M I L L E N N I U M S T E E L 2010
164
equipment for hot-dip galvanising lines
FOEN? wiping equipment has been continuously improved to meet the growing expectations of the strip coating and automotive industries. More than 130 lines have been equipped worldwide, with many orders received from customers who already had a FOEN? air knife system working on one of their existing lines. Process and product developments are described.
G
alvanised steel strip is accounting for an ever- increasing proportion of strip production due to its superior corrosion resistance properties. A schematic of a typical galvanising line is shown in Figure 1. An important feature of such a line is the ability to adjust zinc thickness according to customer demand. FOEN? air knife wiping equipment is able to accurately adjust the zinc coating weight by blowing air or nitrogen at the strip at a specific pressure to remove excess zinc. The design features are such that a superior uniform coating weight distribution is achieved without edge build-up.
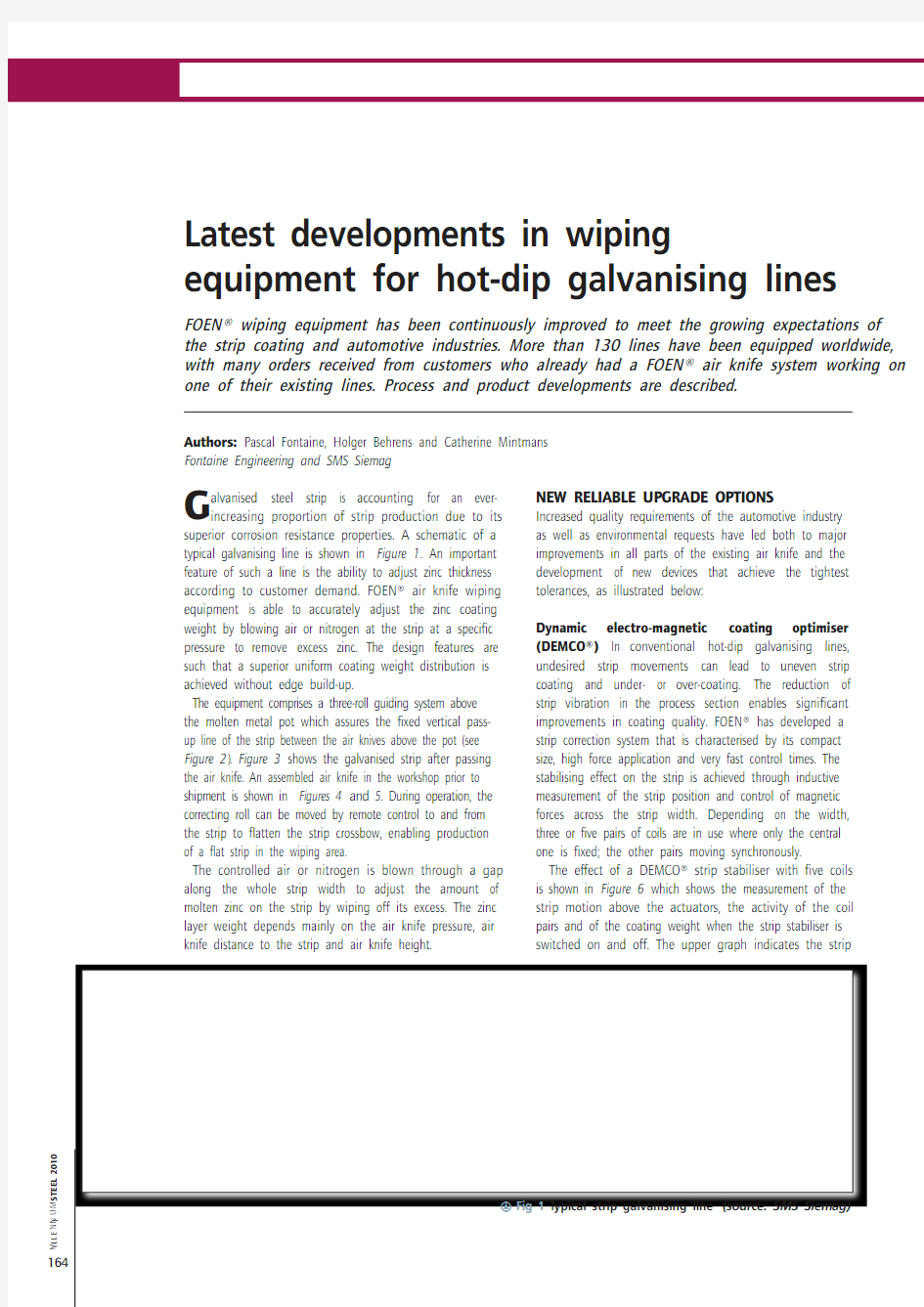
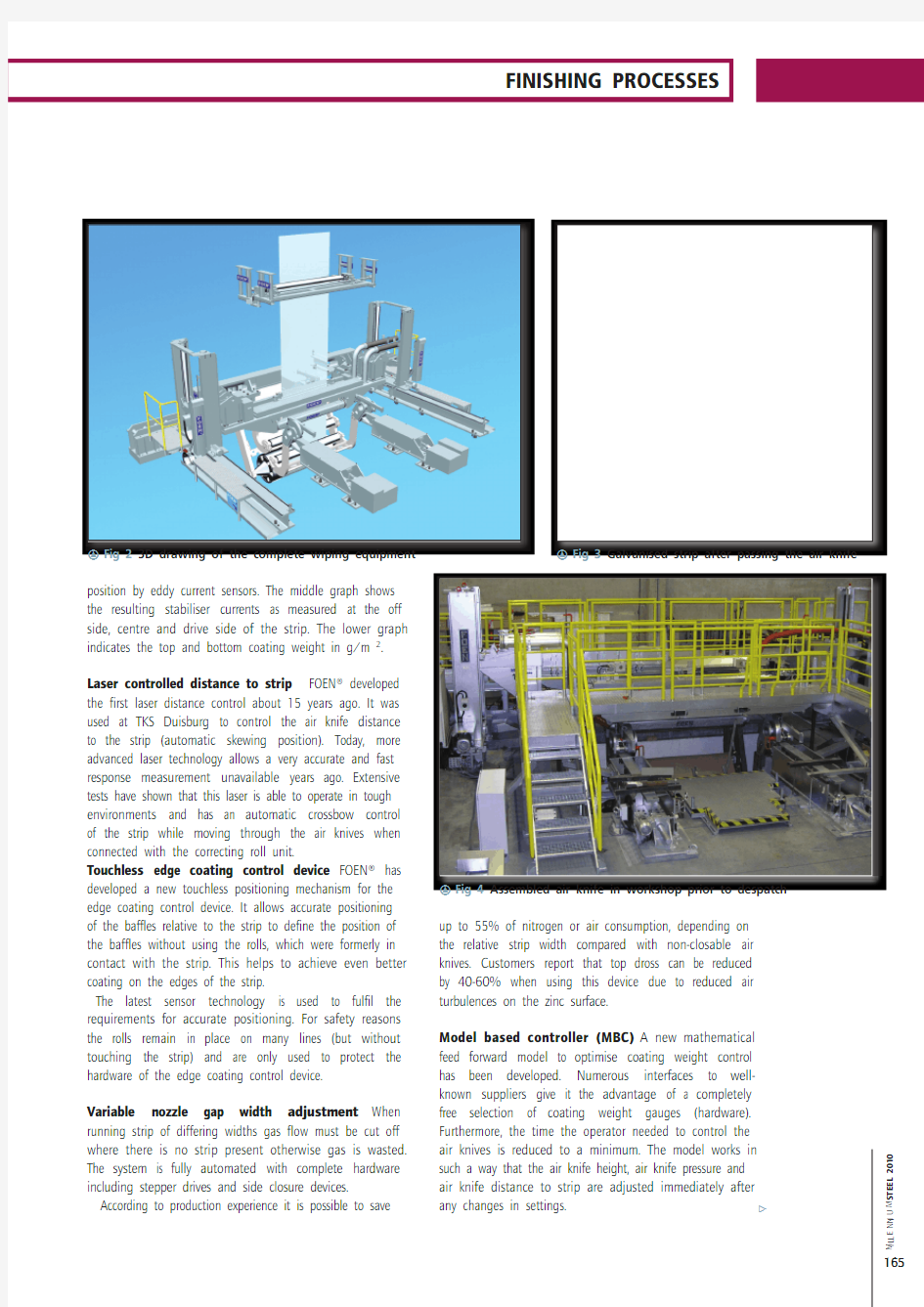
The equipment comprises a three-roll guiding system above the molten metal pot which assures the fixed vertical pass-up line of the strip between the air knives above the pot (see Figure 2). Figure 3 shows the galvanised strip after passing the air knife. An assembled air knife in the workshop prior to shipment is shown in Figures 4 and 5. During operation, the correcting roll can be moved by remote control to and from the strip to flatten the strip crossbow, enabling production of a flat strip in the wiping area.
The controlled air or nitrogen is blown through a gap along the whole strip width to adjust the amount of molten zinc on the strip by wiping off its excess. The zinc layer weight depends mainly on the air knife pressure, air knife distance to the strip and air knife height.
Authors: Pascal Fontaine, Holger Behrens and Catherine Mintmans Fontaine Engineering and SMS Siemag
r Fig 1 T ypical strip galvanising line (source: SMS Siemag)
NEW RELIABLE UPGRADE OPTIONS
Increased quality requirements of the automotive industry as well as environmental requests have led both to major improvements in all parts of the existing air knife and the development of new devices that achieve the tightest tolerances, as illustrated below:
Dynamic electro-magnetic coating optimiser (DEMCO?) In conventional hot-dip galvanising lines, undesired strip movements can lead to uneven strip coating and under- or over-coating. The reduction of strip vibration in the process section enables significant improvements in coating quality. FOEN? has developed a strip correction system that is characterised by its compact size, high force application and very fast control times. The stabilising effect on the strip is achieved through inductive measurement of the strip position and control of magnetic forces across the strip width. Depending on the width, three or five pairs of coils are in use where only the central one is fixed; the other pairs moving synchronously.
The effect of a DEMCO? strip stabiliser with five coils is shown in Figure 6 which shows the measurement of the strip motion above the actuators, the activity of the coil pairs and of the coating weight when the strip stabiliser is switched on and off. The upper graph indicates the strip
M I L L E N N I U M S T E E L 2010
165
a
up to 55% of nitrogen or air consumption, depending on the relative strip width compared with non-closable air knives. Customers report that top dross can be reduced by 40-60% when using this device due to reduced air turbulences on the zinc surface.
Model based controller (MBC) A new mathematical feed forward model to optimise coating weight control has been developed. Numerous interfaces to well-known suppliers give it the advantage of a completely free selection of coating weight gauges (hardware). Furthermore, the time the operator needed to control the air knives is reduced to a minimum. The model works in such a way that the air knife height, air knife pressure and air knife distance to strip are adjusted immediately after any changes in settings.position by eddy current sensors. The middle graph shows the resulting stabiliser currents as measured at the off side, centre and drive side of the strip. The lower graph indicates the top and bottom coating weight in g/m https://www.doczj.com/doc/9f5739339.html,ser controlled distance to strip FOEN? developed the first laser distance control about 15 years ago. It was used at TKS Duisburg to control the air knife distance to the strip (automatic skewing position). Today, more advanced laser technology allows a very accurate and fast response measurement unavailable years ago. Extensive tests have shown that this laser is able to operate in tough environments and has an automatic crossbow control of the strip while moving through the air knives when developed a new touchless positioning mechanism for the edge coating control device. It allows accurate positioning of the baffles relative to the strip to define the position of the baffles without using the rolls, which were formerly in contact with the strip. This helps to achieve even better coating on the edges of the strip.
The latest sensor technology is used to fulfil the requirements for accurate positioning. For safety reasons the rolls remain in place on many lines (but without touching the strip) and are only used to protect the hardware of the edge coating control device.
Variable nozzle gap width adjustment When running strip of differing widths gas flow must be cut off where there is no strip present otherwise gas is wasted. The system is fully automated with complete hardware including stepper drives and side closure devices.
According to production experience it is possible to save
r Fig 3 Galvanised strip after passing the air knife
r Fig 2 3D drawing of the complete wiping equipment r Fig 4 Assembled air knife in workshop prior to despatch
M I L L E N N I U M S T E E L 2010
166
New air knife lifting device The traditional air knife lifting device with one jack has been replaced with a more rigid construction, consisting of two screw jacks combined with linear bearings on both sides. Both lifting devices (operator side and drive side) are equipped with electrical drives replacing the old design with the connection shaft between the lifting devices. The synchronous movement of the jack motors is secured via a PLC.
The benefit of the new type of lifting device is to enable a free view of the wiping process when watching the production from the side of the air knives. A camera can also be installed.
New ceramic sleeve design for sink roll A newly developed FOEN? ceramic almost doubles the lifetime of the ceramic sleeves. It therefore also reduces shutdown time for maintenance. On one European customer’s galvanising line, the new ceramic is replaced after a total operation time of more than one year with campaigns of about 30 days each.
The target for this new development was to increase the lifetime of the ceramic sleeves and operation time as well as reducing the wear on the end caps. This was achieved.
RETROFITTING EQUIPMENT
only intermittently, this period of low activity can be used to upgrade the equipment and train operators, which would be much more difficult once production returns to normal levels. As an incentive, FOEN? offers packages combining profit-making upgrades and training of operational staff in order to run the equipment with first-class performance. Long-term payment conditions may also be agreed for these packages so that savings in energy and/or zinc and higher output quality ensure an immediate return on investment. MS
Pascal Fontaine is General Manager and Catherine Mintmans is Assistant to the General Manager at Fontaine Engineering und Maschinen GmbH,
Langenfeld, Germany. Holger Behrens is with R & D Strip Processing Lines, SMS Siemag.
CONTACT: pascal.fontaine@foen-gmbh.de
r Fig 5 DEMCO ? mounted on the air knife in the workshop
r Fig 6 Effect of DEMCO ? strip stabiliser in operation
***公司热镀锌生产线投资建设项目 可 行 性 研 究 报 告
第一章项目概述 1.1 项目概况 1、项目名称: *** 公司热镀锌生产线投资建设项目 2、项目建设单位: *** 公司 3、建设性质:新建 4、项目负责人: *** 5、建设地址: ** 省** 市 6、项目总投资: 10203.67 万元 7、资金来源:自筹 8、项目建设周期: 6 个月 1.2 编制依据 国家关于项目规划、可行性研究和热镀锌生产线技术的有关法令、法规和技术规范; 现行有关的技术经济规范、标准和定额资料; 现代企业制镀有关规定、ISO9000及 QS9000有关规定; 中国轻工业热镀锌生产线行业“十五”发展规划; ************* 有限公司提供的有关资料。 1.3 可行性研究报告的主要内容 1.项目建设的背景及必要性; 2.项目建设方案及工程技术方案; 3.项目建设条件; 4.环境保护、节能及绿化; 5.投资估算及资金筹措; 6.社会效益分析。 1.4 可行性研究工作范围
了项目研究小组,实地考察了建设地点,并听取了企业领导对本项目建设 的总体构想和情况介绍,收集了原始资料,初步提出了几个重点研究的问 题。首先是市场问题,项目建成后能否产生效益,产品销售市场是关键。 其次是原料资源,原料资源供应直接影响到项目运转和企业经济效益的优 劣,因此,落实好资源情况,保障原料供给是项目实施的基本前提。第三 是工艺技术方案和主要设备选型,有效地降低成本。最后一个重要研究的 问题是经济效益,通过投资估算、产品成本计算、销售收入的核算及经济 效益的分析等,对本项目经济效益情况进行了预测。 通过对以上内容的研究,提供较明确的资料和数据,对本项目是否可 行做出结论和评价,以作为决策的依据。 1.5 可行性研究概述 设计指导思想及主要设计原则 (1)针对生产关键工序,选用先进可靠的生产工艺装备,以满足本项目生产要求; (2)在设计中总体规划合理,工艺流程畅通; (3)厂区进行一次性规划,分期实施,在满足前期顺利实施的前提下,充分考虑后建设 需要,实现企业的可持续性发展; (4)设计中认真贯彻执行国家对环境保护、劳动安全卫生有关法规,严格控制新的污染源, 执行防治污染及公害的设计与主体工程同时设计、同时施工、同时投产的“三同时”原则。 项目建设优势条件(1) 区位优势 本项目位于 * 市房寺镇开发区,南离省会济南 50 公里,遥墙机场 60 公里,北距首都北京 400 公里,东距青岛 400 公里。穿境而过的京沪铁路、济邯铁路、京福高速公路、青银高速公路、 308 国道、 101、306 省道构成了连通国内大中城市的便捷的交通网,区位优越,交通便利。 1
【128】 拉伸弯曲矫直的主要作用是什么? 答:(1)矫正板型; (2)提高材质的各项异性; (3)消除屈服平台。 【129】 为什么说经拉矫机校正后的板型比光整机光整后的板型好? 答:之所以经拉矫机矫正后的板型避光整机光整后的板型好,是因为: (1)经光整后的带钢比经拉伸弯曲矫直后的带钢时效性差; (2)光整只能改善表面部分板型,而拉伸弯曲矫直机可以使带钢整个截面产生变形;(3)拉伸弯曲矫直时具有纵向、横向和垂直于表面厚度方向等三个自由度的变形。【130】 钝化操作的要点是什么? 答:钝化操作的要点是: (1) 钝化操作的人员应根据化验结果及时调整钝化溶液的浓度,保证板面的铬含量应不低于12mg/M2; (2) 应经常检查胶辊表面,发现钝化斑点,应及时调整或更换; (3) 及时调整钝化挤干辊的汽缸压力; (4) 注意带钢边部钝化效果,及时调整边部喷嘴; (5) 热风烘干温度应保证在80℃以上; (6) 随时检查喷嘴工作状态。 【131】 对热镀锌产品为什么还要进行防锈处理?
答:当热镀锌板处于潮湿的空气中,特别是空气中含有SiO2、CO2、NO2及NO等酸性物质时,镀锌层表面很快会生成质地疏松的白锈。白锈的主要成分是ZnO和Zn(OH)2,这种白锈不仅影响美观,而且给以后的使用带来极大的困难。 【132】 对热镀锌板应做哪些机械性能方面的检验? 答:对热镀锌板应做如下机械性能方面的检验: (1) 拉伸试验;检验屈服强度(σs),抗拉强度(σb),延伸率(δ)。 (2) 杯突试验; (3) 分层试验; (4) 硬度试验;HRA、HRC、HRB、HRF。 (5) 金相试验;如检查夹杂物、渗碳体、晶粒度及晶粒延伸度。 (6) 弯曲试验。 【133】 检验热镀锌板的耐腐蚀性能有哪几种方法? 答:检验热镀锌板的耐腐蚀性能有三种方法: (1) 盐雾试验; (2) 潮湿试验; (3) 侵蚀试验。 【134】 白锈产生的原因有哪几种? 答:白锈产生的原因有:
冲压常用材料表、冲压件常用材料介绍 内容来源网络,由深圳机械展收集整理! 更多冲床及冲压自动化生产线技术,就在深圳机械展! 冲压工艺对材料的要求 1.首先要满足冲压件的使用要求:强度、刚度、导电性、导热性、重要性、耐腐蚀 等。 2.满足冲压工艺条件应具有良好的塑性和表面质量、板料的厚度。 冲压板料的准备 一般情况的毛毡都是较大的板料的带料,由剪板机按冲压工艺和工序情况进行剪切、 剪成适合的形状、其中剪切的本要考虑的料的纤维方向。 常用冲压材料介绍 常用的冲压材料通常有:各种钢板、不锈钢板、铝板、铜板以及其他非金属板材类 其中钢板(包括带钢)的分类: 1、按厚度分类:(1)薄板(2)中板(3)厚板(4)特厚板 2、按生产方法分类:(1)热轧钢板(2)冷轧钢板 3、按表面特征分类:(1)镀锌板(热镀锌板、电镀锌板)(2)镀锡板(3)复合钢板(4)彩色涂层钢板 4、按用途分类:(1)桥梁钢板(2)锅炉钢板(3)造船钢板(4)装甲钢板(5)汽车钢板(6)屋面钢板(7)结构钢板(8)电工钢板(硅钢片)(9)弹簧钢板(10)其他 我们通常所说的冲压钢板板材,多是指薄钢板(带);而所谓的薄钢板,是指板材 厚度小于 4mm的钢板,它分为热轧板和冷轧板。
热轧,是以板坯(主要为连铸坯)为原料,经加热后由粗轧机组及精轧机组制成带 钢。从精轧最后一架轧机出来的热钢带通过层流冷却至设定温度,由卷取机卷成钢 带卷。冷却后的钢带卷,根据用户的不同需求,经过不同的精整作业线(平整、矫 直、横切或纵切、检验、称重、包装及标志等)加工而成为钢板、平整卷及纵切钢 带产品。简单来说,一块钢坯在加热后(就是电视里那种烧的红红的发烫的钢块) 精过几道轧制,再切边,矫正成为钢板,这种 叫热轧。 冷轧:用热轧钢卷为原料,经酸洗去除氧化皮后进行冷连轧,其成品为轧硬卷,由 于连续冷变形引起的冷作硬化使轧硬卷的强度、硬度上升、韧塑指标下降,因此冲 压性能将恶化,只能用于简单变形的零件。轧硬卷可作为热镀锌厂的原料,因为热 镀锌机组均设置有退火线。轧硬卷重一般在6~13.5吨,钢卷在常温下,对热轧酸 洗卷进行连续轧制。硬轧板由于没有经过退火处理,其硬度很高(HRB大于90),机械加工性能极差,只能进行简单的有方向性的小于90度的折弯加工(垂直于卷 取方向)。 简单来说,冷轧板,就是在热轧板卷的基础上加工轧制出来的。一般来讲是热轧---酸 洗---冷轧这样的加工过程。 由于冷轧板是在常温状态下由热轧板加工而成,虽然在加工过程因为轧制也会使钢 板升温,尽管如此,人们还是称由这种生产工艺生产出来的钢板叫冷轧板。由于热 轧板经过连续冷变型而成的冷轧板,在机械性能比较差,硬度太高。必须经过退火 才能恢复其机械性能,所以我们通常所使用的冷轧板都是有经过退火处理的,因此 硬度相对热轧板要低一些,而韧性比热轧板要好一些,表面质量也好得多!没有经 过退火的叫轧硬卷,轧硬卷一般是用来做 无需折弯,拉伸的产品。 一、冷轧板 1〉、冷轧普通薄钢板 冷轧薄钢板是普通碳素结构钢冷轧板的简称,俗称冷板。它是由普通碳素结构钢热 轧钢带,经过进一步冷轧制成厚度小于4mm的钢板。由于在常温下轧制,不产生 氧化铁皮,因此,冷板表面质量好,尺寸精度高,再加之退火处理,其机械性能和
禹城(##################)有限公司热镀锌生产线项目 可行性研究报告 山东省轻工业研究所 二〇一一年三月
1. 总论 1.1 项目名称 热镀锌生产线项目 1.2 项目承办单位 禹城(##################)有限公司 企业法人:崔琳 1.3 项目建设地址 禹城市房寺镇开发区 1.4 项目主管部门 禹城市房寺镇乡政府 1.5 可行性研究报告编制单位 山东省轻工业研究所 1.6 编制依据 1.6.1 国家关于项目规划、可行性研究和热镀锌生产线技术的有关法令、法规和技术规范; 1.6.2 现行有关的技术经济规范、标准和定额资料; 1.6.3 现代企业制镀有关规定、ISO9000及QS9000有关规定; 1.6.4 中国轻工业热镀锌生产线行业“十五”发展规划; 1.6.5 禹城(##################)有限公司提供的有关资料。 1.7 可行性研究工作范围
山东省轻工业研究所接受编制本项目可行性研究报告的委托后,组建了项目研究小组,实地考察了建设地点,并听取了企业领导对本项目建设的总体构想和情况介绍,收集了原始资料,初步提出了几个重点研究的问题。首先是市场问题,项目建成后能否产生效益,产品销售市场是关键。其次是原料资源,原料资源供应直接影响到项目运转和企业经济效益的优劣,因此,落实好资源情况,保障原料供给是项目实施的基本前提。第三是工艺技术方案和主要设备选型,有效地降低成本。最后一个重要研究的问题是经济效益,通过投资估算、产品成本计算、销售收入的核算及经济效益的分析等,对本项目经济效益情况进行了预测。 通过对以上内容的研究,提供较明确的资料和数据,对本项目是否可行做出结论和评价,以作为决策的依据。 1.8 可行性研究概述 1.8.1 设计指导思想及主要设计原则 (1)针对生产关键工序,选用先进可靠的生产工艺装备,以满足本项目生产要求; (2)在设计中总体规划合理,工艺流程畅通; (3)厂区进行一次性规划,分期实施,在满足前期顺利实施的前提下,充分考虑后建设需要,实现企业的可持续性发展; (4)设计中认真贯彻执行国家对环境保护、劳动安全卫生有关法规,严格控制新的污染源,执行防治污染及公害的设计与主体工程同时设计、同时施工、同时投产的“三同时”原则。 1.8.2 项目建设优势条件
昆钢股份 安宁公司 安宁公司成立于2011年12月16日,是武钢集团昆明钢铁股份有限公司三个生产基地中产能最大、产品品种规格最齐全的一个生产经营单位。下属炼铁厂、炼钢厂、棒线厂、板带厂、桥钢公司和新区分公司,具备冶炼、轧材、型材、物流、加工、贸易等现代企业的产业链;拥有东南亚技术较先进、西南地区最大的2500立方米高炉等工艺装备;云南省唯一的一条热轧宽带钢生产线;中国第一套、世界第二套双机架炉卷轧机;西南首家大规格盘卷生产线。主要装备有300平方米烧结机、2×120万吨/年氧化球团生产线、2500立方米、2000立方米高炉;120吨转炉,600吨混铁炉,50吨氧气顶底复吹转炉,70吨LF精炼炉,方坯连铸机,板坯连铸机;棒材生产线,高速线材生产线;型钢生产线;异型轧钢生产线;双机架炉卷热轧机生产线四辊冷轧机生产线,十二辊冷轧机生产线,镀锌、彩涂生产线。安钢公司致力于高新能抗震钢的研发,成为我国高性能抗震钢研发生产的引领者。“昆钢”牌建材系列是西南地区品种最齐全,知名度较高的品牌。 安宁分公司成立于2011年12月16日,是武钢集团昆钢股份公司四个生产基地中产能最大、产品品种规格最齐全的一个生产经营单位。下属炼铁厂、炼钢厂、棒线厂、板带厂和桥钢公司,具备冶炼、轧材、贸易等现代企业的产业链;拥有东南亚技术较先进的两千立方米高炉等工艺装备;云南省唯一的一条宽带钢,板材生产线;中国第一套、世界第二套双机架炉卷轧机;西南首家大规格盘卷生产线。主要装备有300m2烧结机两台、2×120万吨/年氧化球团生产线两条、2000m3、1080m3高炉各一座;600吨混铁炉三座,50吨转炉3座,70吨LF精炼炉三座,方坯连铸机六台,板坯连铸机一台;棒线生产线三条,高速线材生产线一条;双机架炉卷轧机热轧生产线一条,四辊轧机,十二辊轧机冷轧生产线各一条,镀锌彩涂生产线一条。截止2012年12月31日,安宁分公司共有在岗在册员工6177人,其中:分公司B区员工2人,退养、内退员工405人,在岗员工5770人(炼铁厂1869人,炼钢厂1686人,棒线厂826人,桥钢公司200人,板带厂787人,分公司管理部门402人,其中男员工4369人、女员工1401人。)文化程度结构:硕士研究生:20人,大本双学位:2人,大学本科:561人,大学专科:1968人,中专:306人,高中(含中技):1311人,初中及以下:1602人。职业技能结构:初级工:173人,中级工:924人,高级工:3240人,技师:519人,高级技师:72人。专业技术职称结构:正高职:2人,副高职:74人,中职:412人,初职:450人。 安宁分公司涵盖了从烧结到轧材的整条铁、钢、材生产加工流程,包括炼铁、炼钢、棒线、板带等生产工艺及装备,各工艺主要装备配臵情况如下: 炼铁、烧结工艺:510立方米高炉两座(3号高炉及4号高炉),设臵PWⅡ紧凑型无钟炉顶,旋转溜槽布料,设计能力为40万吨/年/座;1080立方米高炉一座(5号高炉),双钟炉顶,受料斗旋转布料器布料,设计能力为60万吨/年;2000立方米高炉一座(6号高炉),并罐式无料钟炉顶,旋转布料溜槽布料,设计能力132万吨/年。130平方米烧结机两台(三烧1号烧结机及2号烧结机),设计生产能力为224万吨/年;300平方米烧结机一台(四烧
带钢连续热镀锌生产线核心设备技术特点 杨文清 (新疆八一钢铁股份有限公司) 摘 要: 介绍了带钢连续热镀锌生产线退火炉、锌锅、气刀等核心设备的技术特点及将来的发展趋势。 关键词: 带钢;热镀锌;退火炉;锌锅 1 前言 从1931年世界上第一条带钢连续镀锌生产线的建成,热镀锌工艺得到了不断的发展,形成了如森吉米尔法、美钢联法等多种工艺形式,镀锌设备技术的不断更新也促进了镀锌工艺的快速发展,特别是其核心设备的新技术在镀锌生产线的运用,使热镀锌板的质量及热镀锌生产能力有了极大提高,镀锌板在各行业的运用越来越广泛。 2 带钢热镀锌工艺简介 热镀锌板的生产工艺主要包括:原板准备—镀前处理—热浸镀—镀后处理—成品检验。 根据镀前处理的方法不同,热镀锌工艺分为线外退火和线内退火。线外退火,就是热轧或冷轧钢板进入热镀锌生产线之前,首先在罩式退火炉或其他退火炉中进行再结晶退火,镀锌线内不设退火工艺,由于此工艺生产工艺复杂,生产成本高,镀层粘附性差等缺陷,问世近50年,未得到发展,已逐步被淘汰;线内退火,就是用未经退火的冷硬卷或热轧卷作为原板,在热镀锌作业线内进行气体保护在结晶退火,此类型的工艺方法有多种形式,主要有森吉米尔法、改良森吉米尔法、美钢联法、赛拉斯法等,目前在世界镀锌行业中,运用最多、工艺发展最成熟的主要为改良森吉米尔法和美钢联法。改良森吉米尔法和美钢联法这两种的工艺的主要区别是带钢在线热处理前的脱脂方式,前者采用NO F炉火焰燃烧清洗带钢表面,而后者采用碱液电解脱脂清洗带钢表面,其他工序基本相同。 3 带钢热镀锌线设备配置 为满足工艺流程,一般热镀锌设备配置包括原料准备设备,如开卷机、焊机等;前处理设备,如化学清洗、电解清洗设备;退火炉;热浸镀设备,如沉没辊装置、锌锅、气刀等;镀后处理设备。如光整机、拉矫机、涂油机、卷取机等;另外包括张力辊、转向辊、活套等辅助设备。 从工艺特性来看,退火炉及热浸镀设备是决定热镀锌产品的质量的最核心设备。所谓热镀锌板的产品质量,集中地表现在钢基性能、镀层性能和表面状态等三个方面。就其影响因素,连续退火炉决定钢基性能,热浸镀设备(含锌锅、沉没辊及气刀等)决定表面状态,热浸镀设备和退火炉共同决定镀锌层性能。因此,带钢热镀锌线影响产品质量的核心设备主要是退火炉、锌锅、气刀、沉没辊及稳定辊。 4 核心设备技术特点 4.1 退火炉 热镀锌线退火炉形式多样,有立式(塔失)炉、卧式炉、立卧混合炉,改良森吉米尔法与美钢联法两种工艺主要区别在炉子上,按工艺作用可分为改良森吉米尔法退火炉、美钢联退火炉。 退火炉主要有两个作用:一是使带钢再结晶退火;二是使带钢具有一个清洁的无氧化物的活性表面。其基本工作状态就是使带钢在充满含氢的保护气氛中加热至再结晶温度以上,并保温、均热、冷却,使带钢密封地进入锌锅中进行热镀锌。 各种形式退火炉都有各自的特点,各家公司在设计上也不尽相同。通常,一般退火炉都由预热、加热、均热、冷却、锌锅入口段组成,其中改良森吉米尔法退火炉预热段采用明火直接加热,以达到清洁带钢表面作用。加热段采用辐射管烧嘴,鼓吸式并带有换热器;均热段与加热段为一体,由于辐射管布置结构分割为8~10个独立控制区,可按所需热周期进行 联系人:杨文清,男,35岁,大学,机械工程师,乌鲁木齐(830022),新疆八一钢铁股份有限公司61
热镀锌生产线项目可行性研究报告【备案修改 版】 热镀锌生产线建设项目可行性研究报告热镀锌生产线建设 项目可行性研究报告建设单位:江苏X X科技有限公司 二零一九年 第6页可研报告主要用途:项目可行性研究报告是一种专 业的立项用书面材料,具有专业性.特殊性的性质。需要根据企业的投资情况进行量身编制。用于新建项目立项.备案.申请土地.企业节能审查.对外招商合作.环评.安评等。 严格按照行业规范编制,达到立项要求。 项目可行性研究报告是确定建设项目前具有决定性意义的工作,是在投资决策之前,对拟建项目进行技术经济分析论证的科 学方法,在投资管理中,可行性研究是指对拟建项目有关的自然.社会.经济.技术等进行调研.分析比较以及预测建成后的社会经济效益。 项目可行性研究报告,是在制订生产.基建.科研计划的前 期,通过调查研究,分析论证某个建设或改造工程.某种科学研究.某项商务活动切实可行而提出的一种书面材料。 让您的投资更安全,经营更稳健! 目录
第一章总论1 1.1项目概要1 1.1.1项目名称1 1.1.2项目建设单位1 1.1.3项目建设性质1 1.1.4项目建设地点1 1.1.5项目负责人1 1.1.6项目投资规模1 1.1.7项目建设规模2 1.1.8项目资金来源2 1.1.9项目建设期限2 1.2项目承建单位介绍2 1.3编制依据3 1.4编制原则3 1.5研究范围4 1.6主要经济技术指标4第二章项目背景及必要性可行性分析6 2.1项目提出背景6 2.2项目建设必要性分析8 2.2.1顺应我国热镀锌生产线行业绿色发展的需要8 2.2.2提高人民居住条件和生活质量,顺应我国新型热镀锌生产线快速发展的需要8
达克罗(Dacroment)技术 达克罗(又称乐、达克锈、锌铬膜、达克曼等),即片状锌基路盐防镀涂层,是当今世界表面处理高新技术,被专家们誉为国际表面处理行业中具有划时代意义的革命性产品。钢铁达克曼技术目前在国内尚属空白。 达克罗涂层具有的性能。如极强的抗腐蚀性:比电镀锌提高7-10倍;无氢脆:特别适用于高强度受力件;高耐热性:耐热温度300℃。特别适用、摩托车发动机部件的高强度构件。此外,还具有高渗透性、高附着性、高减摩性、高耐气候性、高耐化学品稳定性及无环境污染等优点。 适用达克罗技术的基体材料范围:钢铁制品及有色金属如铝、镁及其合金,铜、镍、锌等及其合金。 达克罗技术可以代替电镀锌、电镀镉、热浸镀锌、热喷锌、机械镀锌、锌基合 金镀层、氧化、磷化等多种表面防护工艺。极好地杜绝了环境污染的发生。无铬锌铝涂层(也叫无铬达克罗)是为满足世界各国的VOC法规和汽车行业规定的环保要求而开发出的表面处理新概念,无铬锌铝涂层作为锌铬涂层(达克罗)的更新换代产品已经首先被汽车制造行业普遍认可和接受。 无铬锌铝涂层目前实现了产业化的产品屈指可数:一种是由美国MCI公司推出的Geomet(交美特)涂层,一种是德国Delta公司推出的Delta涂层,以及北京永泰和推出的BNC水性无铬锌铝涂层。目前GEOMET(交美特)主要市场是美国和日本;DELTA主要市场是欧洲和亚洲部分国家;BNC主要市场是西欧和中国台湾。三种涂层基本占据了世界95%以上的无铬达克罗市场份额。 一.防腐机理 无铬锌铝涂层的外观呈亚光银灰色,光泽较锌铬涂层略暗,是一种将超细锌鳞片和铝鳞片叠合包裹在特殊粘结剂中的无机涂层。无铬锌铝涂层主要从物理屏蔽、阴极保护、锌粉钝化、自修复等方面对钢铁基体提供保护作用,三种涂层防腐机理类似。不同的是三种涂层选用了不同的黏结剂和钝化剂。 二.性能特点 从市场反馈情况以及各自的官方网站宣传资料来看,GEOMET(交美特)的耐蚀性最差,据传已被欧洲市场淘汰,DELTA耐蚀性优于GEOMET(交美特),但是附着力不好。综合来看,BNC耐蚀性能和DELTA 差不多,而附着力和抗划伤性均优于DELTA。 三.产品价格 从目前看,无铬锌铝涂层的成本要比锌铬涂层高许多,因此其价格很高,Delta浆液的德国产地价是40欧元/公斤、Geomet(交美特)浆液的日本产地价为1750日圆/公斤,由此估算它们在我国的销售价都应在250元人民币/公斤以上;BNC浆液的国内市场价为120元人民币/公斤。目前有三个品种加工,是:银灰色达克罗、银白色达克罗和黑色达克罗表面处理。银灰色达克罗处理主要用在汽车零件处理及国外出口。其性能特点是防腐蚀效果特好,盐雾试验可高达3000小,适应于静态安装。 银白色达克罗处理与黑色达克罗处理性能大致相同,黑色更为优越一些,主要是用于国内产品加工,抗划性较好,硬度高。适用于动态安装及暴露于大气中,耐酸、碱性能较好。达克罗表面处理技术的性能 1、银灰色达克罗表面处理技术性能: 银灰色达克罗涂层外观为银灰色,在防腐蚀方面性能方面比电镀锌涂层提高7—10倍,也比银白色达克罗涂层高,可高达2000小时。适用于安装在室内中及静态的组装物体。 有着以下的优点: (一)、优越的耐腐蚀性。 未钝化的镀锌层,盐雾实验时一般10小时腐蚀掉1um-3um厚的彩虹色钝化膜200小时蚀穿。达克罗盐雾试验时,需100小时才腐蚀掉1um,比传统的表面处理耐腐蚀性提高七至十倍。 (二)、耐湿热性 在温度35℃±2℃、湿度95%条件下,经过10个周期240小时循环试验,达克罗涂层表面无变化,热镀锌层表面局部有霉点。 (三)、耐高低温冲击性 在45℃~85℃,试样在高低温试验箱内各保温1小时,转换时间不超过5秒、循环次数3次的环境下,达克罗涂层无变化,而热镀锌层则有黑点产生。 (四)、硬度 锌镀层硬度值为75~88HV0.05,银灰色达克罗涂层硬度值为210~232HV0.05。 (五)、点焊性能 对弯角件进行达克罗涂敷后点焊,显示达克罗涂层有良好的点焊性能。从达克罗工艺来说,先点焊后达克罗的防护性优于先达克罗后点焊。 (六)、无污染和无公害 作为“绿色电镀”工艺,达克罗工艺采用了闭路循环的方式,所以几乎无污染危害。在前处理中:除下的油和粉尘用专门的设备收集处理;在涂覆、固化时,不存在传统电镀工艺过程中产生的酸、碱、含铬等重金属的污水问题,产生的仅仅是从涂层中蒸发出来的水汽,经测定,不含国家规定控制的有害物质。 (七)、无氢脆 氢脆是传统镀锌工艺不能完全克服的弊病。一般电镀处理过程都采用酸洗、电解除油、电沉积等工序,均会导致工件氢脆性,严重影响了高强件的质量。由于达克罗技术在处理过程中不进行任何酸处理、也不存在电镀时的渗氢问题,加上涂层在高温下固化,所以从工艺上保证了达克罗涂层不会存在氢脆。这使它可以被应用在抗拉强度要求高的高强度零件的防腐的处理。 (八)、防止对铝的电化学腐蚀 达克罗涂层,外观为亚光银灰色,由极细的片状金属锌、铝及铬酸盐等成分构成。工件在经过了除油、抛丸除锈处理后,浸涂达克罗液。达克罗液是一种水基处理液,金属件在水基处理液中浸涂或喷刷后,然后进炉固化,经300℃左右烘烤成膜,而形成锌、铝、铬无机涂层。固化时,涂膜中的水分、有机类(纤维素)物质等挥发份在挥发的同时,依靠达克罗母液中的高价铬盐的氧化性,使电极电位负值较大的单质锌片、铝
连续热镀锌线气刀吹锌过程中科安达双气刀的研究国内建筑和汽车等工业的迅猛发展,激发了对高质量带钢的需求。目前热镀锌工艺中,采用的是经气刀喷出的气体将粘附带钢外表过多的锌液刮掉的措施来控制镀层厚度。 首先,本文基于流体力学基本理论,推导了带钢外表锌液流动满足的控制方程,联合气刀射流场的模拟,带钢外表镀层厚度的数值预测模型便可得到;该模型的准确性得到了带钢外表镀层厚度实测结果和相关文献结果的验证。针对某大型钢厂连续热镀锌带钢表面出现的锌波纹(锌层厚度不均),数值研究了气刀射流湍流场,联合气刀吹锌数值模型,分析了锌波纹产生的原因。 提出了一种基于气刀射流非稳态湍流场大涡模拟的镀锌层厚度分布数值计算方法,数值预测结果与某大型钢厂热镀锌带钢外表波纹进行了对比,两者符合较好,验证了该方法的准确性。基于此方法研究了工况对锌波纹的影响。 结果表明,减小气刀与带钢的间距及刀缝的高度,增大气刀进口压强,能够使得带钢外表的镀层厚度分布的更均匀,锌波纹更不明显。研究了一般单气刀、Coanda单气刀和一般双气刀的吹锌效果。 结果表明,与一般单气刀相比,Coanda单气刀能够使气流向下偏转从而提高气刀吹锌能力;一般双气刀主要依靠主气刀吹掉带钢外表多余锌液,副气刀能够维持主气刀气流的稳定从而有效抑制带钢表面锌波纹。提出了结合Coanda单气刀和一般双气刀的优点的新型Coanda双气刀。 研究了三种不同结构形式的Coanda双气刀,即第二刀唇为Coanda刀唇、第三刀唇为Coanda刀唇和第二、三刀唇为Coanda刀唇的双气刀,对比了它们的吹锌效果。结果表明,第三刀唇为Coanda刀唇的双气刀在提高吹锌能力的同时能够
宝钢热镀锌生产线分工及管理情况 宝钢共有7条热镀锌机组。为避免各机组作为一个整体在生产运行时可能会出现的产线交叉和专业化分工以及工序内机组之间流量、衔接上的不一致等问题,宝钢合理安排产线,对产线进行了专业化分工和优化,以充分发挥各条机组的产能。 1热镀锌机组简介 各镀锌机组的生产特点和产品规格见表1。 表1 宝钢热镀锌生产线产品特点及规格 2 各生产线分工情况 (1)根据锌层种类进行分工 1550mm热镀铝锌机组是宝钢唯一的热镀铝锌机组,因此宝钢所有镀铝锌产品全部安排在1550mm热镀铝锌机组生产。另外6条热镀锌机组中,只有1550mm热镀锌和1880mm1#热镀锌机组能生产纯锌及锌铁合金两个品种。对两机组生产的锌铁合金产品的品种、规格比较分析,为了减少机组的切换次数,减少生产组织难度,宝钢将锌铁合金产品,尽量集中到1550mm热镀锌机组来生产。 (2)根据产品规格进行分工 产品规格对生产线分工非常重要,在保证质量稳定性的前提下,要考虑机组产能的发挥。事实上,当宽度接近机组极限宽度时,随着宽度的增加会影响
机组的通板速度,从而影响机组的小时产量。因此,根据规格进行产线分工时,主要是对极限规格进行分工。一般来说,宽度小于800mm的产品大多由五冷轧热镀锌机组生产;宽度大于1700mm的产品只有2030mm热镀锌机组生产。考虑到机组生产的稳定性及产能的发挥,宽度大于1500mm品种应优先安排在1880mm1#和2030mm热镀锌机组冷轧机组和生产;同理,宽度小于900mm品种应优先安排在五冷轧热镀锌机组生产。 (3)根据表面要求进行产线分工 宝钢热镀锌产品中,表面指数1产品(即表面质量没有特殊要求的产品如建筑用钢等)只占总产量的5%左右,有CQ,DDQ,SEDDQ 3个品种。表面指数1的CQ,DDQ产品在2030mm热镀锌机组产量是1550mm热镀锌机组的4倍,因此,CQ,DDQ产品以2030mm热镀锌机组生产为主;表面指数1的SEDDQ产品目前2030mm热镀锌机组不能生产,就以1550mm热镀锌机组生产为主。 表面指数3产品(即表面要求高,无肉眼可见的明显缺陷的产品,如O5板等)占总产量的15%左右,主要是CQ~SEDDQ系列软钢和35K-DDQ及BH系列高强钢。根据机组产量大小和生产稳定性分析:表面指数3的BH,DQ,CQ钢在1550mm热镀锌机组产量大约是其他在线机组的2~3倍,优先安排在该机组生产;同理,SEDDQ,EDDQ,DDQ,35K-DDQ优先安排在1800mm1#热镀锌机组及五冷轧的两条热镀锌机组生产。 (4)根据生产品种进行分工 宝钢表面指数为2的热镀锌产品约占总产量的80%主要为软钢及高强度钢两大系列。软钢系列包括CQ,DQ,DDQ,EDDQ,SEDDQ五个级别;高强度钢包括CQ-HSS,DQ-HSS,DDQ-HSS,BH-HSS,DP-HSS及TRIP钢等品种。由于高强钢系列产品的总产量不大,只占总产量10%左右。此类产品的产线分工对机组的产能平衡影响不大,主要从生产工艺方面考虑产线分工。DP-HSS及TRIP钢应先安排在五冷轧热镀锌机组生产。对生产实绩统计分析发现,1550mm热镀锌机组BH-HSS生产量是其他生产机组的7倍多,生产时间长,相对更稳定,因此BH-HSS优先安排在1550mm 热镀锌机组生产。同样,DDQ-HSS产品优先安排在1880mm1#热镀锌机组生产。
DAK 10E气刀结瘤原因探析 杨鋆江 (攀钢钢企综合工业公司) 摘要:攀钢冷轧厂2#、3#镀锌线DAK 10E气刀中实际生产中结瘤频繁,严重影响了镀锌产品质量及机组速度的有效提高。本文主要从气刀孔口形状、气刀间隙差异、刀唇高度、气刀压力等方面对造成DAK 10E气刀结瘤进行深入分析,并提出建议。 关键词:结瘤气刀间隙气流气刀压力 The discussion and analysis of bringing lump of DAK 10E air knife Yang Junjiang (Steel City Enterprise Head Office Synthesize Company) 【Abstract】DAK 10E air knife badly affects the HDG products quality and the line speed because of their high frequency bringing lumps. This article does in-depth analysis from many sides, such as air knives orifice figure, gap difference, the knife height and air pressure etc., and putting forward some suggestion . 【Key Words】bringing lump knives gap airflow air pressure 1前言 据相关资料文献介绍,在无Pb小(无)锌花镀锌工艺中,要保证高表面质量的镀锌产品,气刀与带钢距离一般控制在4-6mm,但在实际生产中,气刀与带钢距离受机组速度、带钢板形及沉没辊振动等因素的影响,实际控制距离参数往往不能达到此目标值,原则上要求气刀距带钢越低越好。DAK气刀为奥钢联与浦项研究中心于1994年首次推出的镀锌机组新型气刀装置,DAK10E气刀属第一代产品,由于其设计原因调整手段少,在实际生产应用中,在气刀距离低于10mm,气刀压力高于0.2公斤/厘米2的情况下,气刀堵塞及结瘤频繁,严重制约机组速度和产品质量的有效提高。 2DAK10E气刀简介 DAK10E气刀系统由沉没辊、前后稳定辊、气刀(两套)、边缘挡板、锌层测厚仪等组成,两套气刀增压室和管线布置在喷嘴收缩之前调整喷吹压力,空气分配箱通过配有隔膜的3根管子经主梁供气,从而达到精确的空气压力分配。气刀可单独侧移±100mm,可在正常生产过程中处理带钢边部区域气刀堵塞或结瘤。系统移动见下图1:
热镀锌工艺分析研究 摘要:连续热镀锌薄钢板简称镀锌板或白铁皮,是厚度0.25~2.5mm的冷轧连续热镀锌薄钢板和钢带,钢带先通过火焰加热的预热炉,烧掉表面残油,同时在表面生成氧化铁膜,再进入含有H2、N2混合气体的还原退火炉加热到710~920℃,使氧化铁膜还原成海绵铁,表面活化和净化了的带钢冷却到稍高于熔锌的温度后,进入450~460℃的锌锅,利用气刀控制锌层表面厚度。最后经铬酸盐溶液钝化处理,以提高耐白锈性。 关键词:热镀锌还原退火炉钝化 一、前言 热镀锌(galvanizing)也叫热浸锌和热浸镀锌:是一种有效的金属防腐方式,主要用于各行业的金属结构设施上。是将除锈后的钢件浸入500℃左右融化的锌液中,使钢构件表面附着锌层,从而起到防腐的目的。热镀锌工艺流程:成品酸洗-水洗-加助镀液-烘干-挂镀-冷却-药化-清洗-打磨-热镀锌完工1、热镀锌是由较古老的热镀方法发展而来的,自从1836年法国把热镀锌应用于工业以来,已经有一百七十多年的历史了。近三十年来,伴随着冷轧带钢的飞速发展,热镀锌工业得以大规模发展。
二、国内外薄板热镀锌生产现状及发展趋势 (一)热镀锌 镀锌钢板是为防止钢板表面遭受腐蚀,延长其使用寿命,在钢板表面涂以一层金属锌,这种涂锌的薄钢板称为镀锌板。镀锌板按生产及加工方法可分为以下几类:①热浸镀锌钢板。将薄钢板浸入熔解的锌槽中,使其表面粘附一层锌的薄钢板。目前主要采用连续镀锌工艺生产,即把成卷的钢板连续浸在熔解有锌的镀槽中制成镀锌钢板;②合金化镀锌钢板。这种钢板也是用热浸法制造,但在出槽后,立即把它加热到500℃左右,使其生成锌和铁的合金被膜。这种镀锌板具有良好的密着性和焊接性;③电镀锌钢板。用电镀法制造这种镀锌钢板具有良好的加工性。但镀层较薄,耐腐蚀性不如热浸法镀锌板;④单面镀和双面差镀锌钢板。单面镀锌钢板,即只在一面镀锌的产品。在焊接、涂装、防锈处理、加工等方面,具有比双面镀锌板更好的适应性。为克服单面未涂锌的缺点,又有一种在另面涂以薄层锌的镀锌板,即双面差镀锌板;⑤合金、复合镀锌钢板。它是用锌和其他金属如铅、锌制成合金乃至复合镀成的钢板。这种钢板既具有卓越的防锈性能,又有良好的涂装性能。 镀锌钢板按用途又可分为一般用、屋顶用、建筑外侧板用、结构用、瓦垄板用、拉伸用和深冲用等镀锌钢板。 热镀锌工艺主要运用范围:工业、建筑、电力设施、化工设施、机械制造、石油、农业设施、通信设施、消防设施、铁路、公路交通设施等领域 主要生产厂及进口生产国家: 国内主要生产厂:武汉、鞍钢、沙钢、宝钢及广东等;国外主要生产国有日本、德国、俄罗斯、法国等。 外观 1、表面状态:镀锌板由于涂镀工艺中处理方式不同,表面状态也不同,如普通锌花、细锌花、平整锌花、无锌花以及磷化处理的表面等。
1 前言 1.1热镀锌的简介 热镀锌( Hot Zinc Plating Technics ),它是由热镀锡工艺发展而来,至今已跨入第四个世纪。至今为止,热镀锌仍是钢材防蚀方法中应用最普遍、最有效的工艺措施。在热镀锌发展的三个世纪中,每个世纪的代表人物为:法国化学家马罗英博士、法国巴黎市政工程师索里尔及波兰杰出发明家和工程师森吉米尔。他们对钢铁的热镀锌进行了开创性的实验并发明了和建成了工业性热镀锌生产线,开创了连续、高速、高质量热镀锌的新纪元。 我国学者在总结前人的经验基础上,认识到热镀锌对国民经济发展的重要作用。因此,在工业生产中,研究金属腐蚀问题具有十分重要的意义和作用。我们选择锌为金属材料防腐蚀所具备的条件是:第一,我国含锌量丰富,便于取材。第二,锌具有良好的防腐性能。第三,锌产生的腐蚀产物体积膨胀,可以将镀锌层因腐蚀出现的间隙愈合,从而在一定程度上能减缓电化学腐蚀的进一步发展。第四,镀锌层经过铬酸盐钝化后形成多种色彩钝化膜,不仅外观漂亮,而且还能还能提高耐水蒸气腐蚀的性能。因此,锌作为钢铁基体的保护层,不但可以提供阴极保护,而且一旦发生腐蚀,其腐蚀速度还较慢。经过钝化处理的镀锌层的耐腐蚀性能还可以大大提高。这就是为何用锌作为钢铁保护层的原因。 热镀锌工艺与其他金属防腐蚀方法相比,在镀层电化学保护性、镀层致密性、镀层耐久性、镀层免维护性、镀层与基体结合力、镀层经济性以及热镀工艺对钢件形状、尺寸的适应性、生产的高效性方面具有其他工艺无法比拟、得天独厚的优势。据日本镀锌协会长达10年的大气暴露实验表明:镀层厚度为86微米的热镀锌层在重工业海洋郊外和城市地带的耐用年限分别为13、50、104、30年。一般而言,上锌量为600克每平方米的镀锌层,其免维护的使用寿命为20-50年,对于建筑用基板不镀锌的彩板,其使用命为3-5年,而基板镀锌的彩板其使用寿命可达20-30年。据调查,热镀锌的成本远低于油漆。因此,热镀锌有很大的现实意义,这就是我国大兴镀锌业的原因。 1.2公司镀锌品种类及其技术进展 (一) 国内钢板热镀锌现状及其发展 镀锌钢板广泛地用于轻工、家电、汽车和建筑行业。长期以来我国镀锌板一直属于短线产品,多年来我国镀锌板的自给率约为50%,每年需要大量进口。近年来,带钢镀锌技术的发展和动态主要集中在汽车用板,热轧带钢热镀锌和高耐蚀性热镀锌板三个方面。高表面质量是汽车面板所必须具备的基本条件,镀层表面质量与薄板表面粗糙度、清洁度、带钢化学成分及其冲压成型性有直接的关系,同时热镀工艺、锌液成分、热镀设备也是影响锌层表面质量的重要因素。 锌液中的锌渣是影响镀锌表面质量的最重要因素,在现代化生产线中,已用陶瓷内衬锅取代铁锌锅,可以有效地减少锌渣镀锌板表面质量的影响。此外,美丽的锌花是传统热镀锌板典型的特征,由此获得用户的青睐,具有一定的商业价值。但是研究表明锌花表面的不平整性,镀层中的铅含量会影响镀层板在后续加工中的加工性能、涂装性和使用中的耐蚀性。锌花尺寸随铅含量的减少而减小,开裂
连续热镀锌线上气刀技术的发展 【摘要】气刀设备作为连续热镀锌线上的关键核心设备,近几年在应用技术上得到了革新和发展。本文作者经历了五条高端连续热镀锌机组的筹建和生产维修工作,将近几年来不同热镀锌线上气刀设备应用技术上的革新和发展进行详细介绍 【关键词】气刀设备;应用技术;革新和发展 前言 目前国内外带钢连续热镀锌机组通常采用吹气法来控制镀层的厚度。它是利用射流原理,采用一个横贯整个带钢宽度的矩形喷嘴在控制下连续向镀层表面喷吹扁平气流,将带钢表面多余的锌刮掉。因此,人们将采用吹气法来控制镀层厚度的设备称为“气刀”。气刀装置布置于热镀锌机组锌锅正上方,用于控制出锌锅后的带钢镀层厚度,主要包括气刀本体,气刀定位系统,气刀调节系统三大部分,如图1所示。气刀装置及其控制系统作为连续热镀锌机组的关键核心设备,其配置功能和控制水平的高低对镀锌板的产品质量起着决定作用。 随着市场对镀锌板镀层质量要求的不断提高,促进了气刀设备的技术也得到了飞速发展,下面就从近几年国内大型国企引进热镀锌生产线中气刀设备应用技术上的革新和发展进行详述: 1 准确的气刀定位系统 气刀唇到带钢距离的准确定位对镀层厚度控制非常关键。应保证两个气刀唇与带钢平行且能获得每个气刀唇到带钢的准确距离,使带钢居于两侧气刀唇的正中,这样才能使出锌锅的镀锌板面沿宽度方向上获得准确均匀的镀层。 普通结构形式的气刀采用固定式框架,生产中为了保证气刀唇与带钢平行且设定一个合适的间距,通常通过调整沉没辊和稳定辊来实现。这种调整方式的控制精度不高,误差较大,在生产中因更换生产规格使带钢张力变化时,如不重新调整会增大误差值,使得镀层厚度的均匀性很难控制。而近几年出现的采用激光测距和活动式框架的气刀系统可以较好的解决这个问题,该系统通过激光测距可以自动准确的完成带钢与刀唇的平行度和间距值的监测,根据监测后的数据通过活动式框架的浮动调节进行自动跟踪定位刀唇与带钢的距离,可确保在带钢发生倾斜运动时,气刀唇总与带钢保持平行。 2 更加完善的气刀镀层控制系统的数模 新型的气刀控制系统中的数学模型不但有镀层厚度控制,还具有镀层均匀性控制及自适应功能,同时能对气刀角度、带钢与气刀唇的距离及气刀高度等参数进行匹配,保证产品镀层的质量要求。 3 气刀喷吹介质的选择切换 普通气刀的喷吹介质一般有压缩空气,它具有生产成本低、噪音小、工作环境好,有利于维护设备的特点。但它对带钢有很强的冷却作用,容易产生边厚,另外容易使锌液表面氧化产生表渣。因而有的厂家采用氮气作为喷吹介质,虽然改善了锌液的氧化现象,但却提高了生产成本,同时造成了工作环境的恶化。 新型的气刀系统可以实现压缩空气和氮气两种喷吹介质的选择切换。对于汽车板的生产来说,要求有很高的表面质量,所以锌层的氧化要很小,采用氮气喷吹;而对于普通产品就可以用空气进行喷吹,这样既可以保证高端产品的质量又可以降低成本,优化工作环境。
山东莒县热镀锌生产线 方案设计 河北卓亿环保设备有限公司 二〇一二年六月 山东莒县热镀锌生产线方案设计 一、技术指标 1、生产能力:150000吨/年; 2、镀锌能力:5~6杠/小时。 3、单杠重量:≤18吨 4、锌锅尺寸(长×宽×高):15m×3m×4 m 5、吊杠长度:15000+1600(酸槽壁厚400×2,吊杠两端突出长度400×2)=16600mm; 6、锌锅烟尘处理后烟气黑度达到一级,固体颗粒小于90mg/m3 、HCl除去率:90%。 7、酸气、酸雾处理后应达到国家排放标准(HCl≤100mg/ m3)。 8、镀锌产品标准:符合GB/T 13912-2002要求;。 二、方案 (一)总体布局 车间布置如图1、图2所示。根据热镀锌多年经验和试验结果,酸洗池需10个, 1个漂洗池、一个助镀池,共12个池。 酸洗池尺寸为(长×宽×高):15.5m×3.2×4m,酸洗池之间的隔壁厚度为0.4m,酸洗池、漂洗池、助镀池、总长度为43.6m。 采用先进的L型热镀锌工艺布局,酸洗和浸锌分段布置,待镀件在挂具上横向步进酸洗后,物料流向转90度轴向进入浸锌工位,物料
流向成L形流动,改变了传统的物料横向进入浸锌工位的输送方式。 酸洗时采用横向、垂直运动机械化,经PLC编程,实现酸洗步进自动化作业。酸洗工段采用步进方式,厂房封闭方便。 锌锅在独立的空间内,空间体积小,减小了引风机的排量,从而减小了电机功率和运行费用。 1、设备组成 总体布局如图1所示。设备主要由冷却槽、钝化槽、半门式起重机、酸洗槽、水洗槽、助镀槽、酸洗自动控制系统、全封闭烟雾收集系统、热浸锌烟气净化设备、助镀液除铁盐设备、全封闭酸雾收集处理系统、酸液加热设备、烘干换热器、助镀液加热设备、浸锌环轨起重机、酸洗自动线、自行式进料地轨车、锌锅燃烧及控制系统、废酸处理设备等组成。 图1 全封闭清洁型热镀锌生产线总体布置图 1-冷却槽 2-钝化槽 3-半门式起重机 4-酸洗槽 5-水洗槽 6-助镀槽 7-锌锅燃烧及控制系统 8-全封闭烟雾收集系统 9-热浸锌烟气净化设备 10-助镀液除铁盐设备 11-全封闭酸雾收集处理系统 12-酸液加热设备 13-烘干换热器14-助镀液加热设备 15-浸锌环轨起重机 16-酸洗自动线及控制系统 17-自行式进料地轨车
钢材 冷轧钢板牌号用途标准介绍 一、普通冷轧板材简介 是由热轧薄板通过冷压力加工而得到的产品。由于经过多道次的冷轧,其表面质量优于热轧薄板,经过热处理后,可得到良好的力学性能。 1、普通冷轧板材的用途分类 根据生产企业的不同需求,通常将冷轧板分为:一般用冷轧板、冲压级冷轧板、深冲、特深冲及超深冲级冷轧板,一般以卷材和平板交货,厚度以毫米表示,宽度一般为:1000mm和1250mm,长度一般为2000mm和2500mm。 2、普通冷轧板材的牌号 常用牌号为:Q195、Q215、Q235、08AL、SPCC、SPCD、SPCE、SPCEN、ST12、ST13、ST14、ST15、ST16、DC01、DC03、DC04、DC05、DC06等; ST12:表示为最普通的钢号,与Q195、SPCC、DC01牌号材质基本相同; ST13/14:表示为冲压级的钢号,与08AL、SPCD、DC03/04牌号材质基本相同;ST15/16:表示为冲压级的钢号,与08AL、SPCE、SPCEN、DC05/06牌号材质基本相同。 3、普通冷轧板材的牌号尺寸表示方法 例如鞍钢产ST12,1*1250*2500/C,表示为:牌号ST12普通冷板,厚度为1mm,宽度为1250mm,长度为2500mm或C卷材。外观为白铁皮精包装,机械性能为最普通的,最基础的钢号,只能用于折弯成型,不能用于冲压。使用于机械咬口用,例如冰箱的外壳,车辆油箱等。 ST13以上产品,用在需要深冲的行业,如汽车制造,柴油机的油箱等,具体要用哪一种,看其拉深的要求而定。 ST12与SPCC的差别:其两种产品的机械性能相差无几,只是退货方式不同,ST12材质的产品拉伸性能相对比SPCC要强。 日本JIS标准材质含义 SPCC---S表示为钢(Steel),P表示为板(Plate),C表示冷(Cold),C表示商业(Commercial),为日本JIS标准。 如需保证抗拉强度,在牌号末尾加T,为:SPCCT。 SPCD---表示冲压用冷轧碳素钢薄板及钢带,相当于中国08AL(13237)优质碳素结构钢。 SPCE---表示深冲用冷轧碳素钢薄板及钢带,相当于中国08AL(5213)深冲钢。如需保证非时效性,在牌号末尾加N为SPCEN。冷轧碳素钢薄板及钢带调质代号: