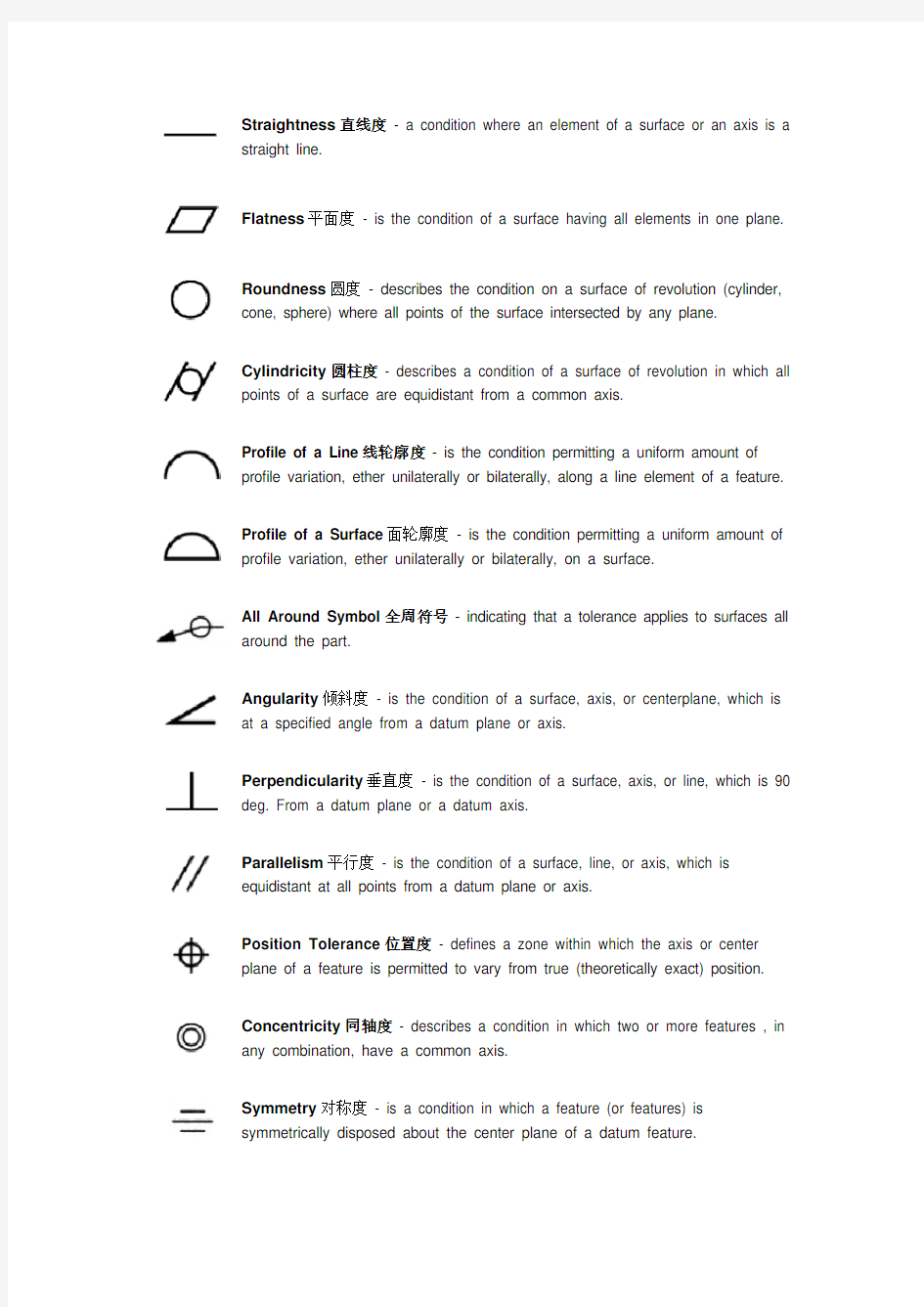

Straightness直线度- a condition where an element of a surface or an axis is a straight line.
Flatness平面度- is the condition of a surface having all elements in one plane.
Roundness圆度- describes the condition on a surface of revolution (cylinder, cone, sphere) where all points of the surface intersected by any plane.
Cylindricity圆柱度- describes a condition of a surface of revolution in which all points of a surface are equidistant from a common axis.
Profile of a Line线轮廓度- is the condition permitting a uniform amount of profile variation, ether unilaterally or bilaterally, along a line element of a feature.
Profile of a Surface面轮廓度- is the condition permitting a uniform amount of profile variation, ether unilaterally or bilaterally, on a surface.
All Around Symbol全周符号- indicating that a tolerance applies to surfaces all around the part.
Angularity倾斜度- is the condition of a surface, axis, or centerplane, which is at a specified angle from a datum plane or axis.
Perpendicularity垂直度- is the condition of a surface, axis, or line, which is 90 deg. From a datum plane or a datum axis.
Parallelism平行度- is the condition of a surface, line, or axis, which is equidistant at all points from a datum plane or axis.
Position Tolerance位置度- defines a zone within which the axis or center plane of a feature is permitted to vary from true (theoretically exact) position.
Concentricity同轴度- describes a condition in which two or more features , in any combination, have a common axis.
Symmetry对称度- is a condition in which a feature (or features) is symmetrically disposed about the center plane of a datum feature.
Runout圆跳动- is the composite deviation from the desired form of a part surface of revolution through on full rotation (360 deg) of the part on a datum axis.
Total Runout全跳动- is the simultaneous composite control of all elements of a surface at all circular and profile measuring positions as the part is rotated through 360.
Maximum Material Condition (MMC) 最大实体要求- is that condition of a part feature wherein it contains the maximum amount of
material within the stated limits of size. That is: minimum hole size and maximum shaft size.
Least Material Condition (LMC)最小实体要求- implies that condition of a part feature of size wherein it contains the least (minimum) amount of material, examples, largest hole size and smallest shaft size. It is opposite to maximum material condition.
Regardless Of Feature Size (RFS) - the condition where the tolerance of form, runout or location must be met irrespective of where the feature lies within its size tolerance.
Projected Tolerance Zone延伸公差带- applies to a hole in which a pin, stud, screw, etc., is to be inserted. It controls the perpendicularity of the hole to the extent of the projection from the hole and as it relates to the mating part clearance. The projected tolerance zone extends above the surface of the part to the functional length of the pin, stud, and screw relative to its assembly with the mating part.
Tangent Plane相切面- indicating a tangent plane is shown. The symbol is placed in the feature control frame following the stated tolerance.
Free State Variations自由状态变形- is a term used to describe distortion of a part after removal of forces applied during manufacture.
Diameter直径- indicates a circular feature when used on the field of a drawing or indicates that the tolerance is diametrical when used in a feature control frame.
Basic Dimension基本尺寸- used to describe the exact size, profile, orientation or location of a feature. A basic dimension is always associated with a feature control frame or datum target. (Theoretically exact dimension in ISO)
Reference Dimension参考尺寸- a dimension usually without tolerance, used for information purposes only. It does not govern production or inspection operations. (Auxiliary dimension in ISO)
Datum Feature参考特征- is the actual component feature used to establish a datum.
Dimension Origin尺寸源- Signifies that the dimension originates from the plane established by the shorter surface and dimensional limits apply to the other surface.
Feature Control Frame公差控制框- is a rectangular
box containing the geometric characteristics symbol,
and
the form, runout or location tolerance. If necessary,
datum references and modifiers applicable to the
feature or the datums are also contained in the box.
Conical Taper - is used to indicate taper for conical tapers. This symbol is always shown with the vertical leg to the left.
Slope坡度- is used to indicate slope for flat tapers. This symbol is always shown with the vertical leg to the left.
Counterbore/Spotface沉孔- is used to indicate a counterbore or a spotface. The symbol precedes the dimension of the counterbore or spotface, with no space
Countersink埋头孔- is used to indicate a countersink. The symbol precedes the dimensions of the countersink with no space.
Depth/Deep深度- is used to indicate that a dimension applies to the depth of a feature. This symbol precedes the depth value with no space in between.
Square - is used to indicate that a single dimension applies to a square shape. The symbol precedes the dimension with no space between.
Number of Places位置数量- the X is used along with a value to indicate the number of times a dimension or feature is repeated on the drawing.
Arc Length弧长- indicating that a dimension is an arc length measured on a curved outline. The symbol is placed above the dimension.
Radius半径- creates a zone defined by two arcs (the minimum and maximum radii). The part surface must lie within this zone.
Spherical Radius球半径- precedes the value of a dimension or tolerance.
Spherical Diameter球直径- shall precede the tolerance value where the specified tolerance value represents spherical zone. Also, a positional tolerance may be used to control the location of a spherical feature relative to other features of a part. The symbol for spherical diameter precedes the size dimension of the feature and the positional tolerance value, to indicate a spherical tolerance zone.
Controlled Radius可控半径- creates a tolerance zone defined by two arcs (the minimum and maximum radii) that are tangent to the adjacent surfaces. Where a controlled radius is specified, the part contour within the crescent-shaped tolerance zone must be a fair curve without flats or reversals. Additionally, radii taken at all points on the part contour shall neither be smaller than the specified minimum limit nor larger than the maximum limit.
Between - to indicate that a profile tolerance applies to several contiguous features, letters may designate where the profile tolerance begins and ends. These letters are referenced using the between symbol (since 1994) or the word between on drawings made to earlier versions of the Standard.
Statistical Tolerance统计公差- i s the assigning of tolerances to related components of an assembly on the basis of sound statistics (such as the assembly tolerance is equal to the square root of the sum of the squares of the individual tolerances). By applying statistical tolerancing, tolerances of individual components may be increased or clearances between mating parts may be reduced. The increased tolerance or improved fit may reduce manufacturing cost or improve the product's performance, but shall only be employed where the appropriate statistical process control will be used. Therefore, consideration should be given to specifying the required Cp and /or Cpk or other process performance indices.
Datum Target目标参考特征- is a specified point, line, or
area on a part that is used to establish the Datum Reference
Plane for manufacturing and inspection operations.
Target Point - indicates where the datum target point is dimensionally located on the direct view of the surface.
公差与配合教案 1.互换性概念 互换性定义 互换性是指从一批相同的零件中任取一件,不经修配就能装配到 机器或部件中,并满足产品的性能要求。 互换性意义 零件具有互换性有利于组织协作和专业化生产,对保证产品质量,降低成本及方便装配,维修有重要意义。 尺寸公差的术语和定义 1)基本尺寸——设计给定的尺寸。如图a中的?30mm。 2)实际尺寸——零件制成后,通过测量所得的尺寸。 3)极限尺寸——允许零件实际尺寸变化的两个界限值,其中较大的一个尺寸称为最大极限尺寸,较小的一个尺寸称为最小极限尺寸。
如图b示出了轴?30mm的最大极限尺寸为?29.993mm,最小极限尺寸为?29.980mm。实际尺寸只要在这两个极限尺寸之间均为合格。 )尺寸偏差(简称偏差)——某一尺寸减去基本尺寸所得的代数 差。尺寸偏差有上偏差、下偏差(统称极限偏差)和实际偏差。 上偏差=最大极限尺寸 - 基本尺寸 下偏差=最小极限尺寸 - 基本尺寸 如上图所示的轴: 上偏差= (29.993-30)mm= -0.007mm 下偏差= (29.980-30)mm= -0.020mm 国家标准规定:用代号ES和es分别表示孔和轴的上偏差; 用代号EI和ei分别表示孔和轴 的下偏差。偏差可以为正,负或零值。 实际尺寸减去基本尺寸的代数差称为实际偏差。零件尺寸的实际偏差在上、下偏差之间均为合格。 5)尺寸公差(简称公差)——允许尺寸变动的量。 即:公差=最大极限尺 寸-最小极限尺寸 或:公差=上偏差-下偏 差 如上图所示的轴 公差= (29.993-29.980) mm =0.013mm 或:公差=
[-0.007-(-0.020)] mm =0.013mm 由于最大极限尺寸总是大于最小极限尺寸,所以公 差总是正值,且不能为零。 在零件图上,凡有公差要求的尺寸,通常不是标注两个极限尺寸,而是标注出基本尺寸和上、下偏差,见上图a。 6)尺寸公差带(简称公差带)——公差带是表示公差大小和相对于零线位置的一个区域。 上图a表示了一对互相结合的孔与轴的基本尺寸、极限尺寸、偏差、公差的相互关系。为简化起见,一般只画出孔和轴的上、下偏差围成的方框简图,称为公差带图,见上图b。 在公差带图中,零线是表示基本尺寸的一条直线。当零线画成水平线时,正偏差位于零线的上 方,负偏差位于零线的下方,偏差值的单位为微米。
公差等级表 GB/T1804-2000 线形尺寸的极限偏差数值 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 >2000~4000 精密f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 粗糙c ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 ±4 最粗v ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 ±8 (GB/T1804-2000)倒圆半径和倒角高度尺寸的极限偏差数值 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30 精密f ±0.2 ±0.5 ±1 ±2 中等m 粗糙c ±0.4 ±1 ±2 ±4 最粗v 注:倒圆半径和倒角高度的含义参见GB/T6403.4 (GB/1804-2000)角度尺寸的极限偏差数值 公差等级长度分段 ~10 >10~50 >50~120 >120~400 >400 精密 f ±1°±30′±20′±10′±5′ 中等m 粗糙c ±1°30′±1°±30′±15′±10′ 最粗v ±3°±2°±1°±30′±20′ (GB/T1184-1996)直线度和平面度的未注公差值 公差等级基本长度范围 ≤10 >10~30 >30~100 >100~300 >300~1000 >1000~3000 H 0.02 0.05 0.1 0.2 0.3 0.4 K 0.05 0.1 0.2 0.4 0.6 0.8 L 0.1 0.2 0.4 0.8 1.2 1.6 (GB/T1184-1996)垂直度未注公差值 公差等级基本长度范围 ≤100 >100~300 >300~1000 >1000~3000 H 0.2 0.3 0.4 0.5 K 0.4 0.6 0.8 1 L 0.6 1 1.5 2 (GB/T1184-1996)对称度未注公差值 公差等级基本长度范围 ≤100 >100~300 >300~1000 >1000~3000 H 0.5
│2010年质量专业理论与实务(中级)过关必做1500题.pdf │21世纪车间主任工作手册(添加书签).pdf │35钢显微组织.pdf │3A企管書系精益生产方式——现场IE.rar │6S培训.doc │AQP&PSO 6th Manual.Chinese.20090420.1.to PDF.to print.1.pdf │Cmk计算视频.exe │DCC.pdf │DOE.PDF │EMS.pdf │Engineers' Guide to Rotating Equipment - The Pocket Reference.pdf │EXCEL制作的柏拉图.rar │EXCEL在管理中的应用(10年经验总结).pdf │EXCEL在统计中的应用.pdf │Formel Q ChineseVersion.pdf │Formel-Q Training(5th edition)完稿1.pdf │Formel-Q-第五版(中文).pdf │Formel-Q-第六版(中文).pdf │GEOPAK_Operation.pdf │GE的黑带培训资料.pdf │IE入门.pdf │IQC物料检验规范.rar │ISO 9001:2000质量管理体系的理解与运作.pdf │ISO-TS 16949 程序文件案例精选(pdf318).pdf │ISO9001-2008.pdf │ISO9001审核实践指南.pdf │ISO9001:2000管理体系标准图解教程.pdf │isots16949国际汽车供应商质量管理体系解读和实施.pdf │jit.rar │LEAN.PPT │MINITAB统计分析教程.pdf │minitab统计分析教程光盘文件.rar │OEE_workshop(中文).pdf │PartManager.pdf │PHILIPS品管员的培训资料.rar │Q1 Introduction.pdf │QA.pdf │QC story&DMAIC.01.rar │QC小组活程序指导手册.rar │QFD-邵家俊.pdf │QFD.chm │QFD品质机能展开.pdf │quality.rar
公差与配合复习题 一、判断题: 1、钢直尺是能直接读出测量数值的通用量具。(√) 2、若用游标卡尺代替卡钳或卡板测量工件时,用力要适当。(×) 3、零件装配时不需任何修配和调整就能顺利装配的性质称为互换性。 (×) 4、公差与配合图解中的零线即表示基本尺寸线。(√) 5、表面粗糙度量值越小,即表示光洁度越高。(√) 6、用游标卡尺测量工件时,测力过大过小均会增大测量误差。(√) 7、百分表经过检定后,即使无检定合格证,仍然可以使用。(×) 8、各级a~h轴和H孔的配合必然是形成间隙配合。(√) 9、普通螺纹公差带,由公差等级和基本偏差两者组合而成。(√) 10、理论正确尺寸就是表示该尺寸为绝对正确的尺寸。(×) 11、形状公差是指单一要素的形状所允许的变动全量。(√) 12、位置公差是指关联实际要素的位置对基准所允许的变动全量。 (√) 13、形状误差是指实际形状对理想形状的偏离量。(√) 14、位置误差是指零件上被测要素的实际位置对理想位置的变动量。 (√) 二、填空题: 1、在法定长度计量单位中,常用的长度单位的名称有:千米、米、分米、厘米、毫米、微米等,其符号分别用km、m、dm、cm、mm、um表示。 2、读数值为的游标卡尺的读数原理,是将其游标上 10 格宽度等于尺身 9 格的宽度。 3、轴用量规的通规尺寸等于被检验轴的最大极限尺寸,而止规的尺寸等于被检验轴的最小极限尺寸。 4、现行国标根据孔和轴公差带之间的不同关系,可以分为间隙配合、过
渡配合和过盈配合。 5、Φ50F6/h7为基轴制间隙配合。h是基准轴公差带代号,F是孔公差带代号。 6、圆柱度公差属于形状公差。 7、形位公差带是限定形位误差变动的区域,它由公差带的形状、大小、方向和位置四个要素决定的。 8、有一螺纹标注M30-5H6G,M30表示粗牙螺纹代号,5H表示内螺纹中径公差带代号,而6G表示内螺纹顶径公差带代号。 9、加工误差包括:尺寸误差、形状误差、位置误差、表面粗糙度误差。 10、构成公差带的两要素是:公差带的大小和公差带的位置。 11、标准公差等级分成 20 个等级,用IT01、IT0、IT1……IT18表示,其中IT表示标准公差代号,末位的数字表示公差等级代号。 12、基本偏差a~h的轴与H孔形成基孔制的间隙配合;j~n的轴与H 孔主要形成基孔制的过渡配合;p~zc的轴与H孔主要形成基孔制的过盈配合。 13、对于基本尺寸≤500mm的轴孔配合,当标准公差≤IT8时,国家标准推荐孔比轴低一级相配合;但当标准公差>IT8级或基本尺寸>500mm的配合,推荐采用同级孔、轴配合。 三、论述题: 1、什么是公差偏差孔轴公差和偏差的代号用什么表示 答:零件加工允许的变动范围就是公差。 某一尺寸减去基本尺寸所得的代数差称偏差。 公差代号IT,孔、轴上偏差分别用ES、es表示,下偏差用EI、ei表示。 2、什么是基孔制GB对基准孔的代号和基本偏差是怎样规定的 答:基本偏差为一定的孔的公差带与不同基本偏差的轴的公差带形成各种配合的一种制度称为基孔制。GB规定其下偏差为零。基准孔的代号为H。
第三章孔、轴公差与配合 目的:从基本几何量的精度项目入手,了解几何量线性尺寸、角度尺寸的基本概念,掌握常用孔、轴国家标准的构成,常用孔、轴公差与配合的选择,大尺寸孔、轴公差与配合及线性尺寸的未注公差。 重点:掌握尺寸精度及配合的选用;孔、轴公差与配合在图样上的标注。 难点:尺寸精度及配合的选用; 课次3:基本几何精度概念及精度设计 基本要求 ? 基本内容:本课题主要论述几何量的基本概念,有关几何量精度的基本术语和定义,几何参数误差,线性尺寸精度,角度尺寸精度。 要求深刻理解与熟练掌握的重点内容有: 1、几何量精度的基本术语及定义; 2、尺寸公差标准; 3、常用孔、轴国家标准的构成---基本偏差系列、标准公差系列; 4、会画尺寸公差带图与配合公差带图; 5、在已知相同字母孔(轴)极限偏差的基础上,能求出与之相配的轴(孔)的极限偏差; 难点:几何参数误差的项目、评定。 ? 学时:6学时+习题课2学时 基本几何量精度(一) ? 几何量:包括长度、角度、几何形状、相互位置和表面粗糙度等几何参数。 ? 几何量精度:是指这些几何参数的精度。几何量精度设计的主要任务是要使机械产品能够满足几何参数互换性的要求。 ? 本次课主要论述:几何量的基本概念,有关几何量精度的基本术语和定义,长度即线性尺寸精度。简述角度尺寸精度。 有关几何量精度的基本术语和定义: ? 孔和轴 ? 尺寸:尺寸、基本尺寸、实际尺寸、作用尺寸、极限尺寸、实体尺寸 ? 偏差与公差 ? 尺寸公差带图 ? 加工误差与公差的关系 ? 合格性判定原则 孔和轴 ? 在满足互换性的配合中,孔和轴具有广泛的含义,即: ? 孔指圆柱形内表面及其它内表面中,由单一尺寸确定的部分,其尺寸由D表示; ? 轴指圆柱形的外表面及其它外表面中由单一尺寸确定的部分,其尺寸由d 表示。 ? 即:孔为包容面,轴为被包容面。如下图所示
内容摘要:国家标准《公差与配合》规定了公差带由标准公差和基本偏差两个要素组成。标准公差确定公差带的大小,而基本偏差确定公差带的位置,见下图。1)标准公差(IT)标准公差的数值由基本尺寸和公差等级来决定。其中公差 国家标准《公差与配合》规定了公差带由标准公差和基本偏差两个要素组成。 标准公差确定公差带的大小, 而基本偏差确定公差带的位置,见下图。 1)标准公差(IT) 标准公差的数值由基本尺寸和公差等级来决定。其中公差等级是确定尺寸精确程度的等级。标准公 差分为20级,即IT01,IT0,IT1,…,ITI8。其尺寸精确程度从IT01到ITI8依次降低。标准公差的具体数值可查表得到。 2)基本偏差 基本偏差一般是指上下两个偏差中靠近零线的那个偏差。即当公差带位于零线上方时,基本偏差为下偏差;当公差带位于零线下方时,基本偏差为上偏差,见上图。 国家标准对孔和轴均规定了28个不同的基本偏差。基本偏差代号用拉丁字母表示,大写字母表示孔,小写字母表示轴。下图是孔和轴的28个基本偏差系列图。
从基本偏差系列图可知,轴的基本偏差从a到h为上偏差(es),且是负值,其绝对值依次减小;从j到2c为下偏差(ei),且是正值,其绝对值依次增大。 孔的基本偏差从A到H为下偏差(E1),且是正值,其绝对值依次减小,从J到ZC为上偏差(Es),且是负值,其绝对值依次增大;其中H和h的基本偏差为零。JS和js对称于零线,没有基本偏差,其上,下偏差分别为+IT/2和-IT/2。 基本偏差系列图只表示了公差带的各种位置,所以只画出属于基本偏差的一端,另一端 则是开口的,即公差带的另一端取决于标准公差(IT)的大小。 7-6 极限与配合
《公差配合与技术测量》复习题 一、填空题 1、 所谓互换性,就是___ ____的零部件,在装配时_______________________,就能装配到机器或仪器上,并满足___________的特性。 2、极限偏差是___________减___________所得的代数差,其中最大极限尺寸与基本尺寸的差值为_________。最小极限尺寸与基本尺寸的差值为 。 3、配合公差带具有 和 两个特性。配合公差带的大小 由 决定;配合公差带的位置由 决定。 4、 孔的最大实体尺寸即孔的__ ______极限尺寸,轴的最大实体尺寸为轴的__ _ _极限尺寸,当孔、轴以最大实尺寸相配时,配合最__ ______。 5、若被测要素为轮廓要素,框格箭头指引线应与该要瑑的尺寸线__ ______,若被测要素为中心要素,框格箭头指引线应与该要瑑的尺寸线__ ______。 6、+0.0210Φ30 的孔与-0.007-0.020Φ30 的轴配合,属于__ ____ _制__ ______配合。 7、圆度的公差带形状是_____________________ 区域,圆柱度的公差带形状是__________ 区域。 8、评定表面粗糙度高度特性参数包括 、 和 。 9、选择基准制时,应优先选用 ,原因是 。 10、M24×2-5g6g 螺纹中,其公称直径为 ,大径公差带代号为 ,中径公差带代号为 ,螺距为 ,旋合长度为 。 11、大径为30mm 、螺距为2mm 的普通内螺纹,中径和小径的公差带代号都为6H ,短旋合长
度,该螺纹代号是。 12、配合是指_____ _____相同的孔和轴的_____ ___之间的关系,孔的公差带在轴的公差带之上为_____ __配合;?孔的公差带与轴的公差带相互交迭__ _____配合;孔的公差带在轴的公差带之下为__ ______配合。 13、独立原则是指图样上给出被测要素的尺寸公差与_ ____ 各自独立,彼此无关,分别满足要求的公差原则。这时尺寸公差只控制_ ____的变动范围,不控制_ ____。 14、随机误差通常服从正态分布规律。具有以下基本特性:___________、__________、____________、____________。 15、系统误差可用___________、__________等方法消除。 二、判断题(对的打√,错的打×) 1、有相对运动的配合应选用间隙配合,无相对运动的配合均选过盈配合。 ( ) 1、实际尺寸就是真实的尺寸,简称真值。 ( ) 2.配合公差的大小,等于相配合的孔轴公差之和。 ( ) 2、量块按等使用时,量块的工件尺寸既包含制造误差,也包含检定量块的测量误差。( ) 3.直接测量必为绝对测量。 ( ) 3、同一公差等级的孔和轴的标准公差数值一定相等。 ( ) 4.为减少测量误差,一般不采用间接测量。 ( ) 4、φ10f6、和φ10f8的上偏差是相等的,只是它们的下偏差各不相同。 ( ) 5.国家标准规定,孔只是指圆柱形的内表面。 ( ) 5、偏差可为正、负或零值,而公差只能为正值。 ( )
公差配合的一般常识 作为一名优秀的维修钳工必须要懂得公差与配合的基本知识,一个钳工的水平到底怎么样,不是看你做得快不快,而是看你做得精不精,精就体现在控制公差与配合上。 1、公差 公差是指允许工件尺寸、几何形状和相互位置变动的范围,用以限制加工误差。它是由设计人员给定的,不能为零,是绝对值。它反映对制造精度的要求,体现加工的难易程度。 成批大量生产要求零、部件有互换性,而制造又必然存在误差,因此,只有将公差控制在一定的范围内才有可能实现互换性生产。所以我们在设计中标注公差时,一定要使所标注的公差能保证零件的互换性。 规定公差值T 的大小顺序应为: T 尺寸>T 位置>T 形状>R a (R z ) 其中R a (R z )——表面粗糙度参数。 公差与配合 在机械制造中使用得最广泛的是孔与轴的结合。为了经济地满足使用要求,应该对尺寸公差与配合进行标准化。公差与配合的标准化不仅可以防止产品尺寸设计中的混乱现象,有利于工艺过程的经济性及产品的使用与维护,而且还可实现刀具和量具的标准化。公差与配合标准已成为机械工业中应用最广、涉及面最大的一个极为重要的基础标准。 孔主要指圆柱形的内表面,也包括其他内表面中由单一尺寸确定的部分。 轴主要指圆柱形的外表面,也包括其他外表面中由单一尺寸确定的部分。 从装配关系讲,孔是包容面,在它之内无材料,称为内表面;轴是被包容面,在它之外无材料,称为外表面。 尺寸:用特定单位表示长度值的数字。在机械制造中一般用mm 作为特定单位。 基本尺寸设计给定的尺寸。孔的基本尺寸以D 表示,轴的基本尺寸以d 表示。 基本尺寸是在设计中通过运动、强度、刚度、结构等条件计算并经标准化了的尺寸。它是精度设计的起始尺寸,只表示尺寸的基本大小,并不一定是在实际加工中要求得到的尺寸。 实际尺寸:通过测量得到的尺寸。孔的实际尺寸以Da 表示,轴的实际尺寸以da 表示。 由于存在测量器具、方式、人员和环境等因素造成的测量误差,所以实际尺寸并非尺寸的真值。同时由于工件存在形状误差,所以同一表面不同部位的实际尺寸也不相同。 极限尺寸:允许尺寸变化的两个界限值,它以基本尺寸为基数来确定。两个界限中较大的一个称为最大极限尺寸;较小的一个称为最小极限尺寸。 孔的最大和最小极限尺寸分别以Dmax 和Dmin 表示,轴的最大和最小极限尺寸分别以dmax 和dmin 表示。在一般情况下,完工零件的尺寸合格条件为: 孔的合格条件:Dmax>Da>Dmin 轴的合格条件:dmax>da>dmin 尺寸偏差与公差 尺寸偏差某一尺寸减去其基本尺寸所得的代数差称为尺寸偏差,简称偏差。 实际偏差实际尺寸减去其基本尺寸所得的代数差称为实际偏差。 孔的实际偏差 Ea=Da-D 轴的实际偏差 e a=da-d
公差与配合(摘自GB1800~1804-79)1.基本偏差系列及配合种类 .2.标准公差值及孔和轴的极限偏差值 基本尺寸 mm 公差等级 IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12 >6~10 >10~18 >18~30 >30~50 >50~80 >80~120 >120~180 >180~250 >250~315 >315~400 >400~500 6 8 9 11 13 15 18 20 23 25 27 9 11 13 16 19 22 25 29 32 36 40 15 18 21 25 30 35 40 46 52 57 63 22 27 33 39 46 54 63 72 81 89 97 36 43 52 62 74 87 100 115 130 140 155 58 70 84 100 120 140 160 185 210 230 250 90 110 130 160 190 220 250 290 320 360 400 150 180 210 250 300 350 400 460 520 570 630
孔的极限差值(基本尺寸由大于10至315mm)μm
轴的极限偏差(基本尺寸由于大于10至315mm)
公差带级 >10~18>18~30 >30~50 >50~80 >80~120>120~180 >180~250>250~315 K 5 +9 +1 +11 +2 +13 +2 +15 +2 +18 +3 +21 +3 +24 +4 +27 +4 ▼6 +12 +1 +15 +2 +18 +2 +21 +2 +25 +3 +28 +3 +33 +3 +36 +4 7 +19 +1 +23 +2 +27 +2 +32 +2 +38 +3 +43 +3 +50 +4 +56 +4 M 5 +15 +7 +17 +8 +20 +9 +24 +11 +28 +13 +33 +15 +37 +17 +43 +20 6 +18 +7 +21 +8 +25 +9 +30 +11 +35 +13 +40 +15 +46 +17 +52 +20 7 +25 +7 +29 +8 +34 +9 +41 +11 +48 +13 +55 +15 +63 +17 +72 +20 N 5 +20 +12 +24 +15 +28 +17 +33 +22 +38 +23 +45 +27 +51 +31 +57 +34 ▼6 +23 +12 +28 +15 +33 +17 +39 +20 +45 +23 +52 +27 +60 +31 +66 +34 7 +30 +12 +36 +15 +42 +17 +50 +20 +58 +23 +67 +27 +77 +31 +86 +34 p 5 +26 +18 +31 +22 +37 +26 +45 +32 +52 +37 +61 +43 +70 +50 +79 +56 ▼6 +29 +18 +35 +22 +42 +26 +51 +32 +59 +37 +68 +43 +79 +50 +88 +56 7 +36 +18 +43 +22 +51 +26 +62 +32 +72 +37 +83 +43 +96 +50 +108 +56 注:标注▼者为优先公差等级,应优先选用。 形状和位置公差(摘自GB1182~1184-80) 形位公差符号 分类形状公差位置公差 项目直线 度 平面 度 圆度 圆柱 度 平行 度 垂直 度 倾斜 度 同轴 度 对称 度 位置 度 圆跳 动 全跳动 符号
机械人必须知道的100个问题之公差和配合 1.什么称为公差? 答:允许零件尺寸和几何参数的变动量就称为公差。 2.什么称为尺寸? 答:用特定单位表示长度值的数字。 3.什么称为基本尺寸? 答:使设计给定的尺寸。 4.什么称为实际尺寸? 答:是通过测量获得的尺寸。 5.什么称为极限尺寸? 答:是指允许尺寸变化的两个极限值。 6.什么称为最大实体状态(简称MMC)和最大实体尺寸? 答:最大实体状态系指孔或轴在尺寸公差范围内,具有材料量最多时的状态。在此状态下的尺寸,称为最大实体尺寸,它是孔的最小极限尺寸和轴的最大极限尺
寸的统称。 7.什么称为最小实体状态(简称LMC)和最小实体尺寸? 答:最小实体状态系指孔或轴在尺寸公差范围内,具有材料最少时的状态。在此状态下的尺寸,称为最小实体尺寸,它是孔的最大极限尺寸和轴的最小极限尺寸的统称。 8.什么称为作用尺寸? 答:在配合面的全长上,与实际孔内接的最大理想轴尺寸,称为孔的作用尺寸。与实际轴外接的最小理想孔的尺寸,称为轴的作用尺寸。 9.什么称为尺寸偏差? 答:是指某一个尺寸减其基本尺寸所得的代数差。 10.什么称为尺寸公差? 答:是指允许尺寸的变动量。 11.什么称为零线? 答:在公差与配合图解(简称公差带图)中,确定偏差的一条基准直线,即零偏差线。 12.什么称为公差带? 答:在公差带图中,由代表上、下偏差的两条直线所限定的一个区域。 13.什么称为基本偏差? 答:是用来确定公差带相对于零线位置的上偏差或下偏差,一般指靠近零线的那个偏差。当公差带位于零线上方时,其基本偏差为下偏差;位于零线下方时,其基本偏差为上偏差。见图1 图1 14.什么称为标准公差? 答:国标规定的,用以确定公差带大小的任一公差。 15.什么称为配合?
3、公差与配合的标注 (l)在装配图中的标注 国家标准规定,在装配图上标注公差与配合时,配合代号一般用相结合的孔与轴的公差带代号组合表示,即在基本尺寸的后面将代号写成分数的形式,分子为孔的公差带代号。分母为轴的公差带代号。孔和轴的公差带代号分别由基本偏差代号与公差等级两部件组成。 也可以注写成Φ50H7/K6和Φ50F8/h7的形式。 当配合代号的分子中出现基孔制代号H,而分母中同时出现基轴制代号h 时,则称为基准件相互配合,如Φ50H7/K6,它既可以视为基孔制,也可视为基轴制,是一种最小间隙为零的间隙配合。如分子分母均无基准件代号,则属于某一孔公差带与某一轴公差带组成的配合.在装配图中公差号配合的标注见图8. (2)零件图中尺寸公差的标注 在零件图中尺寸公差的标注形式有三种:
l)在基本尺寸后面只标注公差带代号。公差带代号应注写在基本尺寸的右边,如图9 所示,这种标注形式适合于大批量生产的零件。 2)在基本尺寸后面标注极限偏差、表示极限偏差的数字要比基本尺寸的数字小一号,如图9.b所示,偏差值一般要注写三位有效数字,上偏差注写在基本尺寸的右上力;下偏差应与基本尺寸注写在同一底线上。若其中有一个偏差值为零时,要以占位,并与上偏差或下偏差小数点前的个位数字对齐。如果上下偏差数值相同。符号相反,则应首先在基本尺寸的右边注上“士”号,再填写偏差数字,其高度与基本尺寸数字相同,如图10所示.这种标注形式适合于单件或小批量生产的零件。 3)在基本尺寸的后面同时标注公差带代号和极限偏差数值,此时极限偏差数值应加括号,如图9c所示。 如有侵权请联系告知删除,感谢你们的配合! 如有侵权请联系告知删除,感谢你们的配合!
第二单元识读尺寸公差与配合 一、单项选择题 1一孔尺寸的要求为φ30+0052,我们在加工时最理想的目标值是 D 2下列标准公差中,精度最低的是 D 3.某轴段标注尺寸为,现对四个完工零件进行测量,得到的数据分别为φ,φφ,φ,则合格的零件有() A A1个 个 个 个 4,已知某轴的公称尺寸为φ50加工后测得的实际尺寸为φ,则实际偏差为 D 关于φ20R6、φ20R7、φ20R8三个公差带,下列说法正确的是 C A,上、下极限偏差均不相同 B.上、下极限偏差均相同 C.上极限偏差相同,但下极限偏差不同 D.上极限偏差不同,但下极限偏差相同 6,下极限尺寸与公称尺寸的关系是 D A.前者等于后者 B.前者大于后者 C.前者小于后者 D.无法确定 7零件加工的难易程度主要看 C A.公称尺寸 B.标准公差 C.公差等级 D.基本偏差 8尺寸公差带图的零线表示 B A.基本偏差 B.公称尺寸 C.实际尺寸 D.标准公差 9.基本偏差为 D A.上极限偏差 B.下极限偏差 C.实际偏差 D.上极限偏差或下极限偏差中靠近零线的那个偏差10某孔尺寸为φ100K7(),则该孔的基本偏差为 B 决定公差带大小的是 B A.基本偏差 B.标准公差 C.公称尺寸 D.公差等级 12在设计时就给定的是 C A.实际尺寸 B.装配尺寸 C.公称尺寸 D.作用尺寸 13,下列配合中,公差等级的选择不适当的是 D h9 14实际偏差是 C A.设计时给定的 B.直接测量得到的C通过测量计算得到的
D.最大极限尺寸与最小极限尺寸之差 15关于尺寸公差,下列说法中正确的是 B A.尺寸公差只能大干零,故公差值前应标“+”号 B.尺寸公差是用绝对值定义的,没有正、负的含义 C.尺寸公差不能为负值,但要为零值 D.尺寸公差为允许尺寸变动范围的界限值 16.φ10H6、φ10H7和010H8三个尺寸中,相等的是 B A.上极限偏差 B.下极限偏差 C.公差数值 D加工难易程度 17下列关于标准公差的说法错误的是 A A标准公差值相同,则加工的精度相同,加工的难易程度相同 B公称尺寸相同,公差等级越低,标准公差值越大 C公差等级相同,公称尺寸越大,标准公差值越大 D.标准公差值相同,公称尺寸越大,公差等级越高. 18.某孔尺寸为φ50n6( ),则该孔的基本偏差为 B A.+ B.+ 关于配合公差,下列说法错误的是 B A.配合公差反映了配合的松紧程度 B.配合公差是对配合松紧变动程度所给定的允许值 C.配合公差等于相配合的孔公差与轴公差之和 D.配合公差等于极限盈隙的代数差的绝对值 20在基孔制配合中,基准孔的公差带确定后,配合的最小间隙或最小过盈由轴的()确定 A A.基本偏差 B公差等级 C.公差数值 D.实际偏差 21下列孔与基准轴配合,组成间隙配合的孔是 A A.孔的上、下极限偏差均为正值 B.孔的上极限偏差为正,下极限偏差为负 C.孔的上极限偏差为零,下极限偏差为负 D.孔的上、下极限偏差均为负 22基本偏差代号为r的轴与基准孔配合,组成()配合。 C A.间隙 B过渡 C.过盈 D.过渡或间隙 23下列配合中,公差等级选择不当的是 A . f9 f7 f8 f9
《公差配合与测量技术基础》课程标准 一、课程名称:极限配合与技术测量基础 二、适用专业:数控技术应用专业 三、前言 1、课程的性质 《公差配合与技术测量基础》课是中等职业学校机械类专业的一门重要的专业基础课。他全面的讲述了机械加工中有关尺寸公差、形位公差及表面粗糙度等技术要求中的基本知识,简要介绍了测量的理论基础知识及常用计量器具的工作原理、结构特点和使用方法。 2、设计思路 学习本课程应具有一定的机械原理和机械制图方面及初步生产实践的知识。本课程具有抽象的理论知识和较强的实践性,建议将本课程的学习与专业工艺课程的学习、生产实践有机的结合起来,进一步加深理解和掌握本课程的内容。 四、课程目标 1、知识目标 (1)了解国家标准中有关公差、配合等方面的基本术语及其定义 (2)熟悉极限与配合标准的基本规定。 (3)掌握极限与配合方面的基本计算方法及代号的标注和识读 (4)了解形位公差的基本内容。 (5)理解形位公差代号的含义。 (6)了解表面粗糙度的评定标准及基本的检测方法。
(7)掌握表面粗糙度的符号、代号的注法 (8)了解普通螺纹公差的特点,理解其标记的组成及其含义 (9)了解有关测量的基本知识,理解常用量具的读数原理,掌握其 使用方法 (10)初步了解形位误差的检测原理和基本方法 2、能力目标 (1)在学习过程中,学会运用观察、实验、查阅资料等多种手段获取信息,并运用比较、分类、归纳、概括等方法对信息进行加工。 (2)自主学习的能力。 (3)语言表达能力。 (4)具有一定的分析、解决问题能力。 (5)养成认真细致、实事求是、积极探索的科学态度和工作作风,形成理论联系实际、自主学习和探索创新的良好习惯 五、课程内容及要求
我国尺寸公差与配合标准的发展历史 1944年:国民党政府制定了“尺寸公差与配合”的国家标准,但实际使用的是日本、德国、美国标准. 1955年:参照苏联标准,第一机械工业部颁布“公差与配合”的部颁标准,此标准只是将苏联标准(OCT标准)付与了中文名词. 1959年:颁布了“公差与配合”的国家标准GB159~174 (简称“旧国标”)(精度等级偏低、配合种类偏少). 1979年:参照国际标准制定了“公差与配合”的国家标准GB1800~1804 —1979(简称“新国标”)取代GB159~174—1959. 1992~1996年上述新国标进行了部分修订,将《公差与配合》改为《极限与配合》, 用《极限与配合基础第一部分:词汇》(GB/T1800.1—1996)替代GB1800-1979中的《公差与配合的术语及定义》;用《一般公差线性尺寸的未注公差》(GB/T1804—1992)替代《未注公差尺寸的极限偏差》(GB1804—1979) 国家标准《极限与配合》中,公差与配合部分的标准主要包括: GB/T1800.1—1997《极限与配合基础第1部分:词汇》 GB/T1800.2—1998《极限与配合基础第2部分:公差、 偏差和配合的基本规定》 GB/T1800.3—1998《极限与配合基础第3部分:标准公 差和基本偏差数值表》 GB/T1800.4—1999《极限与配合标准公差等级和孔、 轴的极限偏差表》 GB/T1801—1999《极限与配合公差带和配合的选择》 GB/T1804—2000《一般公差未注公差的线性和角度尺 寸的公差》 2009年11月1日实施: GB/T1800.1—2009《极限与配合第1部分:公差、偏差 和配合的基础》 GB/T1800.2—2009《极限与配合第2部分:标准公差等 级和孔、轴极限偏差表》 GB/T1801—2009 《极限与配合公差带和配合的选择》 GB/T4249-2009 《公差原则》 GB/T16671-2009 《几何公差最大实体要求、最小实体 要求和可逆要求》 GB/T1182-2008 《几何公差形状、方向、位置和跳动 公差标准》 GB/T 1031-2009 《表面结构轮廓法表面粗糙度参 数及其数值》 GB/T 3177-2009 《光滑工件尺寸的检验》 GB/T 3505-2009 《表面结构轮廓法术语、定义 及表面结构参数》
《公差配合与测量技术》知识点 绪言 互换性是指在同一规格的一批零件或部件中,任取其一,不需任何挑选或附加修配就能装在机器上,达到规定的功能要求,这样的一批零件或部件就称为具有互换性的零、部件。 通常包括几何参数和机械性能的互换。 允许零件尺寸和几何参数的变动量就称为公差。 互换性课按其互换程度,分为完全互换和不完全互换。 公差标准分为技术标准和公差标准,技术标准又分为国家标准,部门标准和企业标准。 第一章圆柱公差与配合 基本尺寸是设计给定的尺寸。实际尺寸是通过测量获得的尺寸。 极限尺寸是指允许尺寸变化的两个极限值,即最大极限尺寸和最小极限尺寸。最大实体状态是具有材料量最多的状态,此时的尺寸是最大实体尺寸。 与实际孔内接的最大理想轴的尺寸称为孔的作用尺寸,与实际轴外接的最小理想孔的尺寸称为轴的作用尺寸。 尺寸偏差是指某一个尺寸减其基本尺寸所得的代数差。 尺寸公差是指允许尺寸的变动量。 公差=|最大极限尺寸 - 最小极限尺寸|=上偏差-下偏差的绝对值 配合是指基本尺寸相同的,相互结合的孔与轴公差带之间的关系。 间隙配合:孔德公差带完全在轴的公差带上,即具有间隙配合。 间隙公差是允许间隙的变动量,等于最大间隙和最小间隙的代数差的绝对值,也等于相互配合的孔公差与轴公差的和。 过盈配合,过渡配合 T=ai, 当尺寸小于或等于500mm时,i=0.45+0.001D(um), 当尺寸大于500到3150mm时,I=0.004D+2.1(um). 孔与轴基本偏差换算的条件:1.在孔,轴为同一公差等级或孔比轴低一级配合2.基轴制中孔的基本偏差代号与基孔制中轴的基本偏差代号相当 3.保证按基轴制形成的配合与按基孔制形成的配合相同。 通用规则,特殊规则 例题 基准制的选用:1.一般情况下,优先选用基孔制。2.与标准件配合时,基准制的选择通常依标准件而定。3.为了满足配合的特殊需要,允许采用任一孔,轴公差带组合成配合。 公差等级的选用:1.对于基本尺寸小于等于500mm的较高等级的配合,由于孔比同级轴加工困难,当标准公差小于等于IT8时,国家标准推荐孔比轴低一级相配合,但对标准公差大于IT8级或基本尺寸大于500mm的配合,由于孔德测量精度比轴容易保证,推荐采用同级孔,轴配合。2.既要满足设计要求,又要考虑工艺的可能性和经济性。 各种配合的特性:间隙:主要用于结合件有相对运动的配合。 过盈:主要用于结合件没有相对运动的配合。 过渡:主要用于定位精确并要求拆卸的相对静止的联结。
.保证互换性生产的基础是 A.通用化 B. 系列化 C. 标准化 D. 优化 2.决定尺寸公差带大小的是, A、公差等级 B、基本尺寸 C、实际偏差 D、基本偏差 3.60+ 的孔与60±的轴的结合是配合; A. 间隙 B. 过渡 C. 过盈 D. 无法确定. 4.对于尺寸公差带,代号为P-ZC的基本偏差为 A、上偏差, 正值 B、上偏差,负值 C、下偏差, 正值 D、下偏差, 负值 5.考虑到孔、轴的工艺等价性,下列孔、轴配合中选用不合理的是__。 A.H8/u8 B.H6/g5 C.H8/js8 D.H9/a9 6.当需要对某一被测要素同时给出定向公差和形状公差时,其形状公差值不得()定向公差的一半。 A.大于 B. 等于 C.小于 D.小于等于 7.当被测要素是圆柱面时,其形位公差带的形状是之间的区域。 A D 8.孔的体外作用尺寸其实际尺寸, A、不大于 B、不小于 C、大于 D、等于 9.在表面粗糙度评定参数中,能充分反映表面微观几何形状高度方面特性的是。 A. Ra、 B. Rz C. R Y D. R S m 二、填空题 1. 尺寸公差带二要素是指公差带的. 2. GB/将线性尺寸的标准公差分为20级,其中最高级为 3. 表面粗糙度的两个高度特征参数中,比较全面客观地反映表面微观几何形状特征的 是。 4.配合精度要求高的零件,其表面粗糙度数值应 5. 配合公差的数值愈小,则相互配合的孔、轴的公差等级愈 6. 尺寸φ80JS8,已知IT8=46μm,则其最大极限尺寸是mm, 1
最小极限尺寸是 mm 。 三、填表 1.根据已知项,填写未知项。 +0.03Ф60 E
常用公差及配合 一.极限与配合 二.形状和位置公差 三.零件公差的设置 四.尺寸链 一. 极限与配合. 1.术语与定义 1.1偏差 1.1.1 零线---在极限与配合图解中,表示基本尺寸的一条直线.以其为基 准确定偏差和公差; 1.1.2 偏差---某一尺寸(实际尺寸,极限尺寸等)减其基本尺寸所得的代 数差; 1.1.3 极限偏差---上偏差和下偏差; a. 上偏差---最大极限尺寸减其基本尺寸所得代数差; b. 下偏差---最小极限尺寸减其基本尺寸所得代数差. 1.1.4 基本偏差---确定公差带相对零线位置的那个极限偏差,它可以是 上偏差或下偏差,一般为靠近零线的那个偏差.
( 图一) 1.2 公差 1.2.1 尺寸公差---最大极限尺寸减最小极限尺寸之差,或上偏差减去下 偏差之差.公差是尺寸允许的变动量,是一个没有符号的绝对值. 1.2.2 标准公差---极限与配合制中,所规定的任一公差. ”IT”为”国际公 差”的符号. 1.2.3 标准公差等级---极限与配合制中,同一公差等级对所有基本尺寸 的一组公差被认为具有同等精确程度,例: IT 7 1.2.4 公差带---在公差带图解中,由代表上偏差和下偏差或最大极限尺 寸和最小极限尺寸的两条直线所限定的一个区域,由公差大小和 其相对零线的位置来确定. 1.3 配合 1.3.1 间隙---孔的尺寸减去相配合的轴的尺寸之差为正. a. 最小间隙---在间隙配合中,孔的最小极限尺寸减轴的最大极限尺 寸之差. b. 最大间隙---在间隙配合或过度配合中孔的最大极限尺寸减轴的最 小极限尺寸之差. 1.3.2 过盈---孔的尺寸减去相配合的轴的尺寸之差为负. a. 最小过盈---在过盈配合中,孔的最大极限尺寸减轴的最小极限尺 寸之差 b. 最大过盈---在过盈配合或过度配合中,孔的最小极限尺寸减轴的 最大极限尺寸之差
轴承公差与配合的基本概念及标注 轴承公差与配合的基本概念及标注 四、配合制(GB/T1800.1-1997) 同一极限制的孔和轴组成配合的一种制度。国家标准对配合制规定了两种形式:基孔制配合和基轴制配合。 1.基孔制配合 基本偏差为一定的孔的公差带与不同基本偏差的轴的公差带形成各种配合的一种制度,称为基孔制。基孔制配合的孔为基准孔,代号为H,国际规定基准孔的下偏差为零(图14-23)。图14-24表示基孔制的几种配合示意图 图14-23 基孔制 图14-23 基孔制的几种配合示意图 2.基轴制配合 基本偏差为一定的轴的公差带与不同基本偏差的孔的公差带形成各种配合的一种制度,称为基轴制。基轴制配合的轴为基准轴,代号为h,国标规定基准轴的上偏差为零(图14-25)。图14-26表示基轴制的几种配合示意图。
图14-25 基轴制 图14-26 基轴制的几种配合示意图 在一般情况下,优先选用基孔制配合。如有特殊要求,允许将任一孔、轴公差带组成配合。 五、尺寸公差与配合代号的标注 在机械图样中,尺寸公差与配合的标注应遵守国家标准(GB4458.5-84)规定,现摘要叙述。1.在零件图中的标注 在零件图中标注孔、轴的尺寸公差有下列三种形式: (1)在孔或轴的基本尺寸的右边注出公差带代号(图14-27)。孔、轴公差带代号由基本偏差代号与公差等级代号组成(图14-28)。
图14-27 标注公差带代号图14-28 公差带代号的型式 (2)在孔或轴的基本尺寸的右边注出该公差带的极限偏差数值(图14-29.b),上、下偏差的小数点必须对齐,小数点后的位数必须相同。当上偏差或下偏差为零时,要注出数字“0”,并与另一个偏差值小数点前的一位数对齐(图14-29.a)。 若上、下偏差值相等,符号相反时,偏差数值只注写一次,并在偏差值与基本尺寸之间注写符号 “±”,且两者数字高度相同(图14-29.c)。 图14-29 标注极限偏差数值 (3)在孔或轴的基本尺寸的右边同时注出公差带代号和相应的极限偏差数值,此时偏差数值应加上圆括号(图14-30)。 图14-30 标注公差带代号和极限偏差数值
公差与配合基础知识 第一章极限与配合 概述 极限与配合国家标准包括: GB/T 1800.1—1997 《极限与配合基础第1部分:词汇》 GB/T 1800.2—1998 《极限与配合基础第2部分:公差、偏差和配合的基本规定》GB/T 1800.3—1998 《极限与配合基础第3部分:标准公差和基本偏差数值表》 GB/T 1800.4—1999 《极限与配合标准公差等级和孔、轴的极限偏差表》 GB/T 1801—1999 《极限与配合公差带的配合和选择》 GB/T 1803—1979 《极限与配合尺寸至18mm 孔轴公差带》 GB/T 1804—2000 《一般公差线性尺寸未注公差》 现行国家标准《极限与配合》的基本结构包括公差与配合、测量和检验两部分。 公差与配合部分包括公差制和配合制,是对工件极限偏差的规定;测量与检验部分包括检验制与量规制,是作为公差与配合的技术保证。两部分合起来形成一个完整的公差制体系。 第一节基本术语以及定义 一、术语与定义: GB/T 1800.1-1997《极限与配合基础第1部分:词汇》确定了极限与配合的基本术语 1、孔和轴 1)孔通常指工件的圆柱形内表面,也包括非圆柱形内表面(由两平行平面或切面形成的包容面)。 2)轴通常指工件的圆柱形外表面,也包括非圆柱形外表面(由两平行平面或切面形成的被包容面)。 2、尺寸:用特定单位表示线性尺寸值的数值。 1)基本尺寸:是设计给定的尺寸。(基本尺寸是设计零件时根据使用要求,通过刚度、强度计算或结构等方面的考虑,并按标准直径或标准长度圆整后所给定 的尺寸。它是计算极限尺寸和极限偏差的起始尺寸。)
2)实际尺寸:是通过测量获得的尺寸。(由于存在测量误差,实际尺寸也并非被测尺寸的真实值) 3)极限尺寸:极限尺寸是指允许尺寸变化的两个极限值。 较大的称为最大极限尺寸。 较小的称为最小极限尺寸。 3、偏差与公差 偏差:是指某一个尺寸减其基本尺寸所得的代数差,简称偏差。 最大极限尺寸减其基本尺寸的代数差称为上偏差。 最小极限尺寸减其基本尺寸的代数差称为下偏差。 上偏差和下偏差统称为极限偏差。 偏差可以为正值、负值或零值。 公差:是指允许尺寸的变动量,简称公差。 公差等于最大极限尺寸与最小极限尺寸之代数差的绝对值。 例题: 4、配合 配合是指基本尺寸相同的,相互结合的孔和轴公差带之间的关系。 国标对配合规定有两种基准制、即基孔制与基轴制。 配合的类别有间隙配合、过渡配合、过盈配合。