进口硅胶:德国瓦克,美国道康宁,日本信越,日本东芝。 国产硅胶:新安化工,东爵有机硅,宏达化工,星火化工,凯沃特有机硅,上海凌道,固加,天玉,彩艳,正安,中山塞尔斯,富士特等 关于档次话就长了: 其实每一种品牌厂家都会生产不同档次的硅胶来适合不同的客户群,每家都有每家的特长和优势,还要根据做的产品要求不一样对材料要球就不一样:进品胶品质比较好(太差国家不让进),但价格也是相当同高(关税相当高的),其中有一些性能国产也能达到的 德国瓦克的气相白炭黑非常有名,基本上所有高档气相胶都会采用瓦克的气相白炭黑。道康宁做的产品比较多样化,各种档次非常齐全,现在还在上海国产化。 国产胶里数天玉的质量比较好,但产量不大,定价比较高,一般被用于替代进品胶,现新安化工收购天玉后在,在清远建生产基地,传说要年产2万吨! 新安化工应该是国内最有实力的企业:国有企业,上市公司,全球除草剂三大巨头之一。有机硅只属其生产除草剂的附产品。按道理上其价格最有竞争优势! 东爵有机硅原系道康宁合资企业,后分开。许多都源自道康宁,其质量稳定性相对来讲还可以。 宏达化工和新东方实质是父子关系,产品都相差不是很远。星火化工系生产硅胶上游产品为主,近几年才开始生产混炼胶。 凯沃特有机硅胶是以生产注射成型液体硅胶为主,近几年发展比较快。 上海凌道系美国道康宁子公司,也是道康宁在中国的生产基地之一。 固加产品比较多样化,其玻琉胶和模具胶在市场上占有很大市场,其也生产混炼胶! 彩艳以生产特种胶为主导,其阻燃胶,耐高温胶等特种胶的性能是国内任何一家都无法达到,特别是其耐高温胶,可耐温300度,400度甚至以上,但其价格也相当高。 正安以生产手机套胶和特种胶为主,是行业发展的后起之秀! 中山塞尔斯的气相胶有相当大的价格优势,其和富仕特一样,以低价格的气相胶,分得一部分市场! 食品级硅胶 简介:食品级硅胶管是采用进口硅胶原材料,利用科学的生产工艺,采用间歇法进行生产生胶,针对气相胶的高抗撕和高透明,混炼胶的超高和越低硬度,功能性混炼胶等特点进行生产的硅胶管,此产品更具有广泛的适应性。比传统双二四硫化工艺的硅
硅胶在市场上的运用因其不会释放有毒物质且触感柔软舒适,能耐高温及低温 (-60c~+300c) 良好物化性而被广泛运用,很少有他种聚合物可与它匹敌。 强而有力的弹性体,且更胜过橡胶的密封性,优异的电绝缘性及对化学品、燃料、油、水的抵抗力,可应付不良环境之良好材料。工业上如: 油封、键盘按键、电器绝缘料、汽车另件,生活用品如: 奶嘴、人工导管、呼吸器、蛙镜、皮鞋球鞋内垫、食品容器……等,硅胶可区分固态及液态,前者加工方式以热压移转,后者原料则以射出成型为主,液态在设备投资及原料成本上虽较高,但其生产速度快,加工程度低及废料少等因素来观察,利用液态硅胶射出成型,在追求精准、速度、自动化的注塑生产工业,必定是未来导向趋势。 从注塑机厂家的角度来看,发展LSR射出成型机也是很有前景的,LSR射出成型机在机器配备上和一般塑料射出成型机最大的不同在于供料系统,其余针对材料的特性改变料管、螺杆、模具及控制系统的设计,这对当前国内注塑机制造厂而言是另一项拓展商机及机器附加价值的方式,目前普通注塑机市场竞争已趋白热化,相当激烈。展望未来市场及顾客需求,发展硅胶射出成型专用机,是另辟蹊径的好途径。 液态硅胶(Liquid Silicone Rubber),分为A胶与B胶,利用定量装置控制两者为1:1之比例,再透过静态混合器(Static Mixer)予以充份混合,注入射出料管后再进行射出成型生产。 将液态硅胶射入热浇道模具,制作硅胶制品,可达到一次成型﹑无废料及可自动化等优点。 在过去的三到五年里,热固性液体硅橡胶(LSR)的注塑技术得到了快速的发展。LSR的注塑设计与刚性工程热塑料有着重要的差别,这主要是因为这两种 橡胶的物理性质,如低粘度,流变学性质(快速固化),剪切变稀性质,以及较高的热膨胀系数等区别较大。
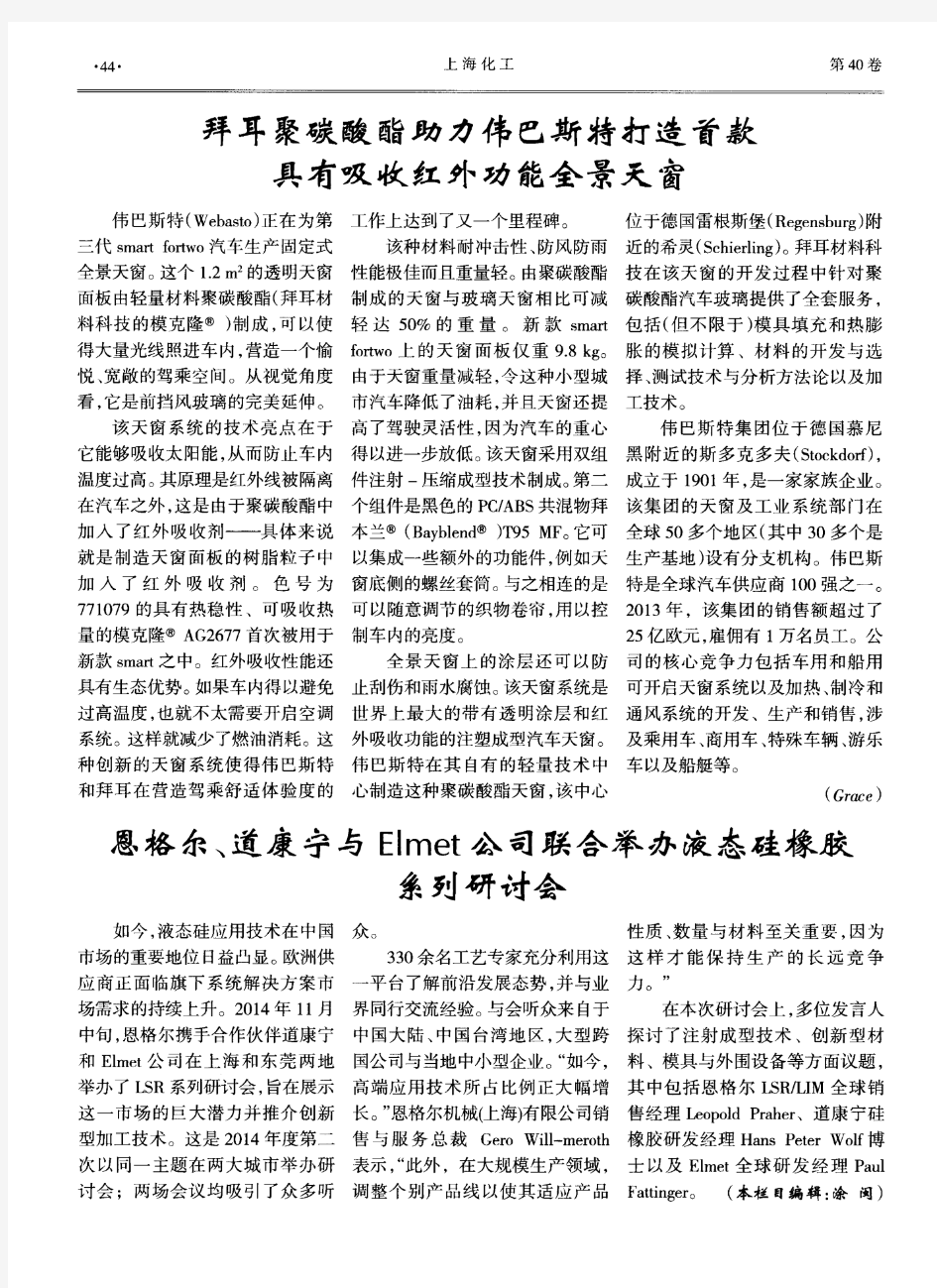
液态硅橡胶 LSR 发布时间:09-4-7 图1 热塑性塑料/LSR包覆成型的一个应用是水龙头滤网。在这一制品中,用作滤网的LSR被包覆成型到尼龙66上 得益于材料、设备和工艺的改进与革新,液态硅橡胶(LSR)逐渐摆脱了小众需求的现状,扩大了应用领域。其中,大型、微型和发泡制品,以及多色或多LSR应用的新领域。材料的组合是 液态硅橡胶(LSR)对于注塑加工商的商业机会的拓宽,要归功于更新的成型工艺,如发泡、多色或者多 硬度注射,以及热塑性塑料/热固性塑料包覆技术的涌现。材料、设备和模具的改进增加了产品的多功能性, 提高了产品质量,降低了注塑加工商准入的门槛。
今天的LSR注塑加工商拥有更多的原材料选择、更大的模具选择余地以及更好的工艺技术,不但可以 成型小至数千分之一g的制品,而且也能够加工32kg以上的巨大产品。 材料、模具和加工设备供应商表示,在过去的几年里,对LSR感兴趣的人逐渐增加。“一些塑料公司对此感兴趣,一些新公司也希望开拓他们的业务,同时医疗领域的加工商也更多地加入进来。” Roembke Mfg. & Design模具公司副总裁Greg Roembke说。“我们发现,汽车工业已开始应用LSR。也许传统的硅橡胶在汽车工业中的应用已达到了极致,下一步需要从LSR获得更多的东西。”他补充说。 图2 LSR的双注射包覆成型通常在一个成型单元内完成,而LSR和热 塑性塑料则分别在不同的注射机上成型 LSR注塑加工商表示,他们已经从高温硅橡胶(HCR)、EPDM、乳胶、天然橡胶、TPE、PVC甚至陶瓷的应用领域中抢占了一些市场。 Momentive Performance Materials(前GE Silicones)的弹性体和RTV总经理Bill French 说,由于LSR惰性、耐热且耐化学品,因此可用于生产奶嘴和奶头、医用装置阀
液态硅橡胶模具设计要点 摘要该文介绍了液态硅橡胶模具设计的若干要点,旨在提高液态硅橡胶制品的质量和产量,使加工者获益匪浅。 关键词:LSR;固化;充模;注压 热固性液态硅橡胶(LSR)注压模具的结构,总的来说跟热塑性胶料所用的模具结构相似,但也有不少显著差别。例如,LSR胶料一般粘度较低,因而充模时间很短,即使在很低的注射压力下也是如此。为了避免空气滞留,在模具中设置良好的排气装置是至关重要的。 另外,LSR胶料在模具内不会像热塑性胶料那样收缩,它们往往遇热膨胀,遇冷轻微收缩。因而,其制品并不总是如所期望的那样留在模具的凸面上,而是滞留在表面积较大的模腔内。 1 收缩率 虽然LSR并不会在模内收缩,但它们在脱模和冷却后,常常会收缩2.5%-3%。至于究竟收缩多少,在一定程度上取决于该胶料的配方。不过,从模具角度考虑,收缩率可能受到几种因素的影响,其中包括模具的温度、胶料脱模时的温度,以及模腔内的压力和胶料随后的压缩情况。 注射点的位置也值得斟酌,因为胶料流动方向的收缩率通常比与胶料垂直流动方向的收缩率大一些。制品的外形尺寸对其收缩率也有影响,较厚的制品的收缩率一般要比较薄者小。如果需进行二次硫化,则可能再额外地收缩0.5%-0.7%。 2 分型线 确定分型线的位置是设计硅橡胶注压模具的前几个步骤之一。排气主要是通过位于分型线上的槽沟来实现的,这样的槽沟必经处在注压胶料最后到达的区域内。这样有助于避免内部产生气泡和降低胶接处的强度损失。 由于LSR粘度较低,分型线必须精确,以免造成溢胶。即便如此在定型的制品上还常能看见分型线。脱模受制品的几何尺寸和分型面位置的影响。将制品设计成稍有倒角,有助于保证制品对所需的另一半模腔有一致的亲合力。 3 排气 随着LSR的注入,滞留在模腔内的空气在模具闭合时被压缩,然后随着充模过程而通过通气槽沟被排出。空气如果不能完全排出,就会滞留在胶料内(这样往往会造成制品部分露出白边)。通气槽沟一般宽度为lmm-3mm,深度为0.004mm-0.005mm。 在模具内抽真空可创造最佳的排气效果。这是通过在分型线上设计一个垫圈,并用真空泵迅速将所有的模腔抽成真空来实现的。一旦真空达到额定的程度,模具即完全闭合,开始注压。
道康宁SYLGARD 160灌封胶道康宁SYLGARD 170灌封胶 恩讯浦科技有限公司代理销售道康宁(Dow Corning)全系列产品 美国道康宁SYLGARD 160A B双组分灌封胶 产品介绍:美国道康宁要用法 ? 浇灌和密封 类型 ? 双组分硅酮弹性体 概述 SYLGARD 160硅酮弹性体制供货时是一种双组分的套装材料,它由A、B两部分液体组分组成。A组是灰色的,B组分是微黄色的,以便于识别和检查它们是否彻底混合。当两组分以1:1重量比或体积比充分混合时,混合液体会固化为柔性弹性体,本产品适用于电气/电子产品的灌封和密封。 SYLGARD 160 硅酮弹性体可在室温下固化,也可在高温下加速固化。适用期限和室温下固化时间与采用的材料数量无关。固化时材料无时显的收缩和温升 SYLGARD 160 硅酮弹性体完成UL“塑料材料的可燃性试验”,通过UL 94 V-0级认证。: 美国道康宁SYLGARD 170 A B 恩讯浦科技有限公司代理销售道康宁(Dow Corning)全系列产品 产品介绍:美国道康宁SYLGARD 170 A 和B 硅酮弹性体供货时是一种双组分的套装材料,它由 A 、B 两部分液体组分组成。A 组分是黑色的,B 组分是微黄色或米黄色的,以便于识别和检查它们是否完全混合。当两组分以1 : 1 的重量比或体积比充分混合时,混合液体会固化为软性弹性体,本产品理想地适用于电气/电子产品的灌封和密封。本产品可在室温下完全固化,也可在高温下加速固化以满足快速生产的要求。SYLGARD 170 A 和B 硅酮弹性体的特性和优点如表 1 所示。 用途 由于SYLGARD 170 A 和B 硅酮弹性体具有许多特点,而且成本较低、使用方便,因而是各种电气/电子灌封或密封应用的理想选择。A、B 两组分以1 : 1 的比例混合,这种混合系统较为精确,而对按重量或体积配比时较小的误差并不很敏感。同时,这种系统能理想地适用于自动混合与配制设备和大量生产应用。 道康宁SYLGARD 184 硅橡胶 恩讯浦科技有限公司代理销售道康宁(Dow Corning)全系列产品 产品介绍:美国道康宁道康宁SYLGARD 184硅橡胶是由液体组分组成的双组分套件产品,包括基本组分与固化剂。基本组分与固化剂按10:1重量比完全混合,中等粘度混合液的稠度与SAE 40机油相似。无论厚薄,混合液将固化成为具有韧性的透明弹性体,最适用于电子/电气方面的封装与灌封应用。
液态硅橡胶模具设计要点 热固性液态硅橡胶(LSR)注压模具的结构,总的来说跟热塑性胶料所用的模具结构相似,但也有不少显著差别。例如,LSR胶料一般粘度较低,因而充模时间很短,即使在很低的注射压力下也是如此。为了避免空气滞留,在模具中设置良好的排气装置是至关重要的。 另外,LSR胶料在模具内不会像热塑性胶料那样收缩,它们往往遇热膨胀,遇冷轻微收缩。因而,其制品并不总是如所期望的那样留在模具的凸面上,而是滞留在表面积较大的模腔内。 1 收缩率 虽然LSR并不会在模内收缩,但它们在脱模和冷却后,常常会收缩2.5%-3%。至于究竟收缩多少,在一定程度上取决于该胶料的配方。不过,从模具角度考虑,收缩率可能受到几种因素的影响,其中包括模具的温度、胶料脱模时的温度,以及模腔内的压力和胶料随后的压缩情况。 注射点的位置也值得斟酌,因为胶料流动方向的收缩率通常比与胶料垂直流动方向的收缩率大一些。制品的外形尺寸对其收缩率也有影响,较厚的制品的收缩率一般要比较薄者小。如果需进行二次硫化,则可能再额外地收缩0.5%-0.7%。 2 分型线 确定分型线的位置是设计硅橡胶注压模具的前几个步骤之一。排气主要是通过位于分型线上的槽沟来实现的,这样的槽沟必经处在注压胶
料最后到达的区域内。这样有助于避免内部产生气泡和降低胶接处的强度损失。 由于LSR粘度较低,分型线必须精确,以免造成溢胶。即便如此在定型的制品上还常能看见分型线。脱模受制品的几何尺寸和分型面位置的影响。将制品设计成稍有倒角,有助于保证制品对所需的另一半模腔有一致的亲合力。 3 排气 随着LSR的注入,滞留在模腔内的空气在模具闭合时被压缩,然后随着充模过程而通过通气槽沟被排出。空气如果不能完全排出,就会滞留在胶料内(这样往往会造成制品部分露出白边)。通气槽沟一般宽度为lmm-3mm,深度为0.004mm-0.005mm。 在模具内抽真空可创造最佳的排气效果。这是通过在分型线上设计一个垫圈,并用真空泵迅速将所有的模腔抽成真空来实现的。一旦真空达到额定的程度,模具即完全闭合,开始注压。 有些注射模压设备容许在可变化的闭合力下操作,这使加工者可以在低压下闭合模具,直到模腔的90%-95%被LSR充满(使空气更容易排出),然后切换成较高的闭合力,以免硅橡胶膨胀而发生溢胶。 4 注射点 模压LSR时采用冷流道系统。可最大限度地发挥这种胶料的优点,并可将生产效率提升至最高限度。以这么一种方式来加工制品,就不必去掉注胶道,从而避免增加作业的劳动强度,有时还可避免材料的大量浪费。在许多情况下,无注胶道结构还可缩短操作时间。
东莞胜威化工代理道康宁、信越产品。 敷型涂料 SE-9187L敷型涂料产品介绍 SE-9187L敷形涂料受到很多欢迎的 原因是其对环境友善、无溶剂配方,快速 固化,稍加热可加速固化速度,以及其优 良的性价比。固化后的这些弹性体为在各 种各样的工作环境中的元器件和相互连 接提供了最佳的应力消除。精炼型敷形涂 料提供极低残留挥发 敷形涂料是应用于印刷电路或者是 其它电子基材的薄层材料(一般厚度为几 密耳或者几微米)。它可以提供环境的和 机械的保护作用,从而显著地延长元器件 和电路的使用寿命。敷形涂料传统的使用方法是浸渍、喷涂或者是简单的流动涂法,现在愈来愈多使用选择性喷涂或全自动点胶设备。 主要用途 SE-9187L敷形涂料可用于刚性和柔性电路板、连接器、电器元件或者传感器的保护性涂料。快速表干固化,挥发性物质含量非常少,适用于继电器和高精密的电子器件(HDD DVD CD)。 道康宁SE-9187L使用方法 可通过喷涂、刷涂、流动或自动选择性涂抹方式来使用。也可使用浸渍的方法,但需特别注意。 SE-9187L敷型涂料固化方法 固化时间取决于几种参数,包括使用的方法、薄膜厚度、温度和湿度。数据表中的表干时间通常是指涂料表面已干燥到能操作的时间。而完全固化时间是指材料达到全部物理特性如硬度、拉伸强度和粘合力所需要的时间。这些时间包括完全固化时间都可以通过加热至 60°C或以下温度而显著缩短。
道康宁 一般特性:不含溶剂、低挥发性、气味少、热固化 产品使用特性:单组分 固化特性:甲氧基固化、脱醇固化 热性质:低温稳定性、高温稳定性 相容性:塑料、聚酯、陶瓷 稳定性:抗氧化、耐水的、耐热性、耐臭氧性、防紫外辐射 粘接性:与FR4、塑料、金属、铝、陶瓷、无底漆粘接性 Dowcorning道康宁SE-9187L敷型涂料应用信息 一、粘合性 道康宁SE-9187L敷形涂料的配方能对大多数普通电子基材和材料,包括免洗和无铅助焊剂,提供粘合性。对加热固化涂料,粘合性随着固化时间和温度而完成。对室温固化涂料,粘合性通常比固化迟,某些涂料可能需要72小时才能完成。对于难以粘合,表面能较低的表面,可以通过涂底漆,或者通过特殊的表面处理方法如化学腐蚀或等离子腐蚀来提高粘合力。 二、使用温度范围 对于大多数用途,有机硅弹性体可以在-45至200°C (-49至392°F)的温度范围内长期使用。然而在温度范围的上下限,在特殊应用时材料的特性和表现可能变得复杂化,需要额外考虑。 三、相容性 得注意的物质包括: ●有机锡和其它有机金属化合物 ●含有机锡催化剂的硅橡胶 ●硫、聚硫化物、聚砜类物或其他含硫材料 ●胺、聚氨酯橡胶或者含氨的材料 ●磷、或者含磷的材料 ●不饱和烃增塑剂 ●某些助焊剂残留物 如果对某一种基材或材料是否会抑制固化存在疑问,建议先做一个小规模相容性测试来确定某一种特定应用的合适性。如果在有疑问的基材和固化了的敷形涂料界面之间存在液体或者未固化的产品,说明不相容,会抑制固化。 四、可修复性 在电子设备制造中,经常希望能修复或回收受损的或者有缺陷的部件。道康宁敷形涂料提供了绝佳的修复性,可以通过刮擦、切割或者使用溶剂或者剥离剂将涂料从基材或者电路上去除。如果只有一个电路元器件需要替换,可以将电烙铁直接应用到于涂料以取出该元器件。
信越KE-1950液体硅胶 [返回] 本产品适用于液体注射成型工艺生产各种硅胶制品。如:医疗用品(如输液导管、呼吸面罩),婴儿用品(如奶嘴、固牙器等)、保鲜盖、潜水用品等。 LIMS用液态硅橡胶具有和普通硅橡胶相同的特性,如出色的耐热性、电绝缘性、耐放射线性、耐放电性等。根据一般用、高强度用、透明用、阻燃用等产品用途,具备各种系列产品,也能根据使用目的进行新产品开发, 着眼于缩短成型时间,提高原材料利用率,提高生产效率,使大幅度降低成本成为现实。 所谓LIMS(Liquid Injection Molding System)是,通过把具有出色性能的液态硅橡胶,和能够精密且稳定地完成注射成型的设备相结合而形成的新型成型加工系统。只须将A、B两种液态材料装入设备内,从混合到成型全自动完成,在追求简化工艺和缩短加工时间的同时,能很方便地实现高质量制品的加工,不仅如此,利用液态硅橡胶的各种特性,还能够广泛应用于以电气、电子、汽车、食品为代表的多种行业,LIMS着眼于生产能力的提高和人工费用的降低,完善地体现了出色的经济效能。本产品透明且高强度,强度从10°到70°,广范围的产品系列,能够适用于日本食品卫生法厚生省第85号通告的要求。 *1 B型旋转硬度计 *2 胶片固化条件: 150°C/5min 加压固化→150°C/1h二次固化 *3 胶片固化条件: 150°C/10min 加压固化→200°C/4h二次固化 *4 胶片固化条件: 120°C/5min 加压固化→150°C/1h二次固化
*5 胶片固化条件: 120°C/10min 加压固化→150°C/3h二次固化 固化特性和成型性能: 固化温度 虽然根据制品的厚度和形状,其最佳固化温度亦有所区别,但以+130°C - +200°C的范围为标准,一般情况下即使在+90°C - +210°C范围内也能成型。 注射压力 当固化温度在+130°C - +200°C,压力在40kg/cm2-120kg/cm2的范围时,利用注射成型能取得良好的效果。 固化时间 在+150°C的情况下成型制品厚度为1mm上下时,其固化时间在10秒以内,故能在极短的周期内成型。线收缩率 温度在+100°C - +150°C范围内时,其线收缩率为2%-3%(请参照一般特性数据)。 使用期限(混合后) 虽然A、B两液混合后其有效寿命与温度有关,但如果是普通制品在常温(25°C)情况下,72小时之内能保持不影响成型的粘度,在需要延长有效寿命时,建议在混合部位配备Chiller(冷却装置)。 固化机制 LIMS用液态硅橡胶的固化机制如下图所示,通常进行加成反应,该反应利用加热来进行固化,随温度的升高而缩短固化时间。 设备
的研究领域,并且将对橡胶工业发展起到巨大的推动作用。 参考文献: [1]张立群,孙朝晖,王一中,等 蒙脱土/NBR纳米复合材料的 性能研究[J] 橡胶工业,1999,46(4):213 216 [2]吴友平,张立群,王一中,等 蒙脱土/羧基丁腈橡胶纳米复 合材料的结构与性能研究[J] 材料研究学报,2000,14(2): 188 192 [3]王益庆,张立群 微纳米级蒙脱土/橡胶复合材料[J] 北京 化工大学学报,2000,27(1):86 91 [4]张立群,吴友平,王益庆,等 橡胶的纳米增强及纳米复合技 术[J] 合成橡胶工业,2000,23(2):71 77 [5]Elspass C W,Kresge E N,Peiffer D G,et al Polymer nanocom posite formation by emulsion synthesis[P] WO97/00 910AI 1997 01 09 [6]Burnside S D,Giannelis E P Synthesis and properties of n ew poly(dimethylsiloxane)nanocom posites[J] Chemistry of M ate rials,1995,7(9):1597 1600 [7]Wang Y Z,Zhang L Q Preparati on and characterizati on of rub ber clay nanocom posites[J] Journal of Applied Polymer Sci ence,2000,78(11):1879 1883 [8]Akane Okada,Arimitsu Usuki The chemis try of polym er clay hybrids[J] M ater Sci &Engi n ,1995(C3):109 115 [9]张立群,王一中,余鼎声,等 蒙脱土/橡胶纳米复合材料制 备方法[P] 中国:CN1238353A,1999 12 15 [10]王胜杰,李 强,漆宗能,等 硅橡胶/蒙脱土复合材料的制 备、结构与性能[J] 高分子学报,1998,2(2):149 153 [11]Badesha S S,Henry A W,M aliborski J B,et al Pol ymer nanocomposites[P] USA:USP5840796A 1998 11 24 [12]Zanetti M,Camino G,Thomann R,et al Synthesis and thermal behaviour of layered silicate EVA nanocomposi tes[J].Poly mer,2001,42(10):4501 4507 [13]Chen T K,Tine Y I,W ei K H S ynthesis an d characterization of novel segmented polyurethane/clay nanocomposites[J]. Polymer,2000,41(4):1345 1353 [14]张立群,王一中,王益庆,等 蒙脱土/丁苯橡胶纳米复合材 料的制备和性能[J] 特种橡胶制品,1998,19(2):6 10 收稿日期:2002 10 26 一种处理废橡胶废塑料的方法 及其气化装置 中图分类号:X783 文献标识码:D 由中国科学院山西煤炭化学研究所申请的专利(专利号 00130718,公布日期 2001 07 25) 一种处理废橡胶废塑料的方法及其气化装置涉及一种处理废橡胶和废塑料的方法及其气化装置。具体的操作方法是,将废橡胶和废塑料破碎成块(尺寸为10~100mm),加入气化炉下部,在720~850!下热解气化,生成含有焦油的空气煤气;该煤气经过气化炉上部850~920!的高温区,焦油裂解,即成为不含焦油的煤气。经气体冷凝液分析表明,制备的燃料气体不含高分子烃类物质(焦油),经水洗的洁净气体可直接燃烧使用。本发明气化炉尾气净化系统简单、操作方便。 (杭州市科技情报研究所 王元荪供稿) 废橡胶再生工艺及废橡胶新生剂 中图分类号:T Q330 56 文献标识码:D 由李大年申请的专利(专利号 00135480,公布日期 2001 08 15) 废橡胶再生工艺及废橡胶新生剂涉及废硫化胶的再生工艺及所用新生剂。在炼胶机中,在低于75!的辊温下,废硫化胶与新生剂混合、薄通后,废硫化胶网状弹性结构中的硫交联键断裂(主链断裂较少),废硫化胶变成可模压硫化的长链状塑性(化合物)物料。本发明新生剂具有开链效率和再生工效高、再生成本低的特点,再生后的硫化胶能保持原胶65%~75%的性能。本再生工艺操作简便、能耗低、无污染、经济效益显著。 (杭州市科技情报研究所 王元荪供稿) 液体硅橡胶组合物及其制备方法和 生产发泡硅橡胶的方法 中图分类号:T Q333 93 文献标识码:D 由日本道康宁东丽硅氧烷株式会社申请的专利(专利号 00134414,公布日期 2001 07 18) 液体硅橡胶组合物及其制备方法和生产发泡硅橡胶的方法涉及混合操作容易的液体硅橡胶物料的配制及发泡硅橡胶的生产方法。液体硅橡胶的配制方法为,将液体二有机聚硅氧烷(含有选择性加入的无机填料)与加热膨胀的热塑性树脂空心颗粒粉末混合并加入足量的固化剂,在足以使树脂粉末膨胀的温度下对物料进行热处理,即制得密度小和绝热性好的发泡硅橡胶。 (杭州市科技情报研究所 王元荪供稿) 252 橡 胶 工 业 2003年第50卷
在过去的三到五年里,热固性液体硅橡胶(LSR)的注塑技术得到了快速的发展。LSR的注塑设计与刚性工程热塑料有着重要的差别,这主要是因为这两种橡胶的物理性质,如低粘度,流变学性质(快速固化),剪切变稀性质,以及较高的热膨胀系数等区别较大。 由于LSR的粘度较低,因此它在注射成型过程中,即使在注射压力较低的情况下,填充流速也可以较快,但是为了避免空气滞留,对模具通风的要求更加严格。总的来说,现代LSR 的快速硫化的循环时间更短(某些情况下循环时间不到20秒),为了充分利用这一特性,加工机械、注射成型机以及部件转移系统等必须相互配合,作为一个高度集成的整体运作。 冷流道成型 现代冷流道体系充分利用了LSR剪切变稀的性质,真正达到了无浪费,无毛边成型。在过去的三到五年里,冷流道模塑在制造业中的优势地位急速上升,并导致橡胶产品的产量增加、废品减少、劳动成本降低等良好的势头。 LSR不会在模具中收缩,这一点和热塑性塑料类似。但是由于膨胀系数较高,加热时会发生膨胀,冷却时却仅有微小的收缩。因此,部件通常不能在模具中保持准确的侧边距,只有在表面积较大的空腔中才可以保持。 与热流道模塑相似,在冷流道加工中,热固LSR应保持较低温度和可流动性,以确保没有物料的损失。这种加工方法最适用于在清洁的室内环境中生产大小、结构相似的大体积部件。理想模型是在人为因素影响最小的设备中昼夜不停的运转,并逐步增大运转周期(日或周)。 目前所用的冷流道设备有两种基本类型,即闭合系统和开放系统,它们各有优缺点。注射循环中,闭合系统在每一个管道中都采用“开动销”或“针形阀”来控制LSR橡胶的流量。而开口系统则根据注射压力的大小,利用“收缩嘴”和阀门来控制物料的流量。 与开口系统相比较,闭合系统最典型的特点是在较低的注射压力下进行注塑。设备中可调控的“节流口”可以对不平衡的分流道以及物料的不同剪切变稀性能进行微调。缺点是对某些给定大小的部件和模具,设备需作额外的调整。 开放系统利用通过喷嘴或者阀门的高剪切速率,在注射压力降低时,进行截流。一般情况下,开放系统的空腔填充时间要比闭合系统稍微短一些。开放系统由于分流道和喷嘴较小,空腔密度较高。分流道则要求自然平衡,并与物料本身的流变性能严格匹配。因为开放系统的流道尺寸较小,所以通常不用可调“节流口”,只需普通阀门就可以很好的控制流量,并获得最佳的压力点。 分模线 设计液体硅橡胶注射成型模具时,首先要考虑分模线的位置,因为分模线内部需设置一些通道,利用这些通道完成通风任务,通风孔必须设置在注射物料最后到达的模具末端。预先考虑以上因素,有助于避免空气的夹带和焊接线边缝强度的损失。
LSR综述 LSR是英文Liquid Silicone Rubber的缩写,意思是液体硅橡胶(灌封胶),实际上,所有的固化前为液体,固化后为弹性体的有机硅产品都可以叫做LSR(液体硅橡胶),但是习惯上说起LSR通常指狭义上的液体硅橡胶,GE公司是这么定义的:LSR是指按照1:1重量或体积配比用注射成型方法生产弹性体的双组分加成型硅橡胶,也就是SHIN ETSU产品分类上所指的LIM(Liquid Injection Molding,液体注射成型),指专门用于注射成型的硅橡胶,常用来做大批量标准制件。而DOW CORNING公司产品分类的LSR不但包括注射成型的产品也包括敷形涂料等1:1混合的无色透明的双组分加成型硅橡胶,在国内,晨光院把所有加成型无色透明的产品统称为硅凝胶,而我们一般只称无色透明,没有硬度很软,几乎没有强度的加成型灌封产品为硅凝胶,国外大公司的分类也是单独列出,即Silicone Gels产品。DOW CORNING 的说法,LSR是指无色透明或者半透明,粘度较大(一般大于10Pa?S),按照1:1重量或体积配比的双组分加成型硅橡胶,可以做透明半透明的硅橡胶制品,也可以配合颜料、底涂剂等使用。据报道:目前全国加成型液体硅橡胶生产量在500-800吨/年,进口量在5千吨/年,高温硫化硅橡胶生产量5万吨/年以上,随着加成液体硅橡胶发展和成本下降以及加工设备国产化,高温硫化橡胶至少有60%-70%的用量将被液体硅橡胶所取代,预计到2010年市场需求量在40000吨以上,该产品发展空间很大。 二、加成型灌封胶的反应机理 双组分加成型灌封胶有弹性硅凝胶和硅橡胶之分,前者强度较低,后者强度较高。它们的硫化机理是基于有机硅生胶端基上的乙烯基(或丙烯基)和交链剂分子上的硅氢基发生加成反应(氢硅化反应)来完成的。 在该反应中,含氢化物官能的聚硅氧烷用作交链剂,氯铂酸或其它的可溶性的铂化合物用作催化剂。
Dow corning 道康宁3-1953|DC3-1953绝缘披覆胶|三防胶 道康宁3-1953三防胶产品介绍 体敷形涂料要求有空气中的湿汽来固化。 这种敷形涂料受到很多欢迎的原因是其 对环境友善、无溶剂配方,快速固化,稍 加热可加速固化速度,以及其优良的性价 比。固化后的这些弹性体为在各种各样的 工作环境中的元器件和相互连接提供了 最佳的应力消除。精炼型敷形涂料提供极 低残留挥发性与能在密闭环境下使用的 特点。 道康宁3-1953敷形涂料尤其在极其 恶劣的工作环境中,对于保护电路,保持 元器件和线路的低应力环境非常有用。这 些恶劣的环境范围包括日常的消费者电 子产品所处的温度和湿度极端环境,到更 加恶劣的汽车引擎盖下的环境,以及在军事或者工业应用的环境。敷形涂料可以以 各种形式提供,可以在室温下固化或者加热加速固化,适合您不同的工艺要求。大多数敷形涂料包含紫外线指示剂,能够使敷形材料在紫外光下可见。 DC3-1953绝缘披覆胶主要用途 用于刚性和柔性电路板的保护涂料。这种快速固化、单组份、自粘性涂料,固化后形成柔软的透明的弹性体,是印刷线路板应用的理想材料,尤其是印刷线路板中那些敏感元器件和密间距设计的元器件。 道康宁3-1953使用方法 通过喷涂、刷涂、流动或自动选择性涂抹方式来使用。也可使用浸渍的方法,但需特别注意。 DC3-1953防潮胶固化方法 固化时间取决于几种参数,包括使用的方法、薄膜厚度、温度和湿度。数据表中的表干时间通常是指涂料表面已干燥到能操作的时间。而完全固化时间是指材料达到全部物理特性如硬度、拉伸强度和粘合力所需要的时间。这些时间包括完全固化时间都可以通过加热至60°C或以下温度而显著缩短。 道康宁DC3-1953技术参数
液态硅橡胶注塑成型工艺解读 硅胶在市场上的运用因其不会释放有毒物质且触感柔软舒适,能耐高温及低温(-60c~+300c) 良好物化性而被广泛运用,很少有他种聚合物可与它匹敌。强而有力的弹性体,且更胜过橡胶的密封性,优异的电绝缘性及对化学品、燃料、油、水的抵抗力,可应付不良环境之良好材料。工业上如: 油封、键盘按键、电器绝缘料、汽车另件,生活用品如: 奶嘴、人工导管、呼吸器、蛙镜、皮鞋球鞋内垫、食品容器……等,硅胶可区分固态及液态,前者加工方式以热压移转,后者原料则以射出成型为主,液态在设备投资及原料成本上虽较高,但其生产速度快,加工程度低及废料少等因素来观察,利用液态硅胶射出成型,在追求精准、速度、自动化的注塑生产工业,必定是未来导向趋势。 从注塑机厂家的角度来看,发展LSR射出成型机也是很有前景的,LSR射出成型机在机器配备上和一般塑料射出成型机最大的不同在于供料系统,其余针对材料的特性改变料管、螺杆、模具及控制系统的设计,这对当前国内注塑机制造厂而言是另一项拓展商机及机器附加价值的方式,目前普通注塑机市场竞争已趋白热化,相当激烈。展望未来市场及顾客需求,发展硅胶射出成型专用机,是另辟蹊径的好途径。 液态硅胶(Liquid Silicone Rubber),分为A胶与B胶,利用定量装置控制两者为1:1之比例,再透过静态混合器(Static Mixer)予以充份混合,注入射出料管后再进行射出成型生产。 将液态硅胶射入热浇道模具,制作硅胶制品,可达到一次成型)无废料及可自动化等优点。 在过去的三到五年里,热固性液体硅橡胶(LSR)的注塑技术得到了快速的发展。LSR的注塑设计与刚性工程热塑料有着重要的差别,这主要是因为这两种橡胶
主要硅胶厂商 进口硅胶:德国瓦克,美国道康宁,日本信越,日本东芝。 国产硅胶:新安化工,东爵有机硅,宏达化工,星火化工,凯沃特有机硅,上海凌道,固加,天玉,彩艳,正安,中山塞尔斯,富士特等。 其实每一种品牌厂家都会生产不同档次的硅胶来适合不同的客户群,每家都有每家的特长和优势,还要根据做的产品要求不一样对材料要球就不一样: 进品胶品质比较好(太差国家不让进),但价格也是相当同高(关税相当高的),其中有一些性能国产也能达到的。 德国瓦克的气相白炭黑非常有名,基本上所有高档气相胶都会采用瓦克的气相白炭黑。道康宁做的产品比较多样化,各种档次非常齐全,现在还在上海国产化。 国产胶里数天玉的质量比较好,但产量不大,定价比较高,一般被用于替代进品胶,现新安化工收购天玉后在,在清远建生产基地,传说要年产2万吨! 新安化工应该是国内最有实力的企业:国有企业,上市公司,全球除草剂三大巨头之一。有机硅只属其生产除草剂的附产品。按道理上其价格最有竞争优势! 东爵有机硅原系道康宁合资企业,后分开。许多都源自道康宁,其质量稳定性相对来讲还可以。 宏达化工和新东方实质是父子关系,产品都相差不是很远。星火化工系生产硅胶上游产品为主,近几年才开始生产混炼胶。 凯沃特有机硅胶是以生产注射成型液体硅胶为主,近几年发展比较快。上海凌道系美国道康宁子公司,也是道康宁在中国的生产基地之一。 固加产品比较多样化,其玻琉胶和模具胶在市场上占有很大市场,其也生产混炼胶!彩艳以生产特种胶为主导,其阻燃胶,耐高温胶等特种胶的性能是国内任何一家都无法达到,特别是其耐高温胶,可耐温300度,400度甚至以上,但其价格也相当高。正安以生产手机套胶和特种胶为主,是行业发展的后起之秀!中山塞尔斯的气相胶有相当大的价格优势,其和富仕特一样,以低价格的气相胶,分得一部分市场!
加成型液体硅橡胶之生产工艺 加成型液体硅橡胶是硅橡胶中档次较高的一类品种,与缩合型液体硅橡胶比较,具有硫化过程不产生副产物、收缩率极小、能深层硫化等优点,在高温下的密封性也比缩合型的好。此外,它还具有工艺简便、成本低廉的突出优点。 1 硅橡胶的主要成分 硅橡胶通常是由基础胶——聚甲基乙烯基硅氧烷生胶、交联剂——聚甲基氢硅氧烷、催化剂——过渡金属(如铂、镍、铑等)的络合物等组成,根据不同用途,还可添加其它填充剂,如气相法或沉淀法白炭黑、氧化铁、二氧化钛和炭黑等。为了制取透明级的硅橡胶,也可加入硅树脂作为填充剂。 1.1 基础胶 聚用基乙烯基硅氧烷生胶是硅橡胶的基础胶。 根据所需硫化胶的性能,聚甲基乙烯基硅氧烷生胶中乙烯基含量应控制在一定范围内。乙烯基含量太低,交联密度小,硫化胶性能差;反之,则交联密度过大,硫化胶变脆,伸长率、耐老化性能不好。聚甲基乙烯基硅氧烷生胶分子的端基为乙烯基时,有利于扩模和提高抗撕性能;聚甲基乙烯基硅氧烷生胶分子链间及两端均有一定量乙烯基时,交联时伴有分子模本身的增长,这能进一步提高硫化胶的物理机械性能。 1.2 交联剂 聚甲基氢硅氧烷是硅橡胶的交联剂,其分子中直接与硅原子相连接的活性氢原子与基础胶——聚甲基乙烯基硅氧烷生胶中的乙烯基进行加成反应使生胶硫化。在制备硅橡胶时,要注意交联剂中硅氢基与基础胶中硅乙烯基的摩尔比,只有使它们相匹配,才能得到性能最佳的硫化胶。考虑到乙烯基的充分利用和硅氢键的损耗,一般以氢基稍过量为宜。 1.3 催化剂 元素周期表中第Ⅷ族过渡金属的络合物,对≡SiH与≡SiCH=CH2几乎都有加成催化作用,但在硅橡胶中通常采用各种形式的铂及其化合物和络合物。目前主要使用均相催化剂,其中使用较普遍的是氯铂酸与链烯烃、环烷烃、醇、醛、醚等形成的络合物。因为这种催化剂具有很高的活性和选择性,但大部分活性较高,使胶料硫化过快,安全操作时间短。 1.4 抑制剂 聚甲基乙烯基硅氧烷生胶与填料、交联剂和催化剂混合之后就可以在室温反应。而胶料的混炼加工都需要一定时间,反应物若在操作中先期固化,就得不到所需的形状和性质。对于硅橡胶更要求如此,故要求在硫化温度前几乎不进行催化反应,达到硫化温度后再迅速进行催化反应。抑制反应的方法通常是加入抑制剂。
加成型液体硅橡胶材料生产工艺 加成型液体硅橡胶(LSR)是硅橡胶中档次较高的一类品种,与缩合型液体硅橡胶比较,具有硫化过程不产生副产物、收缩率极小、能深层硫化等优点,在高温下的密封性也比缩合型的好。此外,LSR还具有工艺简便、成本低廉的突出优点。这是由于液体硅橡胶分子量小、粘度低、加工成型方便,可省去混炼、预成型、后整理等工序,容易实现自动化,并可节省能源和劳动力,生产周期短且效率高。因此,虽然LSR的原料价格比普通硅橡胶略高,但总成本却比普通硅橡胶低,特别是制造小件产品时更显出其此方面的优越性。 1 LSR的主要成分 LSR通常是由基础胶——聚甲基乙烯基硅氧烷生胶、交联剂——聚甲基氢硅氧烷、催化剂——过渡金属(如铂、镍、铑等)的络合物等组成,根据不同用途,还可添加其它填充剂,如气相法或沉淀法白炭黑、氧化铁、二氧化钛和炭黑等。为了制取透明级的LSR,也可加入硅树脂作为填充剂。LSR是由交联剂中的SiH基和基础胶中的Si-Cl=CH2基之间形成架桥 而得到的一类硅橡胶弹性体。 1.1 基础胶 聚用基乙烯基硅氧烷生胶是LSR的基础胶。 LSR的生胶分子量分布较宽,一般从数千至10-20万。因为分子量小的组分可以降低粘度, 分子量大的组分可以提高强度。 根据所需硫化胶的性能,聚甲基乙烯基硅氧烷生胶中乙烯基含量应控制在一定范围内。乙烯基含量太低,交联密度小,硫化胶性能差;反之,则交联密度过大,硫化胶变脆,伸长率、耐老化性能不好。聚甲基乙烯基硅氧烷生胶分子的端基为乙烯基时,有利于扩模和提高抗撕性能;聚甲基乙烯基硅氧烷生胶分子链间及两端均有一定量乙烯基时,交联时伴有分子模本身的增长,这能进一步提高硫化胶的物理机械性能。 1.2 交联剂 聚甲基氢硅氧烷是LSR的交联剂,其分子中直接与硅原子相连接的活性氢原子与基础胶——聚甲基乙烯基硅氧烷生胶中的乙烯基进行加成反应使生胶硫化。通常一个分子中至少有3个以上的≡SiH基团,方可使硫化胶网状结构的柔顺性和物理机械性能得到明显提高。 在制备LSR时,要注意交联剂中硅氢基与基础胶中硅乙烯基的摩尔比,只有使它们相匹配,才能得到性能最佳的硫化胶。考虑到乙烯基的充分利用和硅氢键的损耗,一般以氢基稍过量 为宜。