
操作要素关键提示
项目
图片
项目
图片项目
图片项目
图片项目
图片项目
图片
操作要素
操作步骤
操作图示与说明
操作图示与说明
操作图示与说明
生产工艺参数、设备、模具
流程图
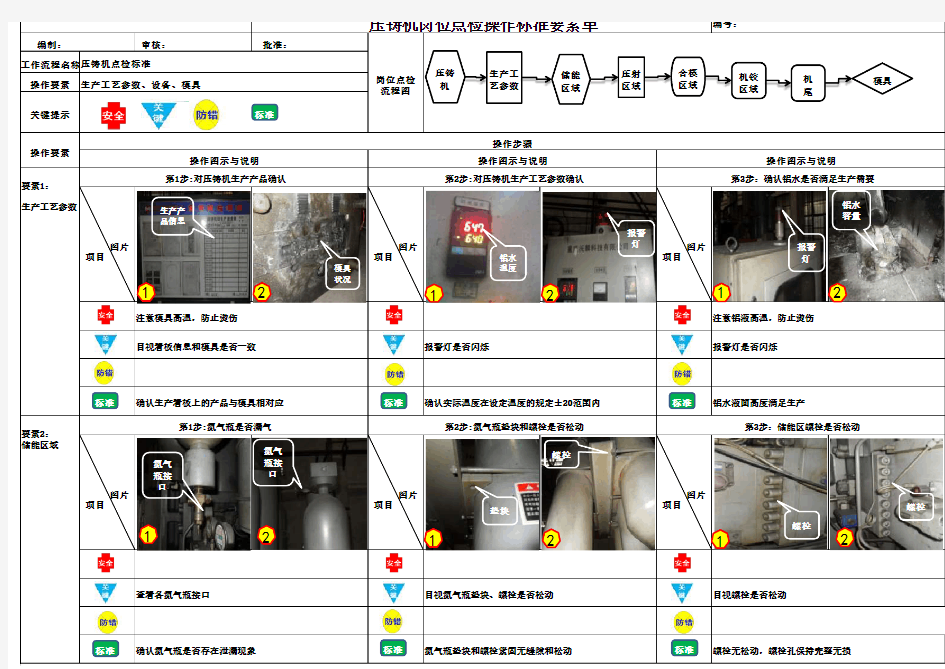
要素1:生产工艺参数
第1步:对压铸机生产产品确认
第2步:对压铸机生产工艺参数确认
第3步:确认铝水是否满足生产需要
目视看板信息和模具是否一致
报警灯是否闪烁
报警灯是否闪烁
确认生产看板上的产品与模具相对应
确认实际温度在设定温度的规定±20范围内
铝水液面高度满足生产
注意模具高温,防止烫伤注意铝液高温,防止烫伤
要素2:储能区域
第1步:氮气瓶是否漏气
第2步:氮气瓶垫块和螺栓是否松动
第3步:储能区螺栓是否松动
查看各氮气瓶接口确认氮气瓶是否存在泄漏现象
目视氮气瓶垫块、螺栓是否松动氮气瓶垫块和螺栓紧固无缝隙和松动
目视螺栓是否松动
螺栓无松动,螺栓孔保持完整无损
2
机
艺参数
区域
区域
区域
122
12
1
1
标准
标准
标准
标准
标准
标准
标准
区域
尾
生产产品信息
模具状况
铝水温度
报警灯
报警灯
铝水容量
氮气瓶接口
螺栓
螺栓
氮气瓶接口
垫块
螺栓
2
1
2
1
操作要素关键提示
操作要素
操作步骤
操作图示与说明
操作图示与说明
操作图示与说明
生产工艺参数、设备、模具
流程图
机
艺参数
区域
区域
区域
标准
区域
尾
项目
图片项目
图片
项目
图片
项目
图片项目
图片
项目
图片
要素3:压射区域
第1步:安全防护装置是否有效可靠
第2步:压射区螺栓是否松动
第3步:压射区螺栓紧固状况
目视螺栓是否松动目视螺栓是否松动
安全挡板功能完好
螺栓无松动,螺栓孔保持完整无损
螺栓无松动,螺栓孔保持完整无损
目视管路连接头处是否有漏油现象
检查液压管路连接固定,无漏油现象
快压氮气充气压力(12-12.5mpa)增压氮气充气压力(11-11.5mpa)
线路是否凌乱,未梳理捆扎
要素2:储能区域
检查储能充气压力是否变化
检查电器配件及线路,特别用于安全的器件的紧固情况有无损坏
第4步:储能区油管是否有漏油现象
第5步:储能压力是否正常
第6步:管线连接是否紧固
12标准
标准
标准
12
12
连接头
连接头
快压
增压
线路
线路
1
21
2
12
标准
标准
标准
螺栓
螺栓
螺栓
螺栓
操作要素关键提示
操作要素
操作步骤
操作图示与说明
操作图示与说明
操作图示与说明
生产工艺参数、设备、模具
流程图
机
艺参数
区域
区域
区域
标准
区域
尾
项目
图片项目
图片
项目
图片
项目
图片项目
图片
项目
图片
要素4:开档区域
第1步:安全防护装置是否有效可靠
第2步:安全门限位开关及撞块的紧固和工作情况
第3步:液压油管路固定是否松动及损伤
防护装置完好无缺失检查安全门限位开关及撞块的紧固和工作情况检查液压油管路(包括钢管和软管)固定是否松动及损伤
安全防护装置有效可靠
限位开关灵敏,撞块紧固,工作正常
管路无松动,无损伤
要素3:压射区域
第4步:确认冲杆冷却水无泄漏
第5步:
第6步:
冲杆冷却水管接口紧固,无跑冒滴漏。
冲杆冷却水无泄漏
12
标准
标准
标准
12
1212
标准
标准
标准
撞块
限位
软管
是否漏水
防护
防护
操作要素关键提示
操作要素
操作步骤
操作图示与说明
操作图示与说明
操作图示与说明
生产工艺参数、设备、模具
流程图
机
艺参数
区域
区域
区域
标准
区域
尾
项目
图片项目
图片
项目
图片
项目
图片项目
图片
项目
图片
要素4:开档区域
第1步:动模板导套与大杠四周间隙
第2步:喷涂组
第3步:滑脚
目视导套与大杠四周是否存在间隙目视喷雾组,表面干净整洁无漏水目视滑脚上无杂物和污垢等
动模板导套与大杠四周间隙是否均匀
喷雾组无漏水情况
滑动磨损面上的无杂物和污垢等
要素4:开档区域
第4步:操作面板按钮灵敏可靠
第5步:
第6步:
急停按钮使用灵敏、可靠
控制面板各按钮良好
1
2
1212
标准
标准
标准
12
标准
标准
标准
是否漏水
是否间隙较大
急停
操作要素关键提示
操作要素
操作步骤
操作图示与说明
操作图示与说明
操作图示与说明
生产工艺参数、设备、模具
流程图
机
艺参数
区域
区域
区域
标准
区域
尾
项目
图片项目
图片
项目
图片
项目
图片项目
图片
项目
图片
要素5:机铰区域
第1步:各润滑点和分配器
第2步:润滑泵
第3步:顶出油缸
目视各润滑点和分配器无漏油现象手动按FED键,确认指针是否在红色区域之内目视顶出油缸是否漏油
分配器、润滑点无漏油现象
液面标志清晰,油液位不得低于红线区域
顶出油缸无漏油
要素6:机尾区域
第1步:固定螺栓
第2步:油管接头
第3步:油管接头
目视螺栓是否松动目视管路连接头处是否有漏油现象目视管路连接头处是否有漏油现象
螺栓无松动,螺栓孔保持完整无损
检查液压管路连接固定,无漏油现象
检查液压管路连接固定,无漏油现象
1
2
1
2
12标准
标准
标准
1
2
121
2
标准
标准
标准
2润滑点
分配器
刻度线
螺栓
螺栓
连接头
连接头
操作要素关键提示
操作要素
操作步骤
操作图示与说明
操作图示与说明
操作图示与说明
生产工艺参数、设备、模具
流程图
机
艺参数
区域
区域
区域
标准
区域
尾
项目
图片项目
图片
项目
图片项目
图片项目
图片
项目
图片
要素6:机尾区域
第7步:油泵有无噪音
第8步:
第9步:
用耳朵听油泵油污运转时异响和噪声
油泵无异响和噪声
电磁阀无异响和噪声
确认指针不能超过液面区域
液面标志清晰,油液位不得低于红线区域
要素6:机尾区域
第4步:电磁阀
第5步:系统总压
第6步:液压油刻度
用耳朵听电磁阀运转时有无异响和噪声目视压力表指针未超过液面区域目视油液是否低于红线区域
1
2
标准
标准
标准
1
2
1212
标准
标准
标准
油泵
刻度线
操作要素关键提示
操作要素
操作步骤
操作图示与说明
操作图示与说明
操作图示与说明
生产工艺参数、设备、模具
流程图
机
艺参数
区域
区域
区域
标准
区域
尾
项目
图片项目
图片
项目
图片项目
图片项目
图片
项目
图片
检查冷却水管连接固定,无漏水现象
检查冷却水管连接固定,无漏水现象
目视分型面油污杂质检查液压管路连接固定,无漏油现象
目视管路连接头处是否有漏水现象目视管路连接头处是否有漏水现象
目视螺栓是否松动目视管路连接头处是否有漏油现象
要素7:模具区域
模具分型面干净整洁,无杂物
螺栓无松动,螺栓孔保持完整无损
第4步:模具冷却水管
第5步:模具回水管
第6步:
第1步:模具分型面
第2步:模具紧固螺栓
第3步:模具抽芯油管
要素5:模具区域
12
12
标准
标准
标准
1
2
1
122
标准
标准
标准
分型面
紧固螺
抽芯油
冷却水接口
冷却水回水接