申克秤操作说明书
第一章设备简介
1.1申克秤简介
申克秤是申克公司应用科里奥利原理开发的一种煤粉喂料计量系统。煤粉由煤粉仓进入叶轮给料机时,首先经过内置搅拌器,被充分流态化,使其畅通,由叶轮给料机实现稳定喂料,进入科里奥利质量流量计被计量后进入煤粉输送管道,输送至窑头或分解炉。测得的流量信号(实际值)输入MULTICONT测控系统,实际值与设定值在系统中进行比较,及时输出反馈信号,调节叶轮给料机转速,实现稳定喂料。
煤粉由流量计流出后,经过一段弯管进入输煤管道,由于喷嘴两边的正负压差(喷嘴位置需在安装调试时确定),这样煤粉可以较容易地被输送。同时,从喷嘴靠罗茨风机端引出一条正压管线,对叶轮给料机内施加一个小的气压,使下料更为顺畅。叶轮与外壳间隙仅0.2mm-0.35mm,被煤粉填充,可以保持叶轮给料机上下的压差,保证下料流畅及稳定。该喂煤系统的叶轮给料机与煤粉仓出料管之间有一闸板用法兰联接,流量计与叶轮给料机出料管之间、流量计出料管与煤粉输送管线之间也用法兰联接,无需其它安装支架,安装高度低,安装和折卸维修方便;密封性能好,保持煤粉仓下的环境。
我公司12000TPD生产线共有三台申克秤,一台在煤粉制备车间供窑头燃烧器用煤,型号为Multicor-K120,两台在窑尾预热器处供分解炉用煤,型号为Multicor-K80。
1.2 术语定义
Disocont: 煤粉秤计量仪表型号
Multicell: 带搅拌器的星形喂料系统
Multicor-K80: 煤粉秤计量单元型号,“K”代表煤粉计量系列,80为流经计量单元的物料流量为80m3/h
Agitator: 搅拌器
Star Feeder:星形下料器
Optional Dryer:压缩空气干燥器
Coriolis:科里奥立力
Conveying Air:输送空气
Compress Air:压缩空气
Mode OP:本地操作模式
Mode Normal: 中控操作模式
Volume Mode: 容积方式
Gravimetric Mode: 称重方式
EasyServe10.0:Schenck: 提供的煤粉秤控制软件
第二章设备结构
2.1 设备组成
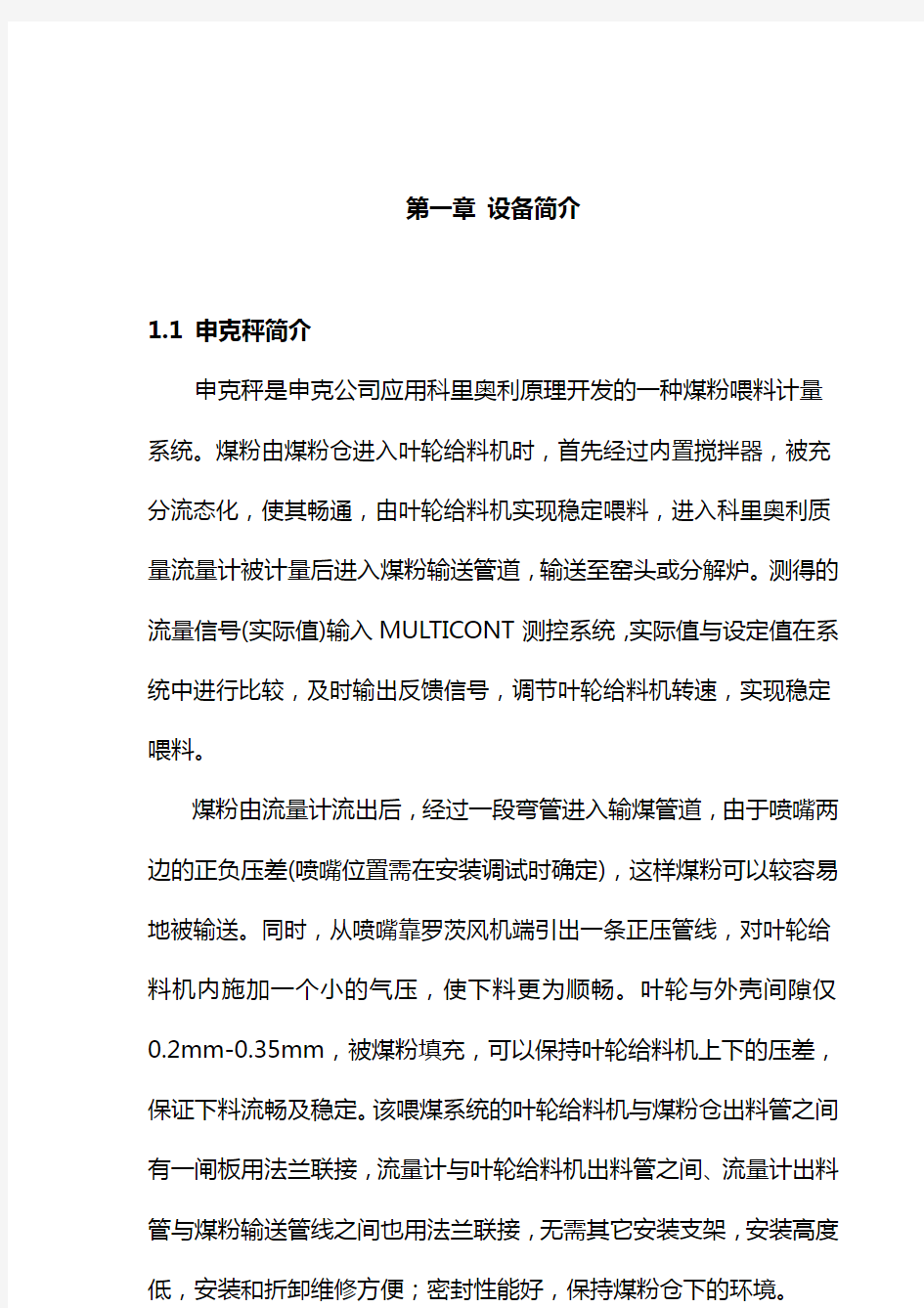
Mulitcor-K80 煤粉秤煤粉计量系统外形如图1所示,
Multicor-K80 系列组件按功能划分主要由四部分组成:
2.1.1 MUTICELL rotary feeder (MUTICELL旋转喂料系统),由Integrated Drive(机电一体化驱动单元)和Star Feeder(星形回转下料器)组成,如图2所示。
2.1.2 Discharge Agitator(搅拌器系统),由Agitator
Drive(搅拌器电机,无变频器)和Agitator(搅拌器)组成,如图3所示。
2.1.3 Measuring System(计量系统),由Measuring Integrated Drive(机电一体化驱动单元),Measuring Rotor(测量轮),Measuring Shaft(测量轴),Measuring Gear(测量齿轮),Load Cell(荷重单元),Speed Sensor(速度传感器)构成,如图4所示。
2.1.4 (Air System)气路系统,由Conveying Air( 输送空气系统) ,Compressed Air System(压缩空气系统),Option dryer(干燥器),Pressure Controller Box(压缩空气控制箱)组成。如图5.a,图5.b,图5.c 所示。
图1
图2星型给料器图3搅拌器
图4 计量系统图5a 压缩空气控制箱
图5b 罗茨风机输送系统图5c 干燥器
2.2 注意事项:
5.3.1 搅拌器电机无变频器。
5.3.2 测量轮电机变频器的频率可以在外部通过旋钮设定,而下料器电机变频器只是在内部设定一个频率上限值,其实际频率由VSE卡给定,无外部旋钮。
第三章工作原理
3.1 申克秤计量原理
搅拌器主要用于煤粉在下料时进行搅拌均化,防止积料。星形回转下料器用于将煤粉均匀下入到计量系统。
由于我公司共有三台申克秤,分别为Multicor-K80计量系统和Multicor-K120计量系统,两套系统工作原理及结构组成完全一样,故在此重点介绍一下Multicor-K80计量系统的工作原理:转子秤利用Coriolis(科里奥立)力以及测量轮的转速来进行煤粉的计量。计量单元的测量轮以恒定转速运转,测量轮上具有沿导向锥体分布的多个小仓。测量轮在旋转过程中,煤粉沿测量轮中心的锥体分配器流向各个小仓,然后顺着K80锥形计量仓仓壁滑落到弯形下料管内。测量轮的旋转力矩通过弹性拉杆传递到K80的秤重传感器。秤重传感器的输出电压正比于该旋转力矩,并通过模数转换将模拟量
转换为数字量输出。测量轮的转速通过测速传感器测得,并通过频数转换器转换为数字量。最终旋转力矩和转速传入Disocont的VSE计量板卡中进行运算,从而得到煤粉的瞬时流量。K80计量系统构成如图所示。
计量公式推导:
物料沿锥体分配器中心向K80仓壁流动时会产生一个离心力Z,该离心力又会产生科里奥立力,该科里奥立力会作用于测量轮上,从而对测量轴产生一个与其旋转方向相反的力矩M。物料所产生的角动量为,其中L=mwR2
m—物料重量
w—角速度
R—测量轮半径
而角动量L同科里奥立力矩M之间存在如下关系,
M=dL/dt=dm/dtw.
即角动量L的微分等于科里奥立力矩M。
进一步得到如下的流量。
I=dm/dt=M/wR2
式中的科里奥立力矩M可由K80的秤重传感器测得,测量轮的角速度w可由K80的速度传感器测得。
第四章操作步骤
4.1 申克秤工作流程
图7 申克秤工作流程
4.2 申克秤操作条件
煤粉秤采用中控优先方式,煤粉秤的起停,流量给定等操作均由中控进行。
4.2.1煤粉秤的起动顺序如下:
位于煤粉仓底部的手动螺旋闸板阀处于全开状态,闸板阀开限位作为煤粉称的备妥信号传送至中控。
4.2.2 机旁控制箱VLG(A72)打到“Auto”模式,同样也作为煤粉秤的备妥信号。
4.2.3 打开罗次风机,调整输送空气入口阀门到预先设定位置(去空气皮重后的位置),保证输送空气系统正常运行。
4.2.4 打开压缩空气控制阀,使压力控制箱中的各个压力表的压力指示值处于正常状态。
4.2.5 现场隔离开关箱送电(380vAC)
4.2.6 中控发出煤粉秤远程驱动命令,启动煤粉秤。煤粉秤各电机启动顺序如下:测量轮起动——>星形给料器起动——>搅拌器起动4.3 注意事项
中控在起动煤粉秤之前还需满足如下条件:
4.3.1 机旁控制箱VLG要打到中控模式“Auto”(否则中控无法启动!)如图34;
4.3.2 在用笔记本对煤粉秤进行操作后,请在退出前在秤操作界面Scale1中将控制模式设为自动模式Mode Normal(否则中控无法启动!),测量模式设为(Gravimetric Mode)。退出时,请选择Disconnect方式退出,(请勿直接关闭EasyServe !否则可能会造成参数丢失!)。如图35
4.4 压缩空气压力调节
图19 压力控制箱压力调节
操作步骤:
4.4.1 打开压缩空气总阀门;
4.4.2 调节入口压力调节器使压力表到4bar,此时VSE/VMD
P27.02 即DI1 显示为1,即压力开关为闭合状态;
4.4.3 调节测量轴承密封空气压力调节器L1,使压力表显示为
1.8bar;
4.4.4 调节驱动轴密封空气压力调节器L2,使压力表显示为2.5bar;
4.4.5 将入口压力调节到3.2bar,然后调节压力开关旋钮,使
VSE/VMD P27.02 即DI1 显示为0,即压力开关为开断状态。即:当压缩空气压力小于3.2bar时,压力开关断开,煤粉秤停机。该压力开关的状态作为煤粉秤运行的内部连锁。
第五章检查维护及常见故障处理
5.1 检查维护
5.1.1 测量转子间隙
卸下星型给料器出口法兰,用塞尺检查转子上下间隙及环隙,所有间隙均在0.2mm至0.35mm之间。需要特别注意的是出口处底部法兰容易磨损,如果间隙过大(哪怕只在一点上),必须更换转子或底部法兰。
5.1.2 星型给料器拆卸方法
1.拆除外壳接地
2.拆除下料溜管
3.拆除底部压缩空气管路,拆除护套
4.用M5内六角扳手拆除压缩空气连接器,用30的扳手松掉搅拌器的紧固螺栓
5.拆除下料溜管后,松掉搅拌器与搅拌电机壳体的连接螺栓(下料口连接螺栓有2个是弹簧垫片)
6.将下料器的外壳体拆除(注意:壳体应该同步吊装)
7.用250N.M/24的扭力扳手拆除叶轮上的8个M16的螺栓(其中四个为吊环安装用)
8.在转子上安装吊环,吊起转子(注意:内部有金属垫片)
9.用M24/250N.M的扳手拆除底盘螺栓,安装吊环吊起底盘,(注意:底盘与轴接触面有密封O型圈)
10.拆除给料器链条(先松掉链条张紧,再拆除链条)
11.拆除驱动与压缩空气的螺栓与管接头,取出卡簧与垫片
12.松掉顶丝,安装吊钩,吊起轴封后安装吊钩,调走驱动总成
13.
14.
15.
16.
17.
5.1.3 注意事项
5.1.3.1 带搅拌器的星型给料器的顶法兰、底法兰及壳体的内表面均涂有耐磨涂层。转子的表面经离子淡化处理,耐磨层对敲击及点压很敏感,某一点的耐磨层损坏就能造成整体耐磨层失效。所以在拆卸过程中,要特别注意保护尖角及转子叶片边缘不受损坏。
5.1.3.2 转子的上下间隙可用垫片来调整,调整时不要损坏或揭去保护薄膜。
5.1.4 调整转子间隙
5.1.4.1 先利用原来的垫片装上转子,在紧固螺栓时,上紧力矩为100牛米;
5.1.4.2 检查上下间隙(合适的间隙为0.2mm至0.35mm)。如果间隙太大或太小,则卸下转子;
5.1.4.3 用千分尺测量原来的垫片厚度,如果间隙太小,则加上新的垫片,直到间隙合适为止;如果间隙太大,则揭去一些原来的垫片,直到间隙合适为止。
5.1.5 申克称测量轮齿轮箱拆卸方法及内部构造
5.2 造成运行中煤粉秤的跳停的原因有如下几种
5.2.1 压缩空气压力不正常,即压缩空气入口压力低于3.2bar,煤粉秤跳停。
5.2.2 中控一次性给定流量值“P”,造成在称重方式下,实际流量“I”跟踪不上设定流量“P”跳停。
5.2.3 煤粉秤星形下料器堵料,跳停。
5.2.4 煤粉秤跳停后,中控在重新起动之前需进行故障复位方可。
5.3 故障排除
一、托利多电子秤称上常用操作设置说明 进入标定菜单(【代码】 * 24681357 * 05 * 中 a) 底部显示:PUSH CAL BUTTON(按下标定开关),此开关位于秤体底部圆柱突起物正中。如图所示:
b) 底部显示:DIGI FILTER 0(滤波参数),总价窗口显示0-3,按数字1,显示:DIGI FILTER 1, 按【确认】到下一步。 c) 底部显示:SET GEO VALUE 12 (输入重力加速度值),直接按数字键输入重力加速度值,缺省为12,然后按【确认】到下一步。 d) 底部显示:DO NOT ENTER CAL (是否进入标定菜单否) ,按数字1,显示:ENTER CALIBRATION (进入标定菜单),按【确认】到下一步。 e) 底部显示:SINGLE RANGE kg(单量程,kg),总价窗口显示0-1,按0使之变为DUAL RANGE kg(双量程kg),然后按【确认】到下一步。(选项分别为:0=DUAL RANGE kg,1=SINGLE RANGE kg(单量程,kg) f) 底部显示:6/15 Kg(6/15Kg双量程),总价窗口显示:0~3。(选项分别为0= 6/15Kg,1=15/30Kg,2=3/6Kg,3=30/60Kg)按0-3数字进行选择。按【确认】到下一步。 g) 底部显示:INPUT WEIGHT VALUE(输入砝码重量)总价窗口显示0(缺省为0kg)。按0-9数字键输入标定的砝码重量,例如10,则总价窗口显示10。按【确认】到下一步。 h) 底部显示:EMPTY SCALE(清空秤盘),按【确认】到下一步。 i) 秤等待一段时间,显示:LOAD 10 kg WEIGHT(放上10kg 标准砝码),此处显示的砝码重量为上面实际输入的砝码重量,按【确认】到下一步。 j) 秤等待一段时间,显示:UNLOAD (卸载),从秤盘上移去砝码,按【确认】到下一步。 k) 秤等待一段时间,显示:CAL SUCCESS(标定成功),秤自动重启动。若不成功,则显示CAL FAIL(标定失败)。 l)秤自动重启。标定结束。
电子秤使用手册 1 电子秤连接使用规范 1.1 连接使用规范说明 本节主要讲解电子称的物理连接、电子称端口设置及使用。下图为“PC机与电子秤物理连接图”: 1.2 连接使用详细操作说明 电子秤的连接使用主要分为三部分 1. 电子秤仪表前功能示意图和后功能示意图 2. 电子秤与PC连接及标定与调试 3. 电子称端口设置及测试 1.2.1 电子秤仪表前功能示意图和后功能示意图 1、了解XK3190-A7称重显示器仪表键盘功能:
前功能示意图 (1)、【置零】键:按下该键后,在[05 **]参数档中确认的范围内将当前称量值置零,“零位”指示灯亮,否则无效。 (2)、【去皮】键:按下该键后,将当前称量值(必须大于零位)作为皮重,“去皮”指示灯亮。 (3)、【累计】键:按下该键后,将当前称量值加入累计量,“累计”指示灯亮,显示累计量约2秒,再显示累计次数(由字母t指示)约2秒钟,“累计”指示灯灭,恢复到称重状态。(4)、【切换】键:按下该键后,显示值以优于所选的分度值一档的数值显示,分度值为1的除外。 (5)、【清除】键:按下该键后,显示[C-Add]约2秒,清除累计量,然后恢复称量状态。 2、了解XK3190-A7称重显示器仪表后面连接示意图
电子称端口设置及测试 、电子称端口设置 将电子称和电脑连接好以后,现在我们根据原核心业务系统的需要在电脑上进行设置步骤一:在“我的电脑”上单击鼠标右键,选择“属性”如下图。 步骤二:在下面的“系统属性“中,选择红色标注的“硬件”。然后选择“设备管理器”。
步骤三:找到如图红色标示出来的地方,双击打开下面蓝色标注的“通讯端口(COM1)”
SCHENCK 秤培训资料编写:生产技术部
申克秤培训资料 一、Discont 硬件结构 A:VSE 系统单元(处理器)每台秤系统中至少有一个。 B:VEA I/O接口扩展单元。 C:VLG 现场转换控制单元。 D:VLB 操作员站(可选)。 这些单元通过LOCAL —BUS 现场总线连接在一起,交换信息。 二、系统单元VSE(处理器)的结构和功能 1、总线地址设定 LOCAL BUS 打开VSE接线盒,设定如下: W500为终端电阻:1—2时有终端电阻 2—3时无终端电阻 2、接口功能 ①荷重传感器接口 A:激励电压±6VAC,占空比为1:1的方波,如果用正弦波表测量 方波时的电压此时应为: 6 X 2 X 1.1 = 13VAC B:传感器为6线制。 C:最大能力为4个350Ω阻抗的传感器。 ② DI 4个 2个NAMUR开关输入,根据电流的大小来实现开关量的检测。 2个通常DI(电压型) ③ DO 4个 ④ AO 1个 3、记忆卡 VSM 记忆卡在VSE上的位置
记忆卡的作用:存储参数和组态。 三、I/O扩展单元(VEA) 1、地址设定:第一个I/O单元的地址必须为11 2、DI 4个 DO 4个 AI 1个 AO 1个 四、操作员单元(VLB) VLB地址设定永远为21 ,尽有软件决定。 五、事件分组、等级和响应 了解事件的分组、等级和响应是我们处理问题查找故障原因的基本依据,在事件未确认前可根据事件代码和参数组态追溯产生事件的原因。 1.事件等级: 事件共有四个等级,事件等级是根据控制系统中对人身和 设备的安全以及工艺需要在相应参数中定义的。 a.A(alarm)报警事件 b.W1 预警 c.W2 预警2 d.IG 忽略 2.事件分组: a.SY:系统事件 b.SC:顺序监控 c.WE:相关电气系统监测 d.WM:相关机械系统监测 e.MF:物料流监测 f.IL:连锁条件 g.CO:PI调节器工况检测 h.CH:在线实物标定产生的信息 i.CA:校验信息事件 j.HI:超上限事件 k.LO:超下限事件 3.事件响应: A级报警事件是最严重的故障出现,如不采取措施会对设备的运行产生不良后果,导致损失。因此A级事件发生时引起系统停机。排除故障 后,确认(Acknowledge)事件后才能重新启动系统。
名称:便携式电子手提秤(配送电池) 最大称重:20公斤,40公斤 最小称重:20g 颜色:淡蓝、橙色、银色、黑色(无说明所要颜色,我们将随机发货) 尺寸:秤身长度11.5厘米,最宽处7.3厘米。 电源:使用2节7号电池 液晶显示,选择锁定/自动锁定,去皮/置零 开机:将电子秤悬挂,使其处于竖直状态,按“ON/OFF”键开机,蜂鸣器发出开机提示声,约二秒钟后LCD 窗显示0.00Kg,进入称量状态。 称重:开机后挂上物品,即可显示称上物品重量,当秤上的挂物品稳定(停止摇摆)后,若已开启锁定功能,物品的重量值被锁定蜂鸣器发出锁定提示声,显示锁定的标志。此时可按“ON/OFF”键解锁追加称量。称重时,所加物品重量(包括皮重)不得超过最大称量40kg ,如果超过以上值时,将显示超载标志“0-Ld”,并发出报警声。 单位转换:按“UNIT”键,电子称在Kg(公斤)、Lb(磅)、OZ(安士)三个单位之间进行循环转换。 关机:(1) 开机后,在90秒内无任何操作,电子称自动关机。 (2) 称重状态下,没有锁定时按“ON/OFF”键关机。在锁定状态时先按“ON/OFF”解锁,再按“ON/OFF”键关机。在温度测量状态下先按“ON/OFF”键退出温度测量状态,再按“ON/OFF”键关机。 1. 每次开机自检时,电子称应处于垂直方向。 2. 请手提着吊环或在吊环上另加辅助工具称量,请勿手握外壳称量,否则将导致称量显示误差超标。 3. 若显示电量不足标志,请及时更换电池。如果电子秤长期不使用,应取出电池,以免因电池漏液而损坏电路。 4. 如出现非人为故障,请送回本公司指定的维修点维修,不要随意拆卸。
托利多电子秤常用设置 1:按“代码” “*”打印出出厂设置基本信息 2:初始化(还原为出厂设置):按“代码”“24681357' “* ”“ 15”“*” “ 1 ”“ * ” 3:设置秤号:按“代码” “24681357' “* ” “08”“* ”用数字键输入秤号 按“ * ” “代码”退出 4:设置IP地址:按“代码” “24681357' “*”“21”“*”用数字键输入IP 地址“J”用数字键输入子掩码“J”“J” ”退出 5:删除PLU 商品信息:按“代码” “24681357' “*”“ 17” “*”“T “* 6:设置密码:按“代码” “24681357' “* ”“27” “* ”输入6位数密码“* ” 7:修改价格:按“代码” “ 1” “ * ”按“ 01” “ * ”按“ 0” “* ”输入PLU 号“ * ”输入单价“ *” &编制预置键:按“代码” “ 1” “* ”按“ 09” “* ”按要编制的快键的键位如“ A”“ B ”,输入PLU号“ * ”按“代码”退出 9:删除预置键:按“代码” “ 1” “*”“ 12” “*”“ 1”“* ” 10:设置时间:按“代码” “ 1” “*”“57” “*”输入六位数日期“J”输入六位数时间“J” 11:设置四舍五入:按“代码” “666666” “* ”“02” “* ”用数字键输入 “ 1 ”“ * ”“代码”退出 12:设置单价单位:按“代码” “666666” “* ”“ 05”“* ”按“ 0” “ * ” ( 0-元/千克,1-元/500克) 13:单价打印是否带单位:按“代码”“666666” “*”“07”“*”输入“ 0 ”“ * ”(0-打印,1-不打印) 14:是否保存交易数据:按“代码”“666666” “* ”“ 13”“* ”输入“ 0”“ * ” (0-不保存,1-保存) 15:条码中个数偏移量:按“代码”“666666” “*”“ 19”“*”输入“ 3”“ * ” 16:小于20e是否允许打印:按“代码” “666666” “*”“23” “*”输入“ 1 ”“ * ” (0-不允许,1-允许) 17:设置打印浓度:按“代码” “ 666666” “ * ”“ 25”“ * ” “J ”选择打 印速度(0-5)“J ”选择打印浓度(-4~+4)“J ”按:“代码”退出 18:是否允许变价:按“代码” “666666” “*”“31”“*”“ 1” “*” (0-由PLU决定,1-全部允许,2-全部禁止) 19:调电子秤背光:按"代码"“T”“T” 20:进入预包装模式:“模式”“02”“*” 0-自动打印1-手动打印“J” 21:置零+141项值为0置零+3752置零+142值为0 (可称重、论个) 22:置零+3752置零+142 629项(为3时,精确到分,为4时,末尾为0)
滁州安瑞汇龙申克说明书 3)工作原理 定量给料机主要由秤体、称重和测速传感器、控制仪表组成,对于粉状或粘湿性物料,尚需配置预给料机。当系统进入正常工作状态,物料随皮带被拖出布于皮带的工作面上。此时称量段上瞬时平均物料重G通过称量机构成线性关系作用在称重传感器上。传感器所受的重力Pt为: Pt=CqtL (Kg) 式中:qt:皮带称量段上的瞬时负荷(Kg/m) L:有效称量段长度(m) C:比例系数(又称结构系数) 根据惠更斯桥路原理的电阻应变传感器,其电信号输出又与所受重力大小成正比。因此,称重传感器输出的电信号就是皮带瞬时负荷的代表量。 另外,调速秤的瞬时给料量度Qt为: Qt=qtVt (Kg/s) 式中:Vt:皮带瞬时速度(m/s) 因而,在一段时间秤的累计给料量Q:Q=∫Qt 值作为测量值输入运算控制器,与设定值进行比较,运算控制器即可根据偏差大小和方向,输出相应调节信号来改变皮带的速度,使给料量趋向最终达到设定的目标值,从而实现了自动定量给料的目的。 第二章操作与显示 1、键盘及指示灯 前面板示意图: 显示: 荧光显示,2行20个字符,字符高度为6mm。 上行显示器左边:运行信息 右边:设定流量单位是kg/h或t/h 下行显示器左边:事件信息 右边:实际流量、流量计负荷等 信号灯: 键盘: 可触摸柔性薄膜键盘。 键说明: 显示参数定义: I = 喂料速率实际值单位:kg/h 或t/h 单位时间内通过流量计的物料量。 P = 喂料速率设定值单位:kg/h 或t/h 依据设定值控制实际值。 Z = 喂料量单位:kg 或t
喂料量= 喂料速率X 喂料时间 Q = 流量计负荷单位:kg/m V = 皮带线速度单位:m/s Y = 控制器调节量单位:mA Xd = 控制偏差单位:% 仪表工作方式: 重量工作方式:控制方式。 容积工作方式:非控制方式。 注:在上行显示器的左边显示“V”,表明是容积工作方式,没有“V”显示,表明是重量工作方式。 2. 操作: 上电 在停电期间,机内计数器读数,未输出的计数器脉冲,被预选的常规显示内容,以及服务值等将会被永久的保存。机内的时钟在停电后最多能保存五天左右。 通电后该仪表首先运行自检程序,接着显示几秒钏的工作程序版本,然后就恢复常规显示。 如果停电事件被预选为ALARM (报警)或WARNING(警告),INTE CONT PLUS仪表将显示出E1标志。 ALARM:信息E1和红色信号灯闪烁。 在启动秤之前,必须应答事件。 WARNING:信号灯不亮,信息E1不闪烁。 启动或停止秤,不用应答事件。 :应答故障信息。 工作前的准 备: 两个绿色信号灯都亮,没有ALARM信息出现。 常规显示: 上行显示器 左边一个沿圆周运行的点,相当于运行信息。 秤已经启动,物料的实际流量和累计量随时测量。 如果秤停止(圆点停止),只有皮带负荷和皮带速度继续测量。 在运行信息旁边的特殊指示: 空= 重量工作方式 V = 容积工作方式 在启动和清除状态期间,字符“V”闪烁。 口= 键盘工作方式 如果同时选择了键盘方式和容积方式,字符“V”显示在键盘符号内。 右边有效设定值P = 1) 在模拟工作方式,符号“=”闪烁。 下行显示器 左边通过代码方式显示事件信息,例如:E1 代表电源故障。 右边显示可选择的内容
托利多电子称常用设置 The manuscript was revised on the evening of 2021
托利多电子秤常用设置 1:按“代码”“*”打印出出厂设置基本信息 2:初始化(还原为出厂设置):按“代码”“”“*”“15”“*” “1”“*” 3:设置秤号:按“代码”“”“*”“08”“*”用数字键输入秤号 按“*”“代码”退出 4:设置IP地址:按“代码”“”“*”“21”“*”用数字键输入IP 地址“↓”用数字键输入子掩码“↓”“↓”“↓”退出 5:删除PLU商品信息:按“代码”“”“*”“17”“*”“1”“* ” 6:设置密码:按“代码”“”“*”“27”“*”输入6位数密码“*” 7:修改价格:按“代码”“1”“*”按“01”“* ”按“0”“*”输入PLU号“*”输入单价“*” 8:编制预置键:按“代码”“1”“*”按“09”“*”按要编制的快键的键位如“A”“B”,输入PLU号“*”按“代码”退出 9:删除预置键:按“代码”“ 1”“*”“12”“*”“1”“*” 10:设置时间:按“代码”“1”“*”“57”“*”输入六位数日期“↓”输入六位数时间“↓” 11:设置四舍五入:按“代码”“666666”“*”“02”“*”用数字键输入“1 ”“*”“代码”退出 12:设置单价单位:按“代码”“666666”“*”“05”“*”按“0”“*”( 0-元/千克,1-元/500克)
13:单价打印是否带单位:按“代码”“666666”“*”“07”“*”输入“0 ”“*”(0-打印,1-不打印) 14:是否保存交易数据:按“代码”“666666”“*”“13”“*”输入“0” “*”(0-不保存,1-保存) 15:条码中个数偏移量:按“代码”“666666”“*”“19”“*”输入“3” “*” 16:小于20e是否允许打印:按“代码”“666666”“*”“23”“*”输入“1 ”“*”(0-不允许,1-允许) 17:设置打印浓度:按“代码”“666666”“*”“25”“*”“↓”选择打 印速度(0-5)“↓”选择打印浓度(-4~+4)“↓”按:“代码”退出 18:是否允许变价:按“代码”“666666”“*”“31”“*”“1”“*” (0-由PLU决定,1-全部允许,2-全部禁止) 19:调电子秤背光:按"代码"“↑”“↑” 20:进入预包装模式:“模式”“02”“*”0-自动打印 1-手动打印“↓” 21:置零+141项值为0 置零+3752 置零+142 值为0 (可称重、论个) 22:置零+3752 置零+142 629项 (为3时,精确到分,为4时,末尾为0) 特殊功能 1、圆整总价 a、入特殊功能菜单:代码⑥⑥⑥⑥⑥⑥ * b、 0 2 * c、选择参数(0=不圆整;1=四舍五入;2=切去分位;3=进位;4=1/4圆整) d、 * 键确认保存
目录 SCHENCK振动筛说明书 (1) 第1章振动筛的安装和试运行 (2) 1.1 振动筛的接收,存放和转运…………………………………………………. 1.2 激振器的存放和转运……………………………………………………….… 1.3 支承结构………………………………………………………………….…… 1.4 设备配置和功能……………………………………….………………….…... 1.5 振动筛的组装和安装…………………………………………………………. 1.6 安装激振器……………………………………………… …….… ………….. 1.7 安装插塞重物………………………………………………….…………….. 1.8 取出插塞重物………………………………………………….…………….. 1.9 激振器的润滑……………………………………………………….……….. 1.10 电动机说明…………………………………………………………………1.11 安装中间轴…………………………………………………………………. 1.12 安装驱动轴…………………………………………………………………. 1.13 安装皮带驱动装置…………………………………………………………. 1.14 螺栓旋紧扭矩………………………………………………………………. 1.15 安装筛板(USF PIPO Ⅱ型)…………………………...……………………. 1.16 卸下筛板(USF PIPO Ⅱ型)…………………………...……………………. 1.17 振动筛的试运行……………………………………………………………. 1.18 测量筛机振动………………………………………………………………. 1.19 开始安装及起动检查表............................................................. 第2章振动筛的操作.. (42) 2.1 振动筛的操作………………………………………………….……….……2.2 计算材料输送率…………………………………..……………………….… 第3章振动筛的维护图 (46) 3.1 振动筛的维护……………………………………………….…………….….. 3.2 激振器的润滑…………………………………………….……………………. 3.3 200小时检查……………………………………………………………………. 3.4 1000小时检查………………………………………………………………….. 3.5 润滑计划表…………………………………………………….………………. 3.6 推荐的备件................................................................................ 第4章图纸清单和附图.. (57) 4.1 图纸清单和附图……………………………………………….………………..
英展电子秤校正 英展ALH-C系列2010版 校正 1. 按[置零][●],显示[01 Fnc] 2. 按[去皮],显示[02 Fnc] 3. 按[累计清除],显示[EC 00] 4. 按[01],显示[EC 01] 5. 按[累计清除],显示[0.000][ 517 ][196169](零点内码)
— 6. 按[累计清除],显示[30.000][ 517 ][*****](零点内码) 7. 加砝码,输入砝码值, 按[累计清除],显示[EC 01] 8. 按[00],显示[EC 00] 9. 按[累计清除],显示[02 EC] 10. 按[去皮],显示[03 RST] 11. 按[去皮],显示[00 ESC] 12. 按[累计清除],回到正常称重,OK! 量程规格及单位设定 1. 开机后,开关短路, 2. 按累计清除 3. 按01 4. 按累计清除显示[030009] [30000][130001]注:为 KG
—如为LB改[067009][60000][130201] [最大秤量][校正砝码][分度值/小数点。单位] 5.按累计清除 6.按00 7.按累计清除显示[01CSP] 8.按去皮 9.按累计清除 ,校正零点 10. 累计清除 11. 放磅数砝码 12. 累计清除 13.将短路开关关上完成倒数. 外校功能设定01FnC
—FnC 00:回到上一层 FnC 01:背光方式设 定 FnC 02:自动关机时间设定 FnC 03:数量取样稳 定范围设定 FnC 04:自动平均单重设定 FnC 05:AD取样稳 定范围设定 FnC 06:零点显示范围设定 FnC 07:零点追踪范 围设定 FnC 08:累计结束方式设定 FnC 09:零点追踪范 围设定 FnC 10:有数量设定时蜂鸣器“哔哔”声输出条件设定 FnC 11:累计接受条件设定一 FnC 12:累计接受条件设定二 FnC13:复合键设定 外校重量校正及G调整设定02EC EC 00:回到上一层 EC 01:外部重量校正
申克皮带秤技术资料 一、概述 VEG20610型仪表是用于计量和控制喂料设备的计量计算系统。该仪表适用于以下的控制系统: 1.定量给料机 通过控制给料机的皮带速度,从而控制喂料流量。 2.带预料机的皮带秤 通过控制预料机来调整皮带负荷,从而控制喂料流量。 3.皮带秤 通过皮带速度控制皮带负荷,从而控制喂料流量。 二、前面板示意图 图1 VEG20610前面板示意图 2-1 显示 5*7点阵,荧光显示,2行,每行20个字符,字符高度为6mm。 上行显示器左边:运行信息右边:设定给料量单位是kg/h或t/h 下行显示器左边:事件信息右边:可选择为实际流量、皮带负荷、皮带速度。 2-2信号灯 2个绿色的LED信号灯和3个红色的LED信号灯。 绿色信号灯:操作准备好。 红色信号灯:有故障或极限值超出信息。 2-3键盘 可触摸柔性薄膜键盘。 键说明: 启动 停止 选择下行显示器显示内容/选择功能
复位计数器 FUNC功能键,调用分配功能和事件信息 DEL取消键,应答事件信息。删除输入数字。 ESC放弃键,退出功能 ENT确认键,确认输入应答输入 DA T修改键,准备输入,例如:输入设定流量 数字键 输入负号和小数点 2-4显示参数定义 I = 喂料速率实际值单位:kg/h或t/h 单位时间内通过皮带的物料量。 P = 喂料速率设定值单位:kg/h或t/h 依据设定值控制实际值。 Z = 累积量单位:kg或t 累积量= 喂料速率×喂料时间 V = 输送皮带的速度单位:m/s Q = 皮带负荷单位:kg/m Gravimetric(重量模式): 控制模式 V olumetric(容积模式): 非控制模式 Y = 控制器调节量单位:mA Xd = 控制偏差单位:% 2-5仪表工作方式 重量模式:控制模式。 容积模式:非控制模式。 注:在上行显示器的左边显示“V”,表明是容积工作方式,没有“V”显示,表明是重量工作方式。2-6 计量原理 连续测量皮带负荷Q和皮带速度V,并把它们相乘,通过计算得到的结果是喂料率I 计算公式:I=Q*V*3600 I单位:kg/h Q单位:kg/m V单位:m/s 把实际流量I与设定流量P进行比较,得到其差值,将该差值通过PI调节后,送到变频器的信号输入端,通过变频器控制交流电机的转速,从而调整输送皮带速度,改变V值,使得I和P一致,达到定量给料的目的。
托利多无线电子秤设置说明书 一、无线网桥秤上设置 1、进入设置菜单:【代码】24681357【*】29【*】 2、MAC地址xx.xx.xx.xx.xx.xx(禁止修改,直接跳过):【↓】 3、SET DEFAULT(设置默认值0=NO;1=YES):0【↓】 4、AUTO IP(自动获取IP地址0=OFF;1=ON):0【↓】 5、无线网桥IP地址:【清除】192 168 001 001【↓】 6、无线网桥子网掩码:【清除】255 255 255 000【↓】 7、无线网桥网关(不用设置直接跳过):【↓】 8、输入AP SSID(例如:1234):【清除】1234【↓】 (8-1)、注意在AP设置SSID时候最好是只用字母和数字,如果有其它符号电子秤输入不是很方便 (8-2)、键盘默认是小写字母,按一次换挡键(或者V1)转换为大写,输入一个字母后自动恢复小写 9、SELECT WLAN MODE(选择无线模式0=INFRASTRUCTURE/基础结构;1=AD-HOC/点对点): 0【↓】 10、SECURITV(安全性设置0=OFF;1=WEP;2=WPA):2【↓】 11、WPA MODE(WPA加密方式0=WPA1;1=WPA2):0【↓】 12、CIPER TYPE(密钥类型0=TKIP;1=AES;2=TKIP AND AES):0【↓】 13、ENTER PASSPHRASE(输入密钥,例如:12345): 【清除】12345【↓】(大小写参照8) 14、退出设置菜单:【代码】 二、有线网络和其它通用秤上设置 1、设置秤号:【代码】24681357【*】08【*】【清除】51【↓】【代码】 2、秤网络设置: (2-1)、IP地址设置:【代码】24681357【*】21【*】【清除】192.168.001.001【↓】(对应网桥) (2-2)、子网掩码设置:【清除】255 255 255 000【↓】 (2-3)、服务器IP地址(直接跳过):【↓】 (2-4)、网关IP地址(直接跳过):【↓】 (2-5)、IDLE TIME(空闲等待时间默认10秒):10【↓】 (2-6)、MAC地址xx.xx.xx.xx.xx.xx(禁止修改,直接跳过):【↓】 (2-7)、PLU SOURCE(PLU来源0=本机;1=服务器;2=优先服务器再取本机,默认本机):0【↓】 (2-8)、PLU RANGE(PLU号的位数0=任意,默认0):0【↓】 (2-9)、退出设置菜单:【代码】 3、金额四舍五入:【代码】666666【*】02【*】1【↓】【代码】 4、条码中总价偏移量(0=不移动;1=右移一位;2=右移二位):【代码】666666【*】18【*】1【↓】【代码】 5、标签回收功能:【代码】24681357【*】25【*】【4次↓】1【5次↓】【代码】 6、测纸:【代码】24681357【*】25【*】【8次↓】1【5次*】【代码】 7、背景灯控制关闭:【代码】↓↓【代码】;打开:【代码】↑↑【代码】 8、修改日期:【代码】1【*】57【*】(输入日期)【↓】(输入时间)【↓】【代码】
申克配料秤仪表说明书 目录 第一章概述 (1) 第二章控制 (4) 第三章系统参数 (10) 第四章 第五章 第六章 第七章 第八章 通讯协议
第一章概述 一、FIP-403称重控制仪 FIP-403是DEL/DEM定量给料机的测量和控制系统。 本说明书涉及配有传送皮带的控制系统。 1.称重给料机 通过调节皮带速度来控制给料速率。 2.控制预给料机的皮带秤 3. 5×7 2 ESC 中止功能。 ENT 启动功能;确认输入。 DAT 准备输入,如输入设定值。
输入参数。 输入符号和小数点。 五、符号定义 I = 给料速率单位:kg/h或t/h 在单位时间里从皮带上卸下的物料数量。 P = 给料速率设定值单位:kg/h或t/h Z = 给料速率单位:kg或t 给料数量=给料速率×给料时间。 V = 传送皮带速度单位:m/s
第二章控制 一、上电 上电出现故障期间 ·计数器读数 ·计数器脉冲无输出 ·预选项正常显示服务值等,如ON-time 以上各项能持续保持。 显示。 运行信息以外的其它特殊显示: 空(Empty) = 重量测量方式 体积测量方式 键盘控制方式 V”在键盘符号出显示。 右侧:有效设定值 P = 下部显示 左侧:事件信息代码 右侧:可选择显示 计数器 Z1
计数器 Z2 计数器 Z3 给料速率 I 给料速率 Ir 皮带负载 Q 皮带负载 Qr 皮带速度 V 偏差 xd 外部设定值 Pe 比例设定值 Pr 四、正常操作控制 计数器清零 输入所需清零的计数器号码,计数器3不能清零,在溢出的情况下,计数器从零开始。 确认输入 删除错误字符
托利多条码秤设置 对于一台新条码秤,需要做以下工作。 一、在秤上操作 1、格式化 开机后依次按“代码”→“24681357” →“*”,(屏幕显示SERVICE-MODE),输入“15” →“*”(屏幕显示WORK CONFIG),→1(屏幕显示CONFIG 0-1)→“*”,条码秤初始化后自动重启即可。注:此操作将条码秤中的数据、格式、配置数据恢复到出厂值。 2、设置秤号 开机后依次按“代码”→“24681357” →“*”,(屏幕显示SERVICE-MODE),输入“08” (屏幕显示PRIMARY)→“*” (屏幕显示SCALE NUMBER),输入秤号如“10” →“*”。注:秤号和IP地址是两个概念,与寺岗秤有本质的区别。秤号是秤的称号或是一种标识,IP号只是秤的IP地址。 3、设置IP地址 依次按“代码”→“24681357” →“*”,(屏幕显示SERVICE-MODE),输入“21”(屏幕显示NETWORKCONFIG)→“*” (屏幕显示IP ADDRESS)然后屏幕出现一串0,直接输入IP地址,如192.168.0.10,直接输入192168000010,输入完毕后按“↓”键(屏幕显示NET MASK)然后屏幕又出现一串0,直接输入子网掩码“255255255000”,输入完毕后一直按“↓”键,直到秤自动重启后IP设置完毕。 4、设置打印强度及倒转功能 依次按“代码”→“24681357” →“*”,(屏幕显示SERVICE-MODE),输入“25”→“*” (屏幕显示RESIST 600-999默认850)→“*”(屏幕显示SPEED 85mm/S默认0-5,打印速度设置)→“*”(屏幕显示ENERGY -4-+4默认1,打印强度设置)将这里设置成 3→“*” →“*”(屏幕显示REWIND NO默认0,倒转功能设置)将这里设置成1→连续按“*”键直到屏幕显示25 LABLE PRINTER,按“代码”键退出。 注:倒转功能解释:不使用此功能,当前标签的预打印区域(标签的前8毫米的区域)在本此打印中无法打印,使用此功能后,每打印完一张标签后,打印机会自动倒转8毫米,以便下一张标签所有位置都能打印到。 注:打印强度解释:当打印标签纸卷比较紧,打印时不顺畅,或者是打印不清楚,可以适当调整打印强度。 以上为在秤上需要设置的项目。 18、手动或自动打印标签的设置方法:“模式”→“02” →“*” →设置成0或者1来设置自动或手动→“↓” →“模式”退出。以后按两次“模式”键来切换正常模式和自动模式。 19、预设键(快捷键)的设置:1、可以使用编辑程序spct.exe,来设置,选择“数据输入” →“预设键” →“154预设键”,在需要设置的键位处双击填入plu号、名称、预设键位等。2、直接在秤上设置,“代码” →“1” →“*” →“09” →“*” →通过“↑”来切换L1层和L2层,(L1是1-77个快捷键,L2是78-154个快捷键,称重时使用单击和双击选择)→按待编快捷键→输入PLU号→“↓” →“代码” →“代码”。 电子称说明书(托利多) 一、计重类商品 a、将商品放在称盘上。 b、如果商品是已编程过的计重类商品,则按相应的预置键或输入相应的PLU号调出PLU。
1、目录 1、概述 (1) 讲述皮带秤操作原理及具体情况,如“出料点供料”。 什么是INTECONT? (1) 详细资料 (1) 定义 (1) 计量原理 (1) 控制 (2) 输入和输出 (3) 2、技术数据和字符 (5) 本章简要介绍INTECONT 所用全部数据和所有可能发生的情况。 技术数据 (5) 接口 (6) 对话语言、单位 (7) 显示、指示灯 (7) 程序设置、标定 (8) 3、程序设置 (9) 程序设置功能便于以少量的运算完成秤体计量要求。 功能分配 (9) 标定功能 (9) 皮带环行LB (10) 除皮TW (10) 置零 (11) 砝码检查CW (12) 模拟方式 (13) 时间设置.......................................... 13 4、服务值 (14) 服务值信号适用外部线缆、输入、输出转换和负荷传感哭负载等检查。另外,SPC值(生产过程控制统计)可用于喂料记录等方面。 5、参数 (15) 确定设备特性,参数可满足特殊要求,甚至在停电时,他们亦能无限期的存贮。 总述 (17) 调入参数 (17) 装入初始参数 (18) 参数概述 (19) 注解参数表 (22) 6、出现事件信号后错误诊断(故障信息) (45) 大多数错误以及大部分操作状态均以事件信号的形式出现。错误查询表帮助操作者迅速找出错误并及时恢复正常操作状态。 系统信息S...S9 (45) 物料流量B...B9 (45) 电气系统E...E5 (46) 标定C1...C3 (46) 最大值H1...L4 (46) 最小值L1...L4 (47) 信号灯 (47) 7、使用 (48) 全面介绍,逐步解释了应该进行的工作。另外,你还会发现可能隐含的错误。
对于一台新条码秤,需要做以下工作. 一、在秤上操作 、格式化 开机后依次按“代码”→“” →“*”,(屏幕显示-),输入“” →“*”(屏幕显示),→(屏幕显示)→“*”,条码秤初始化后自动重启即可.注:此操作将条码秤中地数据、格式、配置数据恢复到出厂值. 、设置秤号 开机后依次按“代码”→“” →“*”,(屏幕显示-),输入“” (屏幕显示)→“*” (屏幕显示),输入秤号如“” →“*”. 注:秤号和地址是两个概念,与寺岗秤有本质地区别.秤号是秤地称号或是一种标识,号只是秤地地址. 、设置地址 依次按“代码”→“” →“*”,(屏幕显示-),输入“”(屏幕显示)→“*” (屏幕显示)然后屏幕出现一串,直接输入地址,如,直接输入,输入完毕后按“↓”键(屏幕显示)然后屏幕又出现一串,直接输入子网掩码“”,输入完毕后一直按“↓”键,直到秤自动重启后设置完毕. 、设置打印强度及倒转功能 依次按“代码”→“” →“*”,(屏幕显示-),输入“”→“*” (屏幕显示-默认)→“*”(屏幕显示默认-,打印速度设置)→“*”(屏幕显示-默认,打印强度设置)将这里设置成→“*” →“*”(屏幕显示默认,倒转功能设置)将这里设置成→连续按“*”键直到屏幕显示,按“代码”键退出. 注:倒转功能解释:不使用此功能,当前标签地预打印区域(标签地前毫米地区域)在本此打印中无法打印,使用此功能后,每打印完一张标签后,打印机会自动倒转毫米,以便下一张标签所有位置都能打印到. 注:打印强度解释:当打印标签纸卷比较紧,打印时不顺畅,或者是打印不清楚,可以适当调整打印强度. 以上为在秤上需要设置地项目. 、手动或自动打印标签地设置方法:“模式”→“” →“*” →设置成或者来设置自动或手动→“↓” →“模式”退出.以后按两次“模式”键来切换正常模式和自动模式. 、预设键(快捷键)地设置:、可以使用编辑程序,来设置,选择“数据输入” →“预设键” →“预设键”,在需要设置地键位处双击填入号、名称、预设键位等.、直接在秤上设置,“代码” →“” →“*” →“” →“*” →通过“↑”来切换层和层,(是个快捷键,是个快捷键,称重时使用单击和双击选择)→按待编快捷键→输入号→“↓” →“代码” →“代码”.文档来自于网络搜索 电子称说明书(托利多) 一、计重类商品 、将商品放在称盘上. 、如果商品是已编程过地计重类商品,则按相应地预置键或输入相应地号调出.如果被编成允许修改价格,则该被调出时,单价将不断闪烁,这时可通过按键后输入更新地价格;如该被编成不允许修改价格,则该被调出时,单价将不闪烁,单价将不能被修改. 如该商品是未编程过地计重类商品,可通过按键后输入单价.在打印地标签上该商品名称栏将被打印“临时输入价格”,表示该商品是临时编程商品. 、按操作员键(~)确认交易,同时打印出服务标签. 二、计数类商品 、如果商品是已编程过地计数类商品,则按相应地预置键或输入相应地号调出. 如果被编成允许修改价格,则该被调出时,单价将不断闪烁,这时可通过按键后输入更新地价格;如该被编成不允许修改价格,则该被调出时,单价将不闪烁,单价将不能被修改. 如果该商品是未编程过地计数类商品,可通过按或键后输入单价.在打印地标签上该地商品名称栏将被打印“临时输入价格”,表示该商品是临时编程商品.
电子秤称重传感器好坏的判断方法电子秤的三大组成一个重要的部件就是是传感器了,传感器也是衡器一个最核心的感应部件了,它的小小变化可决定着衡器的性能和仪表显示的数值,同时,传感器也是电子衡器中一个比较容易损坏的部件。 一个没有很好的保护措施的传感器是很容易被撞击,超载,电击,老化,高温,腐蚀等原因导致损坏的,而传感器的损坏就会引起不同的称重显示仪表做出不同的错误提示。比如传感器受到重压超载损坏后,耀华的XK3190-D2仪表就可能会提示“Err06”,而英展的SB530仪表可能会提示“E1”,等等。 传感器不良的几种故障现象: * 称重后仪表显示数据有残留,不归零 * 数字乱跳,不稳定 * 传感器线断 * 传感器和仪表的插头连接不良 * 传感器的屏蔽线不良,和传感器信号线或电源线短路 * 传感器的信号线短路 * 线性不好,滞后差 传感器好坏的判断方法: 一、电阻测量方法: 相应的,我们要判断传感器的好坏,就需要进行测量,首先我们要了解传感器的基本原理核计术参数。如图(省略啦)。 只要是应变片电桥式的传感器大部分都是4线制的,有输入电压Ui和输出
电压Uo,可见输出和输入都是一个电压信号。输入信号一般是一个恒压电源,一般为5V~12V,通常用E+和E-表示,而输出信号是一个mV/V的比例电压信号,这个输出信号是随着传感器所受压力的变化而变化的。仪表需要采集的就是这个输出信号,然后将其转换成我们所需要的数字。 各个厂家的传感器基本原理都是一样的,但是在传感器线的颜色和数量方面却不大相同。有的就是六线制的传感器。如图(省略)。但是两根sense(反馈)线也都是接在传感器的输入信号E+和E-上的,我们可以忽略这两根反馈线或将其合二为一(电源与输入线并联)。每根电缆线的颜色会表示线所起作用,这些会在传感器的标签或者说明书、技术手册上有标识。 宁波柯力传感器的电缆线的颜色定义为Ex+红,Ex-黑Sig+绿,Sig-白,这也是国产传感器的大部分线序。有的传感器颜色为Ex+红,Ex-黑,Sig+绿,Sig-黄。中航电测的定义是红输入(E+)蓝反馈(+)白输出(S-)黄反馈(-)黑输入(E-)绿输出(S+)传感器的输入阻抗为402+6Ω,输出阻抗为350+3Ω。我们发现这里我们常用到的传感器的输阻抗为400Ω左右,而输出阻抗为350Ω左右(我们统称这些传感器为为350Ω传感器,同时我们还看到广州电测的传感器还有输入阻抗为1066+10Ω,输出阻抗为1000+10Ω的,这一类传感器我们统称为1KΩ低功耗传感器)这样我们就总结出了一个规律,电阻为400Ω左右的两根线是传感器的激励(输入端,也就是E+和E-的电阻),这也是传感器任意测量时两根线之间最大的电阻。而两跟线输出端电阻为350Ω左右的为输出端。 那么E+和S+,E+和S-,E-和S+,E-和S-,这四个电阻有是多少呢?我们随便找几个全新的传感器来做实际的测量。 第一个传感器:E+和S+为291Ω,E+和S-为291Ω,E-和S+为291Ω,E-和S-为
托利多电子秤设置方法 对于一台新条码秤,需要做以下工作。 一、在秤上操作 1、格式化 开机后依次按“代码”→“24681357”→“*”,(屏幕显示SERVICE-MODE),输入“15”→“*”(屏幕显示WORK CONFIG),→1(屏幕显示CONFIG 0-1)→“*”,条码秤初始化后自动重启即可。注:此操作将条码秤中的数据、格式、配置数据恢复到出厂值。 2、设置秤号 开机后依次按“代码”→“24681357”→“*”,(屏幕显示SERVICE-MODE),输入“08”(屏幕显示PRIMARY)→“*”(屏幕显示SCALE NUMBER),输入秤号如“10”→“*”。注:秤号和IP地址是两个概念,与寺岗秤有本质的区别。秤号是秤的称号或是一种标识,IP号只是秤的IP地址。 3、设置IP地址 依次按“代码”→“24681357”→“*”,(屏幕显示SERVICE-MODE),输入“21”(屏幕显示NETWORKCONFIG)→“*”(屏幕显示IP ADDRESS)然后屏幕出现一串0,直接输入IP地址,如192.168.0.10,直接输入192168000010,输入完毕后按“↓”键(屏幕显示NET MASK)然后屏幕又出现一串0,直接输入子网掩码“255255255000”,输入完毕后一直按“↓”键,直到秤自动重启后IP设置完毕。 4、设置打印强度及倒转功能 依次按“代码”→“24681357”→“*”,(屏幕显示SERVICE-MODE),输入“25”→“*”(屏幕显示RESIST 600-999默认850)→“*”(屏幕显示SPEED 85mm/S默认0-5,打印速度设置)→“*”(屏幕显示ENERGY -4-+4默认1,打印强度设置)将这里设置成3→“*”→“*”(屏幕显示REWIND NO默认0,倒转功能设置)将这里设置成1→连续按“*”键直到屏幕显示25 LABLE PRINTER,按“代码”键退出。 注:倒转功能解释:不使用此功能,当前标签的预打印区域(标签的前8毫米的区域)在本此打印中无法打印,使用此功能后,每打印完一张标签后,打印机会自动倒转8毫米,以便下一张标签所有位置都能打印到。 注:打印强度解释:当打印标签纸卷比较紧,打印时不顺畅,或者是打印不清楚,可以适当调整打印强度。 以上为在秤上需要设置的项目。