第36卷?第2期?2014-02(下)?
【107】
收稿日期:2013-11-22
作者简介:胡小青(1980 -),女,四川德阳人,讲师,硕士,研究方向为机械设计制造及其自动化。
基于ANSYS workbench 的汽车发动机连杆力学性能分析
Mechanical properties analysis of motocar engine connecting rod
based on ANSYS Workbench
胡小青HU Xiao-qing
(四川工程职业技术学院,德阳 618000)
摘 要:以汽车发动机用连杆为研究对象,建立了发动机连杆力学性能分析简化模型。采用Ansys
workbench软件static structure模块,利用有限元分析法对发动机连杆模型进行模拟分析,得出了发动机连杆模型总变形、等效应力以及等效弹性应变分布。结果显示,发动机连杆模型最大变形位于发动机小头顶部,最大等效应力位于发动机连杆与大头交接顶角处,为4.09×109Pa ,最大等效弹性应变与等效应力所处位置相同为0.02。
关键词:发动机连杆;Ansys workbench;有限元法;模拟分析;力学性能中图分类号:TG213 文献标识码:A 文章编号:1009-0134(2014)02(下)-0107-02Doi:10.3969/j.issn.1009-0134.2014.02(下).30
0 引言
汽车发动机连杆是内燃机中的一个重要的结构零件,其作用是连接活塞和曲轴,将作用在活塞上的力传递给曲轴,使活塞的往复运动转变为曲轴的旋转运动,对外输出做功[1]。连杆小头与活塞销相连接,与活塞一起做往复运动,连杆大头与曲柄销相连和曲轴一起做旋转运动[2,3]。因此,连杆体除了上下运动外,还左右摆动,做复杂的平面运动[4]。所以,连杆的受力情况也十分复杂,工作中经常受到拉伸、压缩和弯曲等交变载荷的作用[5]。这种复杂的载荷容易引起连杆的疲劳破坏,甚至直接关系到操作人员的安全,从而造成严重的后果[6]。因而,对于汽车发动机连杆运动过程中的力学分析非常重要。
通常,大多数工程实际问题很难单独的通过经典的弹性力学通过求解微分方程而得到其解析解[7,8]。而有限元方法则避免了求解微分方程,因此,通过计算机采用有限元分析方法分析汽车发动机连杆在使用过程中的力学性能,可以为汽车发动机行业的发展提供一个有力的参考[9~11]。
基于此,本文对汽车发动机连杆建立了相应的模型,采用有限元法,利用Ansys Workbench 软件分析了发动机连杆的力学性能,包括连杆的变形、等效应力与等效弹性应变。为发动机连杆的应用提供一定的参考。
1 实验
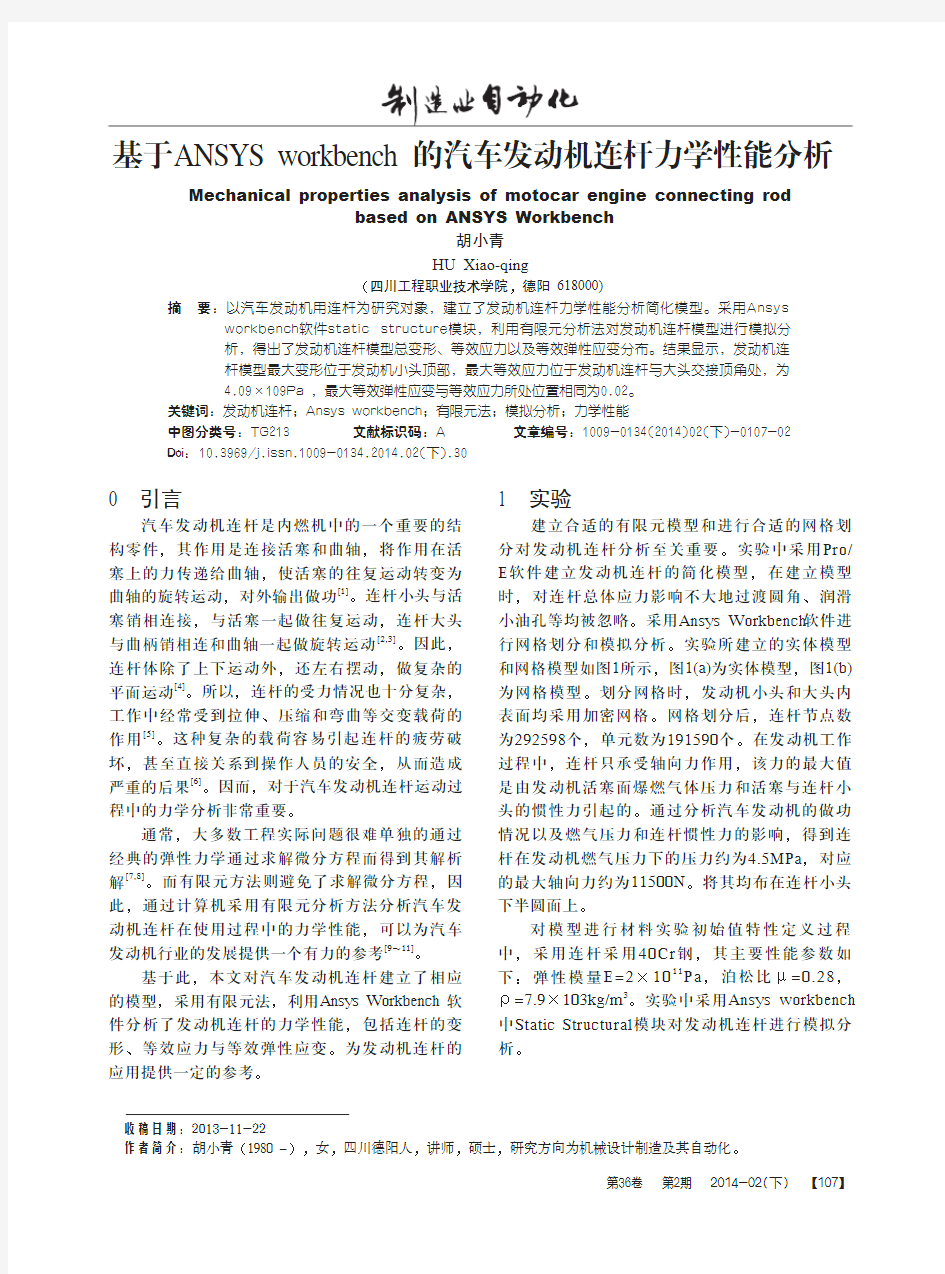
建立合适的有限元模型和进行合适的网格划分对发动机连杆分析至关重要。实验中采用Pro/E 软件建立发动机连杆的简化模型,在建立模型时,对连杆总体应力影响不大地过渡圆角、润滑小油孔等均被忽略。采用Ansys Workbench 软件进行网格划分和模拟分析。实验所建立的实体模型和网格模型如图1所示,图1(a)为实体模型,图1(b)为网格模型。划分网格时,发动机小头和大头内表面均采用加密网格。网格划分后,连杆节点数为292598个,单元数为191590个。在发动机工作过程中,连杆只承受轴向力作用,该力的最大值是由发动机活塞面爆燃气体压力和活塞与连杆小头的惯性力引起的。通过分析汽车发动机的做功情况以及燃气压力和连杆惯性力的影响,得到连杆在发动机燃气压力下的压力约为4.5MPa ,对应的最大轴向力约为11500N 。将其均布在连杆小头下半圆面上。
对模型进行材料实验初始值特性定义过程中,采用连杆采用40Cr 钢,其主要性能参数如下:弹性模量E=2×1011Pa ,泊松比μ=0.28,
ρ=7.9×103kg/m 3
。实验中采用Ansys workbench 中Static Structural 模块对发动机连杆进行模拟分析。
【108】?第36卷?第2期?
2014-02(下)
(a) 实体模型 (b) 网络模型
图1 发动机连杆实体和网格模型
2 结果分析与讨论
2.1 连杆总变形分析
图2(a)是发动机连杆模型整体变形结果分布,从图中可以发现,发动机连杆最大变形处位于连杆小头处,变形呈梯度分布,并呈逐渐减小趋势,最小变形处位于连杆大头处。同时还可发现,发动机连杆在工作过程中,在燃气压力推动活塞面加压到小头内表面时,小头处于最大变形,如图2(a)所示。发动机连杆中部由于压力的作用也产生了横向的变形,如图2(b)所示
。
(a) (b)
图2 发动机连杆模型整体变形分布
2.2 发动机连杆等效应力分析
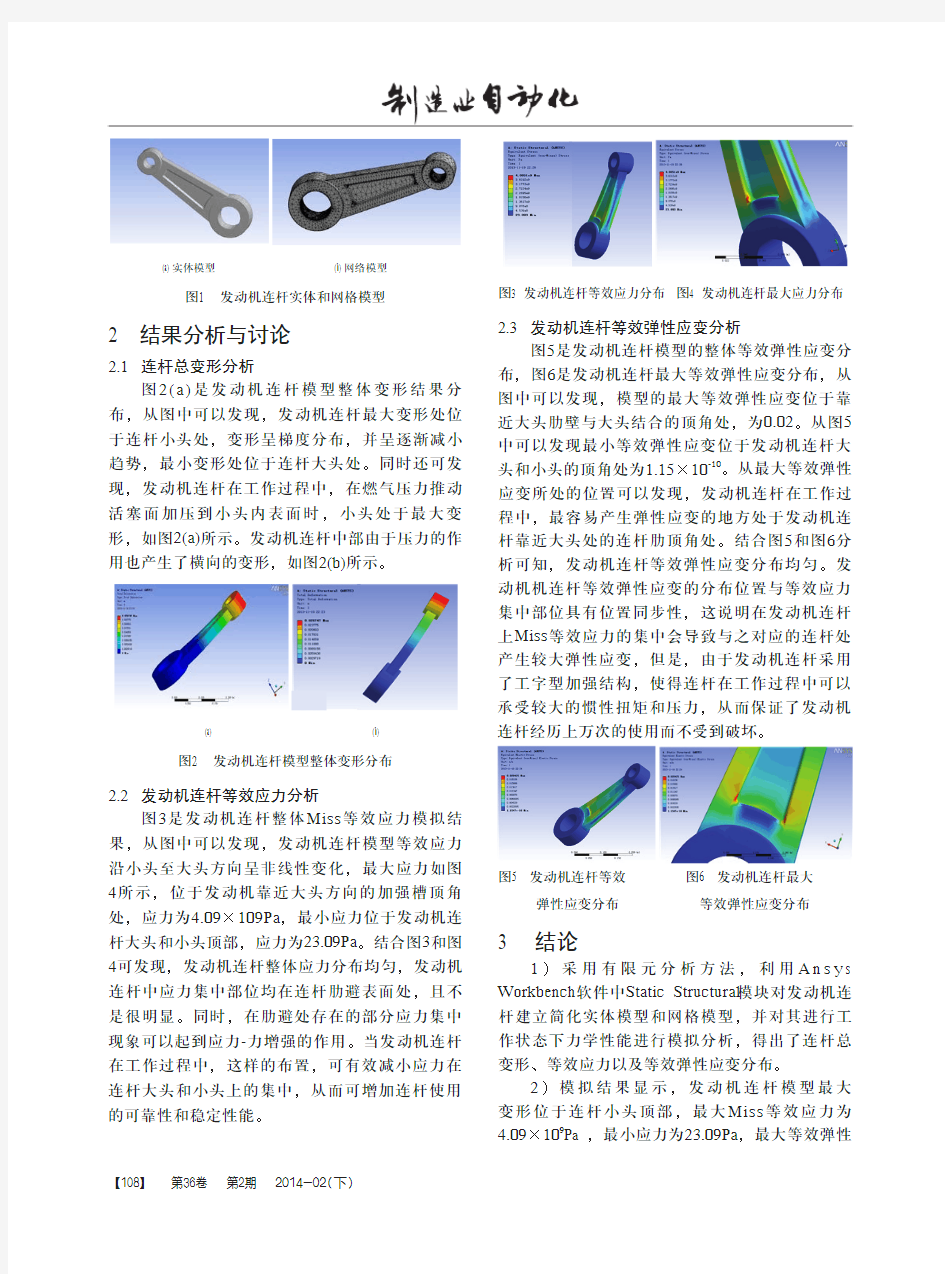
图3是发动机连杆整体Miss 等效应力模拟结果,从图中可以发现,发动机连杆模型等效应力沿小头至大头方向呈非线性变化,最大应力如图4所示,位于发动机靠近大头方向的加强槽顶角处,应力为4.09×109Pa ,最小应力位于发动机连杆大头和小头顶部,应力为23.09Pa 。结合图3和图4可发现,发动机连杆整体应力分布均匀,发动机连杆中应力集中部位均在连杆肋避表面处,且不是很明显。同时,在肋避处存在的部分应力集中现象可以起到应力-力增强的作用。当发动机连杆在工作过程中,这样的布置,可有效减小应力在连杆大头和小头上的集中,从而可增加连杆使用的可靠性和稳定性能
。
图3 发动机连杆等效应力分布 图4 发动机连杆最大应力分布
2.3 发动机连杆等效弹性应变分析
图5是发动机连杆模型的整体等效弹性应变分布,图6是发动机连杆最大等效弹性应变分布,从图中可以发现,模型的最大等效弹性应变位于靠近大头肋壁与大头结合的顶角处,为0.02。从图5中可以发现最小等效弹性应变位于发动机连杆大头和小头的顶角处为1.15×10-10。从最大等效弹性应变所处的位置可以发现,发动机连杆在工作过程中,最容易产生弹性应变的地方处于发动机连杆靠近大头处的连杆肋顶角处。结合图5和图6分析可知,发动机连杆等效弹性应变分布均匀。发动机机连杆等效弹性应变的分布位置与等效应力集中部位具有位置同步性,这说明在发动机连杆上Miss 等效应力的集中会导致与之对应的连杆处产生较大弹性应变,但是,由于发动机连杆采用了工字型加强结构,使得连杆在工作过程中可以承受较大的惯性扭矩和压力,从而保证了发动机连杆经历上万次的使用而不受到破坏
。
图5 发动机连杆等效 图6 发动机连杆最大 弹性应变分布 等效弹性应变分布
3 结论
1)采用有限元分析方法,利用A n s y s Workbench 软件中Static Structural 模块对发动机连杆建立简化实体模型和网格模型,并对其进行工作状态下力学性能进行模拟分析,得出了连杆总变形、等效应力以及等效弹性应变分布。
2)模拟结果显示,发动机连杆模型最大变形位于连杆小头顶部,最大Miss 等效应力为4.09×109Pa ,最小应力为23.09Pa ,最大等效弹性
第36卷?第2期?2014-02(下)?
【109】
应变为0.02,最小等效弹性应变为1.15×10-10。
3)应力部分集中于发动机连杆肋避顶角处,在发动机工作过程中可以起到应力-力增强的作用,使得整体等效弹性应变均匀分布,从而提高发动机连杆在工作时的可靠性和稳定性能。参考文献:
[1] 柴油机设计手册编辑委员会.柴油机设计手册(上册)第
一版[M].北京:中国农业出版社,1984:523-553.
[2] Q.Wang, F.He.A view of developments in the forging
of connecting rod in China[J].Journal of Materials of Processing Technology,2004,151(1):192.
[3] 王银燕,张鹏奇,王善.内燃机连杆杆身疲劳强度可靠性分
析[J].哈尔滨工程大学学报,2001, 22(1):67-71.
[4] 张勇,王有喜,张春明.发动机连杆的渗流铸造工艺参数研
究[J].铸造技术,2010, 31(6):720-722.
[5] 王林军.LR4105柴油机曲轴、连杆动应力分析研究[J].
车用发动机,2008,6:140-145.
[6] 潘琼瑶,陈凯.车用发动机连杆强度分析与结构改进[J].
车用发动机,2008,6:140-145.
[7] 谈卓君,左正兴,张儒华.内燃机连杆有限元分析进展[J].
中国机械工程,2004,15(4), 365-369.
[8] 马军彦.柴油机连杆应力和变形的计算与实验研究[D].
哈尔滨:哈尔滨工程大学,2010.
[9] 赵丕欢,樊文欣,张保成,等.基于虚拟样机技术的柴油机
曲柄连杆机构动力学仿真研究[J].柴油机设计与制造, 2008,4:21-23.
[10] 郭涛,杨晓.基于ABAQUS 的连杆有限元分析[J].装备制
造技术,2010,2(7):45-47.
[11] 王克武.基于有限元的汽车发动机连杆锻坯塑性成形新
工艺研究[J].制造业自动化,2013,(14):154-156.
fidtl=fopen('C:\Users\Administrator\Desktop\data\ug.dat','wt');
fprintf(fidtl,'%12.4f %12.4f %12.4f\n',XYTL);fclose(fidtl);
4 三维凸轮生成
运行U G 软件并新建文件,通过菜单栏的【insert 】/【curve 】/【spline 】/【through points 】,在弹出的对话框中Curve type 选择Multiple Segments ,Curve Degree 选项选择3,并勾选Closed Curve 选项,点击“Points from File ”按钮进入查找凸轮轮廓曲线点的数据存放文件ug.dat 文件,找到文件后点击确定退出数据文件查找界面,在spline through points 窗口界面点击OK 按钮即可生成封闭的凸轮轮廓曲线[3],如图3所示
。
图3 高次多项式凸轮轮廓曲线
进行凸轮三维实体生成时,选择Extrude 命令,选中生成的凸轮轮廓曲线,设定凸轮厚度后点击确认后得到凸轮三维实体模型,然后进行凸轮安装轴孔的拉伸切除操作就完成了凸轮的三维设计,凸轮三维实体模型如图4所示
。
图4 凸轮三维实体模型
5 结束语
通过对凸轮从动件的高次多项式及其约束方程进行Matlab 编程求解,获取了从动件的运动规律曲线,实现了高次多项式凸轮轮廓曲线的求解。同时,获取了高次多项式凸轮轮廓曲线点的数据文件。然后通过UG 软件的曲线功能及实体操作功能实现了高精度高次多项式凸轮的三维实体建模。此方法简单、方便,在设计过程中就可获知所设计的凸轮是否满足运动学要求,能及时发现问题及缩短设计周期。经过多次试验表明该方法设计出来的高次多项式发动机配气凸轮完全满足发动机的配气要求。参考文献:
[1] 郭磊,褚超美,陈家琪.高次多项式凸轮型线特性参数对配
气机构性能影响的研究[J].内燃机工程,2005(2):20-23.[2] 谢宗法,程勇,张小印, 等.用最大速度位置和最大加速度
位置设计高次多项式配气凸轮[J].内燃机学报,2005(3).[3] 丁源,李秀峰.UG NX 8.0中文版从入门到精通[M].清华
大学出版社,2012.
【上接第95页】
木材的力学性能参数
目录 1.1木材的力学性质………………………………………………P3 2.1木材力学基础理论……………………………………………P3~ P8 2.1.1应力与应变 2.1.2弹性和塑性 2.1.3柔量和模量 2.1.4极限荷载和破坏荷载 3.1木材力学性质的特点…………………………………………P8~ P20 3.1.1木材的各向异性 3.1.2木材的正交对称性与正交异向弹性 3.1.3木材的粘弹性 3.1.4木材的松弛 3.1.5木材塑性 3.1.6木材的强度、韧性和破坏 3.1.7单轴应力下木材的变形与破坏特点 4.1木材的各种力学强度及其试验方法………………………P20~ P28 4.1.1力学性质的种类 5.1木材力学性质的影响因素…………………………………P28~ P31 5.1.1木材密度的影响 5.1.2含水率的影响 5.1.3温度的影响 5.1.4木材的长期荷载
5.1.5纹理方向及超微构造的影响 5.1.6缺陷的影响 6.1木材的允许应力…………………………………………P31~ P33 6.1.1木材强度的变异 6.1.2荷载的持久性 6.1.3木材缺陷对强度的影响 6.1.4构件干燥缺陷的影响 6.1.5荷载偏差的折减 6.1.6木材容许应力应考虑的因素 7.1常用木材物理力学性能……………………………………P34~ P36 1.1木材的力学性质 主要介绍:木材力学性质的基本概念、木材的应力—应变关系; 木材的正交异向弹性、木材的黏弹性、木材的塑性; 木材的强度与破坏、单轴应力下木材的变形与破坏特点; 基本的木材力学性能指标; 影响木材力学性质的主要因素等。 1.1.1木材的力学性质:木材在外力作用下,在变形和破坏方面所表现出来的性质。 1.1.2木材的力学性质主要包括:弹性、塑性、蠕变、抗拉强度、抗压强度、抗碗强度、抗减强度、冲击韧性、抗劈力、抗扭强度、硬度和
金属材料热处理原理与工艺课程设计40Mn发动机连杆螺栓热处理工艺设计 院、部: 学生姓名: 学号: 指导教师:职称 专业: 班级: 完成时间:
摘要 综述了发动机连杆螺栓的工作环境,使用性能,失效形式,连杆螺栓材料的选择,热处理工艺等。主要就连杆螺栓的热处理工艺做了详细的分析,通过大量的实验得出了连杆螺栓材料热处理后的金相组织图等资料。分别对球化退火、淬火、回火过程中组织、硬度的的变化做了分析。并就实验中出现的问题作了分析,以供参考。 关键词:连杆螺栓热处理;等温退火;淬火;回火;问题分析
目录 摘要............................................................................................................................................. I 前言. (1) 1 连杆螺栓的使用性能 (1) 2 材料选择及技术要求 (1) 2.1.螺栓的热处理工艺规范 (2) 2.2材料的选择 (2) 3 热处理工艺及目的 (3) 3.1退火 (3) 3.2正火 (3) 3.3淬火 (4) 3.4回火 (4) 4 设计说明 (4) 4.1失效形式 (4) 4.2工作要求 (4) 4.3结构钢40M N的化学成分 (5) 4.3.1 主要特性 (5) 4.3.2 材料分析 (5) 4.3.3 力学性能要求 (6) 4.3.4 基于材料的零件设计 (6) 4.5热处理工艺说明 (7) 5 设计方案 (8) 5.1正火 (8) 5.2调质处理 (8) 5.3回火的制定 (9) 6 螺栓的热处理质量检测 (9) 6.1硬度计 (9) 6.2外观检测与金相组织检验 (9) 7 螺栓热处理回火缺陷的原因及解决方案 (10) 参考文献 (11)
选题:从力学观点分析竹子的力学特征 徐锴,材料1302,2013012057 【摘要】本文通过分析竹子的材料和构造,说明竹子的强度特性。并通过该种特性进行一些实际应用设计,本文选用建筑中的应用。 【关键词】竹子,强度,建筑,可持续发展 1、收集的常识【1】: (1)竹,禾本科,竹木质化,有明显的节,节间常中空,高大、生长迅速,竹枝杆挺拔,修长。(2)分布于热带、亚热带至温带地区,其中东亚、东南亚和印度洋及太平洋岛屿上分布最集中,种类也最多。 (3)在竹材研究方面,国内外对竹材的物理性质研究的较多,研究重点主要集中在密度、吸水率及干缩性等方面。密度在很大程度上决定着竹材的力学性质,密度主要取决于纤维含量、纤维直径及细胞壁厚度,密度随纤维含量增加而增加。 2、分析竹子强度特性【2】 相比较于钢材,竹子体轻,但是硬度大。根据实验测定, 竹材的形变量非常小, 弹性和韧性却很高, 顺纹抗拉强度170M Pa, 顺纹抗压强度达80M Pa。特别是刚竹, 其顺纹抗拉强度最高竟达280M Pa, 几乎相当于同样截面尺寸材的一半。虽然钢材的抗拉强度为一般竹材的2.5~3倍,但若按单位重量计算抗拉能力,则竹材要比钢材强2~3倍。 3、竹强度大的力学分析 3.1 空心圆截面的强度分析【4】
(1)根据化工设备机械基础的弯曲强度理论【4】, 杆件强度主要指标是弯曲应力。弯曲强度条件为 ][W M max max σσ≤=。 要提高杆件的强度, 除了合理安排受力, 降低M max 的数值以外, 主要是采用合理的截面形状, 尽量提高抗弯截面模量W 的数值, 充分利用材料。,实心圆截面和空心圆截面的抗弯截面模量分别是 3d 321W π=实)1(32 1W 43απ-=D 空 式中, d 是实心杆直径, D 是空心杆外径, 1D 是空心杆内径。2 1D D = α为空心杆内、外径比值, 当空心杆和实心杆的截面积相同时 )(2122D -D 4 1d 41ππ=或212D -D d = 则11-1-1D 32 1d 321W W 22433>+==α ααππ)(空实 (1)根据以上分析, 空心圆截面杆的抗弯强度比同样截面积的实心杆大; 并且空心圆截面杆内、外直径的比值α越大,其抗弯强度也随之增大。 例如, 当α= 0。 7 时, 它的抗弯强度比同样重量的实心圆截面大2倍。 因为, 杆件抗弯时从正应力的分布规律可知在杆截面上离中性轴越远, 正应力越大, 而中性轴附近的应力很小, 这样其材料的性能未能充分发挥作用。 若将实心圆截面改为空心圆截面, 也就是将材料移置到离中性轴较远处, 却可大大提高抗弯强度。 (2)在风荷载下,竹子主要抵抗的是弯矩和剪力。对于抗弯,边缘最大正应力与截面的截面惯性矩I 成反比,而I 随截面半径增大而增大,故空心结构形成的大半径有利于降低边缘最大正应力提高抗弯能力。 3.2 材料分布的强度分析 (1)由于边缘的正应力最大,故将优质材料布置在边缘是最优化的结构布置,竹子就做到了这点:竹壁自外而内,分为竹青、竹肉和竹黄三个部分,竹子的表面呈现出青色的叫竹青,由抗拉强度很高的纤维质构成。 (2)对于抗剪,竹节又起到了关键的作用。坚硬实心的竹节将竹身分成小段的区格,在每个区格的端部提供可靠的变形约束,从而也能大大提高竹子的抗剪力能力。 3.3 阶梯状变截面的强度分析 (1)竹子在风载作用下各段抵抗弯曲变形能力基本相同, 相当于阶梯状变截面杆, 是一种近似的“等强度杆”。 (2)因为在风力作用下, 沿杆自上而下各截面的弯矩越来越大。 竹子根部所受弯矩最大, 因而根部最粗, 自下而上各截面弯矩越来越小, 竹子也就越来越细。 (3)另外, 竹节不仅能够增强竹子的抗弯强度, 同时,能大大地提高竹子横向的抗挤压和抗剪切的能力。 4、竹子最为建筑用材在实际中的应用 4.1 背景: 中国是世界上最大的产竹国。竹子生长快,成材早产量高、用途广。据竹材研究者介绍,竹子的生长速度非常快,比其他木材的生长速度都要快。竹子最快的生长速度是24小时长长
一、前言 20世纪90年代以来,汽车行业的竞争已从单一的性能竞争转向性能、环保、节能等多元综合竞争。仅就汽车发动机而言,为应对世界能源危机和减少对环境污染,其研究开发工作已侧重于降低油耗、减少排放、轻质及减少磨损等方面,在这些研究中优化技术将得到广泛的应用。汽车发动机与航空发动机同属热机范畴,二者在许多方面有相通之处。近年来,汽车发动机优化工作已具有一定基础,而针对航空航天发动机所建立及应用的优化技术则已取得较大的进展。将这些先进优化技术特别是多学科优化技术移植应用于汽车发动机优化设计可望提高汽车以节能与环保为中心的综合性能。作者就当前汽车发动机及航空航天发动机领域的优化技术的一些进展作一个简略的叙述,并对利用优化技术提高汽车发动机综合性能潜力进行一些探讨。二、发动机优化技术研究和应用现状目前各类发动机研发工作的共同重点包括降低油耗、减少排放、减轻质量以及减少磨损等,为了达到这些目标,在发动机设计中应用优化技术是一个重要的手段。当前发动机的优化工作主要在发动机结构、材料、燃料及燃烧、排放以及多学科优化等几个方面展开。(一)发动机结构及材料优化技术发动机结构优化主要是优化关键零部件的形状以改善发动机性能,此方面的研究有:将BP神经网络和遗传算法相结合用于航空发动机的结构优化以获得最优的推重比;通过优化固体火箭发动机的结构以获得最轻的结构质量和最大的装填密度;总结了国内外对航空发动机叶片-轮盘结构优化设计的研究现状,提出了一种将动态分析与结构形状优化设计相结合的新方法;阐述了CAD/CFD技术在汽车发动机设计开发中的重要性,给出了CAD/CFD技术在电喷汽油机进气歧管设计和柴油机螺旋气道设计的应用效果;将边界元法与罚函数优化方法相结合,研究了承受拉、压交变载荷的发动机连杆的形状优化;基于一种高效的有限元方法对三维复杂形状连杆进行优化设计;基于有限元分析和优化技术,提出了一种发动机曲轴的结构优化方法;对火箭发动机机匣进行优化,讨论了应力比及PV/W的优化选择问题等。为改进发动机结构及使发动机轻量化,对其材料进行优化设计是一种重要手段。近年来,包括新型复合材料如碳化硅、氮化硅、氧化锆、石墨及合成石墨等不断用于发动机结构。通过建立发动机复合材料叶片各截面应力应变解析式和最大应力准则,对叶片进行最大强度的优化分析。对固体火箭发动机的复合材料壳体进行优化设计,使得发动机结构在满足强度约束的要求下获得最小的质量。(二)发动机燃烧优化技术随着世界能源问题和环境污染问题的日趋严重,飞机及汽车作为污染环境和消耗能源的大户,备受人们的关注。发动机燃烧过程直接影响节能和环保,对发动机燃烧过程优化的研究越来越受到重视。目前主要是从喷射系统、进气管系、燃烧室形状等几方面对其进行优化设计。在发动机燃烧喷射系统方面,借助于先进电子控制技术,能准确地调节燃油供给,优化喷油定时和喷油次数,控制气缸内的混合状态、燃烧室内的燃油分布,降低排放污染。对新型脉动式电控燃油喷射系统的喷射定时问题,研究了发动机直接喷射技术的优化问题。采用了多目标设计方法,优化了发动机燃烧系统和配气机构匹配。在新型燃料发动机燃烧过程的优化研究中,在建立氢燃料发动机最优控制模型的基础上,提出了双模式控制方式;用计算机仿真分析手段对天然气汽车发动机的空燃比进行优化来改善发动机的性能。(三)发动机多学科优化技术发动机设计以结构、热力、燃烧、强度、振动、流体、传热等多个学科为基础,可变因素多,随机性大,是一个可变互耦系统的优化问题。多学科设计优化通过充分利用各个学科之间的相互作用所产生的协同效应,获得系统的整体最优解,因而在发动机设计图1 传统设计流程图上有很大的应用优势。 在航空发动机领域,多学科优化技术已被用于建立优化模型并开展了涡轮叶片设计、压气机叶片设计及发动机总体方案设计,将传统的优化设计方法(如图1所示)转变为图2所示多学科优化并行设计流程,综合考虑了气动、振动、强度和疲劳寿命等方面的要求,可缩短设计周期和提高优化效果。如:利用单级优化算法对航空发动机喷管进行了多学科优化设计;在内燃机的优化研究中引入了多学科鲁棒性设计优化方法来评价设计过程中的不确定性;采
发动机性能有关术语 Accelerator 加速踏板——一种控制装置,通常由脚操作,连接到节气门。Accelerator pump加速泵——化油器内的泵,当节气门位置变化时,为过渡工况提供额外的燃油。 Accessory drive 附件驱动——发动机罩下由驱动带驱动的附件——风扇、发动机、空调、动力转向、空气喷射泵。 Air/fuel mixture空气/燃油混合气——提供给发动机的空气和燃油混合气。Analyzer 分析仪——一种设备,如示波器,具有数据读取功能,帮助进行正确修理。 Automatic choke 自动阻风门——自动确定阻风门位置的系统。 Back pressure 背压——发动机曲轴箱内积累的多余压力;排气系统阻力。 Battery 蓄电池——以化学能形式存储电能的装置。 Battery cable 蓄电池电缆——连接到蓄电池正极(火线)和负极(地线)的粗导线。Battery charger 蓄电池充电器——用来给蓄电池充电和再充电的设备。 Bearing 轴承——具有内外座圈、一排或多排钢球的装置。 Catalytic converter催化转化器——一种汽车排气系统部件,用不锈钢制造,含有降低发动机排气内碳氢化合物、一氧化碳和氮氧化物的催化剂。Check valve 单向阀——允许液体或气体在一个方向流动而堵住另一个方向的装置。Coil 线圈——点火系统零件,为火花塞提供高电压。 Cold-cranking amperage冷起动电流——完全充电的蓄电池30s内,端电压不会降到 7.2V以下所能提供的电流。 Combustion chamber燃烧室——活塞在上止点位置时活塞上部区域,燃烧就在这里进行。Compression 压缩——将气体挤压到更小空间的过程。 Compression test压缩测试——控制起动阶段气缸所能产生压力的一种测量方式。Comouter 计算机——为了执行操作,能够按照指令进行工作和以期望的方式交换数据而不需要人工干预的系统。 Cooling system 冷却系统——散热器、软管、暖风散热器芯和冷却水套,带走发动机热量并散发到周围空气中。 Cruise control 巡航控制——在各种条件下自动维持预定车速的系统。 Customer complaint客户抱怨——客户提供的故障说明,通常是汽车驾驶员。Cylinder balance 气缸平衡——一种动态测试,每次使一个气缸不工作,比较各缸的动力损失,精确确定工作差的气缸。 Cylinder head 气缸盖——发动机的一部分,覆盖在缸体上。 Cylinder leakagetest气缸泄漏测试——当活塞在上止点位置,气门关闭时,确定气缸密封好坏的一种测试。 Deck 配合面——发动机缸体和缸盖的配合平面。 Dedicated ground专用接地——在汽车上有许多接地连接,有些是特定的部件或电路专用。 Diaphragm 膜片——柔性的类似橡胶的膜。 Digital ohmmeter数字欧姆表——一种向孤立电路提供少量的电流并以数字方式指示电阻值的设备。 Digital voltmeter数字电压表——以数字方式读取电路两点间电压的设备。
静拉伸试验 一、实验目的 1、测45#钢的屈服强度s σ、抗拉强度m R 、断后伸长率δ和断面收缩率ψ。 2、测定铝合金的屈服强度s σ、抗拉强度m R 、断后伸长率δ和断面收缩率ψ。 3、观察并分析两种材料在拉伸过程中的各种现象。 二、使用设备 微机控制电子万能试验机、0.02mm 游标卡尺、试验分化器 三、试样 本试样采用经过机加工直径为10mm 左右的圆形截面比例试样,试样成分分别为铝合金和45#,各有数支。 四、实验原理 按照我国目前执行的国家 GB/T 228—2002标准—《金属材料 室温拉伸试验方法》的规定,在室温1035℃℃的范围内进行试验。将试样安装在试验机的夹头当中,然后开动试验机,使试样受到缓慢增加的拉力(一般应变速率应≤0.1m/s ),直到拉断为止,并且利用试验机的自动绘图装置绘出材料的拉伸图。 试验机自动绘图装置绘出的拉伸变形L ?主要是整个试样,而不仅仅是标距部分的伸长,还包括机器的弹性变形和试样在夹头中的滑动等因素,由于试样开始受力时,头部在头内的滑动较大,故绘出的拉伸图最初一段是曲线。 塑性材料与脆性材料的区别: (1)塑性材料: 脆性材料是指断后伸长率5%δ≥的材料,其从开始承受拉力直至试样被拉断,变形都比较大。塑性材料在发生断裂时,会发生明显的塑性变形,也会出现屈服和颈缩等现象; (2)脆性材料: 脆性材料是指断后伸长率5%δ<的材料,其从开始承受拉力直至试样被拉断,变形都很小。并且,大多数脆性材料在拉伸时的应力—应变曲线上都没有明显的直线段,几乎没有塑性变形,在断裂前不会出现明显的征兆,不会出现屈服和颈缩等现象,只有断裂时的应力值—强度极限。 脆性材料在承受拉力、变形记小时,就可以达到m F 而突然发生断裂,其抗拉强度也远远 小于45钢的抗拉强度。同样,由公式0m m R F S =即可得到其抗拉强度,而根据公式,10 l l l δ-=。 五、实验步骤 1、试样准备 用笔在试样间距0L (10cm )处标记一下。用游标尺测量出中间横截面的平均直径,并且测出试样在拉伸前的一个总长度L 。 2、试验机准备:
定性分析竹子的力学特性 结12,高鸣,2001010132 初次见到竹子的人大概都为竹子如此之细却能长那么高而感到惊讶,尤其是竹子多生长在南方,而且最茂密的季节是夏季,很难想象竹子在南方夏天的狂风骤雨中如何屹立不倒。笔者试图通过自己有限的一点知识,从竹子的结构出发浅谈竹子的受力优点。 先看一下竹子的结构有哪些特点。竹子的断面是圆环形,中空,一般直径6厘米,壁厚0.5厘米,大约每隔15厘米有一个实心坚硬的竹节。 对于空心固体的受力性能,意大利科学家伽利略曾经做过专门的研究,这里摘录如下:“人类的技艺(技术)和大自然都在尽情地利用这种空心的固体。这种物质可以不增加重量而大大增加它的强度,这一点不难在鸟的骨头上和芦苇上看到,它们的重量很小,但是有极大的抗弯力和抗断力,麦秆所支持的麦穗重量,要超过整株麦茎的重量,假如与麦秆同样重量的物质却生成实心的而不是空心的,它的抗弯和抗断力就要大大减低。”“实际上也曾经发现并且用实验证实了,空心的棒以及木头和金属的管子,要比同样长短同样重量的实心物体更加牢固,当然,实心的要比空心的细一些。人类的技艺就把这个观察到的结果应用到制造各种东西上,把某些东西制成空心的,使它们又坚固又轻巧。” 竹子在自然界中主要受自重荷载和风荷载。在自重荷载下(无风时),竹子相当于一根受压杆,根据欧拉公式,临界荷载:2 2)(l EI F Pcr μπ= ,对于竹子,E 是它的材料性能, 取决于竹纤维的强度,生长在土地上长度系数2=μ, 这些都是常数。除去长度因素外,还和截面抗弯刚度Pcr F EI 成正比。显然,在同样的重量下,把截面作成空心圆环对于提高抗弯刚度EI 是最有利的。计算表明,假如把竹子做成实心的,则其抗弯能力是原来的1/10。因此,竹子特有的空心圆环形的截面保证了它的受压整体稳定性,从而能提高其生长高度。那么竹子如何保证受压局部稳定性呢?竹节的作用此时就体现了。竹节所起到的作用与箱形截面柱中横向加劲肋是一样的,从而保证了竹子的受压局部稳定性。同时,竹节的存在也保证了竹子的抗扭能力,避免竹子发生扭转失稳。 在风荷载下,竹子主要抵抗的是弯矩和剪力。对于抗弯,边缘最大正应力与截面截面惯性矩I 成反比,而I 随截面半径增大而增大,故空心结构形成的大半径有利于降低边缘最大正应力提高抗弯能力。同时,由于边缘的正应力最大,故将优质材料布置在边缘是最优化的结构布置,竹子就做到了这点。竹壁自外而内,分为竹青、竹肉和竹黄三个部分,竹子的表面呈现出青色的叫竹青,由抗拉强度很高的纤维质构成。对于抗剪,竹节又起到了很关键的作用。坚硬实心的竹节将竹身分成小段小段的区格,在每个区格的端部提供可靠的变形约束,从而也能大大提高竹子的抗剪能力。举个例子,农业上小麦减产主要原因之一“倒伏”,就是小麦返青拔节时,由于雨水过多,生长迅速而拔节快,形成节与节之间间距大,减低了麦秆的抗剪能力,头重脚轻杆软倒伏于地。 从上面的分析可以看出,竹子的结构特点十分符合它在自然界中的受力需要。自然界中的许多动植物身上都有许多这样的特点,这些都是生物在进化过程中逐渐产生的有利于其生存的特点,受力优越性便是其中之一。
龙源期刊网 https://www.doczj.com/doc/8b3413317.html, 基于ABAQUS和EXCEL的泡棉静态力学性能分析 作者:周万里黄攀 来源:《科技风》2017年第09期 摘要:手机中大量应用泡棉作为缓冲材料保护关键器件,不同泡棉的缓冲效果完全不 同,对器件的保护作用大小也不同。通过泡棉的单轴压缩和回弹实验测试可以得到材料的位移-力曲线,但有限元软件ABAQUS中需要的材料参数不能直接在该软件中拟合得到。故基于EXCEL的VB模块构建新公式和使用规划求解功能拟合材料参数。在ABAQUS中建立有限元模型验证了用EXCEL拟合材料的准确性和该分析方法的正确性。 关键词:泡棉;有限元;ABAQUS;hyperfoam;Mullins软化效应;EXCEL;规划求解 泡棉因为具有良好的密封性和可压缩性,在手机中被大量应用根据用途可以分为导电泡棉、缓冲泡棉、双面胶泡棉和防尘防水泡棉等,根据应用的位置可以分为LCM泡棉、摄像头泡棉、音腔泡棉、受话器泡棉等。不同的用途和位置对泡棉的要求完全不同。国内文献对泡棉的研究主要在后期仿真应用上和没有考虑泡棉的应力软化效应,没有详细介绍如何从基础实验数据中获取有限元仿真所需要的参数再到仿真应用的过程。 本文首先使用高精度试验机对泡棉进行单轴压缩和回弹实验,获取位移-力曲线;然后转换为名义应变-名义应力曲线。利用EXCEL的VB模块构建新公式,再把名义应变-名义应力 曲线输入到EXCEL表格,并使用规划求解功能拟合曲线获取基于ABAQUS的hyperfoam本构模型和Mullins软化效应的材料参数;最后通过建立有限元模型验证该本构模型和拟合方法的正确性。 1 压缩和回弹实验 使用高精度试验机对泡棉进行压缩和回弹实验。因为该泡棉太薄只有0.3mm的厚度,为 减小误差把4层泡棉叠加在一起进行测试。具体样品尺寸为25mmX25mmX0.3mmX4。 2 记录压缩和回弹数据 压缩试验机记录力的单位为g,位移为mm。 3 处理数据 因为前面有一段行程为空压,需要处理数据,减掉这部分位移并减少数据点。处理后的数据见下图:
汽车发动机的曲柄连杆机构 【概述】 曲柄连杆机构是汽车发动机实现工作循环,完成能量转换的传动机构,用来传递力和改变运动方式。工作中,曲柄连杆机构在做功行程中把活塞的往复运动转变成曲轴的旋转运动,对外输出动力,而在其他三个行程中,即进气、压缩、排气行程中又把曲轴的旋转运动转变成活塞的往复直线运动。总的来说曲柄连杆机构是发动机借以产生并传递动力的机构。通过它把燃料燃烧后发出的热能转变为机械能。 发动机工作时,曲柄连杆机构直接与高温高压气体接触,曲轴的旋转速度又很高,活塞往复运动的线速度相当大,同时与可燃混合气和燃烧废气接触,曲柄连杆机构还受到化学腐蚀作用,并且润滑困难。可见,曲柄连杆机构的工作条件相当恶劣,它要承受高温、高压、高速和化学腐蚀作用。 【组成】 曲柄连杆机构的主要零件可以分为三组,即机体组、活塞连杆组和曲轴飞轮组。 机体组 机体是构成发动机的骨架,是发动机各机构和各系统的安装 基础,其内、外安装着发动机的所有主要零件和附件,承受各种 载荷。因此,机体必须要有足够的强度和刚度。发动机的机体组 主要由气缸体、曲轴箱、气缸盖和气缸垫等零件组成。 气缸体 气缸体是发动机各个机构和系统的装配基体,并由它来保持 发动机各运动部件相互之间的准确位置关系。气缸体上部的圆柱 形空腔称为气缸,下半部为支承曲轴的曲轴箱,其内腔为曲轴运 动的空间。在气缸体内部铸有许多加强筋,冷却水套和润滑油道 等。 一、气缸体的工作条件、要求及材料 (1)应具有足够的强度和刚度、耐磨损和耐腐蚀、适当冷却 ?发动机中最大的零件 ?承受拉、压、弯、扭等机械负荷 ?承受高温燃气很大的热负荷 ?发动机大部分零件安装在机体上 (2)力求结构紧凑、质量轻 ?尽量减小整机的重量(发动机最大的零件) ?加强肋(减小质量、保证刚度与强度) (3)机体材料 ?一般高强度灰铸铁或球墨铸铁、合金铸铁 ?为了减轻质量、加强散热采用铝合金 二、气缸体的分类 (一)按结构形式 根据气缸体与油底壳安装平面的位置不同,通常把气缸体
GB/T 19055-2003 前言 本标准与GB/T 18297-2001《汽车发动机性能试验方法》属于同一系列标准,系汽车发动机试验方法的重要组成部分。 本标准自实施之日起,代替QC/T 525-1999。 本标准的附录A为规范性附录。 本标准由中国汽车工业协会提出。 本标准由全国汽车标准化技术委员会归口。 本标准起草单位:东风汽车工程研究院。 本标准主要起草人:方达淳、吴新潮、饶如麟、鲍东辉、周明彪。 引言 本标准系在JBn 3744-84即QC/T 525-1999《汽车发动机可靠性试验方法》长期使用经验的基础上参考国外的先进技术,制定了本标准。 本标准对QC/T 525-1999的重大技术修改如下: ——拓展了标准适用范围,不仅适用于燃用汽、柴油的发动机,还适用于燃用天然气、液化石油气和醇类等燃料的发动机; ——修改了可靠性试验规范,对最大总质量小于3.5t的汽车用发动机采用更接近使用工况的交变负荷试验规范;对最大总质量在3.5t~12t之间的汽车用发动机采用混合负荷试验规范,以改进润滑状态;冷热冲击试验过去仅在压燃机上进行,现扩展到点燃机,并增加了“停车”工况,使零部件承受的温度变化率加大; ——修改了全负荷时最大活塞漏气量的限值,首次推出适用于不同转速范围的非增压机、增压机、增压中冷机的限值计算公式,使评定更为合理; ——为使汽车发动机满足国家排放标准对颗粒排放物限值的要求,修改了额定转速全负荷时机油/燃料消耗比的限值(由原来1.8%改为0.3%); ——增加“试验结果的整理”的内容,并单独列为一事,要求对整机性能稳定性、零部件损坏和磨损等进行更为规范和详尽的评定; ——增加“试验报告”的内容,并单独列为一章,明确试验报告主要内容,使试验报告更为规范。 ——增加了附录A《汽车发动机可靠性评定方法》,使评定更为准确和全面, ——鉴于汽车发动机排放污染物必须满足国家排放标准的要求,在认证时按排放标准进行专项考核,故本标准不再涉及。 汽车发动机可靠性试验方法 1 范围 本标准规定厂汽车发动机在台架上整机的一般可靠性试验方法,具中包括负荷试验规范(如交变负荷、混合负荷和全速全负荷)、冷热冲击试验规范及可靠性评定方法。 本标准适用于乘用车、商用车的水冷发动机,不适用于摩托车及拖拉机用发动机。该类发动机属往复式、转子式,不含自由活塞式。其中包括点燃机及压燃机;二冲程机及四冲程机;非增压机及增压机(机械
木材的力学性 能 参 数
目录 1.1木材的力学性质………………………………………………P3 2.1木材力学基础理论……………………………………………P3~ P8 2.1.1应力与应变 2.1.2弹性和塑性 2.1.3柔量和模量 2.1.4极限荷载和破坏荷载 3.1木材力学性质的特点…………………………………………P8~ P20 3.1.1木材的各向异性 3.1.2木材的正交对称性与正交异向弹性 3.1.3木材的粘弹性 3.1.4木材的松弛 3.1.5木材塑性 3.1.6木材的强度、韧性和破坏 3.1.7单轴应力下木材的变形与破坏特点
4.1木材的各种力学强度及其试验方法………………………P20~ P28 4.1.1力学性质的种类 5.1木材力学性质的影响因素…………………………………P28~ P31 5.1.1木材密度的影响 5.1.2含水率的影响 5.1.3温度的影响 5.1.4木材的长期荷载 5.1.5纹理方向及超微构造的影响 5.1.6缺陷的影响 6.1木材的允许应力…………………………………………P31~ P33 6.1.1木材强度的变异 6.1.2荷载的持久性 6.1.3木材缺陷对强度的影响 6.1.4构件干燥缺陷的影响 6.1.5荷载偏差的折减
6.1.6木材容许应力应考虑的因素 7.1常用木材物理力学性能……………………………………P34~ P36 1.1木材的力学性质 主要介绍:木材力学性质的基本概念、木材的应力—应变关系; 木材的正交异向弹性、木材的黏弹性、木材的塑性; 木材的强度与破坏、单轴应力下木材的变形与破坏特点; 基本的木材力学性能指标; 影响木材力学性质的主要因素等。 1.1.1木材的力学性质:木材在外力作用下,在变形和破坏方面所表现出来的性质。 1.1.2木材的力学性质主要包括:弹性、塑性、蠕变、抗拉强度、抗压强度、抗碗强度、抗减强度、冲击韧性、抗劈力、抗扭强度、硬度和耐磨性等。 1.1.3木材力学性质的各向异性:与一般钢材、混凝土及石材等材料不同,木材属生物材料,其构造的各向异性导致其力学性质的各向异性。因此,木材力学性质指标有顺纹、横纹、径向、弦向之分。 1.1.4了解木材力学性质的意义:掌握木材的特性,合理选才、用材。
《汽车制造工艺学》课程设计 班级: 姓名: 学号: 日期: 淮阴工学院交通工程学院
《汽车制造工艺学》课程设计任务书题目: 内容:(1)零件图 1张 (2)机械加工工艺规程卡片 1套 (3)课程设计说明书 1份原始资料:零件图样1张; 生产纲领为60000件/年; 每日1班 年月
《汽车制造工艺学》课程设计说明书设计题目: 班级: 姓名: 学号: 指导教师:
摘要 连杆是活塞式发动机和压缩机的重要零件之一,其大头孔与曲轴连接,小头孔通过活塞销与活塞连接,其作用是使活塞的往复运动转变成曲轴的旋转运动,它是柴油机关键传动件之一。连杆要承受内燃机的爆发力、压缩力和连杆往复运动的惯性力、拉伸力。因此对连杆的强度、刚度有很高的要求。又连杆与曲轴和活塞销连接,并且它们之间存在相对转动,因此对连杆大小头孔的加工要求是很高的。本文主要论述了连杆的加工工艺及其夹具设计。连杆的尺寸精度、形状精度以及位置精度的要求都很高,而连杆的刚性比较差,容易产生变形,因此在安排工艺过程时,就需要把各主要表面的粗精加工工序分开。逐步减少加工余量、切削力及内应力的作用,并修正加工后的变形,就能最后达到零件的技术要求。 关键词:连杆加工工艺夹具设计 内容: 1.课程设计任务书1份 2.工艺卡片1套 3.机械加工工艺过程卡片1份 4.机械加工工序卡片1份 5.零件图1份 6.夹具装配图1份 7.课程设计说明书1份
目录 一、任务书 二、零件工艺性分析 2.1零件技术条件分析 2.2毛坯选择以及加工 2.3机械加工工艺路线确定 2.4连杆的机械加工工艺过程分析 2.4.1工艺过程的安排 2.4.2定位基准的选择 2.4.3确定合理的夹紧方法 2.5连杆基本加工工序 2.5.1连杆两端面的加工 2.5.2连杆大、小头孔的加工 2.5.3连杆螺栓孔的加工 2.5.4连杆体与连杆盖的铣开工序 2.5.5大头侧面的加工 2.6工序尺寸以及公差的的计算 2.6.1切削用量的选择原则 a)粗加工时切削用量的选择原则 b)精加工时切削用量的选择原则 2.6.2确定各工序的加工余量 2.6.3确定工序尺寸及其公差 三、XX号工序加工说明书 3.1工序尺寸精度分析 3.2确定加工余量 3.3夹具、定位如CAD图
低碳钢和铸铁力学性能分析 题目:低碳钢和铸铁的力学性能分析 学院:机械工程学院学号:xxxxxxxxxxx 姓名:专业班级:xxx 指导老师:xxx 日期:2019年4月 低碳钢和铸铁的力学性能分析 作者:xxx 作者单位:255000 山东理工大学 摘要:材料的力学性能是指在外力作用下所表现出的抵抗能力。由于载荷形式的不同,材料可表现出不同的力学性能,如强度、硬度、塑形、韧度、疲劳强度等。材料的力学性 能是零件设计、材料选择及工艺评定的主要依据。本文主要讨论低碳钢和铸铁的力学性能 在拉伸和压缩情况下的影响。 关键词:低碳钢、铸铁、拉伸、压缩 (一)材料微观组成分析 材料的微观结构几乎决定了外在性能,所以要了解研究材料的性能必须深入研究材料 的组成成分。而研究材料的组成成分需要从下面这张铁碳合金相图说起。 这张图记录了奥氏体在在不同温度下的恒温转变时组成成份和物质状态的变化。低碳 钢是指碳含量 低于0.3%的碳素钢;铸铁是指碳含量在2.11%-6.69%的金属,其中用于拉伸和压缩试 验的铸铁为灰口铸铁,成分一般范围为Wc=2.5%-4.0% Wsi=1.0%-2.2% Wmn=0.5%-1.3% Ws≤0.15% Wp≤0.3%。低碳钢经过奥氏体转变的基体是铁素体和珠光体,灰口铸铁的基体 是珠光体二次渗碳体和莱氏体。铁素体和工业纯铁相似,塑形韧性较好,强度硬度较低。 渗碳体是一种复 杂的间隙化合物,硬度很高,但塑性和韧性几乎为零,是钢中的主要强化相。珠光体 是铁素体和渗碳体的机械混合物,常见的形态是两者呈片层相间分布,片层越细强度越高。铸铁中的莱氏体是由珠光体和渗碳体组成的机械混合物,其中渗碳体较多,脆性大,硬度高,塑形很差。 1 2 (二)拉伸试验
瓦楞结构材料瓦楞方向静力学性能的研究瓦楞结构材料,因其无污染、可再生、质量轻、刚度好、缓冲吸能、易加工成型、可回收且成本低廉,在造船、汽车、建筑、航空航天、铁路运输和包装等行业有着广泛的应用。目前对瓦楞结构材料的研究主要集中在平压方向的力学性能上,而在实际应用中瓦楞结构材料常在其瓦楞方向上承载。因此研究瓦楞结构材料瓦楞方向的力学性能,对于促进其应用具有十分重要的意义。瓦楞结构材料是由瓦楞芯材和面材复合而成。根据瓦楞形状不同,瓦楞可分为U、V和UV形。瓦楞楞型有A、C、B和E型。通过静态拉伸试验对瓦楞原纸的物理性能进行了测定,得到相关物理参数,为有限元模拟提供基材的力学参数。对瓦楞结构材料进行静态压缩试验,验证有限元模型的可靠性。建立不同种类的瓦楞结构材料的有限元静力学分析模型,并使用试验结果验证模型的可靠性。基于此,通过能量效率法分别研究不同楞型和楞形瓦楞结构材料的力学性能,深入分析它们对瓦楞结构材料瓦楞方向静力学性能的影响。不同楞型、楞形和壁厚的瓦楞结构材料,瓦楞方向的变形模式都是呈现自上而下的折曲变形,应力应变曲线形态都是由弹性、屈服、平台和密实化四个阶段组成,能量效率曲线都是呈现先增大后减小的变化趋势。对于任一楞型的瓦楞结构材料,瓦楞方向的初始峰应力、平均抗压强度、最大能量吸收效率、密实化单位体积能量吸收和密实化比能量吸收随着壁厚的增大而增大。对于任一壁厚的瓦楞结构材料,A、C、B和E楞瓦楞的初始峰应力、平均抗压强度、密实化单位体积能量吸收和密实化比能量吸收依次增大。对于
U、V和UV任一楞形的瓦楞结构材料,其瓦楞方向的初始峰应力、平均抗压强度、最大能量吸收效率、密实化单位体积能量吸收和密实化比能量吸收随着壁厚的增大而增大。它们之间的相互关系,可拟合为一定的关系曲线,基于计算结果给出了相关经验公式。对于任一壁厚的瓦楞结构材料,U、V和UV形瓦楞的初始峰应力、平均抗压强度、密实化单位体积能量吸收和密实化比能量吸收总是呈现出V形瓦楞 最小,U形瓦楞最大,UV形瓦楞介于两者之间的规律。综上所述,楞型、楞形和壁厚对瓦楞结构材料瓦楞方向的静力学性能,影响较大,相关 规律可以为瓦楞结构材料在缓冲包装设计方面提供指导性参考与帮助。
—汽车发动机连杆的热处理工艺设计 目录 摘要---------------------------------------------------------------------------------------------------(1)1.概述--------------------------------------------------------------------------------------------(2)1.1 前言-----------------------------------------------------------------------------------------------(2)1.2 使用性能-----------------------------------------------------------------------------------------(2) 1.3 失效形式---------------------------------------------------------------------------------------(2) 1.4 材料选择---------------------------------------------------------------------------------------(2) 1.4.1技术要求-----------------------------------------------------------------------------------(2) 1.4.2材料比较------------------------------------------------------------------------------------(3) 1.5热处理工艺及目的----------------------------------------------------------------------- ----(4) 1.5.1退火--------------------------------------------------------------------------------------------(4) 1.5.2正火-------------------------------------------------------------------------------------------(4) 1.5.3淬火----------------------------------------------------------------------------------------- (4) 1.5.4回火--------------------------------------------------------------------------------------------(5) 2.热处理工艺-------------------------------------------------------------------------------------(5) 2.1工艺路线------------------------------------------------------------------------------------- -(5) 2.1.1 等温退火---------------------------------------------------------------------------------(5) 2.1.2淬火----------------------------------------------------------------------------------------(5) 2.1.3回火-----------------------------------------------------------------------------------------(6) 3.实验结果及分析---------------------------------------------------------------------6) 3.1 组织及分析----------------------------------------------------------------------------------(6) 3.1.1原始组织----------------------------------------------------------------------------------- (6) 3.1.2 等温退火后组织---------------------------------------------------------------------------(7) 3.1.3淬火后组织----------------------------------------------------------------------------------(7) 3.1.4 回火后组织---------------------------------------------------------------------------------(8) 3.2 缺陷分析------------------------------------------------------------------------(8) 3.2.1过热-----------------------------------------------------------------------------------------(8) 3.2.2欠热-----------------------------------------------------------------------------------------(8) 3.2.3淬火裂纹-----------------------------------------------------------------------------------(8) 3.2.4脱碳组织-----------------------------------------------------------------------------------(8) 3.2.5热处理变形--------------------------------------------------------------------------------(9) 3.2.6软点-----------------------------------------------------------------------------------------(9) 3.2.7回火缺陷-----------------------------------------------------------------------------------(9) 4 . 总结--------------------------------------------------------------------------------(10) 5. 参考文献-------------------------------------------------------------------------(10) 6.致谢----------------------------------------------------------------------------------(10)