课程:数控加工工艺与装备
项目任务:平面槽形凸轮
小组成员:邵登顺万亮李成亮
学号:10941348 10941319 10941308
机械加工工艺过程卡片
机械加工工艺过程卡片
数控加工工序卡
数控加工工序卡
凸轮。。。应该有。。。升程和回程。。所以你的槽。。应该是围绕圆柱图带旋转切不是标准圆。。。通 俗点就是3坐标都有偏移。 方法还是比较多的。。。。你可以选择。。 1。用包络。画法。。先在平面草绘出槽的中心线。。包络到圆柱体上去后。用扫描切除槽内材料。。即可。。。’ 2。可以用高级功能中的。。。。环形折弯。。。。跟一方法的区别在于这个直接折弯实体。。成一个 也圆柱。。意思就是你先画出槽的平面展开图。。再折弯就行了。 希望对你有所帮助。 直接利用运动曲线画凸轮(上篇) 已有 395 次阅读2012-2-22 15:30|系统分类:技术|曲线, 运动, SolidWorks, 谐波 概述:SolidWorks Toolbox插件里面带有凸轮插件,可以很方便地绘制各种简 单的盘形凸轮和线性凸轮。在此插件里面可以定义:摆线、谐波、正弦等9种运动曲线。但如果我们想利用一些自定义的运动曲线来生成相应的凸轮,应该如何做呢? 下面我将详细介绍如何利用一条已存在的凸轮展开线绘制凸轮。(包括线性凸轮、盘形凸轮和圆柱凸轮) 1.将曲线导入到SolidWorks草图中: 2.直接用此草图拉伸成实体,这是线性凸轮。如下图:
3.做两个坐标系,每个坐标对应另两种凸轮:
4.加入“弯曲”特征。
5.以下分别是盘形凸轮和圆柱凸轮,效果图如下:
6.三种凸轮运动状态见下面的动画。从动画中可以看出,三种凸轮的运动轨迹跟原草图中的运动曲线是一致的。 已同步至香港智诚科技的微博 利用motion生成共扼凸轮(下篇) - 利用跟踪轨迹生成凸轮 已有 235 次阅读2012-2-20 15:15|系统分类:技术|SolidWorks, motion, 共扼凸轮 智诚科技ICT Assistant Technical Manager Lenny Yang 1,概述,在上一篇文章里,我们讲解了如何利用motion生成运动仿真。现在,我将介绍如何使用motion运动仿真进行共扼凸轮的绘制。案例如下图: 2,在motion结果上,我们可以跟踪任意点相对任意物体的运动轨迹。而在凸轮运动中,凸轮的形状跟凸轮中心点相对旋转轴的运动轨迹是相似的。所以我们只要跟踪凸轮中心点的运动轨迹就可以得到正确的凸轮形状。
平面槽形凸轮零件 平面槽形凸轮零件实体 ·1 .平面槽形凸轮零件的造型 造型思路:由图纸可知是一个圆柱形的内凸轮,可以先构造圆柱,在柱面上构造凸轮曲线挖槽来成型,再在中央生成凸台以及打孔。
·1 .1作基本拉伸体的草图 1 .单击零件特征树的“平面XOY”,选择XOY面为绘图基准面。 2 .单击按钮,画出工件底部的R=50的圆形。用鼠标单击曲线生成工具栏中的“圆形”按钮屏幕左侧出现圆形对话框。选“圆形—半径”,并输入“中心点0,0”、“半径50”。这时半径50的圆形则被定位。 3 .单击零件特征对话框,在平面XOY上创建草图。单击曲线投影按纽,拾取R=50的圆形。 4. 退出草图,单击拉伸增料按纽,在对话框中输入深度=18,选择固定深度,并确定。结果如图所示。 5 .单击直线按纽,构建内凸轮导面中心线的各个圆弧的圆心。如图所示:
6 .单击圆形按钮,垂线下端点画R=24和R=52的圆,在水平线左右2端画R=33.5的圆形。 7 .单击直线按钮,按空格键选定切点,分别连接左右2边R=33.5和下方R=24的圆。 8 .单击剪切按钮,切掉多余线段,构成图形如下: 9 .单击曲线组合,使各个线段连成1条。 10 .拉伸上图中Y坐标轴上的直线与所画曲线交于一点,在特征树中YZ平面构建草图。单击矩形按钮,做长为8,宽为28的矩形。
11 .单击导动除料,选择步骤9中曲线为为轨迹线。如图: 点击确定得 12 .单击在OY轴的负方向17.5处作R=16圆。 13 . 在xoy平面创建草图,单击单击零件特征对话框,在平面XOY上创建草图。单击曲线投影按纽,选择刚才所画的R=16的圆。单击拉伸增料按纽,在对话框中输入深度=17,选择固定深度,反向拉伸,并确定。如图: 14 .在XOY平面构建草图,在Y轴负方向17.5处作R=6,正方向17.5处作R=10的圆。单击拉伸除料,选择贯穿。如图:
设计实践设计计算说明书题目:盘形凸轮轮廓设计 学院:机电工程学院 班号:08401 学号:1050840124 姓名:林飞跃 日期:2007年10月04号
设计实践任务书 题目:盘形凸轮轮廓设计 设计任务及要求: 用图解法设计滚子直动从动件盘形凸轮轮廓。原始信息: 凸轮机构型式:平面盘形凸轮机构 从动件运动形式:偏置直动 从动件类型:滚子从动件 凸轮的封闭方式:力封闭 从动件行程h:40mm 从动件偏距e:12mm 滚子半径Rr:12mm 推程运动角β1:140度 远休止角β:40度 回程运动角β2:120度 基圆半径Rb:50mm
一.分析从动件运动规律 凸轮转向:逆时针方向 第1段运动规律为: 从动件运动规律:等速(直线) 该段从动件行程h=40mm 相应凸轮起始转角:0° 相应凸轮终止转角:140° 第2段运动规律为: 从动件运动规律:停止 该段从动件摆角φ=40° 相应凸轮起始转角:140° 相应凸轮终止转角:180° 第3段运动规律为: 从动件运动规律:等加速、等减速(抛物线)该段从动件摆角φ=60° 相应凸轮起始转角:180° 相应凸轮终止转角:240° 第4段运动规律为: 从动件运动规律:等加速、等减速(抛物线)该段从动件摆角φ=60° 相应凸轮起始转角:240° 相应凸轮终止转角:300°
第5段运动规律为: 从动件运动规律:停止 该段从动件摆角φ=60° 相应凸轮起始转角:300° 相应凸轮终止转角:360° 二.作图法设计(反转法) (1)先选取合适的比例尺μl。任选一点作为凸轮的转动中心O。以O为圆心,e=12mm为半径作偏距圆。以O为圆心r0 =12mm为半径作凸轮的基圆。作偏距圆的一条切线,它代表了起始位置从动件的轨道,它与基圆的交点A就是从动件在起始位置时与凸轮轮廓线的交点。 (2)再从OA开始按-ω的方向依次量取与升程角、远休止角、回程角和近休止角相等的角度,在基圆上得到B、C、D点。
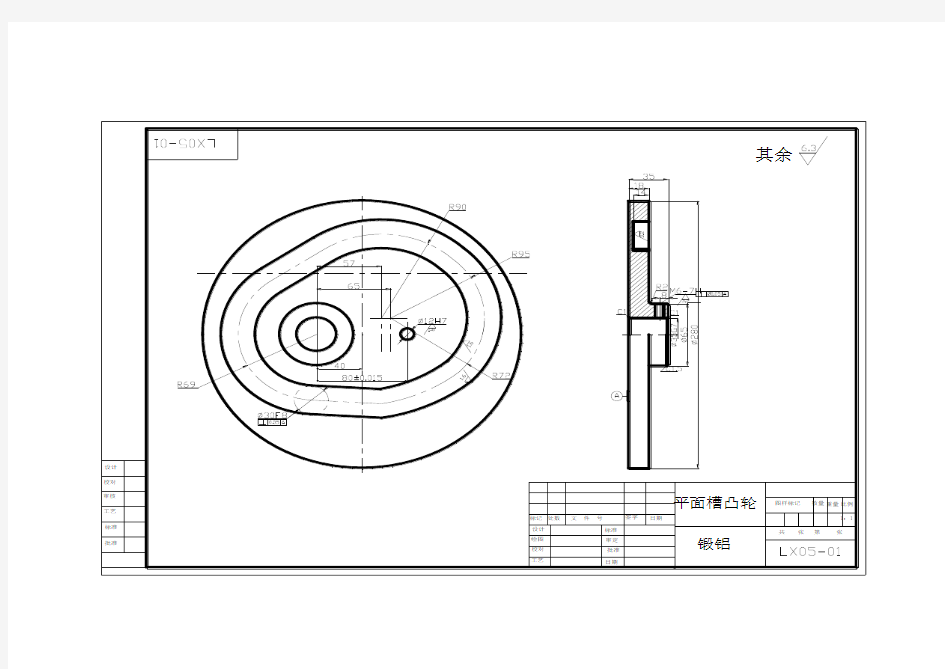
典型零件的加工工艺分析案例 实例. 以图A-54所示的平面槽形凸轮为例分析其数控铣削加工工艺。 图A-54 平面槽型凸轮简图 案例分析: 平面凸轮零件是数控铣削加工中常用的零件之一,基轮廓曲线组成不外乎直线—曲线、圆弧—圆弧、圆弧—非圆曲线及非圆曲线等几种。所用数控机床多为两轴以上联动的数控铣床,加工工艺过程也大同小异。 1. 零件图纸工艺分析 图样分析要紧分析凸轮轮廓形状、尺寸和技术要求、定位基准及毛坯等。 本例零件是一种平面槽行凸轮,其轮廓由圆弧HA、BC、DE、FG和直线AB、HG以及过渡圆弧CD、EF所组成,需要两轴联动的数控机床。材料为铸铁、切削加工性较好。 该零件在数控铣削加工前,工件是一个通过加工、含有两个基准孔直径为φ280mm、厚度为18mm的圆盘。圆盘底面A及φ35G7和φ12H7两孔可用作定位基准,无需另作工艺孔定位。 凸轮槽组成几何元素之前关系清晰,条件充分,编辑时所需基点坐标专门容易求得。 凸轮槽内外轮廓面对A面有垂直度要求,只要提升装夹度,使A面与铣刀轴线垂直,即可保证:φ35G7对A面的垂直度要求由前面的工序保证。 2. 确定装夹方案
一样大型凸轮可用等高垫块垫在工作台上,然后用压板螺栓在凸轮的孔上压紧。外轮廓平面盘形凸轮的垫板要小于凸轮的轮廓尺寸,不与铣刀发生干涉。对小型凸轮,一样用心轴定位,压紧即可。 按照图A-54所示凸轮的结构特点,采纳“一面两孔”定位,设计一“一面两销”专用夹具。用一块320mm×320mm×40mm的垫块,在垫块上分别精镗φ35mm及φ12mm两个定位销孔的中心连接线与机床的x轴平行,垫块的平面要保证与工作台面平行,并用百分表检查。 图A-55为本例凸轮零件的装夹方案示意图。采纳双螺母夹紧,提升装夹刚性,防止铣削时因螺母松动引起的振动。 图A-55凸轮装夹示意图 3. 确定进给路线 进给路线包括平面内进给和深度进给两部分路线。对平面内进给,对外凸轮廓从切线方向切入,对内凹轮廓从过渡圆弧切入。在两轴联动的数控铣床上,对铣削平面槽形凸轮,深度进给有两种方法:一种是xz(或yz)平面来回铣削逐步进刀到即定深度;另一种方法是先打一个工艺孔,然后从工艺孔进刀到即定深度。 本例进刀点选在(150,0),刀具在y+15之间来回运动,逐步加深铣削深度,当达到即定深度后,刀具在xy平面内运动,铣削凸轮轮廓。为保证凸轮的工件表面有较好的表面质量,采纳顺铣方式,即从(150,0)开始,对外凸轮廓,按顺时针方向铣削,对内凸轮廓按逆时针方向铣削,图A -56所示为铣刀在水平面的切入进给路线。 图A-56 平面槽形凸轮的切入进给路线 4. 选择刀具及切削用量 铣刀材料和几何参数要紧按照零件材料切削加工性、工件表面几何形状和尺寸大小不一选择;切削用量则依据零件材料特点、刀具性能及加工
自动车床主要靠凸轮来控制加工过程,能否设计出一套好的凸轮,是体现自动车床师傅的技术高低的一个标准。凸轮设计计算的资料不多,在此,我将一些基本的凸轮计算方法送给大家。凸轮是由一组或多组螺旋线组成的,这是一种端面螺旋线,又称阿基米德螺线。其形成的主要原理是:由A点作等速旋转运动,同时又使A点沿半径作等速移动,形成了一条复合运动轨迹的端面螺线。这就是等速凸轮的曲线。 凸轮的计算有几个专用名称: 1、上升曲线——凸轮上升的起点到最高点的弧线称为上升曲线 2、下降曲线——凸轮下降的最高点到最低点的弧线称为下降曲线 3、升角——从凸轮的上升起点到最高点的角度,即上升曲线的角度。我们定个代号为φ。 4、降角——从凸轮的最高点到最低点的角度,即下降曲线的角度。代号为φ1。 5、升距——凸轮上升曲线的最大半径与最小半径之差。我们给定代号为h,单位是毫米。 6、降距——凸轮下降曲线的最大半径与最小半径之差。代号为h1。 7、导程——即凸轮的曲线导程,就是假定凸轮曲线的升角(或降角)为360°时凸轮的升距(或降距)。代号为L,单位是毫米。 8、常数——是凸轮计算的一个常数,它是通过计算得来的。代号为K。 凸轮的升角与降角是给定的数值,根据加工零件尺寸计算得来的。 凸轮的常数等于凸轮的升距除以凸轮的升角,即K=h/φ。由此得h=Kφ。 凸轮的导程等于360°乘以常数,即L=360°K。由此得L=360°h/φ。 举个例子: 一个凸轮曲线的升距为10毫米,升角为180°,求凸轮的曲线导程。(见下图) 解:L=360°h/φ=360°×10÷180°=20毫米
升角(或降角)是360°的凸轮,其升距(或降距)即等于导程。 这只是一般的凸轮基本计算方法,比较简单,而自动车床上的凸轮,有些比较简单,有些则比较复杂。在实际运用中,许多人只是靠经验来设计,用手工制作,不需要计算,而要用机床加工凸轮,特别是用数控机床加工凸轮,却是需要先计算出凸轮的导程,才能进行电脑程序设计。 要设计凸轮有几点在开始前就要了解的. 在我们拿到产品图纸的时候,看好材料,根据材料大小和材质将这款产品 的 主轴转速先计算出来. 计算主轴转速公式是[切削速度乘1000]除以材料直径. 切削速度是根据材质得来的,在购买材料时供应商提供.单位是米/分钟. 材料硬度越大,切削速度就越小,切的太快的话热量太大会导致材料变形, 所以切削速度已知的. 切削速度乘1000就是把米/分钟换算成毫米/分钟,在除以材料直径就是 主 轴每分钟的转速了.材料直径是每转的长度,切削速度是刀尖每分钟可以移动的 距离. 主轴转速求出来了,就要将一个产品需要多少转可以做出来,这个转的圈数求出来.主轴转速除以每个产品需要的圈数就是生产效率.[单位.个/分钟] 每款不同的产品,我们看到图纸的时候就先要将它的加工工艺给确定下来. 加工工艺其实就是加工方法,走芯机5把刀具怎么安排,怎么加工,哪把刀具 先做,按顺序将它安排,这样就是确定加工工艺.
凸轮曲线设计 当根据使用要求确定了凸轮机构的类型、基本参数以及从动件运动规律后,即可进行凸轮轮廓曲线的设计。设计方法有几何法和解析法,两者所依据的设计原理基本相同。几何法简便、直观,但作图误差较大,难以获得凸轮轮廓曲线上各点的精确坐标,所以按几何法所得轮廓数据加工的凸轮只能应用于低速或不重要的场合。对于高速凸轮或精确度要求较高的凸轮,必须建立凸轮理论轮廓曲线、实际轮廓曲线以及加工刀具中心轨迹的坐标方程,并精确地计算出凸轮轮廓曲线或刀具运动轨迹上各点的坐标值,以适合在数控机床上加工。 圆柱凸轮的廓线虽属空间曲线,但由于圆柱面可展成平面,所以也可以借用平面盘形凸轮轮廓曲线的设计方法设计圆柱凸轮的展开轮廓。本节分别介绍用几何法和解析法设计凸轮轮廓曲线的原理和步骤。 1 几何法 反转法设计原理: 以尖底偏置直动从动件盘形凸轮机构为例: 凸轮机构工作时,凸轮和从动件都在运动。为了在图纸上画出凸轮轮廓曲线,应当使凸轮与图纸平面相对静止,为此,可采用如下的反转法:使整个机构以角速度(-w)绕O转动,其结果是从动件与凸轮的相对运动并不改变,但凸轮固定不动,机架和从动件一方面以角速度(-w)绕O转动,同时从动件又以原有运动规律相对机架往复运动。根据这种关系,不难求出一系列从动件尖底的位置。由于尖底始终与凸轮轮廓接触,所以反转后尖底的运动轨迹就是凸轮轮廓曲线。 1). 直动从动件盘形凸轮机构 尖底偏置直动从动件盘形凸轮机构: 已知从动件位移线图,凸轮以等角速w顺时针回转,其基圆半径为r0,从动件导路偏距为e,要求绘出此凸轮的轮廓曲线。 运用反转法绘制尖底直动从动件盘形凸轮机构凸轮轮廓曲线的方法和步骤如下: 1) 以r0为半径作基圆,以e为半径作偏距圆,点K为从动件导路线与偏距圆的切点,导路线与基圆的交点B0(C0)便是从动件尖底的初始位置。 2) 将位移线图s-f的推程运动角和回程运动角分别作若干等分(图中各为四等分)。 3) 自OC0开始,沿w的相反方向取推程运动角(1800)、远休止角(300)、回程运动角(1900)、近休止角(600),在基圆上得C4、C5、C9诸点。将推程运动角和回程运动角分成与从动件位移线图对应的等分,得C1、C2、C3
毕业设计说明书 专业:数控技术 班级:数控3101 姓名:赵高飞 学号:29# 指导老师:刘武 陕西国防工业职业技术学院
目录 第一部分工艺设计说明书 (3) 1.零件图工艺性分析 (3) 2.毛坯选择 (3) 3.机加工工艺路线确定 (6) 4.工序尺寸及其公差确定 (12) 5.设备及其工艺装备确定 (14) 6.切削用量及工时定额确定 (15) 7.工艺设计总结 (16) 第二部分工序夹具设计说明书 (17) 1.工序尺寸精度分析 (17) 2.定位方案确定 (17) 3.定位元件确定 (17) 4.定位误差分析 (17) 5.夹具总装草图 (18) 第三部分工序量具设计说明书 (19) 1.工序尺寸精度分析 (19) 2.量具类型确定 (19) 3.极限量具尺寸公差确定 (19) 4.极限量具尺寸公差带图 (20) 5.极限量具结构设计 (20) 第四部分工序数控编程设计说明书 (21) 1.工件加工坐标系的建立 (21) 2.加工路线的确定 (21) 3.程序编写 (21) 第五部分毕业设计体会 (23) 第六部分参考资料 (24)
第一部分 工艺设计说明书 一.零件图工艺性分析 1.零件结构功用分析 平面槽形凸轮零件的主要作用是凸轮迫使从动件作往复的直线运动或摆动,起到了传递动力和扭矩的作用。 该零件属于盘类零件,主要由弧形凹槽、一个内孔和平 面组成。其中设计基准A 面、Φ12018 .00+孔的精度要求最高, 可用于做定位基准。根据各个面之间的形状及尺寸可知要用到普通铣床、数控铣床、立式加工中心等设备。工件材料为40Cr ,为低淬透性合金调制钢,具有较高的综合力学性能(即强度、硬度、塑性、韧性有良好的配合);结构工艺性较好,设计合理。 凸轮零件是绕一根固定轴线旋转,回转时,凹槽侧面推动从动件绕固定轴旋转能够实现复杂的运动轨迹满足某些特定要求。它结构简单,紧凑,运动可靠。它用于各种机械,仪器,以及自动控制。 2.零件技术条件分析 通过对零件形状,尺寸和精度分析,该零件形状简单。该零件的主要加工表面为 Φ12018.00+两孔的加工。经分析其设计基准为下表面。 3.零件结构工艺性分析 该零件的材料为40Gr ,铬能急剧地提高马氏体的硬度,韧性和强度。增加组织的弥散度。40Gr 钢的温度较40钢高30-40摄氏度,强度高百分之二十。韧性也较高。铬钢的淬火温度范围较宽,不易过热。变形开裂倾向小。具有回火脆性,在480-650摄氏度,回火后需在油或水速冷,防止回火脆性。 二.毛坯选择 1.毛坯类型 毛坯是用来加工各种工件的坯料,毛坯主要有:铸件,锻件,焊件,冲压件及型材等。 (1) 铸件
平面槽形凸轮零件加工工艺设计及编程 摘要:机械制造加工工艺技术是在人类生产实际中产生并不断发展的。机械制造加工工艺是机械制造业的基础,是生产高科技产品的保障。离开了它就不能开发出先进的产品和保证产品质量,降低成本和缩短生产周期,提高生产率,因此,一个好的加工工艺和程序,决定着一个企业的经济效益。 本设计说明书主要介绍了机械产品平面槽形凸轮零件的加工工艺设计及其程序编辑,其中包括:零件图的分析、零件的工艺分析、设计加工工艺方案、选择机床和加工工艺设备、确定切削用量、确定工序和走刀路线、零件机械加工过程卡、数控加工工序卡片、数控加工刀具卡片、加工工艺过程设计、编写加工工艺文件、以及编写加工程序等。 除了介绍平面类零件的加工工艺设计和孔的加工工艺方案的设计,还介绍了机械制造加工工艺与程序编辑在机械制造工业中的作用以及机械制造加工工艺技术的现状和发展。 在本毕业设计中研究了定位基准的选择,工件的定位方法,箱体零件的结构工艺性分析等。 同时在此次毕业设计中还运用到了MAutoCAD 、UG的画图功能和stercam 的仿真加工和自动编辑程序的功能。 本毕业设计说明书反映了机械制造加工工艺与夹具设计的宗旨是:保证和提高产品质量;提高劳动生产率;提高经济效益。 关键词:数控技术机械制造加工工艺工艺分析机设计加工工艺方案程序的编辑
Planar slot cam machining process design and programming Abstract: machinery manufacturing processing technology in human production practice and development.Machinery manufacturing processing machinery manufacturing industry is the foundation, is the production of high-tech products to protect.Left it unable to develop advanced products and ensure the quality of products, reduce the cost and shorten the production cycle, improve productivity, therefore, a good processing technology and program, deciding an enterprise economic benefits. This paper mainly introduces the mechanical product plane groove cam machining process design and program editing, including: parts of the plan, parts of the process analysis, design process, selection of machine tools and processing equipment, determine the cutting quantity, determine the process and take the knife line, parts machining process card, NC machining process card, NC machining tool cards, process design, preparation process, and the preparation of documents processing procedure. In addition to the introduction of planar parts processing technology design and machining process design, also introduced the machinery manufacturing machining process and program editing in machinery manufacturing industry and the role of mechanical manufacturing technology current situation and development. In the design of the school on the selection of location datum, the workpiece positioning method of box part structure, process analysis. At the same time in the graduation design also applies to MAutoCAD, UG drawing functions and mstercam simulation processing and automatic program editing function. This graduate design reflects the machinery manufacturing processing technology and fixture design of the purpose is: to ensure and improve product quality。to raise labor productivity。to raise economic benefits. Key words: numerical control technology in mechanical manufacturing process analysis of machine processing scheme of program editing.
典型零件(平面凸轮)的加工工艺分析案例 实例. 以图A-54所示的平面槽形凸轮为例分析其数控铣削加工工艺。 图A-54 平面槽型凸轮简图 案例分析: 平面凸轮零件是数控铣削加工中常用的零件之一,基轮廓曲线组成不外乎直线—曲线、圆弧—圆弧、圆弧—非圆曲线及非圆曲线等几种。所用数控机床多为两轴以上联动的数控铣床,加工工艺过程也大同小异。 1. 零件图纸工艺分析 图样分析主要分析凸轮轮廓形状、尺寸和技术要求、定位基准及毛坯等。 本例零件是一种平面槽行凸轮,其轮廓由圆弧HA、BC、DE、FG和直线AB、HG以及过渡圆弧CD、EF所组成,需要两轴联动的数控机床。材料为铸铁、切削加工性较好。 该零件在数控铣削加工前,工件是一个经过加工、含有两个基准孔直径为φ280mm、厚度为18mm 的圆盘。圆盘底面A及φ35G7和φ12H7两孔可用作定位基准,无需另作工艺孔定位。 凸轮槽组成几何元素之前关系清楚,条件充分,编辑时所需基点坐标很容易求得。 凸轮槽内外轮廓面对A面有垂直度要求,只要提高装夹度,使A面与铣刀轴线垂直,即可保证:φ35G7对A面的垂直度要求由前面的工序保证。
2. 确定装夹方案 一般大型凸轮可用等高垫块垫在工作台上,然后用压板螺栓在凸轮的孔上压紧。外轮廓平面盘形凸轮的垫板要小于凸轮的轮廓尺寸,不与铣刀发生干涉。对小型凸轮,一般用心轴定位,压紧即可。 根据图A-54所示凸轮的结构特点,采用“一面两孔”定位,设计一“一面两销”专用夹具。用一块320mm×320mm×40mm的垫块,在垫块上分别精镗φ35mm及φ12mm两个定位销孔的中心连接线与机床的x轴平行,垫块的平面要保证与工作台面平行,并用百分表检查。 图A-55为本例凸轮零件的装夹方案示意图。采用双螺母夹紧,提高装夹刚性,防止铣削时因螺母松动引起的振动。 图A-55凸轮装夹示意图 确定进给路线3. 进给路线包括平面内进给和深度进给两部分路线。对平面内进给,对外凸轮廓从切线方向切入,对内凹轮廓从过渡圆弧切入。在两轴联动的数控铣床上,对铣削平面槽形凸轮,深度进给有两种方法:一种是xz(或yz)平面来回铣削逐渐进刀到即定深度;另一种方法是先打一个工艺孔,然后从工艺孔进刀到即定深度。 本例进刀点选在(150,0),刀具在y+15之间来回运动,逐渐加深铣削深度,当达到即定深度后,刀具在xy平面内运动,铣削凸轮轮廓。为保证凸轮的工件表面有较好的表面质量,采用顺铣方式,即从(150,0)开始,对外凸轮廓,按顺时针方向铣削,对内凸轮廓按所示为铣刀在水平面的切入进给路线。A-56逆时针方向铣削,图
济源职业技术学院 毕业设计 题目凸轮机构的设计 系别机电系 专业机电一体化技术 班级机电0601 姓名赵贝贝 学号06010107 指导教师高清冉 日期2008年12月
设计任务书 设计题目: 凸轮机构的设计 设计要求: 原始条件:内燃机中的凸轮,该凸轮满足以下条件。凸轮以等角速度逆时针回转,及基圆半径rb=30mm,及从动件滚子圆半径rt=8mm。 应完成的任务: 1、凸轮轮廓设计 2、凸轮零件图 设计进度要求: 第一周:确定题目; 第二周:搜集凸轮机构相关资料及前期准备工作; 第三周:凸轮曲线设计及计算; 第四周:初步拟定设计的草稿; 第五周:毕业论文的整体校核、修改; 第六周:论文完善、定稿及打印装订; 第七周:毕业答辩。 指导教师(签名):
摘要 在各种机器中,特别是自动化机器中,为实现某些特殊或复杂的运动规律,常采用凸轮机构。凸轮机构通常是由原动件凸轮、从动件和机件组成。其功能是将凸轮的连续转动或移动转换为从动件的连续或不连续的移动或摆动。与连杆机构相比,凸轮机构便于准确的实现给定的运动规律。所以凸轮机构被广泛地应用,以实现各种复杂的运动要求。 本设计主要设计内燃机中的凸轮机构,内燃机中的凸轮以等角速度回转,其轮廓驱使从动件(阀杆)按预期的运动规律启闭阀门,以控制可燃物进入汽缸或排除废气。至于气阀开启或关闭时间的长短及其速度的变化规律,则取决于凸轮轮廓线的形状。根据从动件运动规律,来设计内燃机中滚子盘形凸轮,使其得到预期的运动规律。 关键词:凸轮机构分类,从动件运动规律,位移曲线,轮廓曲线,结构及材料
目录 设计任务书...................................................................................................................................... I 摘要........................................................................................................................................ II 1凸轮机构的应用及分类.. (1) 1.1凸轮机构的应用 (1) 1.2凸轮机构的分类 (1) 2 从动件常用运动规律 (3) 2.1 凸轮机构的基本参数 (3) 2.2 从动件常用的运动规律 (4) 3盘形凸轮轮廓曲线的设计 (8) 3.1凸轮廓线设计的基本原理 (8) 4凸轮机构的结构及材料 (11) 4.1 凸轮的结构 (11) 4.2从动件结构 (11) 4.3凸轮和滚子的材料 (11) 4.4凸轮的零件图 (13) 结论 (14) 致谢 (15) 参考文献 (16)
内燃机课程设计 凸轮说明书 题目90kW四行程四缸汽油机凸轮型线设计学院机电工程学院 专业热能与动力工程专业 班级热动1002 学号 姓名 指导老师刘军 日期2013-6-25
90kW四行程四缸汽油机凸轮型线设计 前言 四冲程汽车发动机都采用气门式配气机构,其功用是按照发动机的工作顺序和工作循环要求,定时开启和关闭各缸的进、排气门,使新气进入气缸,废气从气缸排出。其中,凸轮机构作为机械中一种常用机构,在自动学和半自动学当中应用十分广泛,凸轮外形设计在配气机构设计中极为重要,这是由于气门开关的快慢、开度的大小、开启时间的长短都取决于配气机构的形状。因此,配气凸轮的外形设计和配气凸轮型线设计就决定了时间的大小、配气机构各零件的运动规律及其承载情况。 任务书首先对凸轮进行设计,然后利用最大速度和最大加速度位置基于高次方程凸轮运动规律进行凸轮型线的优化设计,建立数学模型,并设计图论过渡段和绘制图轮廓图。 凸轮的设计 1.给定的参数及要求 (1)凸轮设计转速n c =4636r/min; (2)进气门开启角233°(曲轴转角),凸轮工作段包角 116.5°; (3)排气门开启角220°(曲轴转角),凸轮工作段包角 110°; (4)气门重叠角15°(曲轴转角),凸轮转角7.5°; (5)凸轮基圆直径 28mm; (6)进气门最大气门升程h vmax =8.2,排气门最大气门升程h vmax =8。 2.凸轮型线类型的选择 配气机构是发动机的一个重要系统,其设计好坏对发动机的性能、可靠性和
寿命有极大的影响。其中凸轮型线设计是配气机构设计中最为关键的部分,在确定了系统参数后,重要的问题是根据发动机的性能和用途,正确选择凸轮型线类型及凸轮参数。 凸轮型线有多种,如复合正弦,复合摆线,低次方,高次方,多项动力,谐波凸轮等。其中,高次方、多项动力、谐波凸轮等具有连续的高阶倒数的凸轮型线,具有良好的动力性能,能满足较高转速发动机配气机构工作平稳性的要求。 由于凸轮设计转速为n c =2318 r/min ,即每分钟凸轮轴转2318圈,属于高速发动机,且为使发动机运动件少,传动链短,整个机构的刚度大,因此我们用双圆弧凸轮的凸轮轴上置式配置机构。 由于四冲程发动机每完成一个工作循环,每个气缸进、排气一次。这时曲轴转两周,而凸轮轴只旋转一周,所以曲轴与凸轮轴的转速比或传动比为2:1,即由上式已知可知曲轴的转速为2318*2=4636r/min 。 3.计算凸轮的外形尺寸 图一 圆弧凸轮的几何参数示意图 由上图可知,圆弧凸轮有五个参数:基圆半径r 0=PR ,腹弧半径r 1=OA ,
描述:数控加工生活中需要加工各种的零部件,在生产加工过程中,我们会遇到一些凸轮类零件,凸轮零件在生活中的应用随处可见,我们要如何加工凸轮类零件呢?我们应该慎重的选择切削参数,刀具,性能好的机床和合适的铣削... 摘要:数控加工生活中需要加工各种的零部件,在生产加工过程中,我们会遇到一些凸轮类零件,凸轮零件在生活中的应用随处可见,我们要如何加工凸
轮类零件呢?我们应该慎重的选择切削参数,刀具,性能好的机床和合适的铣削方式以达到要求的位置精度,形状精度和尺寸精度,并且要知道加工过程中发生欠切和过切现象的分析和解决方法。 凸轮是一个具有曲线轮廓或凹槽的工件,凸轮的主要功能是使从动杆按照工作需求完成各种复杂的运动,包括直线运动、摆动,等速运动和不等速运动。 凸轮一般可分为三大类: 盘形凸轮:凸轮为绕固定轴线转动且有变化直径的盘形构件。 移动凸轮:凸轮相对机架做直线运动的构件。 圆柱凸轮:凸轮是圆柱体,可以看做是将移动凸轮卷成一个圆柱体。 按从动件的形状分四类:①平底式从动件。顶尖式从动件。②曲底式从动件。 ③滚子式从动件。④顶尖式从动件。 按凸轮与从动件维持运动副接触的方式分两类:①几何形封闭方式。②力封闭方式。 本文举例的凸轮按规格分别属于盘形凸轮、平底式从动件和几何封闭方式。我们从拿到图纸和毛坯到成品的完成需经以下步骤:零件图纸的阅读;确定装夹方案;确定进给路线;选择刀具及切削用量;编制程序,加工和测量检测;加工后的处理。 1 工艺分析 1.1 零件图分析 凸轮由于本身运动规律和传递力的特殊性,在各种自动机械、仪表及自动控制装置中被广泛应用。该凸轮工件是一种平面槽形凸轮,槽宽28mm,工作表面粗糙度为Ra1.6um,材料为HT300。 工件在数控铣削加工前,φ35G7和φ12H7的两个基准孔及凸轮槽之外的其他尺寸已加工,半产品为一圆盘。 1.2 确定装夹方案 一般大型凸轮可以采用等高垫铁垫在工作台上,中心孔找正后,确定坐标原点,然后用压板螺丝在凸轮的工艺孔上压住。外轮廓平面盘形凸轮的垫块要小于凸轮的轮廓尺寸,不与铣刀发生干涉。对于小型凸轮,一般用心轴定位、压紧即可。 根据本文的凸轮结构特点,采用一面两孔定位,以圆盘底面和φ35G7、φ12H7的两孔作定位基准,并设计一个一面两销的专用夹具。用一块 320mmx320mmx40mm
云南广播电视大学云南国防工业职业技术学院 机械与电子工程学院 毕业论文(设计)课题:典型凸轮零件的加工及编程 教研室 专业机械制造及自动化 班级 学生姓名周涛 评阅教师
目录摘要、关键词 1 零件图样的分析 1.1 零件毛坯的确定 1.2 零件材料力学性能的分析 1.3 机床的选择 1.4 加工中心的特点 1.5 该零件加工难点分析 2 零件加工工艺分析 2.1 零件加工方法的选择 2.2 零件加工阶段的划分 2.3 零件定位基准的选择 3 工序的设计与划分 3.1 零件加工工序的划分与安排 3.2 走到路线和工步顺序的确定 3.3 定位、夹紧方案、夹具的确定 3.4 零件加工所用刀具的确定 3.5 切削用量的确定 3.5.1 切削工艺参数的确定 3.5.2 切削用量三要素的计算方法 3.5.3刀具与切削用量表格的制定 4 零件的加工程序及解释 5 总结,遇到的问题和解决方法 结束语 参考文献
[摘要]发动机的核心主要取决于其内部的凸轮机构,一个凸轮零件的好坏直接影响到发动机的使用性能。本片论文议论的是发动机里面凸轮机构的典型凸轮零件在加工中心上完成零件复杂轮廓及其孔系的加工工艺过程。 在第一章讲了零件图的工艺分析,主要从尺寸精度要求、形位公差及表面粗糙度方面来分析。第二章主要讲了零件的加工工艺分析,主要讲了加工阶段的划分、加工方法的选择及定位基准的选择。第三章讲了该凸轮零件在加工过程中工序的设计与划分,主要包括:走刀路线和工步顺序的安排与确立、工件的定位与夹紧方法的确立、刀具及量具的确定、切削用量的确定、对到点与换刀点的确立。第四章为零件加工程序的编制。第五章为该零件加工做出总结。[关键词]机床的选择、工艺分析、定位与夹紧方案的确立、程序的编制、零件的加工、测量
前言 制造业是所有与制造有关的行业的总称,是一个国家国民经济的支柱产业。它一方面为全社会日用消费品生产创造价值,另一方面也为国民经济各部门提供生产资料和装备。据估计,工业化国家70%~80%的物质财富来自制造业,约有1/4的人口从事各种形式的制造活动。可见,制造业对一个国家的经济地位和政治地位具有至关重要的影响,在21世纪的工业生产中具有决定性的地位与作用。由于现代科学技术日新月异的发展,机电产品日趋精密和复杂,且更新换代速度加快,改型频繁,用户的需求也日趋多样化和个性化,中小批量的零件生产越来越多。这对制造业的高精度、高效率和高柔性提出了更高的要求,希望市场能提供满足不同加工需求、迅速高效、低成本地构筑面向用户的生产制造系统,并大幅度地降低维护和使用的成本。同时还要求新一代制造系统具有方便的网络功能,以适应未来车间面向任务和定单的生产组织和管理模式。 随着社会经济发展对制造业的要求不断提高,以及科学技术特别是计算机技术的高速发展,传统的制造业已发生了根本性的变革,以数控技术为主的现代制造技术占据了重要地位。数控技术集微电子、计算机、信息处理、自动检测及自动控制等高新技术于一体,是制造业实现柔性化、自动化、集成化及智能化的重要基础。这个基础是否牢固,直接影响到一个国家的经济发展和综合国力,也关系到一个国家的战略地位。因此,世界各工业发达国家均采取重大措施来发展自己的数控技术及其产业。在我国,数控技术与装备的发展亦得到了高度重视,近年来取得了相当大的进步,特别是在通用微机数控领域,基于PC平台的国产数控系统,已经走在了世界前列。
毕业设计是在修完所有课程之后,我们走向社会之前的一次综合性设计。主要用到所学的数控加工工艺设计、机械设计等方面的知识。着重说明一轴的数控加工方法,即零件图样的分析、数控加工的工艺分析、工艺路线的制定、数控程序的编制。通过本次毕业设计,使我更加了解数控加工的含义,以及懂得如何查阅相关资料和怎样解决在实际工作中遇到的实际问题,这为我以后从事这项职业打下了良好的基础。
平面凸轮数控铣工艺分析及程序编制 一,本课题来源及研究的目的和意义。 本文主要研究了平面凸轮机构轮廓的数控铣削工艺以及在此基础上的数控铣床的程序编制。了解数控铣床在凸轮加工中的运用从而完成盘形凸轮数控铣工艺性分析及程序编制和槽形凸轮数控铣工艺性分析及编写数控加工工艺文件。数控编程技术是数控技术重要的组成部分。从数控机床诞生之日起数控编程技术就受到了广泛关注,成为CAD/CAM系统的重要组成部分,各工业发达国家业投入了大量的人力物力开发实用的数控编程系统。本文以数控编程中的加工工艺分析及设计为出发点,着力分析零件图,从数控加工的实际角度出发,以数控加工的实际生产为基础,以掌握数控加工工艺为目标,在了解数控加工铣削基础、数控铣床刀具的选用、数控加工工件的定位与装夹、拟定加工方案、确定加工路线和加工内容以及对一些特殊的工艺问题处理的基础上,控制数控编程过程中的误差,从而大大缩短了加工时间,提高了效率,降低了成本。因此,在编程中合理确定数控加工工艺对实现优质、高效和经济的数控加工具有极为重要的作用。 二,本课题所涉及的问题在国内外研究及分析。 1.国外数控机床的发展趋势 1.1 高速化 随着汽车、国防、航空、航天等工业的高速发展以及铝合金等新材料的应用,对数控机床加工的高速化要求越来越高。 (1)主轴转速:机床采用电主轴(内装式主轴电机),主轴最高转速达200000r/min;进给率:在分辨率为0.01μm时,最大进给率达到240m/min且可获得复杂型面的精确加工;运算速度:微处理器的迅速发展为数控系统向高速、高精度方向发展提供了保障,由于运算速度的极大提高,使得当分辨率为0.1μm、0.01μm时仍能获得高达24~240m/min的进给速度; (2)换刀速度:目前国外先进加工中心的刀具交换时间普遍已在1s左右,高的已达0.5s。德国Chiron公司其刀到刀的换刀时间仅0.9s。 1.2 高精度化 数控机床精度的要求现在已经不局限于静态的几何精度,机床的运动精度、热变形以及对振动的监测和补偿越来越获得重视。 (1)提高CNC系统控制精度:采用高速插补技术,以微小程序段实现连续进给,使CNC 控制单位精细化,并采用高分辨率位置检测装置,提高位置检测精度位置伺服系统采用前馈控制与非线性控制等方法; (2)采用误差补偿技术:采用反向间隙补偿、丝杆螺距误差补偿和刀具误差补偿等技术,对设备的热变形误差和空间误差进行综合补偿。 (3)采用网格解码器检查和提高加工中心的运动轨迹精度,并通过仿真预测机床的加工精度,以保证机床的定位精度和重复定位精度,使其性能长期稳定,能够在不同运行条件下完成多种加工任务,并保证零件的加工质量. 1.3 功能复合化 复合机床的含义是指在一台机床上实现或尽可能完成从毛坯至成品的多种要素加工。根据其结构特点可分为工艺复合型和工序复合型两类。工艺复合型机床如镗铣钻复合——加工中心、车铣复合——车削中心、铣镗钻车复合——复合加工中心等;工序复合型机床如多面多轴联动加工的复合机床和双主轴车削中心等。采用复合机床进行加工,减少了误差,提高了零件加工精度,缩短了产品制造周期,提高了生产效率和制造商的市场反应能力,相对于
凸轮廓线的MATLAB 画法 1 凸轮轮廓方程 *()()*()()*()*() X OE EF E Cos J So S Sin J Y BD FD So S Cos J E Sin J =+=++=-=+- (X,Y):凸轮轮廓线上的任意一点的坐标。 E :从动件的偏心距。 R :凸轮的基园半径。 J :凸轮的转角。 S :S=f(J)为从动件的方程。 So :22O S R E =-。 H 为从动件的最大位移(mm )。 J1、J2、J3、J4为从动件的四个转角的区域。 S1、S2、S3、S4为与J1、J2、J3、J4对应的从动件的运动规律。 2 实例 R=40,E=10,H=50,J1=J2=J3=J4=900。
3 MATLAB 程序设计 用角度值计算,对于给定的J1、J2、J3、J4,把相应的公式代入其中,求出位移S 和轮廓线上的各点的坐标X 、Y ,最终求出描述凸轮的数组: J=[J1,J2,J3,J4]; S=[S1,S2,S3,S4]; X=[X1,X2,X3,X4]; Y=[Y1,Y2,Y3,Y4]; 用函数plot (X,,Y )画出凸轮的轮廓曲线; 用plot (J,S )函数位移S 的曲线; 对于速度曲线V-t 和加速度曲线a-t , ds ds ds dt dt V dJ dJ dt ω === 在算例中已假设凸轮匀速转动的角速度为1wad/s ,所以 ds ds ds ds dt dt V dJ dt dJ dt ω==== 速度 同理可得: dJ ds dt dv a 2 2= =加速度 4 程序运行结果 图一:余弦速运动规律下的凸轮轮廓曲线
机械制造 课程设计说明书 设计题目凸轮零件的机械加工工艺 规程及夹具设计 设计者: 指导老师: 长春理工大学 机电工程学院 2009年9月17日
机械制造课程计任务书 题目:凸轮零件的机械加工工艺规程及夹具设计 内容: 1.零件图(1:1) 1张 2.毛坯图(1:1) 1张 3.机械加工工艺过程综合卡片1张 4.夹具设计装配图1张 5.夹具设计零件图2张 6.课程设计说明书1份 班级: 学生:
序言 (2) 一.零件的分析 (2) 二. 工艺规程设计 (2) (一).确定毛坯的制造形式 (2) (二).基面的选择 (2) (三).制订工艺路线 (2) (四).机械加工余量,工序尺寸及毛坯尺寸的确定 (3) (五).确定切削用量及基本工时 (3) 三.夹具具设计 (7) (一).问题的提出 (8) (二).夹具设计 (8) 参考文献 (9)
机械制造技术基础课程设计是在我们学完了大学的全部技术基础课以及大部分专业课之后进行的。这是我们在进行毕业设计之前对所学各课程的一次深入的综合性的总复习,也是一次理论联系实际的训练,因此,它在我们四年的大学生活中站有重要地位。 就我个人而言,我希望能通过这次课程设计对自己未来将从事的工作进行一次适应性尊来呢,从中锻炼自己分析问题,解决问题的能力,为今后参加工作大遐一个良好的基础。 由于能力所限,设计尚有许多不足之处,恳请各位老师给予指教。 一.零件的分析 凸轮共有两组加工表面,它们之间有一定的位置关系,现分析如下: 1.以Ф28mm 孔加工中心的表面 这一组加工的表面包括Φ28mm 孔及其倒角,尺寸为30mm 的键槽,两个Φ6mm 的 工艺孔和宽度为16±0.1mm 凸轮槽,其中Φ28mm 孔和键槽为主要加工表面。 2.以大端面为加工对象的表面,这组加工表面包括孔Φ28mm 的大小两个端面。 这两组加工表面之间有着一定的位置精度要求,主要是Φ28mm 孔大端面相对于Φ28mm 孔垂直度公差为0.05mm 由以上分析可知,对这两组加工表面,要先加工其中一组表面,然后借助于专用夹具加工另一组表面,并且保证它们之间的相对位置精度要求。 二.工艺规程设计 (一).确定毛坯的制造形式 零件材料为45钢,考虑到凸轮在使用时反复冲击小,因此选用铸件,就能满足工作需要,由于零件的年产量为大批大量生产,形状较简单,尺寸不大,可采用沙箱铸造。 (二).基面的选择 1.粗基准的选择:由于零件大端是以孔心为基准的,则应在保证Φ28mm 孔心精度的基础上加工大端面,所以以大端面为粗基准是合理的。 2.考虑到大端面相对Φ28mm 孔的位置关系,取Φ28mm 孔为精基准。 (三).制订工艺路线 工艺路线 工序Ⅰ 扩孔至Φ27.7mm ,绞孔,保证尺寸Φ28021 .00+ mm 。以大端面为粗基准,选用数控 式升降台铣床KX5012。 工序Ⅱ 钻通孔2?6mm ,保证尺寸55±0.1mm ,R47±0.1mm ,10°±1°。以Φ28021.00+ mm 孔外圆为基准,选用ZF5132。 工序Ⅲ 粗铣上端面,精铣上端面保证Ra3.2。粗铣下端面,精铣下端面,保证Ra3.2。以孔外圆为基准,选用数控式升降台铣床KX5012。 工序Ⅳ 加工键槽,保证尺寸6022 .00+mm ,30013 .00 +mm 和粗糙度Ra6.3。以Φ28021.00 + mm 孔 外圆为基准,选用拉床。 工序Ⅴ 粗铣凸轮槽,深度7mm;精铣凸轮槽,宽度保证16±0.1mm ,深度8mm 。以Φ28021.00+ mm 孔外圆为基准,选用数控式升降台铣床KX5012。