一、导线连接的基本要求
导线连接是电工作业的一项基本工序,也是一项十分重要的工序。导线连接的质量直接关系到整个线路能否安全可靠地长期运行。对导线连接的基本要求是:连接牢固可靠、接头电阻小、机械强度高、耐腐蚀耐氧化、电气绝缘性能好。
二、常用连接方法
需连接的导线种类和连接形式不同,其连接的方法也不同。常用的连接方法有绞合连接、紧压连接、焊接等。连接前应小心地剥除导线连接部位的绝缘层,注意不可损伤其芯线。
1.绞合连接
绞合连接是指将需连接导线的芯线直接紧密绞合在一起。铜导线常用绞合连接。
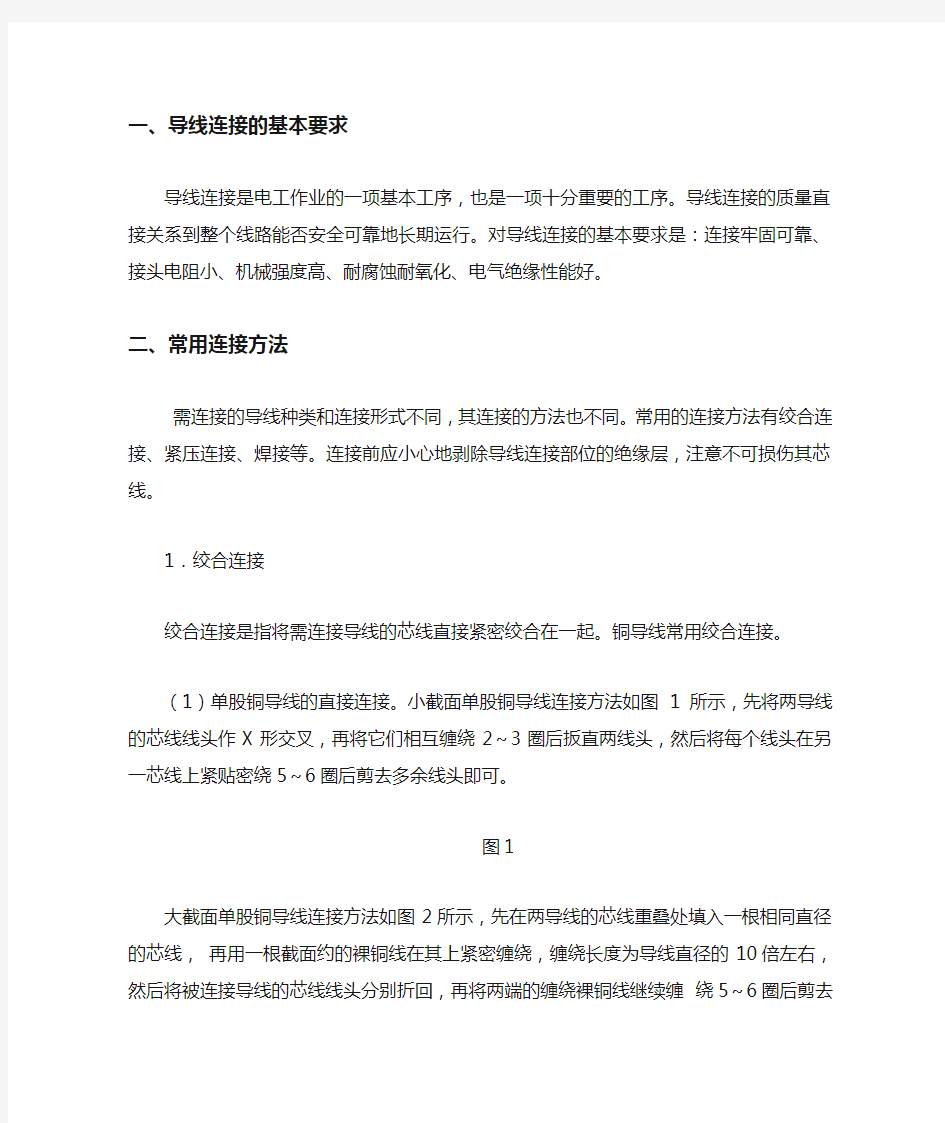
(1)单股铜导线的直接连接。小截面单股铜导线连接方法如图1所示,先将两导线的芯线线头作X形交叉,再将它们相互缠绕2~3圈后扳直两线头,然后将每个线头在另一芯线上紧贴密绕5~6圈后剪去多余线头即可。
图1
大截面单股铜导线连接方法如图2所示,先在两导线的芯线重叠处填入一根相同直径的芯线,再用一根截面约的裸铜线在其上紧密缠绕,缠绕长度为导线直径的10倍左右,然后将被连接导线的芯线线头分别折回,再将两端的缠绕裸铜线继续缠绕5~6圈后剪去多
余线头即可。
图2
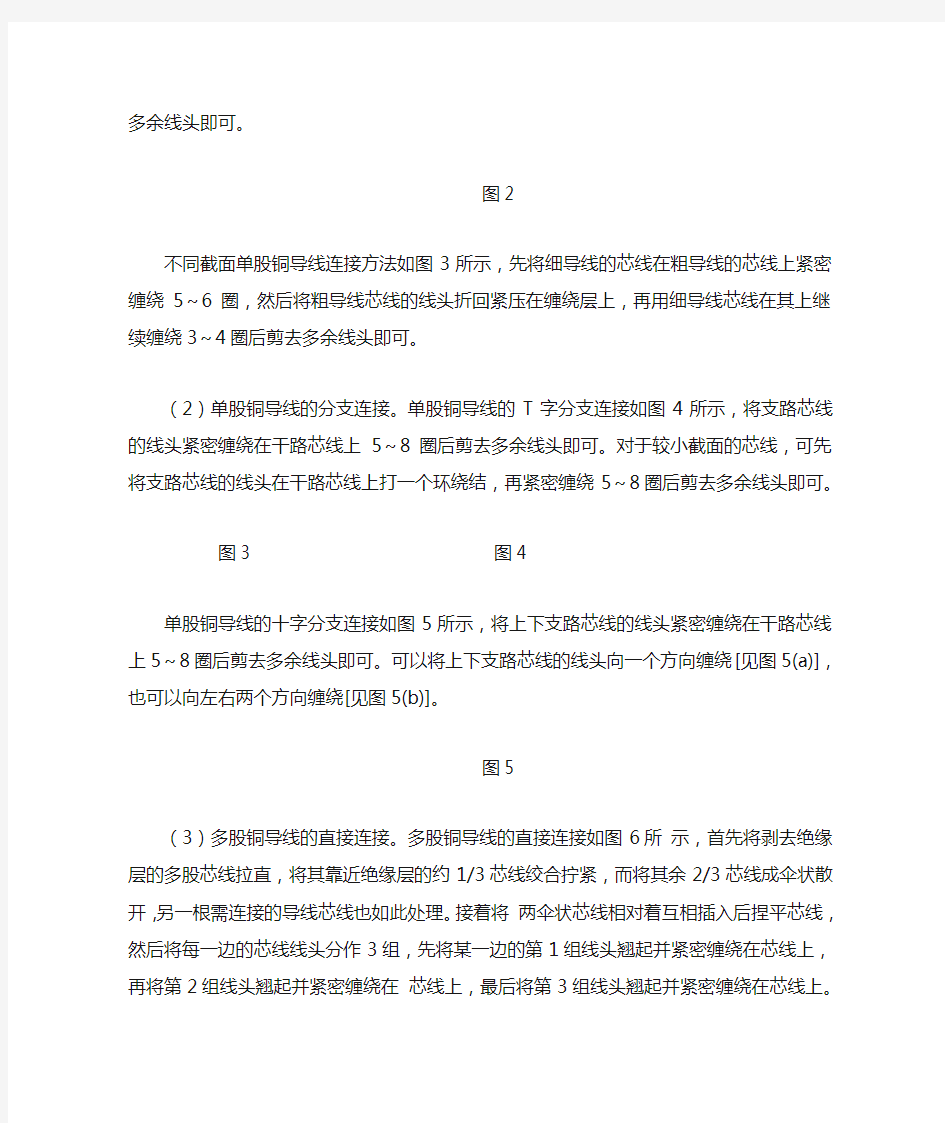
不同截面单股铜导线连接方法如图3所示,先将细导线的芯线在粗导线的芯线上紧密缠绕5~6圈,然后将粗导线芯线的线头折回紧压在缠绕层上,再用细导线芯线在其上继续缠绕3~4圈后剪去多余线头即可。
(2)单股铜导线的分支连接。单股铜导线的T字分支连接如图4所示,将支路芯线的线头紧密缠绕在干路芯线上5~8圈后剪去多余线头即可。对于较小截面的芯线,可先将支路芯线的线头在干路芯线上打一个环绕结,再紧密缠绕5~8圈后剪去多余线头即可。
图3 图4
单股铜导线的十字分支连接如图5所示,将上下支路芯线的线头紧密缠绕在干路芯线上5~8圈后剪去多余线头即可。可以将上下支路芯线的线头向一个方向缠绕[见图5(a)],也可以向左右两个方向缠绕[见图5(b)]。
图5
(3)多股铜导线的直接连接。多股铜导线的直接连接如图6所示,首先将剥去绝缘层的多股芯线拉直,将其靠近绝缘层的约1/3芯线绞合拧紧,而将其余2/3芯线成伞状散开,另一根需连接的导线芯线也
如此处理。接着将两伞状芯线相对着互相插入后捏平芯线,然后将每一边的芯线线头分作3组,先将某一边的第1组线头翘起并紧密缠绕在芯线上,再将第2组线头翘起并紧密缠绕在芯线上,最后将第3组线头翘起并紧密缠绕在芯线上。以同样方法缠绕另一边的线头。
图6
(4)多股铜导线的分支连接。多股铜导线的T字分支连接有两种方法,一种方法如图7所示,将支路芯线90°折弯后与干路芯线并行[见图7(a)],然后将线头折回并紧密缠绕在芯线上即可[见图7(b)]。
图7
另一种方法如图8所示,将支路芯线靠近绝缘层的约1/8芯线绞合拧紧,其余7/8芯线分为两组[见图8(a)],一组插入干路芯线当中,另一组放在干路芯线前面,并朝右边按图8(b)所示方向缠绕 4~5圈。再将插入干路芯线当中的那一组朝左边按图8(c)所示方向缠绕4~5圈,连接好的导线如图8(d)所示。
图8
(5)单股铜导线与多股铜导线的连接。单股铜导线与多股铜导线的连接方法如图9所示,先将多股导线的芯线绞合拧紧成单股状,再将其紧密缠绕在单股导线的芯线上5~8圈,最后将单股芯线线头折回并压紧在缠绕部位即可。
图9
(6)同一方向的导线的连接。当需要连接的导线来自同一方向时,可以采用图10所示的方法。对于单股导线,可将一根导线的芯线紧密缠绕在其他导线的芯线上,再将其他芯线的线头折回压紧即可。对于多股导线,可将两根导线的芯线互相交叉,然后绞合拧紧即可。对于单股导线与多股导线的连接,可将多股导线的芯线紧密缠绕在单股导线的芯线上,再将单股芯线的线头折回压紧即可。
图10
(7)双芯或多芯电线电缆的连接。双芯护套线、三芯护套线或电缆、多芯电缆在连接时,应注意尽可能将各芯线的连接点互相错开位置,可以更好地防止线间漏电或短路。图11(a)所示为双芯护套线的连接情况,图 11(b)所示为三芯护套线的连接情况,图11(c)所示为四芯电力电缆的连接情况。
图11
铝导线虽然也可采用绞合连接,但铝芯线的表面极易氧化,日久将造成线路故障,因此铝导线通常采用紧压连接。
2.紧压连接
紧压连接是指用铜或铝套管套在被连接的芯线上,再用压接钳或压接模具压紧套管使芯线保持连接。铜导线(一般是较粗的铜导线)
和铝导线都可以采用紧压连接,铜导线的连接应采用铜套管,铝导线的连接应采用铝套管。紧压连接前应先清除导线芯线表面和压接套管内壁上的氧化层和粘污物,以确保接触良好。
(1)铜导线或铝导线的紧压连接。压接套管截面有圆形和椭圆形两种,如图12所示。圆截面套管内可以穿入一根导线,椭圆截面套管内可以并排穿入两根导线。
圆截面套管使用时,将需要连接的两根导线的芯线分别从左右两端插入套管相等长度,以保持两根芯线的线头的连接点位于套管内的中间,如图13(a)所示。然后用压接钳或压接模具压紧套管,一般情况下只要在每端压一个坑即可满足接触电阻的要求。在对机械强度有要求的场合,可在每端压两个坑,如图13(b)所示。对于较粗的导线或机械强度要求较高的场合,可适当增加压坑的数目。
图12 图13
椭圆截面套管使用时,将需要连接的两根导线的芯线分别从左右两端相对插入并穿出套管少许,如图14(a)所示,然后压紧套管即可,如图14(b)所示。椭圆截面套管不仅可用于导线的直线压接,而且可用于同一方向导线的压接,如图14(c)所示;还可用于导线的T字分支压接或十字分支压接,如图14(d)和图14(e)所示。
图14
(2)铜导线与铝导线之间的紧压连接。当需要将铜导线与铝导线进
行连接时,必须采取防止电化腐蚀的措施。因为铜和铝的标准电极电位不一样,如果将铜导线与铝导线直接绞接或压接,在其接触面将发生电化腐蚀,引起接触电阻增大而过热,造成线路故障。常用的防止电化腐蚀的连接方法有两种。
一种方法是采用铜铝连接套管。铜铝连接套管的一端是铜质,另一端是铝质,如图15(a)所示。使用时将铜导线的芯线插入套管的铜端,将铝导线的芯线插入套管的铝端,然后压紧套管即可,如图15(b)所示。
图15
另一种方法是将铜导线镀锡后采用铝套管连接。由于锡与铝的标准电极电位相差较小,在铜与铝之间夹垫一层锡也可以防止电化腐蚀。具体做法是先在铜导线的芯线上镀上一层锡,再将镀锡铜芯线插入铝套管的一端,铝导线的芯线插入该套管的另一端,最后压紧套管即可,如图16所示。
图16
3.焊接
焊接是指将金属(焊锡等焊料或导线本身)熔化融合而使导线连接。电工技术中导线连接的焊接种类有锡焊、电阻焊、电弧焊、气焊、钎焊等。
(1)铜导线接头的锡焊。较细的铜导线接头可用大功率(例如
150W)电烙铁进行焊接。焊接前应先清除铜芯线接头部位的氧化层和黏污物。为增加连接可靠性和机械强度,可将待连接的两根芯线先行绞合,再涂上无酸助焊剂,用电烙铁蘸焊锡进行焊接即可,如图17所示。焊接中应使焊锡充分熔融渗入导线接头缝隙中,焊接完成的接点应牢固光滑。
图17
较粗(一般指截面16mm2以上)的铜导线接头可用浇焊法连接。浇焊前同样应先清除铜芯线接头部位的氧化层和黏污物,涂上无酸助焊剂,并将线头绞合。将焊锡放在化锡锅内加热熔化,当熔化的焊锡表面呈磷黄色说明锡液已达符合要求的高温,即可进行浇焊。浇焊时将导线接头置于化锡锅上方,用耐高温勺子盛上锡液从导线接头上面浇下,如图18所示。刚开始浇焊时因导线接头温度较低,锡液在接头部位不会很好渗入,应反复浇焊,直至完全焊牢为止。浇焊的接头表面也应光洁平滑。
图18 图19
(2)铝导线接头的焊接。铝导线接头的焊接一般采用电阻焊或气焊。电阻焊是指用低电压大电流通过铝导线的连接处,利用其接触电阻产生的高温高热将导线的铝芯线熔接在一起。电阻焊应使用特殊的降压变压器(1kVA、初级220V、次级6~12V),配以专用焊钳和碳棒电极,如图19所示。
气焊是指利用气焊枪的高温火焰,将铝芯线的连接点加热,使待连接的铝芯线相互熔融连接。气焊前应将待连接的铝芯线绞合,或用铝丝或铁丝绑扎固定,如图20所示。
图20
三、导线连接处的绝缘处理
为了进行连接,导线连接处的绝缘层已被去除。导线连接完成后,必须对所有绝缘层已被去除的部位进行绝缘处理,以恢复导线的绝缘性能,恢复后的绝缘强度应不低于导线原有的绝缘强度。
导线连接处的绝缘处理通常采用绝缘胶带进行缠裹包扎。一般电工常用的绝缘带有黄蜡带、涤纶薄膜带、黑胶布带、塑料胶带、橡胶胶带等。绝缘胶带的宽度常用20mm的,使用较为方便。
1.一般导线接头的绝缘处理
一字形连接的导线接头可按图21所示进行绝缘处理,先包缠一层黄蜡带,再包缠一层黑胶布带。将黄蜡带从接头左边绝缘完好的绝缘层上开始包缠,包缠两圈后进入剥除了绝缘层的芯线部分[见图21(a)]。包缠时黄蜡带应与导线成55°左右倾斜角,每圈压叠带宽的1/2[见图21(b)],直至包缠到接头右边两圈距离的完好绝缘层处。然后将黑胶布带接在黄蜡带的尾端,按另一斜叠方向从右向左包缠[见图21(c)、图21(d)],仍每圈压叠带宽的1/2,直至将黄蜡带完全包缠住。包缠处理中应用力拉紧胶带,注意不可稀疏,更不能露出芯线,以确保绝缘质量和用电安全。对于220V线路,也可不用黄
蜡带,只用黑胶布带或塑料胶带包缠两层。在潮湿场所应使用聚氯乙烯绝缘胶带或涤纶绝缘胶带。
图21
2.T字分支接头的绝缘处理
导线分支接头的绝缘处理基本方法同上,T字分支接头的包缠方向如图22所示,走一个T字形的来回,使每根导线上都包缠两层绝缘胶带,每根导线都应包缠到完好绝缘层的两倍胶带宽度处。
图22
3.十字分支接头的绝缘处理
对导线的十字分支接头进行绝缘处理时,包缠方向如图23所示,走一个十字形的来回,使每根导线上都包缠两层绝缘胶带,每根导线也都应包缠到完好绝缘层的两倍胶带宽度处。
图23
各种不同导线的连接方法及电工接线标准,非常值得收藏 1、下面是第一种接法。注意:在家装中是不应有接头的,特别是在线管内更不能有接头,如果有接头也应该是在电线盒内。通常的电线接头都是这样的接法,才能保证电线接头不发生打火、短路,与接触不良的现象。 下面是第二种接法(防火胶布隔离法),多用于吊项内,或比较高能的工程中,主线不能能弄断,符线绕主线6--8周,
吊顶内的射灯,一路上要有很多灯就是这样接法,用防火胶布缠在里面,它的作用就是防止电打火烧坏东西,这是在吊顶内很重要。外面再用绝缘胶布缠绕。
下面是第三种接法,就是压线冒接线法,这种方法是最规范和最实用的,但是它需要专用工具来做,压线冒的压线钳来压线,把压电线用的专用钳子,套在压线冒上,用力压紧就行了。另外还要说一下,压线冒的大小根据所压线经的大小与根数有关我们常用的是T4型的,就是直径毫米的,能压四根四平方毫米的电线。
各种不同导线的连接方法1.剖削导线绝缘层
可用剥线钳或钢丝钳剥削导线的绝缘层,也可用电工刀剖削塑料硬线的绝缘层。 用电工刀剖削塑料硬线绝缘层时,电工刀刀口在需要剖削的导线上与导线成450夹角,斜切入绝缘层,然后以250度角倾斜推削。最后将剖开的绝缘层折叠,齐根剖削。剖削绝缘时不要削伤线芯。 2.单股铜芯导线的直线连接和T形分支连接 (1) 单股铜芯导线的直线连接先将两线头剖削出一定长度的线芯,清除线芯表面氧化层,将两线芯作X形交叉,并相互绞绕2~3圈,再扳直线头。将扳直的两线头向两边各紧密绕6圈,切除余下线头并钳平线头末端。 (2) 单股铜芯导线的T 形分支连接将剖削好的线芯与干线线芯十字相交,支路线芯根部留出约3~5mm,然后顺时针方向在干线线芯上密绕6~8圈,用钢丝钳切除余下线芯,钳平线芯末端。
导线连接的方法与基本要求 一、导线连接的基本要求 导线连接是电工作业的一项基本工序,也是一项十分重要的工序。导线连接的质量直接关系到整个线路能否安全可靠地长期运行。对导线连接的基本要求是:连接牢固可靠、接头电阻小、机械强度高、耐腐蚀耐氧化、电气绝缘性能好。 二、常用连接方法 需连接的导线种类和连接形式不同,其连接的方法也不同。常用的连接方法有绞合连接、紧压连接、焊接等。连接前应小心地剥除导线连接部位的绝缘层,注意不可损伤其芯线。 1.绞合连接 绞合连接是指将需连接导线的芯线直接紧密绞合在一起。铜导线常用绞合连接。 (1)单股铜导线的直接连接。小截面单股铜导线连接方法如图1所示,先将两导线的芯线线头作X形交叉,再将它们相互缠绕2~3圈后扳直两线头,然后将每个线头在另一芯线上紧贴密绕5~6圈后剪去多余线头即可。
图1 大截面单股铜导线连接方法如图2所示,先在两导线的芯线重叠处填入一根相同直径的芯线,再用一根截面约的裸铜线在其上紧密缠绕,缠绕长度为导线直径的10倍左右,然后将被连接导线的芯线线头分别折回,再将两端的缠绕裸铜线继续缠绕5~6圈后剪去多余线头即可。 图2
不同截面单股铜导线连接方法如图3所示,先将细导线的芯线在粗导线的芯线上紧密缠绕5~6圈,然后将粗导线芯线的线头折回紧压在缠绕层上,再用细导线芯线在其上继续缠绕3~4圈后剪去多余线头即可。 (2)单股铜导线的分支连接。单股铜导线的T字分支连接如图4所示,将支路芯线的线头紧密缠绕在干路芯线上5~8圈后剪去多余线头即可。对于较小截面的芯线,可先将支路芯线的线头在干路芯线上打一个环绕结,再紧密缠绕5~8圈后剪去多余线头即可。 图3 图4 单股铜导线的十字分支连接如图5所示,将上下支路芯线的线头紧密缠绕在干路芯线上5~8圈后剪去多余线头即可。可以将上下支路芯线的线头向一个方向缠绕[见图5(a)],也可以向左右两个方向
湖南省技工学校 实习教学教案 教师姓名: 湖南省劳动厅编制
2013-2014学年上学期第周第课时 用电工刀剖削塑料硬线 对于规格大于4平方厘米的塑料硬线的绝缘层,直接用钢丝钳剖削较为困难, 需长度,用电工刀刀口对导线成度角切入塑料绝缘层,注意掌握刀口刚好削透绝缘层而不伤及线芯, 所示。然后调整刀口与导线间的角度以15度角向前推进,将绝缘层削出一个缺口,如图 削去的绝缘层向后扳翻,再用电工刀切齐,如图2.12(c)所示。 (a)划开护套层(b)切去护套层 切去护套后,露出的每根芯线绝缘层可用钢丝钳或电工刀按照剖削塑料硬线绝缘层的方法分别除去。电工刀在切时切口应离护套层5- 四、橡皮线绝缘层的剖削 益阳高级技工学校
2013-2014学年上学期第周第课时 (a)去除编织层和橡皮绝缘层(b)扳翻棉纱 六、橡套软线(橡套电缆)绝缘层的剖削 橡套软线外包护套层,内部每根线芯上又有各自的橡皮绝缘层。外护套层较厚,按切除塑料护套层的方法切除,露出的多股芯线绝缘层,可用钢丝钳勒去。 七、铅包线护套层和绝缘层的剖削 2.15 铅包线绝缘层的剖削 (a)剖切铅包层(b)折扳和拉出铅包层(c) 常用的导线按芯线股数不同,有单股、股和19股等多种规格,其连接方法也各不相同。 一、铜芯导线的连接 、单股芯线有绞接和缠绕两种方法 绞接法用于截面较小的导线,缠绕法用于截面较大的导线。 绞接法是先将已剖除绝缘层并去掉氧化层的两根线头呈“×”形相交(如图 所示),接着扳直两个线头的自由端,将每根线自由端在对边的线芯上紧密缠绕到线芯直径的所示),将多余的线头剪去,修理好切口毛刺即可。 缠绕法是将已去除绝缘层和氧化层的线头相对交叠,再用直径为1.6mm (b) 益阳高级技工学校
导 线 的 连 接 方 法 2012年8月
一、导线与导线的连接 二、线头与接线桩的连接 一、导线与导线的连接 1、单股铜芯导线的直线连接 2、单股铜芯导线的T字形连接 3、双股线的对接 4、多股铜芯导线的直线连接 5、多股铜芯导线的T字形连接 6、不等径铜导线的对接
7、单股线与多股线的T字分支连接 8、软线与单股硬导线的连接 9、铝芯导线用压接管压接 10、铝芯导线用沟线夹螺栓压接 1、单股铜芯导线的直线连接 ①先将两导线芯线线头成X形相交。 ②互相绞合2~3圈后扳直两线头。 ③将每个线头在另一芯线上紧贴并绕6圈,用钢丝钳切去余下的芯线,并钳平芯线末端。
2、单股铜芯导线的T字形连接 ①将支路芯线的线头与干线芯线十字相交,在支路芯线根部留出 5mm,然后顺时针方向缠绕6~8圈后,用钢丝钳切去余下的芯线,并钳平芯线末端。 ②小截面的芯线可以不打结。
3、双股线的对接 将两根双芯线线头剖削成图示中的形式。连接时,将两根待连接的线头中颜色一致的芯线按小截面直线连接方式连接。用相同的方法将另一颜色的芯线连接在一起。 4、多股铜芯导线的直线连接 以7股铜芯线为例说明多股铜芯导线的直线连接方法 ①先将剥去绝缘层的芯线头散开并拉直,再把靠近绝缘层1/3线段的芯线绞紧,然后把余下的2/3芯线头按图示分散成伞状,并将每根芯线拉直。
②把两伞骨状线端隔根对叉,必须相对插到底。 ③捏平叉入后的两侧所有芯线,并应理直每股芯线和使每股芯线的间隔均匀;同时用钢丝钳钳紧叉口处消除空隙。 ④先在一端把邻近两股芯线在距叉口中线约3根单股芯线直径宽度处折起,并形成90°。
一、导线的分类常用导线型号 常用导线的型号
1、国产导线的规格:(单位:平方毫米) 0.3、0.5、0.75、1、1.5、2.5、4、6、10、16、25、35、50、70、95、120、150、185、240…… 2、常用绝缘电线的载流量选择: 口诀:“10下五,100上二,25、35四、三界; 70、95两倍半,穿管、温度八、九折; 铜线升级算,裸线加一半。” 意思是:当铝导线截面积小于等于10平方毫米以下时,每平方毫米的许用电流约为5A; 当铝导线截面积大于等于100平方毫米时,每平方毫米的许用电流约为2A; 当铝导线截面积大于10平方毫米且小于等于25平方毫米时,每平方毫米的许用电流约为4A; 当铝导线截面积大于等于35平方毫米小于70平方毫米时,每平方毫米的许用电流约为3A; 当铝导线截面积为70平方毫米或95平方毫米时,每平方毫米的许用电流约为2.5A; 如果穿管敷设,应打8折; 如果环境温度超过35摄氏度时,应打九折; 铜导线的许用电流大约与较大的一级的铝导线的许用电流相等; 裸导线的许用电流可提高50%。 3、常用负载电流的计算机估算:
(1)白炽灯和荧光灯电流的计算: 白炽灯:4.5A/KW 荧光灯:9A/KW (2)电动机电流的计算: 单相电动机:8A/KW 三相电动机:2A/KW (3)电焊机电流的计算: 接入220V时:4.5A/KVA 接入380V时:2.7A/KVA 二导线截面积的选择 一、一般铜线安全计算方法是: ● 2.5 平方毫米铜电源线的安全载流量--28 A ● 4 平方毫米铜电源线的安全载流量--35 A ● 6 平方毫米铜电源线的安全载流量--48 A ●10 平方毫米铜电源线的安全载流量--65 A ●16 平方毫米铜电源线的安全载流量--91 A ●25 平方毫米铜电源线的安全载流量--120 A 二、如果铜线电流小于28A,按每平方毫米10A来取肯定安全。如果铜线电流大于120A,按每平方毫米5A来取。这只能作为估算,不是很准确。 三、下面是铜线在不同温度下的线径和所能承受的最大电流表格:
常见电线接头连接的基本要求及绝缘处理【建筑工程类独家文 档首发】 一、导线连接的基本要求 导线连接是电工作业的一项基本工序,也是一项十分重要的工序。导线连接的质量直接关系到整个线路能否安全可靠地长期运行。对导线连接的基本要求是:连接牢固可靠、接头电阻小、机械强度高、耐腐蚀耐氧化、电气绝缘性能好。 二、常用连接方法需连接的导线种类和连接形式不同,其连接的方法也不同。常用的连接方法有绞合连接、紧压连接、焊接等。连接前应小心地剥除导线连接部位的绝缘层,注意不可损伤其芯线。 绞合连接是指将需连接导线的芯线直接紧密绞合在一起。铜导线常用绞合连接。 (1)单股铜导线的直接连接。小截面单股铜导线连接方法如图1所示,先将两导线的芯线线头作X形交叉,再将它们相互缠绕2~3圈后扳直两线头,然后将每个线头在另一芯线上紧贴密绕5~6圈后剪去多余线头即可。 图1 大截面单股铜导线连接方法如图2所示,先在两导线的芯线重叠处填入一根相同直径的芯线,再用一根截面约1.5mm2的裸铜线在其上紧密缠绕,缠绕长度为导线直径的10倍左右,然后将被连接导线的芯线线头分别折回,再将两端的缠绕裸铜线继续缠绕5~6圈后剪去多余线头即可。 图2
不同截面单股铜导线连接方法如图3所示,先将细导线的芯线在粗导线的芯线上紧密缠绕 5~6圈,然后将粗导线芯线的线头折回紧压在缠绕层上,再用细导线芯线在其上继续缠绕3~4圈后剪去多余线头即可。 图3 (2)单股铜导线的分支连接。单股铜导线的T字分支连接如图4所示,将支路芯线的线头紧密缠绕在干路芯线上5~8圈后剪去多余线头即可。对于较小截 结语:任何一个人,都要必须养成自学的习惯,即使是今天在学校的学生,也要养成自学的习惯,因为迟早总要离开学校的!自学,就是一种独立学习,独立思考的能力。行路,还是要靠行路人自己。努力学习,勤奋工作,让青春更加光彩。本文由王敏老师编辑整理,感谢大家的支持!行缠裹包扎。一般电工常用的绝缘带有黄蜡带、涤纶薄膜带、黑胶布带、塑料胶带、橡胶胶带等。绝缘胶带的宽度常用20mm的,使用较为方便。 1.一般导线接头的绝缘处理 一字形连接的导线接头可按图12所示进行绝缘处理,先包缠一层黄蜡带,再包缠一层黑胶布带。将黄蜡带从接头左边绝缘完好的绝缘层上开始包缠,包缠两圈后进入剥除了绝缘层的芯线部分[见图12(a)]。包缠时黄蜡带应与导线成55°左右倾斜角,每圈压叠带宽的1/2[见图12(b)],直至包缠到接头右边两圈距离的完好绝缘层处。然后将黑胶布带接在黄蜡带的尾端,按另一斜叠方向从右向左包缠[见图12(c)、图12(d)],仍每圈压叠带宽的1/2,直至将黄蜡带完全包缠住。包缠处理中应用力拉紧胶带,注意不可稀疏,更不能露出芯线,以确保绝缘质量和用电安全。对于220V线路,也可不用黄
汽车电路改装小知识,导线正确的连接方式。 之前看了很多车友对于电气设备的安装或改装的帖子,我自己也做过一些作业。有些朋友在进行接线操作的时候,方法欠妥。我从以前用的汽车电工的教案里节选了一些汽车电路操作中常用的内容,与大家共享。一、导线连接的要求 连接导线是电路安装和修理中的基本操作,导线连接的质量直接关系到电路的工况和使用安全。一般来说,导线连接的基本原则有以下几点: 1、连接点接触良好,电阻小。 2、连接牢固,具有必要的机械强度。 3、电气绝缘性能,耐腐蚀、氧化以及防尘防水等级能达到相应的要求。 二、导线连接的方法 汽车电路中最常用的是绞接法,就是直接将需要连接的导线紧密的绞合连接在一起。 小截面单股铜导线连接方法如图所示,将两导线的芯线线头作X形交叉,再将它们相互缠绕2~3圈后扳直两线头,然后将每个线头在另一芯线上紧贴密绕5~6圈后,剪去多余线头,将线头处理平整。
大截面单股铜导线连接方法如图所示,先在两导线的芯线重叠处填入一根相同直径的芯线,再用一根截面约1.5mm的裸铜线在其上紧密缠绕,缠绕长度为导线直径的10倍左右,然后将被连接导线的芯线线头分别折回,再将两端的缠绕裸铜线继续缠绕5~6圈后剪去多余线头即可。
不同截面单股铜导线连接方法如图所示,先将细导线的芯线在粗导线的芯线上紧密缠绕5~6圈,然后将粗导线芯线的线头折回紧压在缠绕层上,再用细导线芯线在其上继续缠绕3~4圈后剪去多余线头即可。
单股铜导线的分支连接。单股铜导线的T字分支连接如图所示,将支路芯线的线头紧密缠绕在干路芯线上5~8圈后剪去多余线头即可。对于较小截面的芯线,可先将支路芯线的线头在干路芯线上打一个环绕结,再紧密缠绕5~8圈后剪去多余线头即可。
电气接(配)线规范及标准 一、电气布管配线六步走 第一步:电气识图 “线路从什么地方来,到什么地方去” 识图顺序:看标题栏和图纸目录→看总说明→看系统图→看平面布置图→看安装接线头图→看安装大样图→看设备材料表 第二步:布管 作为穿线管有两类,一是钢管,二是PVC管。在布管中要求横平竖直,转弯处有一定的转弯半径。如果线路很长,中间要设计过度接线盒。在布管中每隔1.5—2.5米要有一个固定装置。 管中穿线余留空间不得少于60% 电气布管工艺流程:弹线定位→加工管弯→稳住盒箱→暗管敷设 第四步:对线 对线的方法有很多,常用的有“两人对线法,高效的是单人对线法” 第五步:导线连接 (1)导线接头要紧密,牢固不能增加导线的电阻值。 (2)导线接头受力时的机械强度不能低于原导线的机械强度。 (3)导线接头包缠绝缘强度不能低于原导线绝缘强度,连接要牢固、紧密、包扎要良好。 二、电气配线原则 低压电器配线原则 手工布线时,应符合平直,整齐,紧贴敷设面,走线合理及接点不得松动便于检修等要求。
1、走线通道应尽可能少,同一通道中的沉底导线,按主.控电路分类集中,单层平行密排或成束,应紧贴敷设面。 2、同一平面的导线应高低一致或前后一致,不能交叉。当必须交叉时,可水平架空跨越,但必须走线合理。 3、布线应横平竖直,变换走向应垂直90度。 4、上下触电若不在同一垂直线下,不应采用斜线连接。 5、导线与接线端子连接时,应不压绝缘层。不反圈及露铜不大于1mm。并做到同一元件.同一回来的不同接点的导线间距离保持一致。 6、一个接线端子上的连接导线不得超过两根。 7、布线时,严禁损伤线芯和导线绝缘。 8、导线截面不同时,应将截面大的放在下层,截面小的放在下层。 9、如果线路简单可不套编码套管。
架空线路导线连接的要求及焊接参考文本 In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of Each Link To Achieve Risk Control And Planning 某某管理中心 XX年XX月
架空线路导线连接的要求及焊接参考文 本 使用指引:此安全管理资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。 对架空线路导线的连接有以下几项基本要求: (1)接触良好紧密,接触电阻小。 (2)连接接头的机械强度应不低于导线抗拉强度的 90%。 (3)在线路连接处改变导线截面或由线路向下作T 形连接时,应采用并沟线夹续接。 (4)导线的连接一般可实行压接、插接、绕接或者 焊接。但高压架空导线不宜实行焊接,因为焊接时必须将 导线加热,导线加热后会造成退火,其机械强度降低,焊 接处将成为薄弱环节。而高压架空线所承受的张力一般都 较大,该薄弱环节往往断裂而造成事故。
(5)导线的接头随导线材料不同而异。钢芯铝线、铝绞线相互连接时,一般采用插接法、钳压法或爆炸压接法;而铜线与铜线的连接一般采用绕接法或压接法。 请在此位置输入品牌名/标语/slogan Please Enter The Brand Name / Slogan / Slogan In This Position, Such As Foonsion
一、导线连接的基本要求 导线连接是电工作业的一项基本工序,也是一项十分重要的工序。导线连接的质量直接关系到整个线路能否安全可靠地长期运行。对导线连接的基本要求是:连接牢固可靠、接头电阻小、机械强度高、耐腐蚀耐氧化、电气绝缘性能好。 二、常用连接方法 需连接的导线种类和连接形式不同,其连接的方法也不同。常用的连接方法有绞合连接、紧压连接、焊接等。连接前应小心地剥除导线连接部位的绝缘层,注意不可损伤其芯线。 绞合连接是指将需连接导线的芯线直接紧密绞合在一起。铜导线常用绞合连接。 (1)单股铜导线的直接连接。小截面单股铜导线连接方法如图1所示,先将两导线的芯线线头作X 形交叉,再将它们相互缠绕2~3圈后扳直两线头,然后将每个线头在另一芯线上紧贴密绕5~6圈后剪去多余线头即可。 图1 大截面单股铜导线连接方法如图2所示,先在两导线的芯线重叠处填入一根相同直径的芯线,再用一根截面约1.5mm2的裸铜线在其上紧密缠绕,缠绕长度为导线直径的10倍左右,然后将被连接导线的芯线线头分别折回,再将两端的缠绕裸铜线继续缠绕5~6圈后剪去多余线头即可。 不同截面单股铜导线连接方法如图3所示,先将细导线的芯线在粗导线的芯线上紧密缠绕 5~6圈,然后将粗导线芯线的线头折回紧压在缠绕层上,再用细导线芯线在其上继续缠绕3~4圈后剪去多余线头即可。
(2)单股铜导线的分支连接。单股铜导线的T字分支连接如图4所示,将支路芯线的线头紧密缠绕在干路芯线上5~8圈后剪去多余线头即可。对于较小截面的芯线,可先将支路芯线的线头在干路芯线上打一个环绕结,再紧密缠绕5~8圈后剪去多余线头即可。 单股铜导线的十字分支连接如图5所示,将上下支路芯线的线头紧密缠绕在干路芯线上5~8圈后剪去多余线头即可。可以将上下支路芯线的线头向一个方向缠绕[见图5(a)],也可以向左右两个方向缠绕[见图 5(b)]。 (3)多股铜导线的直接连接。多股铜导线的直接连接如图6所示,首先将剥去绝缘层的多股芯线拉直,将其靠近绝缘层的约1/3芯线绞合拧紧,而将其余2/3芯线成伞状散开,另一根需连接的导线芯线也如此处理。接着将两伞状芯线相对着互相插入后捏平芯线,然后将每一边的芯线线头分作3
电线接头(连接)方法 一、导线连接的基本要求 导线连接是电工作业的一项基本工序,也是一项十分重要的工序。导线连接的质量直接关系到整个线路能否安全可靠地长期运行。对导线连接的基本要:连接牢固可靠、接头电阻小、机械强度高、耐腐蚀耐氧化、电气绝缘性能好。 二、常用连接方法 需连接的导线种类和连接形式不同,其连接的方法也不同。常用的连接方法有绞合连接、紧压连接、焊接等。连接前应小心地剥除导线连接部位的绝缘层,注意不可损伤其芯线。 1.绞合连接 绞合连接是指将需连接导线的芯线直接紧密绞合在一起。铜 导线常用绞合连接。 (1)单股铜导线的直接连接。小截面单股铜导线连接方法如图4-46所示,先将两导线的芯线线头作X形交叉,再将它们相互缠绕2~3圈后扳直两线头,然后将每个线头在另一芯线上紧贴密绕5~6圈后剪去多余线头即可。
图4-46 大截面单股铜导线连接方法如图4-47所示,先在两导线的芯线重叠处填入一根相同直径的芯线,再用一根截面约1.5mm2的裸铜线在其上紧密缠绕,缠绕长度为导线直径的10倍左右,然后将被连接导线的芯线线头分别折回,再将两端的缠绕裸铜线继续缠绕5~6圈后剪去多余线头即可。
图4-47 不同截面单股铜导线连接方法如图4-48所示,先将细导线的芯线在粗导线的芯线上紧密缠绕 5~6圈,然后将粗导线芯线的线头折回紧压在缠绕层上,再用细导线芯线在其上继续缠绕3~4圈后剪去多余线头即可。 (2)单股铜导线的分支连接。单股铜导线的T字分支连接如图4-49所示,将支路芯线的线头紧密缠绕在干路芯线上5~8圈后剪去多余线头即可。对于较小截面的芯线,可先将支路芯线的线头在干路芯线上打一个环绕结,再紧密缠绕 5~8圈后剪去多余线头即可。
学习情境:导线的连接
导线的连接 学习情境:连接导线 情境描述:导线不够长或要分接支路时,就要将导线与导线进行连接。导线的连接是电工的基本操作技能之一。导线连接质量的好当坏,直接关 系着电路和设备能否可靠、安全地运行。 学习目标: 1.熟知电工操作的安全常识,会使用电工基本工具; 2.熟练完成线鼻子的制作; 3.熟练进行单股导线的直线连接和分支连接; 4.熟练进行七股导线的直线连接; 5.能正确进行导线的压接 学时:建议完成本学习任务需要29学时 内容结构:
一、知识链接 1.电工常用工具的使用: (1)单刀双掷开关 图1—1电工常用工具 正确使用和维护电工工具,既能提高工作效率和施工质量,又能减轻劳动强度、保证操作安全和延长电工工具的使用寿命。常用的电工工具包括通用工具、线路安装工具、登高工具和设备装修工具等,这里只介绍通用工具。通用工具是指一般专业电工都要应用的常用工具装备。电工所需的通用工具除以下分别介绍的外,尚有手锯、手锤和锉刀等钳工操作的基本工具。 电工常用工具是指一般专业电工都要使用的工具。 (1)螺钉旋具 钢丝钳 尖嘴钳 螺丝刀
图1—2-1常用螺钉旋具 螺钉旋具又称旋凿或起子,它是一种紧固、拆卸螺钉的工具。 ①螺钉旋具的式样和规格螺钉旋具的式样和规格很多,按头部形状可分为一字形和十字形两种,如图1-2-2所示。 a) 一字形螺钉旋具b) 十字形螺钉旋具 图1—2 -2 螺钉旋具 ②使用螺钉旋具的安全知识 a. 电工不可使用金属杆直通柄顶穿心的螺钉旋具,否则便用时很易造成触电事故。 b. 使用螺钉旋具紧固或拆卸带电的螺钉时,手不得触及螺钉旋具的金属杆,以免发生触电事故。 c. 为了避免螺钉旋具的金属杆触及皮肤,或触及邻近带电体,应在金属杆上穿套绝缘管。 ③使用方法: a. 大螺钉旋具的使用大螺钉旋具一般拿来紧固较大的螺钉。使用时,除大拇指、食指和中指要夹住握柄外,手掌还要顶住柄的末端,螺钉旋具与螺钉在一条直线上。这样就可以防止旋转时滑脱,用法如图1-3a所示。 b.小螺钉旋具的使用小螺钉旋具一般用来紧固电气装置接线桩上的小螺钉,使用时,可用大拇指和中指夹住握柄,用食指顶住柄的末端捻旋,如图1-3b 所示。
导线的连接方式 一、导线连接的要求 连接导线是电路安装和 修理中的基本操作,导线连接的质量直接关系到电路的工况和使用安全。一般来说,导线连接的基本原则有以下几点: 1、连接点接触良好,电阻小。 2、连接牢固,具有必要的机械强度。 3、电气绝缘性能,耐腐蚀、氧化以及防尘防水等级能达到相应的要求。 二、导线连接的方法 汽车电路中最常用的是绞接法,就是直接将需要连接的导线紧密的绞合连接在一起。 小截面单股铜导线连接 方法如图所示,将两导线的芯线线头作X形交叉,再将它们相互缠绕2~3圈后扳直两线头,然后将每个线头在另一芯
线上紧贴密绕5~6圈后,剪去多余线头,将线头处理平整。 大截面单股铜导线连接方法如图所示,先在两导线的芯线重叠处填入一根相同直径的芯线,再用一根截面约1.5mm的裸铜线在其上紧密缠绕,缠绕长度为导线直径的10倍左右,然后将被连接导线的芯线线头分别折
回,再将两端的缠绕裸铜线继续缠绕5~6圈后剪去多余线头即可。 不同截面单股铜导线连接方法如图所示,先将细导线的芯线在粗导线的芯线上紧密缠绕5~6圈,然后将粗导线芯线的线头折回紧压在缠绕层上,再用细导线芯线在其上继续缠绕3~4圈后剪去多余线头即可。
单股铜导线的分支连接。单股铜导线的T字分支连接如图所示,将支路芯线的线头紧密缠绕在干路芯线上5~8圈后剪去多余线头即可。对于较小截面的芯线,可先将支路芯线的线头在干路芯线上打一个环绕结,再紧密缠绕5~8圈后剪去多余线头即可。
单股铜导线的十字分支连接如图所示,将上下支路芯线的线头紧密缠绕在干路芯线上5~8圈后剪去多余线头即可。可以将上下支路芯线的线头向一个方向缠绕,也可以向左右两个方向缠绕。
导线接法图文总结不看别后悔! 一、导线连接的基本要求 导线连接是电工作业的一项基本工序,也是一项十分重要的工序。导线连接的质量直接关系到整个线路能否安全可靠地长期运行。对导线连接的基本要求是:连接牢固可靠、接头电阻小、机械强度高、耐腐蚀耐氧化、电气绝缘性能好。 二、常用连接方法 需连接的导线种类和连接形式不同,其连接的方法也不同。常用的连接方法有绞合连接、紧压连接、焊接等。连接前应小心地剥除导线连接部位的绝缘层,注意不可损伤其芯线。 1.绞合连接 绞合连接是指将需连接导线的芯线直接紧密绞合在一起。铜导线常用绞合连接。 (1)单股铜导线的直接连接。小截面单股铜导线连接方法如图1所示,先将两导线的芯线线头作X形交叉,再将它们相互缠绕2~3圈后扳直两线头,然后将每个线头在另一芯线上紧贴密绕5~6圈后剪去多余线头即可。 图1 大截面单股铜导线连接方法如图2所示,先在两导线的芯线重叠处填入一根相同直径的芯线,再用一根截面约1.5mm2的裸铜线在其上紧密缠绕,缠绕长度为导线直径的10倍左右,然后将被连接导线的芯线线头分别折回,再将两端的缠绕裸铜线继续缠绕5~6圈后剪去多余线头即可。
图2 不同截面单股铜导线连接方法如图4-48所示,先将细导线的芯线在粗导线的芯线上紧密缠绕5~6圈,然后将粗导线芯线的线头折回紧压在缠绕层上,再用细导线芯线在其上继续缠绕3~4圈后剪去多余线头即可。 图3
(2)单股铜导线的分支连接。单股铜导线的T字分支连接如图4-49所示,将支路芯线的线头紧密缠绕在干路芯线上5~8圈后剪去多余线头即可。对于较小截面的芯线,可先将支路芯线的线头在干路芯线上打一个环绕结,再紧密缠绕5~8圈后剪去多余线头即可。 单股铜导线的十字分支连接如图4-50所示,将上下支路芯线的线头紧密缠绕在干路芯线上5~8圈后剪去多余线头即可。可以将上下支路芯线的线头向一个方向缠绕[见图 4-50(a)],也可以向左右两个方向缠绕[见图4-50(b)]。 图4-50 (3)多股铜导线的直接连接。多股铜导线的直接连接如图4-51所示,首先将剥去绝缘层的多股芯线拉直,将其靠近绝缘层的约1/3芯线绞合拧紧,而将其余2/3芯线成伞状散开,另一根需连接的导线芯线也如此处理。接着将两伞状芯线相对着互相插入后捏平芯线,然后将每一边的芯线线头分作3组,先将某一边的第1组线头翘起并紧密缠绕在芯线上,再将第2组线头翘起并紧密缠绕在芯线上,最后将第3组线头翘起并紧密缠绕在芯线上。以同样方法缠绕另一边的线头。 图4-51
小张家里新购了一套住房,准备请同学们帮助安装导线,同学们非常高兴的接受了邀请。为了能顺利的完成此项任务,我们今天学习相关的知识技能——常用导线的连接。 以组为单位,按要求将导线与导线连接,并进行绝缘层的恢复。导线线头连接处的基本要求:电接触良好(不增加电阻),机械强度足够(不少于原百分之八十),接头美观,绝缘层恢复正常(不低于原绝缘强度)。 《常用导线的连接》 实训任务书
学习卡片1:常用导线基础知识 1.常用导线的分类 导线是能够导电的金属线,是电能和电磁信号的传输载体。由导电的芯线和绝缘体的外皮组成。芯线一般由铜、铝组成,铜容易氧化、镀锡易焊接,镀银易导电、镀镍易耐热。绝缘外皮除了绝缘外还可以增加机械强度、保护不受外界腐蚀等。常见绝缘有塑料、橡胶、纤维(棉、化纤)、涂料类等。 常用导线可以分为裸线、电磁线、绝缘电线电缆、通讯电缆。 裸线是没有绝缘层的单股或多股线,大部分作为电线电缆的线芯。 电磁线是有绝缘层的导线,大部分作为电感类产品的绕组线,也叫绕组线。 绝缘电线电缆应用电器产品的连接。
通讯电缆应用电信系统中电信电缆、高频电缆。 2.常用导线的颜色 GB50258-96规定:交流三相电路的U相用黄色表示,V相用绿色表示,W相用红色表示,零线或中性线用淡蓝色表示,安全用电的接地线用黄绿双色表示;直流电路的正极接地线用淡蓝色表示;整个装置及设备的内部布线一般用黑色,半导体电路则用白色表示。 3.常用导线线规的表示 线规指导线的粗细标准。有线号和线径两种表示方法。线号制按导线的粗细排列成一定号码,线号越大其线径越小,英国、美国等采用。线径制用导线直径的毫米表示线规,中国采用。 4.常用导线的测量 测量导线的基本方法:单股粗导线直测法,单股细导线多匝并测平均法,多股线径拆分法。测量导线的基本步骤:选择合适测量工具,确定测量方法,剖削导线,测量,读数。
铜导线的连接方法 大家都知道,要用电,就要有电气线路和电气设备。而电线接电线,或者是电线与开关、熔断器、保险器、电灯、电动机、家用电器等设备连接的地方,都要有接头。通电后,电流通过电线,接头、设备就会发热。如果接头做得好,接触电阻不大,发热的程度和没有接头一样,保持正常的温度。如接得不好,电线和电线没有绞紧焊好,电线接到设备的接线端子,没有用特制的接头或没有接牢旋紧,连接处的接触电阻就大为增加。而电流的发热量是和电阻的大小成正比的,在同一回路通过相同电流量的情况下,电阻越大,发热量就越大,温度就会升得很高,可以高到使电线的绝缘层烧坏,使附近的粉尘、纤维烧起来,并使邻近的木料、衣物等可燃物着火。如果接头很松,接触不良,通电时断时续便会发热和产生火花;接头如果没有用绝缘布包好,两个接头互相接近,往往也会造成碰线短路而产生火花,将邻近的可燃物引燃。 那么,怎样才能做到正确地连接电线呢 1.剖削导线绝缘层可用剥线钳或钢丝钳剥削导线的绝缘层,也可用电工刀剖削塑料硬线的绝缘层,如图3—1所示。 用电工刀剖削塑料硬线绝缘层时,电工刀刀口在需要剖削的导线上与导线成450夹角,斜切入绝缘层,然后以250度角倾斜推削。最后将剖开的绝缘层折叠,齐根剖削。剖削绝缘时不要削伤线芯。 2.单股铜芯导线的直线连接和T形分支连接 (1) 单股铜芯导线的直线连接先将两线头剖削出一定长度的线芯,清除线芯表面氧化层,将两线芯作X形交叉,并相互绞绕2~3圈,再扳直线头。将扳直的两线头向两边各紧密绕6圈,切除余下线头并钳平线头末端。 (2) 单股铜芯导线的T形分支连接将剖削好的线芯与干线线芯十字相交,支路线芯根部留出约3~5mm,然后顺时针方向在干线线芯上密绕6~8圈,用钢丝钳切除余下线芯,钳平线芯末端。 3.7股铜芯导线的直线和T形分支连接 (1) 7股铜芯导线的直线连接首先将两线线端剖削出约150mm并将靠近绝缘层约1/3段线芯绞紧,散开拉直线芯。清洁线芯表面氧化层,然后再将线芯整理成伞状,把两伞状线芯隔根对叉,所示。理平线芯,把7根线芯分成2、2、3三组,把第一组2根线芯扳成如图3—4c)所示状态,顺时针方向紧密缠绕2圈后扳平余下线芯,再把第二组的2根线芯扳垂直,所示。用第二组线芯压住第一组余下的线芯紧密缠绕2圈扳平余下线芯,用第三组的3根线芯压住余压的线芯,所示,紧密缠绕3圈,切除余下的线芯,钳平线端,用同样的方法完成另一边的缠绕,完成7股导线的直线连接。
【附件二】常用导线的连接方式 1、绞合连接 绞合连接是指将需连接导线的芯线直接紧密绞合在一起。铜导线常用绞合连接。 (1)单股铜导线的直接连接 ①小截面单股铜导线连接方法如图所示,先 将两导线的芯线线头作X 形交叉,再将它们 相互缠绕2 一3 圈后扳直两线头,然后将每 个线头在另一芯线上紧贴密绕 5 ~6 圈后剪 去多余线头即可。 ②大截面单股铜导线连接方法如图所示, 先在两导线的芯线重叠处填入一根相同直 径的芯线,再用一根截面约 1.5mm2 的裸 铜线在其上紧密缠绕,缠绕长度为导线直径 的1 〔暗左右,然后将被连接导线的芯线 线头分别折回,再将两端的缠绕裸铜线继续 缠绕5 一6 圈后剪去多余线头即可。
单股铜导线的丁字分支连接如图所示,将支路芯线的 线头紧密缠绕在干路芯线上5 ~8 圈后剪去多余线头 即可。对于较小截面的芯线,可先将支路芯线的线头 在干路芯线上打一个环绕结,再紧密缠绕5 ~8 圈后 剪去多余线头即可。 (3)多股铜导线的直接连接 多股铜导线的直接连接如图所示,首 先将剥去绝缘层的多股芯线拉直,将 其靠近绝缘层的约 1 / 3 芯线绞合拧 紧,而将其余2 / 3 芯线成伞状散开, 另一根需连接的导线芯线也如此处 理。接着将两伞状芯线相对着互相插 入后捏平芯线,然后将每一边的芯线 线头分作3 组,先将某一边的第1 组线头翘起并紧密缠绕在芯线上,再将第2 组线头翘起并紧密缠绕在芯线上,最后将第3 组线头翘起并紧密缠绕在芯线上。以同样方法缠绕另一边的线头。
将支路芯线90度折弯后与干路芯线并行 ( a ) ,然后将线头折回并紧密缠绕在芯线上 即可(b) 2. 绝缘包扎带 绝缘包扎带主要用作包缠电线和电缆的接头。常用的有黑胶布带、聚路乙烯带两种:1)一般导线接头的绝缘处理 一字形连接的导线接头可按图所示进行绝 缘处理,先包缠一层黄蜡带,再包缠一层 黑胶布带。将黄蜡带从接头左边绝缘完好 的绝缘层上开始包缠,包缠两圈后进入剥 除了绝缘层的芯线部分( a )。包缠时黄 蜡带应与导线成55 。左右倾斜角,每圈 压叠带宽的1 / 2 ( b ) ,直至包缠到接头右 边两圈距离的完好绝缘层处。然后将黑胶 布带接在黄蜡带的尾端,按另一斜叠方向 从右向左包缠( c )、( d ) ,仍每圈压叠带宽的1 / 2 ,直至将黄蜡带完全包缠住。包缠处理中应用力拉紧胶带,注意不可稀疏,更不能露出芯线,以确保绝缘质量和用电安全。对于220V 线路,也可不用黄蜡带,只用黑胶布带或塑料胶带包缠两层。在潮湿场所应使用聚氯乙烯绝缘胶带或涤纶绝缘胶带。
电线最规范的接法 电线最规范的三种接法 下面是第一种接法。注意:在家装中是不应有接头的,特别是在线管内更不能有接头,如果有接头也应该是在电线盒内。通常的电线接头都是这样的接法,才能保证电线接头不发生打火、短路,与接触不良的现象。 下面是第二种接法(防火胶布隔离法),多用于吊项内,或比较高能的工程中,主线不能能弄断,符线绕主线6--8周,吊顶内的射灯,一路上要有很多灯就是这样接法,用防火胶布缠在里面,它的作用就是防止电打火烧坏东西,这是在吊顶内很重要。外面再用绝缘胶布缠绕。
下面是第三种接法,就是压线冒接线法,这种方法是最规范和最实用的,但是它需要专用工具来做,压线冒的压线钳来压线,把压电线用的专用钳子,套在压线冒上,用力压紧就行了。另外还要说一下,压线冒的大小根据所压线经的大小与根数有关我们常用的是T4型的,就是直径毫米的,能压四根四平方毫米的电线。
我们见过很多电线的事故发生,有一部分是电线超负荷的使用造成的,另一部分是电线的接头松动造成的。电线线盒内的接头不付合规范,电线不受负载情况下,没有一点事,只要一推上电闸就会跳闸,并且电线的接线盒内就会"啪啪"几声的冒火,后再出现跳闸声,这种现象全部是由于,电线的接头不规范,电压在受负载的情况下,接触不良造成的。下面是第一种接法。注意:在家装中是不应有接头的,特别是在线管内更不能有接头,如果有接头也应该是在电线盒内。通常的电线接头都是这样的接法,才能保证电线接头不发生打火、短路,
与接触不良的现象。 导线的几种连接方法 1.剖削导线绝缘层可用剥线钳或钢丝钳剥削导线的绝缘层,也可用电工刀剖削塑料硬线的绝缘层,如图3—1所示。 用电工刀剖削塑料硬线绝缘层时,电工刀刀口在需要剖削的导线上与导线成450夹角,如图3—1b)所示,斜切入绝缘层,然后以250度角倾斜推削,如图3—1c)所示。最后将剖开的绝缘层折叠,齐根剖削如图3—1d)所示。剖削绝缘时不要削伤线芯。 2.单股铜芯导线的直线连接和T形分支连接 (1) 单股铜芯导线的直线连接先将两线头剖削出一定长度的线芯, 清除线芯表面氧化层,将两线芯作X形交叉,并相互绞绕2~3圈,再扳直线头,如3—2b)示。将扳直的两线头向两边各紧密绕6圈,切除余下线头并钳平线头末端。 (2) 单股铜芯导线的T 形分支连接将剖削好的线芯与干线线芯十字相交,支路线芯根部留出约3~5mm,然后顺时针方向在干线线芯上密绕6~8圈,用钢丝钳切除余下线芯,钳平线芯末端,如图3—3所示。 3.7股铜芯导线的直线和T形分支连接 (1) 7股铜芯导线的直线连接首先将两线线端剖削出约150mm并将靠近绝缘层约1/3段线芯绞紧,散开拉直线芯。清洁线芯表面氧化层,然后再将线芯整理成伞状,把两伞状线芯隔根对叉,所示。理平线芯,把7根线芯分成2、2、 3三组,把第一组2根线芯扳成如图3—4c)所示状态,顺时针方向紧密缠绕2圈后扳平余下线芯,再把第二组的2根线芯扳垂直,所示。用第二组线芯压住第一组余下的线芯紧密缠绕2圈扳平余下线芯,用第三组的3根线芯压住余压的线芯,所示,紧密缠绕3圈,切除余下的线芯,钳平线端,用同样的方法完成另一边的缠绕,完成7股导线的直线连接。 (2) 7股铜芯导线的T形分支连接剖削干线和支线的绝缘层,绞紧支线靠近绝缘层1/8处的线芯,散开支线线芯,拉直并清洁表面,所示。把支线线芯分成4根和3根两组排齐,将4根组插入干线线芯中间,所示。把留在外面的3根组线芯,在干线线芯上顺时针方向紧密缠绕4~5圈,切除余下线芯钳平线端。再用4根组线芯在干线线芯的另一侧顺时针方向紧密缠绕3~4圈,切除余下线芯,钳平线端,所示完成T形分支连接。 4.19股铜芯导线的连接其方法与7股导线相似。因其线芯股数较多,在直线连接时,可钳去线芯中间几根。
项目3 . 5 导线的连接 在进行电气线路、设备的安装过程中,如果当导线不够长或要分接支路时,就需要进行导线与导线间的连接。常用导线的线芯有单股7 芯和19 芯等几种,连接方法随芯线的金属材料、股数不同而异。 一、单股铜线的直线连接 l )首先把两线头的芯线做X形相交,互相紧密缠绕2-3 圈,如图3-17a 所示。 2 )接着把两线头扳直,如图3-17b 所示。 3 )然后将每个线头围绕芯线紧密缠绕6 圈,并用钢丝钳把余下的芯线切去,最后钳平芯线的末端,如图3-17c 所示。 图3-17 单股铜线的直线连接 二、单股铜线的T 字形连接 l )如果导线直径较小,可按图3-18a 所示方法绕制成结状,然后再把支路芯线线头拉紧扳直,紧密地缠绕6-8 圈后,剪去多余芯线,并钳平毛刺。 2 )如果导线直径较大,先将支路芯线的线头与干线芯线做十字相交,使支路芯线 根部留出约3-5mm ,然后缠绕支路芯线,缠绕6-8 圈后,用钢丝钳切去余下的芯线,并钳平芯线末端,如图3-18b 所示。 三、7 芯铜线的直线连接 l )先将剖去绝缘层的芯线头散开并拉直,然后把靠近绝缘层约1/3 线段的芯线绞紧,接着把余下的2/3 芯线分散成伞状,并将每根芯线拉直,如图3-19a 所示。 2 )把两个伞状芯线隔根对叉,并将两端芯线拉平,如图3-19b 所示。 3 )把其中一端的7 股芯线按两根、三根分成三组,把第一组两根芯线扳起,垂直 于芯线紧密缠绕,如图3-19c 所示。 4 )缠绕两圈后,把余下的芯线向右拉直,把第二组的两根芯线扳直,与第一组芯 线的方向一致,压着前两根扳直的芯线紧密缠绕,如图3-19d 所示。 5 )缠绕两圈后,也将余下的芯线向右扳直,把第三组的三根芯线扳直,与前两组 芯线的方向一致,压着前四根扳直的芯线紧密缠绕,如图3-19e 所示。 6 )缠绕三圈后,切去每组多余的芯线,钳平线端,如图3-19f 所示。 7 )除了芯线缠绕方向相反,另一侧的制作方法与3-19相同。
导线的几种连接方法 1.剖削导线绝缘层 可用剥线钳或钢丝钳剥削导线的绝缘层,也可用电工刀剖削塑料硬线的绝缘层。 用电工刀剖削塑料硬线绝缘层时,电工刀刀口在需要剖削的导线上与导线成450夹角,斜切入绝缘层,然后以250度角倾斜推削。最后将剖开的绝缘层折叠,齐根剖削。剖削绝缘时不要削伤线芯。 2.单股铜芯导线的直线连接和T形分支连接 (1) 单股铜芯导线的直线连接先将两线头剖削出一定长度的线芯,清除线芯表面氧化层,将两线芯作X形交叉,并相互绞绕2~3圈,再扳直线头。将扳直的两线头向两边各紧密绕6圈,切除余下线头并钳平线头末端。 (2) 单股铜芯导线的T 形分支连接将剖削好的线芯与干线线芯十字相交,支路线芯根部留出约3~5mm,然后顺时针方向在干线线芯上密绕6~8圈,用钢丝钳切除余下线芯,钳平线芯末端。 3.7股铜芯导线的直线和T形分支连接 (1) 7股铜芯导线的直线连接 首先将两线线端剖削出约150mm并将靠近绝缘层约1/3段线芯绞紧,散开拉直线芯。清洁线芯表面氧化层,然后再将线芯整理成伞状,把两伞状线芯隔根对叉。理平线芯,把7根线芯分成2、2、3三组,把第一组2根线芯扳紧,顺时针方向紧密缠绕2圈后扳平余下线芯,再把第二组的2根线芯扳垂直。用第二组线芯压住第一组余下的线芯紧密缠绕2圈扳平余下线芯,用第三组的3根线芯压住余压的线芯,,紧密缠绕3圈,切除余下的线芯,钳平线端,用同样的方法完成另一边的缠绕,完成7股导线的直线连接。 (2) 7股铜芯导线的T形分支连接 剖削干线和支线的绝缘层,绞紧支线靠近绝缘层1/8处的线芯,散开支线线芯,拉直并清洁表面,所示。把支线线芯分成4根和3根两组排齐,将4根组插入干线线芯中间,所示。把留在外面的3根组线芯,在干线线芯上顺时针方向紧密缠绕4~5圈,切除余下线芯钳平线端。再用4根组线芯在干线线芯的另一侧顺时针方向紧密缠绕3~4圈,切除余下线芯,钳平线端,所示完成T形分支连接。 4.19股铜芯导线的连接 其方法与7股导线相似。因其线芯股数较多,在直线连接时,可钳去线芯中间几根。导线连接好以后,为增加其机械强度,改善导电性能,还应进行锡焊处理。铜芯导线连接处锡焊处理的方法是:先将焊锡放在化锡锅内高温熔化,将表面处理干净的导线接头置于锡锅上,用勺盛上熔化的锡从接头上面浇下。刚开始时,由于接头处温度低,接头不易沾锡,继续浇锡使接头温度升高、沾锡、直到接头处全部焊牢为止。最后清除表面焊渣,使接头表面光滑。5.铝芯导线的连接 因铝线容易氧化,且氧化膜电阻率高,所以铝芯导线不宜采用铜导线的连接方法。 铝芯导线应采用螺栓压接和压接管压接方法。螺栓压接法适用于小负荷的铝芯线的连接。压接管压接法适用连接较大负荷的多股铝芯导线接法接线的连接(也适用于铜芯导线)。压接时应根据铝芯线的规格选择合适的铝压接管。先清理干净压接处,将两根铝芯线相对穿入压接管,使两线端伸出压接管30mm左右,然后用压接钳压接。压接时,第一道压坑应压在铝芯端部一侧。压接质量应符合技术要求。 6.导线绝缘层的恢复 导线的绝缘层因外界因素而破损或导线在做连接后为保证安全用电,都必须恢复其绝缘。恢复绝缘后的绝缘强度不应低于原有的绝缘层的绝缘强度。通常使用的绝缘材料有黄油带、涤纶薄膜带和黑胶带等。做绝缘恢复时,绝缘带的起点应与线芯有两倍绝缘带宽的距离。包缠