系统供方名称及代码
子系统
电器
组合仪表总成
零件件号阶段状态
序号
关重特性(G/Z)
是否MSA 是否SPC
是否全尺寸关重特性
(G/Z)
是否MSA 是否SPC
1Z 否是是Z
3Z
否
1、开班前调整工装定位环位置,确保指针0刻度位置合格
2、正确调用对应产品检测程序.样品检测合格
1、开班前调整工装定位环位
置,确保指针0刻度位置合格2、正确调用对应产品检测程序.样品检测合格
否否是否否
项目
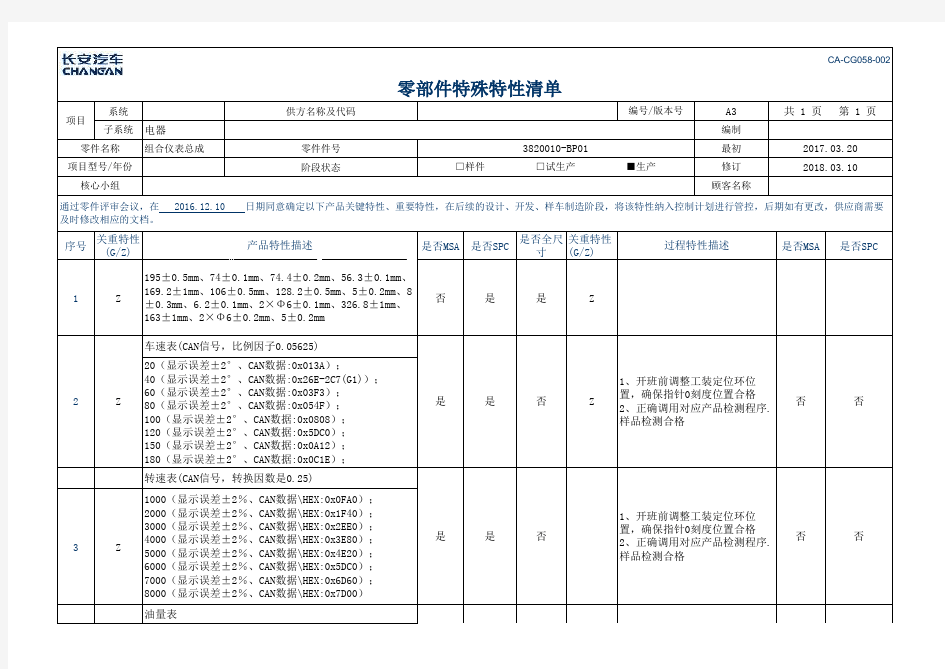
2Z 是是20(显示误差±2°、CAN数据:0x013A);
40(显示误差±2°、CAN数据:0x26E-2C7(G1));60(显示误差±2°、CAN数据:0x03F3);80(显示误差±2°、CAN数据:0x054F);100(显示误差±2°、CAN数据:0x0808);120(显示误差±2°、CAN数据:0x5DC0);150(显示误差±2°、CAN数据:0x0A12);180(显示误差±2°、CAN数据:0x0C1E);转速表(CAN信号,转换因数是0.25)
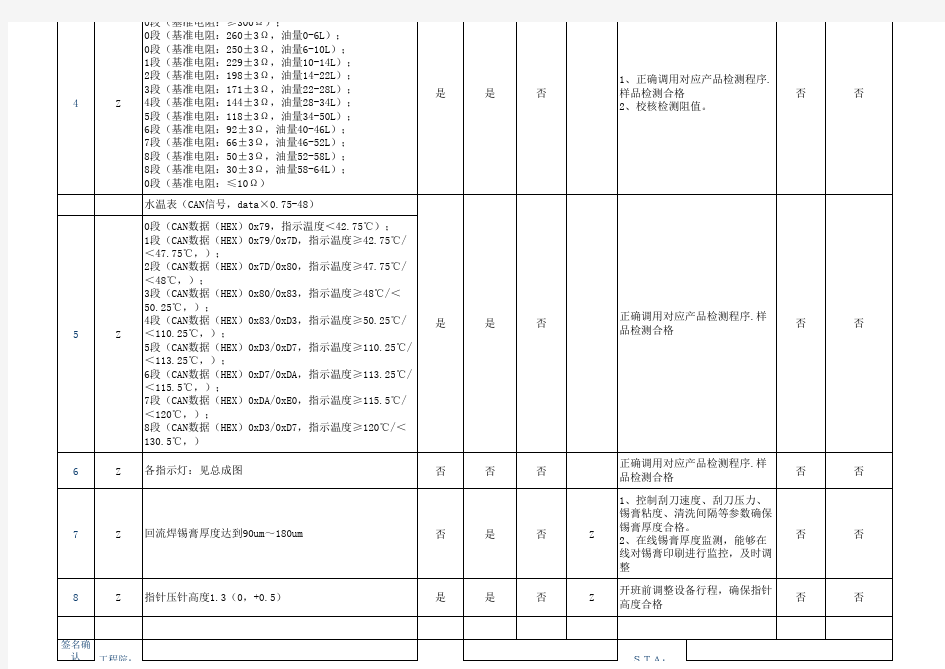
1000(显示误差±2%、CAN数据\HEX:0x0FA0);2000(显示误差±2%、CAN数据\HEX:0x1F40);3000(显示误差±2%、CAN数据\HEX:0x2EE0);4000(显示误差±2%、CAN数据\HEX:0x3E80);5000(显示误差±2%、CAN数据\HEX:0x4E20);6000(显示误差±2%、CAN数据\HEX:0x5DC0);7000(显示误差±2%、CAN数据\HEX:0x6D60);8000(显示误差±2%、CAN数据\HEX:0x7D00)油量表
通过零件评审会议,在 2016.12.10 日期同意确定以下产品关键特性、重要特性,在后续的设计、开发、样车制造阶段,将该特性纳入控制计划进行管控,后期如有更改,供应商需要及时修改相应的文档。
产品特性描述
过程特性描述195±0.5mm、74±0.1mm、74.4±0.2mm 、56.3±0.1mm 、169.2±1mm 、106±0.5mm、128.2±0.5mm、5±0.2mm、8±0.3mm、6.2±0.1mm、2×Φ6±0.1mm、326.8±1mm、163±1mm、2×Φ6±0.2mm、5±0.2mm 车速表(CAN信号,比例因子0.05625)
是Z
否
项目型号/年份□样件 □试生产 ■生产
修订2018.03.10
核心小组
顾客名称
编制零件名称3820010-BP01
最初2017.03.20CA-CG058-002
零部件特殊特性清单
编号/版本号
A3
共 1 页 第 1 页