课程设计说明书专业级班
题目:棱体成形刀的设计
姓名:
指导老师:职称:
2009.5.20
一、刀具课程设计目的
刀具课程设计是机械制造专业学生在学习“金属切削原理与刀具”课程及其他有关课程之后进行的一个重要教学环节,其目的是巩固加深理论教学内容,培养学生综合运用所学理论,解决实际刀具设计问题的能力。
通过刀具课程设计,学生应达到:
1、掌握设计、计算刀具的能力;
2、学会绘制刀具工作图,标注必要的技术条件;
3、学会运用各种设计资料、手册及国家标准等。
二、刀具城程设计内容
设计内容为一下几种刀具:
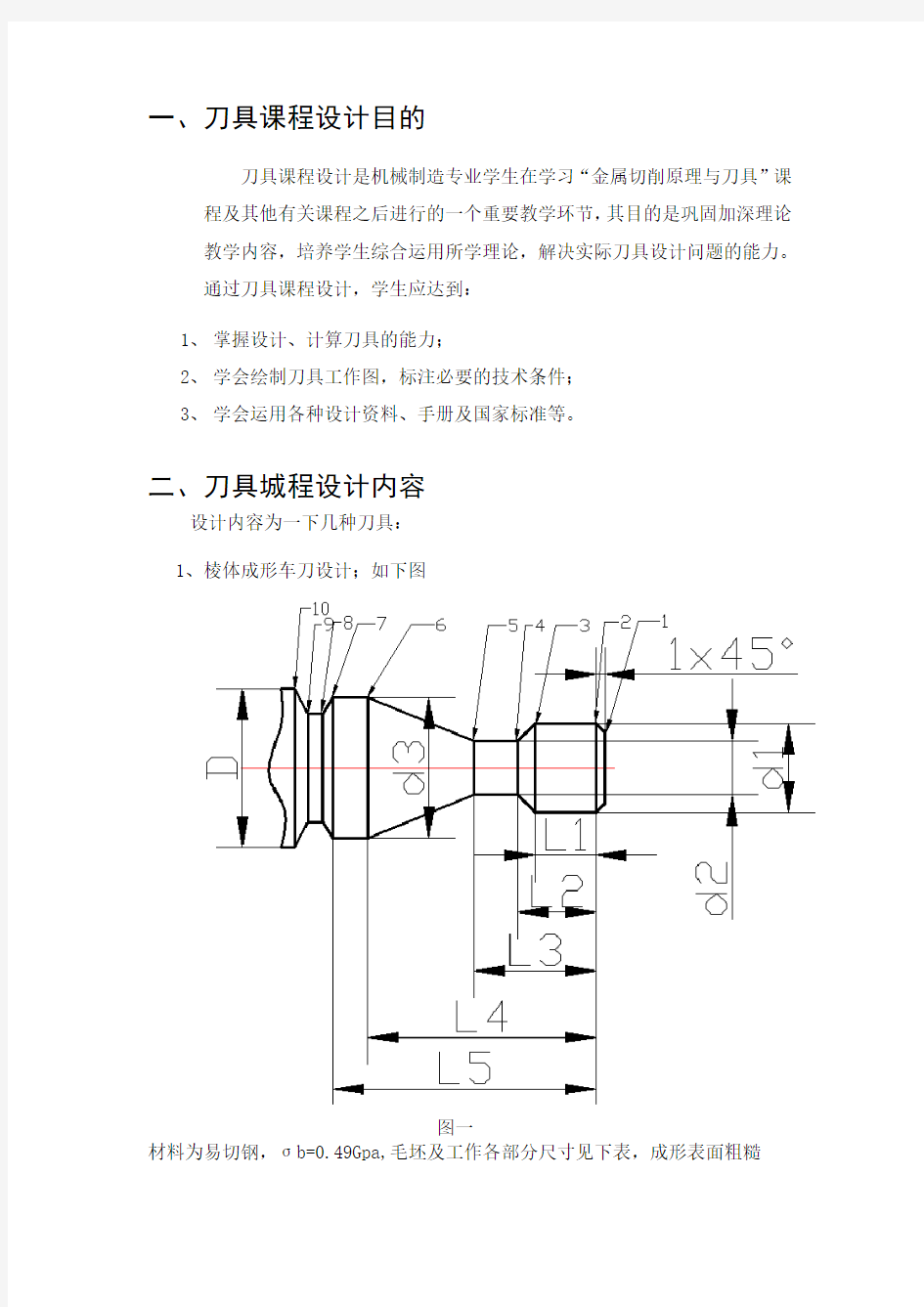
1、棱体成形车刀设计;如下图
图一
材料为易切钢,σb=0.49Gpa,毛坯及工作各部分尺寸见下表,成形表面粗糙
度为Ra3.2μm。要求设计棱体成形刀。
三、设计步骤
设计棱体成形刀
1、选择刀具类型
棱体成形刀。
2、选择刀具的材料
参考《金属切削刀具设计简明手册》附表5,选用普通高速钢W18Cr4V制造。
整体制造。
3、确定刀具合理的几何角度。
选择前角r
f 与后角α
f
由表2-4,取r
f =20o,α
f
=12o
4、确定刀具的结构参数,包括刀体尺寸、刀齿齿数、刀齿及容屑
槽的形状和尺寸、刀具装夹部分的尺寸等
(1)、刀体总宽度L0如图一所示L0=L c
式中L c———成形车刀切削刃总宽度,
L c =L5+a+b+c+d
L5———工件廓形宽度
A、b、c、d———成形车刀的附加刀刃;
A ———为避免切削刃转角处过尖而设的附加刀刃宽度,常取0.5~3mm
B———为考虑工件端面的精加工和倒角而设的附加刀刃宽度,其数值应大于端面精加工余量和倒角宽度。为使该段刀刃在主剖面内有一定后角,常做成偏角Kr=15o到45o,b值取为1~3mm;如工件有倒角,Kr值应等于倒角角度值,b值比倒角宽度大1~1.5mm;
C———为保证后续切断工序顺利进行而设的预切槽刀刃宽度,c值常取为3到8mm;
D———为保证成行车刀刀刃延长到工件毛坯表面之外的附加刀刃宽度,常取 d=0.5~2mm。
5、设计计算刀具的廓形
标出工件廓形上各组成点1-11,确定0-0线为基准,计算出1-22点处的计算半径r jx;再以1点为基准算出计算长度l jx
l jx=基本长度±公差/2
l j2=6mm
l j3=12mm
l j4=15mm
l j5=19mm
l j6=25mm
5、确定刀具结构尺寸
L c= 35mm H= 75mm F= 25mm B= 25mm E = 9.2mm d,=8mm f = 8mm M = 37.620-0.13mm
6、用计算法求出N-N剖面内刀具廓形上各点至8.9点所在后刀面
的垂直距离Px.之后选择1.2段廓形为基准线,计算出刀具廓形
上各点到该基准线的垂直距离ΔPx,即为所求的刀具廓形深度。
棱体成形刀廓形计算表(mm)
7、校验最小后角
6到11段切削刃与进给方向的夹角最小,因而这段切削刃上后角最小,其值为a0=5.27,
一般要求最小后角不小于2到3°,因此校验合格!
8、确定棱体成形车刀廓形宽度Lx
即为相应工件廓形的计算长度Ljx,其数值及公差如下,有些公差可以酌情取为±0.2mm
L1=6±0.04mm
L2=12±0.10mm
L3=15±0.05mm
L4=19±0.2mm
L5=25±0.1mm
9、确定刀具的加固方式
采用燕尾携块式。
10、绘制棱体成形刀工作图
技术要求
1、材料:易切刚,σb=0.49GPa;
2、廓形表面粗糙度Rα=3.2μm;
3、未注明的角度偏差未±5,
四、参考资料
1、《金属切削刀具课程设计指导资料》刘华明主编,机械工业出版社。
2、《金属切削刀具设计简明手册》刘华明主编,机械工业出版社
3、《非标刀具设计手册》许先绪主编,机械工业出版社。
圆体成形车刀设计 1.1 前言 成形车刀又称为样板刀,它是加工回转体成形表面的专用刀具,它的切削刃形状是根据工件廓形设计的。成型车刀主要用于大量生产,在半自动或自动车床上加工内、外回转体的成型表面。当生产批量较小时,也可以在普通车床上加工成形表面。 成型车刀的种类很多,按照刀具本身的结构和形状分为:平体成形车刀,棱体成形车刀和圆体成形车刀三种。相较传统的车刀,成形车刀的具有显著的优势:稳定的加工质量,生产率较高,刀具的可重磨次数多,使用期限长。但是它的设计、计算和制造比较麻烦,制造成本也比较高。一般是在成批、大量生产中使用。目前多在纺织机械厂,汽车厂,拖拉机厂,轴承厂等工厂中使用。 1.2设计要求 设计要求:按照要求完成一把成型车刀,并且能够用该刀具加工出图示的工件。 1.3 选取刀具材料 工件材料为:硬铝;硬度HBS100 ;强度σb = 420MPa 。 参考附录表5《金属切削刀具设计简明手册》选取刀具材料:18W 4r C V 。 1.4选择前角及后角 由表(2-4)《金属切削刀具设计简明手册》得:f γ =27°,f λ=13°。 1.5 刀具廓形及附加刀刃计算 根据设计要求取 r κ=20°,a=3mm ,b=1.5mm ,c=5mm ,d=0.5mm Lc---成形车刀切削刃总宽度, Lc=l+a+b+c+d 如图(2)所示:以0—0线(过9—10段切削刃)为基准,计算出1—12各点处的计算半径r 。
(注:为了避免尺寸偏差值对计算准确性的影响,故常采用计算尺寸---计算长度和计算角度来计算) 图( 2 ) jx r =基本半径±2 半径公差 mm r 788.710)4 1.024.25(22 j 1j =--==2r mm r r j j 94.745cos 5.1r 1043=??-== mm r j 29.845cos 1r 67=??-==j5r 6r j =9mm; mm tg r j 928.9201 12=? - =j8r mm mm r 975.9)4 1 .0220(r 910j =-==; ; mm 675.12)4 1 .024.25(r =±==j1211r ; ;
湖南工学院 金属切屑刀具课程设计说明书 题目圆体成形车刀、棱体成形车刀和圆拉刀的设计 专业级班姓名学号 指导老师职称
20**年6月12日 圆体成形车刀设计 设计说明及计算备注设计课题: 工件如下图所示,材料为ζb=0.65GPa碳钢棒料,成形表面粗糙度为Ra3.2um,在C1336 型单轴自动车床上加工。要求设计圆体成形车刀。 设计步骤如下: 1) 选择刀具材料 查高速钢牌号及用途表,选用普通高速钢W18Cr4V制造。 2) 选择前角γf及后角αf 根据材料的力学性能,查成形车刀的前角和后角表得:γf=10°,αf=12°。 3)画出刀具廓形(包括附加刃)计算图如下 取k r=20°,a=2mm,b=1.5mm,c=5mm,d=1mm。标出工作廓形各组成点1-12。以0-0线(通过9-10段切削刃)为基准(以便于对刀),计算出1-12各点处的计算半径r jx(为避免尺寸偏差值对计算准确性的影响,故常采用计算尺寸、计算半径、计算长度和计算角度来计算): a、b、c、d ------ 成形车刀的附加刀刃; a ------ 为避免切削刃转角处过尖而设的附加刀刃宽度,常取为0.5—3mm; b ------ 为考虑工件端面的精加工和倒角而设的附加刀刃宽度,其数值应大 于端面精加工余量和倒角宽度。为使该段刀刃在主剖面内有一定后 角,常做成偏角k r=15°--45°,b值取为1—3mm;如工件有倒角, k r值应等于倒角角度值,b值比倒角宽度大1—1.5mm; c ------ 为保证后续切断工序顺利进行而设的预切槽刀刃宽度,c值常取 3—8mm; d ------ 为保证成形车刀刃延长到工件毛坯表面之外而设的附加刀刃宽度, 常取d=0.5—2mm。高速钢牌号及用途表出自金属切削刀具设计简明手册第113页附表5。注:在本课程设计中本书后面简称刀具设计手册。成形车刀前角和后角表见刀具设计手册第28页表2-4。
摘要 成形车刀是加工回转体成形表面的专用刀具,其刃形是根据工件廓形设计的,可用在各类车床上加工内外回转体的成形表面,用成形车刀加工零件时可一次加工形成零件表面,操作简便,生产率高,加工后能达到公差等级IT8—IT10,粗糙度为10—5um,并能保证较高的互换性。但成形车刀制造较复杂,成本较高,刀刃工作长度较宽,故易引起震动。成形车刀主要用在加工批量较大的中,小尺寸带成形表面的零件。为了培养学生综合运用所学知识的能力提倡创新精神,通过对棱形车刀的分析和设计,使学生从车刀的选材,廓形和结构尺寸的精密计算,及线切割加工程序的生成,最终初步掌握了工程设计工作的流程和方法。 通过这次设计我们对自己所学的知识又加深了了解和进一步的巩固。也锻炼了我们把知识点系统,综合的能力,以及对重点知识的筛选能力。这样的理论联系实际的机会,加强了我们自主创新的能力,使我受益非浅啊! 诚然,在设计过程中也暴露了我对一些知识点认识理解的模糊现象,在这次独立完成设计过程中难免有不足之处,希望各位老师同学给予指导帮助!谢谢! 关键词:成形车刀廓形样板图刀夹
第二章设计题目 一.设计目的 1.巩固和充实所学知识,使之系统化,并且有实用性。 2.使学生初步掌握工程设计的流程和方法,并在质量方面得到锻炼; 在使用专业软件方面得到了巩固。 3.培养学生的正确的设计思路,树立严谨认真,实事求是和刻苦钻 研的学习作风。 二.设计内容 棱形成形车刀的设计与加工工艺编制 三.设计要求 1.设计成形车刀刀具 2.编制成形车刀刀具加工工艺规程卡片 3.编写数控线切割加工程序。 四.论文要求 1.毕业论文格式按学院的模版要求完成,字数不少于6000字。2.阶段性检查安排在第四周和第七周。 3.设计计算说明书。 4.工艺规程卡片一套。 5.刀具工作图一张,样板图一张。 6.编制数控加工程序。
棱形成形车刀设计 :XXX 学号:XXX 班级:XXX 导师:XXX
前言 成形车刀是加工回转体成形表面的专用工具,它的切削刃形状是根据工件的轮廓设计的。用成形车刀加工,只要一次切削行程就能切出成形表面,操作简单,生产效率高,成形表面的精度与工人操作水平无关,主要取决于刀具切削刃的制造精度。它可以保证被加工工件表面形状和尺寸精度的一致性和互换性,加工精度可达IT9—IT10,表面粗糙度Ra6.3—Ra3.2。成形车刀的可重磨次数多,使用寿命长,但是刀具的设计和制造较复杂,成本高,故主要用在小型零件的大批量生产中。由于成形车刀的刀刃形状复杂,用硬质合金作为刀具材料时制造比较困难,因此多用高速钢作为刀具的材料。 棱形成型车刀是成型车刀三种中的一种,棱柱体的刀头和刀杆分开制作,大大增加了沿前刀面的重磨次数,刀体刚性好,但比圆体成形车刀制造工艺复杂,刃磨次数少,且只能加工外成形表面。棱体成形车刀的后刀面是成形棱形柱面,前刀面是平面。后刀面与燕尾面K-K平行,而前刀面与K-K呈倾角90°-(rf+af )。在制造棱体成形车刀时,将前刀面与后刀面的夹角磨成 90°-(rf+af )。切削时,将后刀面安装出af 角,这样就形成了前角rf 和后角af 。 棱体成形车刀是以燕尾作为定位基准,配装在刀夹的燕尾槽。刀具燕尾的后平面是夹固基准。安装时,刀体竖立并倾斜角,刀夹下端的螺钉可将计算基准点的位置调整与工件中心等高后用螺栓夹紧,同时下端螺钉可以承受部分切削力,以增强刀具的刚性。 棱体成形车刀的刃磨比较简单,只要在工具磨床上使用一简单的双向万能刃磨夹具,将刀具后刀面与砂轮表面的垂线装成(rf+af)的角度即可刃磨。
棱形成形车刀设计 姓名:XXX 学号:XXX 班级:XXX 导师:XXX
前言 成形车刀是加工回转体成形表面的专用工具,它的切削刃形状是根据工件的轮廓设计的。用成形车刀加工,只要一次切削行程就能切出成形表面,操作简单,生产效率高,成形表面的精度与工人操作水平无关,主要取决于刀具切削刃的制造精度。它可以保证被加工工件表面形状和尺寸精度的一致性和互换性,加工精度可达IT9—IT10,表面粗糙度Ra6.3—Ra3.2。成形车刀的可重磨次数多,使用寿命长,但是刀具的设计和制造较复杂,成本高,故主要用在小型零件的大批量生产中。由于成形车刀的刀刃形状复杂,用硬质合金作为刀具材料时制造比较困难,因此多用高速钢作为刀具的材料。 棱形成型车刀是成型车刀三种中的一种,棱柱体的刀头和刀杆分开制作,大大增加了沿前刀面的重磨次数,刀体刚性好,但比圆体成形车刀制造工艺复杂,刃磨次数少,且只能加工外成形表面。棱体成形车刀的后刀面是成形棱形柱面,前刀面是平面。后刀面与燕尾面K-K平行,而前刀面与K-K呈倾角90°-(rf+af )。在制造棱体成形车刀时,将前刀面与后刀面的夹角磨成 90°-(rf+af )。切削时,将后刀面安装出af 角,这样就形成了前角rf 和后角af 。 棱体成形车刀是以燕尾作为定位基准,配装在刀夹的燕尾槽内。刀具燕尾的后平面是夹固基准。安装时,刀体竖立并倾斜角,刀夹下端的螺钉可将计算基准点的位置调整与工件中心等高后用螺栓夹紧,同时下端螺钉可以承受部分切削力,以增强刀具的刚性。 棱体成形车刀的刃磨比较简单,只要在工具磨床上使用一简单的双向万能刃磨夹具,将刀具后刀面与砂轮表面的垂线装成(rf+af)的角度即可刃磨。
课程设计说明书专业级班 题目:棱体成形刀的设计 姓名: 指导老师:职称: 2009.5.20
一、刀具课程设计目的 刀具课程设计是机械制造专业学生在学习“金属切削原理与刀具”课程及其他有关课程之后进行的一个重要教学环节,其目的是巩固加深理论教学内容,培养学生综合运用所学理论,解决实际刀具设计问题的能力。 通过刀具课程设计,学生应达到: 1、掌握设计、计算刀具的能力; 2、学会绘制刀具工作图,标注必要的技术条件; 3、学会运用各种设计资料、手册及国家标准等。 二、刀具城程设计内容 设计内容为一下几种刀具: 1、棱体成形车刀设计;如下图 图一 材料为易切钢,σb=0.49Gpa,毛坯及工作各部分尺寸见下表,成形表面粗糙
度为Ra3.2μm。要求设计棱体成形刀。 三、设计步骤 设计棱体成形刀 1、选择刀具类型 棱体成形刀。 2、选择刀具的材料 参考《金属切削刀具设计简明手册》附表5,选用普通高速钢W18Cr4V制造。 整体制造。 3、确定刀具合理的几何角度。 选择前角r f 与后角α f 由表2-4,取r f =20o,α f =12o 4、确定刀具的结构参数,包括刀体尺寸、刀齿齿数、刀齿及容屑 槽的形状和尺寸、刀具装夹部分的尺寸等 (1)、刀体总宽度L0如图一所示L0=L c 式中L c———成形车刀切削刃总宽度, L c =L5+a+b+c+d L5———工件廓形宽度 A、b、c、d———成形车刀的附加刀刃; A ———为避免切削刃转角处过尖而设的附加刀刃宽度,常取0.5~3mm
B———为考虑工件端面的精加工和倒角而设的附加刀刃宽度,其数值应大于端面精加工余量和倒角宽度。为使该段刀刃在主剖面内有一定后角,常做成偏角Kr=15o到45o,b值取为1~3mm;如工件有倒角,Kr值应等于倒角角度值,b值比倒角宽度大1~1.5mm; C———为保证后续切断工序顺利进行而设的预切槽刀刃宽度,c值常取为3到8mm; D———为保证成行车刀刀刃延长到工件毛坯表面之外的附加刀刃宽度,常取 d=0.5~2mm。 5、设计计算刀具的廓形
圆体成形车刀设计 1150111-01 秦磊 一、设计课题: 工件材料为45#钢,0.6b GPa σ=,工件如下图1所示。要求设计圆体成形车刀,D=35mm ,d 1=22.28mm ,d 2=34mm ,d 3=32mm ,L 1=10mm ,L 2=25mm ,L 3=30mm ,L 4=40mm ,R=20mm 。 图1 加工工件图
二、圆形成形车刀的结构尺寸: 序号 项目 数据来源或计算 采用值 1 刀具材料 W18Cr4V 2 前角与后角 由表2-6 15;12f f γα=?=? 3 最大廓形深度 max 3422.28 5.862 t mm -= = max 5.86t mm = 4 外径 由表2-2 D 0=40mm R 1=20mm 5 画出工件廓形及刀具廓形标出各组成点及计算半 径 计算图(见图2) r 1=22.28/2=11.14mm r 2·3=34/2=17mm r 4·5=32/2=16mm r 1=11.14mm r 2·3=17mm r 4·5=16mm 6 成型刀宽度 L 0=L 4+a+b+c+d =40+4+1+6+1=52mm L 0=52mm 校验成型刀的宽 度 工件的最小直径d min : min 12211.1422.28d r mm ==?= 0min 52 2.3 2.522.28 L d ==<允许 宽度允许 7 其余尺寸 按表2-2 d=13mm d 1=20mm d 2=20mm
工件各组成点尺寸图2 三、圆形成形车刀截形计算: 已知 条件 工件计算半径1r 11.14mm =,23r 17mm = ,45r 16mm = 刀具前,后角及外径15;12f f γα=?=?,R 1=20mm 步骤 计算 采用值(mm ) 1 1h sin 11.14sin15 2.8832f r γ==??= h=2.8832 2 11cos 11.14cos1510.7604f A r γ==??= 110.7604A =
目录 1.圆体成形车刀设计 1.1前言 -------------------------------------------------------1 1.2设计要求 --------------------------------------------------- 1 1.3选取刀具材 ------------------------------------------------1 1.4选择前角及后角 ------- ------------------------------------ 1 1.5 刀具廓形及附加刀刃计算 ---------------------------------- 1 1.6计算切削刃的总长度------------------------------------ 3 1.7确定结构尺寸 --- ----------------------------------------- 3 R 1.8用计算法求原体成形车刀廓形上的点 x R------------------ 4 1.8.1计算廓形上的各个点所在圆半径 x 的公差 --- ------------------- 5 1.8.2 确定各个点廓形深度R 1.9 最小后角的校验 -------------------------------------------- 5 L------------------------------------------ 6 1.10 车刀廓形宽度 x 1.11 绘制刀具的加工工作图 和样板工作图 -------------------------------------------- 6 2.矩形花键拉刀设计 2.1刀具类型和材料的选定 2.1.1选择刀具类型 -- ------------------------------------ 7 2.1.2选择刀具材料 -------------------------------------- 7 2.2刀具结构参数 2.2.1拉刀的结构 ----------------------------------------7
1 绪论 1.1 刀具的发展 切削加工是现代制造业应用最广泛的加工技术之一。据统计,国外切削加工在整个制造加工中所占比例约为80%~85%,而在国内这一比例则高达90%。 刀具是切削加工中不可缺少的重要工具,无论是普通机床,还是先进的数控机床(NC)、加工中心(MC)和柔性制造系统(FMC),都必须依靠刀具才能完成切削加工。刀具的发展对提高生产率和加工质量具有直接影响。材料、结构和几何形状是决定刀具切削性能的三要素,其中刀具材料的性能起着关键性作用。国际生产工程学会(CIRP)在一项研究报告中指出:“由于刀具材料的改进,允许的切削速度每隔l0年几乎提高一倍”。刀具材料已从20世纪初的高速钢、硬质合金发展到现在的高性能陶瓷、超硬材料等,耐热温度已由500~600℃提高到1200℃以上,允许切削速度已超过1000m/min,使切削加工生产率在不到100年时间内提高了100多倍。因此可以说,刀具材料的发展历程实际上反映了切削加工技术的发展史。 1.2 设计目的 金属切削刀具课程设计是学生在学完“金属切削原理及刀具”等有关课程的基础上进行的重要的实践性教学环节,其目的是使学生巩固和深化课堂理论教学内容,锻炼和培养学生综合运用所学知识和理论的能力,是对学生进行独立分析、解决问题能力的强化训练。 通过金属切削刀具课程设计,具体应使学生做到: (1) 掌握金属切削刀具的设计和计算的基本方法;
(2) 学会运用各种设计资料、手册和国家标难; (3) 学会绘制符合标准要求的刀具工作图,能标注出必要的技术条件。 拉刀的设计 被加工零件如图 2.所示,工件材料为:硬铝LY12;硬度HBS115 ;强度σb = 490Mpa;工件长度L=40mm。 3.1 选定刀具类型、材料的依据 (1)选择刀具类型 对每种工件进行工艺设计和工艺装备设计时,必须考虑选用合适的刀具类型。事实上,对同一个工件,常可用多种不同的刀具加工出来。 采用的刀具类型不同将对加工生产率和精度有重要影响。总结更多的高生产率刀具可以看出,增加刀具同时参加切削的刀刃长度能有效的提高其生产效率。例如,用花键拉刀加工花键孔时,同时参加切削的刀刃长度l=B×n×Zi,其中B为键宽,n为键数,Zi为在拉削长度内同时参加切削的齿数。若用插刀同时参加切削的刀刃长度比插刀
二金属切削原理与刀具课程设计任务书 一、原始数据及条件 工件如图所示,工件材料为易切钢Y15,毛坯为圆棒料,其直径为d M,大批量生产,用成形车刀加工出全部外圆表面并切出预切槽,表面粗糙度为Ra3.2,加工车床用C1336单轴转塔自动车床。 工件尺寸(mm) 题号组 号 d M D1 D2 D3 D4 L1L2 L3 L 热处 理 1 1 Φ35Φ31.90 -0.41 Φ22 Φ260 -0.28 Φ18 4 14 4 +0.2240 -0.8 调质 2 2 Φ45 Φ42 0+0.2Φ30 Φ28 +0.1Φ20 4 14 4 +0.2240 -0.8 调质 3 3 Φ36 Φ340 -0.2Φ25 Φ280 -0.4 Φ20 5 14 4 +0.2250 -0.8 调质 4 4 Φ42 Φ400 -0.41Φ26 Φ300 -0.2 Φ22 4 20 4 +0.2280 -0.8 调质 5 5 Φ22 Φ20 0+0.2Φ16 Φ24 +0.2Φ18 3 16 3 +0.3250 -0.8 调质 二、设计要求 1、设计分五大组,按学号顺序划分,多余的人为最后一组。其中每大组里,学号为单号的设计圆体成形车刀,双号的设计棱体成形车刀,具体原始数据如上表。 2、设计结束后,应提交的材料:课程设计报告一份;成形车刀工作图一张;成形车刀样板图一张。
一圆体成形车刀设计 设计步骤如下: 1)选择刀具材料 参考《金属切削刀具设计简明手册》P113附录表5,选用普通高速钢W18Cr4V制造。 2)选择前角γf及后角αf 由表2—4(参见《金属切削刀具设计简明手册》P28)查得:γf=15o,αf=10o。 3)画出刀具廓形(包括附加刃)计算图(见下图)
江西农业大学工学院 《金属切削刀具》课程设计说明书 课题名称: 专业: 班级: 姓名: 学号: 指导老师: 2012 年 6 月
棱形成型车刀设计说明书 前言 成形车刀是加工回转体成形表面的专用工具,它的切削刃形状是根据工件的轮廓设计的。用成形车刀加工,只要一次切削行程就能切出成形表面,操作简单,生产效率高,成形表面的精度与工人操作水平无关,主要取决于刀具切削刃的制造精度。它可以保证被加工工件表面形状和尺寸精度的一致性和互换性,加工精度可达IT9—IT10,表面粗糙度Ra6.3—Ra3.2。成形车刀的可重磨次数多,使用寿命长,但是刀具的设计和制造较复杂,成本高,故主要用在小型零件的大批量生产中。由于成形车刀的刀刃形状复杂,用硬质合金作为刀具材料时制造比较困难,因此多用高速钢作为刀具的材料。 棱形成型车刀是成型车刀三种中的一种,棱柱体的刀头和刀杆分开制作,大大增加了沿前刀面的重磨次数,刀体刚性好,但比圆体成形车刀制造工艺复杂,刃磨次数少,且只能加工外成形表面。棱体成形车刀的后刀面是成形棱形柱面,前刀面是平面。后刀面与燕尾面K-K平行,而前刀面与K-K呈倾角90°-(rf+af )。在制造棱体成形车刀时,将前刀面与后刀面的夹角磨成 90°-(rf+af )。切削时,将后刀面安装出af 角,这样就形成了前角rf 和后角af 。 棱体成形车刀是以燕尾作为定位基准,配装在刀夹的燕尾槽内。刀具燕尾的后平面是夹固基准。安装时,刀体竖立并倾斜角,刀夹下端的螺钉可将计算基准点的位置调整与工件中心等高后用螺栓夹紧,同时下端螺钉可以承受部分切削力,以增强刀具的刚性。 棱体成形车刀的刃磨比较简单,只要在工具磨床上使用一简单的双向万能刃磨夹具,将刀具后刀面与砂轮表面的垂线装成(rf+af)的角度即可刃磨。
圆体成形车刀的课程设计设计题目:圆体成形车刀专业:机械设计与制造班级:机制(1,2) 学生姓名:刘春晓 学号:100101216 指导老师:胡俊前 教师评分:
圆体成形车刀设计 1.1 前言: 成形车刀又称为样板刀,它是加工回转体成形表面的专用刀具,它的切削刃形状是根据工件廓形设计的。成型车刀主要用于大量生产,在半自动或自动车床上加工内、外回转体的成型表面。当生产批量较小时,也可以在普通车床上加工成形表面。 成型车刀的种类很多,按照刀具本身的结构和形状分为:平体成形车刀,棱体成形车刀和圆体成形车刀三种。相较传统的车刀,成形车刀的具有显著的优势:稳定的加工质量,生产率较高,刀具的可重磨次数多,使用期限长。但是它的设计、计算和制造比较麻烦,制造成本也比较高。一般是在成批、大量生产中使用。目前多在纺织机械厂,汽车厂,拖拉机厂,轴承厂等工厂中使用。 1.2 设计目的 金属切削刀具课程设计是学生在学完“金属切削原理及刀具”等有关课程的基础上进行的重要的实践性教学环节,其目的是使学生巩固和深化课堂理论教学内容,锻炼和培养学生综合运用所学知识和理论的能力,是对学生进行独立分析、解决问题能力的强化训练。 通过金属切削刀具课程设计,具体应使学生做到: (1) 掌握金属切削刀具的设计和计算的基本方法; (2) 学会运用各种设计资料、手册和国家标难; (3) 学会绘制符合标准要求的刀具工作图,能标注出必要的技术条
件。 1.3设计课题: 待加工工件如下图所示,材料为40Cr 钢,年生纲领为50万件,要求成形表面粗糙度为Ra3.2mm 。按所述要求设计成圆体成形车刀。 1.3设计步骤: 工件图 1.4设计步骤: (1)选择刀具材料 因为工件材料为40Cr ,它是合金结构钢,其抗拉强度σb ≥980Mpa ,其硬度为 HB174~229,查高速钢牌号及用途表,选用普通高速钢 W18Cr4V 制造。 (2)选择前角γf 及后角αf 根据材料的力学性能,查表取前角γf =5°,后角αf =10°。 (3)确定附加切削刃尺寸 取a=2mm,b=1mm,c=3mm,d=1mm ,k r =15°,k r1=15°。因为0l =42mm ,则 刀具的总宽度L 。=l 。+a+b+c+d=42+3+1+3+1=49mm 。因为min d =16mm ,则0L /min d =49mm/16mm=3.0625,则在允许范围内。 (4)确定刀具的结构尺寸 工件的最大廓形深度αpmas =(28-16)/2=6mm 。 按表15-4中的α pmas =10~12mm 来选0d 和d ,0d =70mm ,d=22mm 。 外径0d 和孔径d 主要考虑工件的最大廓形深度、排屑、刀体强度、刀