
各制程不良分析手册
站别号问题点定义原因分析标准
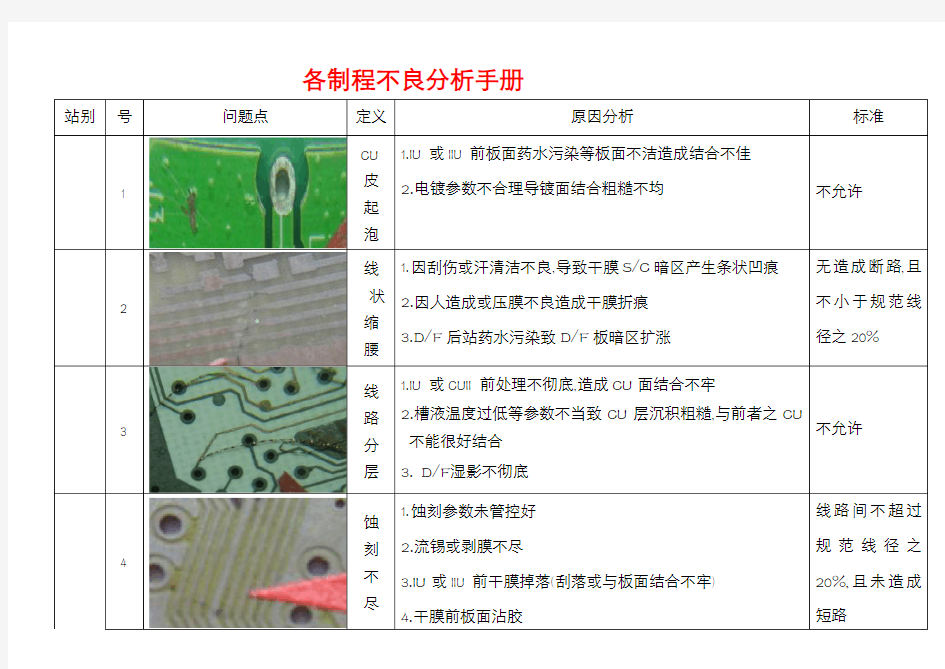
1 CU
皮
起
泡
1.IU或IIU前板面药水污染等板面不洁造成结合不佳
2.电镀参数不合理导镀面结合粗糙不均不允许
2 线
状
缩
腰
1.因刮伤或汗清洁不良,导致干膜S/C暗区产生条状凹痕
2.因人造成或压膜不良造成干膜折痕
3.D/F后站药水污染致D/F板暗区扩涨
无造成断路,且
不小于规范线
径之20%
3 线
路
分
层
1.IU或CUII前处理不彻底,造成CU面结合不牢
2.槽液温度过低等参数不当致CU层沉积粗糙,与前者之CU
不能很好结合
3. D/F湿影不彻底
不允许
4 蚀
刻
不
尽
1.蚀刻参数未管控好
2.流锡或剥膜不尽
3.IU或IIU前干膜掉落(刮落或与板面结合不牢)
4.干膜前板面沾胶
线路间不超过
规范线径之
20%,且未造成
短路
电镀5
线
路
分
层
1.IU或CUII前处理不彻底,造成CU面结合不牢
2.槽液温度过低等参数不当致CU层沉积粗糙,与前者之CU
不能很好结合
3.D/F湿影不彻底
不允许
6
脏
点
短
路
1.干膜S/C未清洁净,致其明区沾污部分未被曝光固化,即
此线距部分会被镀上CU及sn/pb而造成短路
不允许
7
CU
面
凹
陷
1.基材本身有针点凹陷不良(检查基板表面)
2.压合时CU皮表面沾尘或PP质量不良造成压合后此瑕玼
3.电镀铜时因槽液特别是光泽剂不正常导致CU积不良
(2.3.可通过做切片观查,以作为参考)
A手指不允许,
板面每点不大
于20mil,不超过
板厚的1/5
8
CU
面
残
缺
1.D/F沾膜,撕膜不净,导致蚀刻时被蚀掉
2.板面沾胶或沾药水导致CU面无保护层
3.电镀部分喷嘴不损造成局部过蚀
大铜面每点不
大于20mil,每面
只允许1点,其
它地方不允许
电
镀9 线
路
断
路
1.D/F棕片刮伤,即暗区部分线路被固化,蚀刻时被蚀掉
2.操作中锡铅被刮全伤,CU线路无保护层
3.镀锡铅前CU线路处有油污或沾胶
不允许
加工10
孔
内
塞
SN
1.喷锡时风刀塞SN,浸锡时间不够等参作业参数不合理
2.孔内有毛刺其它杂物造成孔塞
3.L/Q塞墨孔内积墨或塞墨不良
喷锡板导通孔
塞锡不高出板
面可允收;零件
孔塞锡不允
收;A手指附近
15mm内导通孔
塞锡不允收
11
孔
边
锡
高
1.喷锡前孔边CU面不洁,造成CU/SN结合力小于SN/PB内
聚力
2.前后风刀间距过大,,造成一面之锡被回吹
3.风刀距轨道间距过大,风量扫锡整平力不够
4.浸锡时间不足等参数不良
锡厚40U″
-1000 U″,且
锡面上无毛尖
状颗粒状突起
加
12 锡
面
凹
坑
1.喷锡前CU不洁或CU面不平整
2.锡铅不纯或空气内含有杂物
3.风刀不良
1.不影响焊锡性
和锡厚(40
U″-1000
U″)
工
13 板
面
树
脂
1.L/Q显影时绿油未彻底去除干净,致化A时药液沉积不上不允许
14 A
面
花
斑
1.化A前CU面不洁
2.NI槽NI含量不足等参数不合理;NI槽污染
3.摇摆动作不到位
不允许
15 架
锡
桥
1.喷锡前板面有不洁
2.锡铅内或空气中含有杂质
3.风刀不良
不允许
16 板
面
沾
锡
1.喷锡前因防焊漏印或CU面防焊被刮掉,致露出CU面,在此
HAL时露CU部分被喷上锡
线路上不允并列
存在;大铜面每面
不超过3个点,每
点不大于10mil
加工17
A
手
指
针
孔
1.前站CU面有凹坑
2.镀A时电流密度过大,致NI/A沉积时粗糙不平整
3.镀A地槽液含量不当或受污染
每点不超过
10mil,每排不超
过3个点,
18
A
面
手
印
1.化A前CU面不洁
2.NI槽NI含量不足等参数不合理;NI槽污染
3.摇摆动作不到位
(此现象一般为手印所致)
不允许
19
锡
面
锡
高
1.喷锡前板面有不洁
2.锡铅内或空气中含有杂质
3.风刀不良
(此板有造成锡面粗糙)
锡厚40U″
-1000 U″, 锡
面不允许有颗
粒状或毛尖
20
锡
高
不
良
1.喷锡前板面有不洁
2.锡铅内或空气中含有杂质
3.风刀不良
锡厚40U″
-1000 U″, 锡
面不允许有颗
粒状或毛尖
加
工21
PAD
锡
高
1. 喷锡前板面有不洁
2.喷锡时风压小/风刀间距不对等制作参数不佳
锡厚40U″
-1000 U″, 锡
面不允许有颗
粒状或毛尖
湿膜2
防
焊
露
CU
1.棕片不良
2.挡点偏移或过大
3.印刷后碰及板面未干之油墨
4.网版不洁致漏墨不良
每点≤10mil,每
面不超过3点23
防
焊
异
物
1.印刷前板面有脏物
2.板面沾干油墨
每点≤10mil,每
面不超过3点,
且无明显色差24
刮
伤
露
铜
1.印刷防焊后因人为操作不当造成板面之防焊被刮掉而露
CU
每点≤10mil,每
面不超过3点
湿膜25
织
纹
显
露
1.L/Q退洗时间长
2.基板质量问题
3.压合不良
基材上无明显
白点白斑,经热
冲击试验不会
造成分层起泡26
板
面
积
墨
1.该处电镀镀铜较厚,致印刷时下墨不良
2.刮刀不平整
3.网版高度等参数不合理
4.网版漏墨不均
不会造成色为
准
27
防
焊
侧
蚀
1.油墨质量不行
2.显影槽液对CU漆界面处之油墨攻击过度
3.防焊重工次数过多
1.线路上不允许
2.PAD边缘不
超过10mil
湿
膜28
防
焊
侧
蚀
1.油墨质量不行
2.显影槽液对CU漆界面处之油墨攻击过度
3.防焊重工次数过多
1.线路上不允许
2.PAD边缘不
超过10mil
29 孔
边
起
泡
1.有污染或前处理刷磨时水气未烤干
2.孔边积墨致油墨较厚,致不能均一固化
3.L/Q烘烤条件不当,热固化不均
每点不超过3
点,每点不超过
10mil,3M撕胶防
焊不脱落
30 板
面
漏
印
1. 印刷时因网版未清洁尽或网版脏点或干油墨致印一下
2.刮刀不平整
3.电镀镀铜不均
4.设PIN不平致不能规范作业
每点不超过3
点,每点不超过
10mil
31 板
面
脏
污
1.印防焊后因人为操作不当使防焊表面沾上油脂或其它物
质
不破坏防焊且
不影响客户防
焊颜色之要求
湿
膜32
对
偏
阴
影
1.因棕片对偏致使沾在CU面上之防焊被曝光而不能被显影
掉(PAD阴影)
2.因印刷后静置时间过长或烘烤时间过长或烤箱未保养好
造成(主要为孔边阴影)
PAD阴影部分
不超过本身宽
度1/8,SMT允
许1mil,光学点
允许2mil
33 孔
边
露
CU
1.网版挡点偏移或或过大或作业过程中有变形不良≤2mil
34 防
焊
阴
影
1.因棕片对偏致使沾在CU面上之防焊被曝光而不能被显影
掉(PAD阴影)
2.因印刷后静置时间过长或烘烤时间过长或烤箱未保养好
造成(主要为孔边阴影)
PAD阴影部分
不超过本身宽
度1/8,SMT允
许1mil,光学点
允许2mil
35 孔
边
起
泡
1.有污染或前处理刷磨时水气未烤干
2.孔边积墨致油墨较厚,致不能均一固化
3.L/Q烘烤条件不当,热固化不均
每点不超过3
点,每点不超过
10mil,3M撕胶防
焊不脱落
湿
膜36
孔
边
起
泡
1.一般为印板过程中有滴到防白水等外物造成防焊色差
每点不超过3
点,每点不超过
10mil,3M撕胶防
焊不脱落
37 防
焊
起
泡
1.有污染或前处理刷磨时水气未烤干
2.孔边积墨致油墨较厚,致不能均一固化
3.L/Q烘烤条件不当,热固化不均
每点不超过3
点,每点不超过
10mil,3M撕胶防
焊不脱落
38 板
面
脏
污
1.一般为印板过程中有滴到防白水等外物造成防焊色差不允收
39 孔
内
积
墨
1.印刷时刮刀压力过大,致下墨过大,挤入孔内
2.如孔过小在作业中也易产生此不良
3.以上为空网印刷时产生
零件孔不允收;
导通孔每面不
超过3个孔;卡
板A手指15mm
内不允许;其它
无明确定义
文
字40
沾
文
字
漆
1.网版未调正导致印偏沾漆
2.A/W文字划线条太靠近CU PAD
3.网片破损
不允许
41 文
字
印
偏
1.网版未调正
2.PIN针套错或没套好
3.定位PIN孔钻偏
PAD部分不超
过本身宽度
1/8,SMT允许
1mil
42 文
字
漏
印
1.制作中覆墨不良
2.刮刀未研磨好不锋利
3.印刷时用力不
不允许
43 文
字
印
反
印刷时人为误操作导致套PIN套反不允许
文
字44
文
字
印
反
印刷时人为误操作导致套PIN套反不允许
45 文
字
漏
印
1.制作中覆墨不良
2.刮刀未研磨好不锋利
3.印刷时用力不
不允许
46 沾
文
字
漆
1.机台上有油墨沾在板面
2.印刷手手上沾有油墨并反沾于板面
3.网版有破洞造成感光膜脱落
不允许
47 文
字
积
墨
1.油墨粘度过小,下墨不均
2.覆墨时间太长
3.印刷架网高度过低
以清晰可认为
准
文
字48
文
字
沾
漆
1.网版未调正导致印偏沾漆
2.A/W文字划线条太靠近CU PAD
3.网片破损
不允许
49 文
字
漏
印
1.网版显影不尽或油墨太干致下墨不良
2.覆墨不良或印板时用力不均
3.刮刀不锋利
不允许
50 文
字
阴
影
1.多次印刷或吸纸不当
2.网版未抬起覆墨或网版反面有残墨
3.板弯板翘
PAD部分不超
过本身宽度
1/8,SMT允许
1mil
51 文
字
印
倒
1.套PIN套错误不允许
52
53
文字52
文
字
脱
落
1.油墨质量差,结合力不强
2.烘烤时间或温度不当,致文字固化不够
3.板面油烟等不洁物造成文字与板面结合力不强
不允许
53
文
字
重
影
1.印刷时有多次重印
2.网版未调正或上PIN不牢
3.重印时上PIN偏移未与网版对正
不允许
54
文
字
印
偏
1.网版未调正
2. PIN未套正
3.PIN孔偏移
PAD部分
不超过本
身宽度
1/8,SMT允
许1mil
55
沾
文
字
漆
1.机台上沾有油漆或手上沾漆
2.脏点沾漆或刮伤沾漆
3.网片破损
不允许
干膜56
条
状
短
路
1.棕片上沾有条状杂物或贴膜前板面沾条状油污
2.贴膜或曝光后因人为操作不当将铜面干膜刮不允许57
干
膜
脱
落
1.贴膜前板面沾油污/沾胶或其它杂物
2.贴膜时压力/温度过小等不当致干膜与铜面结合不牢
3. 贴膜或曝光后因人为操作不当将铜面干膜刮
不允许58
条
状
短
路
1.棕片上沾有条状杂物或贴膜前板面沾条状油污
2.贴膜或曝光后因人为操作不当将铜面干膜刮不允许59
点
状
短
路
1.棕片上沾有点状杂物或贴膜前板面沾点状油污
2.贴膜或曝光后因人为操作不当将铜面干膜刮不允许
干膜站60
干
膜
膜
破
1.干膜挈性不足,较脆
2.CU板板面杂物或巴厘过高
3.贴膜后静置时间过长或显影速度过慢
不允许
61
板
面
沾
污
1.板面沾胶/沾油垢等不良物不允许
62
干
膜
脱
落
1.干膜挈性不足,较脆
2.CU板板面杂物或巴厘过高
3.贴膜后静置时间过长或显影速度过慢
不允许
63
干
膜
沾
膜
1.棕片之暗区被刮伤
2.显影不尽或显影时残膜反沾
大铜每面
不超过2个
点,每点小
于10mil,其
它部位不
允收
干膜站64
线
路
突
出
1.贴膜后沾有脏点或棕片上沾有脏点
2.操作刮伤造成
不超过原稿线
径的20%
65
干
膜
断
路
1.棕片之暗区被刮伤
2.显影不尽或显影时残膜反沾不允许
66
干
膜
短
路
1.棕片上沾有点状杂物或贴膜前板面沾点状油污
2.贴膜或曝光后因人为操作不当将铜面干膜刮不允许
67
干
膜
对
偏
1.干膜站对棕片时(前提为孔正),未保证孔环之
ring各方向宽度相等
零件孔余环≥
2mil,导通孔孔
偏不超过孔环
的1/4,且与线
路相连处不小
于2mil
干膜站68
撕
膜
不
尽
1.割膜不良致撕膜时未能整块撕起
2.撕膜时起膜位置不对成型线以
内不允许69
NPTH
孔
膜
破
1.钻孔后巴厘处理不彻底,即巴厘高
2.干膜封孔能力不够
3.跨孔过大
4.干膜静置时间过长或显影时冲压过大
不允收70
干
膜
脱
落
1.贴膜前板面沾油污/沾胶或其它杂物
2.贴膜时压力/温度过小等不当致干膜与铜面结合不
牢
3.贴膜或曝光后因人为操作不当将铜面干膜刮
不允许71
板
面
油
污
1.贴膜以前,因设备漏油或人为操作不当,致使油污直接
或间接沾污板面
不允许
成型站72
模
具
冲
偏
1.板弯板曲或吹气过大或人为操作不当致板子未套好
PIN孔时模冲造成不允许73
槽
孔
捞
偏
1.定位PIN栽斜
2.程式有错误
超客户公
差不允许74
模
冲
伤
孔
1.套PIN套偏
2.模具弹力胶不平衡
3.板材涨缩或PIN针偏大
不允许75
斜
边
金
丝
1.铣刀不利或下刀点过于告刀边
2.因设备或人为调试不当致铣刀抖动较大
3.斜板行进时用力不平衡
不允许
成型站76
V-CUT
过
穿
1.调刀过深或铣刀不水平
2.过板时叠板所致
3.板弯板曲或V-CUT刀具运转不稳
不允许77
V-CUT
过
反
1.未按进料方向放板过V-CUT
不允许78
V-CUT
伤
铜
1. V-CUT两边挡板不平行
2.板子外型有偏差
3. V-CUT间距过小
4. V-CUT刀角度偏大或刀片磨损过重
不允收79
V-CUT
过
穿
1.调刀过深或铣刀不水平
2.过板时叠板所致
3.板弯板曲或V-CUT刀具运转不稳
不允许
制程质量异常报告单 单位车间班组日期年月日 异常事项 序号时间产品批号产品名称异常工序异常情况检验员1 2 3 1. 异常原因 2. 1. 改善措施 2. 改进检查时间及1. 状况2. 检验员质量管理部经理 生产操作质量检查表 操作人员姓名:填写日期:年月日检查项目实际情形备注 1.操作前的准备工作是否完成 2.是否按操作标准来操作 3.工作场所的布置是否适宜 4.通风、照明、温度等是否符合规定 5.附近环境是整洁 6.对异常状况是否掌握处理程序 7.是否有改进工作方法的意见与建议 1. 8.其他需提出的事项 2. 质检主管:检查人员:
车间:班组:填写日期:年月日 成品不合格加工不合格合格不合格日期产品名称批号产量不合格数 数率 产品质量抽样检测表 序号标准规定的指标名称及要求计量单位实验结果判定结论备注1 2 3 质量性能综合评 定结论 检测依据的标准名称及编号检测机构检测日期 附件目录 其他说明
检查项目实际情形备注1.存放是否定位及是否整洁 2.温度、湿度、通风、照明是否适宜 3.是否备有消防设备 4.危险性物品是否与其他物品隔离 5.良品、不良品未经检验是否分别存放 6.实际的数量是否与账面符合 7.度量衡的器具是否精确 8.存放的地点是否有进出的管理 9.产品的质量是否发生变化 1. 10.其他需提出的事项 2. 自我质量控制检查表 编号:填写日期:年月日检查项目实际情形备注1.是否按检查标准检查 2.感官检查的限度(去掉)样本是否标准 3.检查的仪器、量规是否精准 4.是否有漏检情况 5.漏检的原因 6.对不合格品是否妥善处理 1. 7.其他需提出的情况 2. 质检主管:检查人员:
电子制程行业分析报告
目录 一、行业主管部门、监管体制和主要法律法规及政策 (5) 1、行业主管部门和监管体制 (5) 2、产业政策 (6) (1)《电子信息产业调整和振兴规划》 (6) (2)《信息产业科技发展“十一五”规划和2020年中长期规划纲要》 (7) (3)《高技术产业“十一五”规划》 (7) (4)《当前优先发展的高技术产业化重点领域指南(2007 年度)》 (8) (5)《电子信息产品污染控制管理办法》 (8) 二、行业基本情况 (9) 1、电子信息产业基本情况 (9) 2、电子制程行业的基本情况 (9) (1)电子制程行业的产生 (9) (2)电子制造行业的发展趋势对电子制程行业的影响 (11) (3)电子制程行业的产业链关系与电子制程行业的服务内容 (12) (4)我国电子制程行业的未来发展 (13) (5)中国电子制程行业的市场容量 (15) ①电子制程产品在电子信息产品总成本中的比重 (15) ②市场规模及增长情况 (16) ③2009-2011年市场需求预测及增长 (16) 三、行业竞争状况 (17) 1、行业总体竞争格局及市场化状况 (17) (1)与供应商竞争 (18) (2)电子制程技术 (18) (3)合格供应商资格认证 (18) 2、行业内的主要企业 (19) (1)国内的主要企业综合竞争实力排名 (19)
(2)国外实力企业简要情况 (19) 3、进入本行业的主要障碍 (21) (1)技术壁垒 (21) (2)供应商壁垒 (22) (3)人力资源壁垒 (22) (4)客户壁垒 (23) (5)销售渠道及规模壁垒 (24) 4、市场供求状况 (24) 5、行业利润水平的变动趋势和原因 (24) 四、影响行业发展的有利和不利因素 (25) 1、有利因素 (25) (1)电子行业整体水平和产业集中度的提高 (25) (2)电子信息产业整体规模将继续保持上升势头 (27) (3)电子制造业竞争的加剧和产品更新换代速度提高 (27) (4)国内GDP将继续保持快速增长 (27) 2、不利因素 (28) (1)经济周期对下游行业造成了短期负面影响 (28) (2)国内电子行业对电子制程的重要性和意义认识不足 (30) 五、行业技术特点及技术水平、行业特征 (30) 1、行业技术特点与水平 (30) 2、行业经营模式 (31) 3、行业发展趋势 (32) (1)兼并趋势 (32) (2)一体化趋势 (33) 4、行业的区域性 (34) 六、上、下游行业之间的关联性 (35) 1、本行业与上游行业的相关性 (35)
* * 各制程不良分析手册 站别号问题点定义原因分析标准 CU 1.IU 或 IIU 前板面药水污染等板面不洁造成结合不佳 1皮 2.电镀参数不合理导镀面结合粗糙不均不允许 起 泡 线 1.因刮伤或汗清洁不良 ,导致干膜 S/C 暗区产生条状凹痕无造成断路 ,且 2 状 2.因人造成或压膜不良造成干膜折痕不小于规范线缩 3.D/F 后站药水污染致 D/F 板暗区扩涨径之 20% 腰 线 1.IU 或 CUII 前处理不彻底 ,造成 CU 层之间结合不牢 3路 2.槽液温度过低等参数不当致 CU 层沉积粗糙 ,与前者之 CU 不允许分不能很好结合 层 3. D/F 湿影不彻底,导致铜层结合不好
* * 蚀 1.蚀刻参数未管控好线路间不超过 刻 2.流锡或剥膜不尽规范线径之4 不 3.IU 或 IIU 前干膜掉落 (刮落或与板面结合不牢 )20%, 且未造成 尽 4.干膜前板面沾胶短路 线 1.IU 或 CUII 前处理不彻底 ,造成 CU 面结合不牢 路 2.槽液温度过低等参数不当致 CU 层沉积粗糙 ,与前者之 CU 不允许5 分不能很好结合 层 3.D/F 湿影不彻底,导致铜层结合不好 电 脏 1. 干膜底片未清洁净 ,导致其明区沾污部分未被曝光固化 , 6 点 短 路即此线距部分会被镀上CU 及 sn/pb而造成短路 不允许 镀 CU 1.基材本身有针点凹陷不良 (检查基板表面 ) A 手指不允许 , 面 2.压合时 CU 皮表面沾尘或 PP 质量不良造成压合后此瑕玼板面每点不大7 凹 3.电镀铜时因槽液特别是光泽剂不正常导致CU 积不良。于 20mil, 不超 陷 (2.3. 可通过做切片观查 ,以作为参考 )过板厚的 1/5
制程异常处理流程 1.目的 为了使品质异常发生时有据可依有规可循,使重大品质异常能在规定的的时限内,得到有效改善,防止相同问题重复发生,降低品质成本,确保产品质量符合需求。 2.范围 进料检验、制程控制、出货检验 3.定义:重大品质异常是指品质问题严重有必要开具《品质异常通知单》,并由品保部QE、 IPQC特别跟进的质量事件。 制程外观不良达10%时开具《品质异常通知单》 制程性能不良达5%时开具《品质异常通知单》 制程尺寸不良达3%时开具《品质异常通知单》 制程无工艺规程,或制程条件下不能满足工艺需求而导致停线 制程连续3天重复出现的品质问题开具《品质异常通知单》 4.运作流程 在生产制程过程中,当作业人员发现产品出现品质异常时,第一时间通知现场IPQC、现场主管予以确认,无误由IPQC开具《品质异常通知单》,若IPQC与现 场主管对该异常项目发生分歧时则立即报告上级主管予以确认,属实IPQC继续开 具《品质异常通知单》; 现场主管初步分析异常原因(必要时协同工艺技术一起进行原因分析)后,现场IPQC填写《品质异常通知单》; 《品质异常通知单》的填写必须清楚的写明事件发生的日期、时间、地点、图号、批量数、异常数量,异常状况的描述及异常原因分析; 由IPQC将《品质异常通知单》送本部门主管审核后,由主管将《品质异常通知单》统一编号后转送责任部门主管并在《品质异常通知单》签收,相关人员接到通知单 后一个工作日内给予回复; 责任部门主管对品质异常的实质原因进行分析并将其填写在《异常通知单》相应原因分析栏中; 现场原因分析清楚后,相关责任部门主管针对生产实际状况制定应急措施并由责任部门主管将应急措施填入《制程异常通知单》相应栏里,现场IPQC进行跟踪验证; 责任部门主管应在48小时以内对《异常通知单》的异常原因做出预防措施; 品质QE根据《异常通知单》进行跟踪验证,确认效果。 ●责任部门是否在规定时间内实施改进措施; ●责任部门是否在规定时间内完成改进措施; ●涉及部门相关人员是否积极配合改进措施的实施。 5.奖罚制度 处罚制度 ●责任部门必须在48小时内做出改进计划和明确的完成时限,否则给予每次5 元/次处罚; ●改进措施在限定时限内未能完成给以每次5元/次的处罚; ●责任部门未彻底执行改进措施导致改进无效给以责任人10/次的处罚; ●同一异常点在同一部门一个月内发生5次或5次以上给以20/月的处罚。 奖励制度 ●异常问题责任人在规定时限内措施改进有效且同样的品质问题未再次发生; ●异常责任人及时到达现场且改进措施快速实施见效(不含变更工艺,降级处理
常见制程不良原因分析 任何一个变压器在生产过程中,难免有或多或少的问题,发生的原因可能牵涉到设计,材料,工法,作业人员的疏忽…….等等,致制程出一些不良品,仅就我们本厂生产进的产品做一简单的探讨分析. 1.直流电阻(DCR)的问题 A.DCR过低 此种情形很少发生,造成可能的原因为: 1.线径用大了 2.规格订得不理想 3.圈数不足 4.用错骨架或DR CORE中径 虽然大部份的SPEC在DCR部份订MAX,当然也有SPEC是±?%,对于MAX的规格,往往会疏忽注意,因此我们在寻拉过程中就要留意我们的电阻,尤其是多根线并绕时的电阻,实测值是不是与指示卡定的规格相差很远.例如: SC5726-001A型号N3(2.3-1)=0.35*3根﹐DCR SPEC=20 MAX 正常值=12.8 断线1根后﹐DCR=19 .当遇到这样的情形的时候我们就要主动提出来要求工程收缩电阻范围. B.DCR过高 发生的原因: 1.线径用错 2.拉力过大,把线拉细 3.圈数太多 4.以mm(日规)线径取代了AWG(美规)线 5.铜皮引线焊点冷焊(包焊) 6.温度过高.铜线的温度系数是0.0039/℃,一奥姆的电阻,温度每上升一度其电阻增加0.0039Ω.(一般大家可 以接受的是25℃) 2.电感(INDUCTANCE)的问题 A.电感过高可能的原因 1.圈数是否多了 2.磁芯的选择是否错误 3.GAP是否磨太浅 4.磁芯来料本身的AL值过高 5.客户订的规格是否合理 6.没有GAP的磁芯组装含浸后电感一般不成线性略有上升 7.高μi值的磁芯,如滤波器类受烘干凡立水的温度影响,一般均会降低.所以我们通常采用80-90℃烘干式 或用自然阴干式. 8.对于有GAP磁芯若电感高一点点,可用砂纸磨磁芯中柱一下,以调整电感值符合规格. B.电感低的原因 1.圈数是否少了 2.磁芯的选择是否错误 3.GAP是否磨得太深 4.磁芯来料本身的AL值是否太低 5.客户订的规格是否合理 6.包磁芯胶纸太松,浸油后凡立水渗透到磁芯接合处
制程能力分析 緒言 在產品生產周期內統計技朮可用來協助制造前之開發活動、制程變異性之數量化、制程變性相對于產品規格之分析及協助降低制 程內之變異性。這些工作一般稱為制程能力分析(process capability analysis)。制程能力是指制程之一致性,制程之變異性可用來衡量制程輸出之一致性。 我們一般是將產品品質特性之6個標准差范圍當做是制程能力之量測。此范圍稱為自然允差界限(natural tolerance limits)或稱為制程能力界限(process capability limits)。圖9-1顯示品質特性符合常態分配且平均值為μ,標准差為σ之制程。制程之上、下自然允差界限為 UNTL=μ+3σ上自然允差界限 LNTL=μ-3σ下自然允差界限 對于一常態分配,自然允差界限將包含99.73%之品質數據,或者可說是0.27%之制程輸出將落在自然允差界限外。如果制程數據之分配不為常態,則落在μ±3σ外之機率將不為0.27%。
(例) 產品外徑之規格為5±0.015cm,由樣本資料得知X=4.99cm,σ=0.004cm,試計算制程之自然允差界限。 (解): UNTL=4.99+3(0.004)=5.002 LNTL=4.99-3(0.004)=4.978 制程能力分析可定議為估計制程能力之工程研究。制程能力分析通常是量測產品之功能參數而非制程本身。當分析者可直接觀察制程及控制制程數據之收集時,此種分析可視為一種真的制程能力分析。因為經由數據收集之控制及了解數據之時間次序性,可推論制程之穩定性。若當只有品質數據而無法直接觀測制程時,這種研究稱為產品特性分析(product characterization)。產品特性分析只可估計產品品質特性之分布,或者是制程之輸出(不合格率),對于制程之動態行為或者是制程是否在管制內則無法估計。這種性形通常是發生在分析供應商提供之品質數據或者是進貨檢驗之品質資料。
1. 目的 规定当制程出现异常时的处理流程及各相关部门的责任, 使异常能够得到及时解决,确保生产正常 运行。 2. 适用范围 适用于制程出现异常时的处理。 3. 定义: 无。 4. 职责 4. 1各生产车间:当生产过程中制程出现异常时发出《不合格品报告单》通知 IPQC 4. 2品质部IPQC :对制程异常现象进行确认,并通知 QE 或PE 来现场进行原因分析和处理 4. 3品质部QE :对制程异常进行原因分析并确认责任部门,并对责任部门制订的改善对策进行验 证 4. 4工程部PE :对功能及结构性制程异常进行原因分析并确认责任部门 4. 5责任部门:负责制定异常的临时对策和永久对策并实施。 5. 作业程序 5. 1制程异常发出的时机: 5. 1. 1当同一不良现象重复出现且不良率超出备损率时; 5. 2制程异常的发出、确认及通知: 5. 2. 1由车间生产线根据不良现象和事实填写《不合格品报告单》,填写内容包括:订单号、 产品型 号、生产数量、不良数量、不良率、提出部门、提出时间、订单交期、不良现象描述。 经车间主管(经理)审核后给车间IPQC 确认; 5. 2. 2 IPQC 在收到车间发出的《不合格品单》后,对异常现象、不良数量、不良率进行确认, 并将确 认结果填写在“IPQC 确认”栏。如果确认结果与车间填写的内容不相符时,可退回 车间重新填写。 5. 2. 3 IPQC 确认后以电话形式通知以下人员到发生异常的现场进行原因分析: 5. 森一泰电子科技有限公司 作业指导书 制程异常处理作业指导书 2. 3. 1如果是外观异常,电话通知制程 QE 工程师到现场进行原因分析; 2. 3. 2如果是功能和结构性异常,电话通知 QE 工程师和工程部PE 工程师到现场进行 原因分析; 2. 3. 3如果电话联络不到相关产品的 QE 工程师或PE 工程师时应通知其直接上司做出 相应安排。 5. 5.
制程异常控制程序 (IATF16949/ISO9001-2015) 1.目的 为确保制程异常得到及时有效地解决,以使生产顺利进行,进而保证质量特制定本程序。 2.适用范围 适用于从物料投入开始到成品包装完成的整个生产过程。 3. 职责 3.1 生产部 3.1.1 生产部现场管理人员职责 1) 异常问题提出,做好不合格品的标识和统计; 2)严格按照处理对策执行; 3)人为作业造成异常的改善; 3.1.2 生产部PQC职责 1)异常问题的确认,制程异常通知单的发出,不合格或异常品的标识; 2)负责制程异常改善对策确认及其效果追踪,制程异常通知单的归档; 3)严格管控ECN的切入及其效果的追踪;
4)改善对策之效果确认、制程异常通知单的归档。 3.2 工程部 3.2.1主导制程异常的分析、解决; 3.2.2负责对异常问题分析、定性、归属责任; 3.2.3综合责任部门改善对策提出综合解决对策(包括临时对策,长期预防改善对策); 3.2.4反馈相关分析和对策、通报《制程异常分析报告》并归档。 3.3 品管部QE、IQC职责 3.3.1来料不良而造成的制程异常问题的分析; 3.3.2监督厂商回复改善对策并追踪和进行效果追踪。 3.4 研发东莞评测实验室职责 3.4.1对物料问题的处理提供判定依据。 4. 制程异常处理流程 4.1制程异常处理流程:附件1 4.2物料不良处理流程:附件2 注1:工程部通过现场分析和试验对问题定性,定性的过程包括对不良率、问题属性、责任归属等情况的判定。
注2:原材料不良包括外观不良、机构尺寸不良、原材料电气功能设计缺陷;研发设计不良包括软硬件匹配性、兼容性问题;制造工艺问题包括生产流程安排不当、作业方法不当造成物料的损害;人为作业问题包括未按照作业指导书作业、人员未经培训直接上线造成物料的损害等。 注3:工程部产品组初步分析,在4小时内给出临时对策(包括在线异常品、已入库异常品的处理)。 注4:责任部门根据问题性质分析问题产生原因,提出纠正措施和长期预防对策; 分析部门主要包含工程部、生产部、品管部、研发东莞评测处。 注5:PQC对临时对策、纠正和长期预防对策的执行结果进行追踪。若有效,继续正常生产;若无效,反馈到相关部门重新确认、分析问题。 5. 引用文件 5.1《PQC制程异常通知单》 5.2《制程异常分析报告》 5.3《生产部生产过程控制程序》 5.4《过程检验控制程序》 6.记录表格 6.1制程异常通知单 制程异常通知单.d oc
激光焊制程分析报告 激光焊的制程不良数是整个厂异常最多的一个地方,平均每天都有2张异常单,常见于UH型号,较窄型号,较宽的型号。本年度基本所有的电芯都开始使用黑色隔圈,也因制程控制、员工操作手法、隔圈设计等因素导致激光焊炸火的数量也略微上升。 激光焊常见的异常基本为三大项:漏气、炸火、拐角焊孔。零电这一项的数量其实是不多的。 激光焊所出现的问题可以从人、机、物、法、环,进行分析。一、人 (1)在三车间的漏液电池中,我们可以发现不少电池为激光焊焊接不到位或则焊接都没有焊接。 (引用品质张主管laser welding NG图片) 未焊电池和焊接不到位的电池流入测漏工序,又流入三车间,是值得二车间的现场PE、生产部员工和管理人员、IPQC去反思的。员工品质意识不强,将不良电池流入下工序甚至三车间,对不良品缺乏正确的认识,甚至部分员工对何为不良品认识不足。分析此类原因为:①无论是设备调试还是不良品的确认,设备部和工程部现场都缺
少对员工的培训,这点的话,本人需要检讨;②生产每日生产任务繁重,缺乏培训时间;③员工比较缺乏向老员工、拉长或其他人员学习的精神。④、员工缺乏品质意识;⑤员工长期盯着测漏水瓶和焊线,精神上会开小差。⑥员工违规操作,更改作业参数;⑦测漏时所需真空度在-0.07Mpa~-0.08Mpa,今年以来,已多次未达到要求,这点需要设备尽快解决。 (2)机台保养方面,我们的机台保养工作做得并不怎么好,激光焊操作平台脏污,焊嘴脏污等等。 放电池底座,擦拭完的底座(亮的)和未擦拭的底座对比(黑的, 表面有一层厚厚的黑污)
干净的碎布擦了一小部分地方 焊嘴长期焊接,较脏,部分损坏严重 变成脏污的碎布 弹簧损坏,未保养好 亮的为擦拭干净的档条,其余为未擦拭 隔条下方没有螺母,只能用皱纹胶固定 皱纹胶垫平电池 粉尘对电池的影响是比较大的,小小的粉尘落在焊线上也会使焊接炸火。但我们这点做得十分的不好。这点的话需要生产和设备加强管理。 另用皱纹胶固定分隔条的方式非常不好,会影响焊线的整体效果,并且客户审厂时也很不美观。 二、设备 激光焊使用的设备已经低于同行的设备(睿德验厂时提到了这一员工换型号时,不小心将 隔条下方螺 母调到机台 后,未将螺母 捡起。在机台 下方多次发 现螺母 焊接时,焊线倾斜,焊接 平台不在 水平面
制程异常处理规范 (文档来源于网络如有侵权请于联系删除) 1.目的 规定当制程出现异常时的处理流程及各相关部门的责任,使异常能够得到及时解决,确保生产正常运行。 2.适用范围 适用于制程出现异常时的处理。 3.定义: 无。 4.职责 4.1各生产车间:当生产过程中制程出现异常时发出《不合格品报告单》通知IPQC 4.2 品质部IPQC:对制程异常现象进行确认,并通知QE或PE来现场进行原因分析和处理 4.3品质部QE:对制程异常进行原因分析并确认责任部门,并对责任部门制订的改善对策进行验证 4.4工程部PE:对功能及结构性制程异常进行原因分析并确认责任部门 4.5责任部门:负责制定异常的临时对策和永久对策并实施。 5.作业程序 5.1制程异常发出的时机: 5.1.1 当同一不良现象重复出现且不良率超出备损率时; 5.2 制程异常的发出、确认及通知: 5.2.1由车间生产线根据不良现象和事实填写《不合格品报告单》,填写内容包括:订单号、产品型号、生产数量、不良数量、不良率、提出部门、提出时
间、订单交期、不良现象描述。经车间主管(经理)审核后给车间IPQC确认; 5.2.2 IPQC在收到车间发出的《不合格品单》后,对异常现象、不良数量、不良率进行确认,并将确认结果填写在“IPQC确认”栏。如果确认结果与车间 填写的内容不相符时,可退回车间重新填写。 5.2.3 IPQC确认后以电话形式通知以下人员到发生异常的现场进行原因分析: 5.2.3.1 如果是外观异常,电话通知制程QE工程师到现场进行原因分析; 5.2.3.2如果是功能和结构性异常,电话通知QE工程师和工程部PE工程师到现场进行原因分析; 5.2.3.3如果电话联络不到相关产品的QE工程师或PE工程师时应通知其直接上司做出相应安排。 5.3原因分析: 5.3.1制程QE工程师和PE工程师接到通知后,应在第一时间到异常发生的车间现场进行确认和原因分析。 5.3.2问题分析时应运用5WHY、5M1E、8D、QC七大手法、IE手法等问题分析技术分析异常的根本原因(Root Cause),根据根本原因确认责任部门及提出临时对策。 5.3.3当所发生异常是开发设计缺陷时,由工程部PE工程师通知开发工程师到现场进行原因分析。 5.3.4工程部和品质部对问题的不良现象,不能够提出解决方案或工程部和品质部处理意见不一时,由品质部QE工程师负责召集PE工程师、品质主管、品质经理、制造部和相关部门进行会议讨论处理。 5.3.5正常情况下原因分析及临时对策的提出应在2小时内完成 5.3.6当责任部门确定后,QE工程师或PE工程师应电话通知责任部门责任人到异常发生的车间现场进行确认。
CTE东莞市西特新能源科技有限公司 序号不良现象数量占总数比例累计不良累计不良比例备注1突点37 2.31%3745.12%异物引起 2胀气28 1.75%6579.27%3脏污140.88%7996.34%电解液引起4 其它 3 0.19%82 100.00% 二.不良现象分布 关于SR7545135PK线投入不良初步分析报告 一.事故背景: PK线本周内投入SR7545135共1600PCS,不良品82PCS,不良率5.125%,(远远超出PK出货不良比例≤0.3%)④2个类似麻点分布的突点的折解发现祼电芯与铝塑膜之间有分布不均匀的黑色小块状的粉末(图4)③1个点状的突点折解后发现祼电芯与铝塑膜袋子之间有绿色异物(图3) 3.1不良现象“突点”初步确认 三.不良分析 ④产生的原因为电芯入袋后至注液这一过程中电芯本身有粉末状涂层桨料存在,而粉末状涂层桨料3.2原因分析 跟进人:陈玉田主管 从上述不良品折解来看①产生的原因为人员的头发掉落在袋子引起,是人员自身穿戴防护未做好;产在电解液浸泡下没有完全溶解,或电芯吸收完电解液后,粉末涂层最终汇聚在块状引起。②1个块状突点折解发现负极片内部覆盖桨料有局部堆积(图2) ①2个长条形的突点折解发现祼电芯与铝塑膜袋子之间有头发(图1)经折解6个有突点的电芯发现情况如下: 进出烤箱。 贴胶纸,点焊。 ②产生的原因为极片在使用的过程中局部受到外力导致涂层受损堆积,产生工位可能有卷绕(维修品生工位可能有卷绕,测短路,电芯入袋,顶侧封,贴标,进出烤箱。 ③产生的原因应为在贴标后电芯入胶盒重叠堆放,而胶盒底部粘有异物引起。产生工可能有贴标,3.3.3针对④请工艺部对目前所用桨料进行电解液熔解试验,验证桨料粉末与电解液的熔解性及熔解3.3.2针对②请生产部做好自检动作,并对维修产品进行隔离分开确认。 跟进人:谭永平主管3.3.1针对①③请生产部做好真正的5S工作。 跟进人:陈玉田主管 3.3改善对策 粗略的工艺调机记录。请工艺部门对此完善,方便生产做有所依。 跟进人:谢墨经理5.0不良现象“胀气”主要是抽气成型未抽干净引起,经查阅经工位没有真正的作业指导书,只有4.0不良现象“脏污”主要电解液污染,主要是“注液”“抽气成型”两工位引起。 后的凝结性,综合评估出桨料粉末对电池外观的影响比例。 跟进人:谢墨经理
1.目的 规定当制程出现异常时的处理流程及各相关部门的责任,使异常能够得到及时解决,确保生产正常运行。 2.适用范围 适用于制程出现异常时的处理。 3.定义: 无。 4.职责 4.1各生产车间:当生产过程中制程出现异常时发出《不合格品报告单》通知IPQC 4.2 品质部IPQC:对制程异常现象进行确认,并通知QE或PE来现场进行原因分析和处理 4.3品质部QE:对制程异常进行原因分析并确认责任部门,并对责任部门制订的改善对策进行验证 4.4工程部PE:对功能及结构性制程异常进行原因分析并确认责任部门 4.5责任部门:负责制定异常的临时对策和永久对策并实施。 5.作业程序 5.1制程异常发出的时机: 5.1.1 当同一不良现象重复出现且不良率超出备损率时; 5.2 制程异常的发出、确认及通知: 5.2.1由车间生产线根据不良现象和事实填写《不合格品报告单》,填写内容包括:订单号、产品型号、生产数量、不良数量、不良率、提出部门、提出时间、订单交期、不良现象描述。 经车间主管(经理)审核后给车间IPQC确认; 5.2.2 IPQC在收到车间发出的《不合格品单》后,对异常现象、不良数量、不良率进行确认,并将确认结果填写在“IPQC确认”栏。如果确认结果与车间填写的内容不相符时,可退回 车间重新填写。 5.2.3 IPQC确认后以电话形式通知以下人员到发生异常的现场进行原因分析:5.2.3.1 如果是外观异常,电话通知制程QE工程师到现场进行原因分析; 5.2.3.2如果是功能和结构性异常,电话通知QE工程师和工程部PE工程师到现场进行原因分析; 5.2.3.3如果电话联络不到相关产品的QE工程师或PE工程师时应通知其直接上司做出相应安排。 5.3原因分析: 5.3.1制程QE工程师和PE工程师接到通知后,应在第一时间到异常发生的车间现场进行确认和原因分析。 5.3.2问题分析时应运用5WHY、5M1E、8D、QC七大手法、IE手法等问题分析技术分析
制程不良品的处置规定 一、目的:对生产线各工序发现的少量来料不良品及制程不良品进行控制,防止不良品的 混用,减少产品质量隐患及产品质量损失。 二、适用范围:本规定适用于生产线各工序发现的少量来料不良品及制程不良品的处理。 大批量及严重不合格发生时,按《不合格品处理程序》执行。 三、职责及权限: 1、生产部通过自检、互检,发现的制程不良及来料不良品,应提交检验部门判定,进行退 换料。生产部有责任通过现场管理减少不良品的产生及防止不良品的混用。 2、品质部负责对生产部提交的不良品进行判定,并提出处理意见,控制不良品的混用。 3、PMC对不良品的出入库进行管理,及时补发料,保证生产正常进行。对库存不良品进行 管制,防止误用。 四、流程说明: 1、制程中,各岗位操作员应进行自检和互检,工作中发现因来料不良或者制程不良导致相 关物料不可用时,应办理不良品退库及补料手续。 2、不良品报检:拉(组)长填写《不良品处置单》,生产主管初步判定,提出退换料要求, 报检验部门确认。 3、检验员描述不良品现象及判定;初步原因分析:是属于来料不良还是制程加工不良;提 出初步处理意见:返工、退货、报废。贵重物料及超过10件以上的物料的退换,需要分管领导签字确认。 4、生产部退换料:拉(组)长凭检验部门签字的《不良品处置单》,将不良品退交回仓库。 同时仓库填写《出库单》,按退料的同样品种、同等数量办理补料手续。
5、仓库收到退料后,应及时给予补料处理,不得影响生产用料。所收到的退料分报废区、 退货区及返工区存放,并分别记账管理。 6、退库不良品的处理: ●退货物料:属于供应商物料质量问题的,采购部与供方联系,做退换处理,所有费用 由供方承担。如供方需要我司协助返工的,由采购与供方协定费用报分管领导。 ●返工物料:PMC根据当月的销售订单、库存明细情况以及生产产能,安排返工计划, 下达返工单。生产部门返工后应报检,品质部检验合格后,仓库办理入库手续。 ●报废物料:仓库每月定期盘点清理,机加工零件需要报废的,机加工车间每月报一次, 仓库统一处理。所有报废由生产部门呈报分管领导批准。 五、注意事项: 1、生产部发现废料或发生报废时,应在当月30日前退回仓库。延期不退还仓库,造成 采购退货困难、物料供应断档、停工待料等情况的,由生产部门负责。 2、超过当月发放数量的退料、发放时间超过三个月的退料、当月及上月无生产计划的退 /补料,需要生产主管说明原因,报PMC部核准,否则仓库有权不给补料或者不发放同等数量的补料。 3、特殊制程需要给予一定物料的报废率的,由生产部门报分管领导批准,批文在品质部 备案。品质部按规定的报废率控制退换料的数量。 4、出现批量性制程报废,或者超过公司允许额度的,责任部门进行追责处理,按物料的 原价,对责任人进行处罚。
各制程的制作要点 自动裁剪 裁剪是整个FPC源材料制作的首站,其质量问题对后其影响较大,而且是成本的一个控制点,由于裁剪机械程度较高,对机械性能和保养大为重要.而且裁剪机设备精度基本可以达到所裁剪物的精度要求,所以在对操作员操作技术及熟练程度和责任心提高为重点. 1. 原材料编码的认识 如; B 08 N N 0 0 R 1 B 250 B铜箔类 08:厂商代码 1N层别,N,铜片S,单面板D,双面板 2N绝缘层类别 N.无绝缘层类别 K.kapthon P.polyster 10 绝缘层厚度 0,无 1:1mil 2:2mil 20绝缘层与铜片间有无粘着剂 0;无 1;有 R,铜皮类别 A:铝箔H:高延展性电解铜R:压延铜E:电解铜 1,铜皮厚度 B,铜皮处理 R:棕化 G:normal 250,宽度码 Coverlay编码原则 2. 制程质量控制 根据首件 A.操作者应带手套和指套,防止铜箔表面因接触手上之汗渍等氧化. B.正确的架料方式,防止邹折. C.不可裁偏,手对裁时不可破坏冲制定位孔和测试孔.如无特殊说明裁剪公差为张裁时在±1mm 条 D.裁时在0.3mm内 E.裁剪尺寸时不能有较大误差,而且要注意其垂直性,即裁剪为张时四边应为垂直(<2°) G.材料质量,材料表面不可有皱折,污点,重氧化现象,所裁切材料不可有毛边,溢胶等. 3. 机械保养 严格按照<自动裁剪机保养检查纪录表>之执行. CNC: CNC是整个FPC流程的第一站,其质量对后续程序有很大影响.CNC基本流程:组板→打PIN→钻孔→退PIN. 1. 组板 选择盖板→组板→胶带粘合→打箭头(记号) 基本组板要求: 单面板 15张单一铜 10张或15张双面板 10张单一铜 10张或15张 黄色Coverlay 10张或15张白色Coverlay 25张辅强板根据情况3-6张 盖板主要作用:A:减少进孔性毛头 B:防止钻机和压力脚在材料面上造成的压伤.C:使钻尖中心容易定位避免钻孔位置的偏斜 D:带走钻头与孔壁摩擦产生的热量.减少钻头的扭断. 2. 钻针管制办法 a. 使用次数管制 b. 新钻头之辨识方法 c. 新钻头之检验方法
各制程不良分析手册 站别号问题点定义原因分析标准 1 CU 皮 起 泡 1.IU或IIU前板面药水污染等板面不洁造成结合不佳 2.电镀参数不合理导镀面结合粗糙不均不允许 2 线 状 缩 腰 1.因刮伤或汗清洁不良,导致干膜S/C暗区产生条状凹痕 2.因人造成或压膜不良造成干膜折痕 3.D/F后站药水污染致D/F板暗区扩涨 无造成断路,且 不小于规范线 径之20% 3 线 路 分 层 1.IU或CUII前处理不彻底,造成CU面结合不牢 2.槽液温度过低等参数不当致CU层沉积粗糙,与前者之CU 不能很好结合 3. D/F湿影不彻底 不允许 4 蚀 刻 不 尽 1.蚀刻参数未管控好 2.流锡或剥膜不尽 3.IU或IIU前干膜掉落(刮落或与板面结合不牢) 4.干膜前板面沾胶 线路间不超过 规范线径之 20%,且未造成 短路
电镀5 线 路 分 层 1.IU或CUII前处理不彻底,造成CU面结合不牢 2.槽液温度过低等参数不当致CU层沉积粗糙,与前者之CU 不能很好结合 3.D/F湿影不彻底 不允许 6 脏 点 短 路 1.干膜S/C未清洁净,致其明区沾污部分未被曝光固化,即 此线距部分会被镀上CU及sn/pb而造成短路 不允许 7 CU 面 凹 陷 1.基材本身有针点凹陷不良(检查基板表面) 2.压合时CU皮表面沾尘或PP质量不良造成压合后此瑕玼 3.电镀铜时因槽液特别是光泽剂不正常导致CU积不良 (2.3.可通过做切片观查,以作为参考) A手指不允许, 板面每点不大 于20mil,不超过 板厚的1/5 8 CU 面 残 缺 1.D/F沾膜,撕膜不净,导致蚀刻时被蚀掉 2.板面沾胶或沾药水导致CU面无保护层 3.电镀部分喷嘴不损造成局部过蚀 大铜面每点不 大于20mil,每面 只允许1点,其 它地方不允许
查看文章 如何做好制程品质管制(一) 2007-03-12 22:16 如何做好制程品质管制(一) ------------------------------------------------------------------------------------------------------------------------------------ 表3-1 四大环节对产品品质不良的影响 2 制程品质不良的原因分析与对策 仅从制程的角度分析品质不良的原因,可以从下列四个方面来总结: ①员工不能正确理解和执行作业标准——不会 ②干部对制程的管制能力不足——不能。 ③制程品质稽核、检验不当——不当。 ④缺乏品质意识与品质责任——不愿。 表 3-2 制程品质不良分析与对策 (二)强化人员的管理以提升品质 1 人员品质观念强化 灌输现场人员良好的品质观念: ①品质是制造出来的,不是检验出来。 ②第一次就把事情做好。 ③品质是最好的推销员。 ④没有品质就没有明天。 ⑤客户是上帝,而且是不懂得宽恕的上帝。 2 员工技能培训 ①岗前训练 产品特点与基本知识; 品质标准与不良辨识; 作业流程与品质要求。 ②岗位训练 如何正确操作设备、工具; 如何自检、互检; 品质不良种类与限度; 基本的不良修复技巧;
如何求救。 3 操作者自主管理 ①操作者的“三按”、“三自”、“一控”要求。 三按,即:按图纸、按工艺、按标准生产。 三自,即:对自己的产品进行检查。 自己区分合格与不合格的产品。 自己做好加工者、日期、品质状况等标记。 一控,即:控制自检合格率。 ②开展“三不”、“三分析”活动。 三不,即:不接受不良品、不制造不良品、不传递不良品。 三分析,即:当出了品质问题,应及时组织相关人员召开品质分析会,分析品质问题的危害性,分析产生品质问题的原因,及分析应采取的措施。 表3-3 人为操作不良常用对策 (三)制度化 、标准化 、简单化 、愚巧化 1 流程制度化 任何作业流程都应该予以规范化、制度化,使员工有据可循,使每一次作业可以预先得以教导、安排,事中得到控制,事后便于追查。 2 工作标准化 将工作方法、步骤、注意事项予以标准化,易于操作,不易出错,便于查核,对品质稳定有关键作用。 3 作业简单化 基层员工的素质,能力、意识在企业中处于较低水准,尽量让其工作内容更简单,有利于学会、方便作业,自然降低出错的概率。 4 愚巧化(Fool Proof),俗称防呆。其目的是防止作业人员因不熟练或不会做,以及疏忽或不小心而造成制程不良,必要时也可防止过剩生产或产量不足。如国内电器的电源线插头依CCEE规定应为三扁插,且仅能从一个方向插入插座,此即防呆功能。 愚巧化的作用: ①防止过剩的生产量 ②防止错误或不良的原料投入。 ③防止作业标准、作业条件的变化超限。 ④防止多装、少将的发生。 ⑤防止因“定位失误”而造成的品质不良。 ⑥防止作业不安全事故的发生。 流程制度化,工作标准化,作业简单化,工具愚巧化,既可以提升品质,也可以提升效率,是现场干部工作的法宝之一。
2010年电子制程行业 分析报告
目录 一、行业主管部门、监管体制和主要法律法规及政策 (5) 1、行业主管部门和监管体制 (5) 2、产业政策 (6) (1)《电子信息产业调整和振兴规划》 (6) (2)《信息产业科技发展“十一五”规划和2020年中长期规划纲要》 (7) (3)《高技术产业“十一五”规划》 (7) (4)《当前优先发展的高技术产业化重点领域指南(2007 年度)》 (8) (5)《电子信息产品污染控制管理办法》 (8) 二、行业基本情况 (9) 1、电子信息产业基本情况 (9) 2、电子制程行业的基本情况 (9) (1)电子制程行业的产生 (9) (2)电子制造行业的发展趋势对电子制程行业的影响 (11) (3)电子制程行业的产业链关系与电子制程行业的服务内容 (12) (4)我国电子制程行业的未来发展 (13) (5)中国电子制程行业的市场容量 (15) ①电子制程产品在电子信息产品总成本中的比重 (15) ②市场规模及增长情况 (16) ③2009-2011年市场需求预测及增长 (16) 三、行业竞争状况 (17) 1、行业总体竞争格局及市场化状况 (17) (1)与供应商竞争 (18) (2)电子制程技术 (18) (3)合格供应商资格认证 (18) 2、行业内的主要企业 (19) (1)国内的主要企业综合竞争实力排名 (19)
(2)国外实力企业简要情况 (19) 3、进入本行业的主要障碍 (21) (1)技术壁垒 (21) (2)供应商壁垒 (22) (3)人力资源壁垒 (22) (4)客户壁垒 (23) (5)销售渠道及规模壁垒 (24) 4、市场供求状况 (24) 5、行业利润水平的变动趋势和原因 (24) 四、影响行业发展的有利和不利因素 (25) 1、有利因素 (25) (1)电子行业整体水平和产业集中度的提高 (25) (2)电子信息产业整体规模将继续保持上升势头 (27) (3)电子制造业竞争的加剧和产品更新换代速度提高 (27) (4)国内GDP将继续保持快速增长 (27) 2、不利因素 (28) (1)经济周期对下游行业造成了短期负面影响 (28) (2)国内电子行业对电子制程的重要性和意义认识不足 (30) 五、行业技术特点及技术水平、行业特征 (30) 1、行业技术特点与水平 (30) 2、行业经营模式 (31) 3、行业发展趋势 (32) (1)兼并趋势 (32) (2)一体化趋势 (33) 4、行业的区域性 (34) 六、上、下游行业之间的关联性 (35) 1、本行业与上游行业的相关性 (35)
壹:液體涂裝不良分析 一.制程不良分析 1 雜質 2 暗紋 3 水點,油點,針孔. 4 噴涂不均(少漆,流漆) 5 異色 6 溢漆 7 少漆 8 粗點 9 桔皮 10 粗粒0 11 漆泡 12 噴點不均 13 垂流,邊角聚漆 14 掉漆,脫漆 15 碰傷,刮傷 16 凹击點,變形,缺料 二.涂料特性不良分析 1色差值 2光澤度 3膜厚 4附著力 5硬度
6耐衝擊 7遮蓋力 8密著性 9質感粗糙度(織紋粒徑大小) 10耐酒精擦拭 液烤制程不良分析 一.雜質 原因分析: 1涂料,溶濟中有雜質. 2DISCO噴房內有灰塵絨毛飛揚,飄附於產品表面. 3噴房氣溫干燥. 4涂裝生產時,上方吊具,軌道有灰塵掉落. 5 預熱爐,主烤爐內灰塵未清掃,吸塵,擦拭. 6 通風系統過濾布更換. 7 產品表面雜質絨毛. 改善對策: 1.調漆時溶劑用400目過濾綱過濾,調好之涂料用200目過濾綱過濾 2遍再使用. 2.DISCO通風口過濾布改用400目尼龍綱,杜絕帶有絨毛之布屑進入 噴房. 3.根據氣溫高低來決定洒水次數,使噴房地面保持一定濕度,避免灰 塵,絨毛因氣溫干燥而飛揚飄浮於空氣中. 4.吊盤每天吹塵一次,軌道每星期清掃,擦拭一次,每季度更換,吊具吊 盤,進行除漆處理. 5.根據設備保養檢點記錄,表定期清掃,吸塵,擦拭烤爐. 6.通風系統過濾布清洗,更換,保持干凈無塵. 7.表面打磨擦拭. 二.暗紋
原因分析: 1. 來料打磨不良,重工品打磨位置未完全遮蓋 2.油漆遮蓋力不強 改善改策: 1.控制來料,針對打磨處嚴格挑選 2.針對重工品重新生產時集中處理提高補漆粘度25”±2” 3.知悉供應商改善油漆庶蓋力 三水點.油點.針孔 原因分析: 1.壓縮空氣中有少量水份,油脂 2.噴漆池添加循環水,有水濺於產品表面 3.素材表面有點狀油污未處理干凈 改善對策: 1.輸出氣壓安裝空氣過濾器使空氣完全過濾干燥 2.生產時,禁止添加循環水 3.素材表面油污用去漬油擦拭干凈后再進行前處理 4.添加化點油,平堤劑 四噴涂不均(少漆,流漆) 原因分析: 1吊盤齒輪轉動不靈活 2挂鉤變形,角度不正,長短不一致 3DISCO上下定點是否調整最佳狀態 4涂料吐出量是否適宜. 5手補動作不均勻,導致流漆. 改善對策 1定期添加耐高溫潤滑油(二周一次) 2每換挂鉤,治具時挑選並及時調整 3根據制程管制參數看板調整正確上下限 4針對生產出產品增加人工修補漆
防焊前五项制程问题分析: 一、防焊空泡: 造成原因:1、前处理不良。(H2SO4浓度、水质、吹干段角度及风量,吸水海棉清洁度、烘干温度)。 2、磨刷后放置时间过长,室内湿度偏低。 3、印刷台面沾有油墨及其它有机溶剂,反沾板面,油墨搅拌不均。 4、预烤不足。 5、曝光能量太低或太高。 6、显影侧蚀太多。 7、HAL浸助焊剂时间太长,锡槽温度太高,浸锡时间太长。 预防措施:1、前处理作业必须按SOP要求生产。 2、磨刷后放置时间不得超过2H ,室内湿度控制在50-60%之间。 3、印刷台面保持清洁,印第一面时台面上垫一张白纸,以保证板面清洁度。 4、预烤温度保持70±2℃,烤后之板保证不粘棕片。 5、曝光能量保持在9-13格。 6、显影点控制在50-60%,避免过多侧蚀。 7、后烤通风保持良好,塞孔板必须分段烘烤。 8、HAL作业须完全按照SOP操作,不可有违规作为。 二、L/Q内圈阴影: 原因分析:1、油墨过期。 2、预烤时间过长,温度过高。 3、挡点印刷时,孔环处积墨过多,印刷房湿度不够。 4、曝光前,静置时间过长。 5、显影速度过快,压力过小。 6、棕片遮光度不够。 7、曝光时吸真空压力未能达到要求。 改善对策:1、油墨按照先进先出的方式使用,保证在油墨保质期内使用。 2、预烤时间和温度按SOP要求作业,且烤好后及时取出防止冷烤。 3、印刷房湿度保持在50-60%之间,挡点印刷保持连贯,且印一PNL刮一次网版。 4、预烤后板静置时间不能眼过12H,最连贯4H以内对位完。 5、显影点保持在50-60%之间。 6、选用遮光度及质量较好之棕片生产。 7、吸真空不得低于600㎜Hg,且须保持导气良好。