
任务三三爪自定心卡盘的拆装
教学内容:车端面、车外圆、车外沟槽、车圆锥面、车外三角螺纹、车内孔
上课时间:2013年9月24日
课时:四课时。
总课时数:12课时。
教学目标:
1.工具的识别。
2.了解三爪自定心卡盘的规格和用途。
3.掌握三爪自定心卡盘卡爪的拆装。
4.了解轴类工件的安装方法。
5.掌握三爪自定心卡盘装夹工件。
教学重点:掌握三爪自定心卡盘装夹工件。
教学难点:三爪自定心卡盘的规格和用途。
教具:CA6136、卡盘扳手等工具。
教学过程:
一、组织教学
检查学生人数,填写教室日志,组织学生上课秩序。
二、复习导入
各刻度盘的识读。
三、讲授过程
(一)、工具的识别
工件夹紧与安装刀具常用工具
1、卡盘扳手:将卡盘扳手的方榫(sun)插入卡盘外壳圆柱面上的方孔中,按顺时针方向旋转可使卡爪沿径向向心移动,实现工件的夹紧;按逆时针方向旋转可使卡爪沿径向离心移动,可卸下工件。
2、套管:根据杠杆原理实现省力的目的。与卡盘扳手配用,用来装、卸工件。
3、压刀扳手:用来装卸刀具。
(二)、三爪自定心卡盘的规格及用途
三爪自定心卡盘是车床常用的附件,也是应用最为广泛的一种通用夹具。常用三爪自定心卡盘的规格有150mm、200mm、250mm等。
用途:1、用于装夹工件,并带动工件随主轴一起运转,实现主运动。
2、能自动定心,安装工件快捷、方便,但夹紧力不如单动四爪卡盘大。一般用于精度要求不是很高,形状规则的中、小型工件的安装。
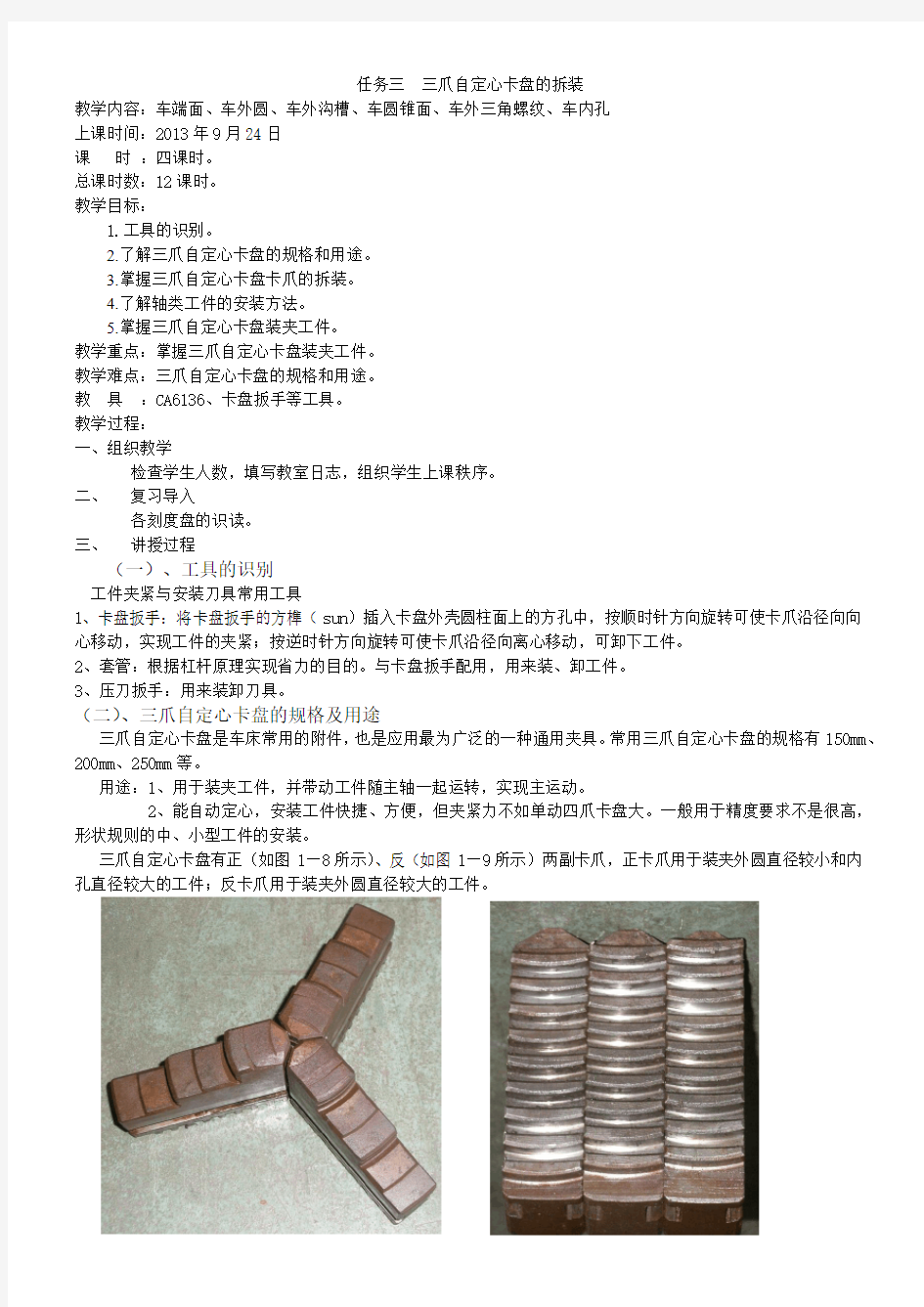
三爪自定心卡盘有正(如图1—8所示)、反(如图1—9所示)两副卡爪,正卡爪用于装夹外圆直径较小和内孔直径较大的工件;反卡爪用于装夹外圆直径较大的工件。
图1—8 自定心卡盘正卡爪
图1—9 自定心卡盘反卡爪
(三)、三爪卡盘三爪的拆装
1、正卡爪的拆卸
逆时针方向旋转卡盘扳手,3个卡爪则同步沿径向离心移动,直至退出卡盘壳体。卡爪退离卡盘壳体时要注意防止卡爪从卡盘壳体中跌落受损。
2、正卡爪的安装
将卡盘扳手的方榫插入卡盘壳体圆柱上的方孔中,按顺时针方向旋转,驱动大锥齿轮回转,当其背面平面螺纹的螺扣转到将要接近1槽时,将1号卡爪插入壳体的1槽内,如图1—11(a ),安装好1号卡爪后;继续顺时针旋转卡盘扳手,在卡盘壳体的2槽内,如图1—11(b ),再安装2号卡爪;2号卡爪安装好后,继续顺时针转动卡盘,安装3号卡爪。随着卡盘扳手的继续转动,3个卡爪同步沿径向向心移动,直至汇聚于卡盘的中心。
3、卡爪的判别
卡爪有1、2、3的编号,安装卡爪时必须按顺序装配。如果卡爪的编号不清晰,可将卡爪并列在一起,如图1—10所示,比较每个卡爪上第一螺纹扣与卡爪夹持部位距离的大小,距离小的为1号卡爪,距离大的为3号卡爪。
3 2 1 图1—10 卡爪的判别
安装好1号卡爪后,顺时针转动卡盘
卡爪第一螺纹扣 卡爪夹持部位
安装1号卡爪 (a ) 安装2号卡爪 (b )
图1—11 卡爪的安装
更换反卡爪时,也按同样的方法进行卡爪的安装、拆卸。
(四)、轴类工件的安装(在三爪自定心卡盘上装夹工件)
由于轴类工件的形状、大小的差异和加工精度及数量的不同,采用的装夹方法也不尽相同。主要有:
1、在三爪自定心卡盘上装夹
三爪卡盘装夹工件方便、省时、自动定心好,但夹紧力较小。
适用于装夹外形规则的中、小型工件。
自定心卡盘结构如图1—12(a )所示, 正爪夹持棒料如图1—12(b )所示, 反爪夹持大棒料如图1—12(c )所示。
(a )结构 (b )正爪夹持棒料 (c )反爪夹持大棒料 图1—12
2、在四爪单动卡盘上装夹
四爪单动卡盘如图1—13所示。
找正费时,但夹紧力较大。
适用于装夹大型或形状不规则的工件。
1号卡爪
2号卡爪
1号卡爪
夹紧螺杆
卡爪
按划线找正
图1—13 四爪单动卡盘装夹工件的方法
2、在两顶尖之间装夹(图1—14)
装夹工件精度高,但刚性较差。
4、用卡盘和顶尖装夹(又称为一夹一顶)
用卡盘和顶尖装夹(图1—15)。这种装夹方法比较安全,能承受较大的轴向切削力,安装刚性好,轴向定位正确,应用广泛。
(五)、在三爪自定心卡盘上装夹工件
三爪自定心卡盘的装夹特点:
1、三爪自定心卡盘的3个卡爪是同步运动的,能自动定心。
2、装夹工件方便、迅速。
3、工件装夹后一般不需要找正。
4、在装夹较长的工件时,工件离卡盘较远处的旋转轴线不一定与车床主轴的旋转轴线重合,这时就必须找正。
5、当三爪自定心卡盘使用时间较长导致其精度下降,而工件的加工精度要求较高时,也需要对工件进行找正。
6、其夹紧力较小。
7、适用于装夹外形规则的中、小型工件。
四、课堂总结
1.三爪顺序的判别。
2.三爪的拆装。
3.自定心卡盘装夹工件。
五、布置作业
车外圆、填写实训报告。
六、课后反思
通过本次课的学习,同学们的学习积极性较高,大部分学生都学会了三爪的拆装。
K11系列三爪自定心卡盘技术资料 K11系列短圆柱三爪自定心卡盘配带正爪和反爪各一副,可分别使用。K11A、K11C型卡盘的卡爪由两部分组成,采用螺钉连接,可调整为正爪或反爪使用。K11A型配带符合GB4346(ISO3442)标准的分离爪,K11C型配带传统结构的分离爪。可根据客户要求提供软卡爪,经配车或磨后可获得理想的夹持精度。基本参数见表3.1 K11系列短圆锥三爪自定心卡盘系短锥连接形式,可直接与机床主轴连接。K11系列三爪自定心卡盘与机床主轴连接形式有A1,A2,C,D四种,可分别同3,4,5,6,8,11,15号短锥锥主轴端部配套,短锥连接参数符合GB5900.1~GB5900.3(ISO702)标准。主要参数见表3.2 表3.1 K11系列短圆柱三爪自定心卡盘的基本尺寸和参数(mm)
表3.2 K11 系列卡盘产品规格与主轴端部配套选择一览表(mm) (1)A型(穿通螺钉连接〕 A型又分为A1型(内圈螺钉连接)和A2 型(外圈螺钉连接)两种,它们的基本参数和尺寸见表:
A1 型的基本参数和尺寸(mm) 注:上图中尺寸B 等于K11系列中同规格卡盘的H和H1之差。 A2型的基本参数和尺寸(mm)
注:上图中尺寸B等于K11系列中同规格卡盘的H 和H1之差。(2)C型(拨盘,螺栓琐紧连接) C型的基本尺寸和参数见表 C型基本参数和尺寸(mm)
注:上图中尺寸B 等于K11系列中同规格卡盘的H 和H 1之差。 (3〕D 型(拉杆,凸轮琐紧连接) D 型的基本尺寸和参数见表 D 型基本参数和尺寸(mm)
注:上图中尺寸B等于K11系列中同规格卡盘的H和H1之差。 (4)K11系列三爪自定心卡盘夹持范围 K11系列三爪自定心卡盘夹持范围见表3.7。 表3.7 K11系列三爪自定心卡盘夹持范围(mm)
三爪自定心卡盘 热 ??? 三爪自定心卡盘(3-TAW SELF-CECTRING CHUCK) , 作者:佚名转贴自:https://www.doczj.com/doc/b05670090.html, 点击数:263 更新时间:2004-5-27 , 1.概述 三爪自定心卡盘,用于多种金属机床上,能自定中心夹紧或撑紧圆形、三角形、六边形等各种形状的外表面或内表面的工件,进行各种机械加工,夹紧力可调,定心精度高,能满足普通精度机床的要求。 三爪自定心卡盘标准是产品设计、制造、验收的重要依据,同时也为主机配套提供参考。 三爪自定心卡盘有两种连接型式:短圆柱及短圆锥。前者通过过渡盘与机床主轴连接,以适应早些年我国机床主轴端部不统一状况。随着主轴端部标准 JB2521-79《法兰式车床主轴端部尺寸》及GB/T5900-97《机床法兰式主轴端部与花盘互换性尺寸》相继制订,按GB5900规定生产的短圆锥式卡盘不通过过渡盘直接与机床连接,使机床工具系统刚性大大提高。从而提高了加工质量,目前短圆柱连接卡盘作为传统产品列入标准,以适应市场需要。当对短圆柱卡盘进行几何精度检验时,尚需注意应使其过渡盘连接为无间隙配合,以免定位误差影响检验精度。 对部分几何精度检验方法的说明: (1)G1卡盘径向和端面跳动:将卡盘固定在检验主轴上,并保证定位基准无间隙配合,固定指示器,使其测头垂直地触及卡盘外径连续部位和靠近外径的端面上,旋转主轴检验。 (2)G2,G4夹持弧(撑紧弧)的径向跳动:三爪卡盘应用每一个锥齿轮分别 夹紧检验棒(环)检验,取三个锥齿轮分别夹紧检验中的最大值。 目前,呼和浩特机床附件厂、上海机床附件二厂、烟台机床附件厂和天津机床附件厂等生产的K11型三爪自定心卡盘远销美国、瑞士、朝鲜、东南亚、伊朗和香港等国家和地区。 2.结构及规格 (1)基本结构和工作原理:三爪自定心卡盘利用三个螺钉,通过盘体止口端面上的螺孔,将卡盘紧固在机床法兰上。将扳手插入任一齿轮方孔中,转动扳手时,小
1.概述 三爪自定心卡盘,用于多种金属机床上,能自定中心夹紧或撑紧圆形、三角形、六边形等各种形状的外表面或内表面的工件,进行各种机械加工,夹紧力可调,定心精度高,能满足普通精度机床的要求。 三爪自定心卡盘标准是产品设计、制造、验收的重要依据,同时也为主机配套提供参考。 三爪自定心卡盘有两种连接型式:短圆柱及短圆锥。前者通过过渡盘与机床主轴连接,以适应早些年我国机床主轴端部不统一状况。随着主轴端部标准JB2521-79《法兰式车床主轴端部尺寸》及GB/T5900-97《机床法兰式主轴端部与花盘互换性尺寸》相继制订,按GB5900规定生产的短圆锥式卡盘不通过过渡盘直接与机床连接,使机床工具系统刚性大大提高。从而提高了加工质量,目前短圆柱连接卡盘作为传统产品列入标准,以适应市场需要。当对短圆柱卡盘进行几何精度检验时,尚需注意应使其过渡盘连接为无间隙配合,以免定位误差影响检验精度。 对部分几何精度检验方法的说明: (1)G1卡盘径向和端面跳动:将卡盘固定在检验主轴上,并保证定位基准无间隙配合,固定指示器,使其测头垂直地触及卡盘外径连续部位和靠近外径的端面上,旋转主轴检验。 (2)G2~G4夹持弧(撑紧弧)的径向跳动:三爪卡盘应用每一个锥齿轮分别夹紧检验棒(环)检验,取三个锥齿轮分别夹紧检验中的最大值。 目前,呼和浩特机床附件厂、上海机床附件二厂、烟台机床附件厂和天津机床附件厂等生产的K11型三爪自定心卡盘远销美国、瑞士、朝鲜、东南亚、伊朗和香港等国家和地区。 2.结构及规格 (1)基本结构和工作原理:三爪自定心卡盘利用三个螺钉,通过盘体止口端面上的螺孔,将卡盘紧固在机床法兰上。将扳手插入任一齿轮方孔中,转动扳手时,小齿轮带动盘丝转动,通过盘丝端面螺纹的转动,带动三块卡爪同时趋进或离散。该产品采用内外两副卡爪,根据工件的形状和尺寸进行选用。 规格和主要参数:三爪自定心卡盘,按卡盘直径分类,有80~500mm 九种规格。 ①基本参数:见表6―10―14及图6―10―2。 表6―10―14三爪卡盘规格指标 卡盘直径D D1 D2 D3≥ d h ≥ H ≤ Z S 80 55 66 16 M6 3 50 3 8 100 72 84 22 M8 55 125 95 108 60 10 160 130 142 40 5 65 200 165 180 60 M10 75 12 250 206 226 80 M12 80 315 260 285 100 M16 90 14 400 340 368 130 100 500 440 465 200 6 115 17
三爪自定心卡盘的安装和拆卸 方法二 * 当程序运行加工工件时 ! 执行 M @A 第五节 ! 三爪自定心卡盘的安装和拆卸 一 ! 三爪自定心卡盘的结构 三爪自定心卡盘是车床上常用工具 ! 它夹持工件时一般不需要找正 ! 装夹速度较快 $三爪自定心卡盘的结构和形状如图 ! 6! 所示 ! 主要由外壳体 %三个卡 爪 %三个小锥齿轮 %一个大锥齿轮等零件组成 $当用卡盘扳手插入小锥齿轮的方孔中转动时 ! 大锥齿轮也随之转动 ! 在大锥齿轮背面平面螺纹的作用下 ! 使三个卡爪同时向心移动或退出 ! 以夹紧或松开工件 $ 常用的公制三爪自定心卡盘规格有 ! @A %%%1A A %%和 1@A %%$ 二 ! 三爪自定心卡盘的用途 三爪自定心卡盘用以装夹工件 ! 并带动工件随主轴一起旋转 ! 实现主运动 $它能自动定心 ! 安装工件快捷 %方便 ! 但夹紧力不大 ! 所以一般用于精度要求不是很高 %形状规则的中小工件的安装 $ I 1 图 ! #! ! 三爪自定心卡盘的结构 三 ! 三爪自定心卡盘卡爪的装配 卡爪有正 %反两副 $正卡爪用于装夹外圆直径较小和内孔直径较大的工件 (反卡爪用于装夹外圆直径较大的工件 $ 安装卡爪时 ! 要按卡爪上的号码 ! %1%6的顺序装配 $若号码看不清 ! 则可把三个卡爪并排放在一起 ! 比较卡爪端面螺纹牙数的多少 ! 多的为 ! 号爪 ! 最少的为 6号爪 ! 如图 ! 61所示 $将卡盘扳手的方榫插入卡盘外壳圆柱面上的方孔中 ! 按顺时针方向旋转 ! 以驱动大锥齿轮背面的平面螺纹 ! 当平面螺纹的螺扣转到将要接近壳体上的 ! 槽时 ! 将 ! 号卡爪插入壳体槽内 ! 继续顺时针转动卡盘扳手 ! 在卡盘壳体上的 1槽 %6槽处依次装入 1号 %6号卡爪 $拆卸卡爪的操作顺序与之相反 $图 ! # 四 ! 三爪自定心卡盘的安装
异形工件三爪自定心卡盘夹具设计 摘要: 异形工件的加工方法通常有三种,一种是在普通车床上使用四爪卡盘装夹住工件。另一种方法是直接用车床上的三爪自定心卡盘进行装夹异形工件。还有一种是采用花盘进行加工。本文提出直接用车床上的三爪自定心卡盘进行装夹异形工件,在卡盘上装夹外套和满足异形工件的内套,一次装卡到位,不用找正,从而为批量加工异形工件节约大量时间,提高劳动效率三倍以上。本方法便为以后加工异形工件提供一定的技术支撑。 关键词:三爪卡盘异形工件工件装夹夹具外套芯内套芯 1 前言 异形工件的加工方法通常有三种,一种是在普通车床上使用四爪卡盘装夹住工件,然后使用百分表对工件进行单件找正,最后再进行加工。另一种方法是直接用车床上的三爪自定心卡盘进行装夹异形工件,采用在卡爪位置垫垫片的方法进行找正,然后进行加工。还有一种是采用花盘进行加工,对于形状比较复杂的工件多使用花盘进行装夹加工。 2 几种加工方法比较 2.1 四爪卡盘装夹加工异形工件 此方法在装夹时必须根据工件的形状调整四爪卡盘上的每个卡爪,把工件固定在卡盘上,用百分表进行找正,根据百分表的测量情况进行调整卡爪,最后装夹牢固,从而达到找正的目的。但在加工过程中,当一个工件的一道工序加工完成后,加工下一个工件的同一道工序还需要重新装夹,再用百分表进行找正,导致加工效率低下,浪费很多的时间。 2.2 用三爪自定心卡盘进行装夹异形工件
直接用三爪自定心卡盘进行装夹异形工件,将工件固定在卡盘上后使用百分表找正,因卡爪是同步运行,所以只能根据百分表测量情况在卡爪位置加垫片的方法进行找正(要单独制作标准垫块)。这会造成工件的加工精度不高,而且该方法只能加工简单的异形工件。2.3 花盘进行加工异形工件 使用花盘进行加工,一般比较复杂的工件才会使用花盘装夹工件,而工件的装夹找正方式和四爪卡盘基本相同,但由于工件较复杂,装卡较困难,所以找正的时间会比较长,使得采用花盘加工的效率同样很低。 3 改进方法 图1 夹具装配图 本文中所提出的采用三爪自定心卡盘上装夹复杂异形工件的夹具,此夹具分为三部分(图1所示),这三部分分别固定在三个卡爪上,当这三部分闭合时,异形工件装夹夹具的装夹孔与所加工异形工件的装夹面相匹配。其中异形工件装夹夹具(包括夹具外套和夹具芯)的夹具外套安装在卡爪上,夹具芯安装在夹具外套上,并设置有装夹孔。其中夹具外套为圆环型,并设置有夹具芯安装面。而夹具芯为圆环型,中间的孔为装夹孔。夹具外套与卡爪通过连接螺栓联接固定,而且夹具芯与夹具外套通过连接螺栓联接。
任务三三爪自定心卡盘的拆装 教学内容:车端面、车外圆、车外沟槽、车圆锥面、车外三角螺纹、车内孔 上课时间:2013年9月24日 课时:四课时。 总课时数:12课时。 教学目标: 1.工具的识别。 2.了解三爪自定心卡盘的规格和用途。 3.掌握三爪自定心卡盘卡爪的拆装。 4.了解轴类工件的安装方法。 5.掌握三爪自定心卡盘装夹工件。 教学重点:掌握三爪自定心卡盘装夹工件。 教学难点:三爪自定心卡盘的规格和用途。 教具:CA6136、卡盘扳手等工具。 教学过程: 一、组织教学 检查学生人数,填写教室日志,组织学生上课秩序。 二、复习导入 各刻度盘的识读。 三、讲授过程 (一)、工具的识别 工件夹紧与安装刀具常用工具 1、卡盘扳手:将卡盘扳手的方榫(sun)插入卡盘外壳圆柱面上的方孔中,按顺时针方向旋转可使卡爪沿径向向心移动,实现工件的夹紧;按逆时针方向旋转可使卡爪沿径向离心移动,可卸下工件。 2、套管:根据杠杆原理实现省力的目的。与卡盘扳手配用,用来装、卸工件。 3、压刀扳手:用来装卸刀具。 (二)、三爪自定心卡盘的规格及用途 三爪自定心卡盘是车床常用的附件,也是应用最为广泛的一种通用夹具。常用三爪自定心卡盘的规格有150mm、200mm、250mm等。 用途:1、用于装夹工件,并带动工件随主轴一起运转,实现主运动。 2、能自动定心,安装工件快捷、方便,但夹紧力不如单动四爪卡盘大。一般用于精度要求不是很高,形状规则的中、小型工件的安装。 三爪自定心卡盘有正(如图1—8所示)、反(如图1—9所示)两副卡爪,正卡爪用于装夹外圆直径较小和内孔直径较大的工件;反卡爪用于装夹外圆直径较大的工件。
三爪自定心卡盘(3-TAW SELF-CECTRING CHUCK)热★★★[作者:佚名转贴自:https://www.doczj.com/doc/b05670090.html, 点击数:263 更新时间:2004-5-27 ] 1.概述 三爪自定心卡盘,用于多种金属机床上,能自定中心夹紧或撑紧圆形、三角形、六边形等各种形状的外表面或内表面的工件,进行各种机械加工,夹紧力可调,定心精度高,能满足普通精度机床的要求。 三爪自定心卡盘标准是产品设计、制造、验收的重要依据,同时也为主机配套提供参考。 三爪自定心卡盘有两种连接型式:短圆柱及短圆锥。前者通过过渡盘与机床主轴连接,以适应早些年我国机床主轴端部不统一状况。随着主轴端部标准JB2521-79《法兰式车床主轴端部尺寸》及GB/T5900-97《机床法兰式主轴端部与花盘互换性尺寸》相继制订,按GB5900规定生产的短圆锥式卡盘不通过过渡盘直接与机床连接,使机床工具系统刚性大大提高。从而提高了加工质量,目前短圆柱连接卡盘作为传统产品列入标准,以适应市场需要。当对短圆柱卡盘进行几何精度检验时,尚需注意应使其过渡盘连接为无间隙配合,以免定位误差影响检验精度。 对部分几何精度检验方法的说明: (1)G1卡盘径向和端面跳动:将卡盘固定在检验主轴上,并保证定位基准无间隙配合,固定指示器,使其测头垂直地触及卡盘外径连续部位和靠近外径的端面上,旋转主轴检验。 (2)G2~G4夹持弧(撑紧弧)的径向跳动:三爪卡盘应用每一个锥齿轮分别
夹紧检验棒(环)检验,取三个锥齿轮分别夹紧检验中的最大值。 目前,呼和浩特机床附件厂、上海机床附件二厂、烟台机床附件厂和天津机床附件厂等生产的K11型三爪自定心卡盘远销美国、瑞士、朝鲜、东南亚、伊朗和香港等国家和地区。 2.结构及规格 (1)基本结构和工作原理:三爪自定心卡盘利用三个螺钉,通过盘体止口端面上的螺孔,将卡盘紧固在机床法兰上。将扳手插入任一齿轮方孔中,转动扳手时,小齿轮带动盘丝转动,通过盘丝端面螺纹的转动,带动三块卡爪同时趋进或离散。该产品采用内外两副卡爪,根据工件的形状和尺寸进行选用。 规格和主要参数:三爪自定心卡盘,按卡盘直径分类,有80~500mm九种规格。 ①基本参数:见表6―10―14及图6―10―2。 表6―10―14三爪卡盘规格指标