氏体,硬度35~50HRC,抗拉强度&b=0.981Gpa左右,与切削正火状态下的45钢相比,其切削力仍高出20~30%,切削温度高,故刀具磨损快,耐用度低。
切削时常采用的措施:(硬度高前角小,耐磨性好的刀具材料)
①选用耐磨性好的刀具材料,如YT类硬质合金中添加钽﹑铌,提高耐磨性。
②前角r0应得小些,切削38CrNi3m0Va时,取R0=4~6o,加工35CrMnSiA时,取r0=0~- 4o;
③在工艺系统刚性充许的情况下,Kr选得小些,Rs选得大些,以提高刀尖的强度和改善散热条件;
④切削用量应比加工中碳钢正火时适当降低些.
2﹑高锰钢的切削加工性.
Mn12,40Mn18Cr4等为高锰钢常用碑号。经过水韧处理,硬度不高,便塑性特别高,加工硬化特别严重,导热系数很小,因此切削温度很高,切削力约比切削45钢时增大60%,高锰钢比高强度钢更难加工。
切削时常采取的措施:
1*选用硬度高,有一定韧性,导热系数较大,高温性能好的刀具材料。粗加工时,可选用YG类或YW类硬质合金。精加工时可选用YT14或YG6X等硬质合金,若选用复合氧化铝陶瓷高速精车,效果更好;
2*前角R0不宜选得过大或过小,一般取r0=- 3~3o;
3*切削速度应较低,一般选Vc=20—40m/min,只有用复合氧化铝陶瓷精车,可以采用Vc>100m/min.ap和f 不应选得过小,以免因上道工序的加工硬化难以切下金属。
3﹑泠硬铸铁的切削加工性:
泠硬铸铁硬度较高,是其难加工的主要原因。它的塑性很低,刀与屑接触长度很小,切削力和切削热都集中在切低削的附近,因而切削刃极易崩刃。
切削时常采取的措施:
1*选用硬度与强度都好的刀具材料。一般均采用细晶粒或细晶粒的YG类硬质合金或用复合氧化铝对其半精加工或精加工非常有效。
2*为提高刀类和切削刃的强度,取γ0=0~4度,λs=0- -5,Kr适当减小,γs适当加大。
3*不锈钢的切削加工性1cr18Ni9Ti和2cr13是难功工不锈钢。在切削加工时,因其韧性大,加工硬化严重,导热系数小,致使切削温度高,刀具磨损快,耐用度降低。、
切削时常采取的措施:
①对2Cr13进行调质处理,对1G18Ni9Ti在850摄氏度~950摄氏度退火处理;
②选用YG类硬质合金刀具进行切削加工,以减小粘结。
③采用较大的前角,一般取γ0=25—30,以减小加工硬化,采用较小的Kr,以增强刀具的使热能力。
④在切削用量方法,为减小粘结现象,可采用较高或较低的vc.
4﹑钛合金的切削加工性
加工钛合金时,刀具磨损快,耐用度低,其原因如下:
①因钛的化学性能活泼,在高温时易与空气中的氧,氮等元素化合,使材料变脆,因此刀---屑接触很短(只为钢的1/3~1/4);
②导热系数极小,仅为45钢的1/5---1/7,切削热集中在切削刃的附近,故切削温度很高,比加工45钢高出一倍;
③加工表面常出现硬而脆的外皮,给后一道工序加工带来困难。
切削时常采用的措施
①为避免刀具与工件中的钛元素亲和作用,加工钛合金时,不宜选用YT类硬质合金,应选用YG类或YW类;
②为提高切削刃的强度和散热条件,应取较小的前角,γ0=5---10o;
③ vc不宜选得大高,一般vc=40---50m/min;f与宜适当加大。
第二次课
§5-2已加工表面的精糙度
已加工表面质量的高低,主要从三个方面来考虑:
①表面粗糙度
②表面层泠作硬化程度
③表面层线条应力的性质及其大小。
①零件的粗糙度值大:a﹑耐磨性差,容易磨损,以致使丧失精度。
B﹑容易造成应力集中,而降低零件的疲劳强度。
c﹑容易被腐蚀。
②对于塑性材料的工件,已加工表面的金属层会产生冷作硬化,从而降低零件的抗冲能力;已加工表面会有线条应力存在,表面产生细微裂纹,降低零件的疲劳强度。由此要知,在制造零件时,必须保持零件获得规定的表面质量,特别是表面粗糙度应受到更大重视,因此,有必要了解已加工表面粗糙度的变化规律。表面粗糙度是从几何方面表明已加工表面的完整性。
一﹑几何原因形成的表面粗糙度
表面粗糙度是以已加工表面微观不平度的高度来衡量。切削加工后的已加工表面粗糙度,按其在切削过程中形成的方向分为横向粗糙度:垂直于切削速度(进给方向)的粗糙度;纵向粗糙度:沿切削速度方向的粗糙度;在普通切削的情况下,(两切削刃同时参加切削),由于刀具几何角度和切削刃与工件间相对运动等原因,加工后一部分残留金属被残留在已加工表面上,构成了已加工表面在进给方向的表面粗糙度,下面两种情况考虑:
1﹑用刀尖圆弧半径r e=0的车进行纵车:
由图可得:
2﹑用刀尖圆弧半径R>0的车刀进行纵车
假适刀尖圆弧r e比较大,主要靠它来切削, ,
由图可得:
二﹑切削中不稳定因素形成的表面粗糙度:
切削中不稳定因素形成的表面粗糙度叠加在几何原因形成的表面粗糙度之上,增大了已加工表面的粗糙度值,不稳定因素有积屑瘤,鳞片,振动,摩擦。刀刃不平整和切屑划份等因素。
1.积屑瘤的影响:积屑瘤会经常产生,剥落和消失。当积屑瘤产生变化时,一方面使切削刃的形状发生变化;另一方面碎片会粘结在工期件表面上。
⒉鳞刺的影响:鳞刺是在切削过程中已加工表面上形成的鱼片状毛刺,如在较低的V C和较大的f,车,刨,拉,攻螺插齿和滚齿加工中,会出现这种现象,将严重影响已加工表面质量。
抑制鳞刺产生的措施,应从减切屑和前面的摩擦入手,此外,增大前角和采用润滑性能良好的切削液,也可收到良好的效果。
⒊振动的影响:在切削过程中,一旦产生振动就会在已加工表面上留下振纹,致使表面粗糙度值明显加大。根据振动方向的不同,有纵向振纹,横向振纹,振动不仅恶化于加工表面质量,而且严重时影响机床精度和损坏刀具。
4﹑其它因素的影响:
§5-3切削液
在金属切削中,正确选用切削液,对降低切削温度和切削力,减小刀具磨损,提高刀具耐用度,改善表面质量,提高生产率,都有非常重要的作用。也是提高金属切削效益即经济又简便的一种方法。
一﹑切削液的作用:
1、润滑作用
1)定义---润滑作用是指切削液具有减少前刀面,后刀面与已加工表面间摩擦的能力。
2)机理——切削时,由于部分借给的切液,要达到切屑与前刀面的接触区十分困难,运动着的金属表面间,有时被连续的润滑油膜完全隔开,即流体润滑,又由于载荷增大,油膜局部被破坏,两金表面间发生局部接触,即边界润滑,切削过程中的润滑大都属于边界润滑。切削时,切削液的润滑能力,取决于切削液的渗逶性,成膜能力和润滑腊强度。
2﹑泠却作用
切削温度和高低,取决天产生热量与热量之差,一方面切削液能减小切屑,刀具,工件间的摩擦。减小切削液能将已产生热量从切削区带走,使切削温度降低。泠却性能的好坏,取绝于切削液的导热系数,比热,汽化热,流量与流速等。如这些物理性能的数值愈大。则切削液的泠却性能越好。
3﹑清洗与防锈作用
1)清洗作用是切削液粘结附在机床,夹具,刀具上的细碎切屑和糜料细粉洁除,以减小刀具磨损,防止划伤已民加工表面和机床导轨,清洗性能的好坏,取决于切削液的油性,流动性和使用压力。
2)防绣作用,是为保护工件,机床刀具不周围介质(空气等)的影响腐蚀。防绣作用的强弱,取决于切削液本身和添加剂的作用。、
二、切削液的和类与选用:
金属切削时使用的切削液分为三种:水溶液,乳化液,切削液。
1)水溶液
水溶液主要成分是水,加入防锈即可,主要用于磨削。
2)乳化液
乳化液具有良好的泠却作用,若再加入一定比例的油性剂和防锈剂,则可成为即能润滑又可防锈的乳化剂。
3)切削液
切削液的主要成分是矿物油,矿物油性差。不能形成牢固的吸附膜,润滑能力差,在低速时,可加入油性剂。在高速或重切削时可再加入极压添砖加剂。常用切削液的种类与选用见表5-3
影响切削表面塑性变形和积屑瘤的因素
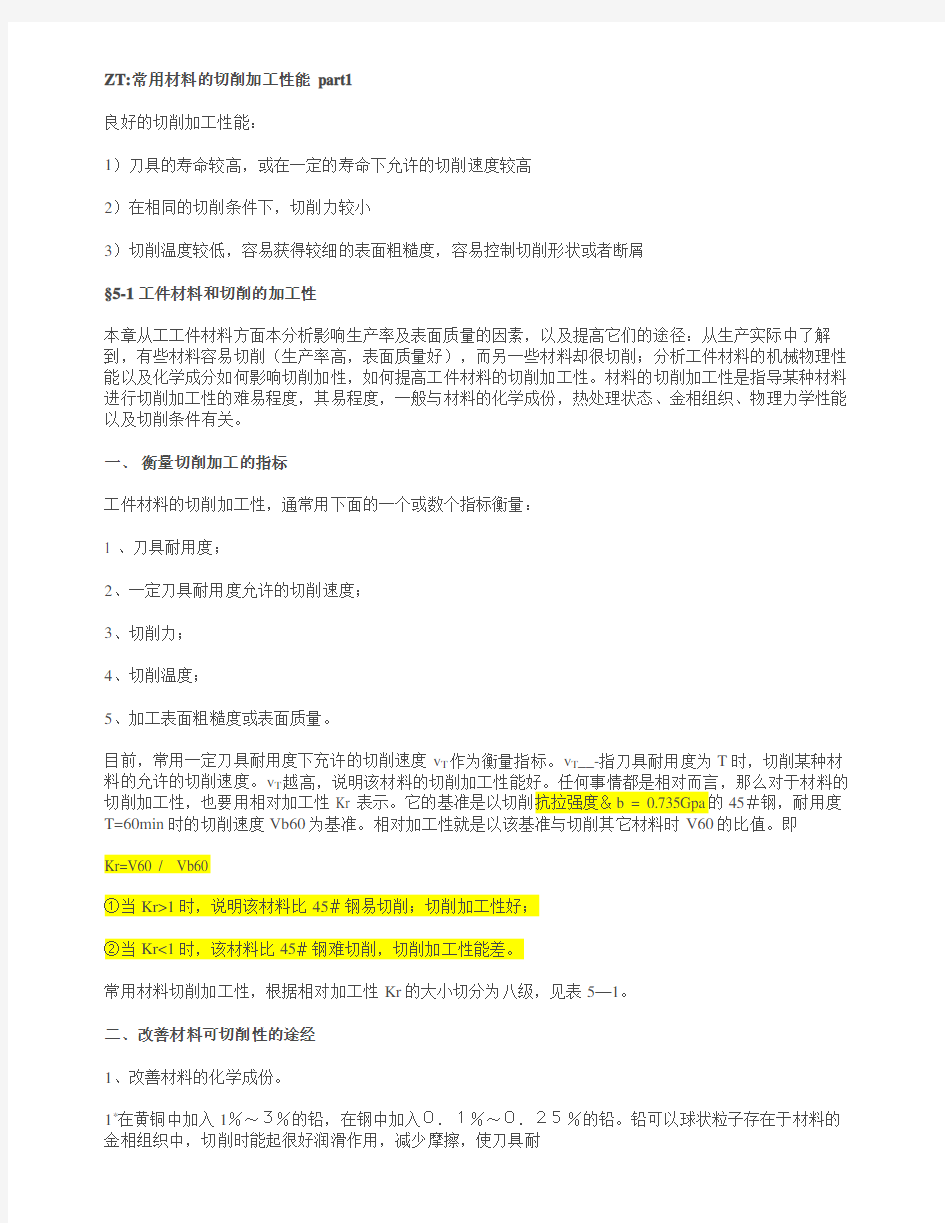
图4-61示出了加工塑性材料时切削速度对表面粗糙度的影响。切削速度v处于20~50m/min时,表面粗糙度值最大,这是由于此时容易产生积屑瘤或鳞刺。积屑瘤已在3.4节中介绍,鳞刺是指切削加工表面在切削速度方向产生的鱼鳞片状的毛刺。在切削低碳钢、中碳钢、铬钢、不锈钢、铝合金、紫铜等塑性金属时,无论是车、刨、钻、插、滚齿、插齿和螺纹加工工序中都可能产生鳞刺。积屑瘤和鳞刺均使表面粗糙度值加大。当切削速度超100m/min时,表面粗糙度值下降,并趋于稳定。在实际切削时,选择低速宽刀精切和高速精切,往往可以得到较小的表面粗糙度值。
图4-61 切削45钢时切削速度与粗糙度关系
一般说,材料韧性越大或塑性变形趋势越大,被加工表面粗糙度就越大。切削脆性材料比切削塑性材料容易达到表面粗糙度的要求。对于同样的材料,金相组织越是粗大,切削加工后的表面粗糙度值也越大。为减小切削加工后的表面粗糙度值,常在精加工前进行调质等处理,目的在于得到均匀细密的晶粒组织和较高的硬度。
此外,合理选择切削液,适当增大刀具法前角、提高刀具的刃磨质量等。均能有效地减小加工表面粗糙度值。
================================================================================== ========
ZT:切削加工性能 part2
(2009-03-30 20:49:45)
转载
分类:材料知识
标签:
杂谈
https://www.doczj.com/doc/b77258910.html,/Jsxxshow.asp?h_ID=1325
影响工件材料切削加工性的因索和改善途径
1、什么是难切削材料?所谓难切削材料,就是切削性差的材料,或切削困难的材料。材料的性能如硬度大于250HB,抗拉强度大于1000MPa,延伸率δ大于30%,冲击值αK大于100MPa,导热系数K小于41.8W/m.k,都属于难切削材料。也可用切削过程中的现象(切削力大、切削4温度离、刀具易磨损、刀具耐用度低、已加工表面质量难于达到要求和切屑难于控制等)来衡量。
2、影响材料切削加工性的因素:
(1)物理性能:
1)导热系数K:导热系数高的材料,允许的切削速度Vc就高。如用硬质合金刀具切削下列不同导热系数的材料所允许用的Vc;
碳钢 K=48.2~50.2 W/m.k Vc=100~150 m/min
高温合金 K=8.4~16.7 W/m.k Vc=7~60 m/min
钛舍金 K=5.44~10.47 W/m.k Vc=15~50 m/min
2)线膨胀系数α:它的大小影响材料在切削时加工时热胀冷缩程度而影响加工精度。
(2)材料的化学成分:材料的化学成分和配比,是影响材料的力学性能、物理性能、热处理性能、金相组织和材料的切削加工性的根本因素。如:
碳(C);材料含碳量增加,其硬度和强度相应增大。含碳量适中(如45号钢),其切削加工性好。材料含碳量低,切削加工性也变差。
镍(Ni):Ni能提高材料的耐热性,但材料的导热系数明显下降。当镍大于8%时,形成奥氏体钢,致使加工硬化严重。
钒(V):随着材料含钒量的增加,使材料的磨削性能变差。
钼(Mo):钼能提高材料的强度和韧性,但材料的导热系数下降。
钨(W):能提高材料的高温强度和常温强度,但使材料的导热系数明显下降。
锰(Mn):锰能提高材料的硬度与强度,但使材料的韧性略降低。当锰大于1.5%时,材料的切削加工性将变差。
硅(Si):使材料的导热系数下降。
钛(Ti):钛是易于形成碳化物的元素,其加工性也差。
还有Cr、O、S、P、N、Pb、Cu、Al等元素,都对材料的切削加工性能有影响。
(3)材料的力学性能:
1)硬度和强度:材料的硬度和强度适中,其切削加工性比较好。硬度和强度越高,材料的切削加工性就越差。如火的45号钢,它的硬度为HB200,抗拉强度σb为640MPa,就好切削;淬火钢的硬度达
HRC55~65,抗拉强度σb达2100~2600MPa,它的切削加工性就很差。
2)韧性和塑性:韧性(冲击值αK)和塑性(延伸率δ)大的材料,在切削加工时的切削阻力、切削变形和产生的切削热量就大,其切削加工性也较差。
3)弹性模量:它是表示材料刚度的指标。弹性模量大,示材料在外力作用下不易产生弹性变形。但弹性模量小的材料在切削过程中,弹性恢复大,且与刀具摩擦大,切削也困难。如软橡胶的弹性模量为2~
4MPa,45号钢E=200000MPa,Mo材E=500000MPa。
3、金相组织:
1)铁素体:它的硬度和强度很低(HB50~90,σb=190~250MPa)、塑性和韧性高(&=40~50%),切削时易产生积屑瘤切削加工性较差。
2)珠光体:这种金相组织的材料,切削加工性好,如45号钢。
3)渗碳体:硬度高,但很脆,切削易崩边,切削加工性差。
4)奥氏体:它的硬度不高(HB200左右),但塑性和韧性很高,加工表面硬化严重,切削加工性很差。如高温合金、1Cr18Ni9Ti等。
5)马氏体:淬火钢属于这类金相组织。它的硬度高、脆大,其切削加工性为45号钢的1/3~1/10。
3、难切削材料的切削特点:
(1)切削力大:单位切削力为切削45号钢的1.5~2.5倍
(2)切削温度高:当切削速度Vc=75m/min时,切削以下材料比切削45钢的切削温度高:
TC-4 435℃; GH132 320℃;
GH36 270℃; 1Cr18Ni9Ti 195℃
(3)加工硬化倾向大:由于部分难切削材料的塑性、韧性高,强他系数大,加之在切削热的作用下,吸牧周围介质中的H、O、N等原子,使切销表面和已加工表面形成硬脆层,硬化程度比材料基体高50~200%,深度大于0.1mm,是切削45号钢的好几倍。
4、改善难切削材料加工性的途径:
选用性能优良的刀具材料,选用合理的刀具几何参数,选用合理的切削用量,选用性能好的切削液,对被切削材料进行适当的热处理,采用其它工艺措施(如离子加热切削、振动切削、电熔爆等)。
金属材料的基本知识综合测试 一、判断题(正确的填√,错误的填×) 1、导热性好的金属散热也好,可用来制造散热器等零件。() 2、一般,金属材料导热性比非金属材料差。() 3、精密测量工具要选用膨胀系数较大的金属材料来制造。() 4、易熔金属广泛用于火箭、导弹、飞机等。() 5、铁磁性材料可用于变压器、测量仪表等。() 6、δ、ψ值越大,表示材料的塑性越好。() 7、维氏硬度测试手续较繁,不宜用于成批生产的常规检验。() 8、布氏硬度不能测试很硬的工件。() 9、布氏硬度与洛氏硬度实验条件不同,两种硬度没有换算关系。() 10、布氏硬度试验常用于成品件和较薄工件的硬度。 11、在F、D一定时,布氏硬度值仅与压痕直径的大小有关,直径愈小,硬度值愈大。() 12、材料硬度越高,耐磨性越好,抵抗局部变形的能力也越强。() 13、疲劳强度是考虑交变载荷作用下材料表现出来的性能。() 14、20钢比T12钢的含碳量高。() 15、金属材料的工艺性能有铸造性、锻压性,焊接性、热处理性能、切削加工性能、硬度、强度等。() 16、金属材料愈硬愈好切削加工。() 17、含碳量大于0.60%的钢为高碳钢,合金元素总含量大于10%的钢为高合金钢。() 18、T10钢的平均含碳量比60Si2Mn的高。() 19、一般来说低碳钢的锻压性最好,中碳钢次之,高碳钢最差。() 20、布氏硬度的代号为HV,而洛氏硬度的代号为HR。() 21、疲劳强度是考虑交变载荷作用下材料表现出来的性能。() 22、某工人加工时,测量金属工件合格,交检验员后发现尺寸变动,其原因可能是金属材料有弹性变形。() 二、选择题 1、下列性能不属于金属材料物理性能的是()。 A、熔点 B、热膨胀性 C、耐腐蚀性 D、磁性 2、下列材料导电性最好的是()。 A、铜 B、铝 C、铁烙合金 D、银 3、下列材料导热性最好的是()。 A、银 B、塑料 C、铜 D、铝 4、铸造性能最好的是()。 A、铸铁 B、灰口铸铁 C、铸造铝合金 D、铸造铝合金 5、锻压性最好的是()。
徐州建筑学院继续教育学院 专业专科毕业论文 机械材料切削加工性能的研究学生姓名: 学号: 指导教师: 专业: 年级: 教学点:江苏省交通技师学院 二0一二年六月
摘要:材料的化学成分不一样, 材料的组织结构不同, 热处理的方法不同, 力学性能也不同, 其切削加工性也完全不同。而切削加工性又会影响刀具的耐用度、零件表面质量、产品的生产率, 甚至使被加工零件变成次品、废品。因此, 必须对影响工件材料切削加工性的因素进行分析, 为以后选择正确的加工工艺路线提供依据。主要对影响工件材料切削加工的各种因素如材料的力学性能、物理性能、化学性能、化学成分、金相组织等进行了较为详细的分析, 并提出了改善工件材料切削加工性的基本途径。 关键词:切削加工、热处理、工艺路线,物理特性 Abstract: Chemical composition is not the same as the organizational structure of the material, heat treatment, mechanical properties, its machinability is also completely different. Cutting would affect the durability of the tool parts surface quality, the product of productivity, even the parts to be processed into defective, waste. Therefore, we must analyze the factors affecting the machinability of the workpiece material to provide a basis for the future to select the correct processing line. On a variety of factors influence the machining of the workpiece material, such as the mechanical properties, physical properties, chemical properties, chemical composition, microstructure, etc. in a more detailed analysis, and basic way to improve workpiece material machinability. Keywords:Machining, heat treatment, process route, the physical characteristics
金属材料性能 金属材料是指金属元素或以金属元素为主构成的具有金属特性的材料的统称。包括纯金属、合金、金属材料金属间化合物和特种金属材料等。(注:金属氧化物(如氧化铝)不属于金属材料) 性能 一般分为工艺性能和使用性能两类。所谓工艺性能是指机械零件在加工制造过程中,金属材料在所定的冷、热加工条件下表现出来的性能。金属材料工艺性能的好坏,决定了它在制造过程中加工成形的适应能力。由于加工条件不同,要求的工艺性能也就不同,如铸造性能、可焊性、可锻性、热处理性能、切削加工性等。 所谓使用性能是指机械零件在使用条件下,金属材料表现出来的性能,它包括力学性能、物理性能、化学性能等。金属材料使用性能的好坏,决定了它的使用范围与使用寿命。在机械制造业中,一般机械零件都是在常温、常压和非常强烈腐蚀性介质中使用的,且在使用过程中各机械零件都将承受不同载荷的作用。金属材料在载荷作用下抵抗破坏的性能,称为力学性能(过去也称为机械性能)。金属材料的力学性能是零件的设计和选材时的主要依据。外加载荷性质不同(例如拉伸、压缩、扭转、冲击、循环载荷等),对金属材料要求的力学性能也将不同。常用的力学性能包括:强度、塑性、硬度、冲击韧性、多次冲击抗力和疲劳极限等。 种类 金属材料通常分为黑色金属、有色金属和特种金属材料。 (1)黑色金属又称钢铁材料,包括含铁90%以上的工业纯铁,含碳2%~4%的铸铁,含碳小于2%的碳钢,以及各种用途的结构钢、不锈钢、耐热钢、高温合金、不锈钢、精密合金等。广义的黑色金属还包括铬、锰及其合金。 (2)有色金属是指除铁、铬、锰以外的所有金属及其合金,通常分为轻金属、重金属、贵金属、半金属、稀有金属和稀土金属等。有色合金的强度和硬度一般比纯金属高,并且电阻大、电阻温度系数小。 (3)特种金属材料包括不同用途的结构金属材料和功能金属材料。其中有通过快速冷凝工艺获得的非晶态金属材料,以及准晶、微晶、纳米晶金属材料等;还有隐身、抗氢、超导、形状记忆、耐磨、减振阻尼等特殊功能合金以及金属基复合材料等。 金属材料特质 1.塑性 塑性是指金属材料在载荷外力的作用下,产生永久变形(塑性变形)而不被破坏的能力。金属材料在受到拉伸时,长度和横截面积都要发生变化,因此,金属的塑性可以用长度的伸长(延伸率)和断面的收缩(断面收缩率)两个指标来衡量。 金属材料的延伸率和断面收缩率愈大,表示该材料的塑性愈好,即材料能承受较大的塑性变形而不破坏。一般把延伸率大于百分之五的金属材料称为塑性材料(如低碳钢等),而把延伸率小于百分之五的金属材料称为脆性材料(如灰口铸铁等)。塑性好的材料,它能在较大的宏观范围内产生塑性变形,并在塑性变形的同时使金属材料因塑性变形而强化,从而提高材料的强度,保证了零件的安全使用。此外,塑性好的材料可以顺利地进行某些成型工艺加工,如冲压、冷弯、冷拔、校直等。因此,选择金属材料作机械零件时,必须满足一定的塑性指标。 2.硬度 硬度表示材料抵抗硬物体压入其表面的能力。它是金属材料的重要性能指标之一。一
目录 1.ABS 丙烯腈-丁二烯-苯乙烯共聚物 (2) 2.PA6 聚酰胺6或尼龙6 (3) 3.PA12 聚酰胺12或尼龙12 (3) 4.PA66 聚酰胺66或尼龙66 (4) 5.PBT 聚对苯二甲酸丁二醇酯 (6) 6.PC 聚碳酸酯 (6) 7.PC/ABS 聚碳酸酯和丙烯腈-丁二烯-苯乙烯共聚物和混合物 (7) 8.PC/PBT 聚碳酸酯和聚对苯二甲酸丁二醇酯的混合物 (7) 9.PE-HD 高密度聚乙烯 (8) 10.PE-LD 低密度聚乙烯 (8) 11.PEI 聚乙醚 (9) 12.PET 聚对苯二甲酸乙二醇酯 (9) 13.PETG 乙二醇改性-聚对苯二甲酸乙二醇酯 (10) 14.PMMA 聚甲基丙烯酸甲酯 (10) 15.POM 聚甲醛 (11) 16.PP 聚丙烯 (11) 17.PPE 聚丙乙烯 (12) 18.PS 聚苯乙烯 (13) 19.PVC (聚氯乙烯) (13) 20.SA苯乙烯-丙烯腈共聚物 (14)
ABS 丙烯腈-丁二烯-苯乙烯共聚物 典型应用范围: 汽车(仪表板,工具舱门,车轮盖,反光镜盒等),电冰箱,大强度工具(头发烘干机,搅拌器,食品加工机,割草机等),电话机壳体,打字机键盘,娱乐用车辆如高尔夫球手推车以及喷气式雪撬车等。 注塑模工艺条件: 干燥处理:ABS材料具有吸湿性,要求在加工之前进行干燥处理。建议干燥条件为80~90℃下最少干燥2小时。材料温度应保证小于0.1%。 熔化温度:210~280℃;建议温度:245℃。 模具温度:25~70℃。(模具温度将影响塑件光洁度,温度较低则导致光洁度较低)。 注射压力:500~1000bar。 注射速度:中高速度。 化学和物理特性: ABS 是由丙烯腈、丁二烯和苯乙烯三种化学单体合成。每种单体都具有不同特性:丙烯腈有高强度、热稳定性及化学稳定性;丁二烯具有坚韧性、抗冲击特性;苯乙烯具有易加工、高光洁度及高强度。从形态上看,ABS是非结晶性材料。三中单体的聚合产生了具有两相的三元共聚物,一个是苯乙烯-丙烯腈的连续相,另一个是聚丁二烯橡胶分散相。ABS的特性主要取决于三种单体的比率以及两相中的分子结构。这就可以在产品设计上具有很大的灵活性,并且由此产生了市场上百种不同品质的ABS材料。这些不同品质的材料提供了不同的特性,例如从中等到高等的抗冲击性,从低到高的光洁度和高温扭曲特性等。ABS材料具有超强的易加工性,外观特性,低蠕变性和优异的尺寸稳定性以及很高的抗冲击强度。
45—优质碳素结构钢{最常用中碳调质钢} 主要特性最常用中碳调质钢,综合力学性能良好,淬透性低,水淬时易生裂纹。小型件宜采用调质处理,大型件宜采用正火处理。 应用举例 主要用于制造强度高的运动件,如透平机叶轮、压缩机活塞。轴、齿轮、齿条、蜗杆等。(焊接件注意焊前预热,焊后消除应力退火)。 Q235A(A3钢){最常用中碳素结构钢} 主要特性具有高的塑性、韧性和焊接性能、冷却性能,以及一定的强度,好的冷弯性能。 应用举例广泛用于一般要求的零件和焊接结构。如受力不大的拉杆、连杆、销、轴、螺钉、螺母、套圈、支架、机座、建筑结构。 40Cr{合金结构钢} 主要特性经调质处理后,具有良好的综合力学性能、低温冲击韧度及低的缺口敏感性,淬透性良好,油冷时可得到较高的疲劳强度,水冷时复杂形状的零件易产生裂纹,冷弯塑性中等,回火或调质后切削加工性好,但焊接性不好,易产生裂纹,焊接前应预热100~150℃,一般在调质状态下室使用,还可以进行碳氮共参和高频表面淬火处理。
应用举例调质处理后用于制造中速,中载的零件,如机床齿轮、轴、蜗杆、花键轴、顶针套等。调质并高频表面淬火后用于制造表面高硬度、耐磨的零件,如齿轮、轴、主轴、曲轴、心轴、套筒、销子、连杆、螺钉螺母、进气阀等。经淬火及中温回火后用于制造重载、中速冲击的零件,如油泵转子、滑块、齿轮、主轴、套环等。经淬火及低温回火后用于制造重载、低冲击、耐磨的零件,如蜗杆、主轴、轴、套环等,碳氮共渗处即后制造尺寸较大、低温冲击韧度较高的传动零件,如轴、齿轮 等。 HT150{灰铸铁} 应用举例 齿轮箱体,机床床身,箱体,液压缸,泵体,阀体,飞轮,气缸盖,带轮,轴承盖等。 35{各种标准件、紧固件的常用材料} 主要特性强度适当,塑性较好,冷塑性高,焊接性尚可。冷态下可局部镦粗和拉丝。淬透性低,正火或调 质后使用。 应用举例适于制造小截面零件,可承受较大载荷的零件:如曲轴、杠杆、连杆、钩环等,各种标准件、紧固 件。
(E, ν) 与(K, G)的转换关系如下: ) 21(3ν-= E K ) 1(2ν+= E G (7.2) 当ν值接近0.5的时候不能盲目的使用公式3.5,因为计算的K 值将会非常的高,偏离实际值很多。最好是确定好K 值(利用压缩试验或者P 波速度试验估计),然后再用K 和ν来计算G 值。 表7.1和7.2分别给出了岩土体的一些典型弹性特性值。 岩石的弹性(实验室值)(Goodman,1980) 表7.1 土的弹性特性值(实验室值)(Das,1980) 表7.2 各向异性弹性特性——作为各向异性弹性体的特殊情况,横切各向同性弹性模型需要5 中弹性常量:E 1, E 3, ν12,ν13和G 13;正交各向异性弹性模型有9个弹性模量E 1,E 2,E 3, ν12,ν13,ν23,G 12,G 13和G 23。这些常量的定义见理论篇。 均质的节理或是层状的岩石一般表现出横切各向同性弹性特性。一些学者已经给出了用各向同性弹性特性参数、节理刚度和空间参数来表示的弹性常数的公式。表3.7给出了各向异性岩石的一些典型的特性值。 横切各向同性弹性岩石的弹性常数(实验室) 表7.3
流体弹性特性——用于地下水分析的模型涉及到不可压缩的土粒时用到水的体积模量K f ,如果土粒是可压缩的,则要用到比奥模量M 。纯净水在室温情况下的K f 值是2 Gpa 。其取值依赖于分析的目的。分析稳态流动或是求初始孔隙压力的分布状态(见理论篇第三章流体-固体相互作用分析),则尽量要用比较低的K f ,不用折减。这是由于对于大的K f 流动时间步长很小,并且,力学收敛性也较差。在FLAC 3D 中用到的流动时间步长,? tf 与孔隙度n ,渗透系数k 以及K f 有如下关系: ' f f k K n t ∝ ? (7.3) 对于可变形流体(多数课本中都是将流体设定为不可压缩的)我们可以通过获得的固结系数νC 来决定改变K f 的结果。 f 'K n m k C + = νν (7.4) 其中 3 /4G K 1 m += ν f 'k k γ= 其中,' k ——FLAC 3D 使用的渗透系数 k ——渗透系数,单位和速度单位一样(如米/秒) f γ——水的单位重量 考虑到固结时间常量与νC 成比例,我么可以将K f 的值从其实际值(Pa 9 102?)减少,利用上面得表达式看看其产生的误差。 流动体积模量还会影响无流动但是有空隙压力产生的模型的收敛速率(见1.7节流动与力学的相互作用)。如果K f 是一个通过比较机械模型得到的值,则由于机械变形将会产生孔隙压力。如果K f 远比k 大,则压缩过程就慢,但是一般有可能K f 对其影响很小。例如在土体中,孔隙水中还会包含一些尚未溶解的空气,从而明显的使体积模量减小。 在无流动情况下,饱和体积模量为: n K K K f u + = (7.5) 不排水的泊松比为:
第一章金属材料切削加工性 切削加工性:Machinability,指金属材料被切削加工成合格零件的难易程度。例如:以车削45#钢为例: 材料硬度HB200(正火) 单位切削力κc=200kg/mm2 用YT15车刀车削:IT8 νc=120 θ=800oC 此种车削方法家喻户晓,人人皆知,谁都会做,没什么难点。 1. 铝合金,这是比较好加工的,κc=70,νc=800m/min时,θ也不高,T很长。 2. 灰口铸铁HT200 κc=114 断屑 切削加工性评价指标: ①刀具耐用度高;T ②许用切削速度高;νc ③已加工表面易于达到; ④车削时断屑; ⑤切削力小,切削温度低。F c θ 3. 45#淬火HRC50 切削力F c大,切削温度θ高,刀具耐用度T低。 一般情况下不车,只能磨削。IT8 §1—1 衡量切削加工性指标
以车削45#钢(HB200)为参照基准: 刀具材料:YT15; 刀具耐用度:T=60min ; [ν60]j =100m/min ; 当切削LY12 ν60=300m/min 相比 []6060300 3100 r j νκν= == 一、称相对加工性 相对加工性比较表 二、衡量指标: 1. 刀具耐用度T : T 较长,加工性较好。 例:45#钢 T=60min 30C r M n SiA T=20min 加工性差。 2. 切削速度νc : 例:45#钢 νc =100m/min YT15 LY12 νc =300m/min YG15
300 3 100 r κ= = 加工性好。 泰勒公式: 0.4c A T ν= 切削速度是根据刀具耐用度确定的。一定刀具耐用度下有一个允许的切削速度νT 。 3. 切削力F c (或者κc ) 凡切削力大者,加工性差。 单位切削力κc 比较 4. 切削温度(θ) 凡是切削温度高者,加工性差。 切削温度比较表 条件: νc =60m/min a p =3 f=0.1 见图(一) θo
常用金属材料中各种化学成分对性能的影响 .生铁: 生铁中除铁外,还含有碳、硅、锰、磷和硫等元素。这些元素对生铁的性能均有一定的影响。 碳(C):在生铁中以两种形态存在,一种是游离碳(石墨),主要存在于铸造生铁中,另一种是化合碳(碳化铁),主要存在于炼钢生铁中,碳化铁硬而脆,塑性低,含量适当可提高生铁的强度和硬度,含量过多,则使生铁难于削切加工,这就是炼钢生铁切削性能差的原因。石墨很软,强度低,它的存在能增加生铁的铸造性能。 硅(Si):能促使生铁中所含的碳分离为石墨状,能去氧,还能减少铸件的气眼,能提高熔化生铁的流动性,降低铸件的收缩量,但含硅过多,也会使生铁变硬变脆。 锰(Mn):能溶于铁素体和渗碳体。在高炉炼制生铁时,含锰量适当,可提高生铁的铸造性能和削切性能,在高炉里锰还可以和有害杂质硫形成硫化锰,进入炉渣。 磷(P):属于有害元素,但磷可使铁水的流动性增加,这是因为硫减低了生铁熔点,所以在有的制品内往往含磷量较高。然而磷的存在又使铁增加硬脆性,优良的生铁含磷量应少,有时为了要增加流动性,含磷量可达1.2%。硫(S):在生铁中是有害元素,它促使铁与碳的结合,使铁硬脆,并与铁化合成低熔点的硫化铁,使生铁产生热脆性和减低铁液的流动性,顾含硫高的生铁不适于铸造细件。铸造生铁中硫的含量规定最多不得超过0.06%(车轮生铁除外)。 2.钢: 2.1元素在钢中的作用 2.1.1 常存杂质元素对钢材性能的影响 钢除含碳以外,还含有少量锰(Mn)、硅(Si)、硫(S)、磷(P)、氧(O)、氮(N)和氢(H)等元素。这些元素并非为改善钢材质量有意加入的,而是由矿石及冶炼过程中带入的,故称为杂质元素。这些杂质对钢性能是有一定影响,为了保证钢材的质量,在国家标准中对各类钢的化学成分都作了严格的规定。 1)硫 硫来源于炼钢的矿石与燃料焦炭。它是钢中的一种有害元素。硫以硫化铁(FeS)的形态存在于钢中,FeS和Fe形成低熔点(985℃)化合物。而钢材的热加工温度一般在1150~1200℃以上,所以当钢材热加工时,由于FeS化合物的过早熔化而导致工件开裂,这种现象称为“热脆”。含硫量愈高,热脆现象愈严重,故必须对钢中含硫量进行控制。高级优质钢:S<0.02%~0.03%;优质钢:S<0.03%~0.045%;普通钢:S<0.055%~0.7%以下。 部分常用钢的牌号、性能和用途1 《信息来源:无缝钢管》
㈠物理性能指标 密度符号:γ单位:kg/m3或g/cm3涵义说明:密度是金属材料的特性之一,它 表示某种金属材料单位体积的质量,不同金属材料的密度是不同的。在机械制造业上,通常利用“密度”来计算零件毛坯的质量(习惯上称质量)。金属材料的密度也直接关系到由它所制成的零件或构件的质量或紧凑程度,这点对于要求减轻机件自重的航空和宇航工业制件具有特别重要的意义 ㈡弹性指标 弹性模量符号:E 单位Mpa; 切削模量符号:G 单位Mpa涵义说 明:金属材料在弹性范围内,外力和变形成比例地增加,即应力与应变成正比例关系时(胡克定律),这个比例系数就称为弹性模量。根据应力,应变的性质通常又分为:弹性模量(E)和切削模量(G),弹性模量的大小,相当于引起物体单位变形时所需应力的大小,所以,它在工程技术上是衡量材料刚度的指标,弹性模量越大,刚度也越大,亦即在一定应力作用下,发生的弹性变形越小。任何机器零件,在使用过程中,大都处于弹性状态,对于要求弹性变形较小的零件,必须选用弹性模量大的材料 比例极限符号:σ (R P)单位Mpa 涵义说明:指伸长与负荷成正比地增 p 加,保持直线关系,当开始偏离直线时的应力称比例极限,但此位置很难精确测定,通常把能引起材料试样产生残余变形量为试样原长的0.001%或0.003%、0.005%、0.02%时的应力,规定为比例极限 弹性极限符号:σ 单位Mpa 涵义说明:这是表示金属材料最大弹性大的 e 指标,即在弹性变形阶段,试样不生产塑性变形时所能承受的最大应力,它和σp一样也难精确测定,一般多不进行测定,而以规定的σp数值代替之 ㈢强度性能指标 强度极限符号:σ单位Mpa 涵义说明:指金属材料受外力作用,在断裂前,单位面积上所能承受的最大载荷 抗拉强度符号:σ (R m)单位Mpa 涵义说明:指外力是拉力时的强度 b 极限,它是衡量金属材料强度的主要性能指标 抗弯强度符号:σ (σw)单位Mpa 涵义说明:指外力是弯曲力时的强度 bb 极限 抗压强度符号:σ (σy)单位Mpa涵义说明:指外力是压力时的强度极 bc 限,压缩试验主要适用于低塑性材料,如铸铁等 抗剪强度符号:τ单位Mpa 涵义说明:指外力是剪切力时的强度极限 抗扭强度符号:τ 单位Mpa涵义说明:指外力是扭转力时的强度极限 b
常用材料性质参数 材料的性质与制造工艺、化学成份、内部缺陷、使用温度、受载历史、服役时间、试件尺寸等因素有关。本附录给出的材料性能参数只是典型范围值。用于实际工程分析或工程设计时,请咨询材料制造商或供应商。 除非特别说明,本附录给出的弹性模量、屈服强度均指拉伸时的值。 表 1 材料的弹性模量、泊松比、密度和热膨胀系数 材料名称弹性模量E GPa 泊松比V 密度 kg/m3 热膨胀系数a 1G6/C 铝合金-79 黄铜 青铜 铸铁 混凝土(压 普通增强轻质17-31 2300 2400 1100-1800
7-14 铜及其合金玻璃 镁合金镍合金( 蒙乃尔铜镍 塑料 尼龙聚乙烯 2.1-3.4 0.7-1.4 0.4 0.4 880-1100 960-1400 70-140 140-290 岩石(压 花岗岩、大理石、石英石石灰石、沙石40-100 20-70 0.2-0.3 0.2-0.3 2600-2900 2000-2900 5-9 橡胶130-200 沙、土壤、砂砾钢
高强钢不锈钢结构钢190-210 0.27-0.30 7850 10-18 14 17 12 钛合金钨木材(弯曲 杉木橡木松木11-13 11-12 11-14 480-560 640-720 560-640 1 表 2 材料的力学性能 材料名称/牌号屈服强度s CT MPa 抗拉强度b CT
MPa 伸长率 5 % 备注 铝合金LY12 35-500 274 100-550 412 1-45 19 硬铝 黄铜青铜 铸铁( 拉伸HT150 HT250 120-290 69-480 150 250 0-1 铸铁( 压缩混凝土(压缩铜及其合金 玻璃
第一章 金属材料切削加工性 切削加工性:Machinability ,指金属材料被切削加工成合格零件的难易程度。 例如:以车削45#钢为例: 材料硬度 HB200(正火) 单位切削力 κc =200kg/mm 2 用YT15车刀车削: IT8 ν c =120 θ=800oC 此种车削方法家喻户晓,人人皆知,谁都会做,没什么难点。 1. 铝合金,这是比较好加工的,κc =70, νc =800m/min 时,θ也不高,T 很长。 2. 灰口铸铁HT200 κc =114 断屑 切削加工性评价指标: ① 刀具耐用度高; T ② 许用切削速度高; νc ③ 已加工表面易于达到; ④ 车削时断屑; ⑤ 切削力小,切削温度低。 F c θ 3. 45#淬火 HRC50 切削力F c 大,切削温度θ高,刀具耐用度T 低。 一般情况下不车,只能磨削。 IT8 §1—1 衡量切削加工性指标 以车削45#钢(HB200)为参照基准: 刀具材料:YT15; 刀具耐用度:T=60min ; [ν60]j =100m/min ; 当切削L Y12 ν60=300m/min 相比 []6060300 3100 r j νκν= == 一、称相对加工性 1. 刀具耐用度T : T 较长,加工性较好。 例:45#钢 T=60min 30C r M n SiA T=20min 加工性差。 2. 切削速度νc :
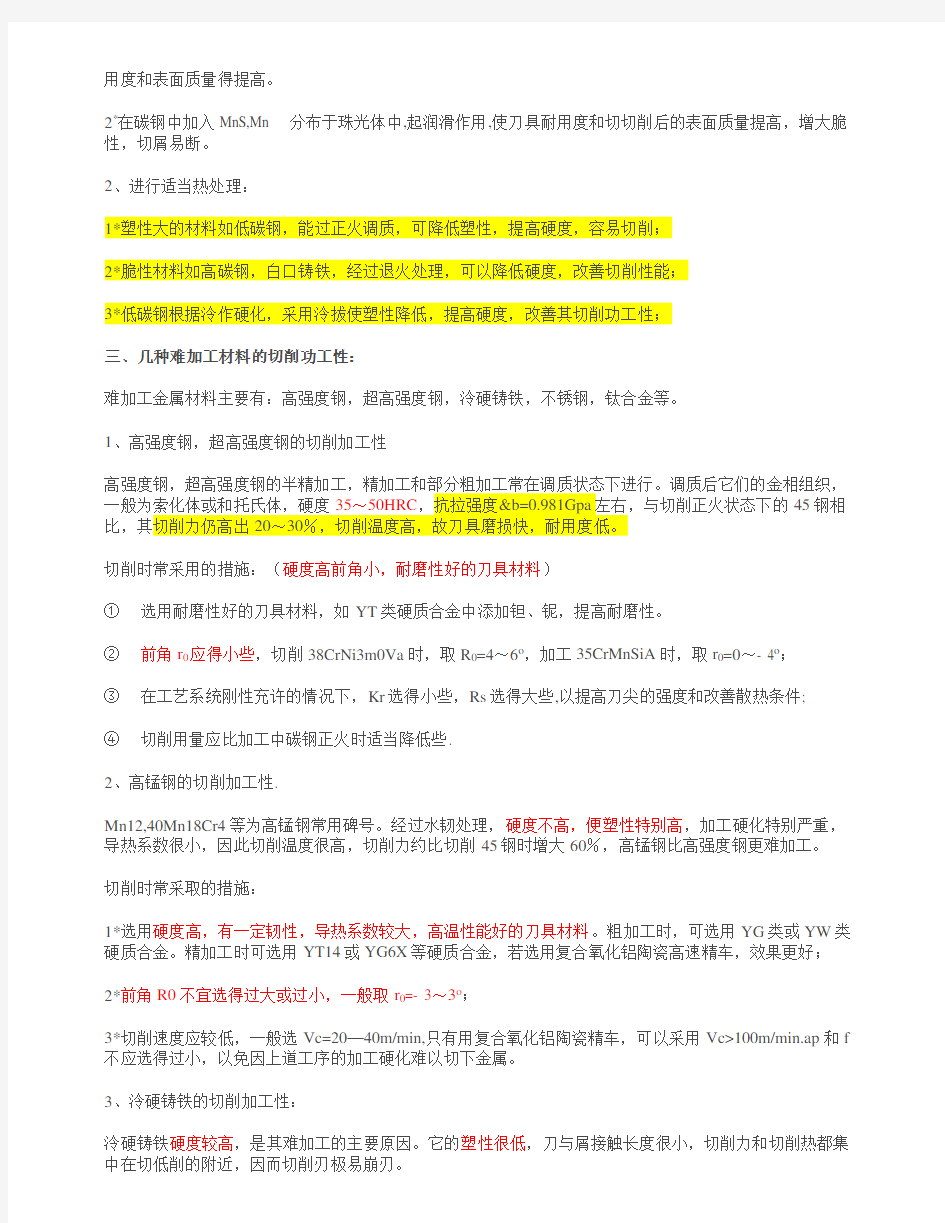
例:45#钢 νc =100m/min YT15 LY12 νc =300m/min YG15 300 3 100 r κ== 加工性好。 泰勒公式: 0.4c A T ν= 切削速度是根据刀具耐用度确定的。一定刀具耐用度下有一个允许的切削速度νT 。 3. 切削力F c (或者κc ) 凡切削力大者,加工性差。 4. 切削温度(凡是切削温度高者,加工性差。 条件: νc p θo 10 20 30 40 50 60 70 80 90 100 110 120 130 νc m/min 图(一) 1—GH131 2—1Cr18Ni9Ti 3—45#钢(正火) 4—HT200 YT15—45# YG8—GH131 1Cr18Ni9Ti HT200 γo =15o α0=8o κr =75o λs =0o γε=0.2 a p =3 f=0.1
《金属材料基础知识》 第一部分金属材料及热处理基本知识 一,材料性能:通常所指的金属材料性能包括两个方面: 1,使用性能即为了保证机械零件、设备、结构件等能够正常工作,材料所应具备的性能,主要有力学性能(强度、硬度、刚度、塑性、韧性等),物理性能(密度、熔点、导热性、热膨胀性等)。使用性能决定了材料的应用范围,使用安全可靠性和寿命。 2,工艺性能即材料被制造成为零件、设备、结构件的过程中适应的各种冷、热加工的性能,如铸造、焊接、热处理、压力加工、切削加工等方面的性能。 工艺性能对制造成本、生产效率、产品质量有重要影响。 二,材料力学基本知识 金属材料在加工和使用过程中都要承受不同形式外力的作用,当达到或超过某一限度时,材料就会发生变形以至于断裂。材料在外力作用下所表现的一些性能称为材料的力学性能。 承压类特种设备材料的力学性能指标主要有强度、硬度、塑性、韧性等。这些指标可以通过力学性能试验测定。 1,强度金属的强度是指金属抵抗永久变形和断裂的能力。材料强度指标可以通过拉伸试验测出。抗拉强度σb和屈服强度σs是评价材料强度性能的两个主要指标。一般金属材料构件都是在弹性状态下工作的。是不允许发生塑性变形,所以机械设计中一般采用屈服强度σs作为强度指标,并加安全系数。2,塑性材料在载荷作用下断裂前发生不可逆永久变形的能力。评定材料塑性的指标通常用伸长率和断面收缩率。 伸长率δ=[(L1—L0)/L0]100% L0---试件原来的长度L1---试件拉断后的长度 断面收缩率φ=[(A1—A0)/A0]100% A0----试件原来的截面积A1---试件拉断后颈缩处的截面积 断面收缩率不受试件标距长度的影响,因此能够更可靠的反映材料的塑性。 对必须承受 强烈变形的材料,塑性优良的材料冷压成型的性能好。 3,硬度金属的硬度是材料抵抗局部塑性变形或表面损伤的能力。硬度与强度有一定的关系,一般情况下,硬度较高的材料其强度也较高,所以可以通过测试硬度来估算材料强度。另外,硬度较高的材料耐磨性也较好。 工程中常用的硬度测试方法有以下四种 (1)布氏硬度HB (2)洛氏硬度HRc(3)维氏硬度HV (4)里氏硬度HL 4,冲击韧性指材料在外加冲击载荷作用下断裂时消耗的能量大小的特性。 材料的冲击韧性通常是在摆锤式冲击试验机是测定的,摆锤冲断试样所作的功称为冲击吸收功。以Ak表示,Sn为断口处的截面积,则冲击韧性ak=Ak/Sn。 在承压类特种设备材料的冲击试验中应用较多。 三金属学与热处理的基本知识 1,金属的晶体结构--物质是由原子构成的。根据原子在物质内部的排列方式不同,可将物质分为晶体和非晶体两大类。凡内部原子呈现规则排列的物质称为晶体,凡内部原子呈现不规则排列的物质称为非晶体,所有固态金属都是晶体。 晶体内部原子的排列方式称为晶体结构。常见的晶体结构有:
金属材料性能知识大汇总 1、关于拉伸力-伸长曲线和应力-应变曲线的问题 低碳钢的应力-应变曲线 a、拉伸过程的变形:弹性变形,屈服变形,加工硬化(均匀塑性变形),不均匀集中塑性变形。 b、相关公式:工程应力σ=F/A0;工程应变ε=ΔL/L0;比例极限σP;弹性极限σ ε;屈服点σS;抗拉强度σb;断裂强度σk。 真应变e=ln(L/L0)=ln(1+ε) ;真应力s=σ(1+ε)= σ*eε指数e为真应变。 c、相关理论:真应变总是小于工程应变,且变形量越大,二者差距越大;真应力大于工程应力。弹性变形阶段,真应力—真应变曲线和应力—应变曲线基本吻合;塑性变形阶段两者出线显著差异。
2、关于弹性变形的问题 a、相关概念 弹性:表征材料弹性变形的能力 刚度:表征材料弹性变形的抗力 弹性模量:反映弹性变形应力和应变关系的常数,E=σ/ε;工程上也称刚度,表征材料对弹性变形的抗力。 弹性比功:称弹性比能或应变比能,是材料在弹性变形过程中吸收变形功的能力,评价材料弹性的好坏。 包申格效应:金属材料经预先加载产生少量塑性变形,再同向加载,规定残余伸长应力增加;反向加载,规定残余伸长应力降低的现象。 滞弹性:(弹性后效)是指材料在快速加载或卸载后,随时间的延长而产生的附加弹性应变的性能。 弹性滞后环:非理想弹性的情况下,由于应力和应变不同步,使加载线与卸载线不重合而形成一封闭回线。 金属材料在交变载荷作用下吸收不可逆变形功的能力,称为金属的循环韧性,也叫内耗 b、相关理论: 弹性变形都是可逆的。 理想弹性变形具有单值性、可逆性,瞬时性。但由于实际金属为多晶体并存在各种缺陷,弹性变形时,并不是完整的。 弹性变形本质是构成材料的原子或离子或分子自平衡位置产生可逆变形的反映
第三章 一、选择题 1.31210111下面是关于常用刀具材料硬度的比较,那个选项的论述是正确的(A)A金刚石>CBN>硬质合金>高速钢B金刚石>CBN>高速钢>硬质合金 C金刚石>硬质合金>高速钢>CBN D金刚石>高速钢>硬质合金>CBN 2. 31210122下面属于性质脆、工艺性差的刀具材料是(C) A碳素工具钢 B 合金工具钢 C 金刚石D 硬质合金钢 3. 31210113 目前使用最为广泛的刀具材料是(B) A陶瓷B高速钢和硬质合金 C 碳素工具钢 D CBN 4.31210114 W18Cr4V是:(C) A碳素钢 B 硬质合金钢 C 普通高速钢D 高性能高速钢 5.31210125 W18Cr4V比W6Mo5Cr4V2 好的性能是:(D) A硬度 B 韧性 C 切削性能D可磨性 6.31210116 WC—Co类属于哪一类硬质合金:(A) A YG类 B YT类 C YW类 D YM类 7.31210127 应用于切削一般钢料的硬质合金刀具是(B) A YG类 B YT类 C YW类 D YM类 8.31210128 在加工高温合金(如镍基合金)等难加工材料时,刀具材料可首选:(A) A CBN B 硬质合金 C 金刚石 D 陶瓷 9.31210129 在粗车铸铁时,选用:(B) A YG3 B YG8 C YT5 D YT30 10.3121012A碳素钢、合金钢的连续精加工,应选用:(D) A YG3 B YG8 C YT15 D YT30 11. 3121012B 在连续粗加工、不连续精加工碳素钢时,应选用:(B) A YT5 B YT15 C YT30 D YW2 12.31310121 在数控机床和自动线上,一般采用:(C) A整体式刀具 B 装配式刀具 C 复合式刀具D焊接装配式刀具 13. 32210111 增大前角,下面正确的是:(D) A增大粗糙度 B 增大切削效率 C 切削刃与刀头的强度增大 D 减小切削的变形 14.32210122 对于不同的刀具材料,合理前角(γopt)也不同,硬质合金刀具的γopt (B) 要____ 高速钢刀具的γ opt A大于 B 小于 C 等于 D 都有可能 15 32210113 增大前角可以(B) A减小切削力,导热面积增大B减小切削力,导热面积减小 C增大切削力,导热面积增大D增大切削力,导热面积减小1632210114 下面有关刀具前面的卷屑槽宽度的说法,正确的是:(D) A愈小愈好 B 愈大愈好 C 无所谓 D 根据工件材料和切削用量决定 17 32310111 增大后角(A) A减小摩擦 B 增大摩擦 C 切削刃钝园半径越大 D 刀头强度增强1832310121 加工下面哪种材料时,应该采用较小的后角(C) A工件材料塑性较大B工件材料容易产生加工硬化 C 脆性材料 D 硬而脆的材料
金属材料的工艺性能 金属材料的工艺性能是指制造工艺过程中材料适应加工的性能,即指其铸造性能、锻造性能、焊接性能、切削加工性能和热处理工艺性能。 1、铸造性能 金属材料铸造成形获得优良铸件的能力称为铸造性能,用流动性、收缩性和偏析来衡量。 1)流动性熔融金属的流动能力称为流动性。流动性好的金属容易充满铸型,从而获得外形完整和尺寸精确、轮廓清晰的铸件; 2)收缩性铸件在凝固和冷却的过程中,其体积和尺寸减少的现象称为收缩性。铸件用金属材料的收视率越小越好; 3)偏析铸锭或铸件化学成分和组织的不均匀现象称为偏析,偏析大会使铸件各部分的力学性能有很大的差异,降低铸件的质量。 被铸物质多为原为固态,但加热至液态的金属,如铜、铁、锡等,铸模的材料可以是沙,金属甚至陶瓷。南关菜市场东头前两年有两个人把大量的铝易拉罐盒熔化后倒进模子里铸成大大小小的铝锅、铝盆等 2、锻造性 工业革命前锻造是普遍的金属加工工艺,马蹄铁、冷兵器、铠甲均由各国的铁匠手锻造(俗称打铁),金银首饰加工、金属包装材料是锻造与冲压的总和。什么是锻造性能? 锻造性能:金属材料用锻压加工方法成形的适应能力称锻造性。
锻造性主要取决于金属材料的塑性和变形抗力。塑性越好,变形抗力越小,金属的锻造性能越好。高碳钢不易锻造,高速钢更难。 (塑性:断裂前材料产生永久变形的能力。) 3、焊接性 金属材料对焊接加工的适应性成为焊接性。也就是在一定的焊接工艺条件下,获得优质焊接接头的难易程度。钢材的含碳量高低是焊接性能好坏的主要因素,含碳量和合金元素含量越高,焊接性能越差。4、切削加工性能 切削加工性能一般用切削后的表面质量(用表面粗糙程度高低衡量)和道具寿命来表示。金属材料具有适当的硬度和足够的脆性时切削性良好。改变钢的化学成分(如加入少量铅、磷等元素)和进行适当的热处理(如低碳钢进行正火,高碳钢进行球化退火)可以提高刚的切削加工性能。(热处理的四把火:正火、退火、淬火、回火等,后面我们将进一步学习。)铜有良好的切削加工性能。 5、热处理工艺性能 钢的热处理工艺性能主要考虑其淬透性,即钢接受淬火的能力。(淬火能获得较高的硬度和光洁的表面),含锰、铬、镍等元素的合金钢淬透性比较好,碳钢的淬透性较差。铝合金的热处理要求较严,铜合金只有几种可以熔热处理强化。三国时诸葛亮带兵打仗,请当时的著名工匠蒲元为他造了3000把钢刀,蒲元用了(清水淬其锋)的热处理工艺,经过千锤百炼,使钢刀削铁如泥,从而大败敌军.有关方面的成语:趁热打铁、斩钉截铁等。
两种Ti(C,N)基金属陶瓷刀具切削性能的研究 摘要:Ti(C.N)基金属陶瓷是本世纪七十年代出现的一种新型工具材料,具有许多优良的性能。本文用传统的粉末冶金的方法制备了纳米TiN改性TiC基金属陶瓷刀具试样和超细晶Ti(C,N)基金属陶瓷刀具试样,对两种刀具试样进行切削性能实验,对比其性能的优异,为制备性能更优异的金属陶瓷刀具提供理论依据。关键字:纳米TiN改性TiC基金属陶瓷刀具,超细晶Ti(C,N)基金属陶瓷刀具,切削性能 ABSTRACT :As a new kind of tool material in seventy’s, has many good properties. The cutting and wear behaviors of two kinds of cermets cutters were investigated in this paper,which expects to present theoretical instruction for preparation of high performance cermets cutters and enrich materials design theory.Key words:Nano TiN modified TiC-based cermets cutters,Ultra-fine Ti(C,N)一based ccrmets cutters,Cutting performance 1引言 Ti(C,N)金属陶瓷刀具是20世纪70年代初发展起来的一种新型材料刀具,由于具有硬度高、耐磨性好、高温力学性能优良和不易与金属发生粘结等特性,广泛应用于难加工材料的切削加工中,并可用于超高速切削、高速干切削和硬材料的切削加工【1】。由于全球W的价格不断上涨,所以其是代替硬质合金刀具材料的很好选择。但是也存在抗塑性变形能力、抗崩刃性能差及韧性不好等问题。因此,长期以来对金属陶瓷刀具进行增韧一直是国内外科技工作者努力的方向,而近十年多来出现的通过纳米材料添加对传统材料进行改性,改善了金属陶瓷的力学性能。本文通过将纳米TiN改性的TiC基金属陶瓷刀具和用亚微米级Ti(C,N)粉末为原料烧结的金属陶瓷刀具加工成可转位车刀片,按照实际的生产条件来进行切削性能实验,考察不同成分和不同后角条件下,刀具的耐用度和失效形式。研究纳米TiN改性的TiC基金属陶瓷刀具的切削性能。 2 试验 本实验所用的刀具是自行研制的,试验用粉末原料均为外购。其中TiC和Ti(c,N)粉末购于石家庄华泰纳米陶瓷材料厂;TiN纳米粉购于中国科学院成都有机化学;Ni粉购于四川江油国营八五七厂。其余粉末均从株洲硬质合金厂购得。本实验所用的TiC粉末为微米级,Ti(C,N)粉末为亚微米级,而TiN为纳米级。 实验中TiN、WC、Mo和C的添加量分别取为lO%、15%、5%、1%。另外为了保证金属粘结相对陶瓷相的润湿性,制出致密的高性能的金属陶瓷试样,选用对陶瓷相润湿性较好的Co和Ni作为粘结剂。本实验中金属陶瓷的基本成分配
材料的常用力学性能有哪些 材料的常用力学性能指标有哪些 材料在一定温度条件和外力作用下,抵抗变形和断裂的能力称为材料的力学性能.锅炉、压力容器用材料的常规力学性能指标主要包括:强度、硬度、塑性和韧性等. (1)强度强度是指金属材料在外力作用下对变形或断裂的抗力.强度指标是设计中决定许用应力的重要依据,常用的强度指标有屈服强度σS或σ0.2和抗拉强度σb,高温下工作时,还要考虑蠕变极限σn和持久强度σD. (2)塑性塑性是指金属材料在断裂前发生塑性变形的能力.塑性指标包括:伸长率δ,即试样拉断后的相对伸长量;断面收缩率ψ,即试样拉断后,拉断处横截面积的相对缩小量;冷弯(角)α,即试件被弯曲到受拉面出现第一条裂纹时所测得的角度. (3)韧性韧性是指金属材料抵抗冲击负荷的能力.韧性常用冲击功Ak和冲击韧性值αk表示.Αk值或αk值除反映材料的抗冲击性能外,还对材料的一些缺陷很敏感,能灵敏地反映出材料品质、宏观缺陷和显微组织方面的微小变化.而且Ak对材料的脆性转化情况十分敏感,低温冲击试验能检验钢的冷脆性. 表示材料韧性的一个新的指标是断裂韧性δ,它是反映材料对裂纹扩展的抵抗能力. (4)硬度硬度是衡量材料软硬程度的一个性能指标.硬度试验的方法较多,原理也不相同,测得的硬度值和含义也不完全一样.最常用的是静负荷压入法硬度试验,即布氏硬度(HB)、洛氏硬度(HRA、HRB、HRC)、维氏硬度(HV),其值表示材料表面抵抗坚硬物体压入的能力.而肖氏硬度(HS)则属于回跳法硬度试验,其值代表金属弹性变形功的大小.因此,硬度不是一个单纯的物理量,而是反映材料的弹性、塑性、强度和韧性等的一种综合性能指标. 力学性能主要包括哪些指标 材料的力学性能是指材料在不同环境(温度、介质、湿度)下,承受各种外加载荷(拉伸、压缩、弯曲、扭转、冲击、交变应力等)时所表现出的力学特征. 性能指标 包括:弹性指标、硬度指标、强度指标、塑性指标、韧性指标、疲劳性能、断裂韧度. 钢材的力学性能是指标准条件下钢材的屈服强度、抗拉强度、伸长率、冷弯性能和冲击韧性等,也称机械性能. 金属材料的力学性能指标有哪些 一:弹性指标
第七章工件材料的切削加工性 工件材料的种类繁多,性能各异。本章主要研究工件材料的切削加工性、影响切削加工性的因素和改善切削加工性的办法。 7.1 必备知识和考试要点 1.了解切削加工性的概念和衡量指标。 2.熟悉影响材料切削加工性的因素。 3.掌握改善材料切削加工性的办法。 4.了解难加工材料切削加工的问题和对策。 7. 2 典型范例和答题技巧。 [例7.1] 工件材料切削加工性的含义是什么?为什么说它是相对的? [答案] 工件材料切削加工性是指在一定的条件下,工件材料切削加工的难易程度。由于切削加工的条件和要求不同,材料的切削加工性有不同的内容和指标。所谓材料切削加工的难易,都是相对某种工件材料而言,这种难易程度是一个相对概念。例如以45钢为基准时,可以说高强度钢切削加工性不好,就是相对于45钢而言。 [例7.2] 常用的切削加工性衡量指标有哪些?各用于什么场合?何谓相对加工性? [答案] 常用的切削加工性衡量指标有:(1)以表面加工质量衡量切削加工性。容易获得好的加工表面质量的材料,切削加工性好,反之则差。该指标是零件精加工时常用的衡量指标。(2)以刀具耐用度衡量切削加工性。在相同的切削条件下加工不同材料时,刀具耐用度较长,或允许的切削速度较高,或切除金属体积较多,切削加工性好。其中相同切削条件下比较刀具耐用度和相同刀具耐用度下比较允许的切削速度是最常用的切削加工性指标,可适用于各种加工条件。(3)以单位切削力、切削温度衡量切削加工性。在相同的条件下,切削力小、切削温度低时,材料的切削加工性好。在粗加工或机床刚性、动力不足时用这种衡量指标。(4)以断屑性能衡量切削加工性。在自动机床、组合机床及自动生产线或深孔钻削等对工件材料断屑性能有要求时,采用这种衡量指标。 相对加工性K v是指以强度 b=0.637GPa的45钢的v60为基准,记为(v60);其它被切削材料的v60与之相比的数值,称为相对加工性,即,K v= v60/(v60);K v愈大,切削加工性愈好。 [例7.3] 影响工件材料切削加工性的主要因素有哪些?如何影响? [答案] 影响工件材料切削加工性的主要因素有:(1)工件材料的硬度。硬度包括材料的常温硬度、高温硬度、硬质点和加工硬化。硬度高时,切削力大,切削温度高,降低了刀具耐用度,甚至发生刀尖烧损或崩刃。(2)材料的强度。材料强度包括常温强度和高温强度。材料强度高时,切削力大,切削温度高,刀具磨损加快。(3)工件材料的塑性和韧性。塑性大时,切屑变形大,切削力增大,切削温度也较高,易发生粘结,刀具磨损加大,工件加工表面也粗糙。塑性低或呈脆性时,刀刃处的切削负荷大,刀具磨损加剧。工件材料韧性大时,断屑困难。(4)材料的导热系数。导热系数小的材料,切削温度高,切削加工性差。(5)材料的化学成分。化学元素对材料的作用不相同,影响材料的物理机械性能。钢中Cr、Ni、V、Mn、W、Mo等元素能提高材料的强度和硬度;而铅、硫、磷等能降低材料的强度和塑性,从而影响材料的加工性能。铸铁中硅、铝、铜等元素能促进铸铁碳的石墨化,可提高切削加工性;Cr、Mn、P、S等元素阻碍石墨化,会降低切削加工性。(6)材料的组织。材料的组织不同,其物理机械性能就不同,切削加工性也不一样。铁素体塑性大,切削加工性不好,珠光体硬度、强度、塑性等比较适中,切削加工性好。索氏体和托氏体、渗碳体和马氏体等,或强度大,或硬度高,或两者兼有,切削加工性差。奥氏体塑性、韧性大,加工硬化严重,切削加工性差。 [例7.4] 为什么说低碳钢与高碳钢的切削加工性都不如中碳钢?