AL 6061-T6 - Elastomer Impact Simulations
PI: Jacob Fish
Research Associate: Coglar Oskay
PhD student: Rong Fan
Program Monitor: Roshdy Barsoum
June 21, 2005
Abstract
The behavior of the layered AL 6061-T6 - Elastomer (ERC) structure is investigated using 3D numerical simulations on different configurations shown in Fig. 4. The AL 6061-T6 is modeled as an elastic-plastic material using the Johnson Cook plasticity model; the ERC is modeled as a hyperelastic-viscoelastic material using the pressure and temperature dependent constitutive law (Nemat-Nasser, 2004). The two material models were incorporated into ABAQUS and validated against experimental data. Numerical simulations confirmed the stiffening behavior of the ERC at high strain rates. The pressure transmitted at the interface between the AL 6061-T6 and ERC has been found to be governed by the ratio of specific acoustic resistance of the two materials. Numerical simulations have been found to be in good agreement with theoretical estimates.
Material Properties
The AL 6061-T6 is modeled as an elastic-plastic material with Von-Mises type yield function using the Johnson Cook plasticity model:
()()
0?1ln 1pl n pl m A B C εσεθε
??????=++????????????? where σ is the yield stress, pl εand pl ε
are the equivalent plastic strain and plastic strain rate, respectively; A , B , n , m and 0ε
are material parameters measured at or below the transition temperature; ?θ
is a nondimensional temperature, defined as: ()()0?1transition transition melt transition transition melt melt for for for θθθθθθθθθθθθ
≡??≤≤??>?
where θ
is the current temperature; melt θ the melting temperature, and transition θ the transition temperature. The transition temperature is defined as the temperature at which
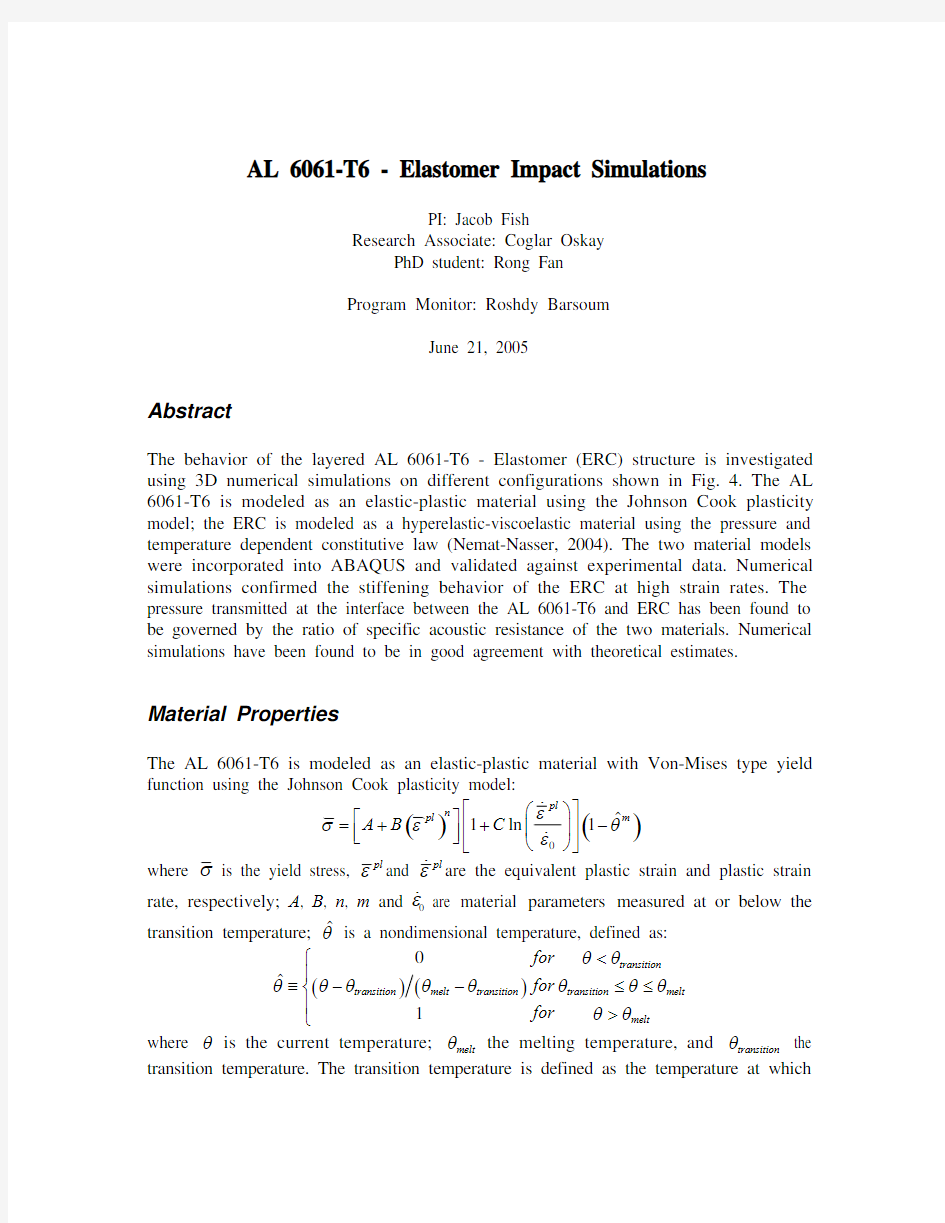
the transition from ductile to brittle fracture takes place. The Johnson Cook coefficients are summarized in Table 1. The model is incorporated into ABAQUS and validated against the experimental data. Figure 1 shows the experimental and numerically simulated isothermal uniaxial true-stress true-strain curves at 071F for the strain rates of 2500/s and 0.001/s.
Table 1: Johnson Cook Coefficients
A
B C n M 0ε
melt θ transition θ
289.6MPa 203.4MPa
0.011 0.35 1.34
1.01
s ?
925.37K 294.26K
The elastomer (ERC) is modeled using the pressure and temperature dependent hyperelastic-viscoelastic constitutive law (Nemat-Nasser (2004)1). The Mooney-Rivlin potential is assumed and viscous effects were modeled using an exponential series representation. The relaxation curve is given by:
()()()610,1exp n n n t T
G t G p q T ξξττ∞=?????=+??????????
?∑ where,
()()0
t
d ii d t a T C τ
ξε=?∫
in which, ii ε is the hydrostatic strain. The shift function is given by
1
Nemat-Nasser, S., (2004). “Experimental characterization of polyurea with constitutive modeling and simulations,” presentation at ERC ACTD Workshop , Massachusetts Institute of Technology.
()()
00
log A T T a T B T T ?=????+?
The material parameters are summarized in Table 2.
Table 2: Polyurea material parameters
n p : 397.7 0.496 4.804e-3 8.856e-5 3.342e-6 1.671e-7
n q : 0.291 0.326 0.491 0.86 1.136 1.712 ∞G : 66 MPa A :
-10 B :
107.54 K
d C :
265 K
Poisson υ
:1
0.484
The model is incorporated into ABAQUS and validated against the experimental data provided by Knauss (2004)2 and Nemat-Nasser (2004)3. Figure 2 shows the experimental and numerically simulated master relaxation curves for the elastomer. Figure 3 shows the experimental and numerically simulated confined stress-strain curves at the 273 K with a strain rate of 2100/s. The Poisson ratio used in the simulation was 0.48993, so that the
1
Rod Clifton and Tonia Jiao, (2004). “High strain rate response of elastomers”, presentation at ERC ACTD Workshop , Massachusetts Institute of Technology. 2
W.G. Knauss, (2004). “Separate and combined time-temperature and time-pressure interactions”. presentation at ERC ACTD Workshop , Massachusetts Institute of Technology. 3
Nemat-Nasser, S., (2004). “Experimental characterization of polyurea with constitutive modeling and simulations,” presentation at ERC ACTD Workshop , Massachusetts Institute of Technology.
Numerical Simulation Setup
Several simulations were performed for the AL 6061-T6 - ERC specimens with different configurations shown Fig.4. The thickness of the specimens is 101.6mm (4in), and the diameter is 127mm (5in). By exploiting the symmetry of geometry, loading and boundary condition, the 4-node bilinear axisymmetric quadrilateral elements with reduced integration and hourglass control was used in these simulations.
Figure 4: Specimens Configurations
The specimens were subjected to two impact velocities of 50 and 500 m/s (average velocity) as shown in Fig. 5. The assumed boundary conditions are also illustrated in Fig. 5. Fig. 6 shows the variation of the applied velocity profiles with time.
For the above applied velocities, the maximum strain rates in the ERC for the Configuration 1 were 772/s and 7754/s, respectively.
All analyses were conducted under isothermal conditions with a temperature of 294.82K.
2-in ERC, 2-in AL Configuration 2
1-in ERC, 1-in AL
1-in ERC, 1-in AL Configuration 4
1-in AL, 1-in ERC 1-in AL, 1-in ERC Configuration 5
1-in ERC, 3-in AL Configuration 6 3-in AL, 1-in ERC
Configuration 7
2-in AL, 2-in ERC Configuration 3
4-in ERC
Configuration 1
4-in AL Configuration 8
configurations on the pressure at the elastomer – aluminum interface. For the impact velocity of 50m/s, Figs.7a—7c show the axial pressure distribution at the top of the specimen at different time instances, before the pressure reaches its peak at the top (Fig. 7a), when the pressure reaches the peak value at the top (Fig. 7b), and after the wave reaches the highest value at the top (Fig. 7c). Similarly, Figs. 7d—7f correspond to the time instances, before the wave peak reaches the bottom, when the wave peak reaches the bottom, and after the wave peak reaches the bottom, respectively. Figs. 8a—8f display the axial pressure distribution at the top and bottom for the impact velocity of 500m/s. The pressure distribution along the radial direction is quite uniform at the beginning of impact. However, as the wave travels deep into the specimen, the pressure looses its uniformity due to three-dimensional effects. The wave propagating from the free surface interacts with the axial compressive wave, which destroys the pressure uniformity along the radial direction. This is illustrated in the snapshot of the pressure contours for the Configuration 1 with the impact velocity of 50m/s (Fig. 9).
For the Configuration 1 with applied impact average velocities 50m/s and 500m/s, Figs. 10 and 11 display the pressure distributions along the central axis at five different time instances when the pressure reaches the highest value: at the top, 1/4 the length from the top, 1/2 the length from the top, 3/4 the length from the top and at the bottom. The maximum pressures at these time instances are given in Tables 3a and 3b for the applied impact average velocities of 50m/s and 500m/s, respectively. It can be seen from Table 3a that the pressure drops significantly in the first 1/4 of the length. Also from Table 3a we may notice that the time intervals for the wave traveling between the four stations along the centerline are increasing. This means that the wave velocity is decreasing with time, due to viscous effects in ERC. The average longitudinal wave velocity is 1311m/s for the impact average velocity of 50m/s. Moreover, the viscosity of ERC is in part responsible for the change in the shape of the compressive wave, as it can be seen from Fig. 10. On the other hand, for the impact velocity of 500m/s, the compressive wave maintains the same shape (see Fig. 11) as it travels at a constant velocity of 1798m/s! The pressure loss is only 30% for the impact velocity of 500m/s as opposed to 90% loss for the impact velocity of 50m/s. We believe that this is a direct consequence of the shift function in the ERC model provided by Nemat-Nasser (2004). For the impact velocity of 500m/s, the hydrostatic strain ii ε in ERC is greater than 0.3 as the wave reaches its peak. The magnitude of the shift function ()log d ii a T C ε????? is greater than 10. This means that for impact velocity of 500m/s, when the peak of the compressive wave reaches the ERC, there is no relaxation of bulk modulus or shear modulus, due to the pressure effect in ERC.
Table 3a: Pressure amplitude for Configuration 1 with impact V=50m/s
t(μs) 1.5 20.0 39.0 58.5 79.0 Pressure(MPa) 109.26 28.96 15.28 9.38 13.26 Normalized Pressure
1.0 0.27 0.14 0.09 0.12
Table 3b: Pressure amplitude for Configuration 1 with impact V=500m/s
t(μs) 1.5 15.5 29.5 43.5 58 Pressure(MPa) 1570.68 1099.57 1102.91 1062.5 2106.41 Normalized Pressure
1.0 0.70 0.70 0.68 1.34
When the wave peak reaches the bottom, the magnitude of the pressure doubles and the reflecting wave has equal amplitude and the same sign as the incident wave.
Figs. 12 to 23 depict the pressure distributions at the AL-ERC interfaces for the Configurations 2 to 7 at three different time instances: before, at and after the peak pressure at the center reaches the corresponding interface. For the above configurations, ERC responds differently at different impact velocities. The higher the impact velocity is,
the stiffer it behaves. The pressure distribution at the top of the ERC layer for the Configurations 2, 4 and 6 is identical to the pressure distribution for the Configuration 1. The pressure distribution for the Configuration 8 is displayed in Figs. 24 to 27 for the applied velocities of 50m/s and 500m/s. Figs. 24 and 25 show the pressure distribution along the radial direction for the five different sections: at the top, 25.4mm from the top, 50.8mm from the top, 76.2mm from the top and at the bottom. The time instances are chosen to be the time at which the pressures reach its highest value at the centers of these sections. The pressure amplitudes corresponding to Figs. 26 and 27 are summarized in Table 4a and 4b, respectively. The pressure decreases rather slowly in the aluminum as the compressive wave propagates, but the rate of decrease is more pronounced for the lower impact velocity.
Table 4a: Pressure amplitude for Configuration 8 with impact V=50m/s
t(μs) 1.0 5.5 9.5 13.5 18.0 Pressure(MPa) 1168.89 832.18 683.29 646.08 1150.66 Normalized presssure 1.0 0.71 0.58 0.55 0.98
Table 4b: Pressure amplitude for Configuration 8 with impact V=500m/s
t(μs) 1.0 5.5 10.5 15.5 20.5 Pressure(MPa) 10967.6 9712.8 8132.7 6482.4 9998.3 Normalized presssure 1.0 0.89 0.74 0.59 0.91
It is instructive to comment on how the pressures change at the interface for the Configurations 2 to 7. For example, for the Configuration 4 with the applied impact velocity of 50m/s, the maximum reflected pressure in the ERC at the center of the first interface is 54.63MPa, and the pressure transmitted to the aluminum is 55.07MPa. After the pressure wave passes the aluminum layer and is transmitted to the second layer of ERC, the pressure further decreased to 8.29MPa. This phenomenon has a theoretical explanation given below.
The longitudinal elastic wave velocity is
where K is the bulk modulus, G the shear modulus, and ρ the mass density. For the AL 6061-T6, the longitudinal elastic wave velocity is 6149m/s. For the impact average velocity of 50m/s, the average longitudinal wave velocity calculated from the numerical simulation is 5976m/s, which is a bit lower than the elastic wave velocity. This is expected due to some minor plastic deformation taking place in the aluminum. For the impact velocity of 500m/s, the plastic deformation is more pronounced, and the average longitudinal wave velocity drops to 5210m/s.
The ratio of pressures between the transmitted and the incident waves may be approximated using the following relation:
2T T T
I T T I I
P V P V V ρρρ=+ where T P and I P are the transmitted pressure and the incident pressure, respectively; T ρ and I ρ are the corresponding mass densities; T V and I V are the longitudinal wave velocities. Obviously, the above is a rough estimate since it corresponds to one-dimensional wave propagation and thus ignores three-dimensional effects. The product of the wave velocity and density is commonly known as the specific acoustic resistance. As the wave traveling in ERC arrives at the ERC-aluminum interface, the ratio of the pressure transmitted to aluminum to the incident pressure in ERC is 1.84, as computed using the above formula provided that the aluminum remains elastic and the velocity in the ERC is 1310m/s. As the wave traveling in the aluminum arrives at the aluminum-ERC interface, the ratio of the pressure transmitted to ERC to the incident pressure in the aluminum is 0.24, if the wave velocity is 5210 m/s in the aluminum. These theoretical values are in good agreement with those computed using numerical simulations. For example, when the Configuration 2 is subjected to the impact velocity of 50m/s, the pressure transmitted to the aluminum is 28.77MPa, and the incident pressure is 15.28MPa, so the ratio is 1.88. For the Configuration 3 with the impact velocity of 500m/s, the pressure transmitted to the ERC is 1846.0MPa, and the incident pressure is 7671.2MPa, so the ratio is 0.24.
In conclusion, for different impact velocities, ERC responds differently. Numerical simulations for different configurations show that ERC becomes stiffer at higher impact velocities (or impact pressures). The ratio of /AL AL ERC ERC V V ρρ determines the pressure transmitted at the boundary between the aluminum and ERC. When compressive wave from ERC hits the aluminum layer, the wave reflects back to the ERC as a compressive wave. On the other hand, when the compressive wave from the aluminum hits the ERC, the wave reflects back to aluminum as a tensile wave.
Figure 8: Pressure for Configuration 1 with applied average velocity V=500m/
Pressure (MPa)
tensile wave
propagated from
the free surface Compressive wave
traveling from the
top to the bottom
Figure. 9: Snapshot of wave propagation for Configuration 1
静拉伸试验 一、实验目的 1、测45#钢的屈服强度s σ、抗拉强度m R 、断后伸长率δ和断面收缩率ψ。 2、测定铝合金的屈服强度s σ、抗拉强度m R 、断后伸长率δ和断面收缩率ψ。 3、观察并分析两种材料在拉伸过程中的各种现象。 二、使用设备 微机控制电子万能试验机、0.02mm 游标卡尺、试验分化器 三、试样 本试样采用经过机加工直径为10mm 左右的圆形截面比例试样,试样成分分别为铝合金和45#,各有数支。 四、实验原理 按照我国目前执行的国家 GB/T 228—2002标准—《金属材料 室温拉伸试验方法》的规定,在室温1035℃℃的范围内进行试验。将试样安装在试验机的夹头当中,然后开动试验机,使试样受到缓慢增加的拉力(一般应变速率应≤0.1m/s ),直到拉断为止,并且利用试验机的自动绘图装置绘出材料的拉伸图。 试验机自动绘图装置绘出的拉伸变形L ?主要是整个试样,而不仅仅是标距部分的伸长,还包括机器的弹性变形和试样在夹头中的滑动等因素,由于试样开始受力时,头部在头内的滑动较大,故绘出的拉伸图最初一段是曲线。 塑性材料与脆性材料的区别: (1)塑性材料: 脆性材料是指断后伸长率5%δ≥的材料,其从开始承受拉力直至试样被拉断,变形都比较大。塑性材料在发生断裂时,会发生明显的塑性变形,也会出现屈服和颈缩等现象; (2)脆性材料: 脆性材料是指断后伸长率5%δ<的材料,其从开始承受拉力直至试样被拉断,变形都很小。并且,大多数脆性材料在拉伸时的应力—应变曲线上都没有明显的直线段,几乎没有塑性变形,在断裂前不会出现明显的征兆,不会出现屈服和颈缩等现象,只有断裂时的应力值—强度极限。 脆性材料在承受拉力、变形记小时,就可以达到m F 而突然发生断裂,其抗拉强度也远远 小于45钢的抗拉强度。同样,由公式0m m R F S =即可得到其抗拉强度,而根据公式,10 l l l δ-=。 五、实验步骤 1、试样准备 用笔在试样间距0L (10cm )处标记一下。用游标尺测量出中间横截面的平均直径,并且测出试样在拉伸前的一个总长度L 。 2、试验机准备:
铝合金材料牌号和用途 点击次数:548 发布时间:2009-9-22 0:14:49 1050食品、化学和酿造工业用挤压盘管,各种软管,烟花粉 1060要求抗蚀性与成形性均高的场合,但对强度要求不高,化工设备是其典型用途 1100用于加工需要有良好的成形性和高的抗蚀性但不要求有高强度的零件部件,例如化工产品、食品工业装置与贮存容器、薄板加工件、深拉或旋压凹形器皿、焊接零部件、热交换器、印刷板、铭牌、反光器具 1145包装及绝热铝箔,热交换器 1199电解电容器箔,光学反光沉积膜 1350电线、导电绞线、汇流排、变压器带材 2011螺钉及要求有良好切削性能的机械加工产品 2014应用于要求高强度与硬度(包括高温)的场合。飞机重型、锻件、厚板和挤压材料,车轮与结构元件,多级火箭第一级燃料槽与航天器零件,卡车构架与悬挂系统零件 2017是第一个获得工业应用的2XXX系合金,目前的应用范围较窄,主要为铆钉、通用机械零件、结构与运输工具结构件,螺旋桨与配件 2024飞机结构、铆钉、导弹构件、卡车轮毂、螺旋桨元件及其他种种结构件2036汽车车身钣金件 2048航空航天器结构件与兵器结构零件 2124航空航天器结构件 2218飞机发动机和柴油发动机活塞,飞机发动机汽缸头,喷气发动机叶轮和压缩机环 2219航天火箭焊接氧化剂槽,超音速飞机蒙皮与结构零件,工作温度为-270~300摄氏度。焊接性好,断裂韧性高,T8状态有很高的抗应力腐蚀开裂能力 2319焊拉 2219合金的焊条和填充焊料 2618模锻件与自由锻件。活塞和航空发动机零件 2A01工作温度小于等于100摄氏度的结构铆钉 2A02工作温度200~300摄氏度的涡轮喷气发动机的轴向压气机叶片 2A06工作温度150~250摄氏度的飞机结构及工作温度125~250摄氏度的航空器结构铆钉
1铝的基本特性与应用范围 铝是元素周期表中第三周期主族元素,原子序数为13,原子量为26.9815。 铝具有一系列比其他有色金属、钢铁、塑料和木材等更优良的特性,如密度小,仅为2.7 g / cm3,约为铜或钢的1/3;良好的耐蚀性和耐候性;良好的塑性和加工性能;良好的导热性和导电性;良好的耐低温性能,对光热电波的反射率高、表面性能好;无磁性;基本无毒;有吸音性;耐酸性好;抗核辐射性能好;弹性系数小;良好的力学性能;优良的铸造性能和焊接性能;良好的抗撞击性。此外,铝材的高温性能、成型性能、切削加工性、铆接性以及表面处理性能等也比较好。因此,铝材在航天、航海、航空、汽车、交通运输、桥梁、建筑、电子电气、能源动力、冶金化工、农业排灌、机械制造、包装防腐、电器家具、日用文体等各个领域都获得了十分广泛的应用,下表列出了铝的基本特性及主要应用领域。 铝的基本特性及主要应用领域
3 变形铝合金分类、牌号和状态表示法 3. 1变形铝合金的分类 变形铝合金的分类方法很多,目前,世界上绝大部分国家通常按以下三种方法进行分类。 ⑴按合金状态图及热处理特点分为可热处理强化铝合金和不可热处理强化铝合金两大类。不可热处理强化铝合金(如:纯铝、Al-Mn、Al-Mg、Al-Si系合金)和可热处理强化铝合金(如:Al-Mg-Si、Al-Cu、Al-Zn-Mg 系合金)。 ⑵按合金性能和用途可分为:工业纯铝、光辉铝合金、切削铝合金、耐热铝合金、低强度铝合金、中强度铝合金、高强度铝合金(硬铝)、超高强度铝合金(超硬铝)、锻造铝合金及特殊铝合金等。 ⑶按合金中所含主要元素成分可分为:工业纯铝(1×××系),Al-Cu合金(2×××系),Al-Mn合金(3×××系),Al-Si合金(4×××系),AL-Mg合金(5×××系),Al-Mg-Si合金(6×××系),Al-Zn-Mg合金(7×××系),Al-其它元素合金(8×××系)及备用合金组(9×××系)。 这三种分类方法各有特点,有时相互交叉,相互补充。在工业生产中,大多数国家按第三种方法,即按合金中所含主要元素成分的4位数码法分类。这种分类方法能较本质的反映合金的基本性能,也便于编码、记忆和计算机管理。我国目前也采用4位数码法分类。 3. 2中国变形铝合金的牌号表示法 根据GB/T16474 —1996“变形铝及铝合金牌号表示方法”,凡化学成分与变形铝及铝合金国际牌号注册协议组织(简称国际牌号注册组织)命名的合金相同的所有合金,其牌号直接采用国际四位数字体系牌号,
龙源期刊网 https://www.doczj.com/doc/ad12222845.html, 基于ABAQUS和EXCEL的泡棉静态力学性能分析 作者:周万里黄攀 来源:《科技风》2017年第09期 摘要:手机中大量应用泡棉作为缓冲材料保护关键器件,不同泡棉的缓冲效果完全不 同,对器件的保护作用大小也不同。通过泡棉的单轴压缩和回弹实验测试可以得到材料的位移-力曲线,但有限元软件ABAQUS中需要的材料参数不能直接在该软件中拟合得到。故基于EXCEL的VB模块构建新公式和使用规划求解功能拟合材料参数。在ABAQUS中建立有限元模型验证了用EXCEL拟合材料的准确性和该分析方法的正确性。 关键词:泡棉;有限元;ABAQUS;hyperfoam;Mullins软化效应;EXCEL;规划求解 泡棉因为具有良好的密封性和可压缩性,在手机中被大量应用根据用途可以分为导电泡棉、缓冲泡棉、双面胶泡棉和防尘防水泡棉等,根据应用的位置可以分为LCM泡棉、摄像头泡棉、音腔泡棉、受话器泡棉等。不同的用途和位置对泡棉的要求完全不同。国内文献对泡棉的研究主要在后期仿真应用上和没有考虑泡棉的应力软化效应,没有详细介绍如何从基础实验数据中获取有限元仿真所需要的参数再到仿真应用的过程。 本文首先使用高精度试验机对泡棉进行单轴压缩和回弹实验,获取位移-力曲线;然后转换为名义应变-名义应力曲线。利用EXCEL的VB模块构建新公式,再把名义应变-名义应力 曲线输入到EXCEL表格,并使用规划求解功能拟合曲线获取基于ABAQUS的hyperfoam本构模型和Mullins软化效应的材料参数;最后通过建立有限元模型验证该本构模型和拟合方法的正确性。 1 压缩和回弹实验 使用高精度试验机对泡棉进行压缩和回弹实验。因为该泡棉太薄只有0.3mm的厚度,为 减小误差把4层泡棉叠加在一起进行测试。具体样品尺寸为25mmX25mmX0.3mmX4。 2 记录压缩和回弹数据 压缩试验机记录力的单位为g,位移为mm。 3 处理数据 因为前面有一段行程为空压,需要处理数据,减掉这部分位移并减少数据点。处理后的数据见下图:
常用材料所用标准及化学成分表 标准牌号 元素质量分数%(除给出范围外为最大值) 序 号 标准 牌号 C Mn P S Si Cu Ni Cr Mo V Nb 备注 1 ASTM A216 WCB 0.30 1.00 0.04 0.045 0.60 0.30 0.50 0.50 0.20 0.03 … 铸件① 2 WCC 0.25 1.20 0.04 0.045 0.60 0.30 0.50 0.50 0.20 0.0 3 … 铸件① 3 ASTM A352 LCB 0.30 1.00 0.04 0.045 0.60 0.30 0.50 0.50 0.20 0.03 … 铸件 4 LCC 0.2 5 1.20 0.04 0.045 0.60 0.30 0.50 0.50 0.20 0.03 … 铸件 5 LC3 0.15 0.50~ 0.80 0.04 0.045 0.60 … 3.00~ 4.00 … … … … 铸件 6 LC9 0.13 0.90 0.04 0.045 0.45 0.30 8.50~ 10.0 0.50 0.20 0.03 … 铸件 7 ASTM A105 A105 0.35 0.60~ 1.05 0.035 0.04 0.10~ 0.35 0.40 0.40 0.30 0.12 0.08 …锻件②
标准牌号 元素质量分数%(除给出范围外为最大值) 序 号 标准 牌号 C Mn P S Si Ti Ni Cr Mo V W 备注 8 ASTM A182 304 0.08 2.00 0.045 0.03 1.00 … 8.00~ 11.0 18.0~ 20.0 … … … 锻件 9 316 0.08 2.00 0.045 0.03 1.00 … 10.00~ 14.0 16.0~ 18.0 2.0~ 3.0 … … 锻件 10 316L 0.03 2.00 0.045 0.03 1.00 … 10.00~ 15.0 16.0~ 18.0 2.0~ 3.0 … … 锻件 11 321 0.08 2.00 0.045 0.03 1.00 0.70 9.00~ 12.0 17.0~ 19.0 …… …锻件③
铝合金进货检验规程编号:js-lhjjy-01 1. 目的 对生产用铝合金原材料进货检验过程实施控制,确保采购产品的质量符合规定的要求。 2. 范围 本规程适用于本公司采购的铝合金原材料检验。 3. 职责 3.1质管部根据仓库提供的《原材料请验单》负责对原材料进行取样; 3.2质管部对原材料指标进行检验和试验; 3.3质管部填写原材料检测记录,建立台账; 3.4质检部负责将检测结果反馈至相关部门; 3.5对不合格材料严格按照检测流程进行处理,严禁私自接收或放行。 4.进货检验判定标准 略图: 项次检测项目及名称规格值测量方式检查频率检测者 1 标记标记一致,不可有漏标记目视5条/扎质检员 2 RoHs标签查看是否清晰、完整(每扎一张)目视全检质检员 3 标签炉号标签是否完整、清晰(每扎一张)目视全检质检员 4 外观表面水纹一致,不可氧化及杂物目视10条/炉号质检员 5 包装包装是否一致,有无过松包装情形目视全检质检员 6 横截面砂眼图示区域不可有砂眼目视1条/炉号质检员 光谱仪1条/炉号质检员 7 成份符合相对应牌号成份标准(需与客户提供的 成份含量对比) 8 *抗拉强度(浇铸)≥200N/mm2拉力试验机1条/炉号质检员 9 *延伸率(浇铸)≥1.5% 拉力试验机1条/炉号质检员 目视1次/批质检员 10 样本保存每炉号铝块样本与拉力测试棒及供应商提供 样本同时保存(需注明炉号及日期) 备注:1.Pb和Cd成份超标时,退货处理。
5.检验工作程序 首次供货: 供方需将样品、自检报告单、合格证、生产许可证、营业执照和注册证书原件或复印件等交由采购部门,采购部门开具《原材料请验单》,并将供方提供的样品、自检报告单、合格证原件或复印件等材料送至质检部,质检部负责人安排质检员进行检验,质检员填写《原材料检测记录》。 如果合格,质检员和质检部负责人在《原材料请验单》上签字确认并反馈至采购部门,并填写工作联系单反馈至技术部,以据此做出鉴定报告,采购部门通知供方并列入《合格供货方清单》,根据供方情况制定初步供货份额;如果不合格,质检员和质检部负责人在《原材料请验单》上签字确认并反馈至采购部门,质检部填写《工作联系单》反馈至技术部。 合格样品要投入生产使用,需技术部出具相关证明。 非首次供货: 供方需提供质检报告、合格证等资料,仓库开具《原材料请验单》,并将《原材料请验单》和供方提供的质检报告、合格证原件或复印件等资料送至质检部,质检部确认后安排质检员进行检验,质检员填写《原材料检测记录》。 如果合格,质检员和质检部负责人在《原材料请验单》上签字确认并反馈至仓库,据此仓库入库;如果不合格,质检员和质检部负责人在《原材料请验单》上签字确认并反馈至仓库,质检部填写《质量信息反馈单》交总师办评审处理。 供方提供质的检验报告、合格证等资料由质检部存档保存。 附表: 原材料请验单
瓦楞结构材料瓦楞方向静力学性能的研究瓦楞结构材料,因其无污染、可再生、质量轻、刚度好、缓冲吸能、易加工成型、可回收且成本低廉,在造船、汽车、建筑、航空航天、铁路运输和包装等行业有着广泛的应用。目前对瓦楞结构材料的研究主要集中在平压方向的力学性能上,而在实际应用中瓦楞结构材料常在其瓦楞方向上承载。因此研究瓦楞结构材料瓦楞方向的力学性能,对于促进其应用具有十分重要的意义。瓦楞结构材料是由瓦楞芯材和面材复合而成。根据瓦楞形状不同,瓦楞可分为U、V和UV形。瓦楞楞型有A、C、B和E型。通过静态拉伸试验对瓦楞原纸的物理性能进行了测定,得到相关物理参数,为有限元模拟提供基材的力学参数。对瓦楞结构材料进行静态压缩试验,验证有限元模型的可靠性。建立不同种类的瓦楞结构材料的有限元静力学分析模型,并使用试验结果验证模型的可靠性。基于此,通过能量效率法分别研究不同楞型和楞形瓦楞结构材料的力学性能,深入分析它们对瓦楞结构材料瓦楞方向静力学性能的影响。不同楞型、楞形和壁厚的瓦楞结构材料,瓦楞方向的变形模式都是呈现自上而下的折曲变形,应力应变曲线形态都是由弹性、屈服、平台和密实化四个阶段组成,能量效率曲线都是呈现先增大后减小的变化趋势。对于任一楞型的瓦楞结构材料,瓦楞方向的初始峰应力、平均抗压强度、最大能量吸收效率、密实化单位体积能量吸收和密实化比能量吸收随着壁厚的增大而增大。对于任一壁厚的瓦楞结构材料,A、C、B和E楞瓦楞的初始峰应力、平均抗压强度、密实化单位体积能量吸收和密实化比能量吸收依次增大。对于
U、V和UV任一楞形的瓦楞结构材料,其瓦楞方向的初始峰应力、平均抗压强度、最大能量吸收效率、密实化单位体积能量吸收和密实化比能量吸收随着壁厚的增大而增大。它们之间的相互关系,可拟合为一定的关系曲线,基于计算结果给出了相关经验公式。对于任一壁厚的瓦楞结构材料,U、V和UV形瓦楞的初始峰应力、平均抗压强度、密实化单位体积能量吸收和密实化比能量吸收总是呈现出V形瓦楞 最小,U形瓦楞最大,UV形瓦楞介于两者之间的规律。综上所述,楞型、楞形和壁厚对瓦楞结构材料瓦楞方向的静力学性能,影响较大,相关 规律可以为瓦楞结构材料在缓冲包装设计方面提供指导性参考与帮助。
铝合金型材的加工要经过成形加工、表面处理和装饰加工三个主要工序。 第一道工序:成形加工 铝合金型材的成形加工方法主要包括两大类,一类是挤压法,另一类是轧制法。 挤压法:是国内企业应用最为普遍的一种成形方法,其又包括正挤压、反挤压、正反向联合挤压等不同的分类。铝合金型材加工主要采用的是正挤压法。这种方法的操作过程是将铝合金锭放入端部开有莫孔的挤压筒中,加热之后,在挤压轴的巨大压力作用下,使铝合金由模孔中流出,从而得到与模孔尺寸形状均一致的挤压制品。具体的操作细节会因材料的品种、规格、供应状态、质量要求、工艺方法及设备条件等不同因素而存在一定的差异。 轧制法:一般在需要大批量,并且对尺寸和表面质量要求不高的中、小规格棒材和断面形状简单的型材时,才会使用到这种方法。 在成型加工中可因材料的品种、规格、供应状态、质量要求、工艺方法及设备条件等不同因素进行选择合适的金属加工液。 高性能铝合金切削液产品介绍:(联诺化工铝合金切削液SCC638A)SCC638A是半合成水性切削液,专为铝合金加工而设计,对铝合金表面有很好的抗氧化保护作用,有极好的润滑性和极压性,适合应用于铝合金的各种加工工艺,包括车、铣、钻、磨、铰孔、盲孔/通孔攻丝等。铝合金切削液SCC638A不含氯、亚硝酸盐、苯酚等有害物质,属于环保水溶性切削液。
铝合金切削液SCC638A优点 ●铝合金切削液SCC638A水溶性切削液具有极好的润滑性和极压性,特别适合铝合金加工,不会形成刀瘤,确保加工面(内槽加工盲孔攻丝等)的光洁度好,保护刀具,减少刀具的磨损; ●对铝表面有很好的保护作用(防止铝表面变色或“长毛”);抗氧化,防锈性极佳。 ●抗微生物稳定性能强,使其具有较长的使用寿命,清洗性能好,确保工件表面和设备清洁。 第二道工序:表面阳极氧化处理 表面阳极氧化处理:利用电解原理,将目标金属作为阳极,置于电解质溶液中并进行通电。阳极金属会置换电解液中的氢气,从而产生一层致密金属氧化膜的处理方法。铝合金材料经过表面阳极氧化处理后得到的人工氧化膜层比自然形成氧化膜要厚得多。 铝合金材料表面的氧化膜成分为三氧化二铝,这种物质本身是非常坚硬、致密的,但是在其结晶中存在着缺陷。将铝合金作为阳极,浸入酸溶液中,电解液会由氧化膜的缺陷中浸入膜内,对氧化膜进行局部溶解,并在型材表面形成大量小孔,使电流可以由此通过,氧化更深层的金属铝。这样,氧化就可以向更加纵深的方向发展。因此,形成的氧化膜厚度大大超过了自然形成的氧化膜。 形成氧化膜以后,还要对电解液溶解造成的小孔进行“封孔”处理。“封孔”有高温水封闭、无机盐封闭和有机封闭三种方法。最终得到
闸式剪板机力学性能分析与优化* 王 勇1,朱世凡1,陈 胜1,王 奇1,于 珺2,陈达兵2 (1.合肥工业大学机械工程学院,安徽合肥230009;2.马鞍山市中亚机床制造有限公司,安徽马鞍山243131) 摘 要:剪板机结构力学性能对剪切精度具有重要影响三以6×3200型数控闸式剪板机为对象,基于数值模拟方法对上刀架进行了静力学分析和瞬态动力学分析,得到了剪切过程中的最大等效应力与最大变形;对机架进行了模态分析,给出了剪板机系统可能发生共振的固有频率和相应振型;基于分析结果对闸式剪板机结构进行了优化三 关键词:闸式剪板机 静力学分析 动力学分析 模态分析 优化设计 中图分类号:TP13 文献标识码:A 文章编号:1002-6886(2019)02-0001-04 Analysis and optimization of mechanical properties of braking-type plate shearing machine WANG Yong,ZHU Shifan,CHEN Sheng,WANG Qi,YU Jun,CHEN Dabing Abstract:The mechanical properties of shearing machine have important influence on the shearing accuracy.Based on the numerical simulation method,the static analysis and transient dynamic analysis of the upper tool holder are carried out for the6×3200numerical control gate shear machine.The maximum equivalent stress and maximum deformation in the shearing process are obtained.The modal analysis of the frame is carried out to obtain the natural frequency and corresponding vibra?tion mode of the shearing machine.Based on the analysis results,the structure of the brake shearing machine is optimized. Keywords:braking-type plate shearing machine,statics analysis,dynamic analysis,modal analysis,optimization design 0 引言 与摆式剪板机相比,闸式剪板机从结构上避免了游隙的存在并可调节剪切角,具有更高的效率二精度和可靠性三但闸式剪板机在剪切宽厚板或高强度薄板时,仍存在机床变形影响剪切精度等问题三现有文献多研究剪切参数对剪切精度的影响[1]二剪板机组控制系统设计与自动化改造[2-3]或者以有限的 离散点模拟剪切过程[4],有关闸式剪板机的力学性能分析与结构优化的研究目前尚少见三本文通过机床的静动态特性分析,模拟剪板机剪切过程,获得连续的剪切数据,并给出优化方案三 1 静力学分析 以一款6×3200型数控闸式剪板机为例,其结构模型如图1所示三工作时,滚柱丝杠驱动的后挡料装置调节剪切长度,压料油缸将被剪板料压紧,设置刀刃间隙和剪切角等剪切参数后,两端的液压缸驱动上下刀刃相对运动完成板料的剪切三 仿真分析时,忽略过渡圆角二螺纹孔等[5],将简化的三维模型导入到有限元分析软件中,上刀架两侧面作固定约束,设置绑定接触模拟上刀架零部件的焊接和螺纹固定[6]三 图1 6×3200闸式剪板机结构模型 根据诺沙里公式[7]: P=0.6σbδs h2tanα1+ z tanα 0.6δs+ 1 1+10δsσ b y2 ? è ? ? ? ? ÷ ÷ x (1) 四1四
第38卷 第5期2009年10月 船海工程SH IP &OCEA N ENG IN EERI NG V ol.38 N o.5 O ct.2009 收稿日期:2009-02-25修回日期:2009-04-30 基金项目:国家自然科学基金(50538050);国家863 计划(2006A A09A 103,2006A A09A 104)。 作者简介:闫功伟(1982-),男,博士生。研究方向:深水海洋平台的动力响应。E -mail:yango ng wei_hit@qq.co m DOI:10.3963/j.issn.1671-7953.2009.05.034 张力腿平台的整体设计及拟静力性能分析 闫功伟1 ,欧进萍 1,2 (1.哈尔滨工业大学土木工程学院,哈尔滨150090;2.大连理工大学土木水利学院,辽宁大连116024)摘 要:结合南海海域条件对传统式张力腿平台进行整体设计,计算平台所受各种环境荷载的大小,并采用拟静力分析法分析此平台的非线性运动响应,考虑平台水平漂移和下沉的非线性关系以及张力腿预张力、横截面面积、就位长度和立柱横截面面积等参数对平台运动响应的影响。 关键词:张力腿平台;整体设计;拟静力分析;非线性运动响应 中图分类号:U 674.38;T E952 文献标志码:A 文章编号:1671-7953(2009)05-0142-04 张力腿平台(tension leg platform,T LP),是一种垂直系泊的顺应式平台,通过数条张力腿与海底相接,具有半固定、半顺应的运动特征。它可以分为三部分:平台本体、张力腿系统和基础部分。平台本体的主要运动形式[1]有横荡、纵荡、垂荡、横摇、纵摇、首摇。整个结构的频率跨越海浪的一阶频率谱两端,从而避免了结构和海浪能量集中的频率发生共振,使平台结构受力合理,动力性能良好。 TLP 的结构形式发展倾向于多元化、小型化,以适应于不同油藏条件及边际油田的开发。按平台本体形式[2]不同可以分为传统式张力腿平台(CT LP)、海星式张力腿平台(seastar TLP)、迷你式张力腿平台(M OSES T LP)和延伸式张力腿平台(ETLP)。T LP 示意见图1、2 。 结合我国南海海域海况条件,开展了CT LP 平台的整体方案设计。 1 T LP 的整体设计 TLP 平台的整体设计[3] 需要做以下几方面的工作:1根据平台的功能要求,确定出比较合理的平台总体尺度;o规划设备位置,均衡平台中心;?进行张力腿的张力估算;?确定出设计能力界限。 平台总体规划流程见图3,中间框内4 项工 图3 TLP 总体设计规划流程 作是一个小循环,需要反复调整以达到设计要求。1.1 TLP 环境荷载的确定 风、浪、流等海洋环境参数选用文献[4]提供数据。考虑两种工况:工况1,1年一遇环境条件;工况2,100年一遇环境条件。 1)平台风荷载计算。作用于平台上体各部分的风力F 应按下式计算: F 风=C h C s S p (1) 式中:p )))风压,kPa ; S )))平台在正浮或倾斜状态时受风构件 的正投影面积,m 2; C h )))受风构件的高度系数,其值可根据 构件高度h(构件形心到设计水面的垂直距离)由规范查表确定; 142
自己看吧,有点长(我觉得) 一.Al-Mg-Si系合金的基本特点: 6063铝合金的化学成份在GB/T5237-93标准中为0.2-0.6%的硅、0.45-0.9%的镁、铁的最高限量为0. 35%,其余杂质元素(Cu、Mn、Zr、Cr等)均小于0.1%。这个成份范围很宽,它还有很大选择余地。 6063铝合金是属铝-镁-硅系列可热处理强化型铝合金,在AL-Mg-Si组成的三元系中,没有三元化合物,只有两个二元化合物Mg2Si和Mg2Al3,以α(Al)-Mg2Si伪二元截面为分界,构成两个三元系,α(Al)-Mg2Si-(Si)和α(Al)-Mg2Si-Mg2Al3,如图一、田二所示: 在Al-Mg-Si系合金中,主要强化相是Mg2Si,合金在淬火时,固溶于基体中的Mg2Si越多,时效后的合金强度就越高,反之,则越低,如图2所示,在α(Al)-Mg2Si伪二元相图上,共晶温度为595℃,Mg2Si的最大溶解度是1.85%,在500℃时为1. 05%,由此可见,温度对Mg2Si在Al中的固溶度影响很大,淬火温度越高,时效后的强度越高,反之,淬火温度越低,时效后的强度就越低。有些铝型材厂生产的型材化学成份合格,强度却达不到要求,原因就是铝捧加热温度不够或外热内冷,造成型材淬火温度太低所致。 在Al-Mg-Si合金系列中,强化相Mg2Si的镁硅重量比为1.73,如果合金中有过剩的镁(即Mg:Si>1. 73),镁会降低Mg2Si在铝中的固溶度,从而降低Mg2Si在合金中的强化效果。如果合金中存在过剩的硅,即Mg:Si<1.73,则硅对Mg2Si在铝中的固溶度没有影响,由此可见,要得到较高强度的合金,必须Mg:Si<1.73。 二.合金成份的选择 1.合金元素含量的选择 6063合金成份有一个很宽的范围,具体成份除了要考虑机械性能、加工性能外,还要考虑表面处理性能,即型材如何进行表面处理和要得到什么样的表面。例如,要生产磨砂料,Mg/Si应小一些为好,一般选择在Mg/Si=1-1.3范围,这是因为有较多相对过剩的Si,有利于型材得到砂状表面;若生产光亮材、着色材和电泳涂漆材,Mg/Si在1.5-1.7范围为好,这是因为有较少过剩硅,型材抗蚀性好,容易得到光亮的表面。 另外,铝型材的挤压温度一般选在480℃左右,因此,合金元素镁硅总量应在1.0%左右,因为在500℃时,Mg2Si在铝中的固溶度只有1.05%,过高的合金元素含量会导致在淬火时Mg2Si不能全部溶入基体,有较多的末溶解Mg2Si相,这些Mg2Si相对合金的强度没有多少作用,反而会影响型材表面处理性能,给型材的氧化、着色(或涂漆)造成麻烦。 2.杂质元素的影响 ①铁,铁是铝合金中的主要杂质元素,在6063合金中,国家标准中规定不大于0.35,如果生产中用一级工业铝锭,一般铁含量可控制在0.25以下,但如果为了降低生产成本,大量使用回收废铝或等外铝,铁就根容易超标。Fe在铝中的存在形态有两种,一种是针状(或称片状)结构的β相(Al9Fe2Si2),一种为粒状结构的α相(Al12Fe3Si),不同的相结构,对铝合金有不同的影响,片状结构的β相要比粒状结构α相破坏性大的多,β相可使铝型材表面粗糙、机械性能、抗蚀性能变差,氧化后的型材表面发青,光泽下降,着色后得不到纯正色调,因此,铁含量必须加以控制。 为了减少铁的有害影响可采取如下措施。 a)熔炼、铸造用所有工具在使用前涂涮涂料,尽可能减少铁溶人铝液。 b)细化晶粒,使铁相变细,变小,减少其有害作用。 c)加入适量的锶,使β相转变成α相,减少其有害作用。 d)对废杂料细心挑选,尽可能的减少铁丝、铁钉、铁屑等杂物进入熔铝炉造成铁含量升高。
铝合金的牌号、状态和性能 1铝的基本特性与应用范围 铝是元素周期表中第三周期主族元素,原子序数为13,原子量为26.9815。 铝具有一系列比其他有色金属、钢铁、塑料和木材等更优良的特性,如密度小,仅为2.7 g / cm3,约为铜或钢的1/3;良好的耐蚀性和耐候性;良好的塑性和加工性能;良好的导热性和导电性;良好的耐低温性能,对光热电波的反射率高、表面性能好;无磁性;基本无毒;有吸音性;耐酸性好;抗核辐射性能好;弹性系数小;良好的力学性能;优良的铸造性能和焊接性能;良好的抗撞击性。此外,铝材的高温性能、成型性能、切削加工性、铆接性以及表面处理性能等也比较好。因此,铝材在航天、航海、航空、汽车、交通运输、桥梁、建筑、电子电气、能源动力、冶金化工、农业排灌、机械制造、包装防腐、电器家具、日用文体等各个领域都获得了十分广泛的应用,下表列出了铝的基本特性及主要应用领域。 铝的基本特性及主要应用领域
2 铝及铝合金的分类 纯铝比较软,富有延展性,易于塑性成形。如果根据各种不同的用途,要求具有更高的强度和改善材料的组织和其他各种性能,可以在纯铝中添加各种合金元素,生产出满足各种性能和用途的铝合金。 铝合金可加工成板、带、条、箔、管、棒、型、线、自由锻件和模锻件等加工材(变形铝合金),也可加工成铸件、压铸件等铸造材(铸造铝合金)。 纯铝—1×××系,如1000合金 非热处理型合金Al-Mn系合金—3×××系,如3003合金 Al-Si系合金—4×××系,如4043合金变形铝合金Al-Mg系合金—5×××系,如5083合金 Al-Cu系合金—2×××系,如2024合金 热处理型合金Al-Mg-Si系合金—6×××系,如6063合金铝及Al-Zn-Mg系合金—7×××系,如7075合金铝合金Al-其它元素—8×××系,如8089合金 纯铝系 非热处理型合金Al-Si系合金,如ZL102合金 Al-Mg系合金,如ZL103合金 铸造铝合金Al-Cu-Si系合金,如ZL107合金 Al-Cu-Mg-Si系合金,如ZL110合金 热处理型合金Al-Mg-Si系合金,如ZL104合金 Al-Mg-Zn系合金,如ZL305合金
第三章铝及铝合金材料 第一节铝及铝合金材料应用领域 铝是地球上存储量最丰富的金属元素,自1808年被发现以来,已经广泛用于工业、农业、造船、航天、航空、轨道车辆等领域,铝元素主要用于下列领域: 电力传输工业 铝合金散热器制造业 飞机、航空、航天设备 汽车工业 高速铁路轨道车辆、地铁 造船 场馆建筑 门窗结构 金属铝及铝合金不同于钢材,当报废时,可再次熔化使用,对环境破坏最小,同时新型铝合金材料和热处理方法不断出现,铝合金材料强度越来越高,因此,铝合金的应用将越来越广泛。 第二节铝及铝合金材料的物理特性 铝及铝合金具有如下物理特点: -比重低(2.7g/cm3),强度高(最高可达450MPa) -耐大气腐蚀性比钢高 -在零度以下温度时,具有良好韧性 -非常适于铸造工艺 对于纯铝,其物理特性和钢相比具有如表3-1的内容: 表3-1 铝与钢物理特性比较表 性能Al Fe 原子重量(g/mol)26.98 55.84
对于铝及铝合金,物理特性如表3-2。 表3-2 铝及铝合金的物理特性表 第三节铝及铝合金材料的分类
一、铝及铝合金材料分类表 铝及铝合金材料按时效方式可分为可时效硬化铝合金、非时效硬化铝合金、铸造铝合金三类。非时效强化铝合金具有良好的耐腐蚀性,时效强化铝合金耐腐蚀性相对较差,铸造铝合金耐腐蚀性介于两者之间,图3-1表明了三类铝合金之间的关系。 图3-1 铝合金材料分类表 二、时效硬化铝合金 时效硬化铝合金指的是含有镁、硅、锌或铜的铝合金通过退火、淬火和时效可以获得较高的抗拉强度的铝合金。这些材料可在室温状态下通过数天的时间自然时效,也可在80°C和 160°C之间的温度下加快时效,例如60 °C时,时效60小时,120 °C时,时效24小时,可以得到相同的时效效果。人工时效还取决于焊件的大小,越大的焊件,时效时间越长。 由于焊接热输入的原因,时效硬化铝合金在热影响区损失了时效强度。焊接热影响区强度只有母材强度的60-70%,焊接时输入的热量越高,就有更多的焊接热量将改变原来的强度。后来的热处理可使它们返回到其原来的强度值。7系列铝合金自然时效明显,如AlZn 4.5 Mg在焊后通过简单的自然时效就可回复到其原来的强度值。在铝合金车辆工业,大部分使用的是时效强化型铝合金,由于焊接接头强度的降低,在设计结构上,在接头区要加强,以保证结构等强要求。 三、非时效硬化铝合金 非时效硬化铝合金在热处理后不硬化。它们从固溶处理中得到较高的强度(与纯铝相比)。AL—Mg和Al-Mn合金是典型的非时效强化铝合金。 四、铸造铝合金 通过向铝中添加硅可得到铸铝合金。铸铝合金在修补时,焊接材料通常使用与基材相同成分的母材进行这些修焊工作,特别是焊缝与母材有相同物理、化学特性要求时更是如此。用于这些合金的焊接材料不得有较高的含氢量。抛光后,焊缝的颜色要与母材相同。
铝合金材料的现状与发展趋势 发表时间:2018-09-11T11:22:54.293Z 来源:《新材料.新装饰》2018年3月上作者:佟有志 [导读] 我国当前国民经济的飞速发展,刺激更多的基础行业加快发展步伐。随着国际形势的严峻挑战,重视工业生产及其材料装备的工作任重道远 (东北轻合金有限责任公司,150060) 摘要:我国当前国民经济的飞速发展,刺激更多的基础行业加快发展步伐。随着国际形势的严峻挑战,重视工业生产及其材料装备的工作任重道远。铝合金作为一种重要的战略合金金属,在航空、航天、船舶、民用建筑、医疗以及军事工业等众多行业中得到广泛应用推广,已经变得不可替代。当前我国对高强铝合金的热处理技术研究距离国际最先进水平尚有进步空间,从业工作者应该积极探讨如何运用热处理技术来提供铝合金的材料性能,实现技术创新,为我国的重工业发展提供良好的物质基础。 关键词:铝合金材料;现状;发展趋势 1 铝合金概述 铝合金材料具有优良的性能,仅次于银、铜和金。它的抗大气腐蚀和加工性能也非常好,除此之外,它还有快速的冷冻成型和切削性能及铸造的优越性能。铝合金材料具有良好的导热性能,可以通过化学的方法将铝合金的热能转化为物理的机械性能和良好的腐蚀性能。按纯铝分类为高纯铝、工业高纯铝和工业纯铝。高纯铝的纯度为99%,主要用于制造电容器、铝箔、包铝以及熔炼铝合金。按变形铝合金的种类划分可以分为铸造铝合金材料、抗腐蚀性防锈铝合金材料及坚固的硬性铝合金材料。 2 铝合金材料在线缆行业的应用分析 2.1铝合金材料代替铜芯成为电线电缆生产企业的新宠 从铝合金材料的生产成本和它的应用范畴的来看,对未来电缆行业发展都有极大的发展潜力,在未来的几年里,铝合金很有可能成为电线电缆生产企业的新宠。从市场铜的价格趋势来看,铜材料的价格十分昂贵,加上各地越来越多的电网兴建给铝合金的发展带来了机会,也能让电线电缆企业找到更合适的电缆材料,同时也有效的解决对铜材料的过渡依懒性。首先,我国是个人口大国,国内资源有限,特别是铜矿资源,再加上这几年铜的价格不断上升却不减的局面,令众多的电线电缆企业发展十分艰难,随着电缆电线的生产本不断增加,电缆企业的利润越来越少,一些企业开始为了盈利不择手段,在铜材方面动脑筋,参杂质量,造成破坏铜等现象在业内比比皆是。 2.2有希望打破电线电缆生产企业唯“铜”是从的问题 随着电线电缆行业和铝合金材料的不断优化和拓展运用,铝合金材料将有希望打破电线电缆生产企业唯“铜”是从的难问题。近几年来,由于人类不合理的活动导致自然环境不断恶化和自然资源匮乏,若不能及时的研发和创新出新型的材料代替自然资源材料,那国家将面临自然资源的匮乏和环境不断恶化的严重问题。我国电线电缆行业的材料在过去的十几年至今仍依赖于铜材料,而我国对于铜资源的占有量是非常少的。随着铝合金材料的不断优化和发展及自身的优越性能,一些线缆企业越来越重视铝合金材料在线缆输电的应用。这有效的解决了电线电缆企业唯铜是从的难问题。铝合金材料通过复杂的化学和物理变化等一系列的处理之后而形成新的铝合金材料,新的铝合金材料比原来的铝合金材料在性能上有所改变了很多,比如铝合金的导热性能和抗腐蚀性能及柔韧性能等都增强了。新的铝合金材料由于性能增强而有效的避免了纯铝导体电缆连接不稳定和机械性能低的问题。与传统的钢材料对比,铝合金的导电性和安全性及各种性能都不弱于铜材料的电缆。铝合金材料和铜材料在性能上相比较有突出的优势。而合金电缆在成本上相对于铜芯电缆来说优势明显。另外,铝合金和铜材料的导电性一样的时候,铝合金材料电缆的重量比铜芯材料电缆的重量轻了许多,所以在电线电缆的安装工程中有一定的优越性,成本也有所降低。 2.3铝合金备受国外电线电缆生产厂家和市场的亲睐 在去年亚洲高端电线电缆峰会上,铝合金材料在未来线缆行业的运用引起大家的备受关注和讨论,由此可见,铝合金电缆越来越来受到关注,它的用途也将会重新被发掘和开发广泛应用。在国外,铝合金在电线电缆行业的应用是非常广泛的,并且有着一定的历史。就拿美国和加拿大这两个发达国家来说,铝合金材料在线缆行业的应用就有长达40年的历史。 综上所述,从铝合金材料自身的优越和国家的政策,特别是这几年环境和资源问题的出现,全世界都在关注和寻找能够与自然和谐发展的资源。环保、节能和再利用的资源已备受社会得重视和研究都将给铝合金的发展带来契机。 3 铝合金材料在其他行业的发展前景 3.1在汽车行业的发展 随着汽车行业的迅速发展,对材料的要求也越来越高。而铝合金材料的不断优化和自身优越性能的优势,在汽车行业的应用也越来越广泛。传统的汽车制造材料多为钢材,其结构和重量都很不理想,而铝合金质量轻和高强度等优越性能为汽车提供了优良的材料,为铝合金应用领域的扩展提供了可能。 铝合金新型材料的硬度高,柔韧性好及耐腐蚀性的优良性能。钢铁在公共设施场所中的护栏抗氧化和空气能力非常差,也经不起太阳和风雨的侵蚀,容易生锈腐蚀,而铝合金材质的护栏拥有优良的抗腐蚀性能就可以很好的解决护栏生锈的问题,同时有效的解决了经常维修和成本贵的问题。铝合金材料金属制成的产品在外观上还具有形式美和强烈的立体感,视觉冲击力也很强。铝合金材料具有良好的腐蚀性能,在交通护栏和汽车等行业逐渐广泛应用。 3.2在热交换器应用的发展 热交换器的使用在我国已有一定的历史积淀,它是一种结合铝合金材料生产出来的高性能产品。在日常生活也非常常见,一般的汽车换热器、家电散热和集热产品内部零件便是用铝合金材料制成的。热交换器用铝合金材料是通过的轧制复合方法制备而成,铝合金材料的加工工艺在我国国内当时来说是没有出现的,所以这是首创,并且东北轻合金有限责任公司“汽车换热器用铝合金复合箔的研制”项目在2001年荣获了国家科学技术进步奖二等奖。 3.3稀土铝合金的发展 稀土铝合金材料是在现代发展起来的新型金属制品。由于稀土元素(如锆、钪、铒等)加入铝合金中起到了良好的改性作用,显著提
铝合金的硬度 一、分类:展伸材料分非热处理合金及热处理合金 1.1 非热处理合金:纯铝—1000系,铝锰系合金—3000系,铝矽系合金—4000系,铝镁系合金—5000系。 1.2 热处理合金:铝铜镁系合金—2000系,铝镁矽系合金—6000系,铝锌镁系合金—7000系。 二、合金编号:我国目前通用的是美国铝业协会〈Aluminium Association〉的编号。兹举 例说明如下:1070-H14(纯铝) 2017-T4(热处理合金) 3004-H32(非热处理合金) 2.1第一位数:表示主要添加合金元素。 1:纯铝 2:主要添加合金元素为铜 3:主要添加合金元素为锰或锰与镁 4:主要添加合金元素为矽 5:主要添加合金元素为镁 6:主要添加合金元素为矽与镁 7:主要添加合金元素为锌与镁 8:不属於上列合金系的新合金 2.2第二位数:表示原合金中主要添加合金元素含量或杂质成分含量经修改的合金。 0:表原合金 1:表原合金经第一次修改 2:表原合金经第二次修改 2.3第三及四位数: 纯铝:表示原合金 合金:表示个别合金的代号 "-″:后面的Hn或Tn表示加工硬化的状态或热处理状态的鍊度符号 -Hn :表示非热处理合金的鍊度符号 -Tn :表示热处理合金的鍊度符号
2 铝及铝合金的热处理 一、鍊度符号:若添加合金元素尚不足於完全符合要求,尚须藉冷加工、淬水、时效 处理及软烧等处理,以获取所需要的强度及性能。这些处理的过程称 之为调质,调质的结果便是鍊度。 鍊度符号定义 F 制造状态的鍊度 无特定鍊度下制造的成品,如挤压、热轧、锻造品等。 H112 未刻意控制加工硬化程度的制造状态成品,但须保证机械性质。 O 软烧鍊度 完全再结晶而且最软状态。如系热处理合金,则须从软烧温度缓慢冷却,完全防止淬水效果。 H 加工硬化的鍊度 H1n:施以冷加工而加工硬化者 H2n:经加工硬化后再施以适度的软烧处理 H3n:经加工硬化后再施以安定化处理 n以1~9的数字表示加工硬化的程度 n=2 表示1/4硬质 n=4 表示1/2硬质 n=6 表示3/4硬质 n=8 表示硬质 n=9 表示超硬质 T T1:高温加工冷却后自然时效。挤型从热加工后急速冷却,再经常温十效硬化处理。亦可施以不影响强度的矫正加工,这种调质适合於热加工后冷却便有淬水效果的合金如:6063。 T3:溶体化处理后经冷加工的目的在提高强度、平整度及尺寸精度。 T36:T3经6%冷加工者。 T361:冷加工度较T3大者。 T4:溶体化处理后经自然时效处理。 T5:热加工后急冷再施以人工时效处理。 人工时效处理的目的在提高材料的机械性质及尺寸的安定性适用於热加工冷却便有淬水效