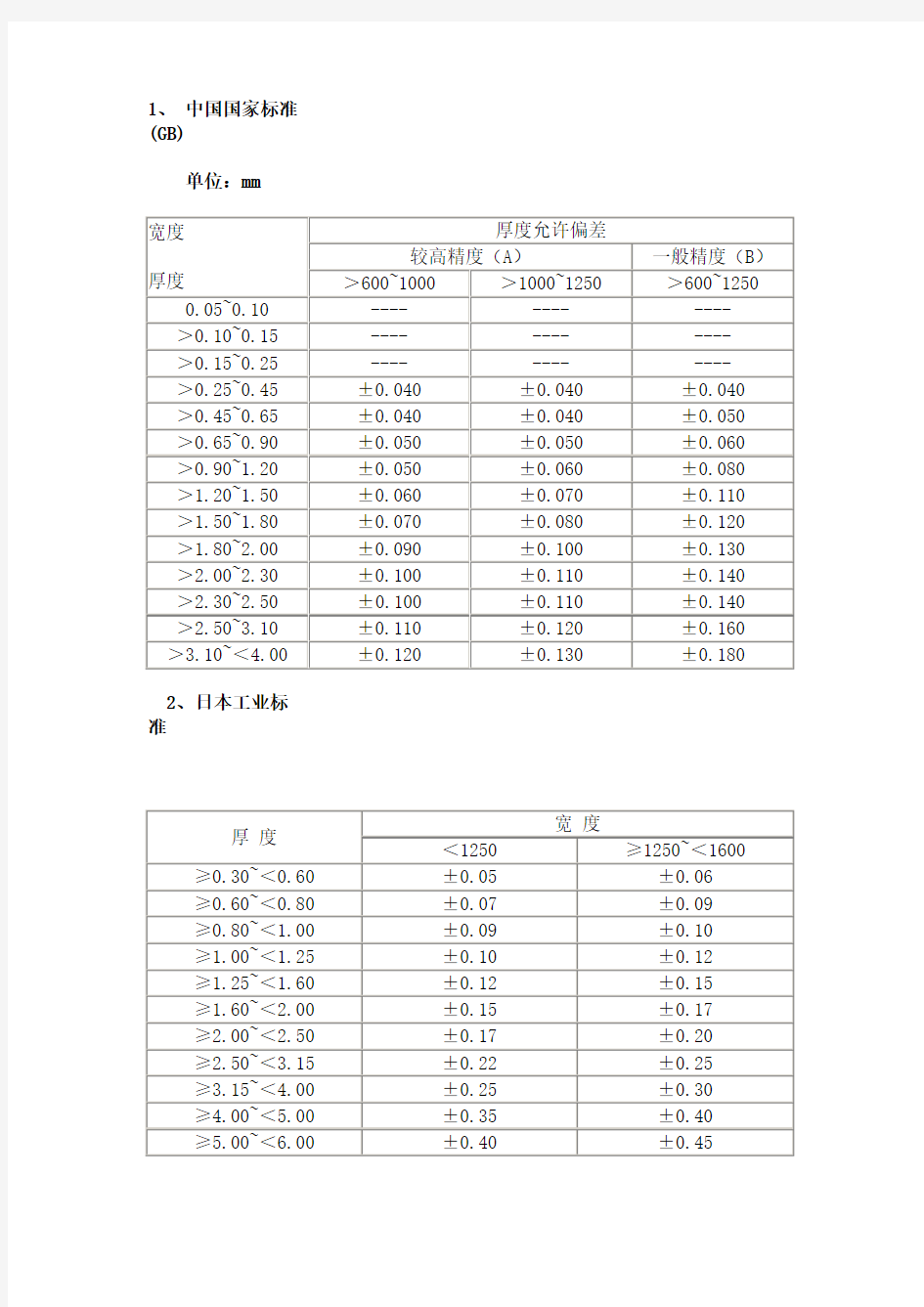

1、中国国家标准
(GB) 单位:mm
2、日本工业标
准
3、美国材料协会标准(ASTM)标准
汽车修理工国家职业标准与技能标准 1. 职业概况 1.1 职业名称 汽车修理工。 1.2 职业定义 使用工、夹、量具,仪器仪表及检修设备进行汽车的维护、修理和调试的人员。 1.3 职业等级 本职业共设五个等级,分别为:初级(国家职业资格五级)、中级(国家职业资格四级)、高级(国家职业资格三级)、技师(国家职业资格二级)、高级技师(国家职业资格一级)。1.4 职业环境条件 室内、外、常温。 1.6 基本文化程度 高中毕业(含同等学力)。 1.7 培训要求 1.7.1 培训期限 全日制职业学校教育,根据其培养目标和教学计划确定。晋级培训期限:初级不少于600标准学时;中级不少于500标准学时;高级不少于320标准学时;技师不少于200标准学时;高级技师不少于120标准学时。 1.7.2 培训教师 理论培训教师应具有本职业(专业)大学本科以上学历或中级以上专业技术职务;实际操作教师:培训初、中级人员的教师应具有高级职业资格证书,培训高级人员的教师应具有技师职业资格证书,培训技师、高级技师的教师应具有本专业高级专业技术职务或高级技师职业资格证书,且在本岗位工作3年以上。
1.7.3 培训场地设备 理论培训场地应具有可容纳20名以上学员的标准教室,并配备投影仪、电视机及播放设备。实际操作培训场所应具有600 m2以上能满足培训要求的场地,且有相应的设备、仪器仪表和必要的工具、夹具、量具,通风条件良好、光线充足、安全设施完善。 1.8 鉴定要求 1.8.1 适用对象 从事或准备从事本职业的人员。 1.8.2 申报条件 ——初级(具备以下条件之一者) (1)经本职业初级正规培训达规定标准学时数,并取得毕(结)业证书。 (2)在本职业连续见习工作2年以上。 (3)本职业学徒期满。 ——中级(具备以下条件之一者) (1)取得本职业初级职业资格证书后,连续从事本职业工作3年以上,经本职业中级正规培训达规定标准学时数,并取得毕(结)业证书。 (2)取得本职业初级职业资格证书后,连续从事本职业工作5年以上。 (3)连续从事本职业工作7年以上。 (4)取得经劳动保障行政部门审核认定的、以中级技能为培养目标的中等以上职业学校本职业(专业)毕业证书。 ——高级(具备以下条件之一者) (1)取得本职业中级职业资格证书后,连续从事本职业工作4年以上,经本职业高级正规培训达规定标准学时数,并取得毕(结)业证书。 (2)取得本职业中级职业资格证书后,连续从事本职业工作7年以上。 (3)取得高级技工学校或经劳动保障行政部门审核认定的、以高级技能为培养目标的高等职业学校本职业(专业)毕业证书。 (4)取得本职业中级职业资格证书的大专以上本专业或相关专业毕业生,连续从事本职业工作2年以上。 ——技师(具备以下条件之一者) (1)取得本职业高级职业资格证书后,连续从事本职业工作5年以上,经本职业技师正规培训达规定标准学时数,并取得毕(结)业证书。 (2)取得本职业高级职业资格证书后,连续从事本职业工作8年以上。 (3)高级技工学校本职业(专业)毕业生,连续从事本职业工作满2年。 ——高级技师(具备以下条件之一者)
国家经济贸易委员会、公安部关于进一步 加强车辆公告管理和注册登记有关事项的通知 (国经贸产业[2002]768号) 各省、自治区、直辖市、计划单列市及新疆生产建设兵团经贸委(经委)、公安厅(局):为加强机动车安全管理,严格执行车辆“生产准入”和“行驶准入”制度,进一步规范《车辆生产企业及产品公告》(以下简称《公告》)管理和机动车注册登记管理,深化车辆产品管理体制改革,现将有关事项通知如下: 一、《公告》管理的范围 国家经贸委实施《公告》管理的车辆产品包括:在我国境内生产、销售并在道路上行驶的民用汽车产品及相应底盘、农用运输车、半挂车和摩托车产品。无轨电车、轮式工程机械车(含装载机、挖掘机等)、拖拉机、全挂车等不实行《公告》管理。 《公告》包括文本和光盘两部分,文本主要表述新产品批准(含产品扩展)、勘误更改和撤销等内容;光盘由本批新增产品数据库和历批汇总产品数据库两部分构成,记录产品的技术参数及产品照片等内容。文本和光盘配合使用。 公安交通管理部门要严格依据最新一批《公告》文本和配套光盘的汇总产品数据库办理车辆注册登记。在用车辆在办理过户、转出和转入登记时,要依据车辆在注册登记时发布的《公告》文本和配套光盘中的汇总产品数据库办理有关手续。未登《公告》的车辆产品或与《公告》公布的参数不符的车辆产品不得办理注册登记。不实行《公告》管理的车辆产品,公安交通管理部门依据生产企业提供的整车出厂合格证办理注册登记。 二、增加和调整强制性检验项目 (一)自2002年11月1日起,汽车生产企业申报《公告》的车型(包括改进型、扩展等,下同)必须符合《汽车和挂车侧面防护要求》(GB11567.1-2001)、《汽车和挂车后下部防护要求》(GB11567.2-2001)、《汽车燃油箱安全性能要求和试验方法》(GB18296-200 1)等3项国家标准的要求,并提供国家经贸委授权的检测机构(以下简称授权检测机构)出具的试验报告。 产品已列入《公告》的企业,自本通知发出之日起,要尽快使出厂产品符合上述3项国家标准的要求,并向国家经贸委报送由授权检验机构出具的试验报告。产品外型发生明显变化时,需提供有关照片。自2003年3月1日起,已列入《公告》的产品仍未安装符合上述标准的防护装置和燃油箱的,国家经贸委将在《公告》中予以撤销。 (二)自2003年1月1日起,装备驻车灯的车型申报《公告》时必须符合《汽车驻车灯配光性能》(GB18409-2001)要求,并提供由授权检测机构出具的试验报告。 (三)自2003年3月1日起,汽车企业申报《公告》的车型必须符合《用于保护车载接收机的无线电骚扰特性的限值及测量方法》(GB18655-2002)要求,并提供由授权检测机构出具的试验报告。 (四)自2003年1月1日起,汽车企业停止生产不符合《关于正面碰撞乘员保护的设计规则》(CMVDR 294)要求的微型客车产品,其库存产品最多允许继续销售6个月。自
不锈钢无缝管的相关定义 [我的钢铁] 2009-02-03 16:29:35 ⑴、不锈钢无缝管定义 不锈钢无缝钢管是一种具有中空截面、周边没有接缝的长条钢材。 ⑵、不锈钢无缝管的特点 其一、该产品的壁厚越厚,它就越具有经济性和实用性,壁厚越薄,它的加工成本就会大幅度的上升;其次、该产品的工艺决定它的局限性能,一般无缝钢管精度低:壁厚不均匀、管内外表光亮度低、定尺成本高,且内外表还有麻点、黑点不易去除;其三、它的检测及整形必须离线处理。因此它在高压、高强度、机械结构用材方面体现了它的优越性。 ⑶、不锈钢管的种类 接轧制方法分热轧、热挤压和冷拔(轧)不锈钢管。 按不锈钢金相组织不同分半铁素体半马氏体系不锈钢管、马氏体不锈钢管、奥氏体系不锈钢管、奥氏体-铁素铁系不锈钢管等。 ⑷、不锈钢管规格及外观质量 A、按GB14975-94《不锈钢无缝钢管》规定,钢管通常长度(不定尺)热轧钢管1.5~10m,热挤压钢管等于和大于1m。冷拔(轧)钢管壁厚0.5~1.0mm者,1.0~7m;壁厚大于1.0mm者,1.5~8m。 B、热轧(热挤压)钢管的直径54~480mm共45种;壁厚4.5~45mm共36种。冷拔(轧)钢管的直径6~200mm共65种;壁厚0.5~21mm共39种。 C、钢管内外表面不得有裂缝、折叠、龟裂、裂纹、轧折、离层和结疤缺陷存在,这些缺陷应完全清除掉(供机械加工用管除外),清除后不得使壁厚和外径超过负偏差。凡不超过允许负偏差的其他轻微表面缺陷可不清除。
D、直道允许深度。热轧、热挤压钢管、直径小于和等于140mm的不大于公称壁厚的5%,最大深度不大于0.5mm;冷拔(轧)钢管不大于公称壁厚的4%,最大深度不大于0.3mm。 E、钢管两端应切成直角,并清除毛刺。
汽车维修行业标准国家职业标准:汽车修理工 1、职业概况 1、1 职业名称 汽车修理工。 1、2 职业定义 使用工、夹、量具,仪器仪表及检修设备进行汽车的维护、修理与调试的人员。 1、3 职业等级 本职业共设五个等级,分别为:初级(国家职业资格五级)、中级(国家职业资格四级)、高级(国家职业资格三级)、技师(国家职业资格二级)、高级技师(国家职业资格一级)。 1、4 职业环境条件 室内、外,常温。 1、5 职业能力特征
1、6 基本文化程度 高中毕业(含同等学力)。 1、7 培训要求 1、7、1 培训期限 全日制职业学校教育,根据其培养目标与教学计划确定。晋级培训期限:初级不少于600标准学时;中级不少于500标准学时;高级不少于320标准学时;技师不少于200标准学时;高级技师不少于120标准学时。 1、7、2 培训教师 理论培训教师应具有本职业(专业)大学本科以上学历或中级以上专业技术职务;实际操作教师:培训初、中级人员的教师应具有高级职业资格证书,培训高级人员的教师应具有技师职业资格证书,培训技师、高级技师的教师应具有本专业高级专业技术职务或高级技师职业资格证书,且在本岗位工作3年以上。 1、7、3 培训场地设备 理论培训场地应具有可容纳20名以上学员的标准教室,并配备投影仪、电视机及播放设备。实际操作培训场所应具有600 m2以上能满足培训要求的场地,且有相应的设备、仪器仪表与必要的工具、夹具、量具,通风条件良好、光线充足、安全设施完善。 1、8 鉴定要求 1、8、1 适用对象 从事或准备从事本职业的人员。 1、8、2 申报条件 ——初级(具备以下条件之一者) (1)经本职业初级正规培训达规定标准学时数,并取得毕(结)业证书。 (2)在本职业连续见习工作2年以上。 (3)本职业学徒期满。 ——中级(具备以下条件之一者) (1)取得本职业初级职业资格证书后,连续从事本职业工作3年以上,经本职业中级正规培训达规定标准学时数,并取得毕(结)业证书。 (2)取得本职业初级职业资格证书后,连续从事本职业工作5年以上。 (3)连续从事本职业工作7年以上。 (4)取得经劳动保障行政部门审核认定的、以中级技能为培养目标的中等以上职业学校本职业(专业)毕业证书。
不锈钢板尺寸公差范围表和厚度公差表 不锈钢板表面光洁,有较高的塑性、韧性和机械强度,耐酸、碱性气体、溶液和其他 介质的腐蚀。 不锈钢板按制法分热轧和冷轧的两种,包括厚度0.02-4毫米的薄冷板和4.5-50毫米的中厚板。 按钢种的组织特征分为5类:奥氏体型、奥氏体-铁素体型、铁素体型、马氏体型、沉淀硬化型。 要求能承受草酸、硫酸-硫酸铁、硝酸、硝酸-氢氟酸、硫酸-硫酸铜、磷酸、甲酸、乙酸等各种酸的腐蚀,广泛用于化工、食品、医药、造纸、石油、原子能等工业,以 及建筑、厨具、餐具、车辆、家用电器各类零部件。 为了保证各类不锈钢板的屈服强度、抗拉强度、伸长率和硬度等力学性能符合要求,钢板交货前必须经过退火、固溶处理、时效处理等热处理。 常用不锈钢板尺寸公差范围表 304/2B板公差范围表 规格大差正常小差 0.4MM 0.3-0.32 0.33-0.37 0.37-0.39 0.5MM 0.4-0.42 0.43-0.47 0.47-0.49 0.6MM 0.5-0.52 0.53-0.56 0.57-0.59 0.7MM 0.6-0.62 0.63-0.67 0.67-0.69 0.8MM 0.7-0.72 0.73-0.77 0.74-0.79 0.9MM 0.8-0.82 0.83-0.87 0.87-0.89 1.0MM 0.89-0.9 0.91-0.94 0.94-0.99 1.2MM 1.02-1.08 1.09-1.15 1.16-1.18 1.5MM 1.32-1.38 1.39-1.45 1.46-1.48 2.0MM 1.72-1.79 1.8-1.86 1.87-1.9 2.5MM 2.23-2.36 2.32-2.42 2.42-2.47
汽车修理工国家职业标准 1.职业概况 1.1职业名称 汽车修理工。 1.2职业定义 使用工、夹、量具,仪器仪表及检修设备进行汽车的维护、修理和调试的人员。 1.3职业等级 本职业共设五个等级,分别为:初级(国家职业资格五级)、中级(国家职业资格四级)、高级(国家职业资格三级)、技师(国家职业资格二级)、高级技师(国家职业资格一级)。 1.4室、外,常温。 1.5职业能力特征
1.6基本文化程度 高中毕业(含同等学历)。 1.7培训要求 1.7.1培训期限 全日制职业学校教育,根据其培养目标和教学计划确定。晋级培训期限:初级不少于600标准学时;中级不少于500标准学时;高级不少于320标准学时;技师不少于200标准学时;高级技师不少于120标准学时。 1.7.2培训教师 理论培训教师应具有本职业(专业)大学本科以上学历或中级以上专业技术职务;实际操作教师:培训初、中级人员的教师应具有高级职业书,培训高级人员的教师应具有技师职业书,培训技师、高级技师的教师应具有本专业高级专业技术职务或高级技师职业书,且在本岗位工作3年以上。 1.7.3培训场地设备 理论培训场地应具有可容纳20名以上学员的标准教室,并配备投影仪、电视机及播放设备。实际操作培训场所应具有600m2以上能满足培训要求的场地,且有相应的设备、仪器仪表和必要的工具、夹具、量具,通风条件良好、光线充足、安全设施完善。 1.8鉴定要求 1.8.1适用对象 从事或准备从事本职业的人员。 1.8.2申报条件 ——初级(具备以下条件之一者)
(1)经本职业初级正规培训达规定标准学时数,并取得毕(结)业证书。 (2)在本职业连续见习工作2年以上。 (3)本职业学徒期满。 ——中级(具备以下条件之一者) (1)取得本职业初级职业书后,连续从事本职业工作3年以上,经本职业中级正规培训达规定标准学时数,并取得毕(结)业证书。 (2)取得本职业初级职业书后,连续从事本职业工作5年以上。 (3)连续从事本职业工作7年以上。 (4)取得经劳动保障行政部门审核认定的、以中级技能为培养目标的中等以上职业学校本职业(专业)毕业证书。 ——高级(具备以下条件之一者) (1)取得本职业中级职业书后,连续从事本职业工作4年以上,经本职业高级正规培训达规定标准学时数,并取得毕(结)业证书。 (2)取得本职业中级职业书后,连续从事本职业工作7年以上。 (3)取得高级技工学校或经劳动保障行政部门审核认定的、以高级技能为培养目标的高等职业学校本职业(专业)毕业证书。 (4)取得本职业中级职业书的大专以上本专业或相关专业毕业生,连续从事本职业工作2年以上。 ——技师(具备以下条件之一者) (1)取得本职业高级职业书后,连续从事本职业工作5年以上,经本职业技师正规培训达规定标准学时数,并取得毕(结)业证书。 (2)取得本职业高级职业书后,连续从事本职业工作8年以上。 (3)高级技工学校本职业(专业)毕业生,连续从事本职业工作满2年。 ——高级技师(具备以下条件之一者)
上海宝钢集团公司企业标准 冷连轧钢板及钢带的尺寸、外形、重量及允许偏差 Q/BQB 401-1999 代替 Q/BQB 401-94 1范围 本标准规定了冷连轧钢板及钢带的尺寸、尺寸允许偏差、外形、尺寸测量及重量。 本标准适用于上海宝钢集团公司冷轧部生产的厚度为0.30~3.50mm、宽度为900~1850mm 的冷连轧钢带以及由它切成的钢板及纵切钢带。 2引用标准 GB 8170-87 数值修约规则 3分类与代号 3.1按边缘状态分为 切边 EC 不切边 EM 3.2按尺寸精度分为 普通厚度精度 PT.A 高级厚度精度 PT.B 普通宽度精度 PW.A 高级宽度精度 PW.B 普通长度精度 PL.A 高级长度精度 PL.B 3.3按不平度精度分为
普通不平度精度 PF.A 高级不平度精度 PF.B 3.4钢板及钢带各类别的范围按表1 的规定。 表 1 4定义 4.1钢板以矩形平板状供货。 4.2 钢带以成卷供货的钢带。 4.3 纵切钢带由钢带经纵切而成的窄钢带。 5尺寸 5.1 钢板及钢带的尺寸范围列于表2。 表 2 mm 5.2 钢板及钢带的优先公称厚度列于表3。
表 3 mm 5.3钢板及钢带的公称宽度为表2所列范围内,按10mm进级的任何尺寸。 5.4纵切钢带的公称宽度为表2所列范围内,按10mm进级的任何尺寸。 5.5钢板的公称长度为表2所列范围内按50mm进级的任何尺寸。 5.6根据需方需求,经供需双方协商,可以供应表2所列范围内其它尺寸规格的钢板及钢带。 6 尺寸允许偏差 6.1厚度允许偏差 6.1.1钢板及钢带的厚度允许偏差应符合表4的规定。 6.1.2钢带两端总长度30m内的厚度允许偏差,当钢带厚度小于1.5mm时,允许比表4规定的值超出50%;当钢带厚度不小于1.5mm时,允许比表4规定值超出30%。 6.1.3钢带焊缝处15m的厚度允许偏差,允许比表4规定值超出60%。 6.1.4对抗拉强度规定值大于400MPa的牌号(如St44),其厚度允许偏差允许 比表4规定值 超出10%。 6.1.5表4所列的厚度允许偏差也适用于纵切钢带,此时表列公称宽度为钢带轧 制宽度。 6.2宽度允许偏差 6.2.1钢板及钢带的宽度允许偏差应符合表5的规定。
热轧钢板厚度的允许偏差( 摘自GB/ T709—1988) 较高轧制精度: 公称厚度 在下列宽度时的厚度允许偏差/ mm ( 钢板和钢带) / mm 600~750 >750~1000 >1000~1500 1500~2000 >2000~2300 >2300~2700 >2700~3000 >0. 35~0. 50 ±0. 05 ±0. 05 ----- >0. 50~0. 60 ±0. 06 ±0. 06 ----- >0. 60~0. 75 ±0. 07 ±0. 07 ----- >0. 75~0. 90 ±0. 08 ±0. 08 ----- >0. 90~1. 10 ±0. 09 ±0. 09 ----- >1. 10~1. 20 ±0. 10 ±0. 11 ±0. 11 ---- >1. 20~1. 30 ±0. 11 ±0. 12 ±0. 12 ---- >1. 30~1. 40 ±0. 11 ±0. 12 ±0. 12 ---- >1. 40~1. 60 ±0. 12 ±0. 13 ±0. 13 ---- >1. 60~1. 80 ±0. 13 ±0. 14 ±0. 14 ---- >1. 80~2. 00 ±0. 14 ±0. 15 ±0. 16 ±0. 17 --- >2. 00~2. 20 ±0. 15 ±0. 16 ±0. 17 ±0. 18 --- >2. 20~2. 50 ±0. 16 ±0. 17 ±0. 18 ±0. 19 --- >2. 50~3. 00 ±0. 17 ±0. 18 ±0. 19 ±0. 20 ±0. 23 -- >3. 00~3. 50 ±0. 18 ±0. 19 ±0. 20 ±0. 22 ±0. 26 -- >3. 50~4. 00 ±0. 21 ±0. 22 ±0. 24 ±0. 26 ±0. 30 -- >4. 00~5. 50 +0. 10 - 0. 30 +0. 15 - 0. 30 +0. 10 - 0. 40 +0. 20 - 0. 40 +0. 25 - 0. 40 -- >5. 50~7. 50 +0. 10 - 0. 40 +0. 10 - 0. 50 +0. 10 - 0. 50 +0. 20 - 0. 50 +0. 25 - 0. 60 -- >7. 50~10. 0 +0. 10 - 0. 70 +0. 10 - 0. 70 +0. 20 - 0. 70 +0. 20 - 0. 70 +0. 25 - 0. 70 -- >10. 0~13. 0 +0. 10 - 0. 70 +0. 10 - 0. 70 +0. 20 - 0. 70 +0. 30 - 0. 70 +0. 35 - 0. 70 --
汽车修理工国家职业标准 1.职业概况 1.1 职业名称 汽车修理工。 1.2 职业定义 使用工、夹、量具,仪器仪表及检修设备进行汽车的维护、修理和调试的人员。 1.3 职业等级 本职业共设五个等级,分别为:初级(国家职业资格五级)、中级(国家职业资格四级)、高级(国家职业资格三级)、技师(国家职业资格二级)、高级技师(国家职业资格一级)。 1.4 职环境条件 室内、外,常温。 1.5 职业能力特征 1.6 基本文化程度 高中毕业(含同等学历)。 1.7 培训要求 1.7.1 培训期限 全日制职业学校教育,根据其培养目标和教学计划确定。晋级培训期限:初级不少于600标准学时,中级不少于500标准学时,高级不少于320标准学时;技师不少于200标准学时;高级技师不少于120标准学时。 1.7.2 培训教师 理论培训教师应具有本职业(专业)大学本科以上学历或中级以上专业技术职务;实际操作教师:培训初、中级人员的教师应具有高级职业资格证书,培训高级人员的教师应具有技师职业资格证书,培训技师、高级技师的教师应具有本专业高级专业技术职务或高级技师职业资格证书,且在本岗位工作3年以上。 1.7.3 培训场地设备 理论培训场地应具有可容纳20名以上学员的标准教室,并配备投影仪、电视机及播放设备。实际操作培训场所应具有600m2以上能满足培训要求的场地,且有相应的设备、仪器仪表和必要的工具、夹具、量具,通风条件良好、光线充足、安全设施完善。 1.8 鉴定要求
1.8.1 适用对象 从事或准备从事本职业的人员。 1.8.2 申报条件 ——初级(具备以下条件之一者) (1)经本职业初级正规培训达规定标准学时数,并取得毕(结)业证书。 (2)在本职业连续见习工作2年以上。 (3)本职业学徒期满。 ——中级(具备以下奈件之一者) (1)取得本职业初级职业资格证书后,连续从事本职业工作3年以上,经本职业中级正规培训达规定标准学时数,并取得毕(结)业证书。 (2)取得本职业初级职业资格证书后,连续从事本职业工作5年以上。 (3)连续从事本职业工作7年以上。 (4)取得经劳动保障行政部门审核认定的、以中级技能为培养目标的中等以上职业学校本职业(专业)毕业证书。 ——高级(具备以下条件之一者) (1)取得本职业中级职业资格证书后,连续从事本职业工作4年以上,经本职业高级正规培训达规定标准学时数,并取得毕(结)业证书。 (2)取得本职业中级职业资格证书后,连续从事本职业工作7年以上。 (3)取得高级技工学校或经劳动保障行政部门审核认定的、以高级技能为培养目标的高等职业学校本职业(专业)毕业证书。 (4)取得本职业中级职业资格证书的大专以上本专业或相关专业毕业生,连续从事本职业工作2年以上。 ——技师(具备以下条件之一者) (1)取得本职业高级职业资格证书后,连续从事本职业工作5年以上,经本职业技师正规培训达规定标准学时数,并取得毕(结)业证书。 (2)取得本职业高级职业资格证书后,连续从事本职业工作8年以上。 (3)高级技工学校本职业(专业)毕业生,连续从事本职业工作满2年。 ——高级技师(具备以下条件之一者) . (1)取得本职业技师职业资格证书后,连续从事本职业工作3年以上,经本职业高级技师正规培训达规定标准学时数,并取得毕(结)业证书。 (2)取得本职业技师职业资格证书后,连续从事本职业工作5年以上。 1.8.3 鉴定方式 分为理论知识考试和技能操作考核,理论知识考试采用闭卷笔试方式,技能操作考核采用现场实际操作方式进行。理论知识考试和技能操作考核均实行百分制,两门均达到60分以上者为合格。技师和高级技师鉴定还需进行综合评审。 1.8.4 考评人员与考生配比 理论知识考试考评员与考生配比为员与考生配比为1:5。 1.8.5 鉴定时间 根据职业等级不同,理论知识考试为90~120min,技能操作考核为150~240min,论文答辩不少于40min。 1.8.6 鉴定场所设备 理论知识考试在标准教室进行。技能操作考枝在具有必备的设备、仪器仪表,工、夹、量具及设施、通风条件良好,光线充足和安全措施完善的场所进行。 2. 基本要求
钢板厚度偏差 因为8mm钢板一般是热轧状态的,按轧制精度分较高精度(A)和普通精度(B)两极。厚度公差又按钢板的宽度来确定。如8mm的较高精度:宽度600-1000的允许偏差为+0.10,-0.70;宽度1000-2000的允许偏差为+0.20,-0.70;宽度2000-2300的允许偏差为+0.25,-0.70;而普通精度:宽度600-1000的允许偏差为+0.20,-0.80;宽度1000-750的允许偏差为+0.30,-0.80;宽度1500-2000的允许偏差为+0.35,-0.80;宽度2000-2300的允许偏差为+0.45,-0.80;宽度23000-2700的允许偏差为+0.6,-0.80;。 宝山钢铁股份有限公司企业标准 热连轧钢板及钢带的尺寸、 Q/BQB 301-2003 外形、重量及允许偏差代替Q/BQB 301-1999 1 范围 本标准规定了热连轧钢板及钢带的尺寸、外形、重量及允许偏差。 本标准适用于宝山钢铁股份公司生产的热连轧钢带以及由钢带横切成的钢板及纵切成的纵切钢带,以下简称钢板及钢带。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB/T 8170-1987 数值修约规则 3 术语和定义 3.1 酸洗表面 用盐酸将热轧钢板及钢带上的氧化铁皮清除后得到的表面。 4 分类和代号 4.1 按边缘状态分为 切边 EC 不切边 EM 4.2 按轧制精度分为 普通厚度精度 PT.A 较高厚度精度 PT.B 4.3 按表面处理方式分为 酸洗表面 非酸洗表面 如未说明表面处理方式时,是指非酸洗表面。 4.4 按产品类别分为 热轧钢带(简称:钢带) 热轧钢板(简称:钢板) 热轧纵切钢带(简称:纵切钢带)
强制性国家标准道路车辆外廓尺寸轴荷及质量限值
强制性国家标准《道路车辆外廓尺寸、轴荷及质量限值》 征求意见稿编制说明 一、工作简况 (一)任务来源: 受国家工业和信息化部(以下简称工信部)委托,全国汽车标准化技术委员会(以下简称汽标委)整车分技术委员会启动了标准的修订计划,标准项目计划编号: 20120011-Q-339,标准项目名称:《道路车辆外廓尺寸、轴荷及质量限值》。(二)制定过程 2012年初,工信部经与国家标准化管理委员会、交通运输部、公安部、国家质量监督检验检疫总局(以下简称质检总局)、国家认证认可监督管理委员会(以下简称认监委)等单位讨论协商后,启动了GB 1589-2004《道路车辆外廓尺寸、轴荷及质量限值》的修订工作,委托中国汽车技术研究中心(以下简称中汽中心)牵头,研究标准具体如何修改、分析后续影响,尽快拿出修订方案。 1、汽标委提出修订方案
中汽中心对一汽、东风、重汽等多个重点企业进行了调研,初步征求了汽车行业对三个标准的修订意见, 2012年10月16日,汽标委在杭州召开了GB 1589及相关标准修订行业研讨会。会议对前期工作进行了通报,针对各企业代表对GB 1589—2004标准在实施及企业新产品开发中所遇到的问题进行了梳理和汇总,并就下一阶段工作进行了布置和安排。会议研究成立了车辆运输车专项验证项目组,开展半挂车辆运输列车和中置轴车辆运输列车的试验验证工作。 杭州会议后,车辆运输车专项验证项目组召开会议,研究了车辆运输车的半挂车、中置轴挂车、铰接列车、中置轴列车的长度调整问题,以及通道圆及外摆值等指标的论证方案,并制定了工作计划。会后该工作组完成了半挂车辆运输列车及中置轴车辆运输列车的计算机模拟及实车验证试验。 2013年1月25日,汽标委在深圳召开GB1589标准修订会议。集中研究了牵引销和牵引鞍座的技术尺寸、车辆运输车(半挂列车、中置轴列车)、侧帘车等的问题,形成了统一意见。
高温板系列:材质有310S(0Cr25Ni20或1Cr25Ni20Si2)、309S(0Cr23Ni13或 1Cr20Ni14Si2)、2205(S31803)双相不锈钢、253MA(S31805)耐热钢等,厚度 0.4mm-60.0mm 化工板系列:材质有316L(00Cr17Ni12Mo2美标及00Cr17Ni14Mo2国标)、316Ti、321(1Cr18Ni9Ti或0Cr18Ni10Ti)、304L(00Cr18Ni9)、304(0Cr18Ni9) 、304J1(304含铜料)、202(1Cr18Mn8Ni5N)、201(1Cr17Mn6Ni5N)等,厚度0.4mm-60.0mm 中厚板系列:规格3.0mm-30.0mm*1500/1800*2000*6000或6000以上。正常公差或小负差系列材料,3.0mm-14.0mm长度可以定冷轧薄板系列:规格 0.4-6.0mm*1219/1000*1500*2438/2000/不定尺,长度可以定开 304 是一种通用性的不锈钢,它广泛地用于制作要求良好综合性能(耐腐蚀和成型性)的设备和机件。 301 不锈钢在形变时呈现出明显的加工硬化现象,被用于要求较高强度的各种场合。 302 不锈钢实质上就是含碳量更高的304不锈钢的变种,通过冷轧可使其获得较高的强度。 https://www.doczj.com/doc/a518501282.html, 302B 是一种含硅量较高的不锈钢,它具有较高的抗高温氧化性能。 303和303Se 是分别含有硫和硒的易切削不锈钢,用于主要要求易切削和表而光浩度高的场合。303Se不锈钢也用于制作需要热镦的机件,因为在这类条件下,这种不锈钢具有良好的可热加工性。 304L 是碳含量较低的304不锈钢的变种,用于需要焊接的场合。较低的碳含量使得在靠近焊缝的热影响区中所析出的碳化物减至最少,而碳化物的析出可能导致不锈钢在某些环境中产生晶间腐蚀(焊接侵蚀)。 304N 是一种含氮的不锈钢,加氮是为了提高钢的强度。 305和384 不锈钢含有较高的镍,其加工硬化率低,适用于对冷成型性要求高的各种场合。 308 不锈钢用于制作焊条。 309、310、314及330 不锈钢的镍、铬含量都比较高,为的是提高钢在高温下的抗氧化性能和蠕变强度。而30S5和310S乃是309和310不锈钢的变种,所不同者只是碳含量较低,为的是使焊缝附近所析出的碳化物减至最少。330不锈钢有着特别高的抗渗碳能力和抗热震性. 316和317 型不锈钢含有铝,因而在海洋和化学工业环境中的抗点腐蚀能力
强制性国家标准《道路车辆外廓尺寸、轴荷及质量限值》 征求意见稿编制说明 一、工作简况 (一)任务来源: 受国家工业和信息化部(以下简称工信部)委托,全国汽车标准化技术委员会(以下简称汽标委)整车分技术委员会启动了标准的修订计划,标准项目计划编号: -Q-339,标准项目名称:《道路车辆外廓尺寸、轴荷及质量限值》。 (二)制定过程 2012年初,工信部经与国家标准化管理委员会、交通运输部、公安部、国家质量监督检验检疫总局(以下简称质检总局)、国家认证认可监督管理委员会(以下简称认监委)等单位讨论协商后,启动了GB 1589-2004《道路车辆外廓尺寸、轴荷及质量限值》的修订工作,委托中国汽车技术研究中心(以下简称中汽中心)牵头,研究标准具体如何修改、分析后续影响,尽快拿出修订方案。 1、汽标委提出修订方案 中汽中心对一汽、东风、重汽等多个重点企业进行了调研,初步征求了汽车行业对三个标准的修订意见, 2012年10月16日,汽标委在杭州召开了GB 1589及相关标准修订行业研讨会。会议对前期工作进行了通报,针对各企业代表对GB 1589—2004标准在实施及企业新产品开发中所遇到的问题进行了梳理和汇总,并就下一阶段工作进行了布置和安排。会议研究成立了车辆运输车专项验证项目组,开展半挂车辆运输列车和中置轴车辆运输列车的试验验证工作。 杭州会议后,车辆运输车专项验证项目组召开会议,研究了车辆运输车的半挂车、中置轴挂车、铰接列车、中置轴列车的长度调整问题,以及通道圆及外摆值等指标的论证方案,并制定了工作计划。会后该工作组完成了半挂车辆运输列车及中置轴车辆运输列车的计算机模拟及实车验证试验。 2013年1月25日,汽标委在深圳召开GB1589标准修订会议。集中研究了牵引销和牵引鞍座的技术尺寸、车辆运输车(半挂列车、中置轴列车)、侧帘车等的问题,形成了统一意见。
1. 主题内容与适用范围 本标准规定了不锈钢技术要求、检验方法等要求。 不锈钢验收标准 编制: 校对: 审核:
本标准适用于不锈钢材料。 2.规范性引用文件 GB/T 20878-2007 不锈钢和耐热钢牌号及化学成分 GB/T 1220-2007 不锈钢棒 GB/T 4226-2009 不锈钢冷加工钢棒 GB/T 3280-2007 不锈钢冷轧钢板和钢带 GB/T 4237-2007 不锈钢热轧钢板和钢带 GB/T 3090-2000 不锈钢小直径无缝钢管 GB/T 14975-2002 结构用不锈钢无缝钢管 GB/T 14976-2002 流体输送用不锈钢无缝钢管 GB/T 4229-84 不锈钢重量计算方法 GB/T 12770-2002 机械结构用不锈钢焊接钢管 GB/T 4241-2006 焊接用不锈钢盘条 YB/T 5091-1993 惰性气体保护用不锈钢钢棒和钢丝 YB/T 5092-205 焊接用不锈钢丝 GB/T 222-1984 钢的化学分析用试样取样法及成品化学成分允许偏差 GB/T 223. 5 钢铁及合金的化学分析方法还原型硅钼酸盐光度法测定酸溶硅含量GB/T 钢铁及合金化学分析方法管式炉内燃烧后气体容量法测定碳含量 GB/T 223. 11 钢铁及合金的化学分析方法过硫酸铁氧化容量法测定铬量 GB/T 钢铁及合金的化学分析方法丁二酮肪重量法测定镍量 GB/T 钢铁及合金的化学分析方法乙酸丁酣萃取光度法测定磷量 GB/T 钢铁及合金的化学分析方法高碘酸钠(钾)光度法侧定锰量 GB/T 钢铁及合金的化学分析方法管式炉内姗烧后碘酸钾滴定法测定硫含量3.术语和定语 3.1不锈钢 stainless steel 以不锈、耐蚀性为主要特性,且铬含量至少为%,碳含量最大不超过%的钢。 4.技术要求
钢材检验标准Q/RY.10.1403-2017 钢材检验标准 2017-6-8发布 2017-6-8实施 编制:技术部批准: 钢材检验标准Q/RY.10.1403-2017 1、范围 本标准规定了冷轧钢板和钢带、热轧钢板和钢带的外观尺寸、外形重量要求的检验方法。 本标准适用于本公司所采购进厂的冷轧钢板和钢带、热轧钢板和钢带的检验。2、引用标准 GB708-88 冷轧钢板和钢带的尺寸、外形、重量及允许偏差 GB709-88 冷轧钢板和钢带的尺寸、外形、重量及允许偏差 3、检验量具设备: 采用目测,钢卷尺、游标卡尺、超声波测厚仪、平台。 4、检验内容 4.1、所采购的各种钢材,应是本公司的合格供方提供,具有国家认可授权检测机构检验的有效检验报告、生产厂家质量检验部门的产品合格证明书,应注有产品规格型号、产品等级,使用性能技术要求等。 4.2、外观要求:钢板表面不得有锈斑、裂纹、结疤、折叠、起泡、夹杂和分层。钢板表面允许有深度或高度不超过钢板厚度公差一半的麻点、凹凸、划痕。 钢材检验标准Q/RY.10.1403-2017 4.4、钢板和钢带的宽度允许偏差:(表二)
5.1、车身钣金件使用钢质材料的性能应有生产厂商提供的合格材质检验报告;5.2、钢质材料的厚度采用游标卡尺、千分尺、超声波测厚仪等检验设备检测,在距离边缘不小于40mm处钢(板)材的任意测定三点,计算平均值,结果应与(表一、表四)相符。 5.3、钢质材料的宽度采用卷尺,在距离边缘不小于40mm处钢(板)材的任意测定三点,计算平均值,结果应与(表二)相符。 5.4、钢板的不平度检测是将钢板自由地放在平台上,除钢板的本身重量外,不施加任何压力,用米尺进行测量,测量钢板与米尺之间的最大距离。所测的结果应与(表三)相符。 说明:本标准公司提出技术部负责起草 2010年9月8日
热轧钢板厚度的允许偏差(摘自GB/T709—1988) 较高轧制精度: 公称厚度(钢板和钢带) /mm 在下列宽度时的厚度允许偏差/mm 600~750 >750~1000 >1000~1500 1500~2000 >2000~2300 >2300~2700 >2700~3000 >0.35~0.50 ±0.05 ±0.05 ----->0.50~0.60 ±0.06 ±0.06 ----->0.60~0.75 ±0.07 ±0.07 ----->0.75~0.90 ±0.08 ±0.08 ----->0.90~1.10 ±0.09 ±0.09 ----->1.10~1.20 ±0.10 ±0.11 ±0.11 ---->1.20~1.30 ±0.11 ±0.12 ±0.12 ---->1.30~1.40 ±0.11 ±0.12 ±0.12 ---->1.40~1.60 ±0.12 ±0.13 ±0.13 ---->1.60~1.80 ±0.13 ±0.14 ±0.14 ---->1.80~2.00 ±0.14 ±0.15 ±0.16 ±0.17 --->2.00~2.20 ±0.15 ±0.16 ±0.17 ±0.18 --->2.20~2.50 ±0.16 ±0.17 ±0.18 ±0.19 --->2.50~3.00 ±0.17 ±0.18 ±0.19 ±0.20 ±0.23 -->3.00~3.50 ±0.18 ±0.19 ±0.20 ±0.22 ±0.26 -->3.50~4.00 ±0.21 ±0.22 ±0.24 ±0.26 ±0.30 -- >4.00~5.50 +0.10 -0.30 +0.15 -0.30 +0.10 -0.40 +0.20 -0.40 +0.25 -0.40 -- >5.50~7.50 +0.10 -0.40 +0.10 -0.50 +0.10 -0.50 +0.20 -0.50 +0.25 -0.60 -- >7.50~10.0 +0.10 -0.70 +0.10 -0.70 +0.20 -0.70 +0.20 -0.70 +0.25 -0.70 -- >10.0~13.0 +0.10 -0.70 +0.10 -0.70 +0.20 -0.70 +0.30 -0.70 +0.35 -0.70 --
中国及周边国家不锈钢厚度公差标准 1、中国国家标准(GB) 单位:mm 厚度厚度允许偏差 较高精度(A)一般精度(B) >600~1000 >1000~1250 >600~1250 0.05~0.10 ---- ---- ---- >0.10~0.15 ---- ---- ---- >0.15~0.25 ---- ---- ---- >0.25~0.45 ±0.080 ±0.080 ±0.080 >0.45~0.65 ±0.080 ±0.080 ±0.100 >0.65~0.90 ±0.100 ±0.100 ±0.060 >0.90~1.20 ±0.100 ±0.120 ±0.160 >1.20~1.50 ±0.150 ±0.150 ±0.180 >1.50~1.80 ±0.150 ±0.160 ±0.180 >1.80~2.00 ±0.180 ±0.200 ±0.260 >2.00~2.30 ±0.200 ±0.220 ±0.280 >2.30~2.50 ±0.200 ±0.220 ±0.280 >2.50~3.10 ±0.220 ±0.120 ±0.320 >3.10~<4.00 ±0.240 ±0.260 ±0.360 2、日本工业标准 厚度宽度 <1250 ≥1250~<1600 ≥0.30~<0.60 ±0.05 ±0.06 ≥0.60~<0.80 ±0.07 ±0.09 ≥0.80~<1.00 ±0.09 ±0.10 ≥1.00~<1.25 ±0.10 ±0.12 ≥1.25~<1.60 ±0.12 ±0.15 ≥1.60~<2.00 ±0.15 ±0.17 ≥2.00~<2.50 ±0.17 ±0.20 ≥2.50~<3.15 ±0.22 ±0.25 ≥3.15~<4.00 ±0.25 ±0.30 ≥4.00~<5.00 ±0.35 ±0.40 ≥5.00~<6.00 ±0.40 ±0.45 ≥6.00~<7.00 ±0.50 ±0.50 3、美国材料协会标准(ASTM)标准 厚度允许偏差宽度 上下≤1000>1000~≤1300 0.10 0.03 0.03 0.15 0.04 0.04 0.20 0.05 0.05 0.25 0.05 0.05 0.30 0.03 --- 0.40 0.04 0.04 0.50 0.08 0.08
中华人民共和国国家标准汽车车架修理技术条件 UDC 629.113.011.3.004.124GB 3800-83 Technical requirements for automobileframes being overhauied 本标准适用于边梁式车架的大修。修理竣工的车架应符合本标准的要求。 1 技术要求 1.1 车架应无泥砂、油污、锈蚀及袭纹。 1.2 车架宽度极限偏差为-3+4mm。 1.3 车架纵梁上平面及侧面的纵向直线度公差,在任意1000mm长度上为3mm,在全长上为其长度的千分之一。 1.4 车架总成左、右纵梁上平面应在同一平面内,其平面度公差为被测平面长度的千分之一点五。 1.5 纵梁侧面对车架上平面的垂直度公差为纵梁高度的百分之一。 1.6 车架主要横梁对纵梁的垂直度公差不大于横梁长度的千分之二。 1.7 车架分段(如下图)检查,各段对角线长度差不大于5mm。 注:aa'--前钢板前支架销承孔轴线; bb'--前钢板后支架销承孔轴线; cc'--后钢板前支架销承孔轴线; dd'--后钢板后支架销承孔轴线; ab'、a'b--第Ⅰ段对角线; bc'、b'c--第Ⅱ段对角线; cd'、c'd--第Ⅲ段对角线; ac'、a'c--第Ⅳ段对角线;
1.8 左右钢板弹簧固定支架销孔应同轴,其同轴度公差为φ 2.0mm(按GB 1958-80《形状和位置公差检测规定》检测方法5-1进行检测)。前后固定支架销孔轴线间的距离左、右相差:轴距在4000mm及其以下的应不大于2mm,轴距在4000mm以上的应不大于3mm。 1.9 车架的焊接应符合焊接规范。焊缝应平整、光滑、无焊瘤、弧坑,咬边深度不大于0.5mm,咬边长度不大于焊缝长度的百分之十五,并不得有气孔、夹渣等缺陷。 1.10 车架挖补或截修的焊缝方向,除特殊车架外,不允许与棱线垂直、重叠;焊缝及其周围基体金属上,不应有裂纹。 1.11 铆接件的接合面必须贴紧,铆钉应充满钉孔,铆钉头不得有裂纹、歪斜、残缺,所有铆钉不得以螺栓代替。 1.12 前后保险杠应平整,形状符合原设计规定。 注:原设计是指制造厂和按规定程序批准的技术文件(下同)。 1.13 车架的其他附属装置及其安装应符合原设计规定。 1.14 修竣车架所增加的重量不得超过原设计重量的百分之十。 1.15 修竣的车架应进行防锈处理。 1.16 除本标准规定外,其他技术要求可参照原设计执行。 2 检验规则 经检验合格的车架应签发合格证。 附加说明: 本标准由中华人民共和国交通部提出,由交通部标准计量研究所归口。 本标准由河北省交通局、安徽省交通厅、四川省交通厅负责起草。 本标准主要起草人董先为、厉鸿培、陈盛模。