u±kσ在外之或然率
u±1σ
u±2σu±3σ
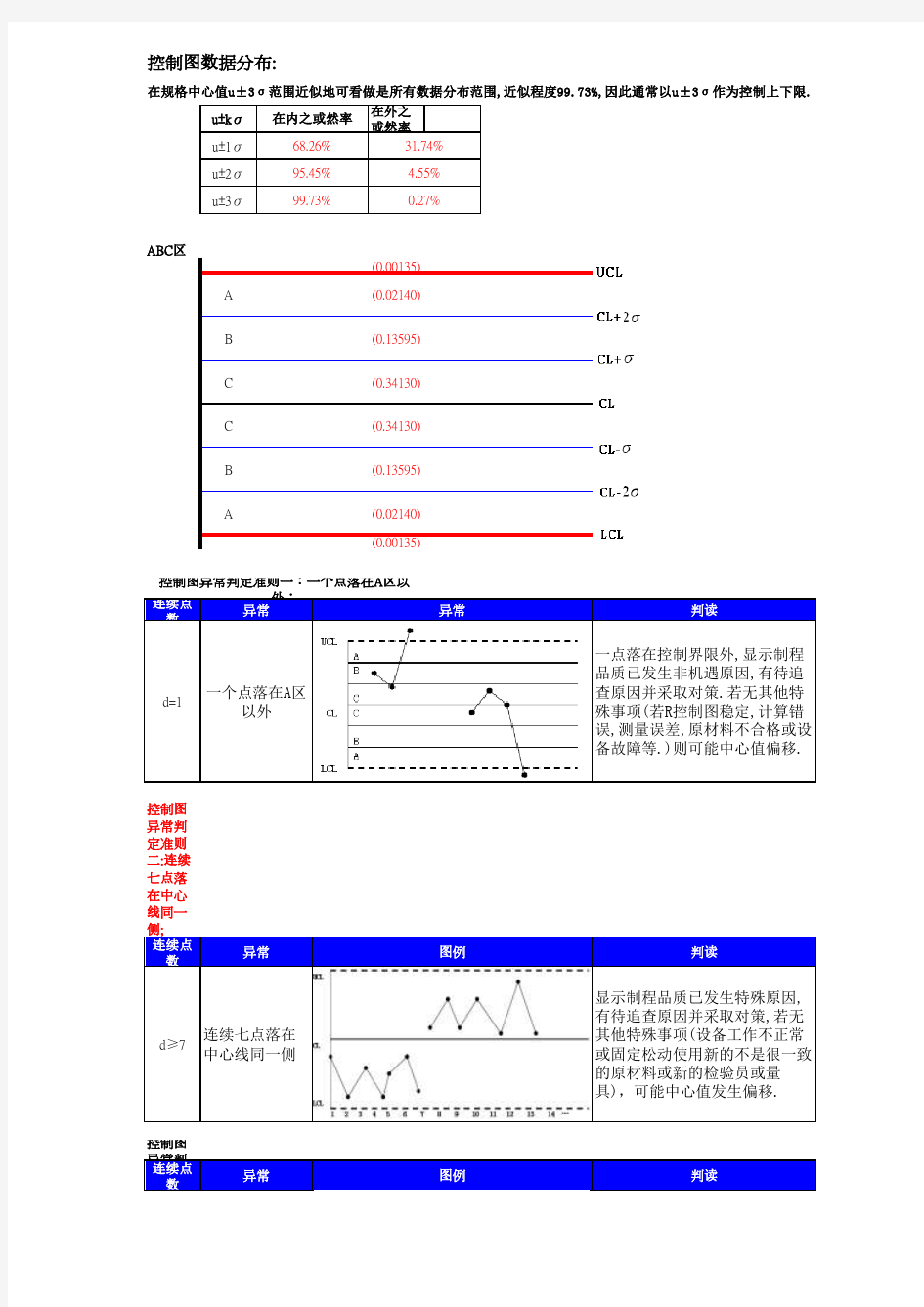
ABC
区发
生机率:
(0.00135)
A (0.02140)
B (0.13595)
C (0.34130)C (0.34130)B (0.13595)A
(0.02140)(0.00135)
连续点数
d=1
控制图异常判定准则二:连续七点落在中心线同一侧;
连续点数
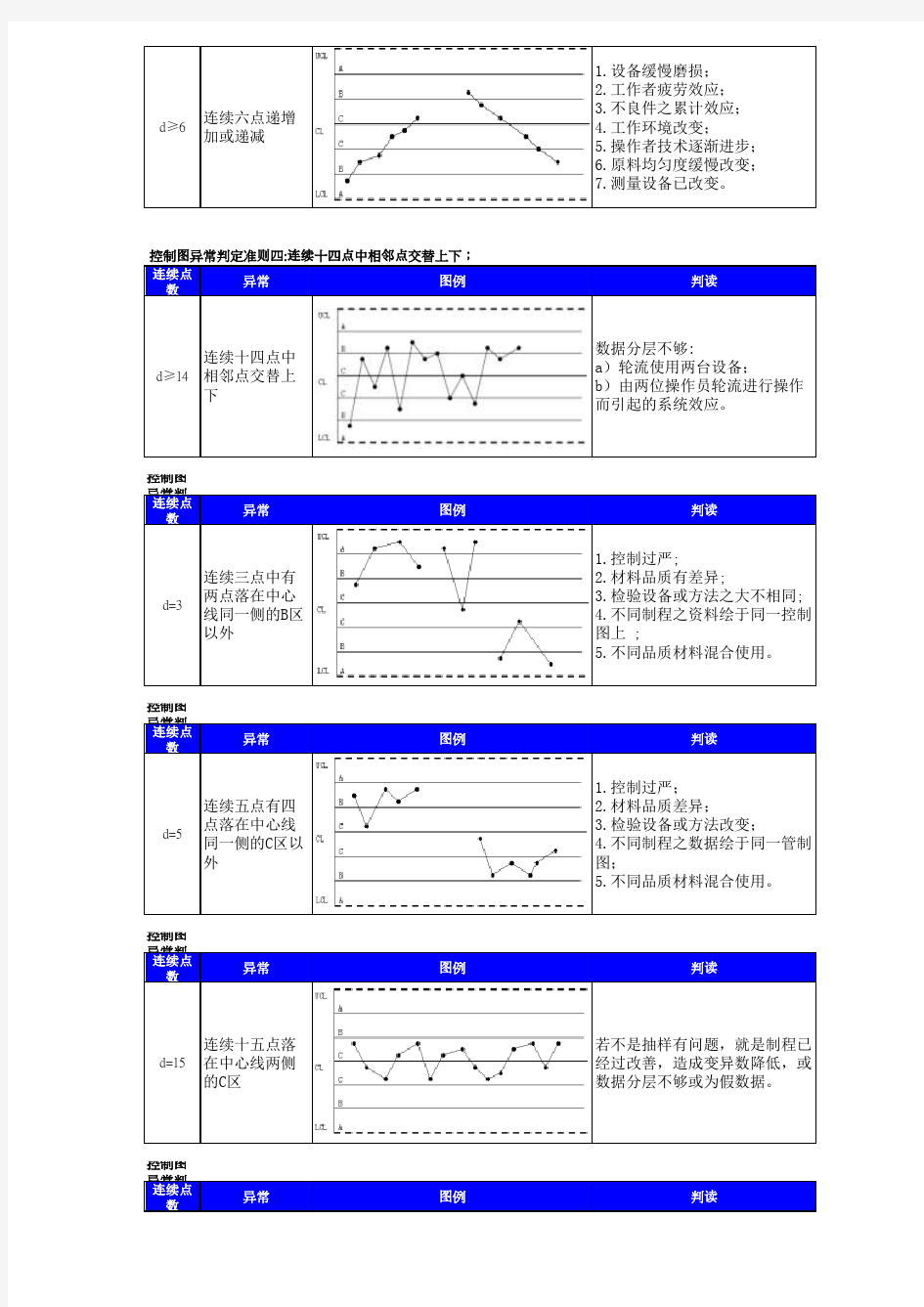
控制图异常判定准则三:连续六点递增或递减;
连续点数
31.74%4.55%图例0.27%
异常
图例d ≥6
连续六点递增加或递减
异常判读
1.设备缓慢磨损;
2.工作者疲劳效应;
3.不良件之累计效应;
4.工作环境改变;
5.操作者技术逐渐进步;
6.原料均匀度缓慢改变;
7.测量设备已改变。
68.26%95.45%99.73%
d ≥7
异常显示制程品质已发生特殊原因,有待追查原因并采取对策,若无其他特殊事项(设备工作不正常或固定松动使用新的不是很一致的原材料或新的检验员或量具),可能中心值发生偏移.
判读
连续七点落在中心线同一侧
在规格中心值u±3σ范围近似地可看做是所有数据分布范围,近似程度99.73%,因此通常以u±3σ作为控制上下限.
控制图数据分布:
一点落在控制界限外,显示制程品质已发生非机遇原因,有待追查原因并采取对策.若无其他特殊事项(若R控制图稳定,计算错误,测量误差,原材料不合格或设备故障等.)则可能中心值偏移.
判读
异常
一个点落在A区
以外
在内之或然率
连续点数
连续点数连续点数连续点数连续点数数据分层不够:
a)轮流使用两台设备;
b)由两位操作员轮流进行操作而引起的系统效应。
判读
判读
d≥14
异常
连续十四点中
相邻点交替上
下
图例
d=15
图例
判读
d=8
数据来自两个不同群体,亦即数
据分层不够。
异常
连续八点落在
中心线两侧,
且无一在C区内
图例
若不是抽样有问题,就是制程已
经过改善,造成变异数降低,或
数据分层不够或为假数据。
异常
连续十五点落
在中心线两侧
的C区
图例判读
判读
d=5
1.控制过严;
2.材料品质差异;
3.检验设备或方法改变;
4.不同制程之数据绘于同一管制
图;
5.不同品质材料混合使用。
异常
连续五点有四
点落在中心线
同一侧的C区以
外
图例
d=3
1.控制过严;
2.材料品质有差异;
3.检验设备或方法之大不相同;
4.不同制程之资料绘于同一控制
图上 ;
5.不同品质材料混合使用。
异常
连续三点中有
两点落在中心
线同一侧的B区
以外