
螺柱焊板使用说明书1.接口说明:
(详细连接关系请参照系统接线图)
备注:控制板上电位器功能
W1:实际输出电流整定
2.功能介绍:
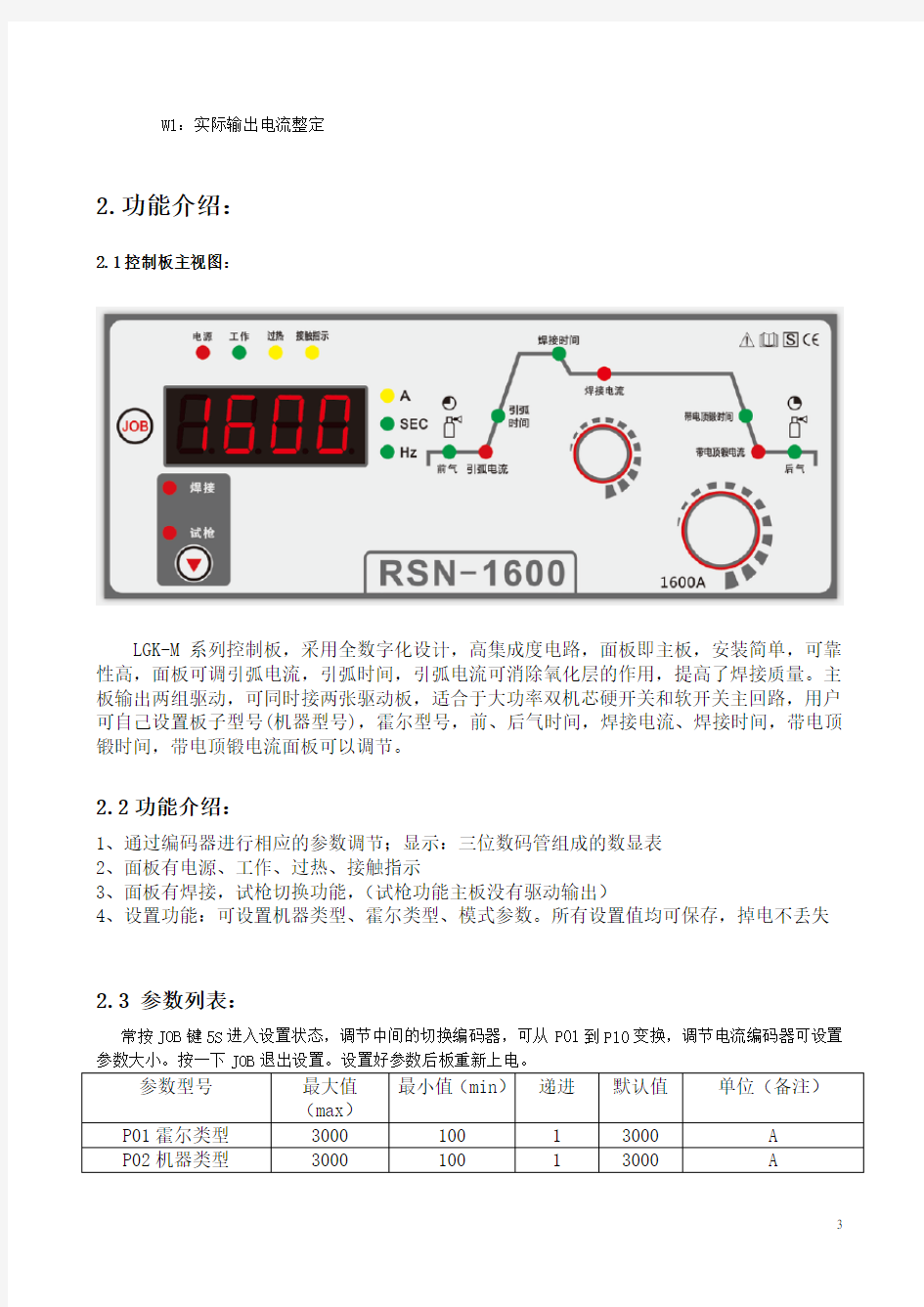
2.1控制板主视图:
LGK-M系列控制板,采用全数字化设计,高集成度电路,面板即主板,安装简单,可靠性高,面板可调引弧电流,引弧时间,引弧电流可消除氧化层的作用,提高了焊接质量。主板输出两组驱动,可同时接两张驱动板,适合于大功率双机芯硬开关和软开关主回路,用户可自己设置板子型号(机器型号),霍尔型号,前、后气时间,焊接电流、焊接时间,带电顶锻时间,带电顶锻电流面板可以调节。
2.2功能介绍:
1、通过编码器进行相应的参数调节;显示:三位数码管组成的数显表
2、面板有电源、工作、过热、接触指示
3、面板有焊接,试枪切换功能,(试枪功能主板没有驱动输出)
4、设置功能:可设置机器类型、霍尔类型、模式参数。所有设置值均可保存,掉电不丢失
2.3 参数列表:
常按JOB键5S进入设置状态,调节中间的切换编码器,可从P01到P10变换,调节电流编码器可设置参数大小。按一下JOB退出设置。设置好参数后板重新上电。
参数型号最大值
最小值(min)递进默认值单位(备注)
(max)
P01霍尔类型3000 100 1 3000 A
P02机器类型3000 100 1 3000 A
3.操作说明:
3.1、面板功能按键切换到试枪上,试枪指示灯亮,按枪主板没有驱动输出,焊
机不工作,可以进行试枪操作。
3.2、面板功能按键切换到焊接上,焊接指示灯亮,当焊枪与工件短路时(即枪
头短路检测被短路),按枪就有驱动输出,焊机工作,可以进行焊接。(参数由面板调节)
3.3名词解释
1、前气时间——提前送气时间。
2、引弧电流——按枪未焊接前的电流
3、引弧时间——引弧电流所用的时间。
4、焊接电流——是焊接时的输出电流
5、焊接时间——是焊接电流所用的时间
6、带电顶锻时间——是带电顶锻电流所用的时间
7、带电顶锻电流——是焊接电流结束后输出的电流
3.4操作
类型功能操作及显示说明
JOB 按键1、按JOB键选择工作号,工作号从0到9,可存储10组参数
2、常按JOB键3秒,进入设置状态,在设置状态下,按JOB键退出设置状态。
调节按钮K1
正常模式下:
旋转进行参数调节
设置模式下:
1.旋转用于调节参
数
正常模式下:
旋转调节按钮,改变当前状态的参数,顺时针旋转增加,逆时针
旋转减少,(10s之后数据将自动存储)。
设置模式下:
1.旋转调节按钮,用于调节当前状态参数,顺时针旋转增加,逆
时针旋转减少。
调节
按钮
K2
正常模式下:
旋转进行功能切换
设置模式下:
旋转用于切换功能
正常模式下:
旋转进行功能切换
设置模式下:
旋转调节按钮,设置参数从P01到P10变换。
故障指示
1、接触指示:判断枪头与工件短路,短路时灯亮
2、过热指示:温度开关为常闭,断开时,过热指示灯亮,数码管显示E01
3、工作指示:枪头与工件短路(即接触指示亮)按枪工作指示亮
4、出现电源故障,缺相时,电源指示灯亮,数码管显示E04
4、螺柱焊的过程
螺柱焊的基本过程是引弧→焊接电弧→顶锻→冷却凝固;在这一过程中,焊接电流、焊接时间以及焊接过程中电弧的形态,对焊接结果有很大影响。
螺柱焊的引弧受程序控制,先是螺钉接触到工件,当按住启动按钮后,焊机首先提供一个微小的引弧电流,之后螺钉被提升,在螺钉尖端的铝极与工件之间建立电弧。(说明:铝极是襄嵌在螺柱尖端的一部份铝材料,其作用是便于引弧及还原被氧化的铁。)
当建立了电弧之后,焊机自动进入大电流焊接:螺柱端部开始熔化,工件上形成溶池。此时的燃弧过程称焊接电弧阶段。
当到达设定的焊接时间之后,电弧熄灭,螺柱在外力(一般为弹簧力)的作用下,浸入溶池。进入顶锻阶段。然后,溶池自然冷却凝固,完成焊接过程。
目前,我国汽车制造业主要应用的螺柱焊接技术是短周期拉弧式螺柱焊,辅以相关的自动控制设备,大幅提高了汽车的焊接质量,提升了汽车品质。 螺柱焊接技术由于具有快速、可靠、操作简单和成本低等优点,可替代铆接、钻孔、手工电弧焊和钎焊等连接工艺,可焊接碳钢、不锈钢、铝以及铜及其合金等金属,现在已广泛应用在汽车、船舶制造等领域。我国应用螺柱焊接技术的历史不长,但是随着我国经济的快速发展和制造业水平的不断提高,螺柱焊接技术正被越来越多的国内企业所采用。 螺柱焊接技术及原理 将螺柱或类似的金属柱状物及其他紧固件焊接在工件上的方法称为螺柱焊。实现螺柱焊的方法有多种:电阻焊、摩擦焊、爆炸焊及电弧焊等。目前应用最广泛的方法是电弧法螺柱焊,根据焊接电源的不同,可细分为储能式(电容放电)螺柱焊和拉弧式螺柱焊。 1.储能式螺柱焊 储能式螺柱焊由充电电容放电提供焊接所需的能量,当电容放电时,螺柱和工件之间出现很短时间的电弧,电弧会熔化工件表面和螺柱顶端的少量金属,随后螺柱浸入熔池,熔化金属迅速冷却,形成焊接接头。储能式螺柱焊的焊接时间极短,通常情况下在5ms 之内,无需保护气体;熔池浅,约0.1mm,工件背面无变形、压痕,适于薄板焊接; 可用于焊接碳钢、不锈钢、铝、铜及其合金等金属;板厚与螺柱直径比可达1∶10。 储能式螺柱焊设备根据焊枪的配置不同,可分为接触式和间隙式两种。 接触式螺柱焊依靠焊枪内置弹簧压紧螺柱,工件和螺柱之间的距离由螺柱顶部小凸台来保证,当电容放电时,小凸台迅速气化,螺柱和工件之间出现电弧,电弧产生的热量使螺柱顶部形成熔化层,工件表面形成很浅的熔池。在焊枪内置弹簧压力下,螺柱快速下
螺柱焊机及其焊接工艺 单位:二十二冶市政工程分公司姓名:徐升乾 时间:2010年4月 前言
所谓螺柱焊是指在金属或类似金属件的端面与另一金属工件表面之间产生电弧,待接合面熔化时迅速施加压力,完成焊接的一种方法。螺柱焊接方法起源于1918年,由于这种焊接新技术具有快速、可靠、简化工序、降低成本等一系列优点,因而引起了世界各国的普遍重视,经过不断地改进和完善,特别是二次世界大战后得到了迅速发展,现已广泛应用到桥梁、高速公路、房屋建筑、造船、汽车、电站、电控柜等行业。可焊接低碳钢、不锈钢、低合金钢,铜、铝及其合金材质的螺柱、焊钉、销钉、栓钉等。据报道1),日本园柱头焊钉(栓钉)的年焊接量为6000万个,异型棒状焊钉年焊接量为300万个。可见螺柱焊接在日本钢结构建筑中的应用规模。近年来我国经济建设发展迅速,使用螺柱焊接的领域也越来越广泛,因此有必要对螺柱焊接技术和焊接工艺进行深入研究,以便提高焊接质量,推广普及这种焊接技术。 螺柱焊接技术发展到今天,已经成为西方发达国家的一种基本的热加工方法,螺柱(焊钉)的焊接大约有80%以上是通过螺柱焊机完成的。而我国1986年才在成都试制成功第一台螺柱焊机。至于螺柱焊接技术的应用,还是从上世纪的九十年代才逐步展开的,到现在也只有20来年的历史,因此螺柱焊在我国还是一种刚刚兴起的行业,不论焊接设备,还是焊接工艺都与国外有不少差距。分析这种差距,并逐步缩短这种差距,直至赶超世界水平则是我国螺柱焊接行业的神圣使命。 1.螺柱焊机的分类 螺柱焊机分为电弧螺柱焊机和电容放电螺柱焊机两大类,前者以弧焊整流器作为电源进行焊接,后者则以电容器贮存的能量瞬间放电而进行焊接。两种焊接方式的特点及应用情况见表1。 表1 电弧螺柱焊和电容放电螺柱焊的特点
螺柱焊工艺 所谓螺柱焊是指在金属或类似金属件的端面与另一金属工件表面之间产生电弧,待接合面熔化时迅速施加压力,完成焊接的一种方法。螺柱焊接方法起源于1918年,由于这种焊接新技术具有快速、可靠、简化工序、降低成本等一系列优点,因而引起了世界各国的普遍重视,经过不断地改进和完善,特别是二次世界大战后得到了迅速发展,现已广泛应用到桥梁、高速公路、房屋建筑、造船、汽车、电站、电控柜等行业。可焊接低碳钢、不锈钢、低合金钢,铜、铝及其合金材质的螺柱、焊钉、销钉、栓钉等。据报道1),日本园柱头焊钉(栓钉)的年焊接量为6000万个,异型棒状焊钉年焊接量为300万个。可见螺柱焊接在日本钢结构建筑中的应用规模。近年来我国经济建设发展迅速,使用螺柱焊接的领域也越来越广泛,因此有必要对螺柱焊接技术和焊接工艺进行深入研究,以便提高焊接质量,推广普及这种焊接技术。 螺柱焊接技术发展到今天,已经成为西方发达国家的一种基本的热加工方法,螺柱(焊钉)的焊接大约有80%以上是通过螺柱焊机完成的。而我国1986年才在成都试制成功第一台螺柱焊机。至于螺柱焊接技术的应用,还是从上世纪的九十年代才逐步展开的,到现在也只有20来年的历史,因此螺柱焊在我国还是一种刚刚兴起的行业,不论焊接设备,还是焊接工艺都与国外有不少差距。分析这种差距,并逐步缩短这种差距,直至赶超世界水平则是我国螺柱焊接行业的神圣使命。 1.螺柱焊机的分类 螺柱焊机分为电弧螺柱焊机和电容放电螺柱焊机两大类,前者以弧焊整流器作为电源进行焊接,后者则以电容器贮存的能量瞬间放电而进行焊接。两种焊接方式的特点及应用情况见表1。 表1 电弧螺柱焊和电容放电螺柱焊的特点 焊接方式焊接时间tw ms 可焊螺柱直径d mm 焊接电流I A 保护方式最低板厚 电弧螺柱焊瓷环保护>100 3~25 300~3000 瓷环 1/4d但不能小于1mm 气体保护>100 3~16 300~3000 气体 1/8d但不能小于1mm 短周期焊接≤100 3~12 ≤1500 不保护或气体保护 1/8d但不能小于0.6mm
第2章螺柱焊的过程及工艺参数 螺柱焊的过程 螺柱焊的基本过程是引弧→焊接电弧→顶锻→冷却凝固;在这一过程中,焊接电流、焊接时间以及焊接过程中电弧的形态,对焊接结果有很大影响。 螺柱焊的引弧受程序控制,先是螺钉接触到工件,当按住启动按钮后,焊机首先提供一个微小电流,之后螺钉被提升,在螺钉尖端的铝极与工件之间建立电弧。(说明:铝极是襄嵌在螺柱尖端的一部份铝材料,其作用是便于引弧及还原被氧化的铁。)当建立了电弧之后,焊机自动进入大电流焊接:螺柱端部开始熔化,工件上形成溶池。此时的燃弧过程称焊接电弧阶段。 当到达设定的焊接时间之后,电弧熄灭,螺柱在外力(一般为弹簧力)的作用下,浸入溶池。进入顶锻阶段。 然后,溶池自然冷却凝固,完成焊接过程。 螺柱焊的工艺参数 螺柱焊的工艺参数主要包括极性选取、电流和焊接时间的选择、提升高度、浸入尺寸及速度的调节。首先说明的是,螺柱直径增加时,焊接所需要的能量也增加。 1.极性 极性是指工件到焊接电源的连接方式,以工件为准:工件接正极即为正极性,工件接负即为负极性。 一般的钢质螺钉采用正极性接法。而对于铝及其合金,黄铜材料的螺钉,常采用负极性连接方式。 2.焊接电流与焊接时间 一般情况下,焊接电流正比与螺柱的公称直径。当直径小于16mm时,焊接电流一
般是公称直径的80倍,即10mm的螺钉,使用的焊接电流为800A。当直径超过16mm 时,焊接电流一般取值为公称直径的90倍。当螺钉材料为合金钢时,电流取值减少10%。焊接时间的取值也与直径成比例关系:对于公称直径小于12mm的螺柱,一般取(d为螺柱的公称直径),对于公称直径大于12mm的螺柱,一般取。 如果焊接位置不是平焊,而是横焊或仰焊,一般采用增大电流和减少焊接时间进行焊接。当工件为薄板时,为了不致工件烧穿,也采用增大电流和减少焊接时间的方法。 3.提升高度 对于不同直径形状的螺柱,要求的提升高度是不一样的,提升高度是否合适,要看是否在焊接过程中出现磁偏吹或短路。当提升高度过大时,电弧燃烧不稳定,容易产生电弧漂移和电弧偏吹。提升高度过小时,电弧容易产生短路而断弧。提升高度对于同一端部形状的螺柱来说,正比于其公称直径,一般在~4mm变化. 4.浸入尺寸和浸入速度 一般要求螺柱浸入工件尺寸为3-8mm,且正比于螺柱直径。浸入尺寸取决于螺柱下降时的速度和压力。螺柱下降速度越快,压力越大,则浸入的尺寸越大,此时飞溅越大;反之,则浸入尺寸较小,飞溅较小。但如果螺柱下降速度太小,则螺柱有可能不能浸入溶池,出现焊接不牢的现象。调节浸入速度的方法是调节焊枪阻尼。(调整方法参阅后面有关章节) 表不通螺柱直径的提升高度和浸入尺寸
编号:XX-XX-XX 螺柱焊接作业指导书 编制: 审核: 批准:
本文件自二OXX年X月XX日起实施 XXXXXXXXXX有限公司 一、范围 本指导书规定了耐候钢伸缩装置螺柱焊焊接的要求、方法、工艺参数及检验等。 本指导书适用于耐候钢伸缩装置螺柱焊焊接,其它产品的螺柱焊接可参照执行。 二、目的 指导操作工人采用螺柱焊接机焊接无砟轨梁铁路伸缩装置严格按照指导书进行操作,保证各个栓钉与型钢焊接符合设计要求。 三、焊接方法与步骤 1)合上电箱上的总开关。 2)按动焊机开机钮,等待一分钟,观察焊机是否正常。 3)焊枪不装栓钉,空枪试一下,观察提升时间等控制是否正常,正常后即可试焊。 4)试焊实验件合格后,即可正式工作。所用焊钉瓷环应符合国家标准,并烘干
等,确保施工质量。 5)将型钢放在焊接工作平台上,清洁焊接表面。清洁面积应大于焊接用瓷环覆盖面积; 6)根据栓钉直径,将电流按钮旋至相应的φ值、时间按钮进行相应调节。 7)将栓钉装到夹头上(要夹紧和插到位),将瓷环套到栓钉上,并推至压板的下面,栓钉高于瓷环牙口5~8mm,与工件焊接位置接触。 8)按动焊枪上焊接开关,焊枪自动向上吸起,栓钉缩回瓷环内部6~7mm,焊枪与工件起弧燃烧形成熔池。 9)焊接时间结束后,焊枪将栓钉压入熔池部分,铁水填满瓷环空处形成焊脚。10)拔出焊枪,焊缝凝固后敲掉瓷环,栓钉焊接完毕。 11)关机:按一下焊机上的关机钮,焊机关机后拉掉电箱里与本设备所接开关。 四、焊接工艺参数 以下是低碳钢焊钉的经验参数,可根据实际情况进行调节。 普通焊接 规格 伸出长度mm 提伸高度mm 焊接电流A 焊接时间S φ10 4 1.5 570~590 0.70 φ12 4~5 2~3 800 0.60 φ13 5~6 4~5 1000 0.70 φ16 5~65~6 1200 0.90 φ19 5~66~8 1400 1.20 φ22 5~78~9 1720 1.25 φ25 5~78~9 2150 1.30 五、安全注意事项
标准件选用手册
目次 1紧固件产品分类 (1) 1.1按大类分 (1) 1.2螺栓连接的分类 (1) 1.2.1按受力形式分类 (1) 1.2.2根据安装状态分类 (1) 1.2.3按产品等级分类 (2) 1.3按采用产品的螺纹分类 (2) 1.4按螺栓材料与性能等级分类 (2) 1.5高强度螺栓简单分类 (2) 2紧固件常用螺纹 (2) 2.1基本尺寸 (2) 2.2普通螺纹公差与配合的选用 (2) 2.3普通螺纹的标记 (5) 2.4自攻(含锁紧)螺钉用螺纹、螺杆螺纹 (5) 2.4.1自攻螺钉用螺纹 (5) 2.4.2自攻锁紧螺钉的螺杆粗牙普通螺纹系列 (6) 3紧固件的机械性能 (6) 3.1螺栓、螺钉、螺柱的机械性能 (6) 3.1.1适用范围 (6) 3.1.2 螺栓、螺钉、螺柱的性能等级 (6) 3.1.3 材料和热处理、回火温度 (6) 3.1.4 螺栓、螺钉和螺柱的机械和物理性能 (7) 3.1.5 粗牙螺纹最小拉力载荷 (8) 3.1.6 粗牙螺纹保证载荷 (9) 3.1.7 细牙螺纹最小拉力载荷 (10) 3.1.8 细牙螺纹保证载荷 (11) 3.2螺母(粗牙、细牙)的机械性能 (12) 3.2.1 适用范围 (12) 3.2.2 螺母粗牙螺纹的性能等级 (12) 3.2.3 螺母细牙螺纹的性能等级 (17)
3.3 自攻螺钉 (20) 3.3.1金相与硬度 (20) 3.3.2机械性能 (21) 3.4抽芯铆钉 (21) 3.4.1机械性能等级 (21) 3.4.2机械性能 (22) 3.5 蝶形螺母保证扭矩 (22) 4 紧固件的连接方式选用 (22) 4.1紧固件的连接特性及基本要求 (22) 4.1.1紧固件连接的受力和传力方式 (22) 4.1.2紧固件连接的失效形式 (23) 4.1.3紧固件连接设计的基本要求 (23) 4.2螺栓连接的预紧 (23) 4.2.1预紧的目的 (23) 4.2.2预紧力的确定 (23) 4.2.3拧紧力矩 (24) 4.2.3.1拧紧力矩的计算 (24) 4.2.3.2紧固件的拧紧扭矩 (24) 4.2.4预紧力的控制方法 (27) 4.3螺纹连接的防松 (27) 5紧固件的选用原则 (27) 5.1正确选择紧固件的外形 (27) 5.2选用适合的精度等级 (28) 5.3选择适用的紧固件材料 (28) 5.4选用合适的表面处理方法 (29) 6标准件选用范围及标注 (29) 6.1标准件分类 (29) 6.2标准件明细 (29) 6.3标准件的选用范围 (29)
第2章螺柱焊的过程及工艺参数 2.1螺柱焊的过程 螺柱焊的基本过程是引弧→焊接电弧→顶锻→冷却凝固;在这一过程中,焊接电流、焊接时间以及焊接过程中电弧的形态,对焊接结果有很大影响。 螺柱焊的引弧受程序控制,先是螺钉接触到工件,当按住启动按钮后,焊机首先提供一个微小电流,之后螺钉被提升,在螺钉尖端的铝极与工件之间建立电弧。(说明:铝极是襄嵌在螺柱尖端的一部份铝材料,其作用是便于引弧及还原被氧化的铁。) 当建立了电弧之后,焊机自动进入大电流焊接:螺柱端部开始熔化,工件上形成溶池。此时的燃弧过程称焊接电弧阶段。 当到达设定的焊接时间之后,电弧熄灭,螺柱在外力(一般为弹簧力)的作用下,浸入溶池。进入顶锻阶段。 然后,溶池自然冷却凝固,完成焊接过程。 2.2螺柱焊的工艺参数 螺柱焊的工艺参数主要包括极性选取、电流和焊接时间的选择、提升高度、浸入尺寸及速度的调节。首先说明的是,螺柱直径增加时,焊接所需要的能量也增加。 1.极性 极性是指工件到焊接电源的连接方式,以工件为准:工件接正极即为正极性,工件接负即为负极性。一般的钢质螺钉采用正极性接法。而对于铝及其合金,黄铜材料的螺钉,常采用负极性连接方式。 2.焊接电流与焊接时间 一般情况下,焊接电流正比与螺柱的公称直径。当直径小于16mm时,焊接电流一般是公称直径的80倍,即10mm的螺钉,使用的焊接电流为800A。当直径超过16mm时,焊接电流一般取值为公称直径的90倍。当螺钉材料为合金钢时,电流取值减少10%。焊接时间的取值也与直径成比例关系:对于公称直径小于12mm的螺柱,一般取0.02d(d为螺柱的公称直径),对于公称直径大于12mm的螺柱,一般取0.04d。 如果焊接位置不是平焊,而是横焊或仰焊,一般采用增大电流和减少焊接时间进行焊接。当工件为薄板时,为了不致工件烧穿,也采用增大电流和减少焊接时间的方法。 3.提升高度 对于不同直径形状的螺柱,要求的提升高度是不一样的,提升高度是否合适,要看是否在焊接过程中出现磁偏吹或短路。当提升高度过大时,电弧燃烧不稳定,容易产生电弧漂移和电弧偏吹。提升高度过小时,电弧容易产生短路而断弧。提升高度对于同一端部形状的螺柱来说,正比于其公称直径,一般在
Q/CC 长城汽车股份有限公司发布
前言 在白车身焊接工艺中,螺柱焊接质量直接影响着整车的装配,为了提高螺柱焊接质量,○b规范其焊接控制方法,保证和提高整车的装配性,从而编制本标准。 本标准由长城汽车股份有限公司工程院焊装技术部提出; 本标准由长城汽车股份有限公司工程院综合技术部归口; 本标准主要起草单位:工程院焊装技术部; 本标准主要起草人:武万斌、齐庆祝、张彭、王晓阳、朱士超、刘英明。
螺柱焊焊接质量规范○b 1 范围 本标准规定了白车身螺柱焊接的判断基准、焊接过程注意事项、螺柱焊接的检验方法、检验频次等要求。○b 本标准适用于长城汽车股份公司各制造事业部及子公司所有涉及到螺柱焊作业的部门。 2 术语和定义 下列术语和定义适用于本标准。 2.1 储能式螺柱焊 储能式螺柱焊:储能式螺柱焊机采用大容量电容作为焊接能量的来源,通过可控硅精确控制放电时间,以瞬间低电压-强电流的方式将螺柱尖端迅速熔化,在外加压力的作用下使螺柱和工作面间隙快速合并,将螺柱牢固的焊接在工作面上,整个过程持续约1 ms~3 ms,储能式螺柱焊焊接过程见图1。 图1 储能式螺柱焊焊接过程 2.2 拉弧式螺柱焊 拉弧式螺柱焊:螺柱接触工件,通电后利用螺柱夹持机构提升螺柱,此时螺柱与工件之间出现稳定燃烧电弧,电弧热熔化螺柱顶部和工件表面,随后螺柱夹持机构压迫螺柱下沉到工件熔池,断电后形成焊接接头,拉弧式螺柱焊焊接过程见图2。 图2 拉弧式螺柱焊焊接过程 3 螺柱焊接质量判定标准○b 螺柱焊接质量判定标准见表1。○b
表1螺柱焊接质量判定标准○b 序号项目标准图片备注 1 虚焊螺柱应完全插入溶池,螺柱 周围焊接均匀 外观 2 熔池过大熔池满足实际焊接效果,表 面均匀美观 外观 3 螺柱倾斜变形焊接时螺柱应垂直焊接表 面倾斜角度为90°±5° 外观 4 母材背面变形焊件背面无严重变形,不影 响后续装配及功能要求 外观 5 焊穿焊件背面无烧穿孔外观 6 螺纹损坏焊接过程中要保证螺纹不 被损坏,用相应的螺母能 够顺利拧入视为合格 外观 7 倾斜检验捶击检验时,当螺柱倾斜角 度不小于30°时,螺柱无裂 纹或假焊等缺陷。 强度 8 扭力扳手检验最小抗扭力值满足相关标 准要求(见表4) 强度
螺柱焊机及其焊接技术 前言 所谓螺柱焊是指在金属或类似金属件的端面与另一金属工件表 面之间产生电弧,待接合面熔化时迅速施加压力,完成焊接的一种方法。螺柱焊接方法起源于1918年,由于这种焊接新技术具有快速、可靠、简化工序、降低成本等一系列优点,因而引起了世界各国的普遍重视,经过不断地改进和完善,特别是二次世界大战后得到了迅速发展,现已广泛应用到桥梁、高速公路、房屋建筑、造船、汽车、电站、电控柜等行业。可焊接低碳钢、不锈钢、低合金钢,铜、铝及其合金材质的螺柱、焊钉、销钉、栓钉等。近年来我国经济建设发展迅速,使用螺柱焊接的领域也越来越广泛,螺柱焊接技术发展到今天,已成为一种基本的热加工方法,螺柱(焊钉)的焊接大约有90%以上是通过螺柱焊机完成的。 1.螺柱焊机的分类 螺柱焊机分为电弧螺柱焊机和电容放电螺柱焊机两大类,前者以弧焊整流器作为电源进行焊接,后者则以电容器贮存的能量瞬间放电而进行焊接。两种焊接方式的特点及应用情况见表1。 表1 电弧螺柱焊和电容放电螺柱焊的特点:
注:最低板厚是指避免烧穿的厚度。 1.1 电弧螺柱焊机 电弧螺柱焊机是由焊接电源、控制器、焊枪、地线钳、焊接电缆等部分组成。但大多数焊接设备的焊接电源都与控制器合并为一体,称为主机。比较先进的控制方式是使用微处理器,以便精确设置和适时控制焊接过程中的焊接电流、焊接时间等参数。焊接电源一般为晶闸管控制的或逆变式的弧焊整流器。逆变式的弧焊整流器体积小、重量轻、动特性好,无疑是焊机的首选,但受大功率器件的限制,所以目前大容量的焊机还是以晶闸管控制的弧焊整流器为主。但不论那种结构的焊接电源,其安全要求都应符合ISO14555的规定。用于螺柱焊的直流焊接电源应具有以下特点: a、焊接电源应具有下降的静外特性。只有这样才能维持电弧
一螺柱焊的原理与用途 采用螺柱焊的连接方法可将金属螺柱、销钉或类似连接紧固件焊至工件上的焊接方法。 焊接时螺柱被夹持在焊枪的夹持器内,操作者或机器人将焊枪移至焊接位置,螺柱与工件接触。焊枪中的磁力提升机构使螺柱上升与工件脱离接触,控制机构同时在螺柱与工件间施加一引弧电压,在螺柱端面与工件间引出电弧,电弧使螺柱端面与工件熔化。随着螺柱被提升到设定的高度,工件间的电压被加到焊接电压,焊接时间达到预设时间,焊接电压被切断并同时提升机构的电磁铁被断电,螺柱在焊枪的弹簧机构的弹力作用下浸入工件熔化形成的熔池,螺柱将部分液态金属挤出,熔池金属冷却结晶形成螺柱与工件的共同连接接头。 二焊接设备及焊接定位夹具 螺柱焊接系统包括焊接电源、焊接控制器、送料机构、焊枪、手工焊接需采用焊接定位夹具确保螺柱焊接位置的准确。 三焊接工艺参数 根据螺柱的型号、直径,焊接工件的材料、厚度等条件选择下列螺柱焊工艺参数:引弧电压、螺柱提升高度、焊接电压、焊接电流、焊接时间。 四焊接操作 1接通焊机电源,检查焊接电缆是否可靠连接,送料机构里螺柱品种是否正确、数量合适,送钉正常。 2焊接时保证焊枪与工件表面垂直,如不垂直要及时调整焊枪的焊接角度。 3进行焊接。焊接过程中要定期检查螺柱夹持器的烧损情况,及时更换。定期清理防护套内壁上的焊接飞溅。 4焊后清理工件表面上的焊接飞溅。 五. 焊工 焊工必须经过专门的训练并具备下列专业知识和技能: (1)熟悉焊机基本技术性能; (2)熟知焊机维护,使用及调整方法; (3)熟知被焊总成的技术要求,装配要点及使用情况; (4)了解工艺参数的选择原则,协助设备调整人员对工艺参数进行调整。
1 NX for China NX for China 使用手册使用手册 目录目录 一. 环境设置 2 二. 菜单 2 三.功能说明 2 1.定制的模型模板和工程图模板 3 2.定制的用户默认设置 4 3.齿轮建模工具 4 4. GB 标准件库 4 5. 质量检查工具 5 6.属性填写工具 6 7.常用中文字体 7 8. GB 螺纹 7 9. GB 制图标准 8
环境设置 一.环境设置 从NX604版本开始, NX提供了NX for China插件,此插件默认安装在 %UGII_BASE_DIR\LOCALIZAION\PRC, 当用户设置了NX的中文环境 UGII_LANG=simpl_chinese, NX for China插件将自动生效。如果没有设置 UGII_LANG=simpl_chinese, 用户可以设置UGII_COUNTRY=prc, 使NX for China插件生效。 菜单 二.菜单 在中文NX中, NX for China插件使用中文菜单。在英文NX中, NX for China插件使 用英文菜单。 图1 中英文菜单 功能说明 三.功能说明 NX For China 插件提供了以下的功能。 1.定制的模型模板和工程图模板 2.定制的用户默认设置 3.齿轮建模工具 4.GB 标准件库 5.模型设计质量检查工具 6.常用中文字体 7.属性填写工具 8.GB 螺纹 9.GB 制图标准 具体功能描述如下: 2
定制的模型模板和工程图模板 1.定制的模型模板和工程图模板 插件中提供的模型模板和工程图模板是针对中国用户的建模和制图规范专门定制的。 模型模板文件中提供了模型和装配两个公制模板,并在模板中定制了常用的部件属性,规范的图层设置和引用集设置等。 图2 建模模板 工程图模板中提供了图幅为A0++,A0+,A0,A1,A2,A3,A4的零件制图模板和装配制图模板。在每个模板文件中都按 GB定制了图框,标题栏,制图参数预设置等。在装配制图模板中还按GB定制了明细栏。 图3 制图模板 3
螺柱焊(stud welding) 将螺柱一端与板件 (或管件 )表面接触并通电引弧,待接触面熔化后,给螺柱一定压 力完成焊接的方法。 螺柱焊钉 螺柱焊( stud welding)是将螺柱一端与板件(或管件)表面接触,通电引弧, 待接触面熔化后,给螺柱一定压力完成焊接的方法。电弧螺柱焊用圆柱头焊钉适用高层钢骨结构建筑、工业厂房建筑、公路、铁路、桥梁、塔架、汽车、能源、交通设施建筑、机场、车站、电站、管道支架、起重机械及其它钢结构等。 简介主要由螺柱焊电源和焊枪组成. 电弧螺柱焊的基本原理是在待焊螺柱与工件间引燃电弧,当螺柱与工件被加热到合适温度时,在外力作用 下,螺柱送入工件上的焊接熔池形成焊接接头。根据焊接过程中所用焊接 电源的不同,传统电弧螺柱焊可以分为普通电弧螺柱焊和电容储能电弧螺 柱焊两种基本方法 螺柱焊原理分析螺柱焊是将金属螺柱或其他紧固件焊接在工件上的方法。 实现螺柱焊接的方法有多种,如:拉弧式螺柱焊、储能式螺柱焊、电阻焊、 螺柱焊机、储能式凸焊等。与之相对应的焊机也有所不同,分别为拉弧式 螺柱焊机、电阻焊机、凸焊机等。 [1] 螺柱焊机在国内有多种非正规称法,如种焊机,植焊机,种钉机,植钉机,植焊机,螺钉焊机,螺丝焊机等等,均是指螺柱焊机。 储能式螺柱焊机 储能式螺柱焊机采用大容量电容作为焊接能量的来源,通过可控硅精 确控制放电时间,以瞬间低电压-强电流的方式将螺柱尖端迅速熔化,使螺柱和工作面间隙快速合并,将螺柱牢固的焊接在工作面上,整个过程持续 约 1-3ms。 储能式螺柱焊机的工作原理简图如下:
螺柱焊原理图 储能式螺柱焊机采用 220V交流电,通过变压器 1降压,再通过整流桥 2将交流电变为直流电,经过双向整流管3和充电电阻向电容 6充电。由智能芯片精确控制可控硅 5,使储能电容 6瞬间释放全部电量完成整个焊接过程。 储能式螺柱焊机广泛运用于钣金工程、电子业开关柜、试验和医疗设 备、食品工业、家电工业、通讯工程、工业全套炊具、办公室和银行设备、 投币式督货机、玻璃幕墙结构和绝缘技术等。 螺柱焊的特点 1.非常节省时间和成本所有螺柱焊的结构不用钻孔,冲孔,车螺纹,铆接,拧螺纹和精整等步骤。 2.不断扩展结构设计的应用潜力在螺柱焊时起焊接过程是短时间,大电 流和较小的熔深。因此,可以焊接到很薄的板材上。对于使用陶瓷环拉弧 螺柱焊和短周期拉弧螺柱焊的板厚可以到1mm。电容放电拉弧螺柱焊可以到0.6mm,而储能式螺柱可以到0.5mm。 螺柱焊的工件必须是从一侧焊接。 能在全位置焊接,借助于扩展器可以焊接到受限制的垂直隔板上。 由于是短时间焊接且焊后很少变形,故不需要修整。 因为焊接的结构不需要钻孔,故不会造成泄漏。 螺柱焊的接头可以达到很高的强度,即螺柱焊的接头强度大于螺柱本 身强度。 在镀层或高合金板材焊接后,背面没有印痕。 3.良好的经济性 螺柱焊相对于其他焊接方法的优点,在于焊接功率上。对于批量生产 的工件,在很短的焊接时间( 3-980ms)内可打到 8-40个/min(根据不同 直径螺柱和不同焊接功率)。而自动送料螺柱焊机可以达到 60个/min 的超高效率。 标准的螺柱是低成本的。 螺柱焊设备和焊枪具有多种类型,设备的购置费用相对较低。
螺柱焊接原理简介 ——供稿人:集团技术管理部刘春峰 螺柱焊接是将直径2-25mm的螺柱或柱状金属高效、低成本、全断面融合地焊接在金属表面的一种特种焊接工艺方法。此项技术的应用可替代一些传统的加工方法,例如:钻孔、攻丝、手工焊接、焊后处理等。 螺柱焊接过程:首先,将焊接螺柱(或柱状金属)放置于焊接母材上;随后,提升焊接螺柱,同时导通电流,在焊接螺柱和焊接母材之间激发电弧,电弧将焊接螺柱端部和焊接母材表面溶化,并形成焊接熔池;接下来,焊接螺柱和焊接母材相对运动,焊接螺柱在一定速度下受控地插入熔池;最后,焊接电流终止,电弧熄灭,同时熔池凝固,焊接过程完成,形成全断面熔合的焊缝。 螺柱焊接优点:①焊缝全断面熔合,提高了焊接部位的安全性; ②焊接在瞬间完成,提高了焊接工作效率;③可适应多种金属材料; ④热影响区小,焊接母材变形小;⑤焊接损伤很小,母材背面没有或只有很小的焊接损伤;⑥保持中空零件的密闭性;⑦实现单面焊接; ⑧操作简便。
螺柱焊接分类:根据焊接的特性和电源原理,我们通常将螺柱焊接分为电容储能式螺柱焊接和拉弧式螺柱焊接,前者焊接在0.003秒内完成,用于在薄板上焊接螺柱,后者焊接时间在0.1-1.5秒内完成,用于在更复杂的环境下焊接螺柱。 电容储能式螺柱焊接具体可分为:①接触式螺柱焊接;②间隙式螺柱焊接。 拉弧式螺柱焊接具体可分为:①陶瓷保护环模式螺柱焊接;②气体保护模式螺柱焊接;③短周期模式螺柱焊接(分为有气体保护和无气体保护二种)。 无论采用哪种螺柱焊接工艺,要想取得理想的焊接效果,都需要我们对以下参数严格控制: 例如:焊接时间,焊接电流,运动的可控性,设备的易操作性,被焊金属材料的成分等。 以下图示了几种常用的螺柱焊接工艺方法: ●接触式电容储能螺柱焊接: 是一种最常用的电容储能螺柱焊接方法(从下图0.001秒开始工作) ●间隙式电容储能螺柱焊接:
螺柱焊机及螺柱焊技术 (成都斯达特焊接研究所成都610051) 摘要:文章介绍了螺柱焊机和螺柱焊接工艺参数,并对电弧螺柱焊机的焊接电源、栓钉穿透焊工艺以及我国螺柱焊接技术的现状作了深入的分析,阐述了螺柱焊接技术的发展趋势。 关键词:螺柱焊机螺柱焊接工艺栓钉穿透焊螺柱焊技术发展 所谓螺柱焊是指在金属或类似金属件的端面与另一金属工件表面之间产生电弧,待接合面熔化时迅速施加压力,完成焊接的一种方法。螺柱焊接方法起源于1918年,由于这种焊接新技术具有快速、可靠、简化工序、降低成本等一系列优点,因而引起了世界各国的普遍重视,经过不断地改进和完善,特别是二次世界大战后得到了迅速发展,现已广泛应用到桥梁、高速公路、房屋建筑、造船、汽车、电站、电控柜等行业。可焊接低碳钢、不锈钢、低合金钢,铜、铝及其合金材质的螺柱、焊钉、销钉、栓钉等。 1螺柱焊机的分类 螺柱焊机分为电弧螺柱焊机和电容放电螺柱焊机两大类,前者以弧焊整流器作为电源进行焊接,后者则以电容器储存的能量瞬间放电而进行焊接。两种焊接方式的特点及应用情况见表1。 1.1 电弧螺柱焊机 电弧螺柱焊机是由焊接电源、控制器、焊枪、地线钳、焊接电缆等部分组成。但大多数焊接设备的焊接电源都与控制器合并为一体,称为主机。比较先进的控制方式是使用微处理器,以便精确设置和适时控制焊接过程中的焊接电流、焊接时间等参数。焊接电源一般为晶闸管控制的或逆变式的弧焊整流器。 用于螺柱焊的直流焊接电源应具有以下特点: a、焊接电源应具有下降的静外特性。只有这样才能维持电弧的稳定性,保证焊接质量。 b、焊接电源应有引弧电流(40~50A)和较高的空载电压(70~100V),以确保100%的引弧成功率,对于大直径的螺柱焊接,其空载电压甚至超过100V。只有这样才能满足提升高度较大时的需求。 c、要有较高的负载电压。按弧焊电源下降特性的定义,当焊接电流≥600A时,
0100/06.02 The latest generation of thread inserts Thread technology for high strength fastenings Simple – fast – long lasting https://www.doczj.com/doc/912163264.html,
Contents 2HELICOIL?plus Thread Technology page The system3 The technology3 The versions4 The applications5 The advantages 5 – 7 Application examples8 / 9 Materials / Thread forms10 Design guidelines11 Technical data of the thread inserts11a – 17 STRIPFEED?magazined thread inserts18 "pick and place" equipment Installation19 System components for installation HELICOIL?plus page Advisory service20 Standard range of HELICOIL?plus manual and machine taps21 HELICOIL?plus machine taps für special requirements22 Thread tolerances of the holding threads23 Manual taps24 – 27 Combined tap and cutting tools26 / 27 Machine taps28 – 31 Internal thread gauges for HELICOIL?plus threads32 Manual installation tools, electrical and battery installation tools and installation accessories33 – 37 Mechanical installation tools38 – 40 Accessoires for mechanical installation tools41 Semi- and completely automatic installation tools, tang break-off tool, unscrewing tools42 Examples of equipment and special machines for the semi-automatic installation of HELICOIL?plus43 HELICOIL?plus repair kits, range kits and HELICOIL?nuts44 B?llhoff and the HELICOIL?plus production45 Subject to technical modifications without notification. All dimensions in mm.
螺柱焊接方法分类及应用 ——摘自《焊接设备选用手册》 金属结构加工制造的高速发展和技术进步对将金属螺柱(或类似的金属紧固件如栓、钉、锚等)焊到板件(或管件)上去形成T形接头的连接方法不断提出新的要求,于是逐渐产生并形成了一种特殊的焊接技术,即螺柱焊,也称作植焊。螺柱焊接技术虽然建立在其他成熟的焊接方法的原理基础上,但它毕竟有自己特殊的工艺规律及需要专用的设备,因而形成了一门有别于其他焊接技术的独立学科或技术分支。实现螺柱焊接的方法根据热源分类,可以有电阻法、摩擦法、****法及电弧法等多种焊接方法。这里指的是电弧法螺柱焊(stud arc welding),因为只有电弧法螺柱焊才有其技术及焊接设备的特殊性。电弧法螺柱焊又根据所采用的供电电源可分为三大类螺柱焊接方法。 第一种是稳定的电弧法螺柱焊。螺柱端部与工件之间,产生稳定的电弧过程,电弧作为热源在工件上形成熔池,同时在螺柱端部形成熔化层及塑性区,螺柱被夹持在焊枪中,靠焊枪中的弹簧压力或其他机械压力作用将螺柱压入熔池,并且将部分或全部熔化金属挤出熔池进入陶瓷环成形槽中,从而形成再结晶的塑性连接或再结晶和重结晶的混合连接接头。这种螺柱焊的电源一般是具有下降伏安特性的弧焊整流器(可控及不可控整流器)、焊接逆变器或直流弧焊发电机。如同焊条电弧焊一样,电弧放电是稳定而持续的电弧过程。稳定的电弧法螺柱焊也称作电弧螺柱焊(arc stud welding)。 第二种是不稳定电弧法螺柱焊。与前者的不同之处在于电弧的供电电源是电容器组。电容器在螺柱端部与工件之间放电,实现螺柱焊接。因为电容放电是不稳定的电弧过程,即电弧电压与焊接电源是瞬间变化着的,过程是不可控的。这种不稳定的电弧法螺柱焊一般称作电容储能螺柱焊或电容放电螺柱焊(capacitance discharge stud welding)。又因为用这种方法施焊的螺柱端部中心必须加工出一个凸尖,所以也有人称作尖端放电螺柱焊(peak discharge stud welding)。 第三种电弧法螺柱焊称作短周期螺柱焊(short cycle stud welding)或短时螺柱焊(short time stud welding)。焊接电弧经过了电流波形调制,由较小的先导电弧电流及较大的焊接电弧电流两部分组成。因而是短时阶段稳定或不稳定电弧法螺柱焊。短周期螺柱焊的供电电源一般由两个并联的电源分别先后给先导电弧及焊接电弧供电。可以是两个弧焊整流器(可控或不控),也可以是整流器和电容器组,只有采用逆变电源是才可以不用双电源并联。 三种基本焊接方法各有不同的焊接特点及不同的最佳应用领域如表8-1所示。
药品追溯 长城汽车股份有限公司企业标准 Q/CC Q/CC G Y041—2010 2010-09-20发布 2010-09-27实施
药品追溯 前言 在白车身焊接工艺中,螺柱焊接质量直接影响着整车的装配,为了提高螺柱焊接质量,○b规范其焊接控制方法,保证和提高整车的装配性,从而编制本标准。 本标准由长城汽车股份有限公司工程院焊装技术部提出; 本标准由长城汽车股份有限公司工程院综合技术部归口; 本标准主要起草单位:工程院焊装技术部; 本标准主要起草人:武万斌、齐庆祝、张彭、王晓阳、朱士超、刘英明。
螺柱焊焊接质量规范○ b 1 范围 本标准规定了白车身螺柱焊接的判断基准、焊接过程注意事项、螺柱焊接的检验方法、检验频次等要求。○b 本标准适用于长城汽车股份公司各制造事业部及子公司所有涉及到螺柱焊作业的部门。 2 术语和定义 下列术语和定义适用于本标准。 2.1 储能式螺柱焊 储能式螺柱焊:储能式螺柱焊机采用大容量电容作为焊接能量的来源,通过可控硅精确控制放电时间,以瞬间低电压-强电流的方式将螺柱尖端迅速熔化,在外加压力的作用下使螺柱和工作面间隙快速合并,将螺柱牢固的焊接在工作面上,整个过程持续约1 ms~3 ms,储能式螺柱焊焊接过程见图1。 图1 储能式螺柱焊焊接过程 2.2 拉弧式螺柱焊 拉弧式螺柱焊:螺柱接触工件,通电后利用螺柱夹持机构提升螺柱,此时螺柱与工件之间出现稳定燃烧电弧,电弧热熔化螺柱顶部和工件表面,随后螺柱夹持机构压迫螺柱下沉到工件熔池,断电后形成焊接接头,拉弧式螺柱焊焊接过程见图2。 图 2 拉弧式螺柱焊焊接过程 3 螺柱焊接质量判定标准○b 螺柱焊接质量判定标准见表1。○b 表1螺柱焊接质量判定标准○b 序 号 项目标准图片备注 1虚焊螺柱应完全插入溶池, 螺柱周围焊接均匀 外观
1、钢丝螺套介绍 钢丝螺套是一种新型的内螺纹紧固件,分为普通型和锁紧型两种,是由高 精度菱形截面的不锈钢丝精确加工而成的一种弹簧状内外螺纹同心体,锁 紧型是在普通型的基础上增加一圈或几圈锁紧圈。钢丝螺套嵌入铝、镁合 金、铸铁、玻璃钢、塑料等低强度的工程材料的螺纹孔中,能形成标准的M, MJ螺纹,具有连接强度高,抗震、抗冲击和耐磨损的功能,并能分散应力 保护基体螺纹,大大延长基体的使用寿命。另外,钢丝螺套还可以在原基 体上的螺纹脱扣或乱牙时,作为修复手段,不需加大螺丝尺寸,能快速有效的修复到原始状态,而不致造成整个基体报废,快速经济。 2、安装钢丝螺套后的补偿作用 任何阴阳螺纹都会存在螺距及螺纹角度的加工偏差,这意味着 在螺纹旋合后只有一、二扣螺纹真正接触上。当承受负荷时, 螺钉会变形而导致更大的偏差,其结果是,大约70%的载荷都 承加在螺纹口端部的二扣螺纹上,这会导致极大的应力集中而 使予紧力过早丧失,从而导致紧固松动而失效。因此,螺距和 牙型角的偏差可造成: a.阴、阳螺纹旋合不良; b.螺纹牙面承载不均匀; c.予紧力过早丧失; d.坚固实效。 钢丝螺套安装之后,有效地改善了螺纹连接的轴向及径向的配合效 果。当承受载荷时,可有效地弥补螺纹孔与螺钉之间存在的螺距及螺 纹角的偏差,使每一牙螺纹都得到良好旋合,从而使负载及其产生的 应力均匀地分布在旋合面的每一牙螺纹上,而不会导致任何的应力集 中。予紧力一旦减小,还能保持稳固的连接,从而确保紧固。因此, 螺套可以有效地补偿螺距及牙型角的偏差。其优良的特性体现为: A.有效地改善螺纹旋合面的配合; B.均匀地分布罗纹承受的载荷; C.保持长久的螺纹予紧力; D.有效地减少应力集中,极大地延长紧固件寿命。 3、钢丝螺套的优点 延长使用寿命:由于钢丝螺套是不锈钢材料,具有较高硬度,使较软的基件螺纹寿命增加几十到几百倍;增加了其强度,也避免了脱扣,乱扣现象的发生。 增加连接强度:可用于铝镁等软低强度合金材料、木材、塑料、橡胶等易变形低强度材料,避免滑丝、错牙等现象。 增大受力面:可用于要求有强连接而又不能增加螺孔直径的薄体机件。 改善连接条件,增加螺纹连接的承载力和抗疲劳强度:使用钢丝螺套可以消除螺钉与螺孔之间的螺距和牙型偏差,使载荷均匀分布,从而提高了螺纹连接的承载能力和抗疲劳强度。可用于陶瓷、电木、玻璃等硬脆易碎材料的连接紧固。有效防止碎裂现象。
螺柱焊(stud welding ) 将螺柱一端与板件(或管件)表面接触并通电引弧,待接触面熔化后,给螺柱一定压 力完成焊接的方法。 螺柱焊钉 螺柱焊(stud welding)是将螺柱一端与板件(或管件)表面接触,通电引弧,待接触面熔化后,给螺柱一定压力完成焊接的方法。电弧螺柱焊用圆柱头焊钉适用高层钢骨结构建筑、工业厂房建筑、公路、铁路、桥梁、塔架、汽车、能源、交通设施建筑、机场、车站、电站、管道支架、起重机械及其它钢结构等。 简介主要由螺柱焊电源和焊枪组成. 电弧螺柱焊的基本原理是在待焊螺柱与工件间引燃电弧,当螺柱与工件被加热到合适温度时,在外力作用下,螺柱送入工件上的焊接熔池形成焊接接头。根据焊接过程中所用焊接电源的不同,传统电弧螺柱焊可以分为普通电弧螺柱焊和电容储能电弧螺柱焊两种基本方法 螺柱焊原理分析螺柱焊是将金属螺柱或其他紧固件焊接在工件上的方法。实现螺柱焊接的方法有多种,如:拉弧式螺柱焊、储能式螺柱焊、电阻焊、凸焊等。与之相对应的焊机也有所不同,分别为拉弧式螺柱焊机、储能式螺柱焊机、电阻焊机、凸焊机等。 [1]螺柱焊机在国内有多种非正规称法,如种焊机,植焊机,种钉机,植钉机,植焊机,螺钉焊机,螺丝焊机等等,均是指螺柱焊机。 储能式螺柱焊机 储能式螺柱焊机采用大容量电容作为焊接能量的来源,通过可控硅精确控制放电时间,以瞬间低电压-强电流的方式将螺柱尖端迅速熔化,使螺柱和工作面间隙快速合并,将螺柱牢固的焊接在工作面上,整个过程持续约1-3ms。 储能式螺柱焊机的工作原理简图如下:
螺柱焊原理图 储能式螺柱焊机采用220V交流电,通过变压器1降压,再通过整流桥2将交流电变为直流电,经过双向整流管3和充电电阻向电容6充电。由智能芯片精确控制可控硅5,使储能电容6瞬间释放全部电量完成整个焊接过程。 储能式螺柱焊机广泛运用于钣金工程、电子业开关柜、试验和医疗设备、食品工业、家电工业、通讯工程、工业全套炊具、办公室和银行设备、投币式督货机、玻璃幕墙结构和绝缘技术等。 螺柱焊的特点 1.非常节省时间和成本所有螺柱焊的结构不用钻孔,冲孔,车螺纹,铆接,拧螺纹和精整等步骤。 2.不断扩展结构设计的应用潜力在螺柱焊时起焊接过程是短时间,大电流和较小的熔深。因此,可以焊接到很薄的板材上。对于使用陶瓷环拉弧螺柱焊和短周期拉弧螺柱焊的板厚可以到1mm。电容放电拉弧螺柱焊可以到0.6mm,而储能式螺柱可以到0.5mm。 螺柱焊的工件必须是从一侧焊接。 能在全位置焊接,借助于扩展器可以焊接到受限制的垂直隔板上。 由于是短时间焊接且焊后很少变形,故不需要修整。 因为焊接的结构不需要钻孔,故不会造成泄漏。 螺柱焊的接头可以达到很高的强度,即螺柱焊的接头强度大于螺柱本身强度。 在镀层或高合金板材焊接后,背面没有印痕。 3.良好的经济性 螺柱焊相对于其他焊接方法的优点,在于焊接功率上。对于批量生产的工件,在很短的焊接时间(3-980ms)内可打到8-40个/min(根据不同直径螺柱和不同焊接功率)。而自动送料螺柱焊机可以达到60个/min的超高效率。 标准的螺柱是低成本的。 螺柱焊设备和焊枪具有多种类型,设备的购置费用相对较低。