一种以实验数据为基础的陶瓷球级配方法研究
萍乡顺鹏新材料有限公司
。
一 水泥行业级配的基本公式(平均球径法):Dc=28*f Km
dc
3
式中:
dc 入磨物料的平均粒度(以物料中80%能通过的筛孔孔径表示) Km 物料的易磨性系数
f 磨机单位容积物料通过量影响系数(实际上是反映了料层厚度对级配的影响) f=1+0.01K,
K=Q(1+L)/V(t/hm3) Q 磨机产量(t/h) L 循环负荷率
V 磨机级配仓的有效容积(m3)
在实际使用中由于无论是生料磨或是水泥磨,进入磨内的物料均为各种物料的混合物,由于各种物料的易磨性不同,故对混合物易磨性Km 的测定没有一个可供操作的方法,导致公式无法在实际工作中使用。
二 钢球在粗碎仓的级配方法 1测出各种物料的粒度分布
2对于粗碎仓来说,这里需要的是冲击而不是研磨,故一仓级配要设法测出物料的“硬度”。 3有了物料的粒度分布和“硬度”的数据才可以进行级配的计算。
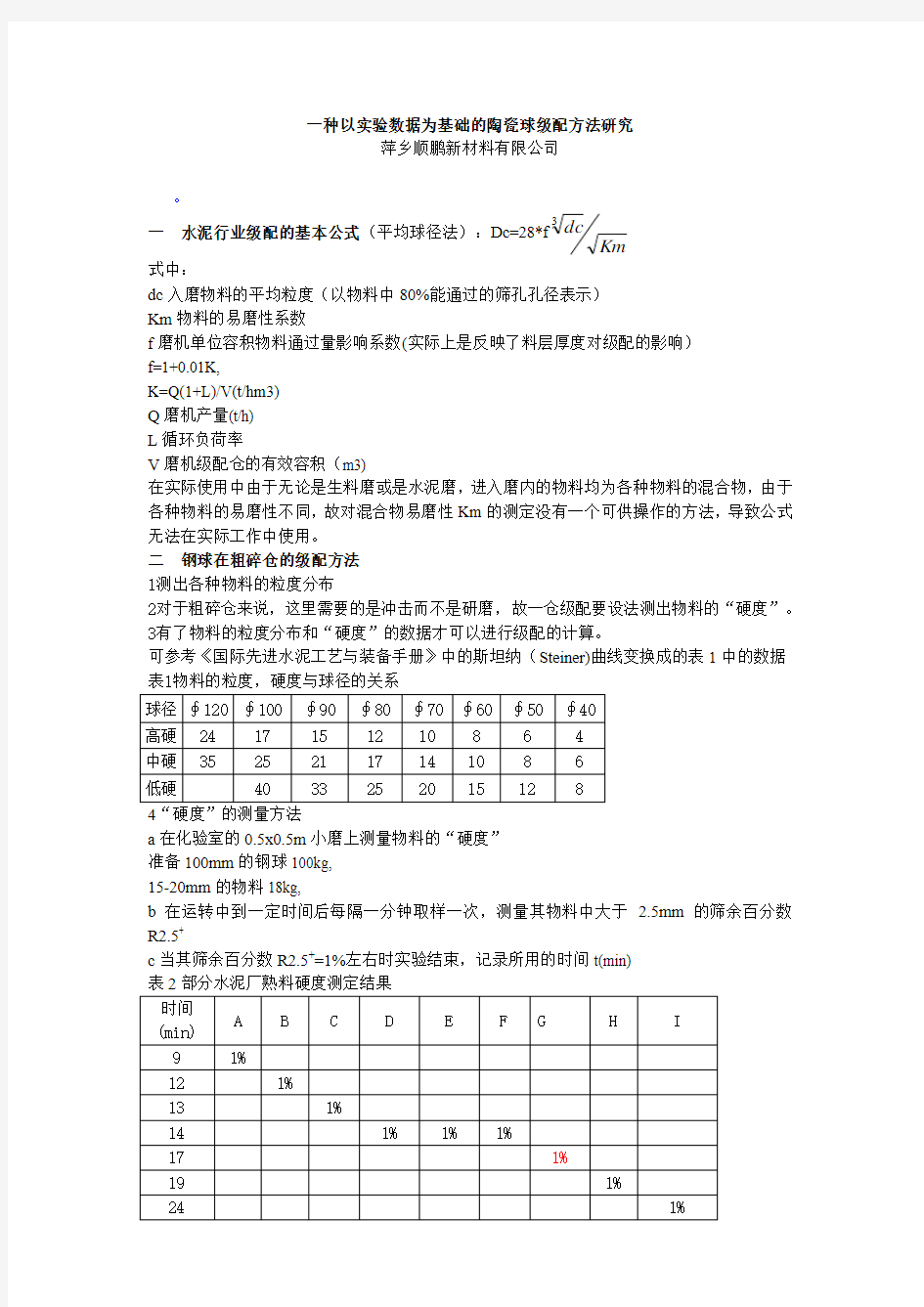
可参考《国际先进水泥工艺与装备手册》中的斯坦纳(Steiner)曲线变换成的表1中的数据 表1物料的粒度,硬度与球径的关系
球径 ∮120 ∮100 ∮90 ∮80 ∮70 ∮60 ∮50 ∮40 高硬 24 17 15 12 10 8 6 4 中硬 35 25 21 17 14 10 8 6 低硬
40
33
25
20
15
12
8
4“硬度”的测量方法
a 在化验室的0.5x0.5m 小磨上测量物料的“硬度” 准备100mm 的钢球100kg, 15-20mm 的物料18kg,
b 在运转中到一定时间后每隔一分钟取样一次,测量其物料中大于 2.5mm 的筛余百分数R2.5+
c 当其筛余百分数R2.5+=1%左右时实验结束,记录所用的时间t(min) 表2部分水泥厂熟料硬度测定结果 时间(min) A B C D E F G H I 9 1% 12 1% 13 1% 14 1% 1% 1% 17 1% 19 1% 24
1%
从中可知熟料大部分在14min,故可取中硬物料为14min,而将10min设为低硬,18min设为高硬。
5示例:已测定物料“硬度”为14min,属中硬,当物料粒度最大为24mm时,钢球的最大球径应为100mm。在此基础上再进行级配。
此方法以在无辊压机配置的球磨机一仓使用(内蒙古赤峰市克什克腾旗红山水泥有限公司,4.2*13m闭路磨,黑龙江伊春电厂3.2*13m水泥开路磨),均取得较好效果。
三钢球(段)在细磨仓的级配方法
随着辊压机的应用,目前的球磨机基本上已是以研磨为主了。
1物料粒度相同,但由于易磨性不同,故所对应的最佳球径不同。
以配有V选的辊压机系统为例,进入球磨机的物料一般均小于1mm。属于研磨阶段了。但各厂一仓最大球径有的40mm,有的只有25mm。
表3各厂0.2-0.9mm熟料所对应的最佳球径
T(min) A B C
16 Φ20m m
21 Φ25mm
26 Φ15mm
注:在化验室小磨实验物料用10kg,研磨体100kg。物料磨至0.2mm筛余1%时实验结束。2如何确定物料每个粒级的最佳球径
为了找到最佳球径应至少采用三种不同的球径进行实验。
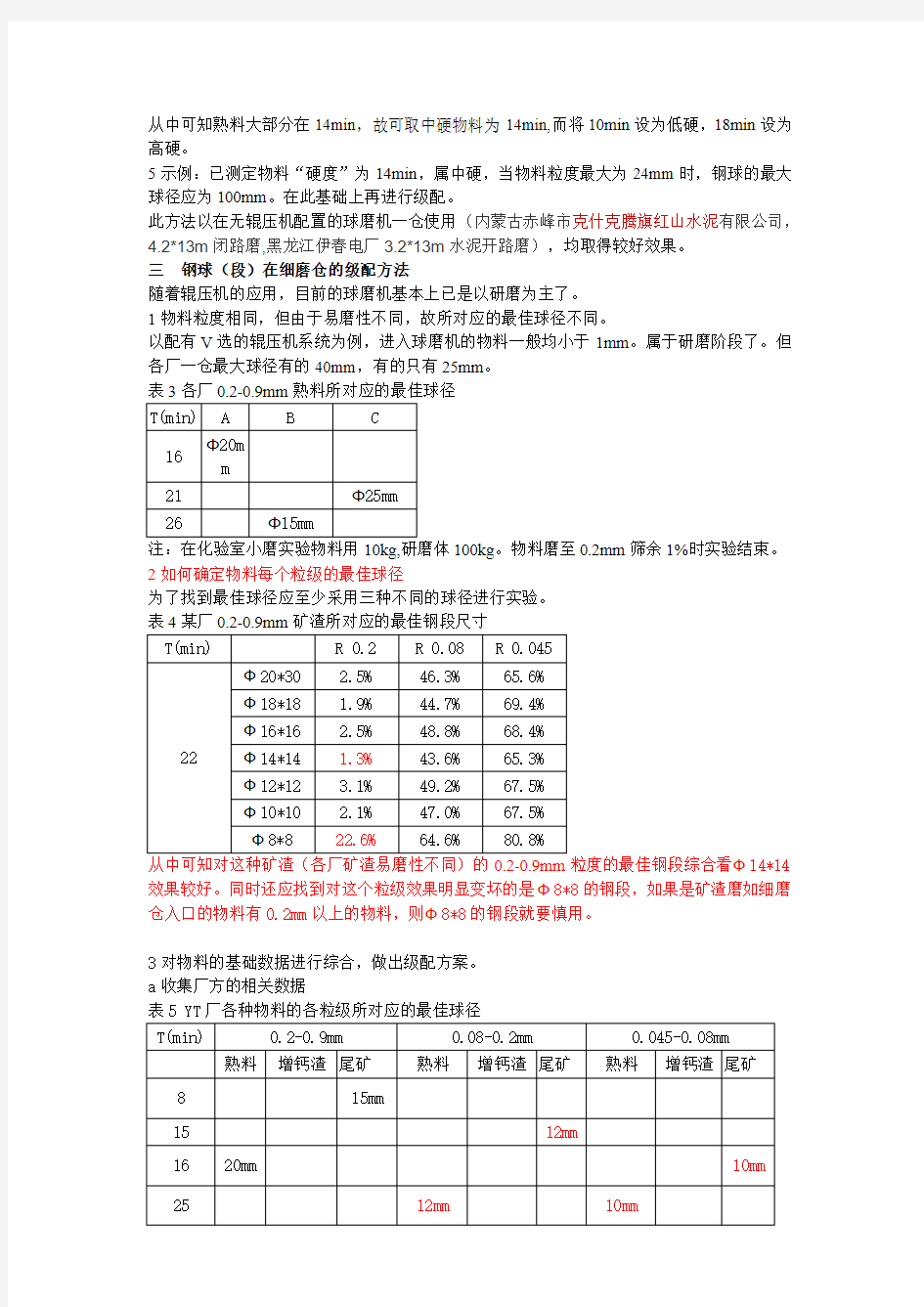
表4某厂0.2-0.9mm矿渣所对应的最佳钢段尺寸
T(min) R 0.2 R 0.08 R 0.045
22 Ф20*30 2.5% 46.3% 65.6% Ф18*18 1.9% 44.7% 69.4% Ф16*16 2.5% 48.8% 68.4% Ф14*14 1.3% 43.6% 65.3% Ф12*12 3.1% 49.2% 67.5% Ф10*10 2.1% 47.0% 67.5% Ф8*8 22.6% 64.6% 80.8%
从中可知对这种矿渣(各厂矿渣易磨性不同)的0.2-0.9mm粒度的最佳钢段综合看Ф14*14效果较好。同时还应找到对这个粒级效果明显变坏的是Ф8*8的钢段,如果是矿渣磨如细磨仓入口的物料有0.2mm以上的物料,则Ф8*8的钢段就要慎用。
3对物料的基础数据进行综合,做出级配方案。
a收集厂方的相关数据
表5 YT厂各种物料的各粒级所对应的最佳球径
T(min) 0.2-0.9mm 0.08-0.2mm 0.045-0.08mm 熟料增钙渣尾矿熟料增钙渣尾矿熟料增钙渣尾矿
8 15mm
15 12mm
16 20mm 10mm
25 12mm 10mm
30 15mm
55 12mm 10mm
脱硫石膏可不考虑。
表6物料配比
熟料脱硫石膏尾矿增钙渣
87% 5% 5% 3%
表7Φ4.2*13m磨的二仓级配
Φ20mmΦ15mm
56t 87t
表8二仓入口物料细度
R0.045 R0.08 R0.2
2*1 65% 24 % 1.49%
b确定级配方案
1)最大球径的确定
由于二仓入口有大于0.2mm物料故最大球应为Φ20mm。
2)如何确定Φ20mm的比例?
不能过大,10%即可。(因大于0.2mm的物料仅有1.49%)
3)至少要增加Φ12mm钢球以利于研磨。
其用量视物料在0.08-0.2mm间的百分比而定。
4)若想更精确些,则要对物料的各粒级进行全分析,计算出每粒级物料中的配比。
表9由水泥成品R0.045筛余物全分析计算筛余物构成
烧失量SiO2Fe2O3Al2O3CaO MgO 筛余物熟料0.46 22.43 3.18 5.23 66.23 1.11 80%
氟石膏 1.88 0.52 0.24 0.21 41.93 0.24 1%
本地沸石 2.71 78.25 1.3 12.28 0.76 0.66 2%
石灰石42.25 2.53 0.51 0.44 53.45 0.58 1%
炉渣 4.19 61.52 3.89 18.12 6.35 1.13 16% 成品R0.045筛余 1.54 29.25 3 7.3 53.84 1.28
工厂由于资金问题,只增加了Φ12mm的钢球15t,改后出磨物料细度变化如下;
表10级配变化对出磨物料细度与比表面积的影响
原来改后
测量次数R0.045 S R0.045 S
1 42% 146 29 % 157
2 46% 142 46% 152
3 41 % 166 31% 183
4 37% 25
5 20% 263
平均值41% 177 32% 189
四陶瓷球的级配方法
由于陶瓷球用于细磨仓,故级配方法与钢球在细磨仓的级配方法相同。只不过由于它的比重
仅为钢球的二分之一左右,故它对物料的水分,细度,易磨性要求更高。
1如果认为本厂原来的钢球级配没有问题,可以按单个研磨体重量相等的方案换算。表11陶瓷球与金属研磨体重量对照表
陶瓷球G(g) 钢段G(g) 钢球G(g)
Φ2529.4 18*18 35.7 Φ2032.7
Φ2015.1 16*16 25.1 Φ1720.1
Φ179.3 14*14 16.8 Φ1513.8
Φ15 6.4 12*12 10.6 Φ127.1
Φ13 4.1 10*10 6.1 Φ10 4.1
Φ10 1.9 8*8 3.1
从表中可知,Φ10的陶瓷球太轻,一般工况下不宜使用。
2对各种物料的各粒级进行实验找出所对应的陶瓷球最佳球径
表12YT水泥厂熟料的各粒级所对应的最佳陶瓷球直径
0.2-0.9mm
T(min) R0.2 R0.08 R0.045 R0.03 D
23 1% 47% 67% Φ25 4% 49% 68% Φ20
0.08-0.2mm
46 4% 40% 57% Φ20 2% 38% 52% Φ17 3% 42% 57% Φ15 0.045-0.08mm
70 9% 41% Φ15 6% 37% Φ13
表13YT水泥厂矿渣的各粒级所对应的最佳陶瓷球直径
0.2-0.9mm
T R0.2 R0.08 R0.045 R0.03 D
50 0.36% 38% 62% Φ25 10% 52% 71% Φ20
0.08-0.2mm
80 4% 38% 51% Φ25 4% 37% 50% Φ20 5% 40% 53% Φ17 0.045-0.08mm
100 10% 29% Φ17 11% 34% Φ15 10% 36% Φ13
注:无论是熟料还是矿渣各厂的数据均不相同。
将各种物料的各粒级所对应的最佳陶瓷球径找到后便可进行级配了,方法与钢球的细磨仓级
配相同。
3可将上述方法简化为水泥一种物料。
此时应进入磨内取得细磨仓入口的物料进行实验
表14JY厂水泥0.045-0.08mm所对应的陶瓷球最佳球径T(min) R0.045 R0.03 D
52 11.1% 33.6% Φ15 9.3% 27.6% Φ13
五小磨实验数据应用于生产大磨机注意事项
1实验小磨与生产大磨区别
小磨物料不流动,不通风,无衬板。会使小磨效率下降。
2但对细磨仓来讲又极为相近,都是研磨。两者之间应有一个修正系数,应在生产中逐步摸索。
3小磨实验一般模拟开路磨。
但当结果应用于闭路时,由于生产大磨中回料的存在,料层可能较厚,故所得平均球径要加大10%以上为好。或将球径提高一个级别。
六使用陶瓷球时应注意的其他事项
1钢球填充率一般在30%,陶瓷球在40%。使用陶瓷球后可在前仓将填充率加大5%,以防止产量下降幅度过大。
2前仓的级配也应按前述方法检查。
3陶瓷仓的活化环高度要适当加高。
4对陶瓷仓的料球比要进行调整,防止其过低。
陶瓷制作工艺流程 在陶瓷民俗博览区古窑景区错落有致的分布着古制瓷作坊、古镇窑、陶人画坊。在作坊里可见到“手随泥走,泥随手变”,巧夺天工的拉坯成型;在镇窑里,可看到神奇的松柴烧瓷技艺,从中领略到景德镇古代手工制瓷的魅力。在古窑,我们看到了练泥、拉坯、印坯、利坯、晒坯、刻花、施釉、烧窑、彩绘、釉色变化等 练泥:从矿区采取瓷石,先以人工用铁锤敲碎至鸡蛋大小的块状,再利用水碓舂打成粉状,淘洗,除去杂质,沉淀后制成砖状的泥块。然后再用水调和泥块,去掉渣质,用双手搓揉,或用脚踩踏,把泥团中的空气挤压出来,并使泥中的水分均匀。这一环节在古窑里我没有见到,深感遗憾,于是我在前往三宝村途中仔细寻觅,有幸亲眼目睹。这种瓷石加工方法历史悠久,应与景德镇制瓷历史同步。
拉坯:将泥团摔掷在辘轳车的转盘中心,随手法的屈伸收放拉制出坯体的大致模样。拉坯是成型的第一道工序。拉坯成型首先要熟悉泥料的收缩率。景德镇瓷土总收缩率大致为18—20%,根据大小品种和不同器型及泥料的软硬程度予以放尺。由于景德镇瓷泥的柔软性,拉制的坯体均比之其他黏土成型的要厚。拉坯不仅要注意到收缩率,而且还要注意到造型。如遇较大尺寸的制品,则要分段拉制,从各个分段部位,可看出拉坯师傅的技艺好坏和水平高低。景德镇陶瓷的特殊美感和瓷文化的形成是与其独特的材质、工艺等有着密不可分的联系,甚至在某种程度上说:景德镇瓷器名扬天下,除当地“天赐”的优质黏土之外,基本上是那些“鬼斧神工”的技艺将这些普通的“东西”变成了人类的“宠物”。由此,真正被“神灵”护佑着的正是这制瓷技艺的不断分工、进化和传承。这千年相传的技艺造就和组成了人类陶瓷史甚至是文明史上最耀眼的光环,这光环让人炫目,也让人敬畏。
陶瓷的生产工艺流程 一、陶瓷原料的分类 (1)粘土类 粘土类原料是陶瓷的主要原料之一。粘土之所以作为陶瓷的主要原料,是由于其具有可塑性和烧结性。陶瓷工业中主要的粘土类矿物有高岭石类、蒙脱石类和伊利石(水云母)类等,但我厂的主要粘土类原料为高岭土,如:高塘高岭土、云南高岭土、福建龙岩高岭土、清远高岭土、从化高岭土等。 (2)石英类 石英的主要成分为二氧化硅(SiO ),在陶瓷生产中,作为瘠性原料加入到陶瓷坯料中时, 2 在烧成前可调节坯料的可塑性,在烧成时石英的加热膨胀可部分抵消部分坯体的收缩。当添加到釉料中时,提高釉料的机械强度,硬度,耐磨性,耐化学侵蚀性。我厂的石英类原料主要有:釉宝石英、佛冈石英砂等。 (3)长石类 长石是陶瓷原料中最常用的熔剂性原料,在陶瓷生产中用作坯料、釉料熔剂等基本成分。在高温下熔融,形成粘稠的玻璃体,是坯料中碱金属氧化物的主要来源,能降低陶瓷坯体组分的熔化温度,利于成瓷和降低烧成温度。在釉料中做熔剂,形成玻璃相。我厂的主要长石类原料有南江钾长石、佛冈钾长石、雁峰钾长石、从化钠长石、印度钾长石等。 二、坯料、釉料制备 (1)配料 配料是指根据配方要求,将各种原料称出所需重量,混合装入球磨机料筒中。我厂坯料的配料主要分白晶泥、高晶泥、高铝泥三种,而釉料的配料可分为透明釉和有色釉。 (2)球磨 球磨是指在装好原料的球磨机料筒中,加入水进行球磨。球磨的原理是靠筒中的球石撞击和磨擦,将泥料颗料进行磨细,以达到我们所需的细度。通常,坯料使用中铝球石进行辅助球磨;釉料使用高铝球石进行辅助球磨。在球磨过程中,一般是先放部分配料进行球磨一段时间后,再加剩余的配料一起球磨,总的球磨时间按料的不同从十几小时到三十多个小时不等。如:白晶泥一般磨13个小时左右,高晶泥一般磨15-17小时,高铝泥一般磨14个小时左右,釉料一般磨33-38小时,但为了使球磨后浆料的细度要达到制造工艺的要求,球磨的总时间会有所波动。
摘要 本设计是进行一个年产1000万件日用陶瓷陶瓷厂工艺设计。 根据设计要求对各个工序均进行了严格的论证和计算,主要包括:坯釉料配方、全厂工艺流程、主要工艺制度和工艺参数的确定,物料衡算,设备选型计算及对重点车间的工艺布置等。 本次设计采用国内先进生产技术,注意降低生产成本,节省建厂资金。例如:利用辊道窑内气体余热对生坯进行干燥,减少热量损失;生产过程实现机械化,且基本可以实现自动化控制,节省了人力、物力,改善了工人的劳动环境。 本设计选取了球磨机,国产辊道窑其他陶瓷工艺设备,这为产品的质量奠定了坚实的基础。 厂区内部进行了适当的绿化,在不影响正常生产的情况下绿化了环境,减少了对环境的污染。 此设计是一个成功和先进的设计,可以为其他工厂建厂时提供借鉴。关键词:陶瓷,物料衡算,资金概算,技术指标
Abstract This design is for an annual output of 10 million daily-use ceramics ceramics factory process design. According to the design requirements of the various processes are rigorous argument and calculation,including:body and glaze recipes,plant-wide process,the main process system and the determination of process parameters,material balance,equipment selection calculation and workshop process layout and so on. The design uses advanced production technology,pay attention to reduce production costs,save factories funds. For example:the use of roller kiln gas waste heat is drying green,reduce heat loss; mechanized production process,and basically can be automated control,saving manpower,material resources,improve the labor environment. The design selected ball mill,the roller kiln,glazing line and other ceramic technology equipment,which has laid a solid foundation for the quality of the product. Factory within the green,green environment does not affect the normal production,to reduce the pollution of the environment. This design is a successful and state-of-the-art design can provide for other factories factory reference. Keywords:ceramic tile,material balance,the capital budget,the technical indicators
一、陶瓷生产过程的特点 陶瓷产品的生产过程是指从投入原料开始,一直到把陶瓷产品生产出来为止的全过程。它是劳动者利用一定的劳动工具,按照一定的方法和步骤,直接或间接地作用于劳动对象,使之成为具有使用价值的陶瓷产品的过程。在陶瓷生产过程的一些工序中,如陶瓷坯料的陈腐、坯件的自然干燥过程等。还需要借助自然力的作用。使劳动对象发生物理的或化学的变化,这时,生产过程就是劳动过程和自然过程的结合。 一般来说,陶瓷生产过程包括坯料制造、坯体成型、瓷器烧结等三个基本阶段。同时陶瓷生产过程的组成可按生产各阶段的不同作用分为生产技术准备过程、基本生产过程、辅助生产过程和生产服务过程。 作为社会化大生产的陶瓷生产过程,和其他一些行业的生产过程相比较,具有以下几个特点: 1.陶瓷生产过程是一种流程式的生产过程,连续性较低。陶瓷原料由工厂的一端投入生产,顺序经过连续加工,最后成为成品,整个工艺过程较复杂,工序之间连续化程度较低。隧道窑虽然是连续生产,但其速度尚不能与成型工艺的流水作业线相配合,需要做存坯、装坯和装窑等一系列烧成准备工作。工艺陈设瓷的生产更是带有浓厚的手工作坊式色彩,缺少工业化生产的规模与条件。因此进行工艺革新,实现连续化生产,对于提高陶瓷工业劳动生产率,创造更大的经济效益具有重要作用。 2.陶瓷生产过程的机械化、自动化程度较低。陶瓷工业是我国的传统工业,又是劳动密集型产业。长期的习惯观念认为,技术不是这个行业的主要因素,因而忽略了对其的技术改造,再加上国家资金有限,陶瓷工业技术装备长期处于落后状况,机械化和自动化程度相当低,大部分机械设备只相当于先进制瓷国家五六十年代的水平,有的甚至处于二三十年代水平;彩绘、检验、包装等工序还依靠手工操作。 3.陶瓷生产周期较长。陶瓷产品的生产周期,是指从原材料投入生产开始,经过各道工序加工直到成品出产为止,所经过的全部日历时间。包括基本作业时间、多余时间和无效时间。陶瓷生产的周期较长,从矿山采掘、原料处理、产品成型、锻烧到销售,工序多,过程长,但在陶瓷生产周期中,真正利用的基本作业时间所占的比重是不大的,一般在30%一40%左右,时间的利用率较低。因此,减少或消除作业中的多余和无效时间,增加基本作业时问的比重,这是陶瓷企业亟需解决的问题,有待于在企业保证产品质量的前提下,开发新技术,提高企业管理水平,去缩短陶瓷产品的生产周期。 4.陶瓷生产过程中辅助材料如石膏模型、匣钵等消耗量大。石膏模型是采用可塑法或泥浆法成型坯件的重要辅助材料,其强度较低,耐热性差,使用寿命较短,所以在陶瓷企业中消耗量很大。由于废石膏的利用尚未得到满意解决,给厂区环境带来了影响。匣钵是陶瓷制品在烧成工艺中作为承烧物的耐火材料制品,匣钵的使用次数一般在10—15次,匣钵质量的低劣往往造成制品变形、落渣、火刺等一系列缺陷.因此,如何提高石膏模和匣钵的质量,延长它们的使用寿命,以及解决废石膏模和匣钵的利用问题,是值得陶瓷企业认真研究的重要课题之。
陶瓷注浆模具制作、泥浆性能、成型方法 一、石膏模具 1、石膏的特性: 石膏是模型制作的主要原料,一般为白色粉状晶体,也有灰色和淡红黄色等结晶体,属于单斜晶系,其主要成分是硫酸钙,按其中结晶水的多少又分为二水石膏和无水石膏,陶瓷工业制模生产应用一般为二水石膏,就是利用二水石膏经过180摄氏度左右的低温煅烧失去部分结晶水后成为干粉状,又可吸收水而硬化的特点。除天然石膏外,还有人工合成石膏。一般石膏调水搅拌均匀的凝固时间为2-8分钟,发热反应为5-8分钟,冷却后即成结实坚固的物体。 理论上石膏与水搅拌时进行化学反应需要的水量为%;在模型制作过程中,实际加水量比此数值大的多,其目的是为了获得一定流动性的石膏浆以便浇注,同时能获得表面光滑的模型;多余的水分在干燥后留下很多毛细气孔,使石膏模型具有吸水性。 吸水率是石膏模型一个重要的参数,它直接影响注浆时的成坯速度。陶瓷用石膏模的吸水率一般在38-48%之间。 石膏粉放置在干燥的地方,使用时不要溅到水,石膏袋子要干净,严防使用过的石膏残渣或其它杂物混入袋中。 2、石膏浆的调制: (1)准备好盆和石膏粉; (2)在盆中先加入适量的水,再慢慢把石膏粉沿盆边撒入水中,一定要按照顺序先加水再加石膏。 (3)直到石膏粉冒出水面不再自然吸水沉陷,稍等片刻,就用搅拌棒搅拌,要快速有力、用力均匀。成糊状即可。 (4)石膏在调制时的比例为:水:石膏=1:左右。 (5)注意挑除石膏浆里的硬块和杂质。 3、模型翻制操作: 常用的材料和工具有:钢锯条、锯条刀,直尺三角板、毛刷、海绵、脱模剂等。 a、清理工作台,把石膏母模清理干净,在石膏母模上均匀涂抹脱模剂,一定注意各个部位必须均匀涂上,不能遗漏。 b、按顺序合模夹紧,并安放好各种模具内配件。 c、调制石膏浆,缓缓注入围好的空腔内,并不断搅动或震动石膏浆,使气泡排出,直至注满母模。 d、静置一段时间,等石膏发热固化后,可开模,如不容易打开,可以用轻敲、气冲、水冲泡等方法打开。 e、每块模具做完,都要及时用钢锯条刮平修整,模具子口要吻合。 f、做好的模具要烘干后用,烘干时温度不得高于60摄氏度,以免模具粉化报废。 注意:整个制作模具的过程要求胆大心细,必须牢记涂抹脱模剂、开牙口、刮平。要求模具整体光滑,表面平整,内部光洁,不允许有飞棱和毛边。 二、注浆泥浆的质量要求 1. 细度 有恰当的细度并有一定的颗粒级配,泥浆细度是涉及泥浆流动性、制品收缩、高温液相、产品吸水率等的重要因素。它将会影响泥浆的悬浮性、渗透性及坯体的抗折强度,注浆成型所要求的泥浆细度比较严格。泥浆细度过粗,抗折强度低,造成较多的半成品破损,加工性能差。待别是双面吃浆产品及立浇座便器等在双面吃浆部位,易造成接触不实,分层而在烧成中出现分层或凸起等现象,同时在烧成过程中,颗粒间接触面少,瓷化不完全,产品吸水率大,易出现风惊、炸裂。 泥浆细度的控制,首先是入磨前控制硬质原料的粒度。它不仅影响到球磨的时间,而且影响到球磨后泥浆中的颗粒级配。
陶艺制作流程 HEN system office room 【HEN16H-HENS2AHENS8Q8-HENH1688】
陶艺制作流程 陶艺,就是陶瓷艺术,也就是用硅酸盐材料制成的手工艺品(硅酸盐即可以是泥土,也可以是高岭土)。陶艺作品的价值,不在于其造价,而在于其制作的技巧,技巧是陶艺创作的生命,陶艺作品的技巧是其被载入史册的根源。作为一门历史悠久、内涵丰富的艺术创作,陶艺创作具备一套完整的工艺流程: 由上图可以看出,陶艺制作过程可以分为原料制作(釉料和泥料的制作)、成型、施釉和烧制四个个阶段。以下将对这些阶段进行详细说明: 一、原料制作 1、釉料制作 釉料→球磨细碎(球磨机)→除铁(除铁器)→过筛(振动筛)→成品釉 2、泥料制作 泥料→球磨细碎(球磨机)→搅拌(搅拌机)→除铁(除铁器)→过筛(振动筛)→抽浆(泥浆泵)→榨泥(压滤机)→真空练泥(练泥机、搅练机) 二、成型 1、拉坯成型法 适用于制作圆形、弧型等浑圆的造型,比如盘子、碗、罐子等等,它的特点是作品挺拔、规整,器物的表面会留下一道道旋转的纹路。 ① 釉下:泥料→泥饼(手工)→搓泥(手工)→拉坯(拉坯机又名陶艺机)→干燥(自然风干留10%水份)→修坯(陶艺工具)→干燥(烘干箱)→釉下装饰(在泥坯上直接进行绘制,如青花)→上釉(施釉机)→风干 ② 釉上:泥料→泥饼(手工)→搓泥(手工)→拉坯(拉坯机又名陶艺机)→干燥(自然风干留10%水份)→修坯(陶艺工具)→干燥(烘干箱)→上釉(施釉机)→风干 2、泥板成型法 利用陶土碾成、拍成或切割成板状,来镶控制作器物的方法,叫做泥板成型法。这种方法在陶艺制作中运用广泛,变化丰富。传统的紫砂器就是用泥板成型来制作的。泥板成型的器物可随陶土的湿度加以变化。比较湿软泥板可以扭曲、卷和等方法自由变化,随意造型;稍干的泥板可以镇粘制作成比较挺直的器物。泥板的厚度随器物制作大小而定,但应注意泥板的厚度要均匀。泥板成型法需要使用泥板成型机。 3、泥条盘制法 陶艺成型技法中最为方便、造型表现力最强的技法之一。可以制作出其他任何成型方法所能做出的作品,如圆形、方形、异形乃至雕塑等等。用泥条盘制法制作陶艺,一方面是泥条可以自由地弯曲与变化,方便制作一些比较复杂的、不太规整的、较随意的陶塑,再者就是它能够保留泥条在盘筑时留下来的手工痕迹和一道道盘旋的纹理,当然也可以修整得不留痕迹。泥条盘制法需要使用泥条成型机和手工转盘 4、徒手捏制法 可以最直接地表达作者的手法和构想,需要使用手工转盘 5、手工雕塑成型
主要成分是氧化硅、氧化铝、氧化钾、氧化钠、氧化钙、氧化镁、氧化铁、氧化钛等。陶瓷原料一般硬度较高,但可塑性较差。 机械密封所用的主要的典型陶瓷为:氧化铝、碳化硅。 氧化铝陶瓷:是一种以氧化铝(AL2O3)为主体的材料。有较好的传导性、机械强度和耐高温性。需要注意的是需用超声波进行洗涤。氧化铝陶瓷是一种用途广泛的陶瓷。 氧化铝陶瓷目前分为高纯型与普通型两种。高纯型氧化铝陶瓷系Al2O3含量在99.9%以上的陶瓷材料,由于其烧结温度高达1650—1990℃,透射波长为1~6μm,一般制成熔融玻璃以取代铂坩埚:利用其透光性及可耐碱金属腐蚀性用作钠灯管;在电子工业中可用作集成电路基板与高频绝缘材料。普通型氧化铝陶瓷系按Al2O3含量不同分为99瓷、95瓷、90瓷、85瓷等品种,有时Al2O3含量在80%或75%者也划为普通氧化铝陶瓷系列。其中99氧化铝瓷材料用于制作高温坩埚、耐火炉管及特殊耐磨材料,如陶瓷轴承、陶瓷密封件及水阀片等;95氧化铝瓷主要用作耐腐蚀、耐磨部件;85瓷中由于常掺入部分滑石,提高了电性能与机械强度,可与钼、铌、钽等金属封接,有的用作电真空装置器件. 制作工艺:1)粉体制备将入厂的氧化铝粉按照不同的产品要求与不同成型工艺制备成粉体材料。挤压成型或注射成型时,粉料中需引入粘结剂与可塑剂,一般为重量
比在10-30%的热塑性塑胶或树脂,有机粘结剂应与氧化铝粉体在150-200温度下均匀混合,以利于成型操作。采用热压工艺成型的粉体原料则不需加入粘结剂。若采用半自动或全自动干压成型,对粉体有特别的工艺要求,需要采用喷雾造粒法(引入聚乙烯醇作为粘结剂)对粉体进行处理、使其呈现圆球状,以利于提高粉体流动性便于成型中自动充填模壁。此外,为减少粉料与模壁的摩擦,还需添加1~2%的润滑剂,如硬脂酸,及粘结剂PVA。 2)成型方法氧化铝陶瓷制品成型方法有干压、注浆、挤压、冷等静压、注射、流延、热压与热等静压成型等多种方法。干压成型技术仅限于形状单纯且内壁厚度超过1mm,长度与直径之比不大于4∶1的物件,粉体颗粒均匀分布对模具充填非常重要,充填量准确与否对制造的氧化铝陶瓷零件尺寸精度控制影响很大,粉体颗粒以大于60μm、介于60~200目之间可获最大自由流动效果,取得最好压力成型效果;注浆成型是氧化铝陶瓷使用最早的成型方法。由于采用石膏模、成本低且易于成型大尺寸、外形复杂的部件。注浆成型的关键是氧化铝浆料的制备;3)烧结技术将颗粒状陶瓷坯体致密化并形成固体材料的技术方法叫烧结。烧结即将坯体内颗粒间空洞排除,将少量气体及杂质有机物排除,使颗粒之间相互生长结合,形成新的物质的方法。4)精加工与封装工序。
陶瓷材料的成型方法(一) 陶瓷材料已经成为我们生活中一个智能更要的工具了,在现代陶瓷材料的生产中,常用的成型方法有挤制成型、干压成型、热压铸成型、注浆成型、轧膜成型、等静压成型、热压成型和流延成型等。 1.挤制成型 挤制成型主要用于制造片形、棒形和管形制品,如电阻的基体蜂窝陶瓷载体的陶瓷棒、陶瓷管等陶瓷制品。该成型方法生产效率高,产量大、操作简便,使用的挤压机分卧式和立式两种。配料中新土含量较大时,成型的坯料一般不加黏合剂,配料经过真空练泥、闲料后即可用于挤制成型。坯料中一般含水量为16%一25%。配料中含茹土少或不含教土时,将均匀混合了熟合剂的粉料经真空练泥和闲料后,再用于挤制成型。挤制成型的氧化铝瓷球常用的教合剂有糊精、桐油、甲基纤维素(MC)、羧印基纤维素、泽丙基甲基纤维素(HPMC)和亚硫酸纸浆废液等。 挤制资管时应注意防止坯体变形,管的外径越大,壁越薄,机械强度越差,越容易变形。 2.干压成型 干压成型是最常用的成型方法之一,适用于成型简单的瓷件,如圆片形等,对模具质量的要求较高。该方法少产效率高,
易于自动化,制品烧成收缩率小,不易变形。干压成型方法所用坯料的含水量一般控制在4%一8%左右。干压常用熟合剂主要有聚乙烯醇(PVA)水溶液、石蜡、亚硫酸纸浆废液等。通常配料中黏合剂的加入量为:聚乙烯醇水溶液3%一8%、石蜡8%左右、亚硫酸纸浆废液10%左右。 干压成型是利用模具在泊压机上进行的。干压成型的加压方式有单面加压和双面加压两种。直接受压一端的压力大,坯体密度大;远离加压一端的压力小,密度小。金属填料的双面加压时坯体两端直接受压,两端密度大,中间密度小。造粒料并加润滑剂时,双面加压的尔意图,坯体密度非常均匀。成型压力的大小直接影响资体的密度和收缩率。如某BaTiO3系资料,外加5%聚乙烯醇水溶液造粒,在相同烧成条件下,成型压力为0.5MPa时,收缩系数为1.15—1.16;成型乐力为0.6MPa时,收缩系数为1.13—1.14;成型压力为0.7MPa时,收缩系数为1.11-1.12;成型压力为0.8MPa时,收缩系数为1.03。 原文链接:https://www.doczj.com/doc/ad1667245.html,/new/View_73.html版权所有,转载请以链接形式注明作 者及原始出处。 本站关键词:防腐施工、陶瓷防腐、化工填料、蜂窝陶瓷、
陶瓷制作工艺流程 陶瓷制作工艺流程 一件精美的的瓷器,我们在欣赏之余,在赞叹它的巧夺天工的同时,应该知道,从蛮顽不化的瓷土矿石到灵光四射的手中之物,粗略统计,必须经过近四十道工序,而且每道工序都应通力合作,环环紧扣,方能大功告成。 除了探矿、采矿部分,单就矿石进厂到产品出厂,大体可分成八大工序,即:坯料制备、制模、成型、干燥、施釉、装烧、装饰、包装。 一、坯料制备德化的陶瓷坯料主要成分是石英、长石、高岭土。按其制品的成型方法可分为可塑法坯料和注浆法坯料。 1、可塑法成型是陶瓷生产常见的一种成型方法,常用于生产碗、盘、杯、碟等圆形、敞口的物件。 (1)选料:进厂矿料、石英、长石、硬质粘土,软质粘土,必须经过挑选弃除劣质材料及夹层杂质。 (2)洗涤:水洗杂土。(软质粘土除外) (3)粉碎:用水礁、机礁或破碎机、轮碾机将矿石加工成粗颗粒。(软质粘土可免) (4)过筛:筛出超大颗料,继续粉碎。 (5)除铁:用干式磁选机吸除铁杂或来自原矿及粉碎过程中机器磨耗而混入的铁屑,以提高成瓷的白度、透光度,减少斑点缺陷。 (6)配料:根据配方要求,将各种粉料称出所需重量,混合装入球磨机料筒中。 (7)湿球磨:在装好粉料的球磨机料筒中,加入清洁水(水、料重量比是6?4)靠球磨筒中的卵石的撞击和磨擦,将泥料颗料继续磨细、球磨时间约48小时。 (8)过筛:球磨石后的料浆再次过筛以达到细度要求。
(9)除铁:用湿式磁选机除去铁杂质,这是坯料制备工艺中最重要的除铁环节,要反复多次。 (10)压滤:将除铁质后的泥浆分装入压滤袋中,用压榨机挤压出多余水分。 (11)真空练泥:经过压滤的所得的泥饼,组织是不均匀的,而且含有很多空气。组织不均匀的泥饼如果直接用于生产,就会造成坯体在此干燥、烧成时的收缩不均匀而产生变形和裂纹,而过多的空气则是造成气泡、分层的直接原因。 泥料经过真空练泥,可以排除泥饼的残留空气,提高泥料的致密度和可塑性,并使泥料均匀,改善成型性能,提高干燥强度和成瓷机械强度。 采用可塑法成型所需的泥料至此制备完毕,将共存放入库以备成型取用。 2、注浆法成型我县使用也很广泛,它适合于口小,腹大、内深的产品。如壶、瓶之类,以及其他非圆形工艺陈设瓷。闻名中外的德化瓷塑即是用这种方法成型的。 注浆成型的坯料要求具有良好的流动性,悬浮性、稳定性、渗透性。 注浆泥料的制备流程基本上和可塑泥料制备流程相似,一般是将球磨后的泥浆经过压滤脱水成泥饼,然后将泥饼碎成小块与电解质(水玻璃)以及水在搅拌池中搅拌成泥浆,并存放1-3昼夜以增加其粘度和强度。 二、制模 石膏模型是陶瓷制作中的重要辅助工具。可塑法和注浆法成型,都广泛采用它作为模型。它具有复制品棱角线条清晰的特点,制作过程如下: 1、种模的制作 制作者根据自己的构思或别人的图样、实物,用石膏车制或用可塑泥料塑出第一件原始作品,它的尺寸应该考虑到干燥收缩和烧成收缩,而按总收缩率予以放大。这就是种模。 2、翻制母模
1.目的:保证精陶大件产品注浆成型顺利进行,提高成型半成品合格率。 2. 适用范围:适用于精陶产品如辊棒、方梁、立柱等产品的注浆成型作业。 3.作业要点 注浆作业前的准备 模型清理 注浆工在进行作业前,要仔细检查清理模型。对于新上的模型,首先检查核对型号,检查模型是否完好,工作面有无缺陷。核对检查合格的模型先用细砂纸(240#)将模型工作面轻轻打磨一遍,清除模型表面的脱模剂及其它杂物,并用约20%的稀浆水将模型工作面擦拭一遍。正常使用的模型,注浆作业前要将模型表面的余浆及石膏屑清理干净。模型跑浆时,对沾在模型内外及子母扣处的泥渣都要清理干净。对脱模时发现有不能脱模的情况,再次注浆前用石墨将模型对应坯体不脱模的地方薄薄抹一层,便于脱模。 模型及进浆管与添浆管的安装 清理过的模型放于支架上时,首先要保证支架每个支撑点在一条直线上,模型放置要稳定,不得有悬空的情况,以免引起模型断裂或变形。合模时要将模型子母扣对整齐,并用紧固件压紧。注意紧固件要分布均匀并锁紧,防止注浆时跑浆。进浆管与添浆管依次插紧,添浆管处用来盛浆的容器要高于模型悬挂,且管子要拉直,便于进浆、回浆及排气。 泥浆的准备 泥浆要使用配浆人员已化好的泥浆。泥浆使用前,要确保充分搅拌均匀,搅拌时间不得少于 30分钟,未充分搅拌的泥浆不得使用。在抽进注浆罐前要进行过筛,筛目要求为 100 目。过筛时要缓慢往筛内添浆,不得漫筛,防止料渣进入已过筛的浆料中。浆料的比重规定为,对不符合规定的泥浆不得使用。配浆要保证泥浆具有5天的陈腐期。 注浆操作 注浆作业时,要保证3人以上同时操作,一人控制进浆阀门,一人操作进浆管,一人在添浆管处观察。注浆前往注浆罐内充氮气,罐内压力达到— MPa时停止,并关闭阀门。注浆时要注意控制上浆速度,缓慢均匀进浆,不得猛开阀门。出现跑浆漏浆的情况要立即处理。 根据确定的不同产品的注浆时间,在吸浆过程中要经常观察添浆管中的浆面的位置,及时添加泥浆,防止缺浆造成坯体厚度不够及局部厚薄不均。添浆时要注意不得踩在模型上,避免造成模型振动,引起坯体坍塌。 在吸浆到注浆时间的60%左右时,翻转模型。翻转模型必须由3人以上人员同时操作,翻转模型时要保证轻、慢、稳,禁止动作过猛,引起模型振动,导致坯体振动坍塌。
陶瓷粉末成型技术的工艺与控制 2008-11-5 1:29:52 人们总是希望陶瓷制品,尤其是特种陶瓷是均质的,能满足良好的机、电、热、化学或某种特殊性能要求,并能实现生产自动化、质量可控、性能一致性好的规模化生产。为此,首先要实现陶瓷坯体在粉末成型过程中是均质的或接近均质的。采用干粉压制、等静压成型是近世纪才发展起来的新型粉末成型工艺。为了最大限度实现陶瓷坯体均质化,不仅需要有先进的粉末成型设备,而且还有陶瓷粉体制备的质量,即每个单一粉末颗粒是均质的,而且是可控的。 1.实现坯体均质化途径 无论是干粉压制或等静压成型,由于粉末颗粒之间、粉体与模具壁之间,都存在内外摩擦而导致坯体密度分布不均匀,尤其是干粉压制,在压制方向上,压力随高度变化而呈指数衰减,形成一个密度梯度,确实很难达到坯体密度上下一致。其次,粉体本身颗粒为满足压制成型所需的粉末成型特性,需要添加一定量的添加剂,它们在每个单一颗粒中是否均匀,也是影响坯体均质的重要因素。 1.1压制方式 影响压坯密度的因素很复杂,除粉体本身特性外,主要有坯体形状和大小、压制件的侧正面积比、压制压力、模具粗糙度、润滑条件以及压制方式和粉末在模具中运动的摩擦系数等都起重要作用。实践证实等静压成型优于干粉压制,湿等静压优于干袋式等静压。现在国际流行的全自动干粉压机结构上采用强制双向拉下压制的曲柄连杆机构,图1给出典型压制过程中上下模头和凹模的运动轨迹,当上模头和凹模同时向下时实现反压,能最大限度地使坯体各部密度均匀。
图1典型压制过程中上下模头和凹模的运动轨迹 很多制品并非简单的等厚坯件,厚薄不一致,甚至有多个台阶,图2给出异形制品成型时模具各部件在压机中的运动轨迹。达到各部位厚度不一样按成型要求密度分层加料,以求成型后坯体各部位基本一致。关于压制成型技术,应视工件形状选择加料方式、上下模头压制次数、压制线的位置以及是否采用保护脱模,即使是1mm厚的制品,也应采用双面压制,也存在压制线位置,即上下压力的调整,且有利于烧成时坯体平整。有关陶瓷压片机设备使用可参阅有关设备说明书。 1.2粉体制备 无论干粉压制或等静压成型均要求粉料呈颗粒状,有较好的流动性;颗粒有一定的强度,以免在运输和加料过程中破碎;有一定的颗粒级配,加料时实现紧密堆积;具有一定的粘结特性和润滑特性,颗粒之间不应相互粘结等造粒特性。 为了达到上述特性要求,无论采用哪种造粒方式,往陶瓷原料中添加各种辅助材料是必然的,这些材料既不能影响坯料组分,又要求它们能均匀分布在每一个粉末颗粒中,从微观上讲是均质的。辅助材料通常有以下几种: 图2 异形制品成型 时候具备部件在机中的运动轨迹 (1)聚乙烯醇:不要以为喷雾造粒就一定能得到均质的粉体,粘结剂选择与搭配是关键。我们希望粘结剂能均匀分给每个粒子,在颗粒内形成的微观结构是均质化的事实上,如果仅往坯料中加入单一的聚乙烯醇作为结合剂,造粒后颗粒表面坚硬,有凹坑,在压制过程中往往存在大量颗粒间隙,坯体难以密实,这种粉末从颗粒上讲就是非均质的。 (2)水溶性聚合物:陶瓷用粘结剂一般采用水溶性聚合物,经验证明往高聚合度粘结剂材料中添加少量低分子粘结剂混合使用,有利于改善粉料颗粒形状和松装密度。实践证明聚乙烯醇是特性最好的粘合剂,但并不能获得最理想的颗粒形状和松装密度,添加少量水溶性低聚合物,如淀粉类及其衍生物,有较好的效果。
特种陶瓷材料的制备工艺 10材料1班 王俊红,学号:1000501134 摘 要:介绍粉末陶瓷原料的制备技术、特种陶瓷成形工艺、烧结方法。 目前,特种陶瓷中的粉末冶金陶瓷工艺已取得了很大进展,但仍有一些急需解决的问题。 当前阻碍陶瓷材料进一步发展的关键之一是成形技术尚未完全突破。 压力成形不能满足形状复杂性和密度均匀性的要求。 多种胶体原位成形工艺,固体无模成形工艺以及气相成形工艺有望促使陶瓷成形工艺获得关键性突破。 关键词:特种陶瓷;成形;烧结;陶瓷材料 前言:陶瓷分为普通陶瓷和特种陶瓷两大类, 特种陶瓷是以人工化合物为原料(如氧化物、氮化物、碳化物、硼化物及氟化物等)制成的陶瓷。 它主要用于高温环境、机械、电子、宇航、医学工程等方面,成为近代尖端科学技术的重要组成部分。 特种陶瓷作为一种重要的结构材料,具有高强度、高硬度、耐高温、耐腐蚀等优点,无论在传统工业领域,还是在新兴的高技术领域都有着广泛的应用。 因此研究特种陶瓷制备技术至关重要。 正文:特种陶瓷的生产步骤大致可以分为三步:第一步是陶瓷粉体的制备、第二步是成形,第三步是烧结。 特种陶瓷制备工艺流程图 一、 陶瓷粉体的制备 粉料的制备工艺(是机械研磨方法,还是化学方法)、粉料的性质(粒度大小、形态、尺寸分布、相结构)和成形工艺对烧结时微观结构的形成和发展有着巨大的影响,即粉末制备 坯料制备 成型 干燥 烧结 后处理 热压或热等静压烧结 成品
陶瓷的最终微观组织结构不仅与烧结工艺有关,而且还受粉料性质的影响。由于陶瓷的材料零件制造工艺一体化的特点,使得显微组织结构的优劣不单单影响材料本身的性能,而且还直接影响着制品的性能。陶瓷材料本身具有硬、脆、难变形等特点。因此,陶瓷材料的制备工艺显得更加重要。由于陶瓷材料是采用粉末烧结的方法制造的,而烧结过程主要是沿粉料表面或晶界的固相扩散物质的迁移过程。因此界面和表面的大小起着至关重要的作用。就是说,粉末的粒径是描述粉末品质的最重要的参数。因为粉末粒径越小,表面积越大,单位质量粉末的表面积(比表面积)越大,烧结时进行固相扩散物质迁移的界面就越多,即越容易致密化。制备现代陶瓷材料所用粉末都是亚微米(<lμm)级超细粉末,且现在已发展到纳米级超细粉。粉末颗粒形状、尺寸分布及相结构对陶瓷的性能也有着显著使组分之间发生固相反应,得到所需的物相。同时,机械球磨混合无法使组分分的影响。粉末制备方法很多,但大体上可以归结为机械研磨法和化学法两个方面。 传统陶瓷粉料的合成方法是固相反应加机械粉碎(球磨)。其过程一般为:将所需要的组分或它们的先驱物用机械球磨方法(干磨、湿磨)进行粉碎并混合。然后在一定的温度下煅烧。由于达不到微观均匀,而且粉末的细度有限(通常很难小于 l μm 而达到亚微米级),因此人们普遍采用化学法得到各种粉末原料。根据起始组分的形态和反应的不同,化学法可分为以下三种类型: 1.固相法: 化合反应法:化合反应一般具有以下的反应结构式: A(s)+B(s)→C(s)+D(g) 两种或两种以上的固态粉末,经混合后在一定的热力学条件和气氛下反应而成为复合物粉末,有时也伴随一些气体逸出。 钛酸钡粉末的合成就是典型的固相化合反应。等摩尔比的钡盐BaCO3和二氧化钛混合物粉末在一定条件下发生如下反应: BaCO3+TiO2→BaTiO3+CO2↑ 该固相化学反应在空气中加热进行。生成用于PTC制作的钛酸钡盐,放出二氧化碳。但是,该固相化合反应的温度控制必须得当,否则得不到理想的、粉末状钛酸钡。 热分解反应法:
陶艺制作流程 陶艺,就是陶瓷艺术,也就是用硅酸盐材料制成的手工艺品(硅酸盐即可以是泥土,也可以是高岭土)。陶艺作品的价值,不在于其造价,而在于其制作的技巧,技巧是陶艺创作的生命,陶艺作品的技巧是其被载入史册的根源。作为一门历史悠久、内涵丰富的艺术创作,陶艺创作具备一套完整的工艺流程: 由上图可以看出,陶艺制作过程可以分为原料制作(釉料和泥料的制作)、成型、施釉和烧制四个个阶段。以下将对这些阶段进行详细说明: 一、原料制作 1、釉料制作 釉料→球磨细碎(球磨机)→除铁(除铁器)→过筛(振动筛)→成品釉 2、泥料制作
泥料→球磨细碎(球磨机)→搅拌(搅拌机)→除铁(除铁器)→过筛(振动筛)→抽浆(泥浆泵)→榨泥(压滤机)→真空练泥(练泥机、搅练机) 二、成型 1、拉坯成型法 适用于制作圆形、弧型等浑圆的造型,比如盘子、碗、罐子等等,它的特点是作品挺拔、规整,器物的表面会留下一道道旋转的纹路。 ①釉下:泥料→泥饼(手工)→搓泥(手工)→拉坯(拉坯机又名陶艺机)→干燥(自然风干留10%水份)→修坯(陶艺工具)→干燥(烘干箱)→釉下装饰(在泥坯上直接进行绘制,如青花)→上釉(施釉机)→风干 ②釉上:泥料→泥饼(手工)→搓泥(手工)→拉坯(拉坯机又名陶艺机)→干燥(自然风干留10%水份)→修坯(陶艺工具)→干燥(烘干箱)→上釉(施釉机)→风干 2、泥板成型法 利用陶土碾成、拍成或切割成板状,来镶控制作器物的方法,叫做泥板成型法。这种方法在陶艺制作中运用广泛,变化丰富。传统的紫砂器就是用泥板成型来制作的。泥板成型的器物可随陶土的湿度加以变化。比较湿软泥板可以扭曲、卷和等方法自由变化,随意造型;稍干的泥板可以镇粘制作成比较挺直的器物。泥板的厚度随器物制作大小而定,但应注意泥板的厚度要均匀。泥板成型法需要使用泥板成型机。 3、泥条盘制法 陶艺成型技法中最为方便、造型表现力最强的技法之一。可以制作出其他任何成型方法所能做出的作品,如圆形、方形、异形乃至雕塑等等。用泥条盘制法制作陶艺,一方面是泥条可以自由地弯曲与变化,方便制作一些比较复杂的、不太规整的、较随意的陶塑,再者就是它能够保留泥条在盘筑时留下来的手工痕迹和一道道盘旋的纹理,当然也可以修整得不留痕迹。泥条盘制法需要使用泥条成型机和手工转盘 4、徒手捏制法 可以最直接地表达作者的手法和构想,需要使用手工转盘 5、手工雕塑成型 雕塑是雕、刻、塑三种制作方法所塑造的艺术形象。主要为为浮雕和圆雕两种。雕塑是三维的实体,为照顾到各个视角之间的关系,要经常转动雕塑台,不断进行观察比较。泥塑工具,可用于刮、削、贴、挑、压、抹、泥塑和造型。 三、施釉 施釉讲究技巧,釉层好坏直接影响到烧制后作品的成功与否,施釉有喷釉、醮釉、浇釉、刷釉、荡釉等各种技法,有时需要综合运用。施釉时可以使用专业的施釉工作台,能够有效减少釉料的扩散,并进行釉料回收。 吹釉的釉层一般以0.8MM-1.8MM为准,也就是熟称的瓜子馅薄度,表面处理有釉上、釉中、釉下之分,釉中介于釉上釉下之间经过二次烧成,釉下是在泥坯上直接进行绘制创作在施于釉,釉上是则在烧制好的白瓷胎上进行绘制创作,颜色在作品上很关键,颜色起到了烘托作品作用增加作品内涵,颜色搭配有些讲究,红色代表着热情、生命、战争、白色代表着纯洁、高尚。黄色代表着温馨,蓝色代表着海洋,天空,宽阔。 装饰的方法有彩绘、划花、剔花、堆花、贴花、压印花、喷花,透雕、捏雕、镂空,剪纸,胶泥,镶嵌,印花,泥浆灌注叠压装饰,胶泥拉坯装饰,纤维织物裹包装饰等等装饰诸多方法处理。这些完成关键还要进行火的铸就,在窑火的烧制中(1300℃)左右温度的窑火使泥烧结成结晶体,颜色釉发色。出窑冷却后作品才正直成功。
金属材料、高分子材料、陶瓷材料的成型制备方法 金属材料加工成型方法 金属材料成型工艺有以下几种 它是将熔融的金属液体浇注到与零件形状相对应的铸造模型腔中,待冷却后得到实体毛坯或零件的工艺过程。 铸造加工的特点:1.适应性强2.成本低廉3.铸造组织存在一定缺陷4.工艺过程较难控制铸造方法分为砂型铸造、特殊铸造 I、砂型铸造:用型砂做铸型的铸造方法,使用率90% 砂型铸件的结构设计应注意 1、力求外形简单,轮廓平直,只需一个分型面 2、力求铸件的内腔铸造时,型芯数目最少,方便装配、清理、排气 3、起模方向应设计结构斜度 4、铸件应有合理的壁厚 5、力求铸件壁厚均匀,防止局部积聚变形,造成裂纹、缩孔、缩松等缺陷 6、尽量避免铸件中有过大的水平面,防止由于横截面突然增大,导致金属液面上升缓慢,致使型腔顶部受到长时间烘烤,造成夹砂缺陷、产生气孔等;将平面改为倾斜面 II、特种铸造 特种铸造:砂型铸造以外的其他铸造方法,包括熔模铸造、金属型铸造、压力铸造、低压铸造、离心铸造、陶瓷型铸造等。 ①熔模铸造(失蜡铸造):在蜡模表面包以造型材料,待其硬化,将其中的蜡模熔去,从而获得无分型面的铸型的铸造方法。 基本过程:蜡模制造→结壳→脱蜡→造型→焙烧→浇铸→落砂清理 熔模铸造(失蜡铸造)的特点 a、铸件的精度高且表面光洁。 b、适用于各种铸造合金铸件,尤其是高熔点及难切削的合金的铸造。 c、熔模铸件的形状可以比较复杂,最小孔径0.5mm,壁厚0.3mm。 d、铸件的重量不宜太大,一般<=25kg,最大80kg左右。 e、工艺过程复杂,不易控制,使用和消耗的材料较贵,适用于形状复杂、精度较高或难以机加工的小型零件,如发动机叶片和叶轮等。 ②金属型铸造:金属型铸造又称硬模铸造,它是将液体金属浇入金属铸型,以获得铸件的一种铸造方法。铸型是用金属制成,可以反复使用多次(几百次到几千次)。 金属性铸造的优缺点 可以“一型多铸”,铸件的力学性能提高,金属型铸件的冷却速度较快、组织比较致密铸件精度较高,可以少加工或不加工。 但是,成本高、周期长;铸造透气性差、无退让性,易产生冷隔、浇不足、裂纹等缺陷;铸件熔点不宜太高,重量也不宜太大。 主要用于:大批量的有色金属铸件,如内燃机的铝活塞、气缸体、缸盖、油泵壳体等。 ③压力铸造:压力铸造(简称压铸)的实质是在高压作用下,使液态或半液态金属以较高的速度充填压铸型(压铸模具)型腔,并在压力下成型和凝固而获得铸件的方法。
氧化铝陶瓷生产工艺流程简介 一、特点与技术指标 氧化铝陶瓷目前分为高纯型与普通型两种。高纯型氧化铝陶瓷系Al 2 O3含量在99.9%以上的陶瓷材料,由于其烧结温度高达1650-1990℃,透射波长为1~6μm,一般制成熔融玻璃以取代铂坩埚:利用其透光性及可耐碱金属腐蚀性用作钠灯管;在电子工业中可用作集成电路基板与高频绝缘材料。普通型氧化铝陶瓷 系按Al 2O 3 含量不同分为99瓷、95瓷、90瓷、85瓷等品种,有时Al 2 O 3 含量在 80%或75%者也划为普通氧化铝陶瓷系列。 1. 硬度大 经中科院上海硅酸盐研究所测定,其洛氏硬度为HRA80-90,硬度仅次于金刚石,远远超过耐磨钢和不锈钢的耐磨性能。 2. 耐磨性能极好 经中南大学粉末冶金研究所测定,其耐磨性相当于锰钢的266倍,高铬铸铁的171.5倍。根据我们十几年来的客户跟踪调查,在同等工况下,可至少延长设备使用寿命十倍以上。 3. 重量轻 氧化铝陶瓷密度为3.5g/cm3,仅为钢铁的一半,可大大减轻设备负荷。性能符合Q/OKVL001-2003技术标准,耐磨陶瓷主要技术指标氧化铝含量≥95% 、密度≥3.5 g/cm3 、洛氏硬度≥80 HRA 、抗压强度≥850 Mpa 、断裂韧性K ΙC ≥4.8MPa·m1/2 、抗弯强度≥290MPa 、导热系数 20W/m.K 、热膨胀系数:7.2×10-6m/m.K。 其中99氧化铝瓷材料用于制作高温坩埚、耐火炉管及特殊耐磨材料,如陶瓷轴承、陶瓷密封件及水阀片等;95氧化铝瓷主要用作耐腐蚀、耐磨部件;85瓷中由于常掺入部分滑石,提高了电性能与机械强度,可与钼、铌、钽等金属封接,有的用作电真空装置器件。其制作工艺如下: 二、粉体制备: 将入厂的氧化铝粉按照不同的产品要求与不同成型工艺制备成粉体材料。粉体粒度在1μm微米以下,若制造高纯氧化铝陶瓷制品除氧化铝纯度在99.99%外,还需超细粉碎且使其粒径分布均匀。采用挤压成型或注射成型时,粉料中需
新型陶瓷成型方法——凝胶注模成型 宋任娇 08120188 一.前言 随着陶瓷工业的发展及其在现代工业领域中应用的不断扩大,对陶瓷成型方法的要求也越来越高,上述传统陶瓷成型工艺由于存在不同的缺点,已难以满足工艺要求,为满足航天、汽车、电子、国防等行业的市场需求[1],人们要求采用高性能陶瓷的成型方法所成型的坯体应当具有高度均匀性、高密度、高可靠性以及高强度,并在形状的复杂程度上要求更高。因此,陶瓷原位凝固成型技术便应运而生了。 原位凝固胶态成型[3,2]就是指颗粒在悬浮体中的位置不变,靠颗粒之间的作用力或悬浮体内部的一些载体性质的变化,使悬浮体从液态转变为固态。在从液态转变为固态的过程中,坯体没有收缩或收缩很小,介质的量没有改变。在这类成型方法中,首先要制备稳定悬浮的浆料,然后通过各种途径使颗粒之间产生一定的吸引力而相互聚集,形成一个密实的坯体,并保持一定的强度和形状,由此可制成高密度的素坯。原位凝固胶态成型与其它胶态成型工艺之间的区别主要在于凝固技术的不同,这将会导致对浆料性质要求的差异和整个工艺过程的差异。 国内外的陶瓷学者不断总结经验,将胶体化学和表面化学的理论引入到陶瓷浆料的成型技术中,并利用各种物理的辅助手段,在传统的注浆成型的基础之上发展起来了多种新型的胶态成型技术,如:离心注模成型[3]和压滤成型[4]等成型方法。在80年代末90年代初,凝胶注模成型首次使用较低含量的有机物使陶瓷浓悬浮体实现原位凝固,进而在90年代掀起了陶瓷原位凝固胶态成型研究的热潮。 目前,原位凝固胶态成型工艺主要包括:凝胶注模成型工艺(Gelcasting)、直接凝固注模成型(Direct Coagulation Casting)[5]、温度诱导絮凝工艺(TemperatureInduced Flocculation)[6]、胶态振动注模成型(Colloid VibrationCasting)[7]和快速凝固注射成型(Quickset Injection Molding)[8]。 二.凝胶注模成型原理及工艺 凝胶注模成型技术是传统的注浆工艺与有机化学高聚合理论的完美结合,它通过引入一种新的定型机制,发展了注浆工艺。其原理是通过制备低粘度(<1Pa·s)、高固相体积分数(>50vol%)的浓悬浮体,在其中掺入低浓度的有机单体、交联剂,在催化剂和引发剂的作用下,使浆料中的有机单体与交联剂交联聚合成三维网状结构,将大部分水封于网络中而使浆料立即原位凝固,从而使陶瓷坯体原位定型[20]。然后进行脱模、干燥、去除有机物、烧结,即可获得所需陶瓷零件。其原理见图1.1。 该工艺与其它原位凝固胶态成型工艺的相同点是需要制备低粘度、高固相体积分数的浓悬浮体,不同点在于浓悬浮体的凝固技术不同,这将会导致坯体性能的差异[21-24]。 凝胶注模成型分为两类:一种是水溶性凝胶注模成型(aqueous Gelcasting),另一种是非水溶性凝胶注模成型(Non aqueous Gelcasting)[25]。前者适用于大多数陶瓷成型场合,后者主要适用于那些与水发生反应的系统的成型。该技术首先发明的是有机溶剂的非水凝胶注模成型,随后作为一种改进,又发明了用于水溶剂的水凝胶注模成型,并广泛应用于各种陶瓷中,非水溶性凝胶注模成型采用有机溶剂,要求溶剂有较低的蒸汽压。水溶性凝胶注模成型更进一步,有许多优点[26,27]:(1)成型过程与传统方法类似,简便易行;(2)干燥过程更加容易; (3)降低了预混液的粘度;(4)对环境污染小。因此,该方法被广泛应用。