
不锈钢管检验标准
1主题内容与适用范围
本标准规定了不锈钢管技术要求、检验方法等要求。
本标准适用于不锈钢管。
2技术要求
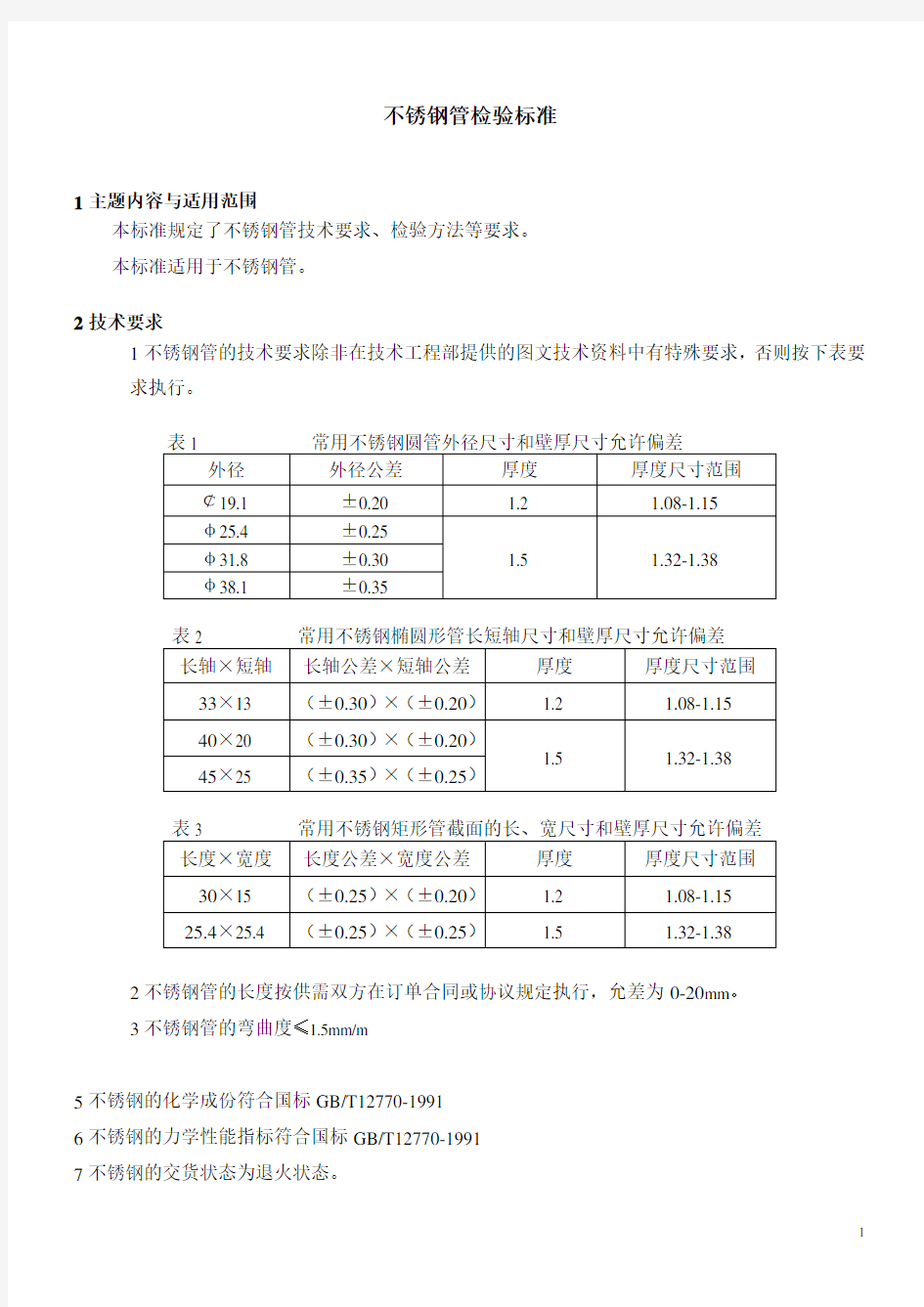
1不锈钢管的技术要求除非在技术工程部提供的图文技术资料中有特殊要求,否则按下表要求执行。
2不锈钢管的长度按供需双方在订单合同或协议规定执行,允差为0-20mm。
3不锈钢管的弯曲度≤1.5mm/m
5不锈钢的化学成份符合国标GB/T12770-1991
6不锈钢的力学性能指标符合国标GB/T12770-1991
7不锈钢的交货状态为退火状态。
8不锈钢管表面质量在交货状态下,表面光亮一致,焊缝饱满,无损伤。
如果存在缺陷按下表执行
表4 不锈钢管的表面质量要求
3、不锈钢圆管弯曲后的抗裂性。
4.检验方法
1外径尺寸、内径尺寸、外形尺寸用游标卡尺测量;圆弧位用R规测量;长度尺寸用卷尺测量。
不锈钢管的壁厚用专用千分尺测量。
2不锈钢圆管的不圆度用游标卡尺对称测量钢管外径三处,以最大值和最小值之差表示。
3不锈钢的化学成份检验委托外部检测机构检验。
4不锈钢管的表面质量的随机抽样检验按抽样检验规定执行。
5不锈钢管毛坯的表面质量检验,在适应的自然光线下目测,目测距离为45±5 cm
6不锈钢管抛光后的表面质量检验,按不锈钢管的抛光表面质量检验标准执行。
7不锈钢圆管在常温下,做冷弯试验,以检查钢管的抗裂性。
弯曲角度为90,弯曲半径以产品的弯曲半径为标准,焊缝位于弯曲方向的内侧面。弯曲完工后,观察焊缝是否开裂。
做人难!于是有笑谈:
这地球上如果只留我一个人那该多好!再也没有与别人打交道的烦恼了,多么自由自在。
可没有老婆会寂寞的。
那就留一个女人做老婆。比翼双飞多快乐!
快乐不会太久的,没人给你烤面包。
那再留一个面包匠。
没人给面包匠提供面粉,他烤不了面包。
再留一个农夫。
没人给他打农具。
留铁匠
没碳
好了好了,别说了,全留下吧!真没办法——美梦终究不成,不与人打交道不行。还是学会与人打交道为好。
刚刚踏上社会的年轻人,面对纷繁而庞杂的社会,常常感到迷惑和不安,有人可能觉得自己的地位实在渺小,有人可能觉得自己的能力实在有限……对如何在这个社会上站住脚表现得没有信心。实际上,社会都是由人构成的,初步掌握些社交心理和社交技巧,有助于提高自己的处世能力。
从一般的角度讲,在社交时应主要掌握以下心理原则:1.是互酬原则。人际交往时,人与人之间的关系是相互的,
其行为具有互酬性。因此,在我们的交往中,应该常常
想到“给予”而不是“索取”;相反,如果取而不予,就会
失去朋友。
2.是自我袒露的原则。一个人把自我向别人敞开比死死关
闭更能使人感到满足,而且,这种好的感觉也会再次
传染给别的人。
3.是真诚评价的原则。人们在交往的过程中,免不了要互
相议论、互相评价,对人评价的态度要诚恳,情感要
真挚,如果恶意诽谤,口是心非,或者阳奉阴违,了会
遭致别人的不安与反感。最后是互利性的原则。要解决
人际关系不协调的矛盾,就要采用互利的原则,“互利”
就是矛盾双方都能接受的调节。
4.最后是互利性的原则。要解决人际关系不协调的矛盾,
就要采用互利的原则,“互利”就是矛盾双方都能接受的
调节。如果只让一方获利,那么朋友就会远离。甚者一
方从另一方身上获利还进行毁坏他人,那就会成为敌
人。
那么,什么是好的人际关系呢?
人际交往的核心部分,一是合作,二是沟通。美国社会心理学爱舒尔茨认为,一般来讲,人际关系有三种类型:
?其一是谦让型。其特征是“朝向他人”,无论遇见何人,总是想到“他喜欢我吗?”。
?其二是进取型。其特征是“对抗他人”,无论遇到何人,总是想知道该人力量的大小,或该人对自己有无用处。
?其三,是分离型。其特征是“疏离他人”,无论遇到何人,总是想保持一定的距离,以避免他人对自己的干扰,这
样的人,好像什么都与他无关,事事高高挂起,不太关
心周围的世界。
什么可能导致人际关系的破坏?
所谓人际关系的破坏,指人际关系失去平衡,造成人际关系破坏的原因,通常来自两个方面:
?个人品质的缺陷
1.自私——私心过重,精得可怕。或损人利已,或
落井下石,或乘人之危,或一毛不拔,使人们与
他交往望而却步,甚至化友为敌。
2.虚伪——虚情假意,表里不一。台上握手,台下
踢脚;嘴上甜蜜蜜,心中一把刀;平时好,关键
时刻踢—脚。
3.骄傲——自我膨胀,蔑视他人。相互尊重,才能取
得认同。
4.刁钻——拨弄是非,制造矛盾,破坏团结,破坏人
际关系。在一个群体里,常有一些心术不正的人,
散布流言,挑拨离间。他们破坏了群体内的团结。
管理工作的不足
1.沟通不良。在组织的上下级之间、平行部门和
同事之间沟通不良,造成互不了解,互不信任,
甚至互相猜疑,互抱成见,影响人际关系的和谐。
2.过分竞争。任何一个组织,没有竞争则缺乏活力,
容易形成不思进取、得过且过的消极文化;但内
部过分竞争,则会使同事成为对手,处处互留一
手、互相戒备,难于互相帮助、主动协作。
3.非正式组织的消极作用。由于正式组织管理不善,
凝聚力下降,给非正式组织以很大的生存空间,
广大职工在许多非正式组织的团体压力下活动,
往往造成帮派心理,排除异己,打击先进,庸俗
关系学盛行,人际关系遭到扭曲和破坏。
4.政策和领导方式不当。或者由于分配政策、人事
升降政策不合理,造成人际之间的不公平;或者
由于领导专断,缺乏民主作风,盛气凌人,使得
职工的不满情绪较大,人际关系失去平衡。
如何建立良好的人际关系呢?
1.培养良好的个性:如果有不良品质,即使交游很广,
也难得有知心朋友;相反,如果你具有促进人际吸引的优秀品质,就会容易被别人引为知已。
2.善于体察别人的真正需要:这些需要概括起来包括包
容的需要、控制的需求、感情的需求。在人际交往中,我们不但要考虑到对方的个性品质,也要考虑对方的需求,因为人际交往的基础是互补,只索取而不奉献的
关系是很难维持的。
3.掌握一定的人际交往技巧:掌握一定的人际交往技巧有
助于提高自己的处世能力。人与人之间的交往不是随
心所欲的,而是有一定目的,并运用一定方法进行交往的。交往方法越好,人际关系越容易维持紧密。建议
大家多读一些待人接物方面的书籍,有助于理性地理解社会,为走上更广阔的人生之路作好准备。
人际交往技巧:
1.记住别人的姓或名,主动与人打招呼,称呼要得当,让
别人觉得礼貌相待、倍受重视,给人以平易近人的印
象。
2.举止大方、坦然自若,使别人感到轻松、自在,激发交
往动机。
3.培养开朗、活泼的个性,让对方觉得和你在一起是愉
快的。
4.培养幽默风趣的言行,幽默而不失分寸,风趣而不显轻
浮,给人以美的享受。与人交往要谦虚,待人要和气,尊重他人,否则事与愿违。
5.做到心平气和、不乱发牢骚,这样不仅自己快乐、涵养
性高,别人也会心情愉悦。
6.要注意语言的魅力:安慰受创伤的人,鼓励失败的人。
恭维真正取得成就的人,帮助有困难的人。
7.处事果断、富有主见、精神饱满、充满自信的人容易
激发别人的交往动机,博得别人的信认,产生使人乐意
交往的魅力。
人际关系大师卡耐基如是说:
?“人性的弱点”:极度的自尊和自己的“第一重要性”。
?与人交往不可批评、指责或抱怨,应真诚赞赏和欣赏?要别人喜欢你,留下一个微笑
?最重要的是引起别人内心迫切的渴望,并表示真诚的关切
?最重要的是尊重他,让他认为自己是重要人物,满足他的成就感
?卡耐基还说:“记住他的名字,并把他叫出来!”
青年朋友涉世之初会逐步认识到交际的重要性,会很下功夫搞活交际关系,以实现成功交际,为自己事业有建树、人生价值受认可铺路架桥。要实现成功交际应遵循以下十八条:第一条:品行端正。人品好德行好,自然受交际圈的欢迎和尊重。即使他拙于交际,大家也会对他格外关心,处处为他开绿灯。偶有疏忽,也能得到大家的体谅或抚慰。
第二条:知识丰富。知识的积累,可以实现对人的重塑。常言道:知识就是力量。知识丰富的人,就意味着他非同寻常,能为社会作较大贡献。因此他在社会中具有举足轻重的地位,并受到人们普遍尊重。
第三条:口才要佳。一句话可以使人笑,一句话可以使人跳,口拙嘴笨的人不善于自我表白,不利于彼此沟通,打不开交际局面,甚至激化交际关系。而口才好的人很容易打开交际对方的心灵门扉。
第四条:心胸大度。大事清楚,小事糊涂,是交际的高境界。但要做到小事糊涂并非易事。这首先要求做一个心胸开阔、处世大度的人,善于原谅、体谅他人。若斤斤计较,耿耿于怀,势必将交际关系弄僵。
第五条:充满真诚。交际应是思想和交流,心灵的沟通。缺乏真诚,遮遮掩掩,甚至着意欺骗,功利色彩太浓,不会交到真朋友。
第六条:自信心强。自信心强的人在困难和挫折面前总表现出不折不挠的精神。这样的人情绪饱满,精力旺盛,总给人以靠得住的感觉,并以其独特的人格魅力形成难以抗逆的交际魅力。因此人们乐于结交这样的人。可以说,没有人愿结交懦夫。
第七条:注重仪表。交际形象良好的人易于为人接受,易于打开交际局面。反之常让人产生反感和厌烦情绪。所谓仪表,包括自己的服饰、妆扮、举止等因素。拿现在较时髦的字眼说就是要注意包装,使自己仪表恰到好处,切合实际,符合交际者心理。
第八条:充满情趣。有情趣的人能给交际圈添注活水,能使人际关系充满生机,能促进人与人之间的沟通与交流。有情趣的人总能使交际圈充满魅力和活力,也使自己成为一个受人悦纳,为人认可的角色。
第九条:幽默诙谐。幽默是智慧的象征,不仅能把笑声和启迪带给大家,还能让别人充分认识其睿智者形象。幽默使交际圈充满轻松和欢乐,融洽和友好,哲思和品位。
第十第:笑脸相迎。美国卡耐基有名很深刻的话:“一个人的面部表情,比穿着更重要,笑容能照亮所有看到它的人,像穿过乌云的太阳,给人温暖。”笑容反映出你的友好态度,自会受到人们欢迎。尤其是发自内心的微笑,更能打动对方的心灵。
第十一条:善打招呼。一个招呼一份情,人与人之间的日常联络就是靠打招呼维系的。有些招呼看似废话,如“吃饭了吗”等,但它在交际中却起着非常独到的作用。当然招呼能做到因情而变,贴切自然,这样更能让对方感受到你的真诚、友好,对方会因有被尊重感而对你格外青睐起来。
第十二条:始终如一。交际应有一贯性,有一个基本方式,稳定的基调,不能翻手为云、覆手为雨,反复无常,做变色龙。不管遇到什么情况,出现什么问题,都应坚持大致相同的交际态度。否则没有交际威望,也无法让人对你首肯。
第十三条:态度平等。人与人总存在地位、身份、职业、贫富等方面的差异,从而导致一些人存在交际倾向:一是自大,二是自卑。自大者拒人于千里之外,对人不屑一顾,肆意否定;自卑者仰人鼻息,缩手缩脚。这两类人都不能摆正交际关系,都无法获得应有的交际位置,常成为人们排挤、厌弃的对象。
第十四条:巧用优势。每个人都有自身交际优势。善于扬长避短,能促使自己长处和优势更加夺目耀眼,从而提高自己的交际形象。凭其优势,你能获得交际突破口,为你有效交际提供便捷之道。
第十五条:善借外力。一个人的力量势单力薄,有些交际难题,自己会显得无能为力。假借外力,能够造成一种合力,有利于交际攻坚,从而能攀登交际高峰,实现理想的交际境界。如请别人调解、协调,即属此类交际方法。
第十六条:欣赏他人。人都是希望得到赏识、认可的。欣赏他人,就容易沟通关系,建立友谊,也能促使别人以欣赏的眼光看待你,以合作的态度辅助你。欣赏他人不等于奉承讨好,而是以一颗友好的心态从特定的角度去挖掘和张扬别人的优点和长处。
第十七条:乐于助人。作为社会的人,常常是以你帮我助的形式出现的。乐于助人体现了交际的基本原则,合乎社会基本规范。这样的人在交际圈中显得合拍、洒脱,否则会显得蹩脚、委琐,往往被大家厌弃。
第十八条:甘心吃亏。交际是多边的,交际过程中,难免出现一方得利,另一方吃亏的现象。有些人吃不了亏,喜欢争争吵吵,讨回公道,甚至占了便宜才肯作罢。其实从总体上
看交际是平衡的,今日吃亏明天得补都很正常。甘心吃亏不仅是交际规律的要求,也会提高你的交际威望。
钢管类原材料检验规范 1:目的 通过对钢管原材料的检验确保本厂生产的产品符合生产工艺及客户的质量技术要求。 2:范围 适用于本厂生产用的所有钢管类原材料。 3:验收规则 3.1钢管类的质量由供方技术部门检查和验收。 3.2 供方必须保证交货的钢管符合有关规定,并出具理化检测报告单,本厂将按批次选取样块,送理化室进行复查。 3.3 钢管到厂应附有证明该批钢管符合标准要求和订货合同的质量证明书。 4:外观质量 4.1 钢管内、外表面不得有裂缝、折叠、分层、龟裂、裂纹、轧折和结疤缺陷存在,这些缺陷必须完全清除掉,清除不得超过其边长和壁厚的负偏差。 4.2 划痕允许深度不大于0.1mm。 4.3 钢管内、外表面应光滑,允许有深度不超过0.08的少量凹坑、擦伤和细小的划道,但这些缺陷必须在壁厚的公差范围内。 4.4 表面镀层的钢管其质量判定可参照《电镀件检验标准》执行。 钢板类原材料检验规范 1:目的 通过对钢板原材料的检验确保本厂生产的产品符合生产工艺及客户的质量技术要求。 2:范围 适用于本厂生产用的冷轧钢板、热轧钢板。 3:验收规则 3.1钢板的质量由供方技术部门检查和验收。 3.2 供方必须保证交货的钢板符合有关规定,并出具理化检测报告单,本厂将按批次选取样块,送理化室进行复查。
3.3 钢板到厂应附有证明该批钢板符合标准要求和订货合同的质量证明书。 4:外观质量 4.1 钢板表面不得有气泡、裂纹、结疤、拉裂和夹杂,钢板不得有分层。 4.2 钢板表面上的局部缺陷应用修磨方法清除,但不得使钢板厚度小于最小允许厚度。 4.3 冷轧钢板两面允许有在厚度公差范围内不大于钢板最小厚度的下列缺陷: 轻微麻点及局部的深麻点、小气泡、小拉裂、划伤、轻微划痕及轧辊压痕; 允许有局部的蓝色氧化色; 反面允许有厚度公差范围内不大于钢板最小厚度的下列缺陷: 轻微麻点、小气泡、小拉裂、轻微划痕及轧辊压痕。 4.4 热轧钢板两面允许有在厚度公差范围内不大于钢板最小厚度的下列缺陷: 轻微麻点及局部的深麻点、小气泡、小拉裂、划伤、泥土痕迹、轻微划痕及轧辊压痕。 反面允许有在厚度公差范围内且每一平方米不多于两个的斑痕和压坑。 表面允许有薄层的氧化铁皮。 5:尺寸偏差
钢管检验规则 一、钢管检查内容 1.检查台作用: 在成品检查台上,对称品钢管要逐支进行管径、壁厚的测量,同时进行内外表面质量的检查。 2.尺寸偏差的计算方法; 1)外径偏差的计算; 正偏差=(D大-D公)/D公×100% 负偏差=(D小-D公)/D公×100% 外径公差范围=正偏差+负偏差 式中:Dmax—钢管最大外径(mm) Dmin—钢管最小外径(mm) D 公 —钢管公称外径(mm) 2)壁厚偏差计算 正偏差(+△S)= 公公 S S max S- ×100% 负偏差(-△S)= 公公 S S max S- ×100% 壁厚公差范围=正偏差+负偏差 3)钢管椭圆度计算: 椭圆度(p)=(D大-D小)/[(D大+D小)]×100% 式中:S大-钢管最大壁厚(mm) S小-钢管最小壁厚(mm) 3.钢管和尺寸的测量。 1)壁厚和外径的测量。 (1)外径测量方法是: 用卡尺测量钢管外径(测量位于对称且不小于4点)若有一点超过外径正负偏差即
判为不合格品。 (2)壁厚测量方法是: 用千分尺在钢管的同一截面上对称地测量8点以上,若有一点壁厚超过壁厚超过壁厚正负正负偏差,即判为不合格品。 (3)钢管弯曲度的测量: 用平尺和塞尺测量钢管弯曲度,若钢管弯曲度大于所规定的弯曲度值,即判为不合格。 国际中规定的玩气度规定值: 壁厚:≤15mm m >15~30mm m 4.钢管内外质量检查 1)检查方式: 钢管内外表面质量检查是用肉眼来判定。 2)缺陷类型: 外表面常见缺陷:外折叠、发纹、结疤、划伤、外螺旋、裂纹、离层、麻面、凹坑、矫凹等。 内表面常见缺陷:定心内折、内折、内轧疤、内螺旋。 3)个中缺陷特征和判定方法 (1)发纹 缺陷特征:在钢管外表面上呈连续,或不连续的发状细纹,发纹螺旋方向与穿孔钢管选装方向相反, 检查判定:钢管表面不允许在肉眼可见的发纹、若有发纹应清理干净、清除后钢管的壁厚与外径均不得超过负偏差。 (2)外折叠: 缺陷特征: 在钢管外表面上呈现片状折叠,有的分布有规律,有的无规律。外折叠的螺旋向内与穿孔机毛管旋转方向相反,切螺距较大。 (3)麻面
钢管的检验项目、试验方法、取样钢管几何尺寸及外形检查: ①钢管壁厚检查:千分尺、超声,两端不少于8点并记录。 ②钢管、检查:卡规、、环规,测出最大点、最小点。 ③钢管长度检查:、人工、自动测长。 ④钢管弯曲度检查:、(1m)、、细线测每米弯曲度、全长弯曲度。 ⑤钢管端面角度和钝边检查:角尺、. 钢管表面质量检查:100% ①人工肉眼检查:照明条件、标准、经验、标识、钢管转动。 ②无损探伤检查: a. UT: 对于各种材质均匀的材料表面及内部裂纹缺陷比较敏感。 标准:GB/T 5777-1996 级别:C5级 b. ET:() 主要对点状(孔洞形)缺陷敏感。标准:GB/T 7735-2004 级别:B级 c. 磁粉MT和漏磁探伤: 探伤,适用于铁的表面和近表面缺陷的检测。 标准:GB/T 12606-1999 级别:C4级 d. 电磁: 不需要耦合介质,可以应用于高温高速,粗燥的钢管表面探伤。 e. 渗透探伤: 荧光、着色、检测钢管表面缺陷。 钢管理化性能检验: ①:测应力和变形,判定材料的强度(YS、TS)和塑性指标(A、Z) 纵向,横向试样管段、弧型、圆形试样(¢10、¢) 小口径、薄壁大口径、厚壁定标距。 注:试样与试样尺寸有关GB/T 1760
②:CVN、缺口C型、V型、功J 值J/cm2 标准试样10×10×55(mm)非标试样5×10×55(mm) ③硬度试验:HB、HRC、HV等 ④液压试验:试验压力、稳压时间、p=2Sδ/D 钢管工艺性能检验: ①压扁试验:圆形试样C形试样(S/D>)H=(1+2)S/(∝+S/D)L=40~100mm 单位长度变形系数=~ ②环拉试验:L=15mm 无裂纹为合格 ③扩口和卷边试验:顶心为30°、40°、60° ④弯曲试验:可代替压扁试验(对大口径管而言)
焊接钢管的标准 焊接钢管也称焊管,是用钢板或钢带经过卷曲成型后焊接制成的钢管。焊接钢管生产工艺简单,生产效率高,品种规格多,设备资少,但一般强度低于无缝钢管。20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。 直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。 因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。 1.低压流体输送用焊接钢管(GB/T3092-1993)也称一般焊管,俗称黑管。是用于输送水、煤气、空气、油和取暖蒸汽等一般较低压力流体和其他用途的焊接钢管。钢管接壁厚分为普通钢管和加厚钢管;接管端形式分为不带螺纹钢管(光管)和带螺纹钢管。钢管的规格用公称口径(mm)表示,公称口径是内径的近似值。习惯上常用英寸表示,如11/2 等。低压流体输送用焊接钢管除直接用于输送流体外,还大量用作低压流体输送用镀锌焊接钢管的原管。 2.低压流体输送用镀锌焊接钢管(GB/T3091-1993)也称镀锌电焊钢管,俗称白管。是用于输送水、煤气、空气油及取暖蒸汽、暖水等一般较低压力流体或其他用途的热浸镀锌焊接(炉焊或电焊)钢管。钢管接壁厚分为普通镀锌钢管和加厚镀锌钢管;接管端形式分为不带螺纹镀锌钢管和带螺纹镀锌钢管。钢管的规格用公称口径(mm)表示,公称口径是内径的近似值。习惯上常用英寸表示,如11/2 等。 3.普通碳素钢电线套管(GB3640-88)是工业与民用建筑、安装机器设备等电气安装工程中用于保护电线的钢管。 4.直缝电焊钢管(YB242-63)是焊缝与钢管纵向平行的钢管。通常分为公制电焊钢管、电焊薄壁管、变压器冷却油管等等。 5.承压流体输送用螺旋缝埋弧焊钢管(SY5036-83)是以热轧钢带卷作管坯,经
304不锈钢方管规格表、方管规矩表 2009-11-18 20:46 规格表 圆管规格表材质:201# 202# 301# 304# 光洁度SB400# 长度:6.0m
0.50.60.70.80.9 1.0 1.2 1.5 2.0 3.0 9.5○○ 12.7○○○○○ 15.9○○○○○○○ 17.2○○○○○○○ 19○○○○○○○ 20.2○○○○○○○ 22.2○○○○○○○○ 23○○○○○○○○ 25.4○○○○○○○○ 31.8○○○○○○○○ 35.5○○○○○○○○ 38.1○○○○○○○○ 50.8○○○○○○○ 63.5○○○○○○ 76.2○○○○○○ 89.1○○○ 101.6○○○ 114.0○○○ 127.0○○方管规格表材质:201# 202# 301# 304# 光洁度SB400# 长
度:6.0m 0.50.60.70.80.9 1.0 1.1 1.2 1.5 2.0 10X10○○○○○ 12.7X12.7○○○○○ 15X15○○○○○○○ 19X19○○○○○○○ 22X22○○○○○○○ 23X23○○○○○○○ 25X25○○○○○○○○ 28X28○○○○○○○○ 30X30○○○○○○○ 36X36○○○○○○ 38X38○○○○○○ 40X40○○○○○○ 50X50○○○○○○80X80○○○○扁管规格表材质:201# 202# 301# 304# 光洁度SB400# 长度:6.0m 0.50.60.70.80.9 1.0 1.1 1.2 1.5 2.0 20X10○○○○○○ 25X13○○○○○○○
不锈钢管道焊接规范 一、焊前准备; 焊接坡口制备质量检查、依据施工图样和焊接工艺指导书中规定的坡口尺寸、精度和表面质量的要求,坡口质量包括平整度、垂直度和清洁度等。 1、检查坡口的加工尺寸(高度、角边及钝边等)和精度是 否符合有关技术标准的规定。 2、检查坡口表面粗糙度及表面缺陷(气割缺口、裂纹、分 层和夹渣)如果超出标准允许范围的缺陷,应进行修复处理,如表面粗糙度未达标准,可采用砂布修磨。 3、检查坡口的表面清理质量。坡口面及其两侧至少200mm 范围内应清理干净,不保留有毛刺、挂渣、铁锈、油污、氧化膜及油漆等有害异物。 4、坡口表面的无损探伤检查。对于焊接工艺文件规定对坡 口表面要进行无损探伤(如着色等)的材料(如CY-M 钢、Fe-CY-N高温含合金钢等,应进行无损检查,如发现裂纹等缺陷应予清除。 二、组装和定位焊检查; 1、检查组装后的几何尺寸和形状,是否符合图样规定。: 2、组装装配间隙为1.5—2mm,采用TIG焊三点定位焊, 焊﹤缝位置为时钟3点,9点和12点位置,使用的焊接材料应与焊件材料相同,焊点长度为10—15mm,要求焊透和保证无缺陷,错边量≤1.5—2mm。 3、组对是不得采用强力组装,接头内壁必须齐平。 4、点固焊时不得有空气、夹渣、夹钨、裂纹存在。
5、检查定位焊所用的焊接工艺和焊工资质是否符合规定, 定位焊的焊接工艺应与正式施焊的工艺相同。 6、检查定位焊的焊接质量和尺寸是否符合标准规定。定位 焊缝中不允许有裂纹、气孔、夹渣缺陷,发现缺陷及时清除。 7、用焊口检测器或样板测量组装坡口的形状、尺寸、间隙 和错边量是否符合要求规范,如不符合应进行返修或重新组对焊接处理。 8、定位焊的焊点长度及间距应根据结构形状及厚度而定, 工件越薄焊点间距越小,板状比管状间距要小。 9、不锈钢采用TIG焊接管道时,必须通入氩气进行保护。 10、焊接作业场地必须通风良好,无易燃,易爆物品存放, 通道保持整洁畅通。 三、焊工技能资格查验; 1、现场进行焊接的焊工,必须具备政府相关部门颁发的资质 和证书,并由业主及监理部门查验后认可。 2、参加现场焊接的焊工,应进行模拟考试,合格后方可焊接。 检查和确认焊工技能资格、考试项目(焊接方法、母材类别、试验类别和焊接材料与所担任的焊接工作的一致性)。 3、业主及施工监理,检查和控制焊工技能资格期限的有效 性。 4、如上述有一项不合格,该焊工不得从事施工场地焊件的 焊接工作。 5、严格禁止无证上岗人员进行焊接操作施工。 四、焊接工艺的确认;
精心整理 1主题内容与适用范围 ????本标准规定了低压流体输送用镀锌焊接钢管的尺寸、外形、重量、技术要求、试验方法、检验规则、包装、标志及质量证明书。 ????本标准适用于输送水、煤气、空气、油和取暖蒸汽等一般较低压力流体或其他用途的热浸镀锌焊接(焊或电焊)钢管。 2引用标准 ????GB244金属管弯曲试验方法 3分类 3.13.24 4.1???? ????表1????表1
镀锌钢管的定尺长度应在通常长度范围内,其长度允许偏差为 ~10mm 4.3弯曲度 ????镀锌钢管应具有使用性的直度,或由供需双方协议规定弯曲度的指标。 4.4端头形状 ????镀锌钢管的两端应在镀锌前与钢管轴线切成直角,切口内外毛刺高度均不得大于0.5mm。4.5交货重量 ????镀锌钢管以实际重量交货。也可按理论重量次货。
????镀锌钢管的每米重量(钢的密度为7.85kg/dm3)按下式计算: W=C〔0.02466(D—S)S〕式中:W——镀锌钢管的每米重量,kg/m; ?????C——镀锌钢管比黑管增加的重量系数,见表2;?????D——黑管的外径,mm; ?????S——黑管的壁厚,mm。
5.3.2根据需方要求,公称口径大于10mm的镀锌钢管可带螺纹(锥形或圆柱形)交货。每根镀锌钢管带一个钢制或可锻铸铁的镀锌管接头(锥形或圆柱形)。 ????镀锌钢管及其管接头的螺纹种类应在合同中注明。 5.4螺纹及管接头 5.4.1带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。螺纹应符合YB822的规定。 5.4.2钢制管接头应符合YB238的规定;可锻铸铁管接头应符合YB230的规定。
无缝钢管的检验标准 钢管几何尺寸及外形检查: ①钢管壁厚检查:千分尺、超声测厚仪,两端不少于8点并记录。 ②钢管外径、椭圆度检查:卡规、游标卡尺、环规,测出最大点、最小点。 ③钢管长度检查:钢卷尺、人工、自动测长。
④钢管弯曲度检查:直尺、水平尺(1m)、塞尺、细线测每米弯曲度、全长弯曲度。 ⑤钢管端面坡口角度和钝边检查:角尺、卡板. 钢管表面质量检查:100% ①人工肉眼检查:照明条件、标准、经验、标识、钢管转动。 ②无损探伤检查:
a. 超声波探伤UT: 对于各种材质均匀的材料表面及内部裂纹缺陷比较敏感。标准:GB/T 5777-1996 级别:C5级 b. 涡流探伤ET:(电磁感应) 主要对点状(孔洞形)缺陷敏感。标准:GB/T 7735-2004 级别:B级 bswk|无缝钢管https://www.doczj.com/doc/ab9352695.html,
c. 磁粉MT和漏磁探伤: 磁力探伤,适用于铁磁性材料的表面和近表面缺陷的检测。 标准:GB/T 12606-1999 级别:C4级 d. 电磁超声波探伤: 不需要耦合介质,可以应用于高温高速,粗燥的钢管表面探伤。
e. 渗透探伤: 荧光、着色、检测钢管表面缺陷。 钢管理化性能检验: ①拉伸试验:测应力和变形,判定材料的强度(YS、TS)和塑性指标(A、Z) 纵向,横向试样管段、弧型、圆形试样(¢10、¢12.5) bswk|无缝钢管https://www.doczj.com/doc/ab9352695.html,
小口径、薄壁大口径、厚壁定标距。 注:试样断后伸长率与试样尺寸有关GB/T 1760 ②冲击试验:CVN、缺口C型、V型、功J 值J/cm2 标准试样10×10×55(mm)非标试样5×10×55(mm) ③硬度试验:布氏硬度HB、洛氏硬度HRC、维氏硬度HV 等 ④液压试验:试验压力、稳压时间、p=2Sδ/D
扣件式钢管脚手架验收规范 一、构配件检查与验收 1.1新钢管的检查应符合下列规定: 1、应有产品质量合格证; 2、应有质量检验报告,钢管材质检验方法应符合现行国家标准,金属拉伸试验方法(GB/T 228)的有关规定,质量应符合本规范第1.1 条的规定; 3、钢管表面应平直光滑,不应有裂缝、结疤、分层、错位、硬弯、毛刺、压痕和深的划道; 4、钢管外径、壁厚、端面等的偏差,应分别符合本规范表1.5的规疋; 5、钢管必须涂有防锈漆; 1.2旧钢管的检查应符合下列规定: 1、表面锈蚀深度应符合本规范表 1.5序号3的规定,锈蚀检查应每年一次。 检查时,应在锈蚀严重的钢管中抽取三根,在每根锈蚀严重的部位横向截断取样检查,当锈蚀深度超过规定值时不得使用; 2、钢管弯曲变形应符合本规范表1.5序号4的规定; 1.3扣件的验收应符合下列规定: 1、新扣件应有生产许可证、法定检测单位的测试报告和产品质量合格 证,当对扣件质量有怀疑时,应按现行国家标准钢管脚手架扣件 (GB--15831)的规定抽样检测;
2、旧扣件使用前应进行质量检查,有裂必须更换; 3、新、旧扣件均应进行防锈处理; 1.4脚手板的检查应符合下列规定: 1、冲压钢脚手板的检查应符合下列规定: 1)新脚手板应有产品质量合格证; 2)尺寸偏差应符合本规范表1.5序号5的规定; 3)新、旧脚手板均应涂防锈漆; 2、木脚手板的检查应符合下列规定: 1)木脚手板的宽度不宜小于200mm厚度,腐朽的脚手板不得使用; 2)竹笆脚手板、竹串片脚手板的材料应符合要求;构配件的偏差应符合表1.5的规定
器杯-k 尺 儿备种HfrfflS的鬧 器殍曲 lWi-Stn 虹立杆fflffflf 曲3ni p J> Im hn ;K6.5ih 山水平杆.MW 甘殍曲 l<6Jm rs ?tfi面 握曲 I > lltl (任-fim 起i ■: 5 -12 <2? 训 板 尺 钢 松 尺
钢管杆质量检验规程 Final revision by standardization team on December 10, 2020.
钢管塔架质量检验规程 文件编号:JD/GC-0202 版次: A/1 编制:荣红 审核:黄惠聪 批准:黄华章 使用人:编号: 2013年6月30日修订 2013年7月1日实施 钢管杆质量检验规程 1. 检验依据 1.1 DL/T646-2012《输变电钢管结构制造技术条件》 GB/T2694-2010《输电线路铁塔制造技术条件》 2. 各道工序检验要求 原材料 2.1.1验证原材料质量合格证明书 a)公司直接从钢厂进来的原材料:出厂质量合格证明书必须有炉批号、数量、规格且与实物相一致。 b)对于转供材料:转供材料的质量合格证明书必须清楚,且在质量合格证明书上加盖所转供单位公章。质量合格证明书上的炉批号、数量、规格必须与实物相一致。
c)采购员负责验证质量证明书,核对正确,在采购合同“货质票款”章的“质”上打“√”。 2.1.2 几何尺寸的检查 GB/T709 结构用无缝钢管GB8162 螺旋缝埋弧焊钢管SY/T 5037
外形尺寸的取样数量及检测方法: 采用合适的量具,每炉批号随机抽取3~4个试样进行检测。角钢肢宽用游标卡尺在长度方向上每边各测量三点,分别取其算术平均值;角钢厚度用游标卡尺在每边各测量三点,分别取其算术平均值;钢板厚度测量三点,取其算术平均值。测试时,测试点应均匀分布,离边缘距离不小于10mm。 2.1.3 外观质量检查 2.1. 3.1钢材表面不得有裂缝、折叠、结疤、夹杂和重皮;表面有锈蚀、麻点、划痕时,其深度不得大于该钢材厚度负允许偏差值的1/2,且累计误差应在负允许偏差范围内。
无缝钢管验收标准及质量检验方法 1.化学成分分析:化学分析法、仪器分析法(红外C—S仪、直读光谱仪、zcP等)。 ①红外C—S仪:分析铁合金,炼钢原材料,钢铁中的C、S元素。 ②直读光谱仪:块状试样中的C、Si、Mn、P、S、Cr、Mo、Ni、Cn、A1、W、V、Ti、B、Nb、As、S n、Sb、Pb、Bi ③N—0仪:气体含量分析N、O 2.钢管几何尺寸及外形检查: ①钢管壁厚检查:千分尺、超声测厚仪,两端不少于8点并记录。 ②钢管外径、椭圆度检查:卡规、游标卡尺、环规,测出最大点、最小点。 ③钢管长度检查:钢卷尺、人工、自动测长。 ④钢管弯曲度检查:直尺、水平尺(1m)、塞尺、细线测每米弯曲度、全长弯曲度。 ⑤钢管端面坡口角度和钝边检查:角尺、卡板. 3.钢管表面质量检查:100% ①人工肉眼检查:照明条件、标准、经验、标识、钢管转动。 ②无损探伤检查: a. 超声波探伤UT: 对于各种材质均匀的材料表面及内部裂纹缺陷比较敏感。 标准:GB/T 5777-1996 级别:C5级 b. 涡流探伤EThttps://www.doczj.com/doc/ab9352695.html,(电磁感应) 主要对点状(孔洞形)缺陷敏感。标准:GB/T 7735-2004 级别:B级 c. 磁粉MT和漏磁探伤: 磁力探伤,适用于铁磁性材料的表面和近表面缺陷的检测。 标准:GB/T 12606-1999 级别: C4级 d. 电磁超声波探伤: 不需要耦合介质,可以应用于高温高速,粗燥的钢管表面探伤。 e. 渗透探伤: 荧光、着色、检测钢管表面缺陷。 4.钢管理化性能检验: ①拉伸试验:测应力和变形,判定材料的强度(YS、TS)和塑性指标(A、Z) 纵向,横向试样管段、弧型、圆形试样(¢10、¢12.5) 小口径、薄壁大口径、厚壁定标距。 注:试样断后伸长率与试样尺寸有关 GB/T 1760 ②冲击试验:CVN、缺口C型、V型、功J 值J/cm2 标准试样10×10×55(mm)非标试样5×10×55(mm) ③硬度试验:布氏硬度HB、洛氏硬度HRC、维氏硬度HV等 ④液压试验:试验压力、稳压时间、 p=2Sδ/D
不锈钢管检验标准 Q/HTL002-2009/07 代替QB/S002-2007/9 1主题内容与适用范围 本标准规定了不锈钢管技术要求、检验方法等要求。 本标准适用于不锈钢管。 2技术要求 2.1不锈钢管的技术要求除非在技术工程部提供的图文技术资料中有特殊要求,否则按下表要求执行。 2.2不锈钢管的长度按供需双方在订单合同或协议规定执行,允差为0-20mm。 2.3不锈钢管的弯曲度≤1.5mm/m 2.4不锈钢圆管的不圆度≤外径允差的75% 2.5不锈钢的化学成份符合国标GB/T12770-1991 2.6不锈钢的力学性能指标符合国标GB/T12770-1991 2.7不锈钢的交货状态为退火状态。
2.8不锈钢管表面质量在交货状态下,表面光亮一致,焊缝饱满,无损伤。 如果存在缺陷按下表执行 3、不锈钢圆管弯曲后的抗裂性。 3.1不锈钢圆管在弯曲后,弯位不允许裂纹。 4.检验方法 4.1外径尺寸、内径尺寸、外形尺寸用游标卡尺测量;圆弧位用R规测量;长度尺寸用卷尺测量。 不锈钢管的壁厚用专用千分尺测量。 4.2不锈钢圆管的不圆度用游标卡尺对称测量钢管外径三处,以最大值和最小值之差表示。 4.3不锈钢的化学成份检验委托外部检测机构检验。 4.4不锈钢管的表面质量的随机抽样检验按抽样检验规定执行。 4.5不锈钢管毛坯的表面质量检验,在适应的自然光线下目测,目测距离为45±5 cm
4.6不锈钢管抛光后的表面质量检验,按不锈钢管的抛光表面质量检验标准执行。4.7不锈钢圆管在常温下,做冷弯试验,以检查钢管的抗裂性。 弯曲角度为90,弯曲半径以产品的弯曲半径为标准,焊缝位于弯曲方向的内侧面。 弯曲完工后,观察焊缝是否开裂。
仲裁分析 【仲裁分析】在不同单位对分析结果有争议时,要求有关单位用指定的方法进行准确的分析,以判断元分析结果的可靠性。这种分析工作被称为仲裁分析或者裁判分析。 钢管标准常用术语 (1)通用术语 ①交货状态 是指交货产品的最终塑性变形或最终热处理的状态。一般不经过热处理交货的称热轧或冷拔(轧)状态或制造状态;经过热处理交货的称热处理状态,或根据热处理的类别称正火(常化)、调质、固溶、退火状态。订货时,交货状态需在合同中注明。 ②按实际重量交货或按理论重量交货 实际重量--交货时,其产品重量是按称重(过磅)重量交货; 理论重量--交货时,其产品重量是按钢材公称尺寸计算得出的重量。其计算公式如下(要求按理论重量交货者,需在合同中注明): 钢管每米的理论重量(钢的密度为7.85kg/dm3)计算公式: W=0.0246615(D-S)S 式中:W--钢管每米理论重量,kg/m; D--钢管的公称外径,mm; S--钢管的公称壁厚,mm。 ③保证条件 按现行标准的规定项目进行检验并保证符合标准的规定,称做保证条件。保证条件又分为: A、基本保证条件(又称必保条件)。无论客户是否在合同中注明。均需按标准规定进行该项检验,并保证检验结果符合标准规定。 如化学成分、力学性能、尺寸偏差、表面质量以及探伤、水压实验或压扁或扩口等工艺性能实验,均属必保条件。 B、协议保证条件:标准中除基本保证条件外,尚有"根据需方要求,经供需双方协商,并在合同中注?quot;或"当需方要求……时,应在合同中注明";还有的客户,对标准中基本保证条件提出加严要求(如成分、力学性能、尺寸偏差等)或增检验项目(如钢管椭圆度、壁厚不均等)。上述条款及要求,在订货时,由供需双方协商,签署供货技术协议并在合同中注明。因此,这些条件又称为协议保证条件。有协议保证条件的产品,一般均要加价的。 ④批 标准中的"批"是指一个检验单位,即检验批。若以交货单位组批,称交货
镀锌钢管验收标准及质量检验方法 1.化学成分分析: 化学分析法、仪器分析法(红外C—S仪、直读光谱仪、zcP等)。 ①红外C—S仪:分析铁合金,炼钢原材料,钢铁中的C、S元素。 ②直读光谱仪:块状试样中的C、Si、Mn、P、S、Cr、Mo、Ni、Cn、A1、W、V、Ti、B、Nb、As、Sn、Sb、Pb、Bi ③N—0仪:气体含量分析N、O。 2.钢管几何尺寸及外形检查: ①钢管壁厚检查:千分尺、超声测厚仪,两端不少于8点并记录。 ②钢管外径、椭圆度检查:卡规、游标卡尺、环规,测出最大点、最小点。 ③钢管长度检查:钢卷尺、人工、自动测长。 ④钢管弯曲度检查:直尺、水平尺(1m)、塞尺、细线测每米弯曲度、全长弯曲度。 ⑤钢管端面坡口角度和钝边检查:角尺、卡板. 3.钢管表面质量检查:100% ①人工肉眼检查:照明条件、标准、经验、标识、钢管转动。 ②无损探伤检查: a. 超声波探伤UT:
对于各种材质均匀的材料表面及部裂纹缺陷比较敏感。 标准:GB/T 5777-1996 级别:C5级 b. 涡流探伤ET:(电磁感应) 主要对点状(孔洞形)缺陷敏感。标准:GB/T 7735-2004 级别:B级 c. 磁粉MT和漏磁探伤: 磁力探伤,适用于铁磁性材料的表面和近表面缺陷的检测。 标准:GB/T 12606-1999 级别: C4级 d. 电磁超声波探伤: 不需要耦合介质,可以应用于高温高速,粗燥的钢管表面探伤。 e. 渗透探伤: 荧光、着色、检测钢管表面缺陷。 4.钢管理化性能检验: ①拉伸试验:测应力和变形,判定材料的强度(YS、TS)和塑性指标(A、Z)纵向,横向试样管段、弧型、圆形试样(¢10、¢12.5) 小口径、薄壁大口径、厚壁定标距。 注:试样断后伸长率与试样尺寸有关 GB/T 1760 ②冲击试验:CVN、缺口C型、V型、功J 值J/cm2 标准试样10×10×55(mm)非标试样5×10×55(mm) ③硬度试验:布氏硬度HB、洛氏硬度HRC、维氏硬度HV等 ④液压试验:试验压力、稳压时间、 p=2Sδ/D
不锈钢管公称直径对照外径 DN-公称直径Ф-外径 大外径系列 DN15-ф22mm,DN20-ф27mm DN25-ф34mm,DN32-ф42mm DN40-ф48mm,DN50-ф60mm DN65-ф76(73)mm, DN80-ф89mm DN100-ф114mm,DN125-ф140mm DN150-ф168mm, DN200-ф219mm DN250-ф273mm,DN300-ф324mm DN350-ф360mm, DN400-ф406mm DN450-ф457mm,DN500-ф508mm DN600-ф610mm, 小外径系列 DN15-ф18mm,DN20-ф25mm DN25-ф32mm, DN32-ф38mm DN40-ф45mm,DN50-ф57mm DN65-ф73mm, DN80-ф89mm DN100-ф108mm,DN125-ф133mm DN150-ф159mm, DN200-ф219mm DN250-ф273mm,DN300-ф325mm DN350-ф377mm,DN400-ф426mm DN450-ф480mm, DN500-ф530mm DN600-ф630mm,
一般来说,管子的直径可分为外径、内径、公称直径。管材为304不锈钢板,316不锈钢板,304不锈钢管的管子的外径用字母D来表示,其后附加外直径的尺寸和壁厚,例如外径为108的304不锈钢板,316不锈钢板,304不锈钢管,壁厚为5MM,用D108*5表示,塑料管也用外径表示,如De63,其他如钢筋混凝土管、铸铁管、镀锌钢管等采用DN表示,在设计图纸中一般采用公称直径来表示,公称直径是为了设计制造和维修的方便人为地规定的一种标准,也较公称通径,是管子(或者管件)的规格名称。管子的公称直径和其内径、外径都不相等,例如:公称直径为100MM的304不锈钢板,316不锈钢板,304不锈钢管邮102*5、108*5等好几种,108为管子的外径,5表示管子的壁厚,因此,该钢管的内径为(108*5-5)=98MM,但是它不完全等于钢管外径减两倍壁厚之差,也可以说,公称直径是接近于内径,但是又不等于内径的一种管子直径的规格名称,在设计图纸中所以要用公称直径,目的是为了根据公称直径可以确定管子、管件、阀门、法兰、垫片等结构尺寸与连接尺寸,公称直径采用符号DN表示,如果在设计图纸中采用外径表示,也应该作出管道规格对照表,表明某种管道的公称直径,壁厚。
1.化学成分分析:化学分析法、仪器分析法(红外C—S仪、直读光谱仪、zpc等)。 ①红外C—S仪:分析铁合金,炼钢原材料,钢铁中的C、S元素。 ②直读光谱仪:块状试样中的C、Si、Mn、P、S、Cr、Mo、Ni、Cn、A1、W、V、Ti、B、Nb、As、Sn、Sb、Pb、Bi ③N—0仪:气体含量分析N、O 2.钢管几何尺寸及外形检查: ①钢管壁厚检查:千分尺、超声测厚仪,两端不少于8点并记录。 ②钢管外径、椭圆度检查:卡规、游标卡尺、环规,测出最大点、最小点。 ③钢管长度检查:钢卷尺、人工、自动测长。 ④钢管弯曲度检查:直尺、水平尺(1m)、塞尺、细线测每米弯曲度、全长弯曲度。 ⑤钢管端面坡口角度和钝边检查:角尺、卡板。 3.钢管表面质量检查:100% ①人工肉眼检查:照明条件、标准、经验、标识、钢管转动。 聊城泰佑启金属 0 6 3 5-7 7 7 9 2 1 0 ②无损探伤检查: a. 超声波探伤UT: 对于各种材质均匀的材料表面及内部裂纹缺陷比较敏感。 标准:GB/T 5777-1996 级别:C5级 b. 涡流探伤ET:(电磁感应) 主要对点状(孔洞形)缺陷敏感。标准:GB/T 7735-2004 级别:B级 c. 磁粉MT和漏磁探伤: 磁力探伤,适用于铁磁性材料的表面和近表面缺陷的检测。 标准:GB/T 12606-1999 级别: C4级 d. 电磁超声波探伤: 不需要耦合介质,可以应用于高温高速,粗燥的钢管表面探伤。 e. 渗透探伤: 荧光、着色、检测钢管表面缺陷。 4.钢管理化性能检验: ①拉伸试验:测应力和变形,判定材料的强度(YS、TS)和塑性指标(A、Z) 纵向,横向试样管段、弧型、圆形试样(¢10、¢12.5) 小口径、薄壁大口径、厚壁定标距。 备注:试样断后伸长率与试样尺寸有关 GB/T 1760 ②冲击试验:CVN、缺口C型、V型、功J 值J/cm2 标准试样10×10×55(mm)非标试样5×10×55(mm) ③硬度试验:布氏硬度HB、洛氏硬度HRC、维氏硬度HV等 ④液压试验:试验压力、稳压时间、p=2Sδ/D 5.钢管工艺性能检验过程: ①压扁试验:圆形试样 C形试样(S/D>0.15) H=(1+2)S/(∝+S/D) L=40~100mm 单位长度变形系数=0.07~0.08 ②环拉试验:L=15mm 无裂纹为合格 ③扩口和卷边试验:顶心锥度为30°、40°、60°
1. 主题内容与适用范围 本标准规定了不锈钢技术要求、检验方法等要求。 不锈钢验收标准 编制: 校对: 审核:
本标准适用于不锈钢材料。 2.规范性引用文件 GB/T 20878-2007 不锈钢和耐热钢牌号及化学成分 GB/T 1220-2007 不锈钢棒 GB/T 4226-2009 不锈钢冷加工钢棒 GB/T 3280-2007 不锈钢冷轧钢板和钢带 GB/T 4237-2007 不锈钢热轧钢板和钢带 GB/T 3090-2000 不锈钢小直径无缝钢管 GB/T 14975-2002 结构用不锈钢无缝钢管 GB/T 14976-2002 流体输送用不锈钢无缝钢管 GB/T 4229-84 不锈钢重量计算方法 GB/T 12770-2002 机械结构用不锈钢焊接钢管 GB/T 4241-2006 焊接用不锈钢盘条 YB/T 5091-1993 惰性气体保护用不锈钢钢棒和钢丝 YB/T 5092-205 焊接用不锈钢丝 GB/T 222-1984 钢的化学分析用试样取样法及成品化学成分允许偏差 GB/T 223. 5 钢铁及合金的化学分析方法还原型硅钼酸盐光度法测定酸溶硅含量GB/T 钢铁及合金化学分析方法管式炉内燃烧后气体容量法测定碳含量 GB/T 223. 11 钢铁及合金的化学分析方法过硫酸铁氧化容量法测定铬量 GB/T 钢铁及合金的化学分析方法丁二酮肪重量法测定镍量 GB/T 钢铁及合金的化学分析方法乙酸丁酣萃取光度法测定磷量 GB/T 钢铁及合金的化学分析方法高碘酸钠(钾)光度法侧定锰量 GB/T 钢铁及合金的化学分析方法管式炉内姗烧后碘酸钾滴定法测定硫含量3.术语和定语 3.1不锈钢 stainless steel 以不锈、耐蚀性为主要特性,且铬含量至少为%,碳含量最大不超过%的钢。 4.技术要求
基础信息 304化学牌号为0Cr18Ni9 含铬17%,含镍8%。 304是得到最广泛应用的不锈钢、耐热钢。用于食品生产设备、普通化工设备、核能等. 304不锈钢化学成份规格C Si Mn P S Cr Ni(镍)Mo 不锈钢SUS304密度为7.93 克/厘米3 SUS304化学成分≤0.08 ≤1.00 ≤2.00 ≤0.05 ≤0.03 18.00-20.00 8.00~10.50 - 产品标准 对于304不锈钢来说是非常重要的一个参数,直接决定着它的抗腐蚀能力,也决定着它的价值。 304中最为重要的元素是Ni,Cr,但是又不仅限于这两个元素。具体的要求由产品标准规定。行业常见判定情况认为只要Ni含量大于8%,Cr含量大于18%,就可以认为是304不锈钢。这也是为什么业内会把这类不锈钢叫做18/8不锈钢的原因。 其实不然,相关的产品标准对304有着非常清楚的规定,而这些产品标准针对不同形状的不锈钢又有一些差异。下面是一些常见的产品标准与测试。 304不锈钢判定 要想确定一个材料是不是304不锈钢,必须满足产品标准中每一个元素的要求,只要有一个不符合,就不能叫做304不锈钢。 1、ASTM A276(Standard Specification for Stainless Steel Bars棒材and Shapes型材) 304 C Mn P S Si Cr Ni 要求,% 0.08 2.00 0.045 0.030 1.00 18.0–20.0 8.0-11.0 2、ASTM A240(Chromium and Chromium-Nickel Stainless Steel Plate板材,Sheet片材, and Strip带材for Pressure essels and for General Applications) 304 C Mn P S Si Cr Ni N 要求,% 0.07 2.00 0.045 0.030 0.075 17.5–19.5 8.0–10.5 0.10 3、JIS G4305(cold-rolled 冷轧stainless steel plate板材, sheet片材and strip带材) SUS 304 C Mn P S Si Cr Ni 要求,% 0.08 2.00 0.045 0.030 1.00 18.0–20.0 8.0-10.5 4、JIS G4303 (Stainless steel bars不锈钢棒)
无缝钢管质量检验方法: 1.化学成分分析:化学分析法、仪器分析法(红外 C — S 仪、直读光谱仪、 zcP 等。 ①红外 C — S 仪:分析铁合金,炼钢原材料,钢铁中的 C 、 S 元素。 ②直读光谱仪:块状试样中的 C 、 Si 、 Mn 、 P 、 S 、 Cr 、 Mo 、 Ni 、 Cn 、 A1、 W 、 V 、 Ti 、 B 、 Nb 、 As 、 Sn 、 Sb 、 Pb 、 Bi ③ N — 0仪:气体含量分析 N 、 O 2.钢管几何尺寸及外形检查: ①钢管壁厚检查:千分尺、超声测厚仪,两端不少于 8点并记录。 ②钢管外径、椭圆度检查:卡规、游标卡尺、环规,测出最大点、最小点。 ③钢管长度检查:钢卷尺、人工、自动测长。 ④钢管弯曲度检查:直尺、水平尺(1m 、塞尺、细线测每米弯曲度、全长弯曲度。 ⑤钢管端面坡口角度和钝边检查:角尺、卡板。 3.钢管表面质量检查:100% ①人工肉眼检查:照明条件、标准、经验、标识、钢管转动。 ②无损探伤检查: a. 超声波探伤 UT : 对于各种材质均匀的材料表面及内部裂纹缺陷比较敏感。 标准:GB/T 5777-1996 级别:C5级
b. 涡流探伤 ET :(电磁感应 主要对点状(孔洞形缺陷敏感。标准:GB/T 7735-2004 级别:B 级 c. 磁粉 MT 和漏磁探伤: 磁力探伤,适用于铁磁性材料的表面和近表面缺陷的检测。 标准:GB/T 12606-1999 级别:C4级 d. 电磁超声波探伤: 不需要耦合介质,可以应用于高温高速,粗燥的钢管表面探伤。 e. 渗透探伤: 荧光、着色、检测钢管表面缺陷。 4.钢管理化性能检验: ①拉伸试验:测应力和变形,判定材料的强度(YS 、 TS 和塑性指标(A 、 Z 纵向,横向试样管段、弧型、圆形试样(¢ 10、¢ 12.5 小口径、薄壁大口径、厚壁定标距。 注:试样断后伸长率与试样尺寸有关 GB/T 1760 ②冲击试验:CVN 、缺口 C 型、 V 型、功 J 值 J/cm2 标准试样 10×10×55(mm 非标试样 5×10×55(mm ③硬度试验:布氏硬度 HB 、洛氏硬度 HRC 、维氏硬度 HV 等 ④液压试验:试验压力、稳压时间、p=2Sδ/D
脚手架钢管、扣件的检测标准 脚手架钢管应执行的产品标准包括: 1、产品材质应符合现行国家标准GB 700—88《碳素结构钢》中Q235-A级钢的规定,企业备案时须提供钢材的材质报告; 2、产品力学性能应符合国家标准GB/T 13793—92《直缝电焊钢管》或GB/T 3091—2001《低压流体输送用焊接钢管》中的要求; 3、外观尺寸符合JGJ130-2001《建筑施工扣件式钢管脚手架安全技术规范》的要求,即外径48mm,最大负公差0.5mm;壁厚3.5mm,最大负公差0.5mm。 扣件应执行的产品标准包括: 1、脚手架扣件(铸铁可锻铁或铸钢制造)执行GB15831—1995《钢管脚手架扣件》标准; 2、钢板冲压扣件执行JG3061—1999《钢板冲压扣件》标准。 钢管的检测项目检测项目包括:屈服强度、伸长率、钢管弯曲、外观质量、外径、壁厚、端面偏差等。 扣件需要检测的主要指标有力学性能和扣件的外观和附件质量。 扣件力学性能主要是:直角型式扣件的抗滑性能、抗破坏性能及扭转刚度;旋转型式扣件的抗滑性能、抗破坏性能;对接型式扣件的抗拉性能;以及底座的抗压性能(如下表)。 扣件的外观和附件质量主要包括以下十三项指标: 1、扣件各部位不允许有裂纹存在;
2、盖板与座的张开距不得小于49(52)mm; 3、扣件不允许在主要部位有缩松; 4、扣件表面大于10 mm2的砂眼不应超过三处,且累计面积不应大于50 mm2; 5、扣件表面粘砂面积累计不应大于150 mm2; 6 、错箱不应大于1 mm; 7 、扣件表面凸(或凹)的高值(或深)不应大于1 mm; 8 、扣件与钢管接触部位不应有氧化皮,其他部位氧化面积累计不应大于150 mm2; 9 、铆钉应符合GB 867的规定,铆接处应牢固,铆接头应大于铆孔直径 1mm,且美观,不应有裂纹存在; 10、T型螺栓、螺母、垫圈、铆钉采用的材料应符合GB 700的有关规定。螺栓、螺母的螺纹均应符合GB 196的规定,垫圈应符合GB 95的规定。 11 、活动部位应能灵活转动,旋转扣件两旋转面间隙应小于1 mm; 12 、产品的规格、商标应在醒目处铸出,字迹图案要清晰、完整; 13、扣件表面应进行防锈处理(不能用沥青漆),油漆应均匀美观,不应有堆漆或露铁。 抽样的组批规则是什么? 1、钢管的组批规则是:每批钢管由同一尺寸、同一牌号、同一材料状态组成,每批钢管的根数不大于400根。 2、扣件的组批规则是:每批扣件由同一生产厂家、同一牌号、同一材料状态组成,每批须大于280件,当批量超过10000件,超过部分应做另一批检验验收。 施工用钢管、扣件备案对产品检测报告要求是省级以上法定检验机构出具的报告,报告的签发时间要求在一年以内,检测报告要求是型式检验抽样报告。 有关产品质量检测的相关问题可直接咨询国家建筑五金水暖产品质量监督检验中心等部门。
如果您需要使用本文档,请点击下载按钮下载! ICS点击此处添加ICS号 点击此处添加中国标准文献分类号 DB 广东省地方标准 DB XX/ XXXXX—XXXX 304装饰用焊接不锈钢管 点击此处添加标准英文译名 点击此处添加与国际标准一致性程度的标识 (征求意见稿) XXXX - XX - XX发布XXXX - XX - XX实施
目次 前言................................................................................ II 引言............................................................................... III 1 范围 (1) 2 规范性引用文件 (1) 3 分类和型号 (1) 4 要求 (2) 5 试验方法 (4) 6 检验规则 (5) 7 标志、包装、运输、贮存 (6)
前言 本标准按照GB/T 1.1-2009《标准化工作导则第1部分:标准的结构和编写》给出的规则起草。 本标准是在YB/T 5363-2006 《装饰用焊接不锈钢管》中牌号为0Cr18Ni9的装饰用焊接不锈钢管的基础上制定的广东省地方标准。 本标准由肇庆新鸿秀金属有限公司提出。 本标准起草单位:肇庆市标准化计量协会、肇庆新鸿秀金属有限公司。 本标准主要起草人:张民、黄波、谭育健、黄文胜、梁智、李五一。 本标准2012年月首次发布。
引言 行业标准YB/T 5363-2006 《装饰用焊接不锈钢管》对规范装饰用焊接不锈钢管行业的发展的起了很大作用,但在广东的应用也遇到一些问题,如缺少耐腐蚀性能,该标准力学性能指标相对于国外标准偏低等,有必要针对本省的特点制定地方标准。 本标准与YB/T 5363-2006 《装饰用焊接不锈钢管》标准的主要差别: ——根据沿海地区气候特点增加了耐腐蚀性能要求; ——按国家标准GB/T 20878更新了钢材的牌号表示方法及化学成分,本标准钢材的牌号及化学成分与美国标准ASTM A276-2010中的304钢材的牌号及化学成分一致; ——抗拉强度改为≥620 MPa; ——屈服强度改为≥310 MPa。